geoho.com.twgeoho.com.tw/carter/WDX STD/diedesweb/wdxbook/wdx25... · wear plates will consist of...
12
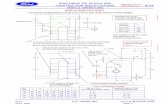
NORTH AMERICA ONLY 1 FEB. 2006 1. DRAW DIES WILL HAVE A SIX (6) PIECE MODULAR CONSTRUCTION CONSISTING OF THE FOLLOWING MAJOR COMPONENTS; DIE SHOE, DIE CAVITY, PUNCH BASE, PUNCH CAP, BLANK HOLDER BASE AND BLANK HOLDER CAP. 2. THE BLANK HOLDER TO DIE SHOE GUIDANCE WILL BE HEEL BLOCKS AND DOUBLE WEAR PLATES. 3. THE BLANK HOLDER TO PUNCH GUIDANCE WILL BE HEEL BLOCKS AND DOUBLE WEAR PLATES. 4. WEAR PLATES WILL CONSIST OF ONE STEEL WEAR PLATE AND ONE GRAPHITE IMPREGNATED STEEL WEAR PLATE. 5. CASTING RIBS WILL BE IN LINE BEHIND HEEL BLOCKS TO PROVIDE MAXIMUM SUPPORT. 6. CASTING WALL THICKNESS AS DEPICTED IN W-DX12-50M PAGES 1 AND 2 WILL BE INCREASED BY 50 %. 7. MATERIALS FOR DRAW DIE WILL BE DETERMINED IN ACCORDANCE WITH THE FOLLOWING TABLE. HIGH CONTACT PRESSURE FORM RADII BLANK HOLDER CAP PUNCH CAP DIE CAVITY DRAW BEADS DRAW RADII BLANK HOLDER BASE COMPONENT DIE SHOE PUNCH BASE AISI M2/EUREKA 1216 AISI M2/EUREKA 1216 CARMO GRANSHOTS/UDDEHOLM CARMO GRANSHOTS/UDDEHOLM CARMO GRANSHOTS/UDDEHOLM AISI M2/EUREKA 1216 DIE MATERIAL D4512/NAAMS D4512/NAAMS D4512/NAAMS 8. MAXIMUM SIZE FOR CARMO CASTINGS IS 4 METRIC TONS. CARMO CASTINGS WILL BE DELIVERED TO THE CONSTRUCTION SOURCE IN THE ANNEALED CONDITION. HARDNESS WILL BE 180-220 HBN. 9. RETAINING SCREW ORIENTATION FOR CARMO CASTINGS WILL BE AS FOLLOWS: FOR STRETCH DRAW APPLICATIONS THE RETAINING SCREWS WILL BE THREADED INTO THE BASE OF THE CARMO DIE CAVITY WITH THE SCREW HEADS BEARING AGAINST THE D4512 DIE SHOE. FOR TOGGLE DRAW APPLICATIONS THE RETAINING SCREWS WILL BE THREADED INTO THE CARMO PUNCH CAP AND THE CARMO BLANK HOLDER CAP WITH THE SCREW HEADS BEARING AGAINST THE D4512 BASES. 10. HIGH CONTACT PRESSURE FORM RADII ARE THOSE RADII ON THE DRAW PUNCH AND DRAW DIE WHICH ARE SUBJECT TO A CONTACT PRESSURE OF 200 MPa OR GREATER. LOADS ON RADII WILL BE DETERMINED BY COMPUTER SIMULATION. THE DESIGN SOURCE WILL OBTAIN INFORMATION ON RADII REQUIRING AISI M12 FORM DIE ENGINEERING / STAMPING CAE.
-
Upload
truongkhuong -
Category
Documents
-
view
221 -
download
0
Transcript of geoho.com.twgeoho.com.tw/carter/WDX STD/diedesweb/wdxbook/wdx25... · wear plates will consist of...

