
Forming Processes (MP module 3)
77
-
Upload
kailas-sree-chandran -
Category
Documents
-
view
72 -
download
0
description
PPT of Forming, module 3 of Manufacturing Process, S4 Mechanical, Kerala university
Transcript of Forming Processes (MP module 3)


Forming is the manufacturing process by which the size or shape of a part is changed by the application of forces that produce stresses in the part which are greater than the yield strength and less than the fracture strength of the material.
KSC-STIST 2

KSC-STIST 3

Process of forming metals into desired shapes by passing the metal in between a pair of rolls.
The rolls squeeze the metal to reduce its cross section while increasing its length.
The process of rolling basically consists of passing metal between two rolls rotating in opposite directions at the same speed.
HOT ROLLING is the process in which metal is fed to the rolls after being heated above the recrystallization temperature.
In COLD ROLLING, metal is fed to the rolls when it is below the recrystallization temperature.
KSC-STIST 4

HOT ROLLING & COLD ROLLING HOT ROLING COLD ROLLING
Work piece is heated above its recrystallization temperature
Work piece is heated below its recrystallization temperature
Heavy reductions are possible Heavy reduction is not possible
Grain structure & Grain size are refined No change in grain structure & grain size
Very thin sections are not obtained Thin sections are obtained
Surface finish not good Good surface finish
Close tolerances on dimensions cannot be obtained
Close tolerances can be obtained
Suitable for ferrous & non-ferrous metals & alloys
Suitable for non-ferrous metals & alloys
KSC-STIST 5
KSC-STIST 6
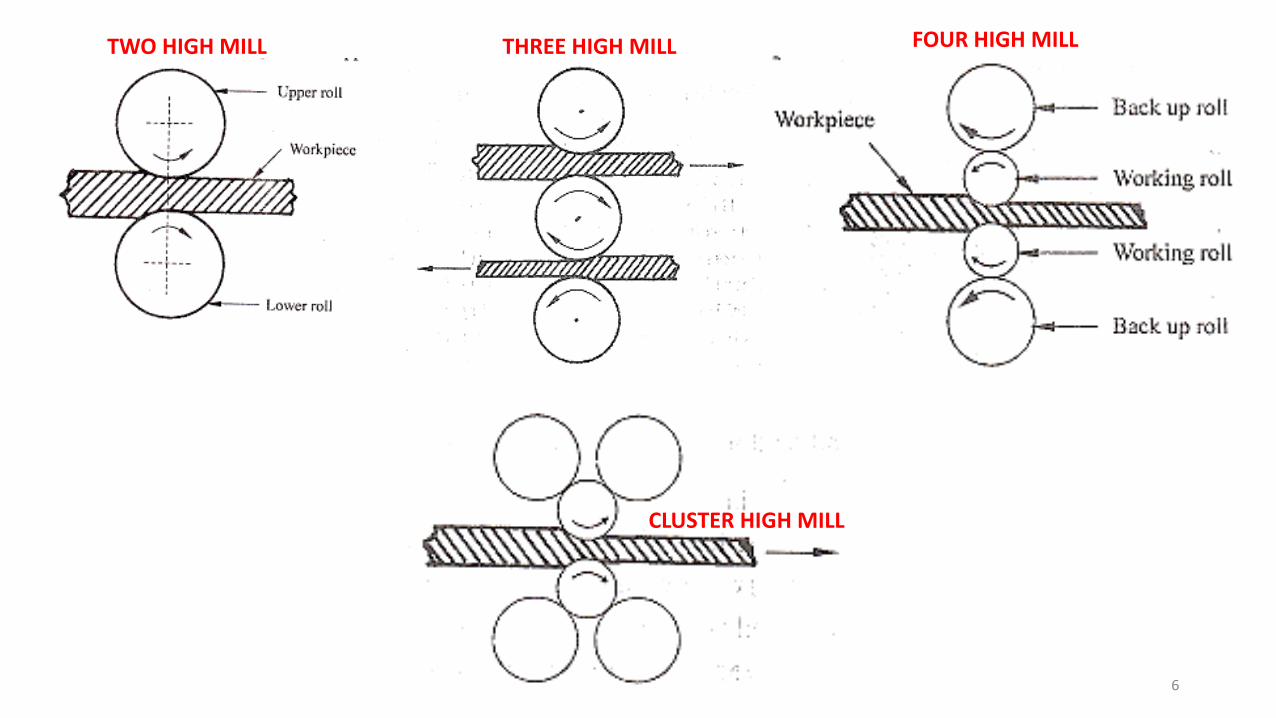
TWO HIGH MILL THREE HIGH MILL FOUR HIGH MILL
CLUSTER HIGH MILL

