V B EE ???? + - V>0 Hall Effect h. v B EE >0 + - V>0 v B EE ???? + - V

freeLoader An open source, high-throughput material testing machine
User Manual
Revision 1.0.0, May 15, 2011
For updated versions and accompanying files see:
creativemachines.cornell.edu/freeloader
John R. Amend, Jr. <[email protected]>
Creative Machines Lab
Mechanical & Aerospace Engineering
Cornell University, Ithaca NY

1
Contents
1. Overview ........................................................................................................................................... 2
1.1. Introduction ............................................................................................................................... 2
1.2. Citation ....................................................................................................................................... 2
1.3. Features ...................................................................................................................................... 3
1.4. Terms of use ............................................................................................................................... 4
1.5. Safety .......................................................................................................................................... 5
2. Construction ...................................................................................................................................... 6
2.1. Parts List ..................................................................................................................................... 6
2.1.1. Double Crosshead Design .................................................................................................. 7
2.1.2. Single Crosshead Design .................................................................................................... 8
2.2. Part Modifications ..................................................................................................................... 9
2.2.1. Required Tools .................................................................................................................... 9
2.2.2. Cutting lead screws to length ............................................................................................ 9
2.2.3. Drilling out large gear hubs ............................................................................................... 9
2.2.4. Modifying the 1 in gears .................................................................................................. 10
2.2.5. Modify the thrust bearing servo horn ............................................................................. 10
2.2.6. Modifying the optical breadboard plates ....................................................................... 11
2.2.7. Machining the crossheads ................................................................................................ 12
2.2.8. Manufacturing motor attachment plates ........................................................................ 13
2.2.9. Preparing acrylic safety doors ......................................................................................... 13
2.3. Assembly .................................................................................................................................. 14
2.3.1. Required Tools .................................................................................................................. 14
2.3.2. Assembly steps ................................................................................................................. 14
3. Communication & Control ............................................................................................................ 24
3.1. PC Setup ................................................................................................................................... 24
3.2. Required Drivers ..................................................................................................................... 24
3.3. freeLoader Software ................................................................................................................ 24
3.4. Data format and conversion ................................................................................................... 25
3.5. Suggested use / Quick start guide .......................................................................................... 26
4. Future Work .................................................................................................................................... 26

2
1. Overview
1.1. Introduction freeLoader is a low cost, desktop size, open source, universal testing machine. It is small,
inexpensive and modular, and it is meant to fill the growing need for inexpensive high-
throughput material testing methods. The freeLoader consists of a four-beam load frame and
two independent crossheads driven by geared servo motors attached to lead screws. The
primary goals in designing this system were: minimizing cost and size, maximizing modularity
and parallelizability, minimizing complexity and construction time, and ensuring usefulness. In
particular, the tradeoff between ease of assembly and cost was key in driving the design. Parts
were sourced from common online vendors in order to facilitate open sourcing, dissemination
of the design, and modification by future users.
The traditional dog bone tensile testing process is slow and ill suited for parallelization due to
the cost and size of the testing machines. Even the smallest universal testing machines (like
those sold by Instron, Tinius Olsen, Zwick Roell, Applied Test Systems, MTS Systems, United
Testing Systems, ADMET, and Qualitest) can cost more than US$20,000 for the machine,
required calibration, and control software. Such a machine may also require a full desk’s worth
of space and a dedicated control computer. Devising a high-throughput parallel testing setup
around these machines is both cost and space prohibitive. However, for approximately the
same price and space that one commercial machine requires, five freeLoaders can be built –
each capable of performing two simultaneous tests. These five units could be stacked on one
desk and controlled from a common host computer.
Here we provide details on how to construct and control a freeLoader machine. We believe that
freely available plans for building freeLoader machines will enable widespread adoption of the
high-throughput approaches to material testing that are needed. The simplicity of the
freeLoader should enable users to easily alter the design to suit their needs. Users are
encouraged to modify the freeLoader design and share their ideas and improvements.
Additionally, the low cost and space requirements of the freeLoader make it an attractive option
for undergraduate teaching labs or even high school science and technology courses.
1.2. Citation Information on the freeLoader was first published at the 2011 ASME IDETC/CIE Mechanisms
and Robotics Conference. A link to this paper can be found on the freeLoader website and the
full citation is found below. If you publish work based on results generate with a freeLoader
machine, please cite this paper.
Amend, J.R., Jr., and Lipson, H., "freeLoader: an open source universal testing machine for high-
throughput experimentation," ASME IDETC/CIE Conference, Washington, DC, 2011.

3
1.3. Features A freeLoader can apply tensile and compression loads up to 5 kN at rates ranging from 2
mm/min to 30 mm/min. Force measurements are achieved with ±1.8 N accuracy. The total cost
of the machine is less than US$4,000 including all parts and shipping charges, and the required
assembly time is less than two day’s work. We designed each machine with two independent
crossheads so that a single machine can perform two simultaneous tests. Thus we estimate that
for approximately one week’s work and US$20,000, five freeLoaders could be constructed,
capable of running a total of ten simultaneous tests – a tenfold increase in throughput for the
same cost as one commercial machine. If cost is the major concern and high-throughput is not
required (for example in a teaching lab environment), it is trivial to reduce the freeLoader
design to a single crosshead, which reduces the cost of one machine to approximately US$2,500.
Additional features are given in Table 1 below as well as a comparison to seven commercial
machines.

