6 LD 260 6 LD 260/C 6 LD 325 6 LD 325/C 6 LD 360 6 LD 360 ...

Soft Soldering Gold Coated SurfacesTECHNIQUES FOR MAKING RELIABLE JOINTS
P. A. AinsworthTin Research Institute, Perivale, England
Gold plated components are frequentlyrequired to be assembled by soft solder-ing, and it is important that the joints
should be sound. This article reviewsthe factors influencing the mechanicalproperties of tin-lead soldered jointsbetween: gold surfaces and describespractical methods for ensuring theirreliability in quantity production.
Gold possesses a unique combination of propertiesof particular value in the construction and operationof electrical and electronic equipment. These proper-ties include high resistance to tarnish and corrosion,low electrical resistivity and contact resistance, easeof thermal compression and ultrasonic bonding and,particularly in the case of certain gold-based alloys,high resistance to mechanical wear.
Most efficient use is made of these properties byemploying gold, usually in the electroplated form,either as an intermediate layer in certain micro-electronic devices, or as a finish on such componentsas connectors, terminations, and printed circuits.Components coated in this way are frequentlyrequired to be assembled by soft soldering, butalthough gold is very easily wetted by molten tin-leadalloys using non-corrosive rosin fluxes (1, 2, 3, 4) thejoints so formed are often found to be mechanicallyweak.
Published information on the reliability of solderedjoints on gold is confusing, apparently contradictoryresults having been reported by different authors, andthe purpose of this article is therefore briefly toreview the factors influencing joint properties and theconditions under which reliable joints may be made.
Factors Affecting Joint PropertiesGold dissolves extremely rapidly in molten tin-lead
solders, values quoted in the literature for the rate ofsolution in 60 per cent tin-40 per cent lead at 250 °C,for example, varying from 4 µm/s for pure goldwire (5) to 10 tm/s for an electroplated gold ofunspecified composition (6). The solid solubility
of gold in both tin and lead is, however, very small,and the addition of even less than 0.5 per cent goldto tin-lead solders results in the appearance ofthe intermetallic compound AuSn4 in the solid alloy.This compound is hard and brittle and has a strongtendency to grow from the melt in the form of coarseplates or needles. Consequently, when present insufficient quantities the compound embrittles thesolder, the ductility and impact strength of a tin-40per cent lead-gold alloy, for example, falling rapidlywhen the gold content exceeds 4 to 5 per cent andreaching a very low level with 8 to 10 per cent gold(6, 7).
Clearly, if rapid solution of the gold during sol-dering causes the gold content of the solder to riseabove about 5 per cent the joint itself will be verybrittle. Moreover, a continuous layer of AuSn4 formsduring soldering at the solder-gold interface and whenthis increases in thickness beyond a certain very lowvalue the bond -between the compound and the goldsubstrate is considerably weakened, thus furtherreducing joint strength.
It will be apparent from the foregoing that theproperties of soldered joints on gold-plated surfacesare likely to be affected by a number of factors in-cluding the time and temperature of soldering andthe characteristics of the gold plate. These factorshave been examined by a number of workers, one ofthe most comprehensive investigations being that byHarding and Pressly (3), some of whose results aresummarised in the graph on page 49. In general, ithas been found that soldered joints on metals whichare themselves wetted by molten solder, and whichhave been freshly plated with either pure or alloyedgolds up to about 1 jim thick, have mechanicalproperties similar to those of joints made directly tothe bare substrate. The gold completely dissolves inthe solder enabling the solder to wet and bond to thesubstrate and the amount of AuSn 4 which precipitatesin the bulk of the solder is insufficient to impairjoint properties.
As the plating thickness is increased above about1 -1 µm the gold is not completely dissolved duringmost soldering operations and the increasing amountof intermetallic compound that is formed, particularlyat the interface, causes a progressive fall in shearstrength and an even more rapid fall in resistance to
47

r •
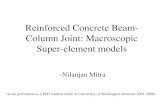
A photomicrograph showing the structure of a polishedsection through a typical joint, soldered with a 60 per centtin-40 per cent lead alloy, on copper plated with 4 na gold.The light coloured intermetallic compound AuSn, hasformed both as a layer between the gold and the ductile,dark etching solder, and as needles growing into the solder.Because it is brittle the AuSu 4 reduces the ductility andimpact strength of the joint X 400
Gold plating over 65 per cent tin-35 per cent nickel alloy plating provides excellent solderability andresistance to corrosion for such applications as computers where long-term reliability in service is essen-tial. A iuultilayer printed circuit board plated with gold over tin-nickel is being hand soldered with a60 per cent tin-40 per cent lead alloy at Ferranti Digital Systems Division
impact and fatigue stresses. Joint 'weakening isparticularly marked with alloy gold deposits greaterthan about 1? µm thick containing small amountsof nickel, cobalt, or silver. It is not clear whetherthis is due to a dewetting effect, as suggested byHarding and Pressly, or to the combined effects ofthe high internal stress levels common in suchdeposits and a stress arising from a volume changeassociated with the formation of the intermetalliccompound.
