
Gazes ABECE LV · 8 dzērienu gāzēšanai. Tāpat, ka kriogēnais šķidrums, vai cietā veidā...
77
Gāzes ĀBECE metināšana
Transcript of Gazes ABECE LV · 8 dzērienu gāzēšanai. Tāpat, ka kriogēnais šķidrums, vai cietā veidā...

Gāzes ĀBECE
metināšana

2
Gāzes Ābece Brošūra, kas ir nosaukta par „Gāzes Ābece” spēj sniegt Jums kā pirmatnējas zināšanas par gāzi, tā arī atbildēt uz konkrētiem jautājumiem. Šīs brošūru cikls palīdzēs gan metināšanas tehnologiem, gan gāzes griezējiem, ka arī pārtikas produktu ražotājiem un pat medicīnas darbiniekiem. GĀZES ĀBECE sniedz priekšstatu par visām gāzu pozīcijām ko piedāvā uzņēmums ELME MESSER GAAS un ko lieto savā darbā metināšanas uzņēmumi. Daļēji esot uzziņu materiāls, šī cikla brošūras satur informāciju par darba drošības tehniku strādājot ar baloniem zem spiediena, par metināšanas procesa, iekārtu ekspluatācijas nosacījumiem un citiem, citiem jautājumiem. Izmantojiet iespēju uzzināt vairāk no materiāla, kas ir sagatavots ar MESSER GROUP speciālistu palīdzību – lielākas pasaulē privātas gāzes kompānijas, kura ražo gāzi rūpnieciskām vajadzībām. Jūs meklējat atbildi uz jautājumu: „Kā uzlasīt optimālo gāzes veidu savai ražotnei?” Jūs varēsiet to atrast mūsu ĀBECES lapās!
3
SATURS
Par uzņēmumu 5
Gāzu fiziskās īpašības 7
Gāzu tīruma apzīmējums 9
Gāzu fiziskie raksturojumi 9
Dažādu aizsarg gāzu īpašības 10
Gāzes maisījumi un samaisītas gāzes 11
Informācijas par standartu EN ISO 439 12
Informācija par jaunu standartu EN ISO 14175 14
Gāzes maisījumu klasifikācija (EN ISO 14175) 15
Gāzes maisījumi metināšanai ar metodes MAGM pielietošanu
16
Elektriskā loka diapazoni, ar metodes MAG pielietošanu metināšanai
18
Impulsmetināšana ar metodes MIG/MAG pielietošanu
20
Lodēšana ar metodi MSG 22
Metināšanas procesa ekoloģija 23
Metināšanas procesa ekoloģija - MIG /MAG metināšana
24
Metināšanas procesa ekoloģija - MAG metināšana CO2 vidē
26
Katram pielietojumam – atbilstoša aizsarg gāze 28
Metināšanas argons 4.6 29
Helijs 4.6 30
ALUMIX N
ALUMIX He15N/ He30N/ He 50N 31
Argons 4.8 33
ALUMIX He30/ He50/ He70/ He90 34
INOXMIX H2 / H5 / H7 36
INOXMIX X1 / X3 37
INOXMIX N1 / N2 / He15 N1 38
INOXMIX C2 39
INOXMIX He15 C2 40
INOXMIX He30 H2 C 42
FERROMIX He20 C8 43

4
FERROMIX X4 44
FERROMIX X8 45
FERROMIX C5 X5 / C15 X5 46
FERROMIX C3 X1 / C6 X1 / C12X2 / C20X2 47
FERROMIX C8 49
FERROMIX C 18 50
FERROMIX C 25 51
Oglekļa dioksīds (CO2) 52
Veidgāze FORMIERGAS H5, H10, H15, H20 53
Slāpeklis 4.0 54
Ūdeņradis 3.0 55
Lokanas metināšanas metodes 56
Pielietošanas jomas 60
Gāzes daudzums dažādiem metināšanas metošiem aizsarg gāzu vidē.
62
Metināšanas ražotnes apgādes tara 63
Iekārtas 64
Darbības ar augstā spiediena baloniem 65
10 galvenie noteikumi darbībām ar augstā spiediena tērauda baloniem
66
Loģistika 67
Aizsarg metināšanas gāzes centralizēta padeve cehā
68
Tabula Nr.1 Vītnes savienojumu standarti 69
Tabula Nr.2 Balona spiediena atkarība no temperatūras
70
Tabula Nr.3 Metināšanas režīmi (MAG – savienojumu vīles)
71
Tabula Nr.4 Metināšanas režīmi (MAG – metināšana ar pārlaidumu)
73
Tabula Nr.5 Tehnoloģiskā procesa efektivitāte* 75
Tabula Nr.6 Uzkausēta metāla mehāniskas īpašības
76

5
Par uzņēmumu Uzņēmums ELME MESSER GAAS tika dibināts 1999 gadā. Uzņēmums ir BLRT GROUP kopuzņēmums, lielāka Baltijas reģiona rūpniecības holdinga un vācu uzņēmuma MESSER GROUP, kas ir visā pasaulē pazīstams gāzes koncerns. Uzņēmuma darbība Baltijas tirgū tika uzsākta ar ELME GAAS kompānijas dibināšanu 1993 gadā Igaunijā. 1996. gadā kompānija jau strādāja Latvijas tirgū. Pēc gada – Lietuvas tirgū un Kaļiņingradas apgabalā. 1999. gadā ar Igaunijas uzņēmuma BLRT Group un vācu uzņēmuma Messer Group spēkiem tika dibināts kopuzņēmums ELME MESSER GAAS. Kāpēc tieši MESSER GROUP kā sadarbības partneris? Viss ir ļoti viegli! Pirmkārt, uzņēmums MESSER GROUP, kas tika dibināta Vācijā 1898 gadā. Bet Messer ir vislielākā un visvecākā gāzes kompānija pasaulē, kura pilnībā pieder dibinātāju ģimenei. Otrkārt, kompānija MESSER GROUP – tas ir vairāk nekā 4400 darbinieki, vairāk nekā 300 inovāciju, 120 rūpnīcas vairāk nekā 30 valstīs un vairāk par 120 pozīciju dažādu gāzu un gāzu maisījumu! Un treškārt, kam nav zināma „vācu kvalitāte”? ELME MESSER GAAS šodien ir stipras pozīcijas Baltijas tirgū. Aktīvos ir gaisa sadalīšanas rūpnīca slāpekļa, skābekļa un argona ražošanai (Liepāja), 8 ražošanas kompleksi un vairāk nekā 60 gāzes centri, kompānija ELME MESSER GAAS ir spējīga jebkura mēroga klientam kvalitatīvu pakalpojumu gāzes jomā. Ko piedāvā ELME MESSER GAAS: - visas gāzes pozīcijas sākot no A (acetylene) un beidzot ar X (xenon) ar tīrību līdz 99,9999%; - jebkura izmēra un nozīmes gāzes taru. No vienreizējiem baloniem 0.5 l specialām gāzēm līdz kriogēniem tvertnēm ar tilpumu dažas desmit tūkstoši litru.; - dažādas gāzes iekārtas, sākot no parastiem balonu reduktoriem un beidzot ar sarežģītām gāzes sistēmām metalurģijai ar vērtību simti tūkstoši eiro; - inženierpakalpojumi, pakalpojumi par montāžas darbu veikšanā un tehnisko servisu; - pilnu spektru nepieciešamo loģistikas pakalpojumus bez klienta personāla iesaistes gāzes atlikumu kontroles

6
Ja Jūs strādājat: - Stiklu rūpniecībā - elektroniskā rūpniecībā - Ķīmijas rūpniecībā - Laboratorijās -Nozarēs, kas ir saistītas ar ekoloģiju - Metālapstrādes rūpniecībā - Pārtikas rūpniecībā - Medicīniskās iestādēs - Lauksaimniecības rūpniecībā - Vieglā un smagā rūpniecībā Tad: JŪS ESIET MŪSU KLIENTS!

7
Gāzu fiziskās īpašības Slāpeklis sastāda, apmērām 78% gaiss, ko mēs elpojam. Parastās temperatūras apstākļos, slāpeklis – tas ir bezkrāsaina gāze, kuram nav smaržas un garšas. Tās nav toksisks un ķīmiski inerts, t.i. rada ļoti zemu reaktivitāti zemas temperatūras apstākļos. Slāpeklis nav sprādzienbīstams un spēj nomākt degšanas procesus. Vairākumā pielietošanas gadījumos tas tiek pielietojams fiziski (kā atdzēsējs) vai ķīmiski (kā inerta gāze). Metināšanas tehnoloģijās kā aizsarg vide gandrīz nav lietojams, jo tās iesūcās metināšanas vannas virsmā augstas temperatūras apstākļos.
Argons – tas ir bezkrāsaina reta gāze, kurai nav smaržas, argons ir smagāks par gaisu. Vissvarīgākā argona ķīmiskā īpašība – tā inertums, kura padara to par ideālo aizsarg gāzi pat temperatūrā, ko pielieto metalurģijā vai citā metināšanā. Argons nav toksisks, bet, tāpat kā slāpeklis, ir spējīgs aizvietot elpošanai nepieciešamo skābekli.
Acetilēns ir augsti efektīva (ātrdarbīga) degoša gāze ar plašu pielietošanas spektru – tiešām universāla gāze metināšanas un griešanas tehnoloģijā. Acetilēns – tas ir vienmēr pareiza izvēle metināšanai, griešanai, gāzliesmas tīrīšanai, gāzliesmas uzpūtināšanai vai piegriešanai. Tradicionāli acetilēns tiek ražots kalcija karbīda ar ūdens reakcijas rezultātā.
Ūdeņradis var tikt saņemts ar tvaika pārveidotāju no tvaika, dabas gāzes vai citiem viegliem ogļūdeņražiem. Saskaņā ar savām fiziskām un ķīmiskām īpašībām, ūdeņradis var tikt pielietots kā deggāze speciālām iekārtām, un kā aizsarggāze siltuma padevei, produktu un elektronikas ražošanā. Lielāka daļa tiek pielietota amonjaka un metanola sintezē. Pēdējā laikā ūdeņradi apspriež kā alternatīvas enerģijas nākotnes resursu.
Hēlijs – ir otrs elements pēc ūdeņraža pēc izplatīšanas pasaulē. Tomēr, Zemes atmosfēra praktiski nesatur hēliju. Šī iemesla dēļ viss nepieciešamais hēlijs pašlaik saņem no hēliju saturošajiem dabas gāzēm. Plašie hēlija iegulumi ASV, Ziemeļu Āfrikā un Krievijā pārsniedz visas pasaules vajadzības. Hēlija siltumvadītspējas augstākais radītājs nosaka atbilstoši arī metināšanas vannas augstāko temperatūru pielietojot hēliju kā aizsarggāzi, kas ir priekšrocība metinot detaļas ar biezam sienam, detaļas no alumīnija, augsti leģētas detaļas, vara un niķeļa sakausējumus.
Oglekļa dioksīds (СО2) – bezkrāsains, nedegoša gāze bez smaržas un garšas. Savienojoties ar ūdens veido ogļskābi (Н2СО3). Oglekļa dioksīda speciālas īpašības, tādas kā, inertums un augsta šķīdība ūdenī, padara СО2 par neaizvietojamo ikdienas dzīves un apkārtējas vides tehnoloģijās. Pārtikas rūpniecībā, piemēram, СО2 tiek pielietota

8
dzērienu gāzēšanai. Tāpat, ka kriogēnais šķidrums, vai cietā veidā (sausais ledus), СО2 tiek pielietota kā atdzesēšanas viela temperatūras režīmā līdz –790С.
Skābekli, slāpekli un argonu saņem no gaisa ar sadalīšanu. Gaiss sastāv no 78% slāpekļa, 21% skābekļa un apmērām 1% argona. Kriogēna metode to saņemšanai tika izstrādāts vairāk nekā 100 gadi atpakaļ. Skābeklis tiek sašķidrināts temperatūrā –1830С un kļūst ciets ar –218,90С. Vissvarīgākā skābekļa īpašība – tā reaktivitāte. Oksidācijas un degšanas procesi notiek daudz ātrāk vidē kas ir piesātināta ar skābekli nekā gaisa vidē. Šī īpašība padara skābekli par nepieciešamo daudzās ražošanas jomās.
Propāns – bezkrāsaina degoša gāze bez smaržas; kaus.t. -187,7 °С, var. t - 42,1 °С; sprāgbīstamības robežas maisījumā ar gaisu 2,1-9,5% (pēc apjoma); ir dabas un naftas blakus gāzēs, gāzēs ko saņem no CO un H2, ka arī pārstrādājot naftu. Rūpniecībā ar propāna katalītisko dehidratāciju, saņem propilēnu, nitrēšanu – nitrometānu (maisījumā ar nitroetānu un nitropropānu); Propānu pielieto arī kā šķīdinātāju (piemēram, deparafinizējot naftas produktus), maisījumā ar butānu – kā saimniecības gāzi.
Bez izplātītākajam pozīcijām uzņēmums ELME MESSER GAAS nodarbojas ar visu spektru gāzes produkcijas.

9
Gāzu tīrības apzīmējums
Skaitļu marķējums tika ievesta gāzes kvalitātes (tīrības) orientēšanas atvieglošanai. Cipars pirms komata nosaka devītnieku skaitu gāzes tīrības procentuālā attiecībā, un skaitlis pēc komata atbilst pēdējam ciparam.
Apzīmējums Gāzu tīrība Atlikuma
piemaisījumi ppm Atlikuma
piemaisījumi %
2.0 99,0 % 10000 ppm 1 %
3.0 99,9 % 1000 ppm 0,1 %
3.5 99,95 % 500 ppm 0,05 %
4.8 99.998 % 20 ppm 0,002 %
5.0 99.999 % 10 ppm 0,001 %
5.5 99,9995 % 5 ppm 0,0005 %
7.0 99,99999 % 0,1 ppm 0,00001 %
Gāzu fiziskie raksturojumi
Gāzes nosaukums
Zīme
Blīvums ar OoC un
spiedienu 1.013 Bar,
kg*m3
Vārīšanas temperatūra
1,013 Bar [oC]
Gāzes reaktivitāte
Skābeklis N2 1,251 -195,8 Neitrālā
Acetilēns C2H2 1,1775 -83,8 Degošs
Argons Ar 1,784 -185,9 Inerts
Ūdeņradis H2 0,07 -252,8 Degošs
Hēlijs He 0,178 -268,9 Inerts
Oglekļa dioksīds
CO2 1,977 -78,5 Aktīvs
Skābeklis O2 1,429 -183,0 Oksidējošs
Propāns С3H8 2,0098 -42,1 Degošs
Dati tiek norādīti saskaņā ar standartu EN ISO 14175 (analoģiski EN ISO 439)

10
Dažādu aizsarggāzu īpašības Gāzēm, ko pielieto metināšanai nav smaržas, krāsas, garšas, izņemot ūdeņradi, nav degoši. Pielietojamo metināšanai gāzu galvenā īpašība, visplašāk tiek pielietoti šiem mērķiem – argons un hēlijs – inerts raksturs. Šī vienatoma gāze neiesaistās ķīmiskās reakcijās. Tāpēc tās nepieļauj ne tikai gaisa piekļūšanu pie metināmas detaļas, bet arī nevēlamas ķīmiskās reakcijas ar elektrodu un sakausēto metālu. Pie augstāk minētājiem gāzēm ir dažādas fiziskās īpašības. Oglekļa dioksīds un skābeklis ir tā saucamās aktīvas gāzes. No tiem elektriskā lokā rodas aktīvs skābeklis. Šīs aktīvas gāzes, metinot tēraudu, ar aizsarggāzu aizsegu, būtiski ietekmē uz materiāla pārnesumu. Ūdeņradim ir atjaunošanas īpašība. Pateicoties labai siltumvadamībai tas uzlabo enerģijas koncentrāciju materiālā un pazemina kausējama materiāla pielipšanu. Savukārt ūdeņraža piemaisījums argonam un slāpeklim, pielietojot to, ka aizsarggāzi, palīdz formēt vīles sākni. Nedrīkst aizmirst, ka ūdeņradis ir degoša gāze. Slāpeklim ir slikta reakcija ar citām vielām. To visbiežāk pielieto ne tikai metināšanas aizsarggāzu sastāvā (dažādā koncentrācijā), bet arī alumīnija, alumīnija sakausējumā un materiālu duplex apstrādē.
11
Gāzes maisījumi un samaisītas gāzes
Aizsarggāzes veids būtiski ietekmē uz metināšanas procesa kvalitātes un ekonomikas aspektus.
Aizsarggāzes veids būtiski ietekme uz metināšanas procesa kvalitātes un ekonomikas aspektiem. Dažādas aizsarggāzes konkrētos metināšanas apstākļos var ietekmēt kā pozitīvi, tā arī negatīvi.
Piemēram, argons, kā aizsarggāze metinot ar TIG paņēmienu, atvieglo loka rašanos, bet metināšana ar MIG metodi nodrošina materiāla stabilu pārnešanu. Negatīva ietekme ir liela enerģijas atdeve lielo elementu konstrukcijas gadījumā, īpaši tajos gadījumos, ja runa iet par materiāliem ar lielu siltumvadamību, piemēram, alumīnijs. No enerģijas padeves puses, optimāla gāze ir tīrs hēlijs. Bet salīdzinājumā ar argonu ir ievērojamie trūkumi citos aspektos. Veicot metināšanu ar MIG paņēmienu, materiāla pārnesums nav stabils, bet metinot ar TIG metodi ir apgrūtināta loka pāreja.
Pareizi atlasīti gāzes maisījumi ļauj optimāli lietot gāzes maisījumu komponentu pozitīvo ietekmi un tādejādi būtiski samazināt negatīvo seku ietekmi.
Gāzes maisījumiem ir liela loma, kad tos pielieto kā metināšanas aizsarggāzu maisījumus. Tādā gadījumā, pie argona vajag galvenokārt pievienot skābekli un oglekļa dioksīdu, lai nodrošinātu materiāla stabilu pārnešanu.
Lai pasargātu šuves saknes slāni, galvenokārt pielieto slāpekļa un ūdeņraža maisījumu, tā saucamā formējošās gāzes veidā (FORMIERGAS).

