GD & T - Training Material Note Pages
252
1 GEOMETRIC DIMENSIONING AND TOLERANCING Contact : Octagon Consultants – Pune Contact No. – 020 25439282. Mobile - 9325084622.
Transcript of GD & T - Training Material Note Pages

1
GEOMETRIC DIMENSIONING
AND TOLERANCING
Contact : Octagon Consultants – Pune Contact No. – 020 25439282.
Mobile - 9325084622.

2
Geometry
• It is the science of the properties and relations of lines, surfaces and solids.

3
Various Geometric Shapes

4
Dimension
• It is a measurable extent, as length, breadth and depth.

5
Tolerance
• It is a allowable variation in any measurable property.
• The total amount that features of the part are permitted to vary from the specified dimension.
• The tolerance is the difference between the maximum and minimum limits.
• Two common methods to specify tolerances
– limit tolerances
– plus-minus tolerances

6
Limit tolerances

7
Plus Minus Tolerances

8
Dimension Anatomy

9
What is GD&T
• ASME Y14.5M-1994 - The national standard for dimensioning and tolerancing in the United States.
• ASME stands for American Society of Mechanical Engineers.
• The Y14.5 is the standard number. "M" is to indicate the standard is metric, and 1994 is the date the standard was officially approved.

10
What is GD&T
Geometric Dimensioning and tolerancing (GD&T) is a language used on mechanical engineering drawings composed of symbols that are used to efficiently and accurately communicate geometry requirements for associated features on component and assemblies.
A method to specify the shape of a piece of hardware on an engineering drawing.

11
What is GD&T
• A set of fourteen symbols used in the language of GD&T. It consists of well-defined of symbols, rules, definitions and conventions, used on engineering drawings to accurately describe a part.
• GD&T is a precise mathematical language that can be used to describe the size, form, orientation, and location of part features.
• GD&T is also a design philosophy on how to design and dimension parts.

12
Why GD & T ?
Since GD & T is a language of communication on engineering drawing it is better to understand by the study of engineering drawing with and without GD & T symbols.

13

14

15

16

17
Advantages of GD&T
• Use of this language or tool “can provide economic and technical advantage” stated the ASME.
• Maximizes quality of the products.
• Provides uniformity of specification and interpretation (reducing guesswork and controversy)

18
• Geometric dimensioning dramatically reduces the need for drawing notes to describe complex geometry requirements on a component or assembly by the use of standard symbology.

19
• Ensures the design requirements are carried out.GD&T facilitates an efficient means to communicate specific datums on a part. Without the use of a datum system (zero reference) on a part, it is not clear to manufacturing or quality where to manufacture or measure from. Additionally, the use of datums dramatically simplifies the design and specification of parts for use in manufacturing and quality verification steps. .

20
• Provides maximum production tolerances (Bonus & Round tolerances always provided)

21

22
• Provides maximum production tolerances (Bonus & Round tolerances always provided)

23

24

25
• Create a part design that focuses on the product function.
• Convert product requirements into dimensional specifications.
• Better define parts without the need for assumptions.
• Document the design for future use.• Discover problems in the design stage.• Ensure that parts will assemble.• Have less "hand fitting" at assembly.• Ensure that parts are inspected as intended.• Inspect parts more quickly.• Reduce scrap or rework. • Make a replacement that fits into the assembly.

26
• Have multiple sources on various parts of an assembly.
• Make valid engineering calculations.• Have common parts across similar assemblies.• Design subassemblies in different locations and
have them function correctly. • Do tolerance analysis to study the effect of part
tolerances on the assembly.• Use state of the art software tools to analyze parts in
an assembly.• Use state of the art software tools to inspect the
parts. • Reduce the risk caused by vague specifications.
• And finally saves money.

27
Key Terms
The general term applied to a physical portion of a part, such as a surface, pin, hole, or slot.
Feature

28
Key Terms
One cylindrical or spherical surface, or a set of two opposed elements or opposed parallel surfaces, associated with a size dimension.
Examples: Cylinder, sphere, slot, etc.
Feature Of Size

29
Key Terms
Actual Local Size
The value of any individual distance at any cross section of a FOS

30
Key Terms
Actual Mating Envelope (AME)
A similar perfect feature counterpart that can be circumscribed/inscribed about/within the feature so it just contacts the surfaces at the highest points(Envelope is an imaginary, mathematical surface of a perfect form which establishes a boundary for a physical feature.)It is derived from an actual part

31
Actual Mating Envelope (AME)

32
Actual Mating Envelope (AME)

33
Tolerance Stack-up
The additive rule for tolerances is that tolerances taken in the same direction from one point of reference are additive.The consequence is that tolerances to the same point taken from different directions become additive. The effect is called tolerance stack up.