• Consists of two heavy rolls placed exactly one over the other.
• Mostly the lower roll will be fixed in position.
• Upper roll can be moved to adjust the space between the rolls.
• Both rolls rotate at the same speed but in opposite direction.
• Low production rate
KSC-STIST 7

• Consists of three rolls positioned one over the other.
• The upper and lower rolls rotate in the same direction, while the middle roll rotates in the opposite direction.
• The work piece is made to pass in one direction between the upper and the middle rolls in the first pass.
• Then between the middle and the lower rolls in the opposite direction during the second pass.
• The middle roll is kept fixed and the upper and lower rolls are moved to adjust the roll gap.
KSC-STIST 8

• Consists of four rolls, two are working rolls and the other two
are back up rolls.
• Back up rolls are larger and are used for preventing the deflection of the working rolls.
• High production rate
• Suitable for mass production
KSC-STIST 9

• Consists of a pair of working rolls of very small diameter,
supported by a number of back up rolls on either side.
• For rolling very thin sheet or foils.
KSC-STIST 10

KSC-STIST 11

•Rolling of Channels, I section, Rail section etc.
•Rolling of Wheels, axles etc.
•Defects in rolled products
CHANNEL SECTION RAIL SECTION
KSC-STIST 12

I SECTION
KSC-STIST 13

POWDER METALLURGY
Powder metallurgy is the process of producing components from metal powders.
KSC-STIST 14
ADVANTAGES • High production rate
• High dimensional accuracy & surface finish
• Longer life for the components
• Less material waste
• Skilled labour is not required, low labour cost.
• Metals & non-metals can be combined to get wide range of properties
• Products can be made from materials having high melting point and high hardness.
KSC-STIST 15

LIMITATIONS • High initial cost
• High tool & equipment cost
• Production of powder is costly
• Not suitable for small scale production
• Size of product is limited.
• Complicated shapes cannot be made.
• Difficult to produce parts with uniform density
• Some metals are difficult or impossible to compress
KSC-STIST 16

POWDER METALLURGY PROCESS • Metal Powders • Additives (Lubricants & Binders)
•Blending
•Die Compacting/Briquetting
•Presintering
•Sintering
•Secondary processes (optional)
KSC-STIST 17

CHARACTERISTICS OF METAL POWDERS
•Purity
•Chemical composition
•Particle size
•Particle size distribution
•Particle shape
•Apparent density
•Compressibility KSC-STIST 18

PRODUCTION OF METAL POWDERS
•Atomization
•Shotting
•Crushing
•Electrolytic Deposition
KSC-STIST 19

Atomization
KSC-STIST 20
Crushing

Shotting
KSC-STIST 21
Electrolytic Deposition

COMPACTING or BRIQUETTING
•Die Pressing
•Roll Pressing
•Extrusion
KSC-STIST 22

KSC-STIST 23
DIE PRESSING

KSC-STIST 24
DIE PRESSING

EXTRUSION
KSC-STIST 25
Die

KSC-STIST 26
ROLL PRESSING

PRESINTERING & SINTERING
KSC-STIST 27

SECONDARY OPERATIONS • Sizing
• Coining
• Machining
• Impregnation
• Infiltration
• Plating
• Heat treatment
• Jointing
KSC-STIST 28

