Irradiation study of Ti-6Al-4V and Ti-6Al-4V-1B for FRIB beam dump: Aida Amroussia, PhD Student
1 Managed by UT-Battellefor the U.S. Department of Energy
Forging of Powder Metallurgy Processed Ti-6Al-4VWilliam Peter (Bill)Group Leader, Materials Processing & Manufacturing Oak Ridge National Laboratory
Titanium 2012Atlanta, Georgia
October 10, 2012
ORNL: Steve NunnLockheed Martin: Cory Tallman, Rob Gorham

2 Managed by UT-Battellefor the U.S. Department of Energy
FAST (Forging of Affordable Solid-state Titanium) Project Description – Phase 1)
• Goal: Improve the buy-to-fly ratio and reduce the number of forging steps in a multi-phase project
• Team: Oak Ridge National Laboratory, Lockheed Martin, and Wyman-Gordon
• Phase 1 Objective: Demonstrate forged component using Ti-6Al4V powder
– consolidate Ti alloy powder in the solid state to form a billet and forge in production press
– measure the properties of the forging and compare to existing specifications for forged Ti-6Al-4V
• Deliverables: forged parts, property data, and a final reportOffice of the Secretary of Defense, Industrial Base Innovation Fund (IBIF), Managed by Defense Logistics Agency

3 Managed by UT-Battellefor the U.S. Department of Energy
ORNL’s Role in US Titanium Powder Metallurgy R&D• United States Titanium Market Heavy on Aircraft Applications
– United States: Last 5 years, ~75% of titanium metal used in aerospace applications
– New Aircraft Platforms Buy to Fly Ratio Closer to 10 to 1
• Need for Energy- and Material-Efficient Manufacturing– New Reduction Processes Result in Powder/Particulate
(Armstrong Process® Powder, CSIRO, ADMA, UTRS, MER, Metalysis, etc.)
– Developments in Existing Powder Production– Hydride-Dehydride– Plasma Rotated Electrode Powder