NORTH AMERICA ONLY
���� ������
���
� ���� ���1FEB. 2006
����� ��������
1. DRAW DIES WILL HAVE A SIX (6) PIECE MODULAR CONSTRUCTION CONSISTING OF THE FOLLOWING MAJOR COMPONENTS; DIE SHOE, DIE CAVITY, PUNCH BASE, PUNCH CAP, BLANK HOLDER BASE AND BLANK HOLDER CAP.
2. THE BLANK HOLDER TO DIE SHOE GUIDANCE WILL BE HEEL BLOCKS AND DOUBLE WEAR PLATES.
3. THE BLANK HOLDER TO PUNCH GUIDANCE WILL BE HEEL BLOCKS AND DOUBLE WEAR PLATES.
4. WEAR PLATES WILL CONSIST OF ONE STEEL WEAR PLATE AND ONE GRAPHITE IMPREGNATED STEEL WEAR PLATE. 5. CASTING RIBS WILL BE IN LINE BEHIND HEEL BLOCKS TO PROVIDE MAXIMUM SUPPORT.
6. CASTING WALL THICKNESS AS DEPICTED IN W-DX12-50M PAGES 1 AND 2 WILL BE INCREASED BY 50 %.
7. MATERIALS FOR DRAW DIE WILL BE DETERMINED IN ACCORDANCE WITH THE FOLLOWING TABLE.
HIGH CONTACT PRESSURE FORM RADII
BLANK HOLDER CAP
PUNCH CAP
DIE CAVITY
DRAW BEADS
DRAW RADII
BLANK HOLDER BASE
COMPONENTDIE SHOE
PUNCH BASE
AISI M2/EUREKA 1216
AISI M2/EUREKA 1216
CARMO GRANSHOTS/UDDEHOLM
CARMO GRANSHOTS/UDDEHOLM
CARMO GRANSHOTS/UDDEHOLM
AISI M2/EUREKA 1216
DIE MATERIAL
D4512/NAAMS
D4512/NAAMS
D4512/NAAMS
8. MAXIMUM SIZE FOR CARMO CASTINGS IS 4 METRIC TONS. CARMO CASTINGS WILL BE DELIVERED TO THE CONSTRUCTION SOURCE IN THE ANNEALED CONDITION. HARDNESS WILL BE 180-220 HBN.
9. RETAINING SCREW ORIENTATION FOR CARMO CASTINGS WILL BE AS FOLLOWS: FOR STRETCH DRAW APPLICATIONS THE RETAINING SCREWS WILL BE THREADED INTO THE BASE OF THE CARMO DIE CAVITY WITH THE SCREW HEADS BEARING AGAINST THE D4512 DIE SHOE. FOR TOGGLE DRAW APPLICATIONS THE RETAINING SCREWS WILL BE THREADED INTO THE CARMO PUNCH CAP AND THE CARMO BLANK HOLDER CAP WITH THE SCREW HEADS BEARING AGAINST THE D4512 BASES.
10. HIGH CONTACT PRESSURE FORM RADII ARE THOSE RADII ON THE DRAW PUNCH AND DRAW DIE WHICH ARE SUBJECT TO A CONTACT PRESSURE OF 200 MPa OR GREATER. LOADS ON RADII WILL BE DETERMINED BY COMPUTER SIMULATION. THE DESIGN SOURCE WILL OBTAIN INFORMATION ON RADII REQUIRING AISI M12 FORM DIE ENGINEERING / STAMPING CAE.
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��

NORTH AMERICA ONLY
���� ������
���
� ���� ���2FEB. 2006
����� ��������
11. AISI M2 DRAW BEADS, DRAW RADII AND HIGH CONTACT PRESSURE FORM RADII WILL HAVE CROSS-SECTIONAL GEOMETRIC CONFORMING TO THE FOLLOWING SCHEMATIC.