4
1.4. Terms of use freeLoader is not a product or company; there are no paid staff members. Your use of this
document, the information it contains, the devices it describes, and the software provides is
ENTIRELY AT YOUR OWN RISK. While we have had success building and operating
freeLoader machines, we cannot guarantee that you will. We are using the BSD Open Source
License for freeLoader. Please treat both the software and the hardware designs as software
subject to the BSD license.
These items are provided without warranty of any kind and in no event shall the authors or
Cornell University be held responsible for any liability arising from dealings with this
information or with freeLoader machines.
freeLoader operates under the BSD Open Source License:
Copyright (c) 2011, Hod Lipson and John Amend.
All rights reserved.
Redistribution and use in source and binary forms, with or without modification, are permitted
provided that the following conditions are met:
• Redistributions of source code must retain the above copyright notice, this list of
conditions and the following disclaimer.
• Redistributions in binary form must reproduce the above copyright notice, this list of
conditions and the following disclaimer in the documentation and/or other materials
provided with the distribution.
• Neither the name of the freeLoader nor the names of its contributors may be used to
endorse or promote products derived from this software without specific prior written
permission.
THIS SOFTWARE IS PROVIDED BY THE COPYRIGHT HOLDERS AND CONTRIBUTORS
"AS IS" AND ANY EXPRESS OR IMPLIED WARRANTIES, INCLUDING, BUT NOT LIMITED
TO, THE IMPLIED WARRANTIES OF MERCHANTABILITY AND FITNESS FOR A
PARTICULAR PURPOSE ARE DISCLAIMED. IN NO EVENT SHALL THE COPYRIGHT
HOLDER OR CONTRIBUTORS BE LIABLE FOR ANY DIRECT, INDIRECT, INCIDENTAL,
SPECIAL, EXEMPLARY, OR CONSEQUENTIAL DAMAGES (INCLUDING, BUT NOT
LIMITED TO, PROCUREMENT OF SUBSTITUTE GOODS OR SERVICES; LOSS OF USE,
DATA, OR PROFITS; OR BUSINESS INTERRUPTION) HOWEVER CAUSED AND ON ANY
THEORY OF LIABILITY, WHETHER IN CONTRACT, STRICT LIABILITY, OR TORT
(INCLUDING NEGLIGENCE OR OTHERWISE) ARISING IN ANY WAY OUT OF THE USE
OF THIS SOFTWARE, EVEN IF ADVISED OF THE POSSIBILITY OF SUCH DAMAGE.
5
1.5. Safety There are inherent dangers associated with any machine that can exert 5 kN force on a specimen
with the intent to tear it apart or crush it. freeLoader operators should exercise caution at all
times. Safety glasses should be worn during testing and special concern should be taken to
ensure hands and clothes do not become crushed between, or entangled in, moving parts.
During compression testing in particular, there is a risk that a specimen may shatter, ejecting
shards at a high rate of speed. As an extra precaution against such an event, clear acrylic doors
should be installed to cover the four sides of a freeLoader machine. These doors also serve to
reduce the risk of injury by blocking access to the spinning gears.
The freeLoader design should be able to withstand its maximum force without issue. Our
calculations indicate that the limiting components in the design are most likely the crossheads,
which can support 7.1 kN at yield. By limiting the maximum force to 5 kN in the control
software the factor of safety for the freeLoader should be 1.4, although we have not yet tested
the machine to failure. Tests up to about 2 kN have been safely conducted without issue.
During a test, the host computer’s keyboard functions as the emergency stop, and the test will
automatically conclude if the measured force reaches 5 kN. For the safety of others that may
come into contact with your freeLoader machine, you should print the following warning and
affix it to the machine or display it nearby:

6
2. Construction
2.1. Parts List The intended freeLoader design has two crossheads, which allows for two simultaneous tests
and maximum testing throughput. The parts list for this design can be found next in Section
2.1.1. All prices and part numbers were last updated on May 06, 2011. Parts have been
described as fully as possible to enable replacements if desired. Replace parts at your own risk!
If cost is the major concern and high-throughput is not required (for example in a teaching lab
environment), it is trivial to reduce the freeLoader design to a single crosshead, which reduces
the cost of one machine to approximately US$2,500. The parts list for this design is found in
Section 2.1.2.

7
2.1.1. Double Crosshead Design

8
2.1.2. Single Crosshead Design

9
2.2. Part Modifications Unfortunately, in designing the freeLoader we were unable to purchase all of the parts exactly
as we needed them. Therefore some parts need to be modified, and others need to be custom
fabricated. The vast majority of parts require no modification. Those that do require
modification mostly need only to be cut to length or have a few holes drilled. The only two
components that require significant modification are the crossheads and motor attachment
plates.
The total estimated time to make all modifications is just over four hours for a single crosshead
design, and about seven hours for a double crosshead design.
2.2.1. Required Tools The minimum required tools for modifying the components of your freeLoader are: a saw, a
drill, a few drill bits, a #3-48 tap, and a 1/4 -20 tap. Specifically, the drill sizes needed are: #37, #7,
F, X, 1/2 in, 33/64 in, 3/4 in, and 1 in.
Additional (highly) recommended tools include: a band saw, a lathe, a milling machine, a drill
press, an 82° countersink drill, and especially a laser cutter. You can determine which of these
you think are necessary by reviewing the specific modification directions below.
2.2.2. Cutting lead screws to length Estimated time: 15 minutes
Required tools: Saw
Recommended tools: Band saw
The 5/8-10 ACME lead screws are ordered in 36 in lengths and need to be cut to 17.125 in long.
Cutting to this exact length is very hard, so having lead screws that are a hair shorter is better
than having them too long. Be sure to file edges smooth after cutting.
2.2.3. Drilling out large gear hubs Estimated time: 5 minutes each
Required tools: 1 in diameter drill bit, drill
Recommended tools: Lathe
Use a 1 in diameter drill bit to enlarge the holes in the 5 in gears. Drill all the way through and
be sure to deburr afterward.