Increasing either the temperature or the time ofsoldering increases the amount of intermetallic corn-
pound formed, thus reducing joint strength. Hardingand Pressly, and Ross and Lee (8) noted that withcoatings of both pure and cobalt-alloyed gold greaterthan 1 z µm thick soldered with 63 per cent tin-37 percent lead, the deterioration of joint strength becamemuch more severe when the soldering temperatureexceeded 240°C. Presumably this temperature effectis due mainly to the formation of a critical amountof intermetallic compound arising from the exponen-tial rise with temperature of the rate of solution ofgold, but the formation of some AuSn 2 and anassociated peritectic reaction at about 210 °C (9, 10)may also be contributory factors.
48

EE
Y
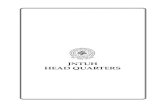
PLATING THICKNESS Nm
The effect of soldering time and temperature, and ofplating thickness and composition, on the shearstrength of lap joints between gold plated stripssoldered with 63 per cent tin-37 per cent lead wereinvestigated by Harding & Pressly (3). Some oftheir results have been replotted and form the broadcurves shown, here
Little information has been reported in the litera-ture on the influence of solder compositions otherthan 60 per cent tin-40 per cent lead on joint em-brittlement. No significant advantage appears to begained by employing lead-tin solders with tincontents in the range 20 to 50 per cent since theinfluence of the necessarily higher soldering tempera-ture on the rate of reaction between tin and goldoffsets the effect of the lower tin concentration andthere is, additionally, a greater possibility of formingbrittle gold-lead compounds. Lower reaction ratesare obtainable with lead-tin alloys containing onlyabout 5 per cent tin, but these solders have inferiorwetting properties and no information has beenpublished on the mechanical properties of jointsmade with them on gold plated surfaces.
The rate of attack on gold is reduced by the addi-tion of silver to a 60 per cent tin-40 per cent leadsolder, and even further reduced by the use of atin-lead-cadmium alloy with a melting range of 186°to 230°C. However, again, no comparative data havebeen published on the mechanical properties of jointsmade with these alloys between gold plated surfaces.Joint embrittlement is greatly reduced by the useof certain lead-tin-indium (11) and lead-tin-indium-zinc (12) solders with lower melting points than 60per cent tin-40 per cent lead due, it appears, partly tolower soldering temperatures and partly to the prefer-ential formation of AuIn 2 at the interface, both these
factors inhibiting the growth of AuSn, i . However,as well as being very expensive these solders givejoint strengths (13) considerably lower than thosepossible with 60 per cent tin-40 per cent lead andthey are rarely used in practice.
Making Reliable Joints withTin-lead Solder
It emerges that the most obvious way to ensuremechanically reliable joints on both pure andalloyed gold surfaces is to use a plating thick-ness no greater than 1. µm. It should be borne inmind, however, that under these conditions the goldacts as an entirely soluble coating and that the surfacepreparation of the substrate before gold plating mustbe adequate to permit wetting by the solder. Un-fortunately this approach suffers from the disadvan-tage that the solderability of such thin gold coatingsdeteriorates quite rapidly during storage, particularlywith copper and copper alloy substrates, presumablybecause of oxidation or corrosion of the surfacebasis metal through pores in the coating. Thedelay between plating and soldering must, therefore ;
be short. Thin coatings of pure gold over eithersilver or 65 per cent tin-35 per cent nickel (14, 15)plating provide notable exceptions to this principle,retaining their solderability with rosin-based fluxesover very long periods, probably because corrosionproducts from these substrates do not spread fromthe pores over the surface of the gold.
The conditions selected for making soldered jointson surfaces plated with rather thicker gold coatings,which retain their solderability well, will depend onjoint configuration, the soldering technique employedand the degree of joint strength required. It isfeasible, for example, to produce reliable joints ongold plated printed circuit board assemblies bydirect wave or dip soldering provided one chooses aplating thickness sufficient to maintain solderabilityduring storage and a time of contact with the moltensolder at, say, 250°C sufficient to dissolve all the goldoff the printed circuit pads and the componentterminations. The quality of the joints is not im-paired by gold concentrations in the solder bath of upto about 1 per cent.
This approach may not always be satisfactorybecause of adverse effects of temperature on theelectronic components and on the printed circuitboard, and it will certainly not be satisfactory whenhand soldering due to an excessive rise in the goldcontent of the limited amount of solder in the joint.Joints with a reasonable resistance to static stress maybe made between components plated with thickerpure gold coatings using either hand or automaticsoldering methods by employing a soldering tem-perature less than 240° C and the shortest possible
49

soldering time. However, the resistance of theresulting joints to impact and fatigue stresses is opento doubt and the rigid control required on the solder-ing process is not always practicable under productionconditions.