FEMALE DRAW BEAD
MALE DRAW BEAD
R5
6
AISI M2 WELD DEPOSTR
R5
AISI M2 WELD DEPOST
DRAW RADIIFORM RADII WITH CONTACT
PRESSURES GREATER THAN 200 MPa
6
R
AISI M2 WELD DEPOSIT
R5
AISI M2 WELD DEPOSIT
R
R5
DRAW DIE DESIGN STANDARDS FOR HIGH LOAD APPLICATIONS
R5
R
STEP BEAD
AISI M2 WELD DEPOSIT (TYP.) BINDER SURFACE
6
MEAN LOCATION OFMACHINING CUSPSLEFT BY A Ø10CUTTER.
6
6
6
6
666
66
6
6
6
6
6
FOR PRODUCTION VOLUMES GREATER THAN 50,000 PER YEAR
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��

NORTH AMERICA ONLY
���� ������
���
� ���� ���3FEB. 2006
����� ��������
12. UPON COMPLETION OF DIE TRYOUT THE BUILD SOURCE WILL VERIFY THAT THE DIE SURFACES MATCH CNC MACHINING DATA. IF THERE HAVE BEEN ANY MANUAL CHANGES TO THE FORMING DIE SURFACE THE DIE WILL REQUIRE SCANNING.
13. UPON COMPLETION OF DIE SURFACE VERIFICATION AND/OR SCANNING; DRAW RADII, DRAW BEADS AND HIGH CONTACT PRESSURE FROM RADII WILL BE MACHINED OUT IN PREPARATION FOR AISI M2 WELD DEPOSIT. THE DEPTH OF CUT BACK ARE SHOWN IN THE SCHEMATIC DRAWING ON PAGE 2.
14. UPON COMPLETION OF WELDING THE DIE WILL BE RETURNED TO THE CONSTRUCTION SOURCE FOR MACHINING THE DRAW BEADS, DRAW RADII AND APPLICABLE FORM RADII BACK TO FINISHED DIMENSIONS. THE M2 WELD DEPOSIT WILL HAVE A HARDNESS OF 58-61 Rc.
15. UPON COMPLETION OF MACHINING THE DIE WILL BE RETURNED TO THE WELD SOURCE FOR TEMPERING. THE DIE WILL BE TRIPLE TEMPERED IN A FURNACE. HOLD TWO (2) HOURS AT 500-525 DEGREES CELSIUS FOR EACH TEMPER. RESULTING HARDNESS OF DRAW BEAD WILL BE 63-65 Rc.
16. UPON COMPLETION OF TEMPERING THE BINDER SURFACE WILL BE FLAMED OR INDUCTION HARDENED.
17. ALL FORM RADII WHICH HAVE NOT BEEN OVER-WELDED WITH AISI M2 WILL BE FLAME/INDUCTION HARDENED. RESULTING HARDNESS OF FORM RADII ON CARMO CASTINGS WILL BE 58-62 Rc.
DRAW DIE DESIGN STANDARDS FOR HIGH LOAD APPLICATIONSFOR PRODUCTION VOLUMES GREATER THAN 50,000 PER YEAR
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��
"The welding source will label the die to indicate that the beads and radii have been over-welded with AISI M2. The label will read the following; "Beads and Draw Radii Over-Welded with AISI M2". Identifying lettering will be engraved or embossed and the font will have a minimum height of 15 mm. The lettering can be directly on the cast surface or on a metal plate attached to the cast surface. The label will appear adjacent to foundry cast-in letters which identify the base material of the casting."


NORTH AMERICA ONLY
���� ������
���
� ���� ���11FEB. 2006
����� ��������
1. MAXIMUM TRIM STEELS ENTRY WILL BE SIX (6) TIMES METAL THICKNESS. MINIMUM TRIM STEEL ENTRY WILL BE THREE (3) TIMES METAL THICKNESS. THE TRIM EDGE BETWEEN THE MINIMUM AND MAXIMUM ENTRIES WILL BE TAPERED WITH 1 DEGREE OF SHEAR.