– ORNL Develops Process Methodologies to Consolidate Titanium Powders Into
– Net Shape Components Utilizing Powder Metallurgy or Additive Manufacturing Technologies.
– Sheet / Thin Gauge Components from Roll Compaction
Process energy demands to produce one metric ton of finished aero components from Ti-6Al-4V comparing a 2:1 buy to fly ratio for powder metallurgy and 10:1 for conventional processing based on current machining practices.
Netshape Sheet
Kroll Max of 5 PM Routes
Min of 5 PM Routes
Machine / anneal 297 34 25 Reduc on 1690 573 248 Total Energy 1987 607 274
0
500
1000
1500
2000
2500
0
500
1000
1500
2000
2500
MBtu
Process Energy Demands to produce a 2,200 pound Aero Component
4 Managed by UT-Battellefor the U.S. Department of Energy
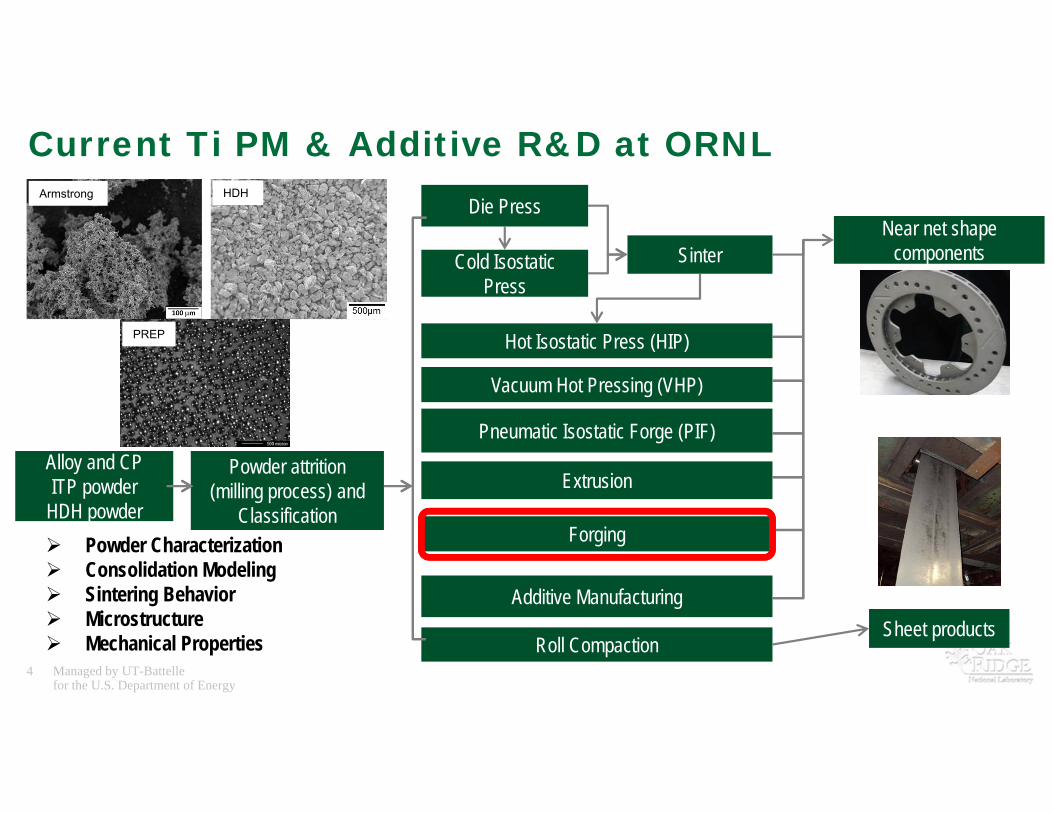
Current Ti PM & Additive R&D at ORNL
Alloy and CPITP powder
HDH powder
Die Press
Hot Isostatic Press (HIP)
Pneumatic Isostatic Forge (PIF)
Near net shape componentsCold Isostatic
PressSinter
Powder Characterization Consolidation Modeling Sintering Behavior Microstructure Mechanical Properties Roll Compaction
Sheet products
Powder attrition(milling process) and
ClassificationExtrusion
Forging
Additive Manufacturing
Vacuum Hot Pressing (VHP)
Armstrong HDH
PREP
5 Managed by UT-Battellefor the U.S. Department of Energy
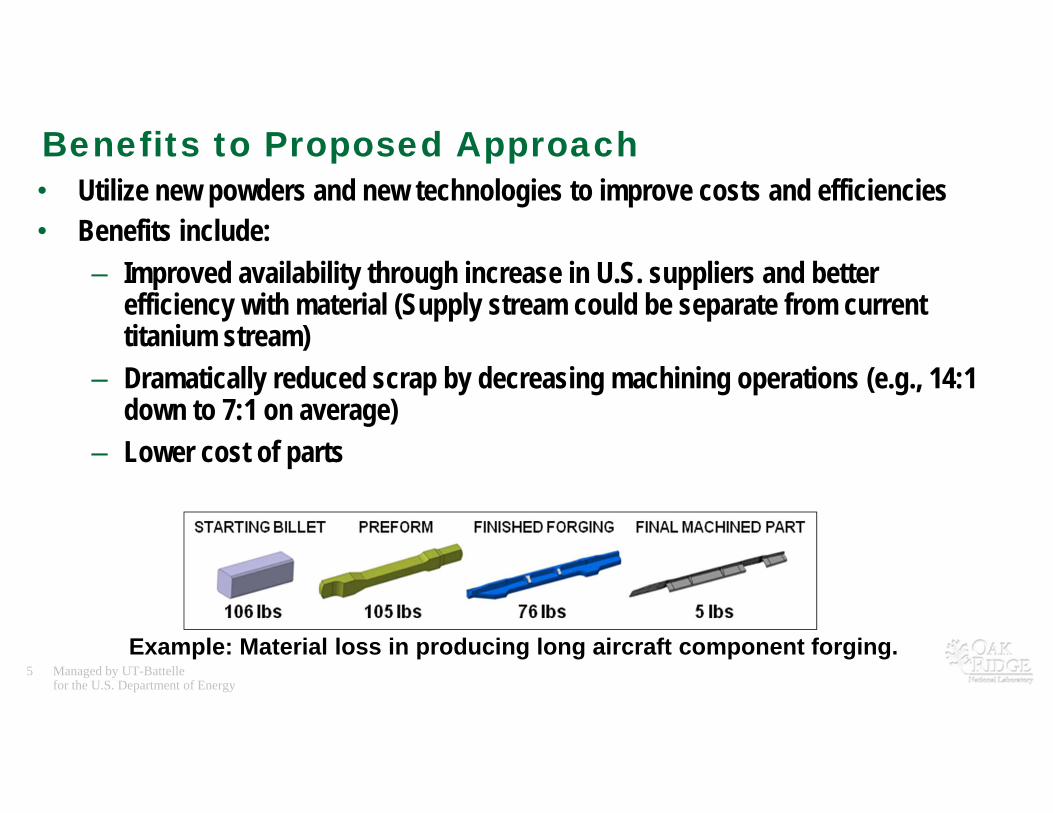
Benefits to Proposed Approach• Utilize new powders and new technologies to improve costs and efficiencies• Benefits include:
– Improved availability through increase in U.S. suppliers and better efficiency with material (Supply stream could be separate from current titanium stream)
– Dramatically reduced scrap by decreasing machining operations (e.g., 14:1 down to 7:1 on average)
– Lower cost of parts
Example: Material loss in producing long aircraft component forging.