34
Tolerance Stack-upTOOL APPLICATION
Tolerance stacks are an important tool used to evaluate the variable features and dimensions of a single part or an assembly of parts. Tolerance stacks are used in the calculation of fits and fit-ups, tolerance accumulation/allocation, datum selection and the use of datum and feature modifiers.

35
GD&T Concepts
Basic Dimension• A numerical value used to describe the theoretically
exact size, profile, orientation, or location of a feature or datum target.
• A basic dimension is always associated with a feature control frame or datum target. Block tolerance does not apply and the applicable tolerance will be given to the feature control frame.
• Specified by enclosing the numerical value in a rectangle

36
Basic Dimension

37
Regardless of Feature Size (RFS)
“Regardless of feature size”, a statement to the effect that the size of the considered feature may not influence the tolerance or the datum reference frame under consideration.
Indicates a geometric tolerance applies at whatever size the part is produced.

38
Maximum Material Condition (MMC)
The condition in which a feature of size contains the maximum amount of material everywhere within the stated limits of size.

39
Least Material Condition (MMC)
The condition in which a feature of size contains the least amount of material everywhere within the stated limits of size.

40
Maximum Material Condition (MMC)

41
Maximum Material Condition (MMC)

42
Bonus Tolerance
• An additional tolerance for a geometric control permitted with MMC or LMC modifiers

43
Bonus Tolerance

44
Bonus Tolerance

45
Bonus Tolerance

46
Bonus Tolerance

47
Bonus Tolerance

48
Bonus Tolerance

49
Bonus Tolerance

50
Bonus Tolerance
• When the MMC modifier is used, it means:– the stated tolerance applies when the FOS is at
MMC– as part size goes away from MMC, an increase in
the stated tolerance is permitted– the increase is equal to the departure from MMC -
called the bonus tolerance– geometric characteristic can be verified with a
fixed gage

51
Bonus Tolerance

52
Virtual Condition• The boundary generated by the collective effects of
MMC, size limit of a feature and any associated geometric tolerance.
• The Virtual Condition of a feature is a concept used to describe the worst-case envelope which either of two features must lie within in order to mate acceptably. For a shaft that fits into a hole, the shaft virtual condition must be smaller than the hole virtual condition.

53
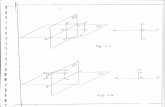
For an external feature of size, such as a shaft, the virtual condition is equal to the size at MMC plus the size of the tolerance zone. For the shaft in Figure , the diameter of the virtual condition is the diameter of the MMC shaft plus the diameter of the position tolerance zone

54
For an internal feature of size, such as a hole, the virtual condition is equal to the size at MMC minus the size of the tolerance zone. For the hole in Figure , the diameter of the virtual condition is the diameter of the MMC hole minus the diameter of the position tolerance zone.

55
Figure shows the shaft and hole virtual conditions superimposed. Since the shaft virtual condition is smaller than the hole virtual condition, the two parts will always mate.

56
Virtual Condition

57
Virtual Condition

58
Virtual Condition

59
Virtual Condition

60
Virtual Condition

61
In summary, the way to calculate virtual condition (VC) for a shaft and hole is:
SHAFT VC = MMC diameter + Position Tolerance Zone Diameter
HOLE VC = MMC diameter - Position Tolerance Zone Diameter

62
Application Of Virtual Condition
Virtual condition is extremely useful in the design of functional gauges. A functional gauge made to virtual condition will ensure that a part will always mate with its counterpart.

63
Functional gauge design• GDT functional gauges designed according to virtual
condition ensures part fit. Virtual condition is the envelope for worst-case part fit. A part which fits on such a functional gauge is guaranteed to fit to all mating
parts.
• Virtual condition is extremely useful in the design of functional gauges. A functional gauge made to conform to virtual condition will ensure that a part will always mate with its counterpart.
In summary, the way to calculate virtual condition (VC) for a shaft and hole is: SHAFT VC = MMC diameter + Position Tolerance Zone DiameterHOLE VC = MMC diameter - Position Tolerance Zone Diameter

64

65

66

67
Symbols and ModifiersFeature Control Frame
A rectangular box that is divided into compartments within which the geometric characteristic symbol, tolerance value, modifiers, and datum references are placed.

68
Symbols and ModifiersGeometric Tolerances are divided into five
categories
1. Form control2. Orientation control3. Location control4. Composite control5. Profile controls

69
Symbols and Modifiers
Form control

70
Symbols and Modifiers
Orientation Control

71
Symbols and Modifiers
Location Control

72
Symbols and Modifiers
Composite Control

73
Symbols and Modifiers
Profile Controls

74
Summary of control tolerances

75
Symbols and ModifiersModifiers

76
Free State
• Free state variation is a term used to describe distortion of a part after removal of forces applied during manufacture.
• This distortion is principally due to weight and flexibility of the part and the release of intern1 stresses resulting from fabrication.A part of this kind, for example, a part with a very thin wall in proportion to its diameter, is referred to as a non-rigid part. In some cases, it may be required that the part meet its tolerance requirements while in the free state. In others, it may be necessary to simulate the mating part interface in order to verify individual or related feature tolerances. This is done by restraining the appropriate features. The re-straining forces are those that would be exerted in the assembly or functioning of the part.