3. WHEN TRIMMING THE PART ALL OFFAL/SCRAP PIERCES SHOULD BE CUT ON AT LEAST TWO (2) 90 DEGREE ADJACENT SIDES DURING THE SAME STROKE. MAXIMUM LENGTH OF CUT WITHOUT A 90 DEGREE TURN IS 300mm. SEE ILLUSTRATION BELOW.
4. ALL TRIM STEELS WILL BE REMOVABLE INSERTS. NO TRIMMING WITH SOLID POST OR SOLID RING.
6. MINIMUM HEIGHT OF LOWER TRIM STEELS WILL BE 40mm. RETAINING SCREWS, DOWELS AND JACK SCREW HOLES WILL BE LOCATED TO FACILITATE SHARPENING VIA SURFACE GRINDING/MACHINING AND SHIMMING.
2. DIE CLEARANCE SHOULD BE 10% - 15% OF METAL THICKNESS.
5. LOWER TRIM STEELS WILL BE MANUFACTURED FROM WROUGHT STOCK. NO CASTING.
NOT RECOMMENDED
RECOMMENDED
1st TRIM
SCRAP BREAKERS
1st TRIM PANEL
1st TRIM PANEL
1st TRIM
2nd TRIM
2nd TRIM PANEL
2nd TRIM PANEL
OFFALSCRAP BREAKERS
OFFAL
2nd TRIM
TRIMMING DIE DESIGN STANDARDS FOR HIGH LOAD APPLICATIONSFOR PRODUCTION VOLUMES GREATER THAN 50,000 PER YEAR
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��

NORTH AMERICA ONLY
���� ������
���
� ���� ���12FEB. 2006
����� ��������
(SHOWN IN INVERTED POSITION FOR ILLUSTRATION)
45°
2 MACHINEALLOWANCE
PREFERRED LOCATION FORDIE, DETAIL NUMBER ANDMATERIAL. CAST IN RAISEDLETTERS. NO PATTERNSHOP LOGO.
30
END ELEVATION
5 MACHINEALLOWANCE
THESE SURFACES MUSTBE TAKEN FROM THE DRAW
PATTERN MAKER NOTE:
10 MACHINEALLOWANCE
30
5
10
25 DEVELOPMENT.
45°
14. UPPER AND LOWER TRIM STEELS WILL BE BACKED UP PER W-DX5-55M PAGE 3. UPPER TRIM STEELS CASTINGS WILL BE 30mm THICK WITH 15mm THICK RIBS. SEE ILLUSTRATION.
13. LOWER SCRAP CUTTERS SHOULD BE NESTED TO THE ADDENDUM.
12. UPPER TRIM STEELS, AS WELL AS UPPER AND LOWER SCRAP CUTTERS WILL BE MANUFACTURED FROM CARMO GRANSHOTS. TRIM EDGES WILL BE FLAME HARDENED TO 58-62 Rc.
11. UPPER TRIM STEELS SHOULD BE NO TALLER THAN ANY ADJACENT STANDARD PIERCE PUNCHES. UPPER STEELS HEIGHT SHOULD BE THE SHALLOWEST THAT PART CONTOUR CONSIDERATION ALLOW.
10. THE UPPER CASTING WILL HAVE AT LEAST AS MANY STAIRCASES AS THE LOWER CASTING.
9. FOR LOWER STEELS MOUNTED ON THE STAIRCASE THE FOOTPRINT WILL BE 1 X HEIGHT AT THE TALLEST POINT. ENOUGH STAIRCASE WILL BE PROVIDED SO THAT THE TRIM STEELS CAN MEET THESE CRITERIA. THE FOOTPRINT FOR ALL OTHER LOWER TRIM STEELS WILL BE A MINIMUM OF 1.5 X HEIGHT.