TUBE ROLLING / ROTARY PIERCING
KSC-STIST 29
Mannesmann Mill

THREAD ROLLING
KSC-STIST 30

THREAD ROLLING
KSC-STIST 31
Two roll method
Three roll method
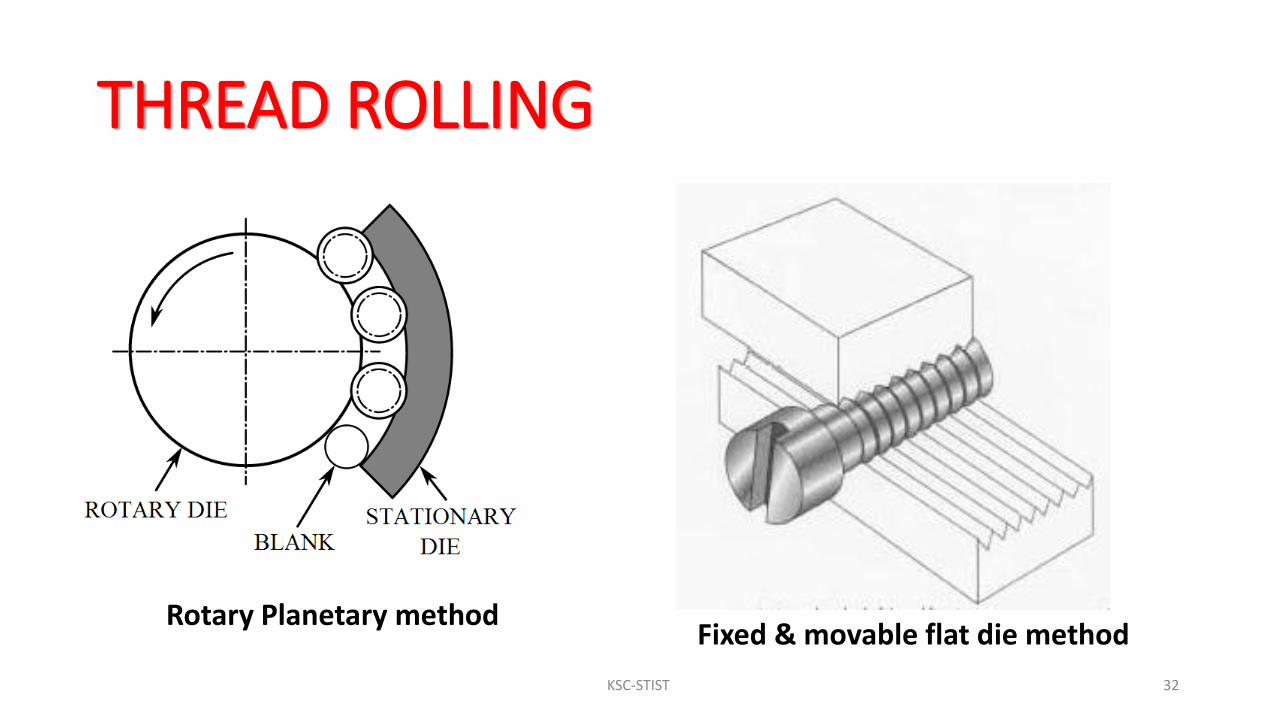
THREAD ROLLING
KSC-STIST 32
Rotary Planetary method Fixed & movable flat die method