10
2.2.4. Modifying the 1 in gears Estimated time: 20 minutes each
Required tools: #37 drill bit, 'X' drill bit, drill
Recommended tools: Milling machine
Enlarge the center holes in the 1 in gears using the 'X' drill bit. Also locate and drill four
additional holes with the #37 drill bit as shown in the drawing below.
2.2.5. Modify the thrust bearing servo horn Estimated time: 10 minutes each
Required tools: #3-48 tap
The servo horns that come with the thrust bearing sets each need four holes tapped to match the
1 in gears. These holes are indicated in the drawing below (red). They are the right size for
tapping with a #3-48 tap and do not need to be predrilled. The servo horn is pretty thin, so take
care to tap these holes straight and clean.

11
2.2.6. Modifying the optical breadboard plates Estimated time: 20 minutes total
Required tools: size F drill bit, 33/64 in drill bit, drill
Recommended tools: drill press
Drill out the four threaded holes in the corners of each plate with the F drill bit, thus making
them clean through holes. Choose one plate to be the bottom plate and locate and drill two
33/64 in holes as shown in the drawing below (units are inches).

12
2.2.7. Machining the crossheads Estimated time: 2 hours each
Required tools: #7 drill bit, 1/2 in drill bit, 3/4 in drill bit, 1/4-20 tap, drill
Recommended tools: Milling Machine
Cut the flat aluminum bars down to 9 in length. The length and width of these pieces is not
critical. Then in each plate locate and drill the 11 holes shown in the drawing below (units are
inches) and thread the 8 smallest holes in each plate with a 1/4-20 in tap (note that a 1/4-20 tap
drill is a #7). The relative dimensions between holes is critical to the function of the freeLoader.
13
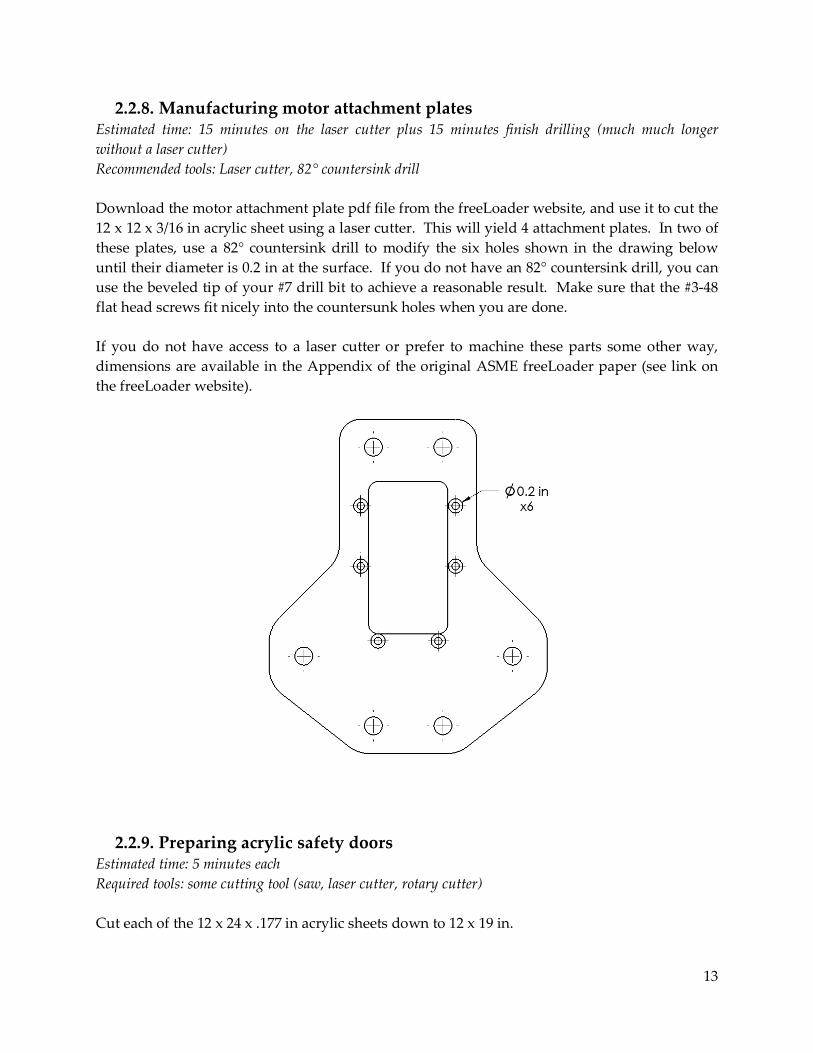
2.2.8. Manufacturing motor attachment plates Estimated time: 15 minutes on the laser cutter plus 15 minutes finish drilling (much much longer
without a laser cutter)
Recommended tools: Laser cutter, 82° countersink drill
Download the motor attachment plate pdf file from the freeLoader website, and use it to cut the
12 x 12 x 3/16 in acrylic sheet using a laser cutter. This will yield 4 attachment plates. In two of
these plates, use a 82° countersink drill to modify the six holes shown in the drawing below
until their diameter is 0.2 in at the surface. If you do not have an 82° countersink drill, you can
use the beveled tip of your #7 drill bit to achieve a reasonable result. Make sure that the #3-48
flat head screws fit nicely into the countersunk holes when you are done.
If you do not have access to a laser cutter or prefer to machine these parts some other way,
dimensions are available in the Appendix of the original ASME freeLoader paper (see link on
the freeLoader website).
2.2.9. Preparing acrylic safety doors Estimated time: 5 minutes each
Required tools: some cutting tool (saw, laser cutter, rotary cutter)
Cut each of the 12 x 24 x .177 in acrylic sheets down to 12 x 19 in.