8. FOR TIP ANGLES TRIM THE SUPPORT CASTINGS WILL BE DESIGNED FOR STAIRCASE MOUNTING OF TRIM STEELS.
TRIMMING DIE DESIGN STANDARDS FOR HIGH LOAD APPLICATIONSFOR PRODUCTION VOLUMES GREATER THAN 50,000 PER YEAR
7. TOO FACILITATE GRINDING AND MINIMIZE DISTORTION DURING THE HARDENING PROCESS THE BASIC SHAPE OF LOWER TRIM STEELS WILL APPROXIMATE A RECTANGLE. SINGLE INSERTS THAT CAP THE POST FOR PARTS WITH HAT TYPE CROSS-SECTION WILL NOT BE USED. SINGLE INSERTS THAT CUT BOTH PRODUCT TRIM LINE AND ADDENDUM WILL NOT BE USED. DETAILS THAT ARE (L) OR (U) SHAPED IN PLAN VIEW ARE UNDERSIRABLE. STOCK REMOVAL DURING THE MANUFACTURE OF TRIM STEELS SHOULD BE LESS THAN 15 % BY WEIGHT.
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��

NORTH AMERICA ONLY
���� ������
���
� ���� ���13FEB. 2006
����� ��������
TRIMMING DIE DESIGN STANDARDS FOR HIGH LOAD APPLICATIONSFOR PRODUCTION VOLUMES GREATER THAN 50,000 PER YEAR
16. DURING TRIM LINE DEVELOPMENT NO COMPOSITE WELDING OF TRIM STEELS WILL BE ALLOWED. COMPOSITE WELDING IS DEFINED AS THE USE OF WELDING CONSUMABLE, WHICH DO NOT MATCH THE CHEMISTRY OF THE BASE ALLOY. CALDIE TRIM STEELS WILL ONLY BE WELDED WITH CALDIE FILLER METAL. ALL CALDIE TRIM STEELS WILL BE DOUBLE TEMPERED AFTER WELDING.
15. LOWER TRIM STEELS WILL BE MANUFACTURED FROM CALDIE AND FURNACE HARDENED TO 60-62 Rc. FOR TRIM DIES BUILT AT DEARBORN TOOL AND DIE CALDIE WILL BE PURCHASED IN THE PRE-HARDENED CONDITION 30-32 Rc WITH THREE ADJACENT SIDES GROUND FLAT AND SQUARE. AT DEARBORN TOOL AND DIE THE TRIM EDGES WILL BE FLAME HARDENED.
UPPER AND LOWER SCRAP CUTTERS
BASE OF TRIM POST
COMPONENTUPPER DIE SHOE
LOWER DIE SHOE
STRIPPER PAD
UPPER TRIM STEELS
CARMO GRANSHOTS/UDDEHOLM
CARMO GRANSHOTS/UDDEHOLM
CALDIE BAR STOCK
DIE MATERIAL
D4512/NAAMS
G2500/NAAMS
G2500/NAAMS
17. MATERIALS FOR THE TRIM DIE WILL BE IN ACCORDANCE WITH THE FOLLOWING TABLE.
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��

NORTH AMERICA ONLY
���� ������
���
� ���� ���14FEB. 2006
����� ��������
D4512/NAAMS
D6510/NAAMS
S7FLANGE STEELS
FORM AND FLANGE POST
DIE SHOE
COMPONENT DIE MATERIAL
FLANGE DIE DESIGN STANDARDS FOR HIGH LOAD APPLICATIONSFOR VOLUMES GREATER THAN 50,000 PER YEAR
1. MATERIALS FOR THE FLANGE DIE WILL BE IN ACCORDANCE WITH THE FOLLOWING TABLE.
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��

NORTH AMERICA ONLY
���� ������
���
� ���� ���16FEB. 2006
����� ��������
1. DRAW DIES WILL HAVE A SIX (6) PIECE MODULAR CONSTRUCTION CONSISTING OF THE FOLLOWING MAJOR COMPONENTS; DIE SHOE, DIE CAVITY, PUNCH BASE, PUNCH CAP, BLANK HOLDER BASE AND BLANK HOLDER CAP.
