
FML Concretec Englisch Aktualisiert 130209 19458
30
. . . The innovation for the concrete industry
Transcript of FML Concretec Englisch Aktualisiert 130209 19458

. . . The innovation for the concrete industryy
The PresentationFML – CONCRETEC GmbH
The story
The process
Th t t d ltThe tests and results
AdvantagesAdvantages
The systemy
YOUR success

FML - CONCRETEC GmbHFML - CONCRETEC GmbH, located in Herborn (Germany-Hessen), was founded in March 2008
Managing Directors: - Frank Michael Loh - Antonio Catarino
Sales/Marketing - Antonio Catarino
Technical Director RD - Thomas SieversTechnical Director - Holger Reinecke
Employees: - 10
Business partners of production: - Bauer Group / MAT- Loh Group / NEEF
The StoryAt the end of the 90ies Thomas Sievers with a team of concrete enthusiasts startedexperimenting with physical water treatments to alter its structure and reactivity by changingthe surface tension. In joint projects with the Austrian Universitiy of Innsbruck and theGerman Universities of Hamburg-Harburg (TU) and Dresden (TU) he stabilized the processso that he could produce a „refined water“ quality.
Combining his life time Know how in concrete manufacturing with the process of waterCombining his life time Know how in concrete manufacturing with the process of watertreatment and a patented colloidal mixer a new, revolutionary concrete mixing method was created and hedged by various international patents.
This new mixing method increased the concrete`s flowability with improvements of up to 70% with identical ingredients in comparison with conventional mixing procedures.
It reduces time and energy consumption with the production of concrete and at least savesIt reduces time and energy consumption with the production of concrete and at least savesover 10% whilst at the same time increasing the compressive strength.
FML under the supervision of Thomas Sievers, the technical head of FML Concretec GmbH f h d d l t i i ti i b h i th t / t tifor research and development, improves existing recipes by changing the water/cement ratio, by changing the cement type and by reducing the amount of binding agents, additives and/orreadjusting aggregates.
The ProcessThe conventional mixing process is divided into 2 steps and 4 procedural phasesThe conventional mixing process is divided into 2 steps and 4 procedural phases
Step 1 – Mixing of the suspension
Phase 1 Production of „refined water“ by pulsing frequency-regulated electromagnetic treatment .
Phase 2Phase 2Separating the agglomerated binding agents such as cement, fly ash, limestone powder etc. and additives in a collodial mixer with 1.400 rpm for about 100 sec., distributing it evenly withthe „refined water“ in the suspension/slurry.
Phase 3Pumping the suspension/slurry in an existing stationary rotary drum mixer or a ready mix trucktruck.
Step 2 – Mixing of the concrete
Ph 4Phase 4Concrete mixing in a homogenizer, truck mixer or any other existing mixer.
The Process – Water treatment
Phase 1W t t t t (WTS) b l i f l t d l t tWater treatment (WTS) by pulsing frequency-regulated electromagnet
Desintegration of clusters, which enlarges the reactive surface of the water
Free water molecules – each cement particle is optimally brought into reaction
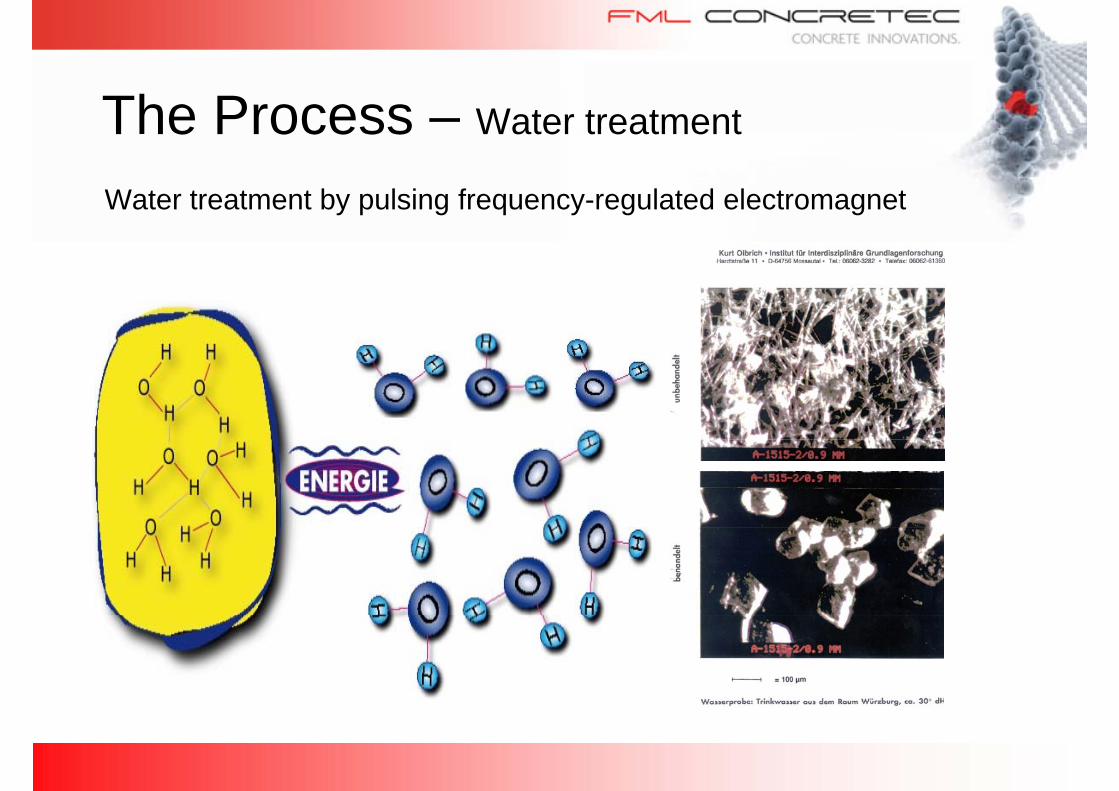
The Process – Water treatment
Water treatment by pulsing frequency-regulated electromagnet

