Fuel conversion project at RaM Refinery
21
Fuel conversion project at RaM Refinery STRATEGIC RESPONSE TO 2020 CHALLENGE Xander de Jong
Transcript of Fuel conversion project at RaM Refinery

Fuel conversion project at RaMRefinerySTRATEGIC RESPONSE TO 2020 CHALLENGE
Xander de Jong

Agenda
Background information
Oil market trends
Refinery share holder agreement
Technical information Refinery
General configuration
Conversion units
Strategic plan and identification projects
Identified & implemented projects
Final step 0% fuel oil production
Overview available technology
Selected technology

Oil market trends
Worldwide (IMO) After 2020 ships use marine fuels with < 0.5wt% Sulphur
Europe
Environmental regulations
Power generation switches to gas
More solar & wind power generation
Better fuel oil qualities (sooth &
Sulphur)
Increasing (environmental) taxes
Declining demand Diesel & Gasoline
Alternative fuels
Improving fuel efficiency
Petrochemical demand increasing

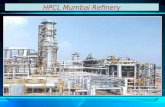
Raffineria di Milazzo highlights
Italy, island of Sicily
Built 1961, strategic location Mediterranean sea
JV between ENI and Q8 (1996)
Processing both Low & High Sulphur Crudes
Capacity 10 Mtons/yr, >90% conversion
FCC: Complex Residual
Catalytic Cracker
LC-Finer & Hydrocracker:
deep conversion, >45%
diesel production

Shareholders agreementKey business drivers
❑ Make the Refinery competitive long term, with Solomon first
quartile sustainable operating performance and a return tothe Shareholders on capital employed in line with the bestEuropean market leaders.
❑ Ensure that the Refinery operates in accordance with bestindustry practice with respect to Health, Safety and
protection of the Environment.
❑ Enable the Refinery to run substantial quantities of heavy
sour crude, such as Kuwait Export Crude.

Changing markets
IMO regulations (0.5% sulphur limit for marine fuels):
Enforce 2020 rather than defer to 2025
Global ULSFO availability is limited
Refinery heavy sour crudes processing will be penalized most
Low ULSFO availability is opportunity for deep conversion refiners to
capture value from processing high Sulphur crudes
KPI RaM refinery view:
Increased use of distillate bunker fuel supports gasoil crack spreads
This supports investments to convert into a 0% fuel refinery

Configuration
Conversion units
Hydrocracker
FCC
LC-Finer

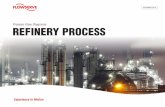
Conversion unit: Hydrocracker
Furnace
Hydrogen
High PressureSeparator
Vacuum Gasoil
Hydrogen Recycle
Diesel
Hydrogen Quench
Debutaniser
LPG
Low PressureSeparator
Separator
Fuel gas
Fractionator
Separator
Naphtha
Fuel gas
Kero
VGO to FCC
ReactorsOperating data
Licensor UOP
T [°C], P [barg] 390; 110
Feedstock VGO
Conversion >65%
Process Steps ReactionH2 recoveryFractionation
Hydrocracker
Startup1995
Once through
Fixed bed
Desulphurisation
Hydrocracking

Conversion unit: FCC
Operating data
Licensor KBR
T [°C], P [barg] 520; 2
Feedstock LS AtmResidueVGO
Conversion >85%
Process Steps Reaction RegenerationFractionationEnergy recovery
Residue FCC
Startup1972
Catalytic conversion
Fluidized bed
Direct Atmos Residue injection
Upgraded & Turbo expander
Furnace
Vacuum GasoilLow Sulphur Atm Residu
Light Cycle Oil
Fractionator
separator
Naphtha
To gas plant
Regenerator
Catalyst
Catalyst
Reactor
Lift steam
Cyclones
CatalystFines
Air
Fuel Oil
TurboExpander
Flue gas to treating

Conversion unit: LC Finer
Operating data
Licensor ABB Lummus
T [°C], P [barg] 410; 180
Feedstock Vac ResidHCGO (FCC)
Conversion 65%
Process Steps ReactionFractionationCatalyst handlingH2 Purification
LC-Finer
Startup1998
HydroCracking
Ebulated bed
Furnace
High PressureSeparator
Gasoil
Vacuum tower
Low PressureSeparator
To vacuumsystem
Atmos Tower
Separator
Naphtha
Fuel gas
Reactor
Recycle pump
Vacuum Resid
Hydrogen Reactor
Recycle pump
Reactor
Recycle pump
H2 Purification
VGOto FCC
Fuel Oil
Liquid Quench
Catalyst
Furnace
Furnace

Long term strategic plan
Objective: To reach 100% conversion on distillates
Including the capability to process More different Crude’s, especially High Sulphur
Fuel Oil main outlets at risk
Poor quality due to high conversion (S, Asphalthenes & Metal)
Power generation switch to gas
Market needs better Fuel Oil qualities (environment)
Desulphurise very costly
Price trends
IMO regulations → increased spread Diesel/Fuel oil
Opportunity: reduce fuel oil to 0%

Vacuum unit
- Increase yield HVGO
Identified projects
Supporting
- Solar: 1350 MWh/jr
- Steam/power
- H2 production
- Sulphur units
FCC
- Max. residue processing
- Debottleneck
LC-Finer
- Debottleneck flow & Q
- Lower Fuel Oil yield

Overview Projects to increase
conversion
Identified projects
❶ Revamp vacuum tower (2012)
❷ Revamps LC-Finer (2014)
❸ Increase Hydrogen production (2014)
❹ Revamp FCC (2015)
❺ Lower CO2 footprint (2016)
❻ Throughput increase LC-Finer (2019)
❼New SDA & Gasification

Projects: Vacuum unit
Straight run Vacuum unit
Increase cut point VGO/Residue
Redesign vacuum system
Replace internals

Projects: FCC revamp
Update (1970) technology:
Debottleneck
Lower contact time
Increase conversion
Lower catalyst make up
Lower energy use
Improve feed flexibility
Process De-Asphalted Oil

Projects: LC Finer
Lower fuel oil yield (2014)
Increase VGO recovery (vacuum tower)
Injection of slurry oil in 3rd
reactor
Improve catalyst injection
system
Throughput increase (2019)
Feed preheat
Feed pumps
Feed used as quench

Supporting processes
Effects of lowering Fuel Oil yield:
More Sulphur production
Higher Hydrogen demand
Higher electricity and steam
demand
Increased CO2 production

EST: ENI Slurry Technology (Residue Hydrocracker)
SDA: Solvent De-Asphalting
Final step: Options 0% Fuel Oil
• Innovative & rewarding with high investment
• Small capacity not viable
EST
• High investment
• Critical due to environmental issues
Coking & Gasification
• Critical due to emissions containment
SDA & CFB Boiler
• The RaM way to 0% Fuel Oil
SDA & Gasification

Final step: SDA & Gasification
SyngasCO & H2
DAO(75%)
Pitch(25%)
H2S to Sulphur Recovery
Hydrogen
Solvent De-Asphalting
Gasification Plant Gas cleaning PSA
Sustainable Refinery
Reduced feed cost
H2
product
Only distillate product

Response to 2020 challenge
Stepped approach
Study to screen options at start of project
Start with end result in mind
Investment spread
Lowers risk
Return on investment for revamps start early
Operational experience → solid design basis
Smaller projects easier to manage

Thank you for
your time