2. THE BLANK HOLDER TO DIE SHOE GUIDANCE WILL BE HEEL BLOCKS AND DOUBLE WEAR PLATES.
3. THE BLANK HOLDER TO PUNCH GUIDANCE WILL BE HEEL BLOCKS AND DOUBLE WEAR PLATES.
4. WEAR PLATES WILL CONSIST OF ONE STEEL WEAR PLATE AND ONE GRAPHITE IMPREGNATED STEEL WEAR PLATE. 5. CASTING RIBS WILL BE IN LINE BEHIND HEEL BLOCKS TO PROVIDE MAXIMUM SUPPORT.
6. CASTING WALL THICKNESS AS DEPICTED IN W-DX12-50M PAGES 1 AND 2 WILL BE INCREASED BY 50 %.
7. MATERIALS FOR DRAW DIE WILL BE DETERMINED IN ACCORDANCE WITH THE FOLLOWING TABLE.
BLANK HOLDER CAP
PUNCH CAP
DIE CAVITY
BLANK HOLDER BASE
COMPONENTDIE SHOE
PUNCH BASE
CARMO GRANSHOTS/UDDEHOLM
CARMO GRANSHOTS/UDDEHOLM
CARMO GRANSHOTS/UDDEHOLM
DIE MATERIAL
D4512/NAAMS
D4512/NAAMS
D4512/NAAMS
8. MAXIMUM SIZE FOR CARMO CASTINGS IS 4 METRIC TONS. CARMO CASTINGS WILL BE DELIVERED TO THE CONSTRUCTION SOURCE IN THE ANNEALED CONDITION. HARDNESS WILL BE 180-220 HBN.
9. RETAINING SCREW ORIENTATION FOR CARMO CASTINGS WILL BE AS FOLLOWS: FOR STRETCH DRAW APPLICATIONS THE RETAINING SCREWS WILL BE THREADED INTO THE BASE OF THE CARMO DIE CAVITY WITH THE SCREW HEADS BEARING AGAINST THE D4512 DIE SHOE. FOR TOGGLE DRAW APPLICATIONS THE RETAINING SCREWS WILL BE THREADED INTO THE CARMO PUNCH CAP AND THE CARMO BLANK HOLDER CAP WITH THE SCREW HEADS BEARING AGAINST THE D4512 BASES.
10. HIGH CONTACT PRESSURE FORM RADII ARE THOSE RADII ON THE DRAW PUNCH AND DRAW DIE WHICH ARE SUBJECT TO A CONTACT PRESSURE OF 200 MPa OR GREATER. LOADS ON RADII WILL BE DETERMINED BY COMPUTER SIMULATION. THE DESIGN SOURCE WILL OBTAIN INFORMATION ON RADII REQUIRING AISI M12 FORM DIE ENGINEERING / STAMPING CAE.
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��

NORTH AMERICA ONLY
���� ������
���
� ���� ���18FEB. 2006
����� ��������
1. MAXIMUM TRIM STEELS ENTRY WILL BE SIX (6) TIMES METAL THICKNESS. MINIMUM TRIM STEEL ENTRY WILL BE THREE (3) TIMES METAL THICKNESS. THE TRIM EDGE BETWEEN THE MINIMUM AND MAXIMUM ENTRIES WILL BE TAPERED WITH 1 DEGREE OF SHEAR.
3. BASIC DIE CONSTRUCTION FOR THE UPPER TOOL WILL BE A CAST IRON DIE SHOE WITH CAST STEEL INSERTS FOR THE CUTTER EDGES. BASIC DIE CONSTRUCTION FOR THE LOWER WILL BE A STEEL TRIM CAP MOUNTED ON A CAST IRON DIE SHOE..
5. INCOMING HEAT TREAT CONDITION AND FINAL HEAT TREAT CONDITION FOR CASTING IS SPECIFIED
IN W-DX25-55M SECTION..