KSC-STIST 33
METAL SPINNING
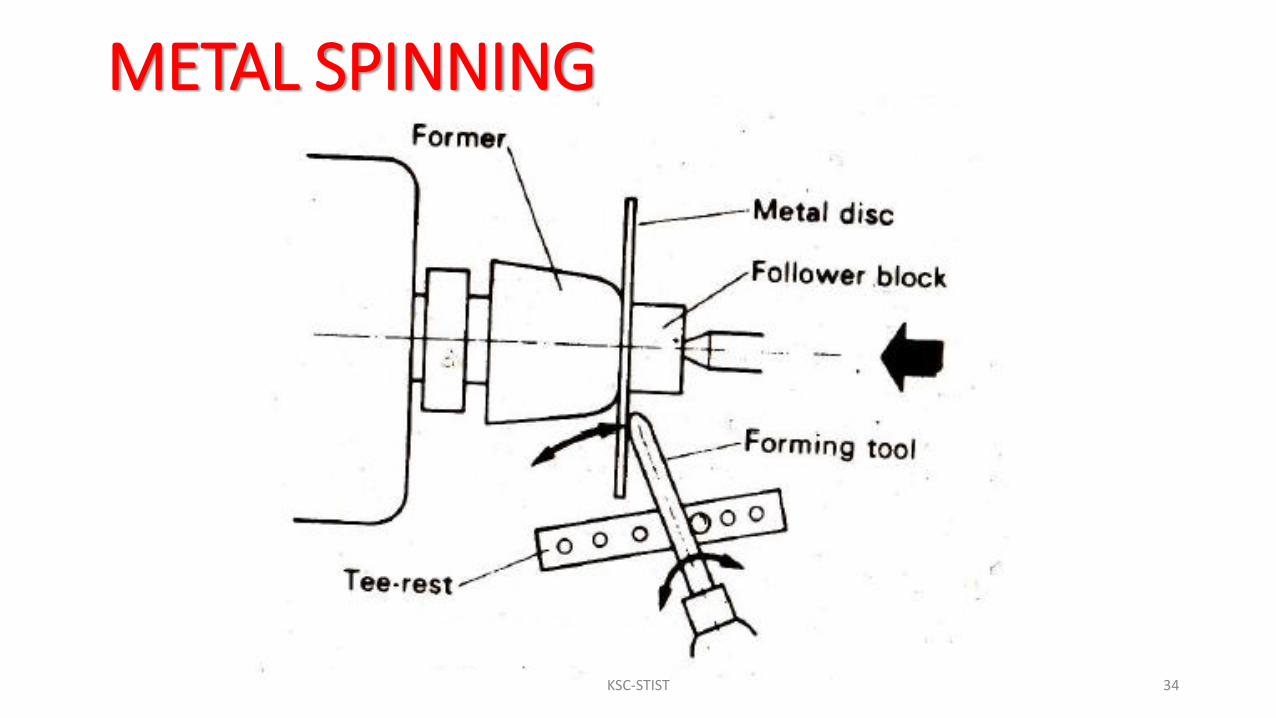
METAL SPINNING
KSC-STIST 34
EXTRUSION
•Hot Extrusion •Direct Extrusion • Indirect Extrusion •Backward Extrusion
•Cold Extrusion or Impact Extrusion
KSC-STIST 35