77
Projected Tolerance ZoneWhen it is desired to project a stated tolerance zone beyond the boundaries of a part the projected tolerance zone symbol is used. The symbol is placed after the stated tolerance and any modifiers and is followed by a value for the projection distance. The use of this symbol in local and general notes is prohibited.

78
Projected Tolerance ZoneThe Projected tolerance zone modifier is generally used for threaded holes and holes that will receive a pin (usually a press fit) and the designer is concerned that the screw or pin projecting from the hole might interfere with the surface of the clearance hole in the mating part. In these cases it is more important to know where the stud or fastener will be rather than where the hole or tapped hole is.
The projected value is usually the maximum thickness of the mating part or the maximum height of the pin or stud.

79
GD&T RulesAs the purpose of the GD&T is to describe the engineering intentof the item, there are some fundamental rules need to be applied.
• All dimensions must have a tolerance.Nothing can be made to a perfection;therefore, an appropriate tolerance must be available.Tolerances may come in the form of limits of size applied to basic dimensions, ± style tolerance applied directly to dimensions as a tolerance block or a general note. The only exception is when a dimension is marked as minimum, maximum,stock or reference.
• All dimensions necessary to exactly reproduce the shown geometrymust be present.Measurement and scaling should not be required.
• In order to avoid ambiguities, only the minimum dimensions required should be present. If additional dimensions would be helpful but not required, they should be marked as reference.

80
GD&T Rules• Dimension should be applied to features and arranged in such a
way as to represent the function of the individual features.
• Descriptions of manufacturing methods should be avoided. The geometry should be described without explicitly defining the method of manufacture.
• If certain sizes are required during the processing, but are notrequired in the final geometry (due to shrinkage or other causes) they should be marked as NON-MANDATORY.
• All symbols should be arranged for maximum readability. They should be applied to visible lines in true profiles whenever possible.
• When geometry is normally controlled by gage sizes or by code, the dimensions should still be included but should with the gauge orcode number in parentheses following or below the dimension.

81
GD&T Rules
• Angles of 90° are assumed when basic dimensions or centerlines are used but no angular dimension is explicitly shown.
• Dimensions and tolerances are valid at 20° Celsius unless statedotherwise.Unless explicitly stated, all dimensions and tolerances are valid when the item is in a free, unconstrained state.
• Dimensions and tolerances apply to the full length, width, and depth of a feature.
• Dimensions only apply at the level of the drawing where they areplaced. If the intention is for them to apply at multiple levels, this must be stated.

82
• Rule #1• Where only a tolerance of size is specified, the limits of
size of the individual feature describe the extent to which variation in the geometric forms as well as size are allowed.
• When Rule #1 applies, the size limits define the size and form of an FOS (not orientation, location or relation between FOS)
GD&T RulesStandard Rules

83
When Rule #1 Applies
• Form of feature:• Surfaces must not
extend beyond a boundary of perfect form at MMC
• Where actual size has departed from MMC toward LMC, a variation in form is allowed equal to that amount of departure

84
• Rule #1• The control of geometric form based on
size is not applicable to :Stock such as barsSheetsTubingsStructural shapes
The forms of these shall be as per the industry standard norms.
Standard Rules

85
• Rule #1 boundary:The part must be within the MMC envelope.

86
Standard Rules

87
• Rule #2a• For all applicable geometric tolerances,
RFS applies with respect to the individual tolerance, datum reference or both, where no modifying symbol is specified.
• Modifiers for MMC and LMC must be specified on the drawing where it is required.
Standard Rules

88
• Rule #2a• Characteristics and controls which can be
applicable to size features and thus to which RFS applies under Rule#2 unless modified to MMC or LMC are:StraightnessPerpendicularityAngularityParallelismPosition
Standard Rules

89
• Rule #2a• Characteristics and controls which are always applicable
at RFS under Rule #2 and due to the nature of the requirement cannot be applied at MMC or LMC are:Circular RunoutTotal RunoutConcentricitySymmetryFlatnessRoundnessCylindricityProfile of lineProfile of surface
Standard Rules

90
• Rule #2b Pitch Diameter Rule • Each tolerance of orientation or position and datum
reference specified for a screw thread applies to the axis of the thread derived from the pitch cylinder.Where an exception to this is necessary, it has to be mentioned below as MAJOR or MINOR
• Each tolerance of orientation or location and datum reference specified for gears, splines must designate the specific feature of the gear to which it applies(PITCH,MAJOR DIA, MINOR DIA)
Standard Rules

91
• Rule #2c Datum/Virtual condition Rule• A virtual condition exists for a datum feature of
size where its axis or center plane is controlled by a geometric tolerance. In such cases, the datum feature applies at its virtual condition even though it is referenced in a feature control frame as MMC or LMC.
Standard Rules

92
Datum

93
Datum feature
• An actual feature of a part that is used to establish a datum.
Datum feature Symbol
• The symbolic means of indicating a datum feature consists of a capital letter enclosed in a square frame and a leader line extending from the frame to the concerned feature, terminating with a triangle.