6 Managed by UT-Battellefor the U.S. Department of Energy
Armstrong Ti-6Al-4V (High Nitrogen)Canless HIP or PIF Billet
Hydride-Dehydride Ti-6Al-4VVacuum Hot Press Billet
Preliminary Upset Forging Tests with Two Powders
Forging Forged Pancakes Microstructure
7 Managed by UT-Battellefor the U.S. Department of Energy
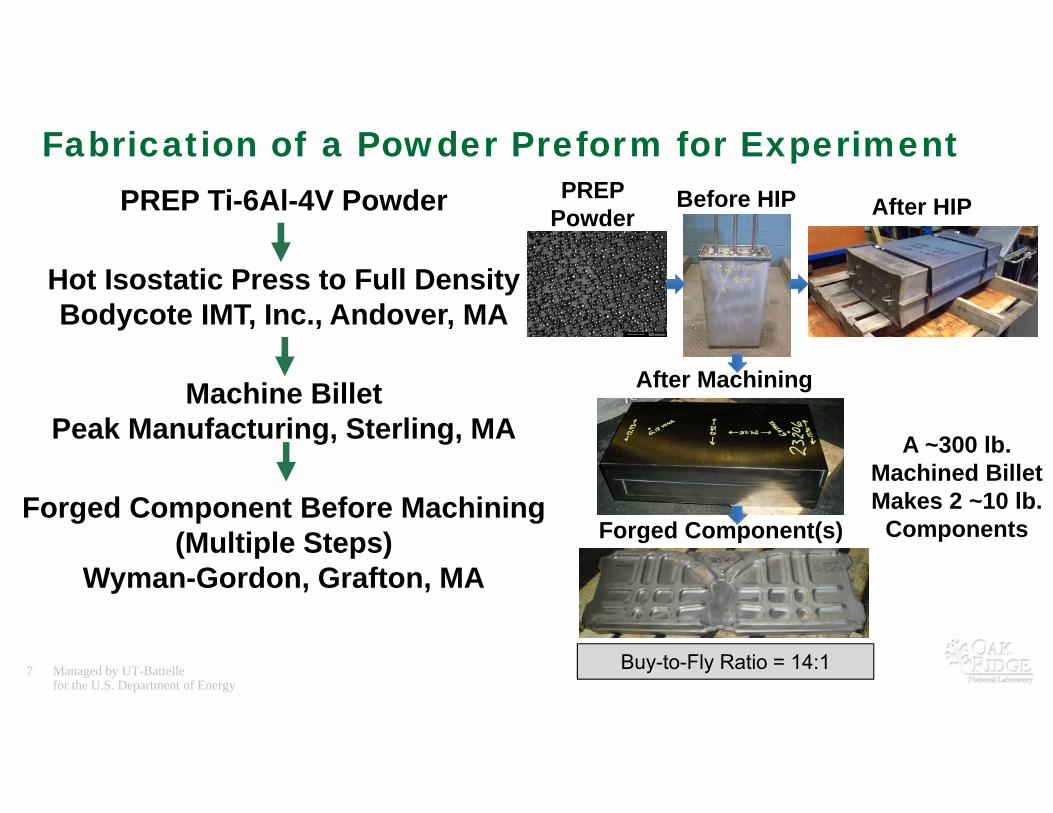
PREP Ti-6Al-4V Powder
Hot Isostatic Press to Full DensityBodycote IMT, Inc., Andover, MA
Machine BilletPeak Manufacturing, Sterling, MA
Forged Component Before Machining (Multiple Steps)
Wyman-Gordon, Grafton, MA
Fabrication of a Powder Preform for ExperimentBefore HIP After HIP
After Machining
A ~300 lb. Machined Billet Makes 2 ~10 lb.