DIRECT EXTRUSION
KSC-STIST 36
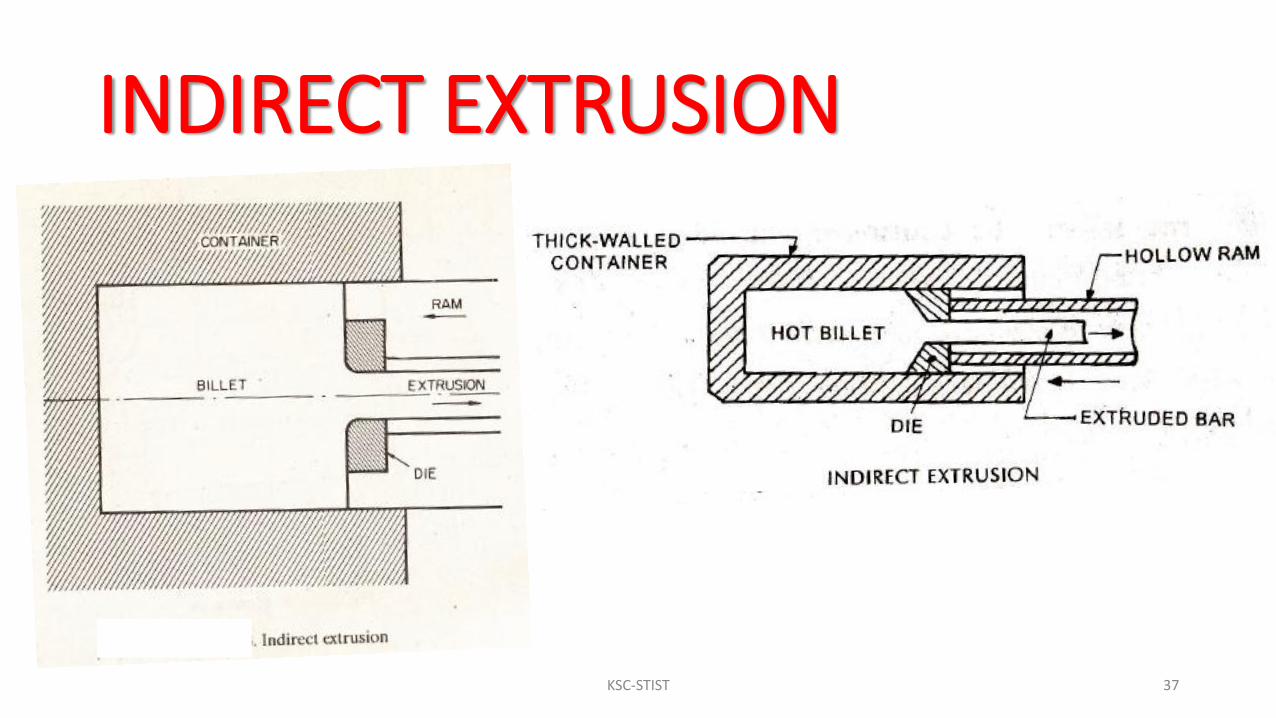
INDIRECT EXTRUSION
KSC-STIST 37

BACKWARD EXTRUSION
KSC-STIST 38

COLD EXTRUSION / IMPACT EXTRUSION
KSC-STIST 39

WIRE DRAWING
KSC-STIST 40

ROTARY SWAGING
KSC-STIST 41

ROTARY SWAGING
KSC-STIST 42

KSC-STIST 43

1. Upsetting (Jumping)
2. Drawing Down (Necking Down)
3. Setting Down
4. Bending
5. Welding
6. Cutting
7. Punching
8. Swaging
9. Drifting
KSC-STIST 44

• Process of increasing the cross sectional area of a bar at any desired portion, at the expense of length of the bar.
• The portion to be upset is heated and then hammered axially.
KSC-STIST 45

• Process of reducing the cross section of a bar by increasing its length.
KSC-STIST 46
• Local thinning down operation using a set of hammer.

• An operation by which bars and rods are bent to form rings, hooks etc.
• It is carried out by keeping the bar over the round edge of an anvil and hammering.
KSC-STIST 47
• Process of joining two metallic surfaces without using filler materials.
• The surfaces to be joined are heated to a temperature higher than the ordinary forging temperature and joined together by hammering.
KSC-STIST 48
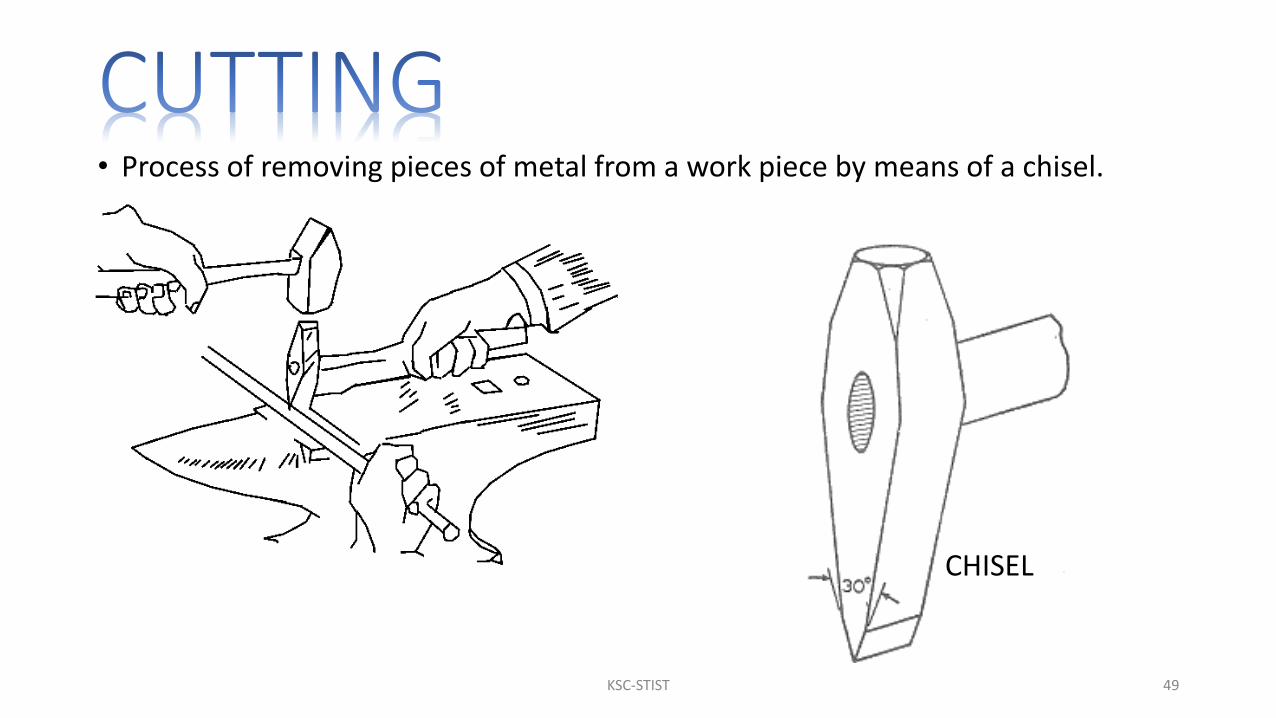
• Process of removing pieces of metal from a work piece by means of a chisel.
KSC-STIST 49
CHISEL