12
Informācija par standartu
EN ISO 439
Standarts EN ISO 439 „Aizsarggāzes lokanai metināšanai un griešanai” ievēro un izskata dažādas iespējamas maisījumu veidi, daudzumi un to pielietošanas veidi, kuru skaits pastāvīgi aug.
Tīrība
Norādītie standartā tīrības radītāji – minimālie lielumi. Argonam un hēlijam šīs radītājs ir 99,99%. Aizsarggāzēm, ko piegādā ELME MESSER GAAS, šie radītāji ievērojami pārsniedz šos radītājus. Kopā ar to, standarta kvalitāti, ko apzīmē ar nosaukumu „metināšanas argons”, šī kvalitāte „argons 4.8” (ar tīrības radītāju 99.998%), kas ir paredzēta speciālai pielietošanai.
Abreviatūra1)
Komponenti, %
Oksidējošie Inertie
Grupa
Nr. CO2 O2 Ar He H2
R 1 2
atlikums2) atlikums 2)
> 0-15 > 15-35
I 1 2 3
100 atlikums
100 > 0-95
M1 1 2 3 4
> 0-5 > 0-5 > 0-5
> 0-3 > 0-3
atlikums 2)
atlikums 2)
atlikums 2)
atlikums 2)
> 0-5
M2 1 2 3 4
> 5-25 > 3-5 > 5-25
> 3-10 > 3-10 > 3-8
atlikums 2)
atlikums 2)
atlikums 2)
atlikums 2)
M3 1 2 3
> 25-50 > 5-50
> 10-15 > 8-15
atlikums 2)
atlikums 2)
atlikums 2)
C 1 2
100 atlikums
> 0-30
F 1 2
> 0-5
1) Ja ir piedevas, kas nav norādīti tabulā, tādus gāzes maisījumus sauc par
speciāliem gāzēm un pie tā apzīmēšanas pievieno burtu S.
13
Dalīšana
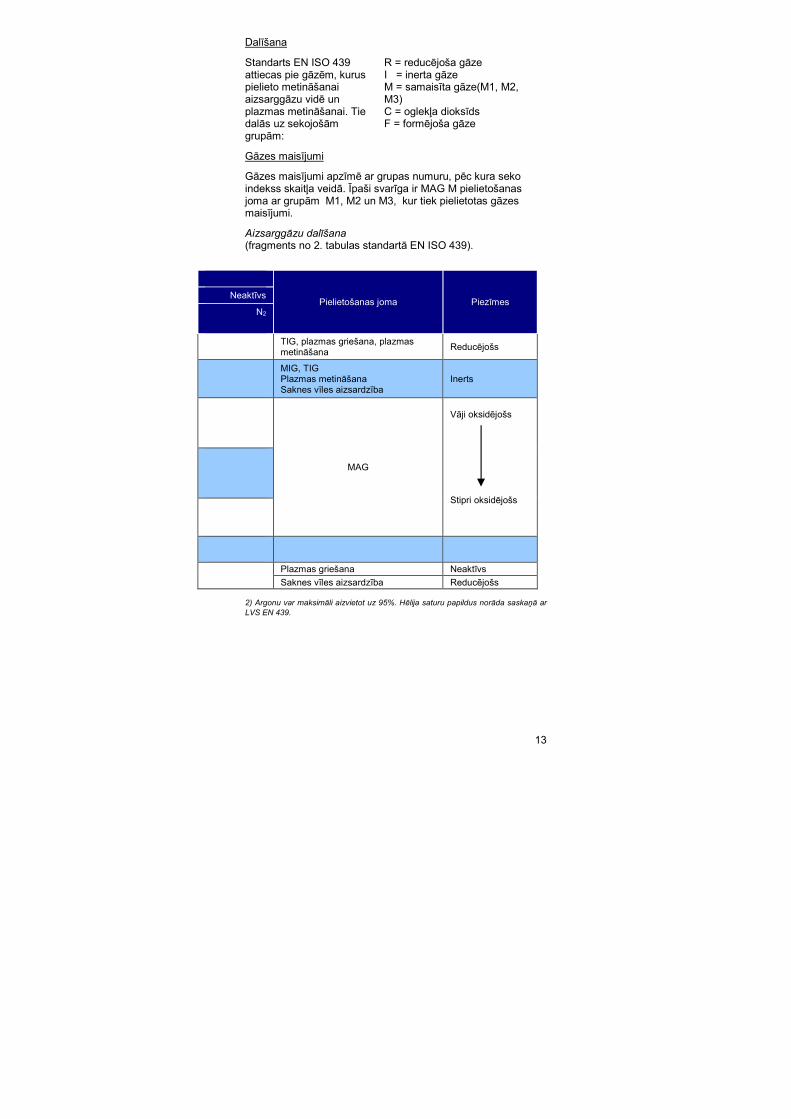
Standarts EN ISO 439 attiecas pie gāzēm, kurus pielieto metināšanai aizsarggāzu vidē un plazmas metināšanai. Tie dalās uz sekojošām grupām:
R = reducējoša gāze I = inerta gāze M = samaisīta gāze(M1, M2, M3) C = oglekļa dioksīds F = formējoša gāze
Gāzes maisījumi
Gāzes maisījumi apzīmē ar grupas numuru, pēc kura seko indekss skaitļa veidā. Īpaši svarīga ir MAG M pielietošanas joma ar grupām M1, M2 un M3, kur tiek pielietotas gāzes maisījumi.
Aizsarggāzu dalīšana (fragments no 2. tabulas standartā EN ISO 439).
Pielietošanas joma Piezīmes Neaktīvs
N2
TIG, plazmas griešana, plazmas metināšana
Reducējošs
MIG, TIG Plazmas metināšana Saknes vīles aizsardzība
Inerts
MAG
Vāji oksidējošs Stipri oksidējošs
Plazmas griešana Neaktīvs
Saknes vīles aizsardzība Reducējošs
2) Argonu var maksimāli aizvietot uz 95%. Hēlija saturu papildus norāda saskaņā ar
LVS EN 439.

14
Informācija par jaunu standartu EN ISO 14175
Standarts EN ISO 14175 «Metināšanā pielietojamie materiāli. Gāzes un gāzes maisījumi metināšanai ar kausēšanu un radniecīgo procesu” stājās spēkā ar 01.03.2008.
Jauna standarta galvenā atšķirība ir detalizētāka attiecība pret daudzkomponentu maisījumiem, kas saņem plašāku izplatījumu. Piemēram, trīs komponentu maisījumu FERROMIX C5X5 un FERROMIX C6X1 izplatījumam ir acīmredzams motīvs. Pielietojot konkrētas priekšrocības, tādas kā metināšanas ātrums, šļācu neesamība un kā secinājums elektrodu materiāla ekonomija, var sasniegt ievērojamus rezultātus kvalitātē un vienlaicīgi ekonomēt.
Arī ar jauna standarta ieviešanu izmainījās arī pozīciju marķējuma principi, kuros ir vairāk informācijas par gāzes maisījuma sastāvu.

15
Gāzes maisījumu klasifikācija (EN ISO 14175) Simbols Komponents procentuālā attiecībā pret apjomu
Grupa Apaks-
rupa
Oksidanti Inertie Reducēj
ošais Neitrāls
CO2 O2 Ar He H2 N2
I 1 100
2 100
3 balance
0,5≤He2
≤95
M1 1 0,5≤CO2≤5 balance a 0,5≤H2≤5
2 0,5≤CO2≤5 balance a
3 0,5≤O2≤3 balance a
4 0,5≤CO2≤5 0,5≤O2≤3 balance a
M2 0 5<CO2≤15 balance a
1 15<CO2≤25 balance a
2 3<O2≤10 balance a
3 0,5≤CO2≤5 3<O2≤10 balance a
4 5<CO2≤15 0,5≤O2≤3 balance a
5 5<CO2≤15 3<O2≤10 balance a
6 15<CO2≤25 0,5≤O2≤3 balance a
7 3<O2≤10 balance a
M3 1 25<CO2≤50 balance a
2 10<O2≤15 balance a
3 25<CO2≤50 2<O2≤10 balance a
4 5<CO2≤25 10<O2≤15 balance a
5 25<CO2≤50 10<O2≤15 balance a
C 1 100
2 balance 0,5≤O2≤30
R 1 balance a 0,5≤H2≤15
2 balance a 15≤H2≤50
N 1 100
2 balance a 0,5≤N2≤5
3 balance a 5<N2≤50
4 balance a 0,5≤H2≤10 0,5≤N2≤5
5 0,5≤H2≤50 balance
O 1 100
Z Gāzes maisījumi, kuri satur komponentus, kuru nav tabulā, vai maisījumi ar komponentiem ārpus norādītiem diapazoniem b
a - šī apzīmējuma mērėis ir daĜēja vai pilna argona aizvietošana ar hēliju.
b – divi gāzes maisījumi ar vienādu Z – klasifikāciju var ne būt savstarpēji apmaināmas
16
Gāzes maisījumi metināšanai ar paņēmienu MAGM
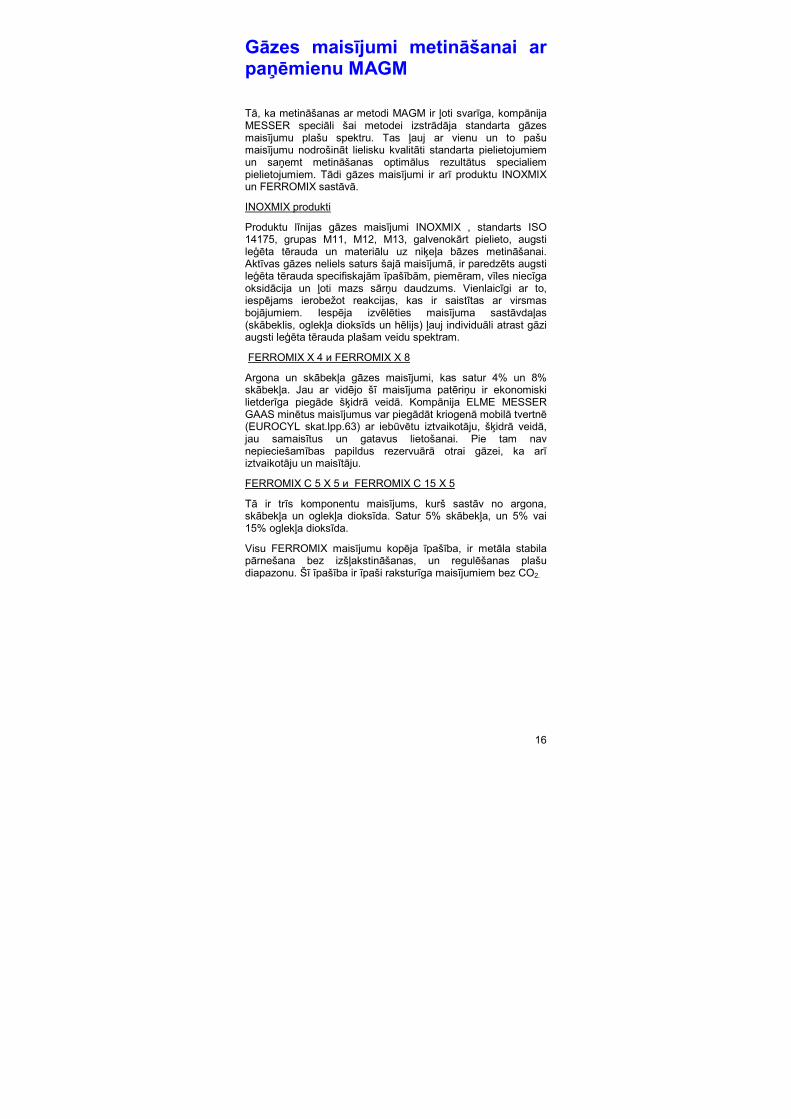
Tā, ka metināšanas ar metodi MAGM ir ļoti svarīga, kompānija MESSER speciāli šai metodei izstrādāja standarta gāzes maisījumu plašu spektru. Tas ļauj ar vienu un to pašu maisījumu nodrošināt lielisku kvalitāti standarta pielietojumiem un saņemt metināšanas optimālus rezultātus specialiem pielietojumiem. Tādi gāzes maisījumi ir arī produktu INOXMIX un FERROMIX sastāvā.
INOXMIX produkti
Produktu līnijas gāzes maisījumi INOXMIX , standarts ISO 14175, grupas M11, M12, M13, galvenokārt pielieto, augsti leģēta tērauda un materiālu uz niķeļa bāzes metināšanai. Aktīvas gāzes neliels saturs šajā maisījumā, ir paredzēts augsti leģēta tērauda specifiskajām īpašībām, piemēram, vīles niecīga oksidācija un ļoti mazs sārņu daudzums. Vienlaicīgi ar to, iespējams ierobežot reakcijas, kas ir saistītas ar virsmas bojājumiem. Iespēja izvēlēties maisījuma sastāvdaļas (skābeklis, oglekļa dioksīds un hēlijs) ļauj individuāli atrast gāzi augsti leģēta tērauda plašam veidu spektram.
FERROMIX X 4 и FERROMIX X 8
Argona un skābekļa gāzes maisījumi, kas satur 4% un 8% skābekļa. Jau ar vidējo šī maisījuma patēriņu ir ekonomiski lietderīga piegāde šķidrā veidā. Kompānija ELME MESSER GAAS minētus maisījumus var piegādāt kriogenā mobilā tvertnē (EUROCYL skat.lpp.63) ar iebūvētu iztvaikotāju, šķidrā veidā, jau samaisītus un gatavus lietošanai. Pie tam nav nepieciešamības papildus rezervuārā otrai gāzei, ka arī iztvaikotāju un maisītāju.
FERROMIX C 5 X 5 и FERROMIX C 15 X 5
Tā ir trīs komponentu maisījums, kurš sastāv no argona, skābekļa un oglekļa dioksīda. Satur 5% skābekļa, un 5% vai 15% oglekļa dioksīda.
Visu FERROMIX maisījumu kopēja īpašība, ir metāla stabila pārnešana bez izšļakstināšanas, un regulēšanas plašu diapazonu. Šī īpašība ir īpaši raksturīga maisījumiem bez CO2.