Components Forged Component(s)
Buy-to-Fly Ratio = 14:1
PREP Powder

8 Managed by UT-Battellefor the U.S. Department of Energy
Powder Forges Like Conventional Preform
Open Die Forging
Wrought Metal
Powder Metal
Closed Die Forging
Powder Metal Wrought Metal

9 Managed by UT-Battellefor the U.S. Department of Energy
Chemical and Mechanical Testing:– Tensile Strength – ASTM E8– Fracture Toughness – ASTM E399-09– Crack Growth – ASTM E647-08– Strain Life Fatigue – ASTM E606-04– Hydrogen Analysis – ASTM E1447– Additional tests included stress corrosion,
macroscopic, microstructure, and alpha casing per Lockheed Internal Specifications
Property Measurements Performed
Chemical Composition Comparison
Material C O N H Fe Al V Other ElementsASTM B381 F-5 0.08 0.20 0.05 0.015 0.4 5.5-6.75 3.5-4.5 0.4ASTM B381 F-29 0.08 0.13 0.03 0.0125 0.25 5.5-6.5 3.5-4.5 0.4PREP 0.05 0.17 0.007 0.003 0.17 6.44 3.94 <0.0005
Monotonic Tensile Properties
Sample or Standard Yield (Ksi)
Ultimate Tensile Strength (Ksi) Elong. % R.A. %
Mean 126 143 12.8 29.0Std Deviation 2 2 0.6 1.6
ASTM B381 F-5 120 130 10 25ASTM B381 F-29 110 120 6-10 15-25
Oxygen content of forged component was 0.18%.
10 Managed by UT-Battellefor the U.S. Department of Energy
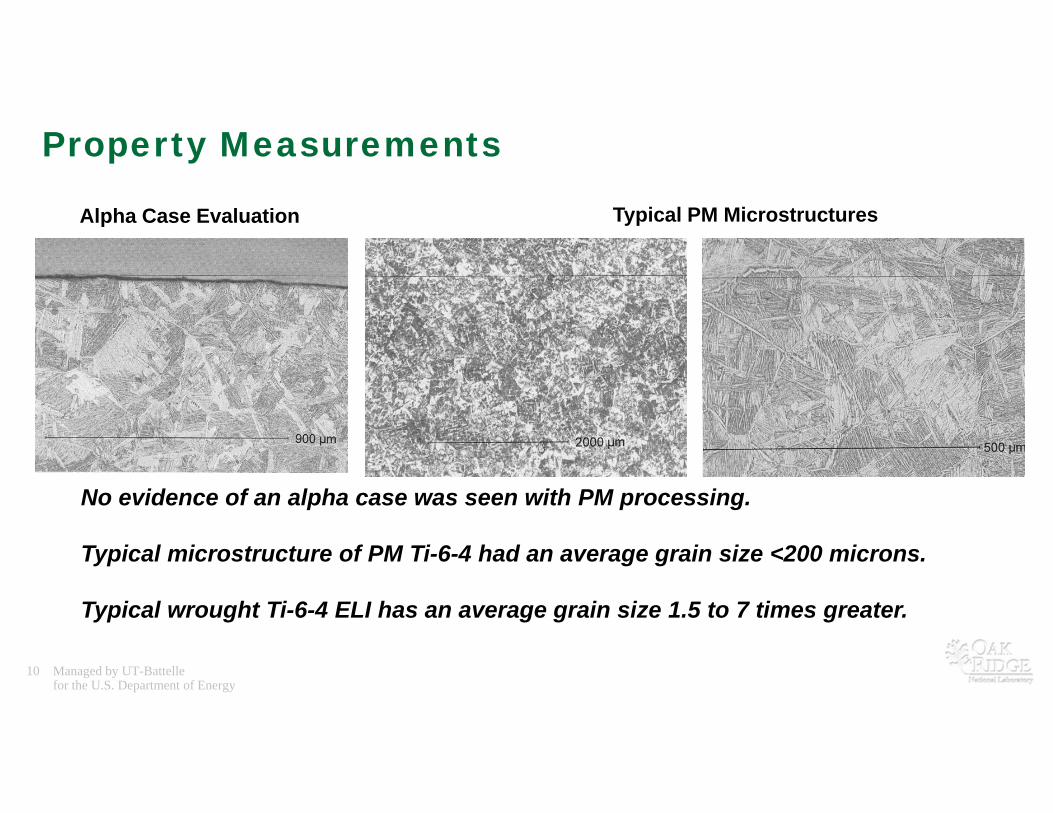
Property Measurements
Alpha Case Evaluation
No evidence of an alpha case was seen with PM processing.