• Process in which a punch is forced through the work piece to produce a hole.
• The work piece is heated and supported on a block.
• The block has a hole in it slightly larger than the hole to be made.
KSC-STIST 50

• Two swage block, top swage and bottom swage are used for swaging operation.
• The work piece is held between the top and bottom swages and is hammered.
KSC-STIST 51
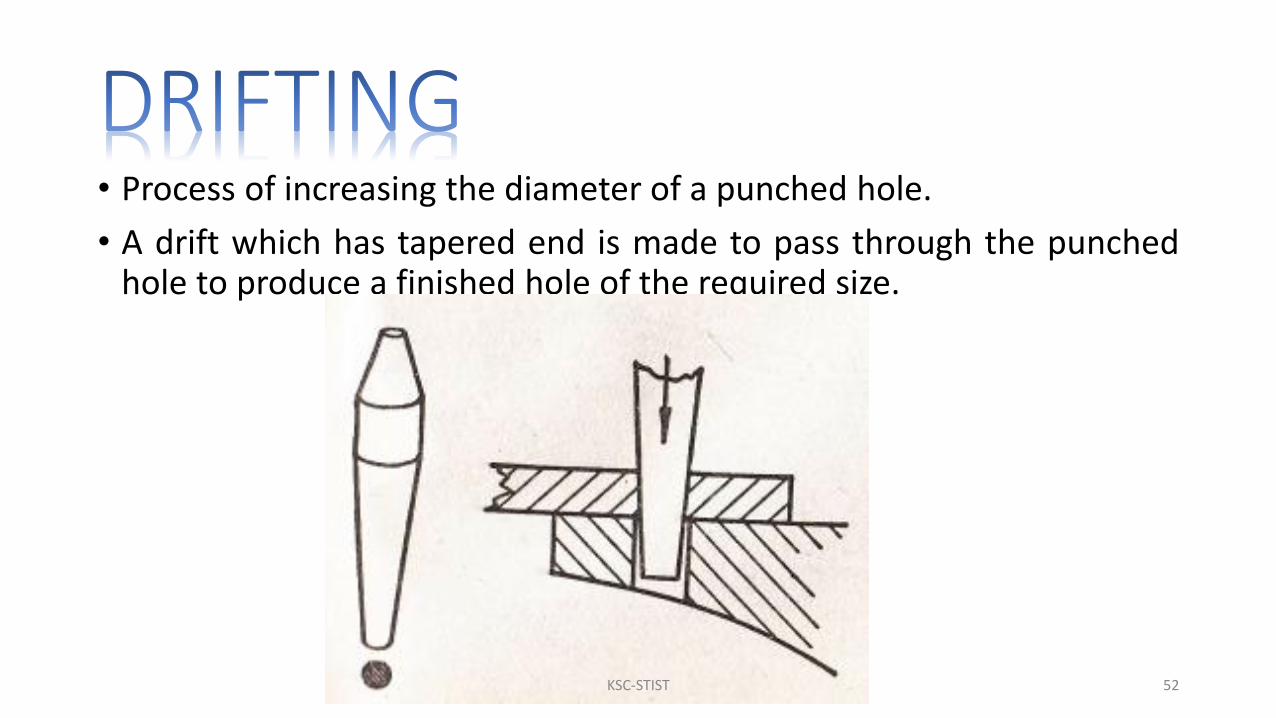
• Process of increasing the diameter of a punched hole.
• A drift which has tapered end is made to pass through the punched hole to produce a finished hole of the required size.
KSC-STIST 52