17
Produkti FERROMIX C 8 / C 18
Produktu līnijas FERROMIX gāzes maisījumi, standarts ISO 14175, grupa M20, М21, ir argona un oglekļa dioksīda maisījums. Tos pielieto neleģēta un maz leģēta tērauda metināšanai ar metodi MAGM. FERROMIX C 18, kurš satur 18% CO2, ir priekšrocība, īpaši metinot plānu lapu, sakarā ar nelielu izšļakstināšanu un ļauj formēt ļoti tīras šuves ar ļoti retu izdedžu veidošanos.
Automašīnas virsbūves metināšana ar MAGM metodi.
10

18
Elektriska loka diapazoni, metinot ar MAG metodi. Metinot ar MAG paņēmienu un atkarībā no strāvas stipruma, ka arī pielietojamas stieples diametra, ir iespējami dažādi elektriska loka diapazoni.
Zemā strāvas stipruma diapazonā ar pārmaiņu regularitāti tiek novērota lēni degošs elektriskais loks un īssavienojumi, pie tam īssavienojumu laikā notiek elektroda materiāla atkušņa pārnešana izkausētā metālā.
Pie augsta strāvas stipruma lokā notiek materiāla pārnešana ar elektromagnētiska lauka palīdzību, bez īssavienojumiem – radās tā saucamais „Pinch – effect”.
Starp abiem minētiem elektriskā loka diapazoniem ir pārejas diapazons, tā saucamais jauktais loks. Jā gadījumā ar īso loku un loku ar strūklas pārnešanu, materiāla pārnešana notiek gandrīz bez izšļakstināšanas, tad gadījumā ar jaukto loku radās izšļakstināšanas. Tāpēc pēc iespējas nepieciešams izvairīties no jaukta loka, pielietojot metināšanai gāzes aizsarg maisījumus, kuri satur argonu.
Pielietojot CO2, loks ar materiāla strūklas pārnesumu nerodas. Tas nozīme, ka diapazonā, augstākā par īso elektrisko loku, materiāla pāreja notiek kā jauktā lokā, t.i. intensīvi rodas šļācas.
Pārejas periods starp jaukto loku un loku ar strūklas pārnesumu, ir atkarīgs no aizsarggāzes veida. Šī robeža ir ļoti zema, pielietojot argona un skābekļa maisījumu. Jo lielāks ir CO2 saturs, jo lielākam jābūt strāvas stiprumam.
Strāvas stipruma diapazonā lielākā, nekā loka ar strūklas pārnešanu radās elektriskais loks, ko sauc par rotējošo loku. Šajā fāzē var redzēt elektriskā loka kustību, jo elektroda gals kļūst plastisks.
Elektriskā loka diapazoni ar MIG metināšanu
Сила тока
100A 200A 300A 400A 500A
(диаметр проволоки ) 1,2 mm
классический диапазон
диапазон высокой
производительности
Электрическая дуга
короткого замыкания
Электрическая дуга струйного
переноса
Вращающаяся дуга
19
Impulsa metināšanas ar MIG/MAG metodēm
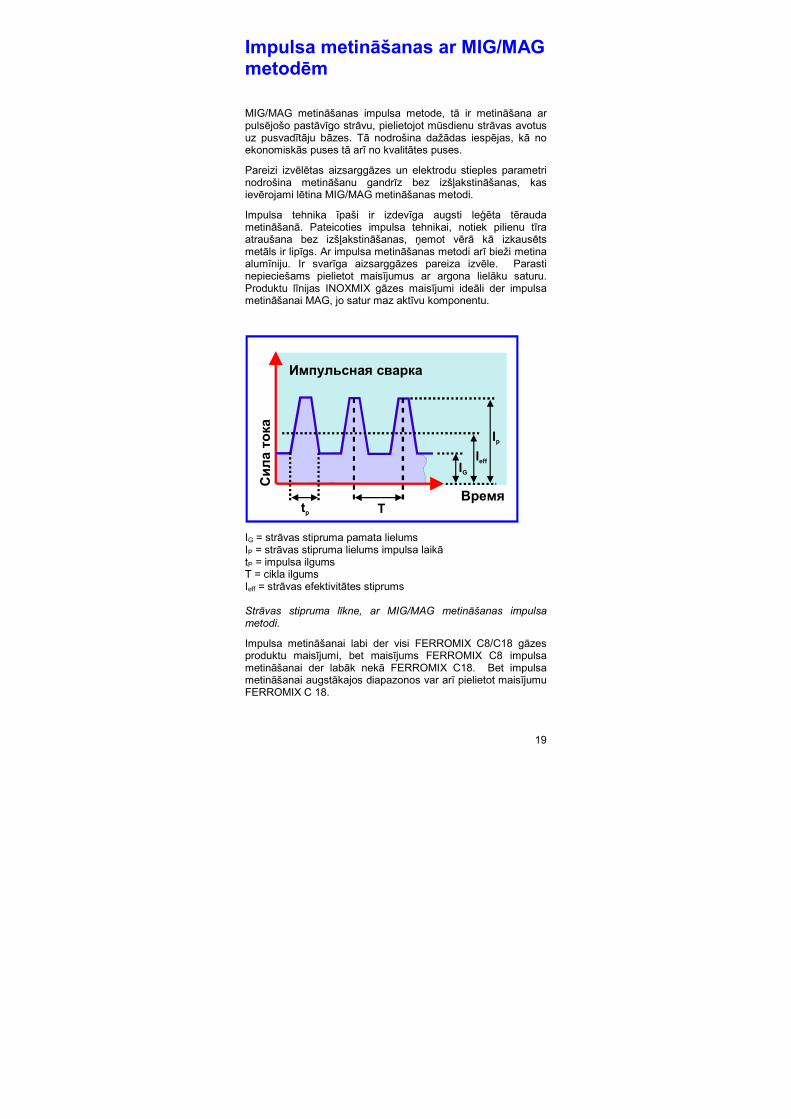
MIG/MAG metināšanas impulsa metode, tā ir metināšana ar pulsējošo pastāvīgo strāvu, pielietojot mūsdienu strāvas avotus uz pusvadītāju bāzes. Tā nodrošina dažādas iespējas, kā no ekonomiskās puses tā arī no kvalitātes puses.
Pareizi izvēlētas aizsarggāzes un elektrodu stieples parametri nodrošina metināšanu gandrīz bez izšļakstināšanas, kas ievērojami lētina MIG/MAG metināšanas metodi.
Impulsa tehnika īpaši ir izdevīga augsti leģēta tērauda metināšanā. Pateicoties impulsa tehnikai, notiek pilienu tīra atraušana bez izšļakstināšanas, ņemot vērā kā izkausēts metāls ir lipīgs. Ar impulsa metināšanas metodi arī bieži metina alumīniju. Ir svarīga aizsarggāzes pareiza izvēle. Parasti nepieciešams pielietot maisījumus ar argona lielāku saturu. Produktu līnijas INOXMIX gāzes maisījumi ideāli der impulsa metināšanai MAG, jo satur maz aktīvu komponentu.
Импульсная сварка
Си
ла
тока
Время tp T
IG
Ieff
Ip
IG = strāvas stipruma pamata lielums IP = strāvas stipruma lielums impulsa laikā tP = impulsa ilgums T = cikla ilgums Ieff = strāvas efektivitātes stiprums Strāvas stipruma līkne, ar MIG/MAG metināšanas impulsa metodi.
Impulsa metināšanai labi der visi FERROMIX C8/C18 gāzes produktu maisījumi, bet maisījums FERROMIX C8 impulsa metināšanai der labāk nekā FERROMIX C18. Bet impulsa metināšanai augstākajos diapazonos var arī pielietot maisījumu FERROMIX C 18.

20
Metinot dažus materiālus, tādus kā alumīnijs, var rasties nepieciešamība pielietot divkāršā impulsa paņēmienu. Tās princips ir otra impulsa ieklāšana uz elektriska loka pamata impulsu. Tādejādi rodas iespēja labāk modelēt metāla kausēšanas procesu un formēt vīles zvīņainumu, kad tā ir nepieciešama.

21
Lodēšana ar MSG metodi
Tehniskais progress dibināja daudz jaunu problēmu. Apcinkošana, kura ne tikai automašīnu būvniecībā simbolizē kvalitāti un korozijas izturību, ar MAG metodi metināšanas laikā cinka iztvaikošanas rezultāta, izraisa poru un šļakstu veidošanos. Apcinkoto skārdu ar maksimālo cinka slāni 20 µm var lodēt ar MSG metodi. Kā palīgmateriālu lieto bronzu (no grupas L-CuSi3). Plānu plākšņu lodēšanai un metināšanai ar strāvas stiprumu līdz 100 A, tipiski būtu pielietot arī impulsa metināšanas metodi.
Pozitīvie aspekti:
• Neliela cinka virsmas izdedzināšanas zona, nav nepieciešamības cinkot no jauna,
• Neliela siltuma padeve, un kā secinājums – minimāla deformācija,
• Labi izturības parametri
Kā standarta aizsarggāzi pielieto metināšanas argonu. Ievērojami labākas vīles plastiskuma īpašības un līdzenāko vīles virsmu, var sasniegt pievienojot argonam aktīvo gāzu nelielu daļu.
Šajos jautājumos lūdzam sazināties ar Messer speciālistu.
Vīle, kas ir saņemta lodējot ar MSG lodēšanu.

22
Metināšanas procesa ekoloģija
Lai aizsarggāzes maisījuma izvēle nebūtu balstīta tikai uz tehnoloģiskām priekšrocībām, kompānijas Messer speciālisti palīdzēs Jums saprast un izvairīties no tradicionālām kļūdām un dogmām metināšanas rūpniecības ekoloģijā.
Metināšanas procesa rezultātā gaisā tiek izmesti dažādi ķīmiskie savienojumi, gāzes, metālu oksīdi. Arī notiek gaisa, infrasarkanais un ultravioletais starojums, kas nāk no metināšanas loka.
Katru no šiem faktoriem var nivelēt, novērst vai pazemināt noteiktu pasākumu rezultātā.
Jebkurā gadījumā nepieciešams atbildīgi risināt jautājumus, kas ir saistīti ar metināšanas procesu ekoloģiju.
Zemāk tiks izskatīti ķīmiskie un fiziskie procesi, kas notiek metināšanas loka zonā, metinot daudzkomponentu aizsarggāzu vidē un ogļskābas gāzes vidē. Ar sarkano krāsu ir izdalīts teksts, kurš satur informāciju par draudu faktoriem, bet ar zilu krāsu izdalītas rekomendācijas par draudu faktoru ietekmes samazināšanu.

23
Metināšanas procesa ekoloģija - MIG /MAG metināšana
Metināmais materiāls: neleģēts un zemi leģēts
tērauds Augsti leģēts tērauds
Aizsarg metināšanas maisījums: Ar / CO2 / opcija O2
APZĪMĒJUMI : 1 – metinājuma vīle, 2- elektriskais loks, 3 – aizsarggāze, 4 - ultravioleta starojums, 5 – redzamais ultravioleta starojums, 6 – ozona vairogs.
PROCESS: Caur gāzes difuzoru un izolatoru metināšanas aizsarg maisījums nāk ar orientēto plūsmu metināšanas vannas zonā. Elektrodu metāls ar metināšanas loka iedarbību kūst un tiek virzīts metināšanas vannas zonā.
Argons – inerta gāze, kas ir 1.78 reizēs smagāk nekā gaiss aptver metināšanas vannu, neiesaistoties reakcijās ar kausēto metālu. Tiek veidots ozona vairogs, kas atšķel gaiss, mitruma un putekļu piekļuvi pie kausēta metāla. Uzkratoties telpas zemā daļā, tās labprāt atgriežas gaisā, nekaitot vidi un darbiniekus.
Ogļskābes gāze, tiek pievienots kā aktīvs elements elektroda metāla pārnešanas procesa stabilizācijai un izdedžu veidošanas procesu, piekļūt metināšanas loka zonā. Zem augsto temperatūru iedarbības CO2 disociē (sadalās) uz CO (oglekļa oksīdu) un ½ O2 (puse no skābekļa molekula). Oglekļa oksīds (CO) pie tam izpilda aizsarggāzes lomu metināšanas vannā un tā pārpalikums pastāvīgi tiek izmests kopā ar metināšanas dūmiem telpā. Skābekļa molekulas puse cenšas piedalīties kā oksidācija loka stabilizācijas procesā. Oglekļa dioksīdam (CO) nav smaržas, ir toksisks. Oglekļa dioksīdam (CO) nav smaržas, toksisks. Toksiskā iedarbība uz organismu ir balstīta uz tā, ka tās saistās ar asins hemoglobīnu ciešāk nekā skābeklis, tādejādi veidojot skābekļa transportēšanas procesus un šūnu elpošanu, kas izraisa samaņas zušanu. Koncentrācija vairāk par 0.1% - nāvīga. CO koncentrācijas pazemināšana ir iespējama pielietot gāzes maisījumus ar CO2
1 2 3 4 5 6

24
pazeminātu saturu, piemēram, FERROMIX C5X5.
Skābeklis, kas ir trīs komponentu metināšanas maisījumu sastāvā (piemēram, FERROMIX C5X5) papildina loku stabilizējoša skābekļa iztrūkumu, kurš veidojas CO2 sabrukumā uz CO un ½O2.
Pamata un piedevas materiālu komponentu izdegšanas rezultātā metināšanas dūmos, tiek izmesta dzelzs oksīda (FeO) smalka dispersitātes suspensija (99% daļiņu ar izmēru mazāku par 1 mkm), un augsti leģēta tērauda metināšanas gadījumā arī niķeļa oksīdu (NiOx) ir arī iespējamie citu leģējošo elementu oksīdi. Dzelzs oksīdi nav toksiskie, bet ir bīstamie plaušām. Niķeļa oksīdi var izraisīt elpošanas ceļu vēzi. Citu metālu oksīdi (kadmijs, kobalts, hroms, bārijs u.c. augsti leģēta tērauda leģēti komponenti) var izraisīt metinātājiem intoksikācijas, atrofiskās un subatrofiskās izmaiņas augšējo elpošanas ceļi gļotādā. Profilaktiskie pasākumi jānodrošina metināšanas procesu automatizāciju, metināšanas darbu apjoma samazināšanu slēgtās telpās, darba vietu aprīkošana ar vietējo un kopējo ventilāciju.
Gaismas starojums arī piedalās ķīmiskajos procesos. Tā ir metināšanas loka augsttemperatūras degšanas secinājums. Spektrā ir redzamais, ultravioletais un infrasarkanais starojums. Redzamajam starojumam ir žilbinoša iedarbība, un to var diezgan viegli bloķēt ar metināšanas maskas tonēto stiklu.
Ultravioleta starojums (UV) ir ļoti bīstams. Tā var izraisīt atklāto ķermeņa daļu apdegumus un acu elektrooftalmiju.
Pie tam, UV staru iedarbības nelielā attālumā no metināšanas loka rezultātā, veidojas ozona aizvars, kurš atstaro UV starus. Tas notiek UV radiācijas iedarbības dēļ uz gaiss skābekļa (O2) molekulām, kuras arī veido ozonu (O3). Ozons, kurš atrodas ozona aizvarā ir ļoti nestabils un uzreiz sadalās uz skābekļa molekulām O2 un ½ O2. Jaunā UV radiācijas porcija atjauno aizvaru. Iedarbība uz ozonu ķīmiskā veidā (NO vai etilēna piedeva) izjauc ozona aizvaru blakus metināšanas lokam un rezultātā „atbrīvotie” Uv stari veido ozona „aptveri” blakus metinātāja elpošanas ceļiem. Ozons ir toksisks un var izraisīt gļotādas iekaisumu. Parasti, var sasniegt pieļaujami augstu koncentrāciju tikai metinot alumīniju vai augsti leģēto tēraudu ar Ni>30%, loka augstas temperatūras dēļ.
Infrasarkanā starojuma (IK) ilgstoša iedarbība var izraisīt kataraktu. Par robežu IK var būt speciālie gaismas filtri metināšanas maskās.
Profilaktiskie pasākumi jāparedz individuālās aizsardzības līdzekļu pielietošanu (speciālais apģērbs, apavi, brilles, aizsarg vairogi ar gaismas filtriem), darba vietu ierobežošana ar vairogiem vai aizsegiem, darbinieku iepriekšējo un periodisko medicīnisko apskatu veikšanas darba vietās!!!

25
Metināšanas procesa ekoloģija – MAG metināšana CO2 vidē
Metināmais materiāls: neleģēts tērauds
zemi leģēts tērauds
Metināšanas aizsarggāze: CO2
PROCESS: Caur gāzes difuzoru un izolatoru metināšanas aizsarg maisījums nāk ar orientēto plūsmu metināšanas vannas zonā. Elektrodu metāls ar metināšanas loka iedarbību kūst un tiek virzīts metināšanas vannas zonā.
Ogļskābes gāze Zem augsto temperatūru iedarbības CO2 disociē (sadalās) uz CO (oglekļa oksīdu) un ½ O2 (puse no skābekļa molekula). Oglekļa oksīds (CO) pie tam izpilda aizsarggāzes lomu metināšanas vannā un tā pārpalikums pastāvīgi tiek izmests kopā ar metināšanas dūmiem telpā. Skābekļa molekulas puse cenšas piedalīties kā oksidācija loka stabilizācijas procesā. Oglekļa dioksīdam (CO) nav smaržas, toksisks. Toksiskā iedarbība uz organismu ir balstīta uz tā, ka tās saistās ar asins hemoglobīnu ciešāk nekā skābeklis, tādejādi veidojot skābekļa transportēšanas procesus un šūnu elpošanu, kas izraisa samaņas zušanu. Koncentrācija vairāk par 0.1% - nāvīga. CO koncentrācijas pazemināšana ir iespējama pielietot argona – ogļskābes gāzu maisījumus.
Pamata un piedevas materiālu komponentu izdegšanas rezultātā metināšanas dūmos, tiek izmesta dzelzs oksīda (FeO) smalka dispersitātes suspensija (99% daļiņu ar izmēru mazāku par 1 mkm). Dzelzs oksīdi nav toksiskie, bet ir bīstamie plaušām. Procesa ekoloģija var tikt vienkāršota tikai pārejot uz argona – ogļskābes maisījumiem. Profilaktiskie pasākumi jānodrošina metināšanas procesu automatizāciju, metināšanas darbu apjoma samazināšanu slēgtās telpās, darba vietu aprīkošana ar vietējo un kopējo ventilāciju.
Gaismas starojums arī piedalās ķīmiskajos procesos. Tā ir metināšanas loka augsttemperatūras degšanas secinājums. Spektrā ir redzamais, ultravioletais un infrasarkanais starojums. Redzamajam starojumam ir žilbinoša iedarbība, un to var diezgan viegli bloķēt ar metināšanas maskas tonēto stiklu.

26
Ultravioleta starojums (UV) pielietojot CO2 kā aizsarggāzi ir diezgan mazāka, nekā metinot argona – ogļskābes maisījumu vidē jo tur var ievērot loka zemāko temperatūru. Tā var izraisīt atklāto ķermeņa daļu apdegumus un acu elektrooftalmiju.
Ozona veidošanos tādās zemās UV starojuma radītāju apstākļos gandrīz nav iespējams un koncentrācijas robežvērtības aprēķinos nepiedalās.
Infrasarkanā starojuma (IK) ilgstoša iedarbība var izraisīt kataraktu. Par robežu IK var būt speciālie gaismas filtri metināšanas maskās. Profilaktiskie pasākumi jāparedz individuālās aizsardzības līdzekļu pielietošanu (speciālais apģērbs, apavi, brilles, aizsarg vairogi ar gaismas filtriem), darba vietu ierobežošana ar vairogiem vai aizsegiem, darbinieku iepriekšējo un periodisko medicīnisko apskatu veikšanas darba vietās!!!