94
Datum vs. datum feature

95
Datum vs. datum feature

96
Datum feature symbol

97
Datum feature symbol

98
Datum feature symbol

99
Datum feature symbol

100
Datum feature symbol

101
Datum target• A specified point , line or area on a part used to
establish a datum.
Datum target frame• The datum targets are indicated by a circular
frame divided in two compartments by a horizontal line. The lower compartment is reserved for a letter and a digit.The letter represents the datum feature and the digit datum target number. The upper compartment is reserved for additional information, such as dimensions of the target area. If there is not sufficient space within the compartment, the information may be placed outside and connected to the appropriate compartment by a leader line.

102
Datum target• A specified point , line or area on a part used to
establish a datum.

103
Common_datum• A common_datum is a type of
Datum that corresponds to a datum that is established from more than one datum feature. On technical drawing, a datum that is established from multiple datum features is indicated by by placing the identifying letters of the datum features, separated by a dash, within a single compartment in a feature control frame. There is no significance to the order of the datum feature identifying letters within a compartment of the feature control frame.

104
Datum system• A group of two or more separate datums
used as a combined reference for a toleranced feature.
Datum reference frame
• Datum reference frames are coordinate systems used to locate and orient part features.

105
Datum reference frame
• A framework that consists of three mutually perpendicular datum planes, three datum axes(located at the intersection of each pair of datum planes), and a datum point (that is located at the intersection of the three datum planes)..
• A Cartesian coordinate system established using the Datums extracted from a set of Datum Features referenced in a Feature Control Frame.Datum Reference Frames serve to orient and locate tolerance zones.

106
Datum reference frame

107

108
Datum reference frame• Datums Are Mutually Perpendicular - Even When the
Datum Features Are Not.• It isn't always possible or practical to select datum features that
are mutually perpendicular to one another when establishing a datum reference frame. Notice that datum feature C is not nominally perpendicular to datum feature B. The datum feature simulator for C would be made at 35° to the datum feature simulator for B (shown here in red). The actual datum planes (shown in blue), which comprise the datum reference framework, would however be mutually perpendicular to one another as is illustrated in the last figure. The deviation of the hole from the 55mm BASIC location would be measured from the third datum plane-not from the sharp point on the actual part.

109
Datum reference frame

110
Datum precedence• A datum precedence assignment corresponds to the
specification of the order in which a datum is established within a datum system.
• On technical drawings, the precedence of a datum within a datum system is typically specified in a feature control frame. The location of the compartment containing the letter(s) corresponding to the datum feature(s) from which the datum is established indicates the assigned precedence. The compartment for the primary datum (if it exists) is immediately to the right of the compartment containing the tolerance value. The compartment for the secondary datum (if it exists) is immediately to the right of the compartment for the primary datum. Lastly, the compartment for the tertiary datum (if it exists) is immediately to the right of the compartment for the secondary datum.

111
Datum precedenceEXAMPLE—Figure (b) contains a feature control frame that specifies a datum system in which datum A is the primary datum, datum B is the secondary datum, and datum C is the tertiary datum.

112
Datum precedenceEXAMPLE—Fig. (c) contains a feature control frame that specifies a datumsystem in which datum A is the primary datum, datum C is the secondary datum, and datum B is the tertiary datum.

113
Datums of size• MMC and LMC on a Datum Reference do not Affect the Feature's
Tolerance!Referencing a datum feature at MMC or LMC does not change the tolerance on the feature(s) being toleranced. These modifiers, however, may allow the part to float or shift relative to the datum reference frame. Notice that the 15mm diameter hole references both B and C at their MMC. Therefore, if both B and C are produced at their MMC, there is no shift of the datum feature relative to the datum reference frame established by A, B and C. If, however, datum feature B happened to be produced at 8.1 (its LMC size) and was perfectly perpendicular to the primary datum, the part could shift as much as 0.2mm total, relative to the datum reference frame. In other words, the part could be slid left or right 0.2mm total while maintaining contact with datum A in order to bring the 15mm hole into its allowable position tolerance zone. Some inspectors treat this 0.2mm shift as an additional bonus tolerance on the 15mm hole which would allow additional deviation in all directions. This would be incorrect since no movement of the part is allowed perpendicular to the primary datum.