2. DIE CLEARANCE SHOULD BE 10% - 15% OF METAL THICKNESS.
TRIMMING DIE DESIGN STANDARDS FOR HIGH LOAD APPLICATIONSFOR PRODUCTION VOLUME LESS THAN 50,000 PER YEAR
4. MATERIALS FOR THE TRIM DIE WILL BE IN ACCORDANCE WITH THE FOLLOWING TABLE.
UPPER AND LOWER SCRAP CUTTERS
UPPER TRIM STEELS
STRIPPER PAD
LOWER DIE SHOE
UPPER DIE SHOE
COMPONENT
BASE OF TRIM POST
CAST CUT #1
CAST CUT #1
G2500/NAAMS
G2500/NAAMS
D4512/NAAMS
DIE MATERIAL
G2500/NAAMS
CAP FOR TRIM POST CARMO GRANSHOTS/UDDEHOLM
6. UPPER TRIM STEELS SHOULD BE NO TALLER THAN ANY ADJACENT STANDARD PIERCE PUNCHES. UPPER STEELS HEIGHT SHOULD BE THE SHALLOWEST THAT PART CONTOUR CONSIDERATION ALLOW.
8. LOWER SCRAP CUTTERS SHOULD BE NESTED TO THE ADDENDUM.
7. UPPER AND LOWER TRIM STEELS WILL BE BACKED UP PER W-DX5-55M PAGE 3. UPPER TRIM STEELS CASTINGS WILL BE 30mm THICK WITH 15mm THICK RIBS. SEE ILLUSTRATION.
9. DURING TRIM LINE DEVELOPMENT NO COMPOSITE WELDING OF TRIM STEELS WILL BE ALLOWED. COMPOSITE WELDING IS DEFINED AS THE USE OF WELDING CONSUMABLE, WHICH DO NOT MATCH THE CHEMISTRY OF THE BASE ALLOY. ALL TRIM EDGES MUST BE TEMPERED AFTER WELDING.
10. WHEN TRIMMING THE PART ALL OFFAL/SCRAP PIERCES SHOULD BE CUT ON AT LEAST TWO (2) 90 DEGREE ADJACENT SIDES DURING THE SAME STROKE. MAXIMUM LENGTH OF CUT WITHOUT A 90 DEGREE TURN IS 300mm. SEE ILLUSTRATION BELOW.
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��

NORTH AMERICA ONLY
���� ������
���
� ���� ���19FEB. 2006
����� ��������
TRIMMING DIE DESIGN STANDARDS FOR HIGH LOAD APPLICATIONSFOR PRODUCTION VOLUME LESS THAN 50,000 PER YEAR
OFFAL
OFFAL
RECOMMENDED
NOT RECOMMENDED
1st TRIM PANEL
SCRAP BREAKERS
1st TRIM PANEL
1st TRIM
1st TRIM
2nd TRIM PANEL
SCRAP BREAKERS
2nd TRIM PANEL
2nd TRIM
2nd TRIM
END ELEVATION
45°
(SHOWN IN INVERTED POSITION FOR ILLUSTRATION)
SHOP LOGO.LETTERS. NO PATTERNMATERIAL. CAST IN RAISEDDIE, DETAIL NUMBER ANDPREFERRED LOCATION FOR
ALLOWANCE2 MACHINE
30
5 MACHINEALLOWANCE
PATTERN MAKER NOTE:
THESE SURFACES MUSTBE TAKEN FROM THE DRAW
10 MACHINEALLOWANCE
45°
30
5
25
10
DEVELOPMENT.
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��

NORTH AMERICA ONLY
���� ������
���
� ���� ���21 ENDFEB. 2006
����� ��������
D4512/NAAMS
D6510/NAAMS
S7FLANGE STEELS
FORM AND FLANGE POST
DIE SHOE
COMPONENT DIE MATERIAL
FLANGE DIE DESIGN STANDARDS FOR HIGH LOAD APPLICATIONSFOR VOLUME LESS THAN 50,000 PER YEAR
1. MATERIALS FOR THE FLANGE DIE WILL BE IN ACCORDANCE WITH THE FOLLOWING TABLE.
���� �� �������������������� �����
�����������������������
������������������������
���������� � ��