27
Katram pielietojumam – atbilstošā aizsarggāze Plašs distributoru tīkls un tieša saite ar dažādu aizsarggāzu patērētājiem, sniedz mums vērtīgo pieredzi, ko mēs apkopojam un veiksmīgi pielietojam. Mūsu pētniecības darbu rezultātā, tiek izstrādāta plaša aizsarggāzu programma parastajai un plazmas metināšanai.
Vieglāk sakot, katram pielietojumam – atbilstoša aizsarggāze!
Tālāk tiks izskatītas dažādas gāzes, to sastāvs, rekomendējamie to pielietošanas piemēri un speciālās īpašības. Visas aizsarggāzes, ko ražo kompānija Messer, ievērojami pārsniedz standarta ISO 14175 tīrības prasības. Kompānijai Messer ir liela pieredze sarežģīto problēmu risināšanā, ka arī kvalificēts personāls, kurš pārzina metināšanas metodes ar aizsarggāzu pielietošanu. Jūsu rīcībā mūsu tehniskās palīdzības dienesti un servisa personāls, kurš palīdzēs risināt problēmas, kas ir saistītas ar tehniskiem gāzēm, ka arī izskaidrot ekonomiskus jautājumus šajā jomā.
28
Metināšanas argons 4.6 ISO 14175-I1
Tīrība
Argons 99,996%
Pielietošana
Aizsarggāze, kas paredzēta metināšanai ar TIG paņēmienu, visu veidu metāliem, alumīnija, vara, bronzas, niķeļa un vieglo metālu sakausējumu ar MIG metodi, ka arī plazmas metināšanai un griešanai.
Speciālās īpašības
- mierīgs, stabils elektriskais loks - augsts tehnoloģiskais drošums - neizraisa sakausējuma sastāvdaļu izdegšanu - universāls pielietojums
Alternatīvie produkti, kuri konkrētajos pielietojumos nodrošina noteiktas priekšrocības (attiecībā uz izdevumiem metināšanai un/vai kvalitātei) _______________________________________________
Argona – oglekļa maisījumi, ko pielieto sakausējumu uz vara un niķeļa bāzes, metināšanā (TIG un MIG metodes)
Argona (hēlija) – oglekļa maisījumi (ALUMIX N vai ALUMIX He), ko pielieto metinot alumīniju vai materiālus uz alumīnija pamata (metodes TIG un MIG)
Argona – ūdeņraža maisījumi, ko pielieto augsti leģēta tērauda metināšanā (metode TIG) un materiālu uz niķeļa bāzes (metodes TIG un MIG) metināšanā.

29
Hēlijs 4.6
ISO 14175-I2
Tīrība*)
Hēlijs > 99,996% Skābeklis < 5 vpm Ūdens tvaika < 10 vpm Ogļskābe maks. 20 vpm
Pielietošana
Alumīnija metināšana ar TIG metodi, ar atgriezeniskās polaritātes pielietošanu, Vara metināšana ar metodi MIG, ka arī gadījumos, kad nav iespējama iepriekšēja uzsildīšana.
Priekšrocības
- Labāka enerģijas koncentrācija pamatmateriālā - Nav vajadzīga iepriekšēja uzsildīšana - Neizraisa sakausējuma atsevišķu elementu izdegšanu - Alumīnija gadījumā, termiskā veidā likvidē oksidēšanas slāni.
Alternatīvie produkti
Ja neņemt vērā metināšanu ar TIG paņēmienu, ar atgriezeniskās polaritātes pielietošanu, tad izdevīgāk ir pielietot maisījumus ar argonu, piemēram maisījums argons – ogļskābe (ALUMIX N vai ALUMIX He).
*) garantēta gāzes tīrība, pamatojoties uz analīzes rezultātiem ko veica ražotnē.

30
ALUMIX N ALUMIX He15N/ He30N/ He 50N
ISO 14175
ALUMIX N : ISO 14175-Z-ArN-0,015 ALUMIX He 15 N : ISO 14175-I3-HeArN-15/0,015 ALUMIX He 30 N : ISO 14175-I3-HeArN-30/0,015 ALUMIX He 50 N : ISO 14175-I3-HeArN-50/0,015
Sastāvs
Metināšanas argons ar slāpekli 0,015%. Dažādiem pielietojumiem ALUMIX N ir pieejams ar dažādiem sastāviem no grupas ALUMIX He
ALUMIX He 15 N : argons ar slāpekļa piejaukumu 0,015% un 15% hēlija
ALUMIX He 30 N : argons ar slāpekļa piejaukumu 0,015% un 30 % hēlija
ALUMIX He 50 N : argons ar slāpekļa piejaukumu 0,015% un 50% hēlija
Pielietošana
Aizsarggāzes alumīnija un alumīnija sakausējumu metināšanai ar TIG un MIG metodēm, salīdzinājumā ar metināšanu ar tīru argonu.
- koncentrētāks, stabilāks elektriskais loks metinot ar metodi
TIG - mierīgāks elektriskais loks, bez izšļakstināšanas ar MIG
metināšanas metodi - labāka enerģijas koncentrācija pamata materiālā - nepieciešama tikai neliela iepriekšēja uzsildīšana, kaut arī var
iztikt bez tā. - īpaši augsts tehnoloģiskais drošums - no metināšanas acu skatiena, labas īpašības pārejas
diapazonā starp īso elektrisko loku un strūklas pārnešanas loku.
- labi der impulsa metināšanai - speciālai pielietošanai zemas ražot jaudas gadījumā - intensīva kausēšanās - laba vīles forma - labi vīles pārkausēšana - šaurākas un gludākas vīles - lieliskās mehāniskās īpašības - mazāka tieksme poru radīšanai - labāka gāzes iedarbība uz sakausēto materiālu, pateicoties
augstai temperatūrai. - augsta metināšanas ražotspēja

31
- augsta metināšanas ražotspēja, pateicoties hēlija esamībai - iespēja regulēt kausējuma un metināšanas ātrumu, pateicoties
atbilstošai attiecībai Ar/He. - lieliskās plastiskās īpašības - derīgs metināšanai jebkurā pozīcijā. - derīgs jebkura biezuma metālam
Vīle štancēta profili sliežu transporta ražošanai.

32
Argons 4.8
ISO 14175-I1
Tīrība*)
Argons > 99,998% skābeklis < 5 vpm H2O < 10 vpm Slāpeklis max. 0 vpm
Pielietošana
Aizsarggāze jūtīgiem pret gāzes iedarbību metāliem, piemēram, titāns, tantals, cirkonijs, molibdēns, ka arī konstrukcijas oglekļa tēraudu ar metodi TIG. Atsevišķos gadījumos tiek pielietots augsti leģēta tērauda un cirkonija sakausējumos ar TIG metodi.
Specialās īpašības
- Mierīgs, stabils elektriskais loks - Augsts tehnoloģiskais drošums - Neizraisa sakausējuma atsevišķu elementu izdegšanu - Nedara materiālu jūtīgu pret gāzes iedarbību un trauslu
oksidēšanas rezultātā.
Īpašie noradījumi
Tiek rekomendēts pielietot:
- kā papildus aizsarggāzi metinot titānu - metinot tantalu un cirkoniju specialā metināšanas kamerā
*) garantēta gāzes tīrība, pamatojoties uz analīzes rezultātiem veikta ražotnē..

33
ALUMIX He30/ He50/ He70/ He90 ISO 14175-I3
Nosaukums Sastāvs
ALUMIX He 90 10% аргон + 90% гелий ALUMIX He 70 30% аргон + 70% гелий ALUMIX He 50 50% аргон + 50% гелий ALUMIX He 30 70% аргон + 30% гелий
Hēlija saturs ir atkarīgs no metāla veida un biezuma, ka arī no apstrādājama materiāla lieluma. Jo biezāka plāksne vai lielāka pati konstrukcija, jo lielākam jābūt hēlija saturam.
Pielietošana
Vieglo sakausējumu metināšana, vara un vara sakausējumu ar augstu siltuma vadāmību, ar MIG un TIG metožu pielietošanu. Hroma niķeļa tērauda un niķeļa sakausējumu metināšana. Metinot alumīniju ar pastāvīgo strāvu (TIG), pielieto ALUMIX He 90.
Augsts hēlija saturs ALUMIX He 70 piedāvā produktīvāko metināšanas loku. Šī maisījuma pielietošana plāno materiālu metināšanai var būtiski samazināt porainību, palielināt metināšanas ātrumu un samazināt (varbūt arī izslēgt) uzsildīšanas nepieciešamību.
ALUMIX He 50 – tā ir universālākais gāzes maisījums, kas der gandrīz jebkura biezuma materiālu metināšanai.
ALUMIX He 30 sniedz efektīvāko uzsildīšanu nekā argons. Tiek palielināts izkausējums un metināšanas ātrums. Līdzenāka vīles virsma un, sekojoši, metināšanas stieples lietošanas samazināšana.
Speciālās īpašības
- Mierīgs, stabils elektriskais loks - Labāka enerģijas koncentrācija pamata materiālā - Nelielas iepriekšējas uzsildīšanas nepieciešamība, bez kura
arī var iztikt. - Augsts tehnoloģiskais drošums - Intensīvs izkausējums - Laba vīles forma - Labs vīles izkausējums - Lieliskās mehāniskās īpašības - Neizraisa sakausējuma atsevišķu elementu izdegšanu - Labāka gāzes iedarbība uz sakausēto metālu, pateicoties
augstās temperatūras uzturēšanai - Mazāka porainības tieksme - Lielāka ražotspēja, pateicoties hēlija piedalīšanos - Izkausējuma un metināšanas ātruma regulēšanas iespējas,
pateicoties Ar/He atbilstošas proporcijas atlasei. - Piemērots metināšanai jebkurā pozīcijā - Piemērots jebkura biezuma materiāla metināšanai

34
Alternatīvie produkti
Argona, Hēlija un ūdeņraža maisījums (ALUMIX He) alumīnija un alumīnija sakausējumu metināšanai..
Dažas ALUMIX īpašības
Gāzes sastāva ietekme un vīles formu un penitrāciju
Izdevumu salīdzināšana pielietojot metināšanas argonu un ALUMIX
Pamata materiāls: Al Mg 4,5 Mn Metināšanas strāva: 240А Plāksnes biezums : 20 mm
Darbs Stieple Gāze Darbs Stieple Gāze Mala sagata- vošana
Aizsarggāze Aizsarggāze

35
INOXMIX H2 / H5 / H7
ISO 14175-R1
Sastāvs
Argons ar ūdeņraža piemaisījumu no 2 līdz 7,5%
Nosaukums
INOXMIX H 2 (2% H2) INOXMIX H 5 (5% H2) INOXMIX H 7 (7,5% H2)
Pielietošana
Aizsarggāze austenīta hroma niķeļa tērauda ar TIG metodi, īpaši lietderīgi automatizētai un pilnībā automatizētiem pielietojumiem (piemēram, orbitāla metināšana); der niķeļa un niķeļa sakausējumu metināšanai ar TIG metodi, ka arī plazmas metināšanai. Var pielietot kā formējošo gāzi, īpaši hroma niķeļa stabilizēta ar titānu tērauda.
Speciālas īpašības
- Mierīgs, stabils elektriskais loks - Labāka enerģijas koncentrācija pamata materiālā - Augsts tehnoloģiskais drošums - Intensīvs iekausējums – laba kausējuma forma - Labs vīles izkausējums - Labs vīles ārējais izskats, pateicoties ūdeņraža iedarbībai - Mazāka porainības tieksme - Labāka gāzes iedarbība uz sakausēto metālu, pateicoties
augstās temperatūras uzturēšanai. - Ļoti liela metināšanas ražotspēja - Lieliskās īpašības savienošanas plastiskumam - Labi der austenīta hroma niķeļa tērauda metināšanai.

36
INOXMIX X1 / X3
ISO 14175-M13
Sastāvs
Argons ar skābekļa piemaisījumu no 1% līdz 3%
Nosaukums
INOXMIX X1 (1% O2) INOXMIX X3 (3% O2)
Pielietošana
Aizsarggāze augsti leģēta tērauda ar MAG metodes metināšanai, īpaši nerūsējoša un izturīga pret tērauda skābēm.
Speciālās īpašības
- Mierīgs, stabils elektriskais loks - Augsts tehnoloģiskais drošums - Labi der impulsa metināšanai - Drošs sakausējums - Gludāka vīles virsma, mazāk uzkarsumu - Lieliskās mehāniskās īpašības - Augsta metināšanas ražotspēja - Labas plastiskuma īpašības - ātra un precīza pilienu formēšana - Neleģēta tērauda metināšanā, nenotiek pamata un
piemaisījuma materiālu liela samaisīšana - Ļoti mazs šļakstu daudzums - Piemērots metināšanai jebkurā pozīcijā - Piemērots jebkura biezuma materiāla metināšanai
Metināšanas procesu salīdzināšana ar citām aizsarggāzēm skat. Tabulā Nr.5 (lpp.75)

37
INOXMIX N1 / N2 / He15 N1
ISO 14175-N2
Sastāvs
Argons ar slāpekļa piemaisījumu no 1,25 līdz 2,5% un hēlija piemaisījumu 15% (INOXMIX He15 N1)
Nosaukums
INOXMIX N1 (ar piemaisījumu 1,25 % N2) INOXMIX N2 (ar piemaisījumu 2,5 % N2) INOXMIX He 15 N1 (ar piemaisījumu 15% He + 1,25 % N2 )
Pielietošana
Aizsarggāze duplex un superduplex tērauda metināšanai ar TIG metodi
Speciālās īpašības
- Mierīgs un stabils elektriskais loks - Enerģijas labāka koncentrācijas pamata materiālā - Intensīvs kausējums - Laba kausēšanas forma - Augsta metināšanas ražotspēja, pateicoties hēlija
piemaisījumam maisījumā INOXMIX He 15 N1
Svarīga priekšrocība
Autenīta satura stabilizācija tēraudā, kur ir saņemt ar duplex un superduplex, metinot ar TIG metodi.

38
INOXMIX C2
ISO 14175-M12
Sastāvs
Metināšanas argons ar oglekļa dioksīda 2,5% piemaisījumu.
Pielietošana
Aizsarggāze augsti leģēta tērauda metināšanai, īpaši nerūsējoša un izturīga pret tērauda skābēm, ar MAG metodi.
Speciālās īpašības
- Mierīgs un stabils elektriskais loks - Augsts tehnoloģiskais drošums - Lieliski piemērots impulsa metināšanai - Drošs kausējums - Glūda, tīra vīles virsma, pateicoties oglekļa nelielam
piemaisījumam - Lieliskās mehāniskās īpašības - Augsta metināšanas ražotspēja - Labas vīles formēšanas īpašības - Metinot neleģēto tēraudu, nenotiek pamata un piemaisīta
materiāla samaisīšana - Izdedžu un šļakstu minimālais daudzums, un kā secinājums
minimālas mehāniskās apstrādes nepieciešamība. - Piemērots metināšanai jebkurā pozīcijā - Piemērots jebkura biezuma materiālu metināšanai
Ventilatora propellera metināšana ar MAG metodi

39
INOXMIX He15 C2
ISO 14175-M12-HeArC-15/2
Sastāvs
83% - metināšanas argons 15% - hēlijs 2% - oglekļa dioksīds
Pielietošana
Aizsarggāze metināšanai ar MAG metodi. Piemērots augsti leģētam tēraudam ar īpaši lielu biezumu, ka arī duplex tēraudu metināšanai.
Speciālās īpašības
- Mierīgs un stabils elektriskais loks с - Augsts tehnoloģiskais drošums - Lieliski piemērots impulsa metināšanai - Drošs kausējums - Glūda un tīra vīles virsma, pateicoties hēlija un CO2 saturam
argonā. - Lieliskās mehāniskās īpašības - Liela ražotspēja, pateicoties hēlija esamībai maisījumā - Labas vīles formēšanas īpašības - Lieliskās plastiskuma īpašības - Metinot neleģēto tēraudu, gandrīz nenotiek pamata un
piemaisīta materiāla samaisīšana - Izdedžu un šļakstu minimālais daudzums, un kā secinājums
minimālas mehāniskās apstrādes nepieciešamība. - Piemērots metināšanai jebkurā pozīcijā - Ļoti labi piemērots duplex un superduplex tērauda
metināšanai
Arī interesantas ir maisījumi ar hēlija palielināto saturu:
INOXMIX He35 C2 – piešķir lokam stabilitāti, kas nodrošina izšļakstināšanas zemo līmeni un samazina vīles defektu iespējas. Rekomendēts materiālu metināšanai ar biezumu lielāku par 9 mm
INOXMIX He55 C2 - piešķir zemo līmeni metināšanas stiegrošanai un nodrošina augstu metināšanas ātrumu. Maisījums labi piemērots metināšanas automātiskiem veidiem un pielietošanai metinātājos – robotos ar lielu biezuma spektru metināmo materiālu.
INOXMIX He85 C2 – sniedz lieliski tīras vīles ar glūdu profilu, virsmas oksidēšana nepastāv vai niecīga. Ideāli piemērots plāniem materiāliem, kur augsts ejas ātrums sniedz metāla deformācijas zemu līmeni.