114
Datums of size

115

116
Datum simulators

117
Datum simulators

118
Datum simulators

119
Datum simulators

120
Datum simulators

121
Composite Datum Features• A composite datum feature is a datum feature that is composed of other
features. Figures depict two examples of composite datum features.

122
Composite Datum Features

123
Dimension origin• When a dimension origin is
specified for the distance between two features, the feature from which the dimension originates defines an origin plane for defining the tolerance zone. In such cases, the origin plane shall be established using the same rules as are provided for primary datum features.
• Signifies that the dimension originates from the plane established by the shorter surface and dimensional limits apply to the other surface.

124
Dimension origin

125
Dimension origin

126
Pattern locating tolerance zone framework(PLTZF) and Feature relating
tolerance framework(FRTZF)• The control of the location of the pattern as a group is
called the patrem-locating tolerance zone framework
• When the pattern consists of two or more features, there is the possibility, through the use of composite tolerancing, to control the relative location of features within the pattern. This is done by specifying a secondary location tolerance, called the feature relating tolerance zone framework

127
Form control

128
Flatness
• Flatness is the condition of surface having all of its elements in one plane.

129
Flatness• A flatness error (out of flat condition) is the amount a
surface can very from a flat plane.• Flatness is the distance between two parallel planes,
which includes all the elements (high and low points) of a surface.

130
Flatness• A flatness control zone is two parallel planes spaced apart
by the flatness tolerance value.• In theory one plane of the tolerance zone is oriented by
the high points of the surface.• The remaining plane is parallel to the first plane and
offset by the flatness tolerance value.

131
Flatness
• Size tolerance:The actual local size must be within the maximum and minimum limits of the size dimension.

132
Flatness
• Rule #1 boundary:The part must be within the MMC envelope.

133
Flatness
• Flatness Control:All surface elements of the tolerance feature must lie between two parallel planes 0.2 apart.

134
Flatness
• Inspection of Flatness:One plane of flatness tolerance zone is established by a surface plate.When the part is brought into contact with the surface plate, the high points of the part contact the surface plate surface. Thus, the high points of the surface are contacting one plane of the tolerance zone.A dial indicator is placed in the hole of a surface plate. The dial indicator is calibrated to zero when it is line with surface plate.When the part is placed on the surface plate and moved in a random fashion over the dial indicator. The dial indicator is reading the difference between the surface high and low points.

135
Flatness• Inspection of Flatness:
The maximum dial indicator reading is the distance between the places that contain the high and low points of the surface. This is the flatness error of the surface.

136
Flatness

137
•To ensure the integrity of mating or mounting surfaces
•To ensure that surfaces seal properly
•Appearance
Flatness Applications

138
Flatness• Examples:
Sealing surface.

139
Flatness• Examples:
Sealing surface.

140
Flatness• Examples:
Flange mounting.

141
Flatness• Examples:
Flange mounting.

142
Flatness• Examples:
Flange mounting.

143
Straightness
• A condition where an element of a surface or an axis is a straight line.
• Straight can be defined for
Straight of surfaceStraightness of Axis(RFS)Straightness of Axis(MMC)

144
Straightness

145
Straightness

146
Straightness

147
Straightness

148
Straightness

149
Straightness

150
Straightness

151
Straightness

152
Straightness

153
Straightness

154
Circularity
• Circularity is a condition of a surface of revolution.
• Controls the roundness of any feature with circular cross section.

155
Circularity
• The circularity tolerance is applied in either view of the drawing, whichever is most convenient.
• The tolerance zone for a circularity tolerance is bounded by two concentric circles.

156
Circularity

157
Circularity
• The tolerance value is determined by the radial distance between the circles, not the distance between the diameters..
• Tolerance specifies a tolerance zone within which the element or axis must lie.

158
Circularity
• All elements of the surface are to be within the specified size tolerance and the boundary of a perfect form at MMC.
• The feature control frame is attached to the concerned surface by a leader.
• Tolerance value should equal to or less than, one half of the size tolerance(limits)

159
Circularity
• Circularity of each circular element compares the form of each element to a circle. Since the control of the surface itself is of concern, its size variation is irrelevant to the form. Therefore, MMC or RFS principles cannot be applied.
• Part size may vary within its tolerance, yet the circularity tolerance remains the same.Where size of the produced part approaches LMC, the roundness tolerance proportionately diminishes.

160
CircularityInspection

161
Circularity• Circularity tolerance does not associate with the
datum reference, each circular element relates to a perfect counterpart of itself, a circle thus no datum is needed.

162
CircularityCircularity and the position

163
CircularityCircularity Inspection

164
Cylindricity
Cylindricity describes a condition of a surface of revolution in which all points of a surface are equidistant from a common axis.