Improves the mechanical properties
Forged parts can withstand heavy load conditions.
Metals can be easily shaped.
Higher reliability for forged products.
No material wastage during forging
High rate of production
Parts can be easily welded by forging
Smooth surface can be obtained.
KSC-STIST 53

High tool cost
All metals cannot be forged. Some metals may develop crack by forging.
Limitation in size and shape.
Temperature range for each material must be exactly maintained.
KSC-STIST 54

KSC-STIST 55
WORK PIECE FINISHED PRODUCT DIE

1. Hand Forging • Versatile process
• Time consuming
• Not suitable for mass production
2. Drop Forging • The die is made in two halves, which contains the shape of the component to
be produced, in the form of a cavity.
• Force for shaping the component is applied in a series of blow by using drop hammers.
• Used for mass production
3. Press Forging • Force is applied using a hydraulic press.
• Suitable for mass production
KSC-STIST 56

DROP FORGING • Drop forging is a forging process where a hammer is
raised and then "dropped" onto the workpiece to deform it according to the shape of the die.
• There are two types of drop forging: • open-die drop forging • closed-die drop forging.
• As the names imply, the difference is in the shape of the die, with the former not fully enclosing the workpiece, while the latter does.
KSC-STIST 57 Lecture Notes

OPEN DIE FORGING Open-die forging is also known as smith forging. In open-die forging, a hammer strikes and deforms the workpiece, which is placed on a stationary anvil. Open-die forging gets its name from the fact that the dies (the surfaces that are in contact with the workpiece) do not enclose the workpiece, allowing it to flow except where contacted by the dies. Therefore the operator, needs to orient and position the workpiece to get the desired shape. The dies are usually flat in shape, but some have a specially shaped surface for specialized operations.
KSC-STIST 58 Lecture Notes

OPEN DIE FORGING
KSC-STIST 59

CLOSED DIE FORGING Impression-die forging is also called closed-die forging. In impression-die forging, the metal is placed in a die resembling a mold, which is attached to the anvil. Usually, the hammer die is shaped as well. The hammer is then dropped on the workpiece, causing the metal to flow and fill the die cavities. The hammer is generally in contact with the workpiece on the scale of milliseconds. Depending on the size and complexity of the part, the hammer may be dropped multiple times in quick succession. Excess metal is squeezed out of the die cavities, forming what is referred to as flash. The flash cools more rapidly than the rest of the material; this cool metal is stronger than the metal in the die, so it helps prevent more flash from forming. This also forces the metal to completely fill the die cavity. After forging, the flash is removed.
KSC-STIST 60 Lecture Notes

CLOSED DIE FORGING
KSC-STIST 61

CLOSED DIE FORGING Closed-die forging has a high initial cost due to the creation of dies and required design work to make working die cavities. However, it has low recurring costs for each part, thus forgings become more economical with more volume. This is one of the major reasons closed-die forgings are often used in the automotive and tool industry. Another reason forgings are common in these industrial sectors is that forgings generally have about a 20 percent higher strength-to-weight ratio compared to cast or machined parts of the same material.
KSC-STIST 62 Lecture Notes

PRESS FORGING Press forging works by slowly applying a continuous pressure or force, which differs from the near-instantaneous impact of drop-hammer forging. The amount of time the dies are in contact with the workpiece is measured in seconds (as compared to the milliseconds of drop-hammer forges). The press forging operation can be done either cold or hot.
KSC-STIST 63 Lecture Notes