40
INOXMIX He30 H2 C
ISO 14175-Z-HeArHC-30/2/0,12
Sastāvs
67,88% - metināšanas argons 30,00% - hēlijs 0,12% - oglekļa dioksīds 2% - ūdeņradis
Pielietošana
Aizsarggāze niķeļa sakausējumu un ķīmiski izturīga un siltumizturīga tērauda uz niķeļa bāzes tērauda metināšanai ar MAG metodi.
Specialās īpašības
- Ļoti laba kausēšana un ideāla vīles formēšana - Mala drošs samitrinājums - Augsts tehnoloģiskais drošums - Drošs kausējums - Mierīgs un stabils elektriskais loks - Neliela izšļakstināšanas - Gluda vīles virsma

41
FERROMIX He20 C8
ISO 14175-M20-HeArC-20/8
Sastāvs
72% - metināšanas argons 20% - hēlijs 8% - oglekļa dioksīds
Pielietošana
Aizsarggāze tērauda metināšanas augstam ražošanas līmenim ar MAG metodi.
Specialās īpašības
- Augsts tehnoloģiskais drošums - Stabils elektriskais loks - Drošs kausējums - Augsts metināšanas ražīgums - Niecīga oksidēšana - Šļakstu minimums - Glūdas vīles - Ļoti labs samitrinājums - Glūda vīles virsma, mazāk uzkārsumu.
Alternatīvie produkti
Augstai metināšanas ražotspējai ar MAG metodi piemēroti arī citi gāzes maisījumi piemēram, FERROMIX X 4 un FERROMIX C 8.

42
FERROMIX X4
ISO 14175-M22
Sastāvs
96% - metināšanas argons 4% - skābeklis
Pielietošana
Aizsarggāze neleģēta un zemi leģēta, ka arī augsti leģēta tērauda, roku un automātiskai metināšanai ar MAGM metodi, piemēram, tērauda un metāla konstrukcijas, mašīnās, krānos un rezervuāros, automašīnu rūpniecībā un transportlīdzekļu ražošanā. FERROMIX X4 tiek piemērots arī metināšanai ar augstu ražotspēju, ar metodes MAG pielietošanu.
Specialās īpašības
- - Mierīgs un stabils elektriskais loks - Augsts tehnoloģiskais drošums - Lieliski piemērots impulsa metināšanai - speciālai pielietošanai zemas ražotspējas gadījumos - Intensīvs kausējums - Vīles ar nelielu skārņu daudzumu - Gludāka vīles virsma, mazāk uzkārsumu - Lieliskās mehāniskās īpašības - Augsta metināšanas ražotspēja - Lieliskās plastiskuma īpašības - Ātra un precīza pilienu formēšana - Izdedžu un šļakstu minimālais daudzums, un kā secinājums
minimālas mehāniskās apstrādes nepieciešamība. - Piemērots visiem metināšanas veidiem - var tikt piegādāta jau samaisīta, gatava lietošanai, šķidrā
(kriogēnā) veidā, kas liela patēriņa apstākļos taisa maisījumu maksimāli pieejamu cenas veidā.
Metināšanas procesu raksturojumu salīdzināšana ar citam aizsarggāzēm skat. Tabulā Nr.5(lpp 75)

43
FERROMIX X8
ISO 14175-M22
Sastāvs
92% - metināšanas argons 8% - skābeklis
Применение
Aizsarggāze roku un automātiskai metināšanai ar MAG metodes pielietošanu, paredzēta neleģēta un zemi leģēta tērauda, ka arī vidēja un liela biezuma materiālu metināšanai
Specialās īpašības
- Mierīgs un stabils elektriskais loks - Augsts tehnoloģiskais drošums - Intensīvs kausējums - Gludāka vīles virsma, mazāk uzkārsumu - Lieliskās mehāniskās īpašības - Augsta metināšanas ražotspēja - Lieliskās plastiskuma īpašības - Ātra un precīza pilienu formēšana - ļoti mazs šļakstu daudzums - var tikt piegādāta jau samaisīta, gatava lietošanai, šķidrā
(kriogēnā) veidā, kas liela patēriņa apstākļos taisa maisījumu maksimāli pieejamu cenas veidā.
Īpašas priekšrocības
- Labi piemērots impulsa metināšanai - Piemērots metināšanai jebkurā pozīcijā - Piemērots jebkura biezuma materiālu metināšanai

44
FERROMIX C5 X5 / C15 X5
FERROMIX C5X5 : ISO 14175-M23 FERROMIX C15X5 : ISO 14175-M25
Sastāvs
FERROMIX C5X5 FERROMIX C15X5
90% - metināšanas argons 80% - metināšanas argons 5% - oglekļa dioksīds 15% - oglekļa dioksīds 5% - skābekis 5% - skābeklis
Pielietošana
Aizsarggāze roku un automātiskai metināšanai ar MAG metodes pielietošanu, paredzēta neleģēta un zemi leģēta tērauda; FERROMIX C5 X5 var arī pielietot augsti leģēta tērauda metināšanai. FERROMIX C5 X5 īpaši piemērots neliela un vidēja biezuma sienu konstrukciju metināšanai, ka arī uzkausējumam.
Specialās īpašības
- Mierīgs un stabils elektriskais loks - Augsts tehnoloģiskais drošums - Intensīvs kausējums - Gludāka vīles virsma, mazāk uzkārsumu - Lieliskās mehāniskās īpašības - Augsta metināšanas ražotspēja - Lieliskais plastiskums - Ātra un precīza pilienu formēšana - Ļoti mazs šļakstu daudzums - Piemērots jebkura biezuma materiālu metināšanai
Īpašas priekšrocības
FERROMIX C5 X5:
- Labi piemērots impulsa metināšanai - Piemērots metināšanai jebkurā
pozīcijā
FERROMIX C15 X5:
- Labi piemērots impulsa metināšanai - Piemērots metināšanai jebkurā
pozīcijā
45
FERROMIX NEW!!!
C3 X1 / C6 X1 / C12X2 / C20X2
FERROMIX C3X1 : ISO 14175-M14 FERROMIX C6X1 : ISO 14175-M24 FERROMIX C12X2 : ISO 14175-M24 FERROMIX C20X2 : ISO 14175-M26
Sastāvs
FERROMIX C3X1 FERROMIX C12X2
96% - metināšanas argons 86% - metināšanas argons 3% - oglekļa dioksīds 12% - oglekļa dioksīds 1% - skābeklis 2% - skābeklis
Pielietošana
FERROMIX C3X1 – tiek pielietots roku un automātiskai MAG metināšanai, paredzēta neleģēta, maz leģēta un augsti leģēta tērauda metināšanai ar mazo metāla biezumu jebkurā pozīcijā. Pazeminātas prasības pie stieples kvalitātes. Piemīt mazpilienu pārnesums un ļoti zema vīles oksidācija (minimums izdedžu!). Īpaši piemērots nenozīmīga biezuma konstruktīvo elementu metināšanai.
FERROMIX C6X1 – Ferromix® C3 X1 analogs ar atšķirību iespējā metināt konstrukcijas ar mazo un vidējo biezumu. Tiek izstrādāta plākšņu un šaura profila tēraudam. Sniedz stabilu loku ar zemu izšļakstināšanas līmeni, nelielu pastiprināšanu un plakano metināšanas vīles gludo profilu. Maisījums lieliski piemērots dziļai metināšanai un ideāli piemērots plākšņu metāla metināšanai. Alternatīva FERROMIX C8, X4, C5X5 .
FERROMIX C12X2 - Ferromix® C6 X1 analogs ar atšķirību iespējā visu biezumu metināšanā. Tiek raksturota ar labu penitrāciju, stabilu loku un skārņu neesamību. Sniedz stabilu loku ar plašu uzsildīšanas zonu un profila labu metināšanu, īso vīļu metināšanā un uzkausējumam. Var tikt pielietots metināšanai visās pozīcijās. Ideāli piemērots roku, automātiskai un ar robota – automāta pielietojumu metināšanai. Alternatīva FERROMIX C18, C8, C15X5.
FERROMIX C20X2 speciāli izstrādāts plaša sortimenta profilu dziļam sakusumam. Maisījums ideāli piemērots bieza velmēta tērauda metināšanai.
Visi četri maisījumi tiek raksturoti ar stabilo elektrisko loku, augsto procesa drošību, bez poraino un gludo vīles virsmu (strūklas pārnesums). Augsta ražotspēja, laba konveijera īpašības un izdevumu ekonomija uz stieples (ideāls vīles katete ņemot vēra kvalitātes stieples nejūtīgumu taisa šos maisījumus

46
par favorītiem aizsarg maisījumu grupā, aizsarg metināšanas maisījumu grupā, ņemot vērā visus trīs faktorus – ātrums, kvalitāte, cena!
Metināšanas procesu raksturojumu salīdzināšana ar citam aizsarggāzēm skat. Tabulā Nr.5(lpp 75)

47
FERROMIX C8
ISO 14175-M20
Sastāvs
92% - metināšanas argons 8% - oglekļa dioksīds
Pielietošana
Aizsarggāze roku un automātiskai metināšanai ar MAG metodi neleģēta un zemi leģēta tērauda. FERROMIX C8 arī der metināšanai ar augsto strāvu, ar metodi MAG.
Speciālās īpašības
- Mierīgs, stabils elektriskais loks - Augsts tehnoloģiskais drošums - Labi piemērots impulsa metināšanai - Drošs kausējums - Vīles ar mazu šļakstu daudzumu - Gludāka vīles virsma, mazāk uzkārsumu - Lieliskās mehāniskās īpašības - Augsta metināšanas ražotspēja - Lielisks plastiskums - Lieliskās īpašības materiāla pārnešanas procesa kvalitātē - Piemērots metināšanai jebkurā pozīcijā - Piemērots jebkura biezuma materiāla metināšanai
Pilienu daudzums ar izmēru > 0,8 mm Pilienu daudzums ar izmēru līdz 0,8 mm
Izšļakstināšanās, %
Состав смеси

48
FERROMIX C 18
ISO 14175-M21
Sastāvs
82% - metināšanas argons 18% - oglekļa dioksīds
Pielietošana
Aizsarggāze roku un automātiskai metināšanai ar MAG metodi neleģēta un zemi leģēta tērauda. Pateicoties labām kausēšanas īpašībām, pārsvarā paredzēts detaļām ar biezām sienām un materiāliem ar netīru virsmu.
Speciālas īpašības
- Mierīgs, stabils elektriskais loks - Augsts tehnoloģiskais drošums - Labi piemērots impulsa metināšanai - Intensīva kausēšana - Lieliskās mehāniskās īpašības - Lielisks plastiskums - Lieliska vīles struktūras formēšana - Piemērots metināšanai no jebkuras pozīcijas - Piemērots jebkura biezuma materiāla metināšanai
Izdevumu salīdzināšana metinot ar aizsarggāzi FERROMIX C18 un gāzi CO2
Экономия
труд
газ
обору-дование
CO2 FERROMIX
Metināšanas procesu raksturojumu salīdzināšana ar citiem metināšanas gāzēm skat. Tabulā Nr.3 (lpp 71)

49
FERROMIX C 25
ISO 14175-M21
Sastāvs
75% - metināšanas argons 25% - oglekļa dioksīds
Pielietošana
Aizsarggāze roku un automātiskai metināšanai ar MAG metodi neleģēta un zemi leģēta tērauda. Pārsvarā paredzēts liela biezuma metālam ar daudzejāmo metināšanu un materiālu ar netīru virsmu.
Speciālas īpašības
- Nestabils lielpilienu elektrodu materiāla pārnešana, kas izraisa to nozīmīgo šļakstināšanos
- Augsts tehnoloģiskais drošums - Intensīvs kausējums - Augsts termiskais ieguldījums - Lieliskās mehāniskās īpašības - Lielisks plastiskums - Piemērots metināšanai jebkurā pozīcijā - Piemērots liela biezuma materiāla metināšanai

50
Oglekļa dioksīds (CO2)
ISO 14175-C1
Tīrība
Oglekļa dioksīds > 99,5%
Pielietošana
Aizsarggāze roku un automātiskai metināšanai ar MAG metodi neleģēta un zemi leģēta tērauda. Arī ir aizsarggāzu maisījumu svarīga sastāvdaļa.
Speciālās īpašības
- Intensīvs kausējums arī zemās strāvās - Piemērots metināšanai jebkurā pozīcijā - Piemērots jebkura biezuma materiāla metināšanai - Nevar uzstādīt loku materiāla elektroda strūklas pārnešanai - Nav piemērots impulsa metināšanai - Augsta šļakatu veidošanas Metināšanas procesu salīdzināšana ar citām aizsarggāzēm skat. Tabulā Nr. 5 (lpp. 75)

51
Formēšanas gāze FORMIERGAS H5, H10, H15, H20 ISO 14175-R1,R2
Sastāvs
FORMIERGAS H5 - 95% N2 + 5% H2 FORMIERGAS H10 - 90% N2 + 10% H2 FORMIERGAS H15 - 85% N2 + 15% H2 FORMIERGAS H20 - 80% N2 + 20% H2
Pielietošana
Gāzes maisījums vīles saknes aizsardzībai. Kā formējošas aizsarggāzes parasti pielieto sekojošus maisījumus: FORMIERGAS H5 un FORMIERGAS H10
Uzmanību! Ar 10% H2 un vairāk no drošības pozīcijas nepieciešams izdedzināt gāzes maisījumu cauruļvada izejā.
Specialās īpašības
- Samazina oksīda plēves formēšanu vīles saknē - Universāla pielietošana - Labi der darbam ar austenīta hroma niķeļa tēraudu un niķeļa
sakausējumiem - Piemērots duplex un superduplex tērauda metināšanai
No hroma niķeļa tērauda sagatavošana no diviem konusiem ar spoles mehānisma piedziņas ar TIG metināšanas palīdzību
Alternatīva
Kā alternatīvu var pielietot argona ar ūdeņradi maisījumus (līdz 2%), piemēram, INOXMIX H2

52
Slāpeklis 4.0
ISO 14175-N1
Tīrība *)
Slāpeklis > 99,99 % Skābeklis < 50 vpm H2O < 50 vpm Argons < 30 vpm
Pielietošana
Vīles saknes aizsarggāze
Specialās īpašības
- Samazina oksidējošo plēvju formēšanos vīles saknē - Piemērots duplex un superduplex tērauda metināšanai
Slāpekļa 4.0 kā formējošas gāzes pielietošanas piemērs CrNi tērauda metināšanā.
Tās pats bez aizsarggāzes pielietošanas