165
Cylindricity
• Cylindricity tolerance specifies a tolerance zone bounded by two concentric cylinders within which the surface must lie.
• Cylindricity tolerance differs from circularity tolerance in that it applies to the total surface (entire length) simultaneously.

166
Cylindricity
• The cylindricity tolerance must be less than the feature size tolerance.
• Cylindricity tolerance is composite control of form which includes circularity, straightness and taper.

167
Cylindricity• All the elements of the surface controlled are to be
within the specified size tolerance and the boundary of perfect form at MMC.
• Cylindricity tolerance relates to the control of the surface form which is irrelevant to size, therefore RFS or MMC principle cannot be applied.
• Cylindricity tolerance is applicable only to cylindrical features, either inside or outside cylinders.

168
Cylindricity• Cylindricity tolerance does not associate with a
datum reference, the cylindrical elements relate to a perfect counterpart of itself, a cylinder, thus no datum is needed.

169
CylindricityCylindricity inspection

170
Orientation Control

171
Perpendicularity
• This could be considered flatness or straightness of an axis 90 degrees to a datum.

172
Perpendicularity
• Two common tolerance zones for a perpendicularity control are.-Two parallel planes.-A cylinder.
• Usually, when perpendicularity is applied to a surface or a planar feature of size, the tolerance zone is two parallel planes.
• When perpendicularity is applied to a cylindrical feature of size and a diameter symbol precedes the tolerance zone is cylinder.

173
Perpendicularity

174
Perpendicularity
• When a perpendicularity is applied to a planar surface, the following conditions apply.
1. The tolerance zone is two parallel planes.
2. The tolerance value defines the distance between the tolerance zone planes.
3. All elements of the toleranced surface must be within tolerance zone.
4. The flatness of the surface is also controlled.

175
Perpendicularity
• When perpendicularity is applied to a feature of size, it controls the orientation of the axis (or center plane) of the actual mating envelope of the feature of size.

176
Perpendicularity• When a perpendicular control
contains the MMC modifier, a fixed gauge may be used to verify the requirement.
• The gauge size is equal to the worst case boundary of the tolerance feature.
• Three points of contact must be maintained between the primary datum feature and the gauge surface.
• The orientation of the toleranced feature may vary as long as the part will fit into the gauge.

177
Perpendicularity

178
Perpendicularity

179
Perpendicularity• Examples:
Assembly-Pilot diameter to mounting face.

180
Perpendicularity• Examples:
Orientation-Controlling the orientation between datum features.

181
Perpendicularity• Examples:
Orientation-Bracket mounting surface.

182
Parallelism
•The condition of a surface or axis which is equidistant at all points from a datum of reference.
•The considered feature surface must lie within a tolerance zone between two parallel planes, the stated tolerance apart, which is parallel to the datum plane.

183
Parallelism• Parallelism tolerance always requires a datum reference ; it is the control of a feature in its orientation to a datum feature.

184
Parallelism
• The parallelism tolerance must be less than the associated size dimension.(and more appropriately less than one half the size tolerance.
• The parallelism tolerance and size tolerance is verified separately. The surface must be within the specified size limits.

185
ParallelismParallelism vs. Flatness
• One common area of confusion within GDT is between parallelism and flatness. With, parallelism, a reference is made to a datum plane, while flatness is independent of a datum.
• Slide shows a block on a surface plate whose three points of contact define the -A-datum plane. As specified, the opposite face of the block must lie within two planes which straddle a plane parallel to and 2.0 from -A- and .125 to either side of it.

186
ParallelismParallelism vs. Flatness
• Next slide shows a flatness specification on the same surface. No datum plane is involved. A "best fit" plane (3 point contact) defines the mid-plane, and all surface points must lie between two planes which are parallel to this plane, and .125 to either side of it.

187
Parallelism
• When a surface is to be parallel to a datum, the feature control frame is either connected by a leader to the surface or directly connected to the extension line of the dimension.

188
Parallelism• When parallelism is applied to an axis the axis of the
hole may be specified within a tolerance zone that is parallel to a given datum.• The feature control frame is place with the diameter
dimension

189
Parallelism
– Parallelism to line elements. • When it is desirable to control only individual line elements,
rather than the entire surface, the note “EACH ELEMENT”or “EACH RADIAL ELEMENT”

190
Parallelism

191
Parallelism

192
Parallelism

193
Parallelism

194
Parallelism

195
Parallelism

196
Angularity• The distance between two
parallel planes, inclined at a specified basic angle in which the surface, axis, or center plane of the feature must lie.
• The condition of a surface, center plane or axis being exactly at a specified angle (other than 90 degree) from a datum plane or axis.
• This could be considered flatness or straight of an axis at some angle to a datum.