PRESS FORGING
KSC-STIST 64

PRESS FORGING The main advantage of press forging, as compared to drop-hammer forging, is its ability to deform the complete workpiece. Drop-hammer forging usually only deforms the surfaces of the workpiece in contact with the hammer and anvil; the interior of the workpiece will stay relatively undeformed. Another advantage to the process includes the knowledge of the new part's strain rate. We specifically know what kind of strain can be put on the part, because the compression rate of the press forging operation is controlled.
KSC-STIST 65 Lecture Notes

PRESS FORGING There are a few disadvantages to this process, most stemming from the workpiece being in contact with the dies for such an extended period of time. The operation is a time-consuming process due to the amount and length of steps. The workpiece will cool faster because the dies are in contact with workpiece; the dies facilitate drastically more heat transfer than the surrounding atmosphere. As the workpiece cools it becomes stronger and less ductile, which may induce cracking if deformation continues. Therefore heated dies are usually used to reduce heat loss, promote surface flow, and enable the production of finer details and closer tolerances. The workpiece may also need to be reheated.
KSC-STIST 66 Lecture Notes
PRESS FORGING When done in high productivity, press forging is more economical than hammer forging. The operation also creates closer tolerances. In hammer forging a lot of the work is absorbed by the machinery, when in press forging, the greater percentage of work is used in the work piece. Another advantage is that the operation can be used to create any size part because there is no limit to the size of the press forging machine. New press forging techniques have been able to create a higher degree of mechanical and orientation integrity. By the constraint of oxidation to the outer layers of the part, reduced levels of microcracking occur in the finished part.
Press forging can be used to perform all types of forging, including open-die and impression-die forging. Impression-die press forging usually requires less draft than drop forging and has better dimensional accuracy. Also, press forgings can often be done in one closing of the dies, allowing for easy automation. KSC-STIST 67 Lecture Notes

ROLL FORGING Roll forging is a process where round or flat bar stock is reduced in thickness and increased in length. Roll forging is performed using two cylindrical or semi-cylindrical rolls, each containing one or more shaped grooves. A heated bar is inserted into the rolls and when it hits a stop the rolls rotate and the bar is progressively shaped as it is rolled through the machine. The piece is then transferred to the next set of grooves or turned around and reinserted into the same grooves. This continues until the desired shape and size is achieved. The advantage of this process is there is no flash and it imparts a favorable grain structure into the workpiece.
KSC-STIST 68 Lecture Notes

ROLL FORGING
KSC-STIST 69

FORGING PRESS
Mechanical Forging Press
Hydraulic Forging Press
Screw Forging Press
KSC-STIST 70

MECHANICAL FORGING PRESS
KSC-STIST 71

HYDRAULIC FORGING PRESS
KSC-STIST 72

SCREW FORGING PRESS
KSC-STIST 73

SCREW FORGING PRESS
KSC-STIST 74

FORGING DEFECTS • Cracks
• Laps
• Hair cracks
• Tears
• Dirt, Slag and Sand
• Blowholes, Honey combs and Cavities
• Pitting
• Center Bursts
• Burnt Steel, Decarburized Steel and Flakes
• Cold Shuts
• Mismatching KSC-STIST 75

FORGING DEFECTS • Unfilled Section: In this some section of the die cavity are not completely filled by the flowing metal. The
causes of this defects are improper design of the forging die or using forging techniques.
• Cold Shut: This appears as a small cracks at the corners of the forging. This is caused manely by the improper design of die. Where in the corner and the fillet radie are small as a result of which metal does not flow properly into the corner and the ends up as a cold shut.
• Scale Pits: This is seen as irregular depurations on the surface of the forging. This is primarily caused because of improper cleaning of the stock used for forging. The oxide and scale gets embedded into the finish forging surface. When the forging is cleaned by pickling, these are seen as depurations on the forging surface.
• Die Shift: This is caused by the miss alignment of the die halve, making the two halve of the forging to be improper shape.
• Flakes: These are basically internal ruptures caused by the improper cooling of the large forging. Rapid cooling causes the exterior to cool quickly causing internal fractures. This can be remedied by following proper cooling practices.
• Improper Grain Flow: This is caused by the improper design of the die, which makes the flow of the metal not flowing the final interred direction.
KSC-STIST 76

KSC-STIST 77


