53
Ūdeņradis 3.0
Tīrība*)
Ūdeņradis > 99,9 % Slāpeklis < 10 vpm H2O < 30 vpm Slāpeklis < 1000 vpm
Pielietošana
Plazmas griešanai, maisījumos ar argonu
Priekšrocības
- augsta griešanas ražotspēja - minimāls dūmu daudzums - tīras griezuma virsmas
54
Loka metināšana
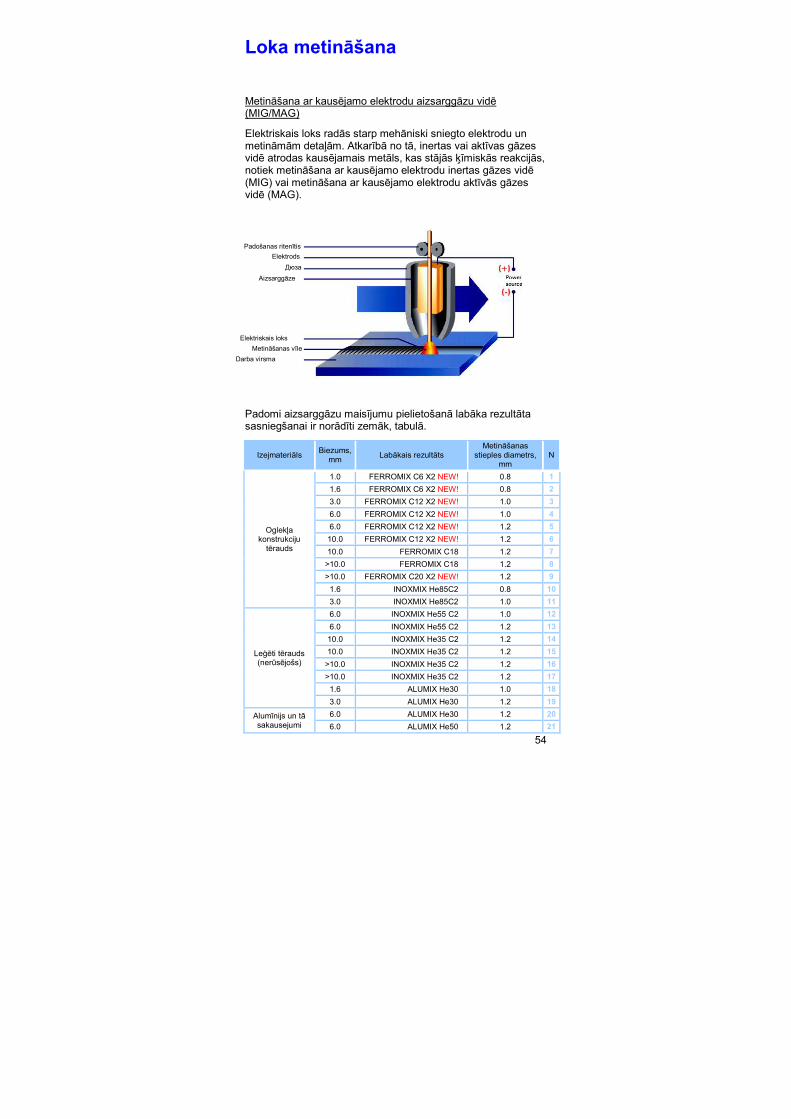
Metināšana ar kausējamo elektrodu aizsarggāzu vidē (MIG/MAG)
Elektriskais loks radās starp mehāniski sniegto elektrodu un metināmām detaļām. Atkarībā no tā, inertas vai aktīvas gāzes vidē atrodas kausējamais metāls, kas stājās ķīmiskās reakcijās, notiek metināšana ar kausējamo elektrodu inertas gāzes vidē (MIG) vai metināšana ar kausējamo elektrodu aktīvās gāzes vidē (MAG).
Padomi aizsarggāzu maisījumu pielietošanā labāka rezultāta sasniegšanai ir norādīti zemāk, tabulā.
Izejmateriāls Biezums,
mm Labākais rezultāts
Metināšanas stieples diametrs,
mm N
Oglekļa konstrukciju
tērauds
1.0 FERROMIX C6 X2 NEW! 0.8 1
1.6 FERROMIX C6 X2 NEW! 0.8 2
3.0 FERROMIX C12 X2 NEW! 1.0 3
6.0 FERROMIX C12 X2 NEW! 1.0 4
6.0 FERROMIX C12 X2 NEW! 1.2 5
10.0 FERROMIX C12 X2 NEW! 1.2 6
10.0 FERROMIX C18 1.2 7
>10.0 FERROMIX C18 1.2 8
>10.0 FERROMIX C20 X2 NEW! 1.2 9
1.6 INOXMIX He85C2 0.8 10
3.0 INOXMIX He85C2 1.0 11
Leģēti tērauds (nerūsējošs)
6.0 INOXMIX He55 C2 1.0 12
6.0 INOXMIX He55 C2 1.2 13
10.0 INOXMIX He35 C2 1.2 14
10.0 INOXMIX He35 C2 1.2 15
>10.0 INOXMIX He35 C2 1.2 16
>10.0 INOXMIX He35 C2 1.2 17
1.6 ALUMIX He30 1.0 18
3.0 ALUMIX He30 1.2 19
Alumīnijs un tā sakausejumi
6.0 ALUMIX He30 1.2 20
6.0 ALUMIX He50 1.2 21
Padošanas ritenītis
Elektrods
Дюза
Aizsarggāze
Elektriskais loks
Metināšanas vīle
Darba virsma

55
10.0 ALUMIX He50 1.2 22
10.0 ALUMIX He50 1.6 23
>10.0 ALUMIX He50 1.2-1.6 24
>10.0 ALUMIX He70 1.6-2.4 25
Uzstādījumu atvieglošanai zemāk ir noradīti metināšanas parametri augstāk izskatītām pozīcijām:
N Metināšanas
ātrums, mm/min Iсв, А Uд, В
Stieples padeves ātrums, m/min
Gāzes patēriņš,
l/min
1 350-600 45-65 14-15 3.5-4.0 12
2 400-600 70-80 15-16 4.0-5.3 14
3 280-520 120-160 17-19 4.0-5.2 15
4 300-450 140-160 17-18 4.0-5.0 15
5 420-530 250-270 26-28 6.6-7.3 16
6 300-450 140-160 17-18 3.2-4.0 15
7 400-480 270-310 26-28 7.0-7.8 16
8 300-450 140-160 17-18 3.2-4.0 15
9 370-440 290-330 28-31 10-12 17
10 410-600 70-85 19-20 6.5-7.1 12
11 400-600 100-125 16-19 5.0-6.0 13
12 280-520 120-150 16-19 .0-6.0 14
13 500-650 220-250 25-29 7.0-9.0 14
14 250-450 120-150 16-19 4.0-6.0 14
15 450-600 260-280 26-30 8.0-9.5 14
16 220-400 120-150 16-19 4.0-6.0 15
17 400-600 270-310 28-31 9.0-10.5 15
18 450-600 70-100 17-18 4.0-6.0 14
19 500-700 105-120 17-20 5.0-7.0 14
20 450-600 120-140 20-24 6.5-8.5 14
21 550-800 160-200 27-30 8.0-10.0 14
22 450-600 120-140 20-24 6.5-8.5 16
23 500-700 240-300 29-32 7.0-9.0 16
24 400-500 130-200 20-26 6.5-8.0 18
25 450-700 300-500 32-40 9.0-14 18

56
Metināšana ar TIG metodi
Metinot ar volframa elektrodu inertas gāzes vidē, elektriskais loks rodas starp nekausējamo volframa elektrodu un metināmām detaļām.
Pateicoties inertai gāzei, izkausējamais materiāls ir pasargāts no apkartēja gaisa ietekmes.
Metināšanas maisījumu pielietošanas tabula piemērojot TIG metināšanu
Produkts Tipveida maisījums
Pielietošana
Metināšanas argons
Augsti leģēts, vidēji leģēts tērauds, alumīnija sakausējumi un citi metāli, kas nesatur dzelzs
INOXMIX H INOXMIX H2 INOXMIX H5 INOXMIX H7
Austenita hroma niķeļa tērauds (INOXMIX H5 un INOXMIX H7 labākie pilnībā mehāniskai metināšanai)
INOXMIX N INOXMIX N1 INOXMIX N2
INOXMIX He15 N1
Duplex, superdupleks, superaustenīta, hroma niķeļa tērauds
HELIUM 4,6 Alumīnijs(metināšanas ar atgriezenisko polaritāti), tērauds (orbitāla metināšana)
ALUMIX He ALUMIX He15 ALUMIX He30 ALUMIX He50
Alumīnijs un alumīnija sakausējumi
Аргон 4,8 Jūtīgie pie gāzes sastāva materiāli, tādi, ka titāns, niobijs, molibdēns, tantals, ka arī vīles sāknes pasargāšanai
FORMIERGAS FORMIERGAS H5 FORMIERGAS H10 FORMIERGAS H15 FORMIERGAS H20 FORMIERGAS H25
Vīles saknes aizsardzība (root shielding) augsti leģētam un leģētam tēraudam
Nedegošs elektrods
Elektriskais loks
Darba virsma
Дюза
Aizsarggāze
Elektriskais loks
Metināšanas vīle
Aizpildošais materiāls

57
Plazmas metināšana
Plazmas metināšana atšķīrās no loka metināšanas ar TIG metodi, ar to, ka loku saspied atdzesēšanas sprausla. Tā iet caur sprauslu plazmas kūļa veidā, kuram piemīt augsta temperatūra un jaudas koncentrācija. Gāzes papildus plēve apvelk plazmas kūli un pasargā izkausēto metālu no apkartēja gaiss ietekmes.
Lāzera metināšana
Metinot ar lāzera stara pielietošanu, enerģijas pāreja – atšķirībā no parastiem MIG/MAG un TIG metināšanas metošiem – notiek ar fokusēto lāzera staru palīdzību. Tā rezultāts ir liela atšķirība starp platumu un dziļumu, termiskās apstrādes šaurā zona, kas veicina deformācijas minimizēšanu. Procesa un aizsarggāzes var tikt sniegti paralēli lāzera stariem no gredzenveida sprausla vai no ārpuses, vai no sāniem.

58
Pielietošanas jomas
Joma
Metin
āša
nas
arg
ons
4,6
ALU
MIX
N
ALU
MIX
He N
ALU
MIX
Ni N
AR
GO
N 4
,8
Hēlij
s 4,6
Ar
/ n
e m
ais
ījum
i
INO
XM
IX H
5,
H7
INO
XM
IX H
2
INO
XM
IX N
1,
N2,
He
15 N
1
INO
XM
IX X
1,X
3
INO
XM
IX C
2
INO
XM
IX H
e15 C
2
Alumīnija pārstrāde + + + + + + + Armatūra
+ + + + + + + +
automobiļu būve + + + + + Automobiļu komplektācija
+ + + + + +
Atradņu izstrāde Plākšņu metāla apstrāde
+
Химическое Приборостроение + + + + + + + + + +
Elektroindustrija + + + + + +
Celšanas – transporta iekārtas
Roku darbs + + + + +
Kodoltehnika + + + + + + + + + +
Rezervuāru celtniecība + + + + + + +
Remonts + +
Lauksaimniecības mašīnbūve
Mašīnbūve + + + + +
Celtniecība no metāla + + + +
Kosmiskā tehnika + + + + + + + +
Cauruļu izgatavošana + + + + + + +
Dzelzceļa sastāvu izgatavošana
+ + + +
Tērauda konstrukciju izgatavošana
Tērauda ražošana
+

59
Pielietošanas jomas (2)
FE
RR
OM
IX T
INO
XM
IX H
e30 H
2 C
FE
RR
OM
IX X
4
FE
RR
OM
IX C
5X
5
FE
RR
OM
IX C
15X
5
FE
RR
OM
IX X
8
FE
RR
OM
IX C
18
FE
RR
OM
IX C
8
Piemēri pielietošanai
+ + + + Ventili, aizbīdņi, vadīšanas aparatūra
+ + + + + + + Vieglie automobiļi, kravas automobiļi
+ + + + + Atdzesēji, amortizatori, izplūdes sistēmas
+ + + + + Padeves sistēmas
+ + + + + + + Sastatņi (savienojošie)
+ + + Autoklāvi, rezervuāri, maisītāji, cilindri
+ + + + + +
+ + + + + Krāni, konveijera līnijas, ekskavatori (ķēdes)
+ + + + + + + Apšuvums, iekraušana (gultņi)
+ Reaktori, vadības un regulēšanas iekārtas
+ + + + + + Rezervuāri, tvertnes, konteineri, cauruļvadi
+ + + + + + + Jumti, spārni, puses, pārsegi
+ + + + + + Labības kombaini, traktori, ecēšas, arkli
+ + + + + + + + Korpusi, paneļi
+ + + + + + + Apšuves, logu rāmji, vārti, restes
+ Raketes, starta platformas, pavadoņi
+ Kvalitatīva tērauda caurules, atloki, cauruļu atvilkšanas iekārtas
+ + + + + + Dzelzceļa vagoni, lokomotīvi, atvērtie vagoni
+ + + + + + + Balsteņi, spraišļi, zem krāna ceļi
Uzkausētāji, pneimatiskas sprauslas, cilindri
60
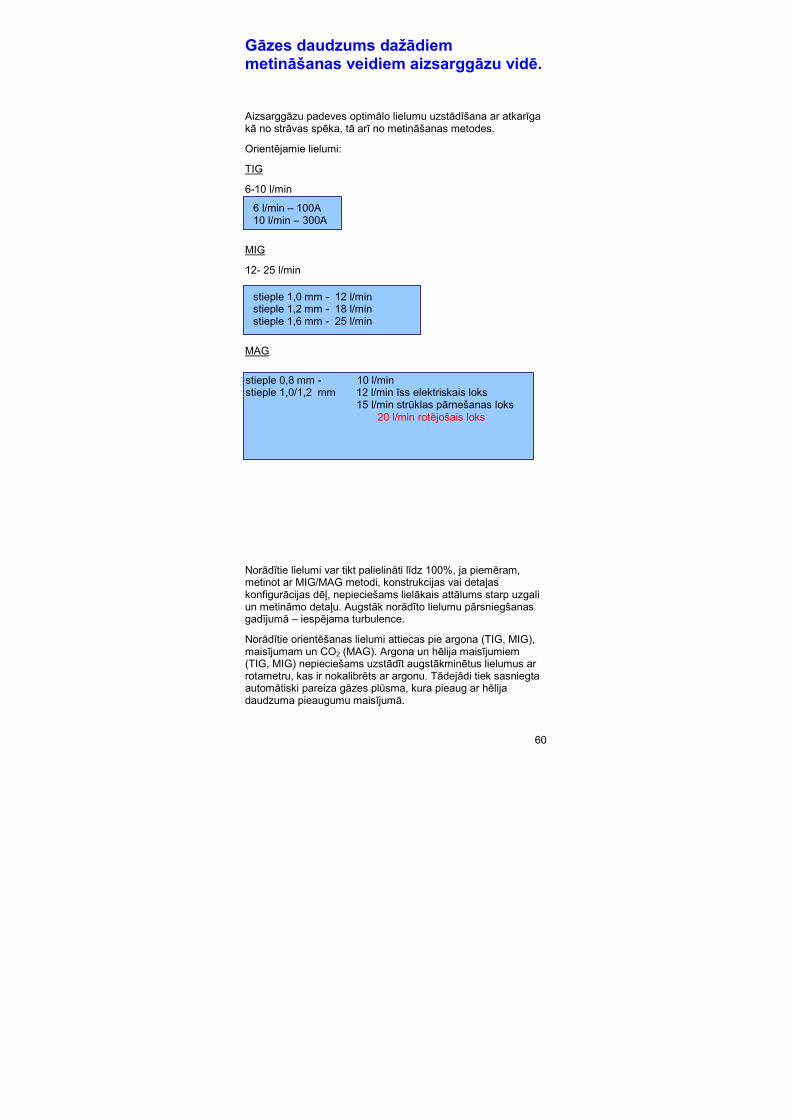
6 l/min – 100A 10 l/min – 300A
stieple 1,0 mm - 12 l/min stieple 1,2 mm - 18 l/min stieple 1,6 mm - 25 l/min
stieple 0,8 mm - 10 l/min stieple 1,0/1,2 mm 12 l/min īss elektriskais loks 15 l/min strūklas pārnešanas loks
20 l/min rotējošais loks
Gāzes daudzums dažādiem metināšanas veidiem aizsarggāzu vidē.
Aizsarggāzu padeves optimālo lielumu uzstādīšana ar atkarīga kā no strāvas spēka, tā arī no metināšanas metodes.
Orientējamie lielumi:
TIG
6-10 l/min
MIG
12- 25 l/min
MAG
Norādītie lielumi var tikt palielināti līdz 100%, ja piemēram, metinot ar MIG/MAG metodi, konstrukcijas vai detaļas konfigurācijas dēļ, nepieciešams lielākais attālums starp uzgali un metināmo detaļu. Augstāk norādīto lielumu pārsniegšanas gadījumā – iespējama turbulence.
Norādītie orientēšanas lielumi attiecas pie argona (TIG, MIG), maisījumam un CO2 (MAG). Argona un hēlija maisījumiem (TIG, MIG) nepieciešams uzstādīt augstākminētus lielumus ar rotametru, kas ir nokalibrēts ar argonu. Tādejādi tiek sasniegta automātiski pareiza gāzes plūsma, kura pieaug ar hēlija daudzuma pieaugumu maisījumā.
61
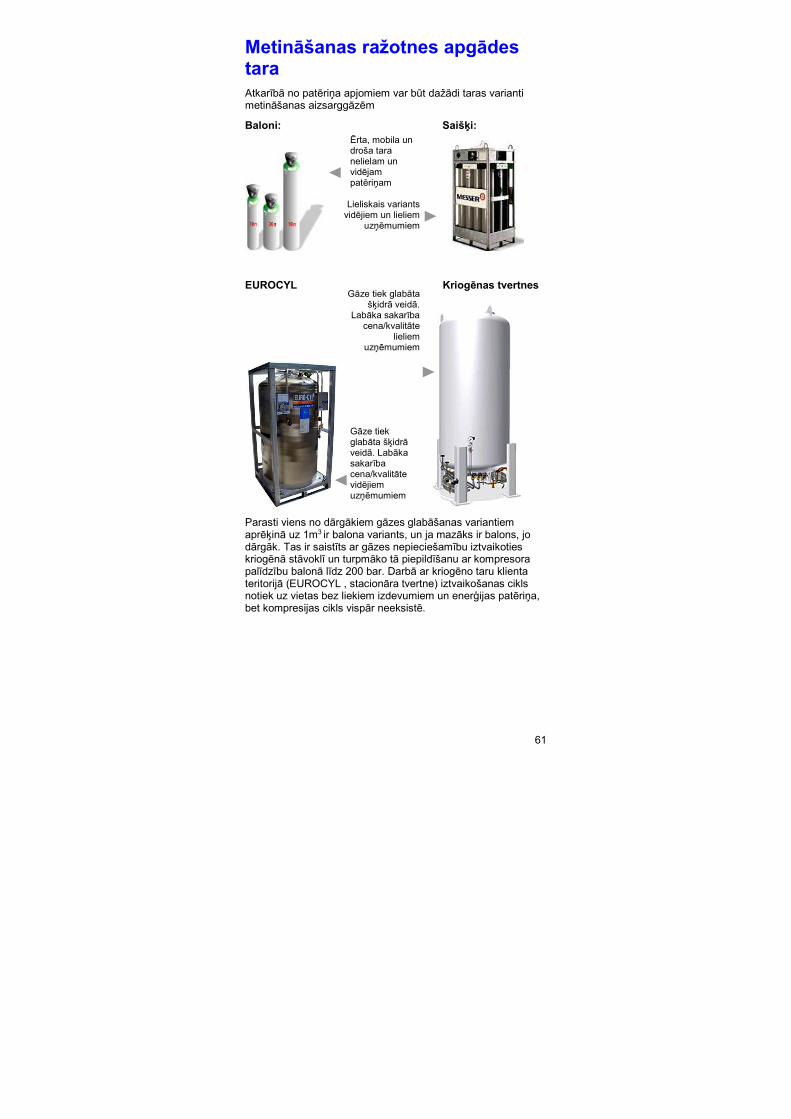
Metināšanas ražotnes apgādes tara Atkarībā no patēriņa apjomiem var būt dažādi taras varianti metināšanas aizsarggāzēm
Baloni: Saišķi:
EUROCYL Kriogēnas tvertnes
Parasti viens no dārgākiem gāzes glabāšanas variantiem aprēķinā uz 1m3 ir balona variants, un ja mazāks ir balons, jo dārgāk. Tas ir saistīts ar gāzes nepieciešamību iztvaikoties kriogēnā stāvoklī un turpmāko tā piepildīšanu ar kompresora palīdzību balonā līdz 200 bar. Darbā ar kriogēno taru klienta teritorijā (EUROCYL , stacionāra tvertne) iztvaikošanas cikls notiek uz vietas bez liekiem izdevumiem un enerģijas patēriņa, bet kompresijas cikls vispār neeksistē.
Ērta, mobila un droša tara nelielam un vidējam patēriņam
Lieliskais variants
vidējiem un lieliem uzņēmumiem
Gāze tiek glabāta
šķidrā veidā. Labāka sakarība
cena/kvalitāte lieliem
uzņēmumiem
Gāze tiek glabāta šķidrā veidā. Labāka sakarība cena/kvalitāte vidējiem uzņēmumiem