197
Angularity• Angularity tolerance always requires a datum reference,
it is control of a feature in its orientation to a datum feature.

198
Angularity
–Figure 1 the application of angularity to a surface.
–Figure 2 is the application of angularity to an axis.
–Figure 3 is the application of angularity to a center plane

199
Angularity
• Angularity tolerance is independent of the size tolerance and is verified separately. The part also meet all size requirements. Aspects of the controlled angular surface , which is also dimensioned and toleranced as a separate requirement, must also meet such requirements.

200
Angularity• Inspection of Angularity:When setting up a part for
the measurement of angularity on a sine bar, it is difficult to orient the part before performing the inspection.

201
Angularity• This problem is overcome if second datum is
referenced in the angularity callout.

202
Composite Control

203
Circular Runout
• Runout is a composite tolerance used to control the functional relationship of one or more features of a part to a datum axis.
• A composite control affects the form, location and the orientation.
• Runout controls are often used to control the co-axiality of the diameters.

204
Circular Runout
• There are two types of runout control, circular runout and total runout. The type used is dependent upon design requirements and manufacturing considerations. Circular runout is normally a less complex requirement than total runout.

205
Circular Runout• There are two two requirements when using a
runout control1. The datum reference must establish a datum axis.2. Runout must be applied at RFS.

206
Circular Runout
• There are three ways to establish a datum axis for a runout specification.
1. Use a single diameter of sufficient length as a datum feature.
A single diameter can only be used when it is long enough to orient the part.
If a diameter is too short to establish an axis for inspection, the diameter will not serve well as a primary datum feature for the part in its assembly.

207
Circular Runout2. Use two or more coaxial diameters a sufficient distance
apart as datum features to create a single datum axis.Two or more diameters are used to establish a datum axis when they serve an equal role in establishing the orientation of the part in its assembly.

208
Circular Runout
2. Use a surface as a primary datum feature and use a diameter at a right angle as a secondary datum feature.A surface primary and a diameter secondary are used when the surface orients the part and the diameter locates the part in the assembly.When the surface is used as a primary datum feature, the diameter should be very short.

209
Circular Runout
• A dial indicator is often used to verify a runout control
• First, the part is located in a chuck or collet to establish datum axis A.
• A dial indicator is placed on the surface being checked.
• As the part is rotated 360 degree, the dial indicator movement is the runout value of the circular element.
• Several independent dial indicator readings are made at different places along the diameter.

210
Circular Runout
Summary:• The dial indicator movement (runout error) can be a result
of form error of the diameter.
• The dial indicator movement (runout error) can be a result of axis offset of the diameters.
• In industry, most parts have a combination of form error and axis offset. When the dial indicator reading is taken, it combines several types of part errors into a single dial indicator reading.

211
Circular RunoutSummary:
• Since the dial indicator reading contains several types of errors and provides a single out put (runout error) a runout control is considered a composite control.

212
Circular RunoutExamples:
• Locate coaxial diameters on a part.

213
Circular Runout
Examples:• Create an axis from coaxial diameters.

214
Total runout Runout• Surfaces Constructed at Right Angles to a Datum Axis
• A total runout tolerance for a surface constructed at right angles to a datum axis specifies that all points of the surface must lie in a zone bounded by two parallel planes perpendicular to the datum axis and separated by the specified tolerance.

215
Total runout Runout• Surfaces Constructed Around a Datum Axis
• A total runout tolerance zone for a surface constructed around a datum axis is a volume of revolution generated by revolving an area about the datum axis.
• Is the variation across the entire surface of a cylindrical feature.

216
Total Runout
• Total runout is used to control the combined variations of circularity, straightness, coaxiality, angularity, taper and profile when applied to surfaces around and at right angles to a datum axis.
• Note that total runout cannot be applied to conical or curved surfaces as can circular runout.

217
Runout circular vs. total

218
Runout circular vs. total

219
Location Control

220
Position
True Position
• The theoretically exact location of a FOS as defined by basic dimensions.

221
Position
Position Tolerancedefines a zone within which the axis or center plane of a feature is permitted to vary from true (theoretically exact) position.

222
PositionLocation tolerances control position as well as orientation and form.Thus for a hole , a location tolerance will control the position of the hole axis relative to specified datums, tilt of the axis of the hole, and form deviations such as convexity or concavity of the axis.

223
Position

224
Position
• A position tolerance controls the position of the feature relative to one or more datums.
• All points on the axis of the hole must lie within the tolerance zone. The zone applies over the complete depth of the hole.

225

226

227
Position

228

229
Concentricity• Concentricity describes a
condition in which two or more features (cylinders, cones, spheres, etc.) In any combination have a common axis.
• Concentricity is that condition where the median points of all diametrically opposed elements of a figure of revolution (or correspondingly located elements of 2 or more radially disposed features) are congruent with the axis (or center point) of a datum feature.