14
2.3. Assembly To assemble your freeLoader machine, follow these steps. Estimated assembly time is about
three hours.
2.3.1. Required Tools The only tools required for assembly are Allen keys, a crescent wrench, and a flathead
screwdriver.
2.3.2. Assembly steps Putting a freeLoader together is a pretty intuitive process. We recommend the following steps
based on our experiences so far. Feel free to modify these steps to find something that works
best for you.
1) Insert a 1/4-20 x 1 in flange button cap screw into one of the rubber feet. Insert the screw
further into the drilled out hole in the corner of the bottom breadboard plate. Thread
the screw into one of the 18 in X channel optical rails as shown below. Repeat for all
four corners.
15
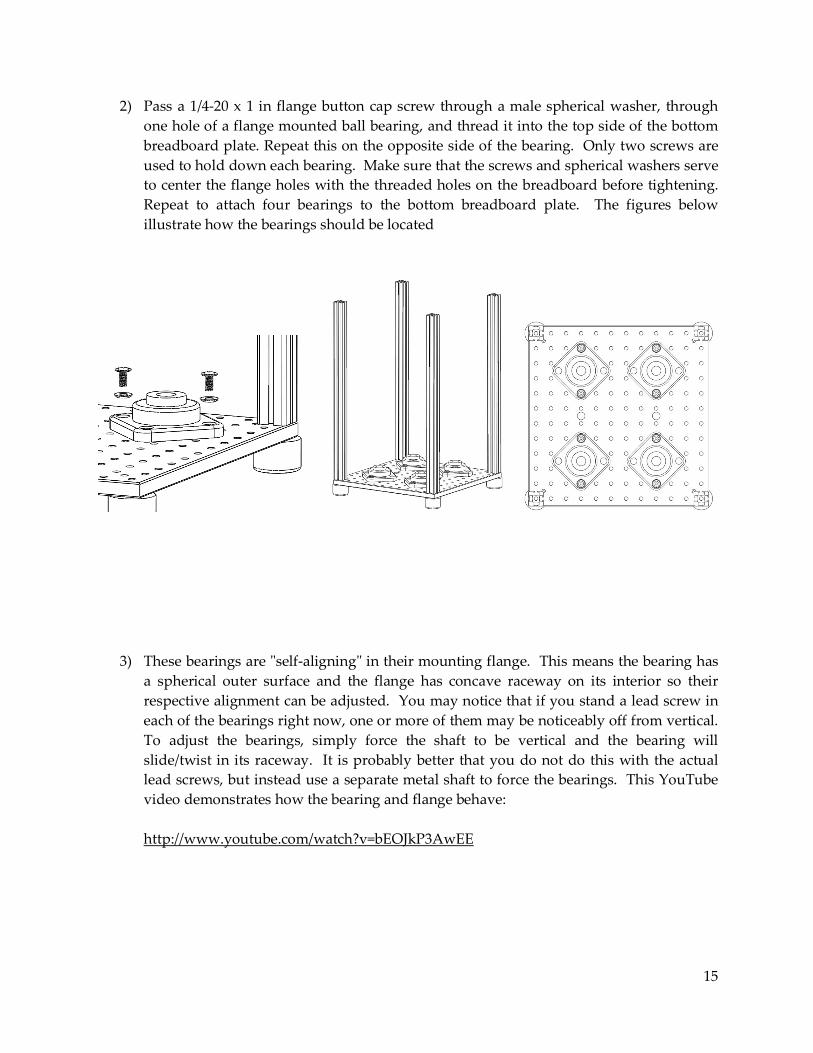
2) Pass a 1/4-20 x 1 in flange button cap screw through a male spherical washer, through
one hole of a flange mounted ball bearing, and thread it into the top side of the bottom
breadboard plate. Repeat this on the opposite side of the bearing. Only two screws are
used to hold down each bearing. Make sure that the screws and spherical washers serve
to center the flange holes with the threaded holes on the breadboard before tightening.
Repeat to attach four bearings to the bottom breadboard plate. The figures below
illustrate how the bearings should be located
3) These bearings are "self-aligning" in their mounting flange. This means the bearing has
a spherical outer surface and the flange has concave raceway on its interior so their
respective alignment can be adjusted. You may notice that if you stand a lead screw in
each of the bearings right now, one or more of them may be noticeably off from vertical.
To adjust the bearings, simply force the shaft to be vertical and the bearing will
slide/twist in its raceway. It is probably better that you do not do this with the actual
lead screws, but instead use a separate metal shaft to force the bearings. This YouTube
video demonstrates how the bearing and flange behave:
http://www.youtube.com/watch?v=bEOJkP3AwEE
16
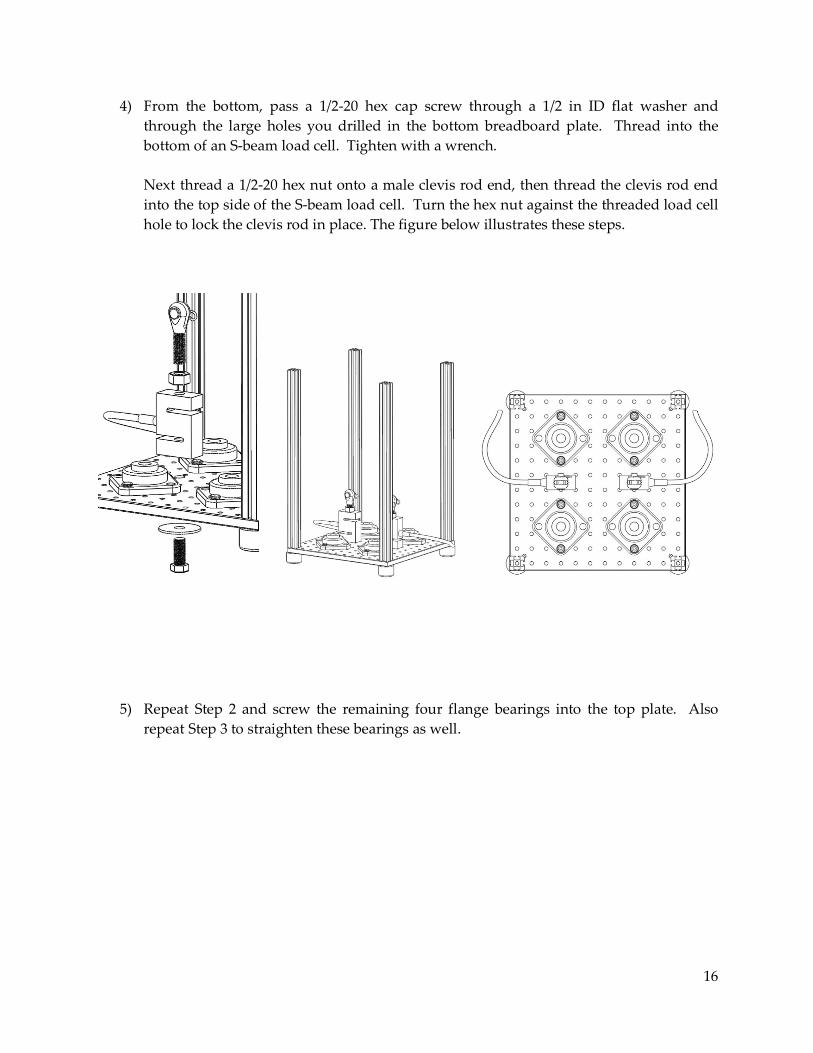
4) From the bottom, pass a 1/2-20 hex cap screw through a 1/2 in ID flat washer and
through the large holes you drilled in the bottom breadboard plate. Thread into the
bottom of an S-beam load cell. Tighten with a wrench.
Next thread a 1/2-20 hex nut onto a male clevis rod end, then thread the clevis rod end
into the top side of the S-beam load cell. Turn the hex nut against the threaded load cell
hole to lock the clevis rod in place. The figure below illustrates these steps.
5) Repeat Step 2 and screw the remaining four flange bearings into the top plate. Also
repeat Step 3 to straighten these bearings as well.