62
Iekārtas
Kompānija ELME MESSER GAAS piedāvā pilnu spektru iekārtu, kas ir saistīti ar gāzes pielietošanu:
Reduktori un līdzarmatūru baloniem:
Aizsarggāzes centralizētas padeves sistēmas:
Maisīšanas un kontroles sistēmas:

63
Rīcības ar augstā spiediena baloniem: Balonu iekraušanas un transportēšanas laikā, tiem jābūt ar aizsārgvāciniem. Pārkraušanai nedrīkst pielietot kraušanas iekārtu ar elektromagnētisko sagrābšanas mehānismu. Nav pieļaujama pilnu vai tukšu balonu apvēršana vai krišana. Pārtraucot vai beidzot gāzes atlasi, nepieciešamas hermētiski aizvērt balona ventili. Balona iztukšošana jāveic ar minimāla atlikuma spiediena 2 bar uzskaiti.
Padeves armatūra (balonu ventiļi, kolektoru un reduktoru ventiļi) nepieciešams ieslēgt lēni, bez raustiem. Sargāt no piesārņošanas – smērvielas un eļļas! Lietot sertificētus reduktorus.
Baloniem ar aktīvām un ugunsnedrošiem gāzēm uz etiķetes var būt atspoguļoti papildus drošības dati un obligāto prasību no drošības viedokļa kodi ar atšifrējumu.
Pirms pirmās balona lietošanas uzmanīgi izlasiet informāciju uz etiķetes! Gadījumā, ja Jums rodas jautājumi konsultēties ar ELME MESSER GAAS kompānijas speciālistiem (tālrunis vienmēr ir norādīts uz etiķetes).
10 galvenie noteikumi par rīcībām ar augstā spiediena tērauda baloniem Strādājot ar augstā spiediena gāzes baloniem, nepieciešams ievērot sekojošo noteikumu un principu secību. Turpmāk tiek norādīti galvenie noteikumi:
• Ar gāzēm atļauts strādāt tikai personālam kuram ir noteikta pieredze un speciāla apmācība .
• Gāzes saņemšanai no balona atļauts lietot tikai reduktorus, kuri droši pievienoti pie balona ventiļa un ir tehniski labā stāvoklī.
• Nav pieļaujama gāzes balonu apgriešana, tāpēc tos nepieciešams nostiprināt, piemēram, ar ķēdēm un siksnām.
• Gāzes balonus nepieciešams pasargāt no uzsildīšanās, kā avots var kļūt sildīšanas iekārtas vai atklāta liesma.
• Nekādā gadījumā nav pieļaujama gāzes pārlaišana no viena

64
balona uz otru.
• Ventiļu pieslēgšanas vietām jābūt tīram.
• Nedrīkst bojāt vai noņemt marķējumu no balona, piemēram – uzlīmes.
• Nav pieļaujama ventiļu un balonu armatūras piesārņošana ar smērvielām un eļļu.
• Nedrīkst lietot bojātus gāzes balonus, kuriem piemēram ir bojāti ventiļi vai ir iespiedumi. Tādus bojājumus nepieciešams apzīmēt un konsultēties pie MESSER speciālistiem par turpmākajām darbībā.
• Gāzes balonu drīkst pārvest tikai ar uzstādīto sertificēto aizsargvāciņu. Baloniem jābūt atbilstoši piestiprinātiem, lai pārvadājuma laikā tie nevarētu pārvietoties.
65
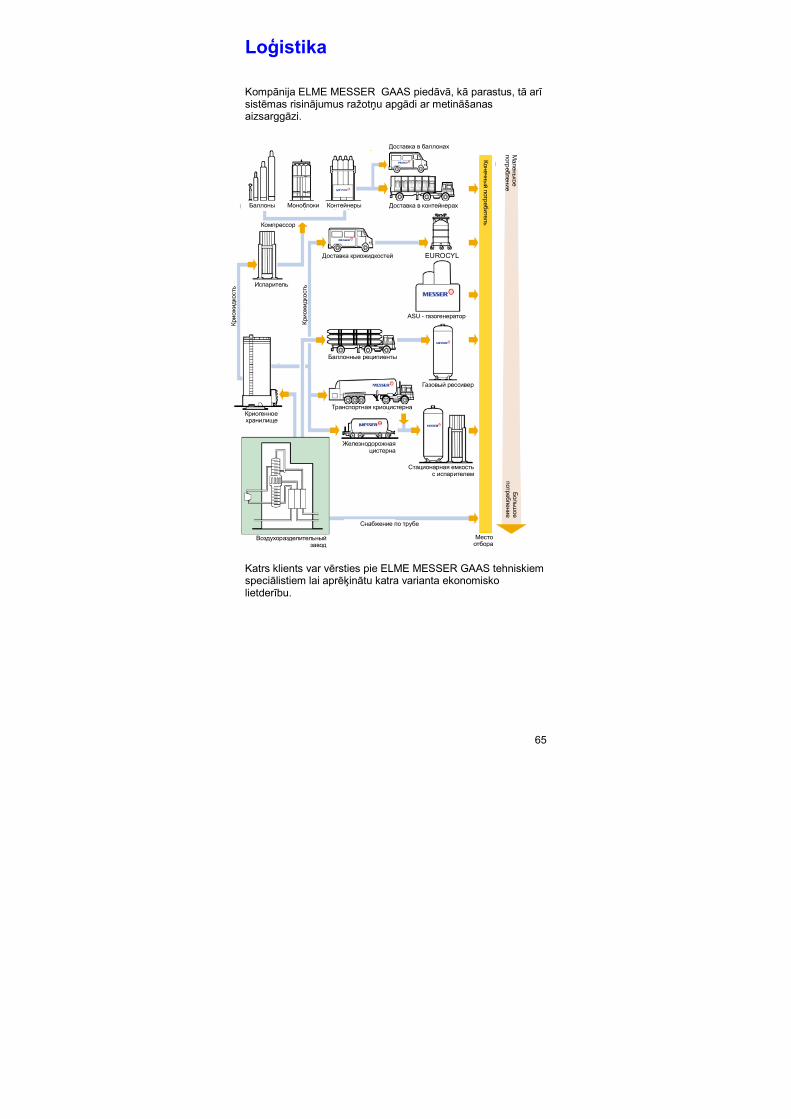
Loģistika
Kompānija ELME MESSER GAAS piedāvā, kā parastus, tā arī sistēmas risinājumus ražotņu apgādi ar metināšanas aizsarggāzi.
Баллоны Моноблоки Контейнеры Доставка в контейнерах
Доставка криожидкостей EUROCYL
Мал
енькое
потребл
ение
Воздухоразделительныйзавод
Снабжение по трубе
Стационарная емкость с испарителем
Железнодорожная цистерна
Испаритель
КомпрессорК
риож
идко
сть
Кри
ожидко
сть
Криогенноехранилище
Баллонные реципиенты
ASU - газогенератор
Транспортная криоцистерна
Газовый рессивер
Конечн
ый п
отреб
итель
Бол
ьшое
потребл
ение
Местоотбора
Доставка в баллонах
Katrs klients var vērsties pie ELME MESSER GAAS tehniskiem speciālistiem lai aprēķinātu katra varianta ekonomisko lietderību.
66
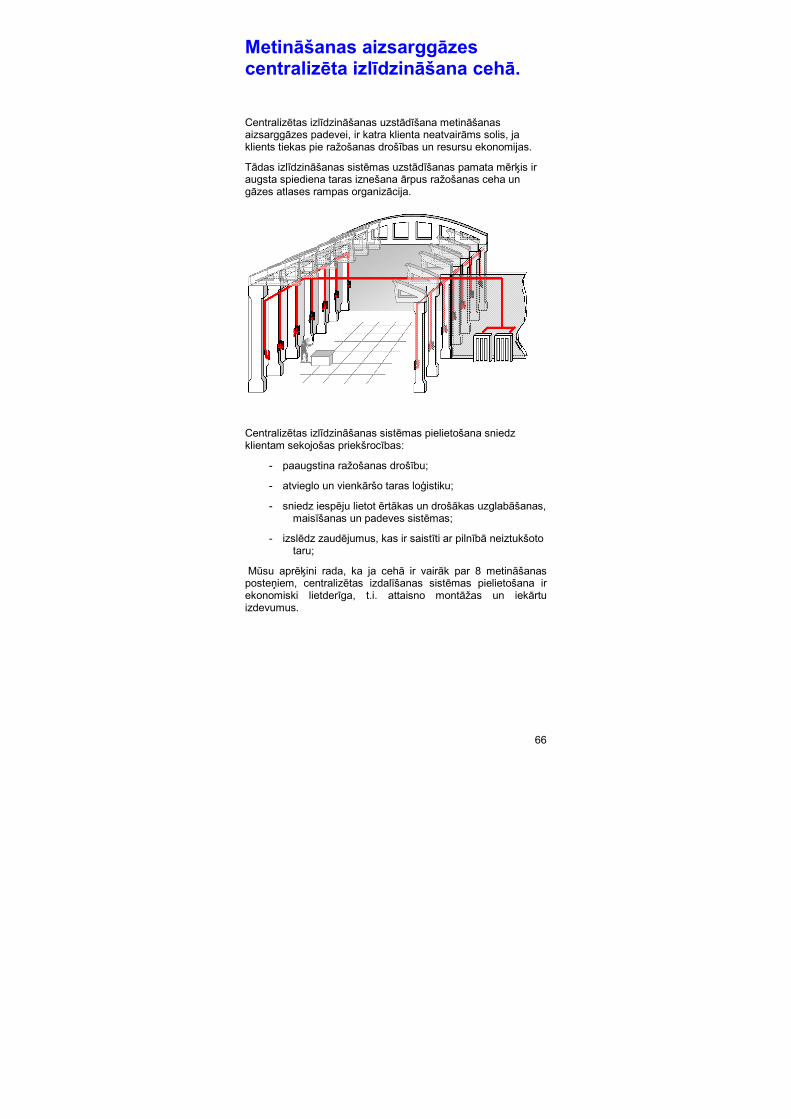
Metināšanas aizsarggāzes centralizēta izlīdzināšana cehā.
Centralizētas izlīdzināšanas uzstādīšana metināšanas aizsarggāzes padevei, ir katra klienta neatvairāms solis, ja klients tiekas pie ražošanas drošības un resursu ekonomijas.
Tādas izlīdzināšanas sistēmas uzstādīšanas pamata mērķis ir augsta spiediena taras iznešana ārpus ražošanas ceha un gāzes atlases rampas organizācija.
Centralizētas izlīdzināšanas sistēmas pielietošana sniedz klientam sekojošas priekšrocības:
- paaugstina ražošanas drošību;
- atvieglo un vienkāršo taras loģistiku;
- sniedz iespēju lietot ērtākas un drošākas uzglabāšanas, maisīšanas un padeves sistēmas;
- izslēdz zaudējumus, kas ir saistīti ar pilnībā neiztukšoto taru;
Mūsu aprēķini rada, ka ja cehā ir vairāk par 8 metināšanas posteņiem, centralizētas izdalīšanas sistēmas pielietošana ir ekonomiski lietderīga, t.i. attaisno montāžas un iekārtu izdevumus.

67
Tabula Nr.1 Vītņu savienojumu standarti
Baloni/ Gāze Vītne
Skābeklis 200bar -50L, 20L, 10L, 5L, saišķis 12x50L
G ¾’’
Skābeklis GOST 150bar / 40L G ¾’’
Slāpeklis 150bar – 40L , 200 Bar – 50L, saišķis 12x50L
G ¾’’
Ogļskābe 40L G ¾’’
Ogļskābe 13L W 21.8 x1/14”
Argons 200bar - 50L, 20L, saišķis 12x50L; 150 Bar – 40L
G ¾’’
Visi metināšanas maisījumi G ¾’’
Acetilēns 40L, 30L, 20L, 10L, saišķis 12x50L, 8*50L
G ¾’’ Iekš. Vai skava
Propāns – butāns 27L, Propāns "E" 79L, 27L
W 21.8 x1/14” LH
Hēlijs 40L/150bar, 50L/200bar W 21.8 x1/14”
Ūdeņradis 40L/150bar , 12x 40L/150bar W 21.8 x1/14” LH
Lāzera: Hēlijs 5,0 ; Ogļskābe 4,5, FANUC-Lasergas
W 21.8 x1/14”
Lāzera slāpeklis Азот 5,0, Tīrais Slāpeklis (4,0-7,0)
W 24.32 x 1/14”
Tīras: Argons (4,8-7,0), N2O, Hēlijs (4,6-7,0), CO2 (3.5-6.0)
W 21.8 x1/14”
Tīras: Metāns (2,5-5,5), Propāns (2,5-3,5), Ūdeņradis (3,0-6,0)
W 21.8 x1/14” LH
Tīras: Skābeklis (4,5-5,5) G ¾’’
Tīras: Maisījumi ar ugunsnedrošiem gāzēm
M 19 x 1.5 LH
Standarti vītne DIN 477
DIN 477 Nr.1 W 21.8 x 1/14” LH
DIN 477 Nr.3 Skava
DIN 477 Nr.5 1’’ LH
DIN 477 Nr.6 W 21.8 x1/14”
DIN 477 Nr.7 G 5/8 iekšēja
DIN 477 Nr.8 1”
DIN 477 Nr.9 G ¾
DIN 477 Nr.10 W 24.32 x 1/14”
DIN 477 Nr.11 G 3/8 (gloor out)
DIN 477 Nr.13 G 5/8 ārēja

68

69
Tabula Nr.2 Balona spiediena atkarība no temperatūras Spiediens balonā, kurā netika veikta atlase, bieži rada uz gāzes daudzumu. Bet nepieciešams atcerēties, ka uz spiedienu arī ietekmē apkārtējas vides temperatūra. Spiediena normas atkarībā no temperatūras ir norādītas zemāk:
Tempe-ratūra
Standarts GOST 150 Bar
Euro standarts
200 Bar
- 35 °С 110 142
- 30 °С 113 147
- 25 °С 117 153
- 20 °С 121 158
- 15 °С 125 164
- 10 °С 128 169
- 5 °С 131 174
0 °С 135 179
+ 5 °С 139 185
+ 10 °С 143 190
+ 15 °С 146 195
+ 20 °С 150 200
+ 25 °С 153 205
+ 30 °С 157 211
+ 35 °С 160 216 Norādītie faktiskie spiedieni var virzīties uz ± 5 bar (balona darba spiedienam – 150 bar) vai ± 6 bar (balona darba spiedienam – 200 bar).
Gadījumā ja no balona jau tika veikta gāzes atlase un Jūs gribat uzzināt atlikumu, lai planot gāzes pasūtījumu? Zemāk tiek norādīta novērtēšanas formula gāzes atlikuma aprēķinam balonā.
Gāzes atlikums
balonā, м3
=
Atlikuma spiediens manometrā (bar)
*
Gāzes daudzums pilnā balonā (м3) pēc cenu lapas datiem
Pilnā balona spiediens Pmax (150 bar vai 200 bar)