Mechanically reliable joints may be obtained onsurfaces plated with thick gold deposits after treatingthe area to be soldered by either of the processescommonly referred to as "washing off" and "wickingoff". The essential features of both these processesare the solution of the gold in molten tin-lead solderfollowed by the removal of most of the solder to leavea thin coating of a tin-lead-gold alloy, with a low goldcontent, on the surface of the basis metal to whichthe joint may be made using fresh solder. Withmany components, such as connector pins and ter-mination wires, simultaneous washing off and pre-tinning is conveniently carried out by dipping ineither a static bath or a wave of molten tin-leadalloy. Again it should be remembered that the metalsurface under the gold plating must have beenadequately prepared to ensure wetting, and a layerof copper under the gold on such alloys as nickel-ironand cobalt-nickel-iron, which are not easily wettedusing rosin fluxes, is an advantage. The gold contentof the dipping bath may be allowed to rise to 1 percent or so without impairing either the solderabilityof the tinned wire or the quality of the joint. When adipping technique is inconvenient the solder may beapplied and then drawn or "wicked" off with asoldering iron. The surface of the soldering iron bitused for this purpose will quickly become contami-nated with gold and the use of another, uncon-taminated, bit for the final soldering operation ispreferred.
ConclusionsReliable tin-lead soldered joints between gold
plated surfaces may be obtained by effecting a bondbetween the solder and the basis metal and ensuringthat the gold content of the solder in the joint is verylow. This can be achieved by the use of freshlyplated pure or alloyed gold no more than i tm thickor, in the case of thicker coatings, by simultaneousremoval of the gold and pretinning over the area to besoldered. Because the solderability of gold plating,no more than i im thick on many substrates, includ-ing copper, deteriorates rapidly during storage dueto porosity in the coating, the development of atechnique for producing thin, pore-free, gold plating,would constitute a great advance (16).
Fairly high joint shear strengths may be obtained bysoldering directly to gold plating more than i -s- I.mthick using a very low soldering temperature and ashort soldering time, but the impact and fatiguestrengths of such joints are open to doubt. Joints
made to most bright alloyed gold plating greater thani4 tm thick have very poor mechanical properties.
The procedures outlined above for making com-pletely reliable joints on thick gold deposits using thecommon tin-lead solders are both inconvenient andcostly in terms of time and there is, therefore, a needfor an inexpensive solder which does not give riseto a brittle interface when it reacts with gold.Although interfacial embrittlement can be preventedby the use of certain indium-bearing alloys, thesesolders have the disadvantage that they are veryexpensive and, moreover, the strengths of jointsmade with them are low. Less expensive tin-lead-based alloys containing either silver or cadmiumare claimed to dissolve gold more slowly and henceto give less growth of intermetallic compound thanplain tin-lead alloys. However, because of the lackof information on the mechanical properties of jointsmade with these solders, further work would seem tobe desirable to confirm that embrittlement does notoccur at the solder-intermetallic compound interface.
It is evident that the greatest embrittlement problemarises when soldering is carried out on bright, hard,alloyed gold deposits. In view of the importance ofsuch coatings in conferring wear resistance to suchcomponents as connectors, more detailed investi-gation also appears to be necessary on the influenceof both the chemical and physical properties of thegold plating on embrittlement.
AcknowledgementThe author is indebted to the International Tin Research
Council for permission to publish this article.
References1 A. Korbelak and R. Duva, Am. Electroplaters Soc., 48th
Ann. Tech. Proc., 1961, 1422 J. M. Thompson and L. K. Bjelland, ibid., 1823 W. B. Harding and H. B. Pressly, Am. Electroplaters Soc.
50th Ann. Tech. Proc., 1963, 90 -4 C. J. Thwaites, Trans. Inst. Metal Finish., 1965, 43, 1435 W. G. Bader, Welding J., 1969, 48, 551S6 M. H. Bester, Proc. Inter/Nepcon 1968, Brighton, Kiver
Publications Inc., Chicago, 2117 F. G. Foster, A.S.T.M, Spec. Tech. Pub. 319, 1962, 138 W. M. Ross and E. A. R. Lee, Proc. Inter /Nep con, 1968,
Brighton, Kiver Publications Inc., Chicago, 2069 A. Prince, Y. Less-Common Metals, 1967, 12, 107
10 M. M. Karnowsky and A. Rosenzweig, Trans. Metall.Soc. A.I.M.E., 1968, 242, 2257
11 J. D. Braun and T. B. Rhinehammer, A.S.M. Trans. Q.,1963, 56, 870
12 J. D. Braun, ibid., 1964, 57, 56813 R. Weil, R. P. Diehl and E. C. Rinker, Plating, 1965,
52, 114214 A. W. Castillero, Metal Finish, 1964, 62, (2), 6115 G. C. Wilson, Proc. Inst. Metal Finish., Printed Circuit
Group, Ann. Symp., Harrogate, Nov. 1970 (to bepublished in Trans. Inst. Metal Finish.)
16 H. S. Campbell, Gold Bull., 1971, 4, (1), 12
50