17
6) Use four #3-48 cap screws to attach the 1 in spur gear to the servo horn. Next pass the
similar looking cap screw that came with the thrust bearing servo horn set through the 1
in gear, through the servo horn, through the roller bearing, and thread into the motor.
Repeat for both motors See figure below.
7) Attach the mounting plate with countersunk holes to the motor using six of the #3-48 flat
head screws and hex nuts. The hex nuts should fit nicely into slots in the motor's plastic
flange, and the flat head screws should be flush with the bottom of the mounting plate
when finished. Repeat for both motors.

18
8) Use six 1/4-20 x 1/2 in flange button cap screws to attach the first motor to the top optical
breadboard via its mounting plate. Then use six 1/4-20 x 1 in flange button cap screws to
attach the second motor to on the opposite side of the breadboard by standing it off with
the two remaining motor mounting plates. This gives one motor that sits on a single
attachment plate, and another that sits on three attachment plates. Attaching these
motors at different heights will ensure that their gear trains do not interfere. The images
below indicate where the motors should be attached.
9) Assemble the crossheads with the following procedure: First use four 1/4-20 x 1 in flange
button cap screws to attach each precision ACME nut mounting flange to the aluminum
crosshead plate. Next thread the 5/8-10 precision bronze ACME nuts into the
corresponding mounting flanges. Tighten these nuts well. Last, pass a male clevis rod
end through a flat washer, through the crosshead plate, through another flat washer,
and thread into a 1/2-20 hex nut. Tighten this nut with a wrench.
19
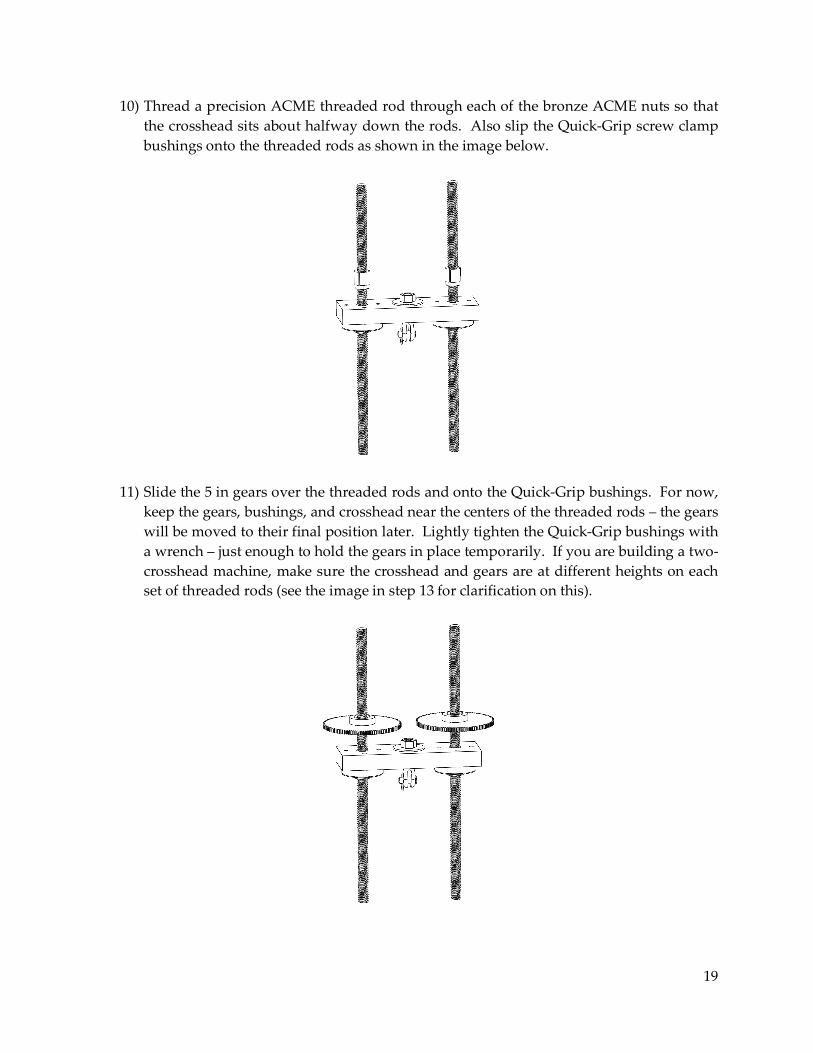