Tabula Nr. 3 Metināšanas režīmi (MAG – saduru šuve)
METĀLA BIEZUMS (s) mm 1 1 2 2 2 2 3 3 3 4 4 4 5 5 5 8 8 8 12 12 12
METINĀŠĀNAS METODE t t t t v t t t v t t v t t v t v t t v t
POZĪCIJA f w w w 300f f w f 300f w f 200f w s 150f w w s w w s
PALĪGIERĪCES - u - u cu - - - cu - - cu - - cu - cu - - cu -
ATSTARPE (b) mm 0-0,5 1,5 1,5 3 1 1,5 2 2 2 2,5 3 2,5 2 2,5 2 2,5 2,5 2,5 2,5 2,5 2,5 PLĀKŠŅU NOTRULINĀŠNA (с) mm 1 1 2 2 2 2 3 3 3 4 4 4 - - - 1,5 - 1,5 1,5 - 1,5
MALU APDARES LEŅĶIS (α) grad - - - - - - - - - - - - 300 300 500 300 300 300 300 300 300 SLĀŅU DAUDZUMS 1 1 1 1 1 1 1 1 1 1 1 1 2 2 1 3 2 2 3 3 3
STIEPLES DIAMETRS mm 0,8 0,8 0,8 0,8 1,0 0,8 1,0 1,0 1,0 1,0 1,0 1,2 1,0 1,0 1,2 1,0 1,2 1,0 1,2 1,2 1,0 METINĀŠĀNAS STRAVAS SPĒKS
А
70 130 70 190 230 125 120 150 245 120 175 310 W:100
D:195
W:70
D:110 310
W:100
F:240
D:240
W:280
D:310
W:100
D:125
W:125
F:290
D:290
W:280
F:310
D:310
W:100
F:125
D:135
STIEPLES PADEVES ĀTRUMS m/
min 3,5 7,0 3,5 14,4 12,5 6,8 4,4 6,0 14,4 4,4 7,0 10,9
W:3,5
D:8,8
W:2,2
D:4,0
10,9
W:3,5
F:13,5
D:13,5
W:9,7
D:10,9
W:3,5
D:4,6
W:3,0
F:10,1
D:10,1
W:9,7
F:10,9
D:10,9
W:3,5
F:4,6
D:5,2
METINĀŠANAS ĀTRUMS
cm/ min 40 60 30 83 116 48 27 46 113 21 48 78
W:11
D:38
W:12
D:12
67
W:11
F:55
D:45
W:34
D:42
W:14
D:9
W:19
F:35
D:25
W:37
F:45
D:34
W:13
F:10
D:9
Atloks 1
72
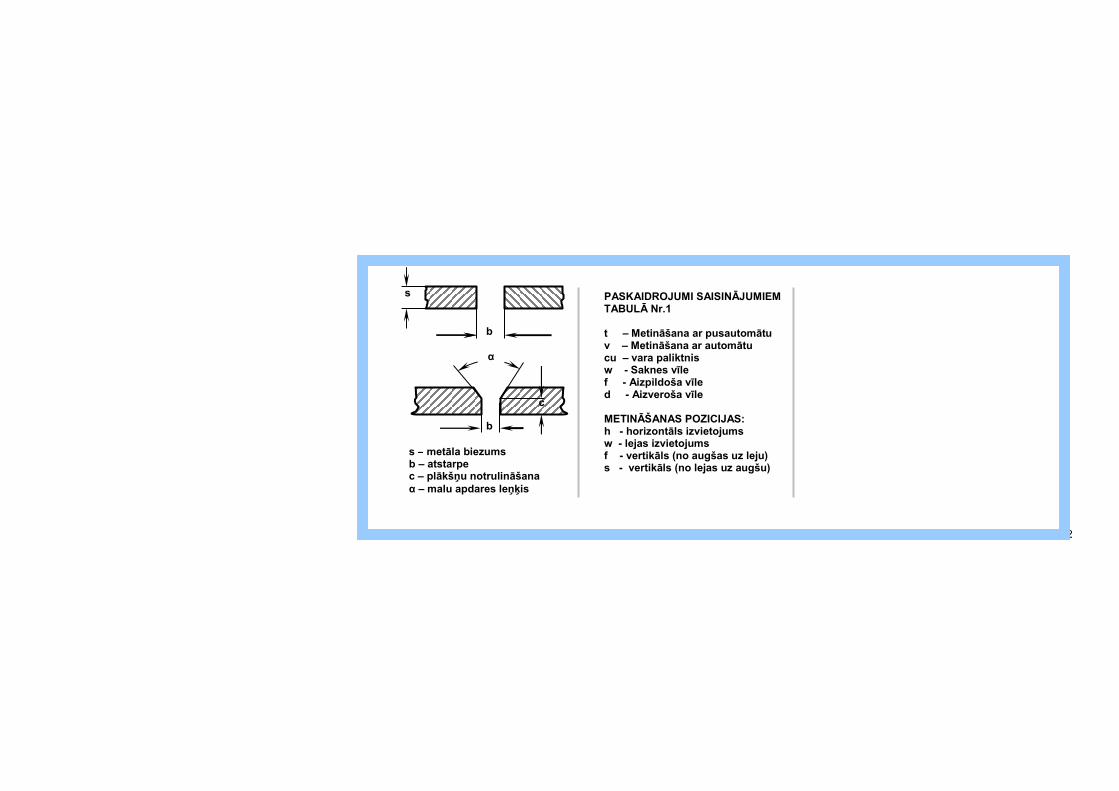
b
α
s
b
c
s – metāla biezums b – atstarpe c – plākšņu notrulināšana α – malu apdares leņķis
PASKAIDROJUMI SAISINĀJUMIEM TABULĀ Nr.1 t – Metināšana ar pusautomātu v – Metināšana ar automātu cu – vara paliktnis w - Saknes vīle f - Aizpildoša vīle d - Aizveroša vīle METINĀŠANAS POZICIJAS: h - horizontāls izvietojums w - lejas izvietojums f - vertikāls (no augšas uz leju) s - vertikāls (no lejas uz augšu)

73
Tabula Nr.4 Metināšanas režīmi (MAG – metināšana ar pārlaidumu)
KATETES LIELUMS (a) mm 2,5 2,5 3 3 3,5 4 4 5 7 7 10 10 10 10 2 2 3 4 5
SAVIENOJUMA VEIDS T T T T T T T T T T T T T T U U T T T
METĀLA BIEZUMS S1/S2 mm 4 4 5 5 6 7 7 8 10 10 15 15 15 15 3/5 3/5 5 7 8
METINĀŠANAS METODE v t t t t t v t t v t v t t t t t t t
METINĀŠANAS POZICIJA h,w f h,w f h,w h,w h,w h,w h,w w w w h,w s h,w h,w h,w h,w h,w
SLĀŅU DAUDZUMS 1 1 1 1 1 1 1 1 3 1 3 3 4 2 1 1 1 1 1
STIEPLES DIAMETRS mm 0,8 0,8 1,0 1,0 1,0 1,0 1,2 1,2 1,2 1,6 1,2 1,6 1,2 1,0 0,8 1,0 1,2 1,2 1,6
IMPULSU BIEŽUMS (f) Hz - - - - - - - - - - - - - - 100 100 100 100 100
METINĀŠANAS STRAVAS STIPRUMS А 210 160 210 160 240 240 310 290
1-3L
290 425
1-3L
290
1-3L
390
1-4L
290
1L 135
2L 155 125 200 185 195 270
STIEPLES PADEVES ĀTRUMS m/
min 17,2 11,0 10,2 6,4 13,5 13,5 10,9 10,1
1-3L
10,1 8,0
1-3L
10,1
1-3L
7,5
1-4L
10,1
1L 5,2
2L 6,2 9,0 10,2 5,6 6,0 4,0
METINĀŠANAS ĀTRUMS cm/ min
95 69 76 46 62 43 60 40 55 31
1L 51
2L 28
3L 23
1-3L
45
1-2L
39
3-4L
42
1L 12
2L 8
33 67 52 36 30
Разворот 1
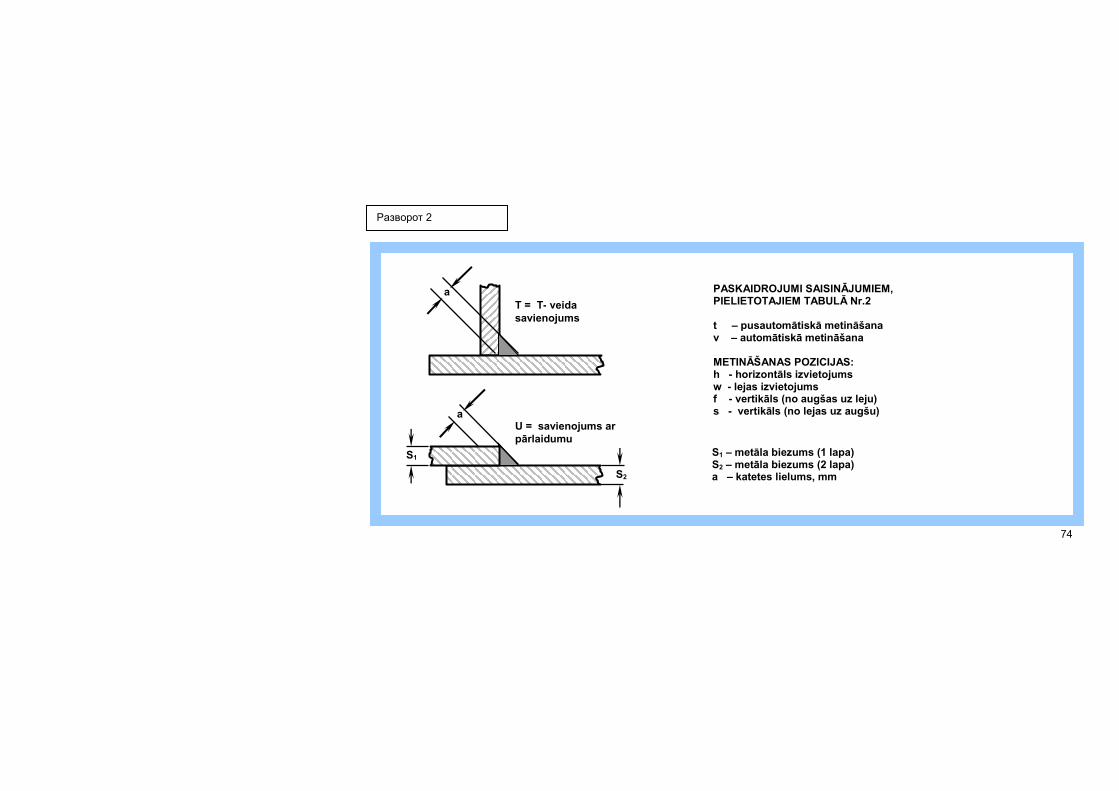
74
Разворот 2
S1 – metāla biezums (1 lapa) S2 – metāla biezums (2 lapa) a – katetes lielums, mm
PASKAIDROJUMI SAISINĀJUMIEM, PIELIETOTAJIEM TABULĀ Nr.2 t – pusautomātiskā metināšana v – automātiskā metināšana METINĀŠANAS POZICIJAS: h - horizontāls izvietojums w - lejas izvietojums f - vertikāls (no augšas uz leju) s - vertikāls (no lejas uz augšu)
S1
a T = T- veida savienojums
a
S2
U = savienojums ar pārlaidumu

75
Tabula Nr.5 Tehnoloģiskā procesa efektivitāte *
Aizsarggāze Metināšanas strāva, I (А)
Loka saspriegšana,
U (V)
Uzkausēta metāla daudzums par laika vienību, Q (kg/h)
Elektrodu metāla zaudēšanas koeficents uz izšļakstināšanas Y ( %)
Uzšļakstināšanas koeficents, a (%)
Oglekļa dioksīds (100% - СОСОСОСО2) 200-210 22-23 2,3 4,7 1,5
300-310 30-33 4,3 6,7 2,0
FERROMIX X4 (96%Ar +4% O2) INNOXMIX X2 (98%Ar +2% O2)
200-210 21-22 3,0 1,4 0,2
300-310 29-30 4,3 0,5 -
FERROMIX C18 (82%Ar + 18% CO2) 200-210 24-25 3,7 3,8 0,3
300-310 30-31 6,0 2,9 0,3
FERROMIX C20X2 (78%Ar + 20% CO2 + 2% O2) NEW!!!
200-210 25-26 3,7 3,2 0,2
300-310 30-31 6,0 2,9 0,2
FERROMIX C12X2 (86%Ar + 12% CO2 + 2% O2) NEW!!!
200-210 21-22 3,1 1,4 0,2
300-310 29-30 4,4 0,5 -
(*) Tabulā ir norādīti koeficentu vidējie apzīmējumi pēc trīs mērījumu datiem
Atloks 1
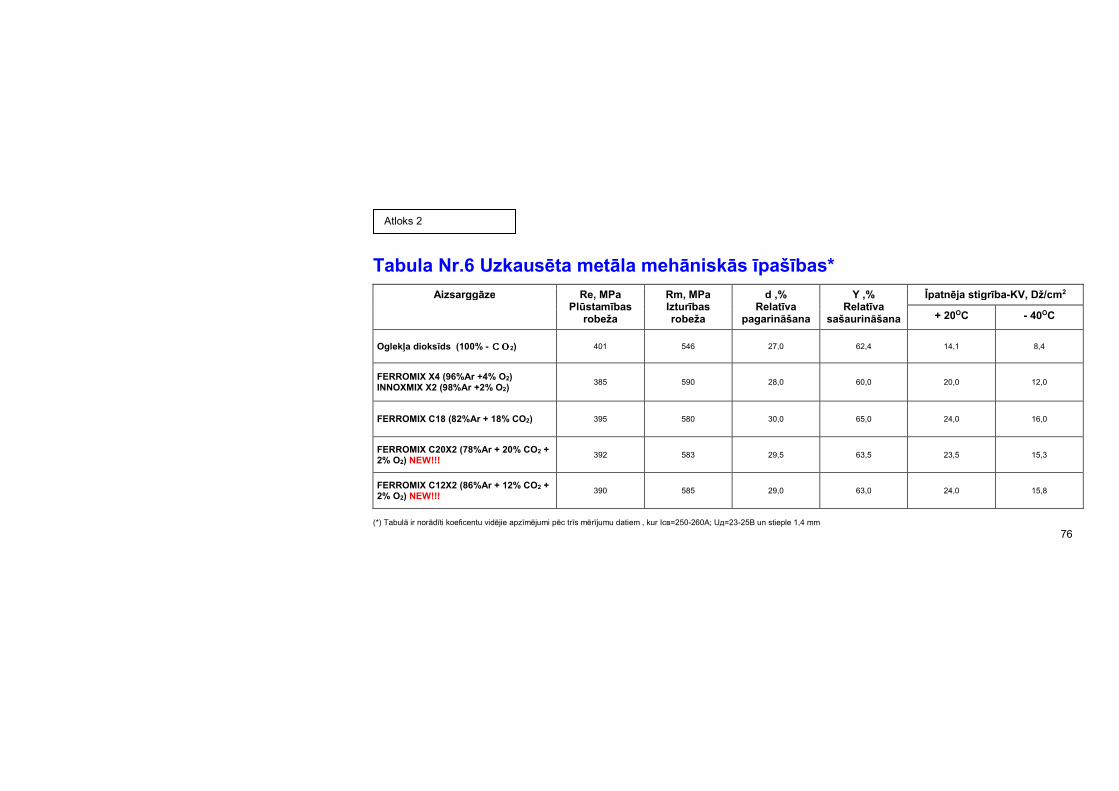
76
Tabula Nr.6 Uzkausēta metāla mehāniskās īpašības*
Aizsarggāze Re, MPa Plūstamības
robeža
Rm, MPa Izturības robeža
d ,% Relatīva
pagarināšana
Y ,% Relatīva
sašaurināšana
Īpatnēja stigrība-KV, Dž/cm2
+ 20OC - 40OC
Oglekļa dioksīds (100% - СОСОСОСО2) 401 546 27,0 62,4 14,1 8,4
FERROMIX X4 (96%Ar +4% O2) INNOXMIX X2 (98%Ar +2% O2)
385 590 28,0 60,0 20,0 12,0
FERROMIX C18 (82%Ar + 18% CO2) 395 580 30,0 65,0 24,0 16,0
FERROMIX C20X2 (78%Ar + 20% CO2 + 2% O2) NEW!!!
392 583 29,5 63,5 23,5 15,3
FERROMIX C12X2 (86%Ar + 12% CO2 + 2% O2) NEW!!!
390 585 29,0 63,0 24,0 15,8
(*) Tabulā ir norādīti koeficentu vidējie apzīmējumi pēc trīs mērījumu datiem , kur Iсв=250-260А; Uд=23-25В un stieple 1,4 mm
Atloks 2

77
Kompānija MESSER vairāk nekā par 100 gadu vēsturi uzkrāja milzīgu pieredzi un nodeva to nākotnes paaudzei. Esot vislielākā pasaulē privātkompānija, kura ražo rūpnieciskās gāzes, kompānija kļuva par vienu no līderiem lietojumtehnoloģiju un metināšanas procesu jomā. Zināšanas un pieredze tika nodoti visā ta laika garumā sākot no uzņēmuma dibinātāja ADOLF MESSER un beidzot ar tās šodienas vadītāju Stefan MESSER. Kompānija ELME MESSER GAAS, esot milzīgas MESSER kompānijas pieredzes atslēga, palīdzēs Jums orientēties informācijas un tehnoloģiju pasaulē.
www.elmemesser.eu