Typical microstructure of PM Ti-6-4 had an average grain size <200 microns.
Typical wrought Ti-6-4 ELI has an average grain size 1.5 to 7 times greater.
Typical PM Microstructures
11 Managed by UT-Battellefor the U.S. Department of Energy
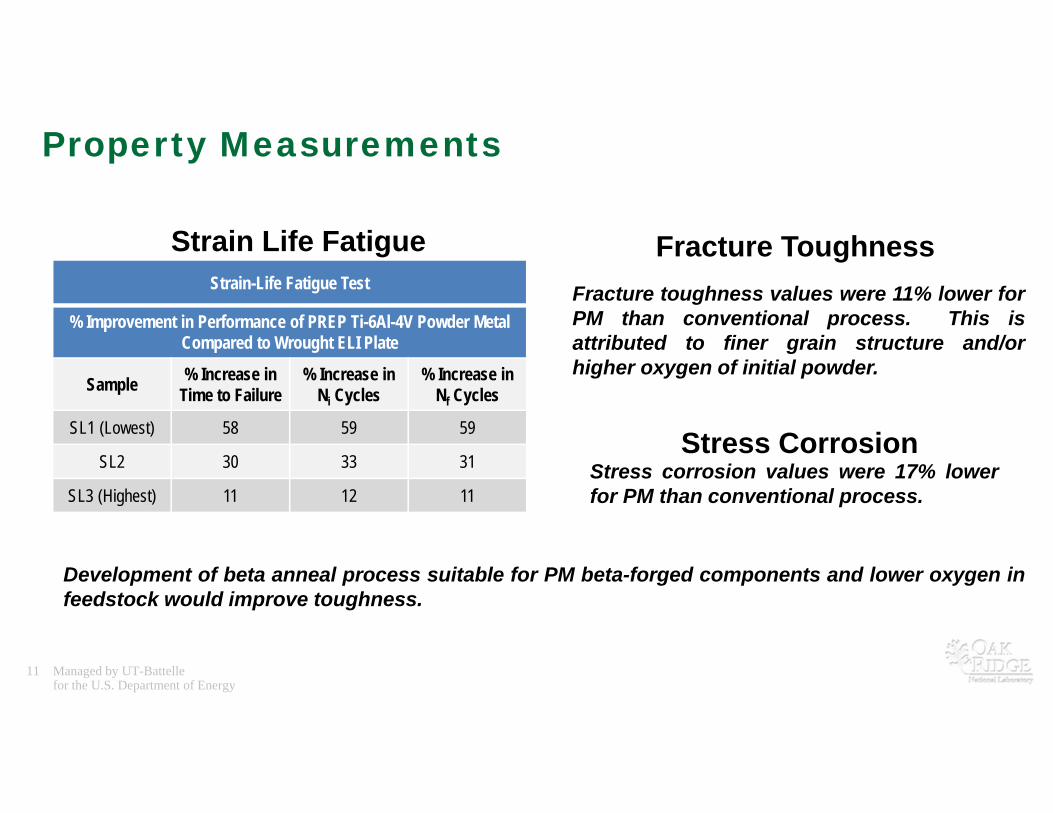
Fracture Toughness
Property Measurements
Stress Corrosion
Fracture toughness values were 11% lower forPM than conventional process. This isattributed to finer grain structure and/orhigher oxygen of initial powder.
Stress corrosion values were 17% lowerfor PM than conventional process.
Strain Life FatigueStrain-Life Fatigue Test
% Improvement in Performance of PREP Ti-6Al-4V Powder Metal Compared to Wrought ELI Plate
Sample % Increase in Time to Failure
% Increase in Ni Cycles
% Increase in Nf Cycles
SL1 (Lowest) 58 59 59
SL2 30 33 31
SL3 (Highest) 11 12 11
Development of beta anneal process suitable for PM beta-forged components and lower oxygen infeedstock would improve toughness.