10) Thread a precision ACME threaded rod through each of the bronze ACME nuts so that
the crosshead sits about halfway down the rods. Also slip the Quick-Grip screw clamp
bushings onto the threaded rods as shown in the image below.
11) Slide the 5 in gears over the threaded rods and onto the Quick-Grip bushings. For now,
keep the gears, bushings, and crosshead near the centers of the threaded rods – the gears
will be moved to their final position later. Lightly tighten the Quick-Grip bushings with
a wrench – just enough to hold the gears in place temporarily. If you are building a two-
crosshead machine, make sure the crosshead and gears are at different heights on each
set of threaded rods (see the image in step 13 for clarification on this).
20
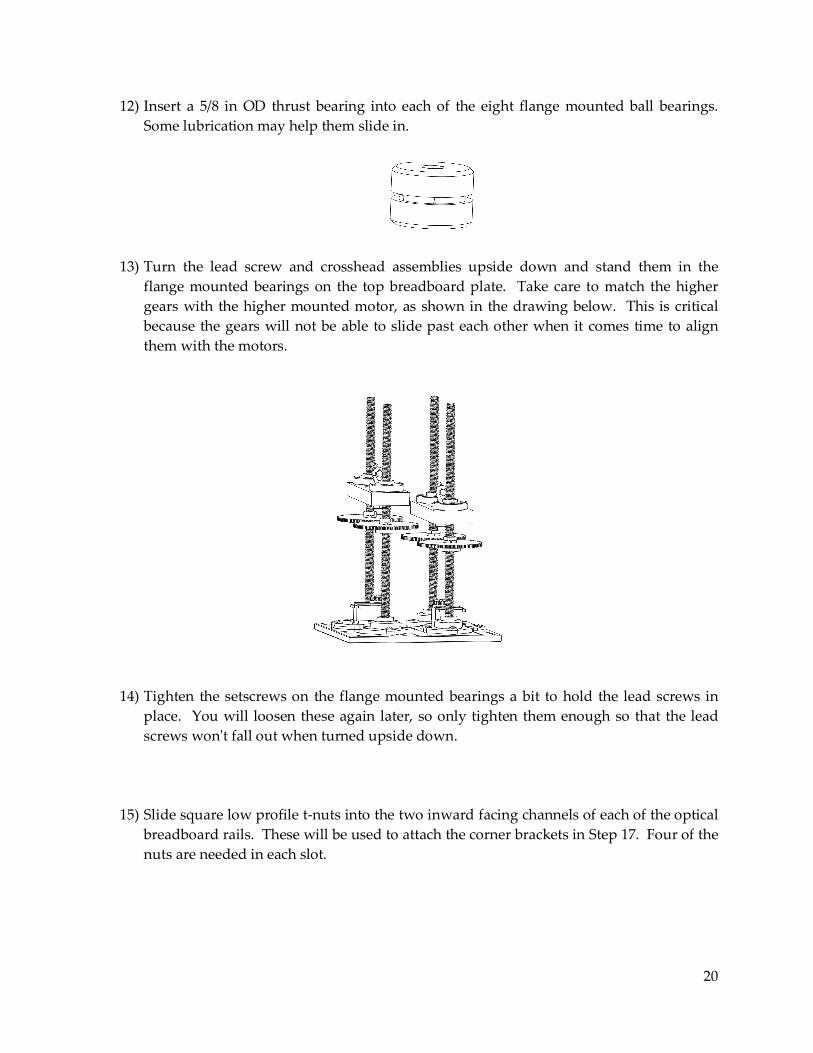
12) Insert a 5/8 in OD thrust bearing into each of the eight flange mounted ball bearings.
Some lubrication may help them slide in.
13) Turn the lead screw and crosshead assemblies upside down and stand them in the
flange mounted bearings on the top breadboard plate. Take care to match the higher
gears with the higher mounted motor, as shown in the drawing below. This is critical
because the gears will not be able to slide past each other when it comes time to align
them with the motors.
14) Tighten the setscrews on the flange mounted bearings a bit to hold the lead screws in
place. You will loosen these again later, so only tighten them enough so that the lead
screws won't fall out when turned upside down.
15) Slide square low profile t-nuts into the two inward facing channels of each of the optical
breadboard rails. These will be used to attach the corner brackets in Step 17. Four of the
nuts are needed in each slot.