230
Concentricity
• Concentricity tolerance is a cylindrical (or spherical) tolerance zone whose axis (or centre point) coincides with the axis or centre point of the datum feature(s). The median of all correspondingly located elements of the feature(s) being controlled, RFS must lie within the cylindrical or spherical tolerance zone. The specified tolerance and the datum reference can only apply on RFS basis.

231
Concentricity• A Concentricity (coaxiality) tolerance controls the axis of one feature
relative to the axis of another feature. In following case , the axis of the larger cylinder must lie within a cylindrical tolerance of 0.04 mm of the axis of the smaller cylinder (defined as datum A)

232
Concentricity• Concentricity tolerance is more
restrictive and potentially costly requirement due to the possible need for detailed analysis of the part in verification. Before concentricity tolerance is selected, the options of position tolerance at MMC or runout tolerance should be considered.
• Concentricity tolerance considers in composite the effect of various surface errors such as out of straightness, out of circularity, out of cylindricity, etc as the median points are determined.

233
Concentricity• Concentricity verification requires a form of differential
measurement at opposed elements of the surface, to determine the resultant feature median point. Where precision spindle machine methods are used, polar graph printout and analysis with overlay gages will achieve the same results. Computerization analysis is also used where such capability is available.
• Concentricity tolerance is always specified and implied on an RFS basis. If MMC principles are desired, consider position tolerance.
• All size tolerance must be met independent of the concentricity tolerance.

234
Concentricity

235
Concentricity

236
Concentricity and position
• Position may use the MMC and LMC modifiers on the tolerance and Datum references.
• Concentricity ignores the size, roundness and cylindricity of the feature
• The next slide shows a possible gage (ignoring gage tolerance and wear allowance) that could be used when MMC is the modifier. If the sizes are within the size tolerances but the part doesn't fit the gage, the features position (coaxiality) is out of spec. This type of control works well when the main concern is the assembly of this part to another. The gage may usually be thought of as representing the worst mating part

237
Concentricity and position

238
Runout vs. Concentricity • Avoid specifying concentricity. Concentricity requires
deriving the median line of a feature. All of the features shown below are concentric. Usually, designs require that a feature be round as well as concentric like example A. A better geometric control is usually circular runout. Circular runout controls circularity (roundness) as well as concentricity.

239
Symmetry
• Symmetry is condition in which a feature (or features) is symmetrically disposed about a canter plane of a datum feature.
• Symmetry tolerance is the distance between two parallel planes equally disposed about the center plane of the datum feature.
• All size tolerances must be met independent of the symmetry tolerance.

240
Symmetry

241
Profile Controls

242
Profile Tolerances• Profile tolerance
– The outline of an object represented either by an external view or by a cross section through the object.
– Profile tolerances may be used to control form, orientation and location.
• There are two profile tolerance types, – Profile of a line and profile of a surface. – Note: when the profile is other than flat, basic dimensions must be used
to describe the profile. » A basic dimension is depicted with a box around the dimension and
is considered an exact dimension

243
Profile Tolerances
• Profile of a Line– A two-dimensional cross section tolerance that extends along the
length of the feature. – The line profile tolerance is used where parts have changing cross
section along their length and do not have to be along the entire feature.
– Figure shows the feature control frame for profile of a line geometric tolerance.

244
Profile Tolerances

245
Profile of a Line– Many automobile companies use an exact profile to gage sheet metal parts that
have changing cross sections. • The hood of an automobile is a good example of such a cross section that
has a changing profile. • The profile tolerance is assumed a bilateral tolerance, which is the tolerance
both above and below the true profile line. • The following examples give usage of the profile of a line tolerance.
Cross section of a simple contour that is controlled by line profile tolerance.
profile of a line to control all
around a cross section of a wing.
special case of using profile of a line for a
unilateral specification.

246
Profile of a Surface• Profile of a Surface
– Used to control all the elements of a surface and treats them as a single entity.
– Profile of a surface, as its definition states, covers all points on a surface in three dimensions.
– Figure shows the feature control frame for profile of a line geometric tolerance.

247
Profile Tolerances

248
Profile of a Surface– As with profile of a line, profile of surface can be measured with a mater gage to
control features of the surface or profile. – The following examples give usage of the profile of a surface tolerance.
• Figure 1 is a cross section of a plate with a slot. The slot is controlled by a profile of a surface tolerance. That means that the depth of the slot as well as it’s cross sectional profile is controlled.
• Figure 2 uses profile of a surface to control the surface of a part similar to that seen in figure

249
Profile of a Surface

250
Profile of a Surface

251
Profile

252
THANKS TO
ALL OF YOU AND
GEOMETRICDIMENSIONING
AND TOLERANCING