12 Managed by UT-Battellefor the U.S. Department of Energy
• Direct path to implementation:– The complete supply chain was represented
• Powder supplier• Hot isostatic pressing• Forging• Equipment supplier (Lockheed Martin)
– Validation testing of forged powder components from supply chain was included as part of this demonstration project
• Next Phase– Evaluation of multiple powder feed stocks to lower cost– Powder metallurgy versus additive manufacturing– Preform closer to near net shape article (14:1 down to X:1,
where X is 5, 6, or 7)– Determination in the total reduction in forging steps– Joining evaluation– Qualification and certification
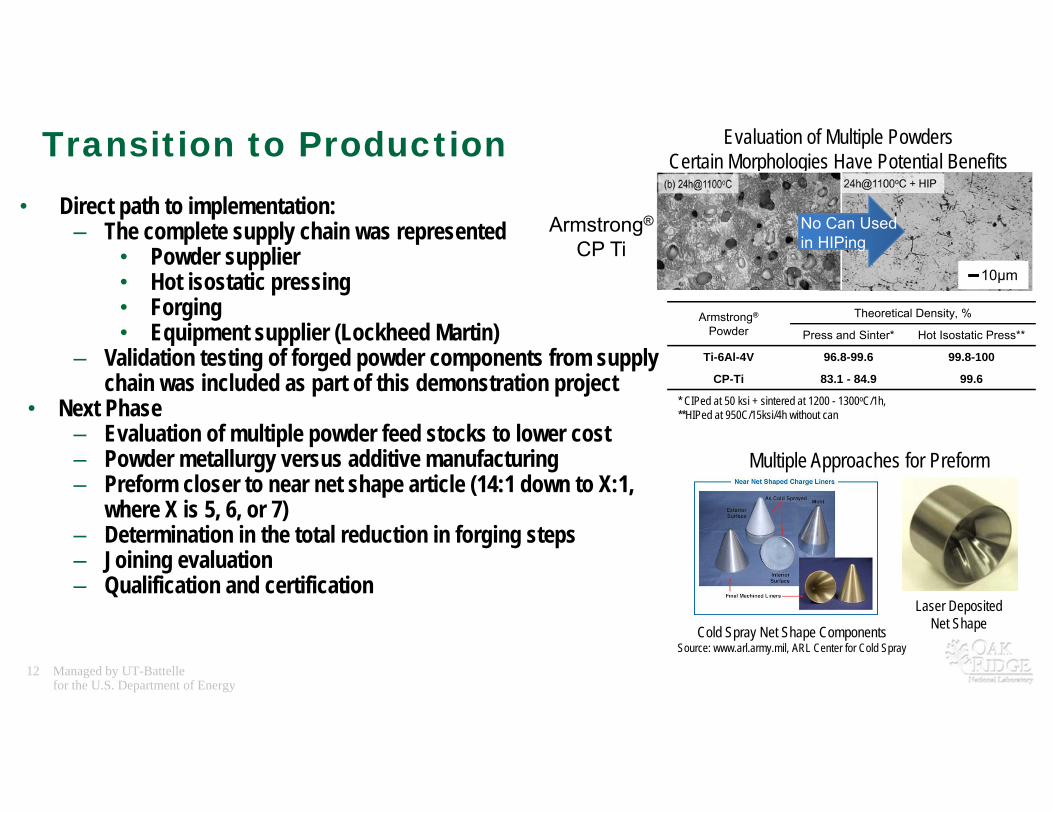
Transition to Production
Armstrong®
PowderTheoretical Density, %
Press and Sinter* Hot Isostatic Press**
Ti-6Al-4V 96.8-99.6 99.8-100
CP-Ti 83.1 - 84.9 99.6
* CIPed at 50 ksi + sintered at 1200 - 1300oC/1h, **HIPed at 950C/15ksi/4h without can
Evaluation of Multiple PowdersCertain Morphologies Have Potential Benefits
Multiple Approaches for Preform
Cold Spray Net Shape ComponentsSource: www.arl.army.mil, ARL Center for Cold Spray
Laser Deposited Net Shape
No Can Used in HIPing
10μm
Armstrong®
CP Ti

13 Managed by UT-Battellefor the U.S. Department of Energy
DiscussionBill [email protected](865) 241-8113
www.ornl.gov/manufacturing














![of Ti 6Al 4V Ti 6Al 4V 1B for FRIB beam dumppuhep1.princeton.edu/mumu/target/FRIB/amroussia_112613.pdfTi-6Al-4V vs Ti-6Al-4V-1B Alloy Ti‐6Al‐4V Ti‐6Al‐4V‐1B E [GPa] At RT](https://static.fdocuments.net/doc/165x107/5eb2d6d755eb4c7aaa54e97d/of-ti-6al-4v-ti-6al-4v-1b-for-frib-beam-ti-6al-4v-vs-ti-6al-4v-1b-alloy-tia6ala4v.jpg)