21
16) Flip the top plate with attached crossheads and lead screws, and insert the other end of
the lead screws into the flange mounted bearings of the bottom plate. Screw down the
top plate by passing four 1/4-20 x 1 in flange button cap screws through the drilled out
corner holes in the plate and threaing them into the optical construction rails.
17) Add corner brackets as shown in the drawing below. Use three 1/4-20 x 3/8 in flange
button cap screws per bracket. Each corner gets two brackets for a total of 16 brackets.
18) Loosen and retighten all screws and components, making adjustments until everything
is nicely aligned and straight. We need to make sure everything is squarely aligned
before meshing the gears to move the crossheads. To square up the crossheads, first
turn one lead screw and then the next until you are able to turn them both in unison to
move the crosshead smoothly without binding up.

22
19) Once the alignment is complete, give each crosshead a few good whacks with a rubber
mallet from different directions. This will serve to bring the flange mounted bearings on
the top and bottom plates into maximum alignment. The following YouTube video
illustrates the desired effect:
http://www.youtube.com/watch?v=gy0zSvOZeB8
20) Loosen the Quick-Grip bushings and slide the 5 in gears up to mesh with the 1 in gears
on the motors. Your lead screws should still be aligned so the crosshead moves
smoothly. Make sure not to turn the lead screws until the gears are meshed. Now
tighten the Quick-Grip bushings and this will lock both lead screws and the motor
together so they must turn in unison.
21) Use two 19 in lengths of double sided foam tape to affix the acrylic safety panels to the
sides of the freeLoader as shown below.

23
22) Use a 12 in length of double sided foam tape to attach a hinge to the top of the
freeLoader. Use another 12 in length of double sided foam tape to attach an acrylic
safety door to that hinge. Repeat for both doors as shown below.
23) Power the motors by following the circuit diagram shown below. Connecting the
USB2Dynamixel converter and the two RX-64 Dynamixel motors should be a matter of
simply plugging in the included wiring harnesses. If they are not long enough, you may
need to extend the wires.
Power and ground are provided by the AC power adapter. Cut off the coaxial round
connector to access the individual power and ground wires. You may need a voltmeter
to check which is power and which is ground.

24
24) There will be four cables coming out of the finished freeLoader: one power cable and
three USB cables (one from the USB2Dynamixel, and one from each load cell). Use cable
ties or loose wire to route these neatly on the machine.
25) Lubricate the lead screws and gear teeth (with WD40 or another brand of oil for
example) to prevent corrosion and reduce frictional losses in those components.
26) Physically number your motors and load cells with tape or a permanent marker for
example. Motor 1 is the motor closest to the USB2Dynamixel on the wiring diagram
shown in Step 23. Motor 2 is the remaining motor. Load cell 1 and crosshead 1 are
matched with motor 1. Same for motor 2.
3. Communication & Control
3.1. PC Setup Thus far the freeLoader software has been tested on machines running Windows XP and
Windows 7. It should also work on Windows Vista. It has not been designed to work on any
other operating systems like Mac for example.
To use a freeLoader machine, you will need a computer running Windows, you will need to
install a serial to USB driver from FTDI, and you will need to download the freeLoader
software. These steps are described below.
3.2. Required Drivers You will need to download and install the drivers for the FTDI Serial to USB chips that facilitate
all communication with the freeLoader. The D2XX drivers are available at the FTDI website
here:
http://www.ftdichip.com/Drivers/D2XX.htm
The link straight to the Windows (XP, Vista, 7) executable installer is here:
http://www.ftdichip.com/Drivers/CDM/CDM20814_Setup.exe
3.3. freeLoader Software The first iteration of the freeLoader software is a console program that only controls one
crosshead at a time. The second iteration (currently in development) is a Windows program
that controls two independent crossheads simultaneously.
At the beginning of a test, the user is able to set the speed and direction of crosshead motion.
The user may also choose to have the test conclude on specimen failure or after a set time.
During a test, the host computer’s keyboard functions as the emergency stop, and the test will
automatically conclude if the measured force reaches 5 kN. Also, readings from the load cell
25
and from the motor’s encoder are logged to a text file during a test with an accompanying time
stamp; this occurs at a 5 Hz sampling frequency.
In open loop, the crosshead speed is typically ±2 mm/min with some constant offset from the set
value. We have been able to reduce this error to ±1 mm/min and no offset using a simple hand
tuned proportional-integral (PI) control scheme. Future versions of the control software may
achieve better results with a more complicated control scheme, but this has not been attempted
yet.
You should download the console program from the freeLoader website. This program has two
components: a .exe file, and a .dll file. Keep these files together in the same folder, and simply
open the .exe file to run the program.
The source code for this program is also available on the freeLoader website. It is provided
under the BSD license (see Section 1.4. ) and you may modify it to better suit your needs.
3.4. Data format and conversion Data files created by the freeLoader control program contain raw data from the sensors (the
motor's encoder and the load cell). These data require further processing in most cases. The
timestamp is reported in milliseconds starting when the test begins. The load is reported in
millipounds.
The tricky part is computing crosshead travel from the motor angle, which is reported in
"clicks" of the motor encoder. Based on the motor's gearing and the pitch of the lead screws,
these clicks convert to 61440 clicks/in. The encoder also passes through a dead zone between 0
and 1023 clicks, during which the speed of rotation must be interpolated. A MATLAB file is
provided on the freeLoader website that takes in a freeLoader data file and outputs a new file
that reports only crosshead travel (approxmately specimen elongation) in inches and load in
pounds. This file is called DfileConvert.m. This function also trims off any unwanted data at
the beginning of a test, assuming that all tests should begin at 0 lb and 0 in. Follow these steps
to use the MATLAB conversion function:
1) Assume you have a freeLoader data file named Test1.txt
2) Download DfileConvert.m from the freeLoader website
3) Open MATLAB
4) At the >> prompt, type DfileConvert('Test1')
5) This will run the DfileConvert function on the file Test1.txt and will output a new file
Test1_convert.txt
6) Test1_convert.txt is an ASCII-deliminated text file, which you can load back into
MATLAB with something like M1 = load('Test1_convert.txt') or open with another
program such as MS Excel.
7) Test1_convert.txt is a two column data file where the first column contains data for
crosshead travel (in) and the second column contains data for load (lb).

26
3.5. Suggested use / Quick start guide So you have built a freeLoader, wired up the motors, installed the FTDI chip driver, and
downloaded the freeLoader software. Now it's time to make it work:
1) Plug the freeLoader power cable in to an AC outlet.
2) Plug the USB2Dynamixel USB cable into the controlling PC, but do not plug in the load
cells.
3) Open the freeLoader .exe control program. If it does not open, make sure you have the
ftd2xx.dll file contained in the same folder. If it still does not open, you may need to
download the "Microsoft Visual C++ 2008 Redistributable Package." A quick internet
search should lead you to the correct place.
4) Answer "2" to the first question to start moving the crosshead.
5) The program will now tell you the serial number for the USB2Dynamixel FTDI Chip. If
it shows that 0 devices are connected, you may still need to install the FTDI chip driver
(see Section 3.2. ) or you may need to restart your computer. Make note of this serial
number because you will need it later.
6) Now either exit the program or continue answering the questions if you want to see the
crosshead move.
7) After exiting the program, unplug the USB2Dynamixel from the PC.
8) Open the Device Manager on your computer (usually in Control Panel > System, or
found more easily by a quick search) and look at Ports (Com & LPT) leaf in the tree.
9) Now plug the USB cable of load cell 1 into the PC and see what port number it is
assigned. A new COM port should pop up in your Device Manager window very
quickly. Make note of this number because you will need it later.
10) Next plug in load cell 2 and make note o fits COM port number as well.
11) Plug the USB2Dynamixel into the PC again and open the freeLoader .exe control
program again.
12) You now have all the information you need to answer the questions in the program and
run a test. First move a crosshead until it is in the correct position to attach your
specimen. Then open the program again and run a test. The data file will be stored with
the name you give it in the same folder as the freeLoader .exe control program. If the
data file does not successfully record a time stamp for each reading, try to restarting
your computer.
4. Future Work Future work will center on further accelerating testing methods through the use of new test
specimen geometries and digital image correlation methods. Additional efforts will be made to
decrease the minimum test speed, source alternative gripping fixtures, improve the control
software, continue cost reduction, and develop a community of users.