The Process – Suspension mixer
Phase 2C ll id l i / l i ith t 1400Colloidal suspension/slurry mixer with up to 1400 rpm
Additional process steps
Desintegration of agglomerates
Milling of cement particles (wet phase) and due to this increase of the reactive surface of the cementthe cement
Activation of all cement particles
Reduction of the water consumption
Reduction of the water/cement ratio down to 0.30 and lower
Reduction of the amount of super-liquefiers / plasticizers by up to 25%
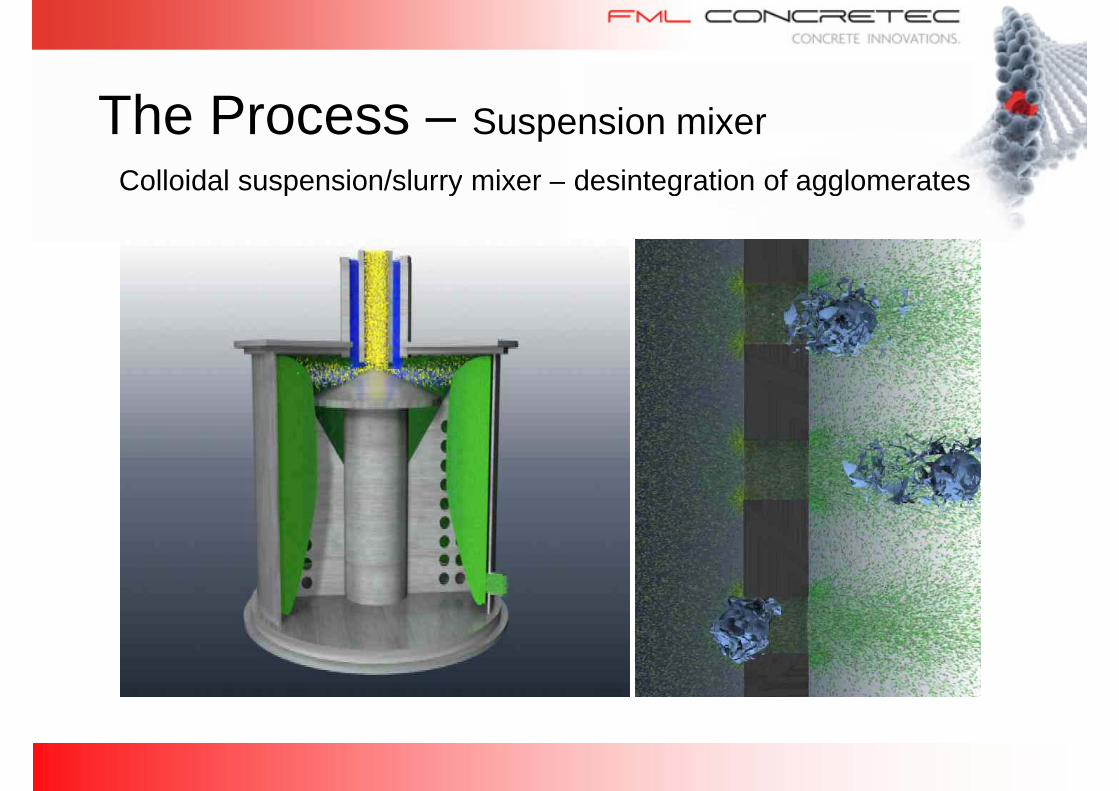
The Process – Suspension mixerColloidal suspension/slurry mixer desintegration of agglomeratesColloidal suspension/slurry mixer – desintegration of agglomerates

The Process – Suspension mixer
Mixing area of the laboratory mixerMixing area of the laboratory mixer
1,000 litres containered equipment
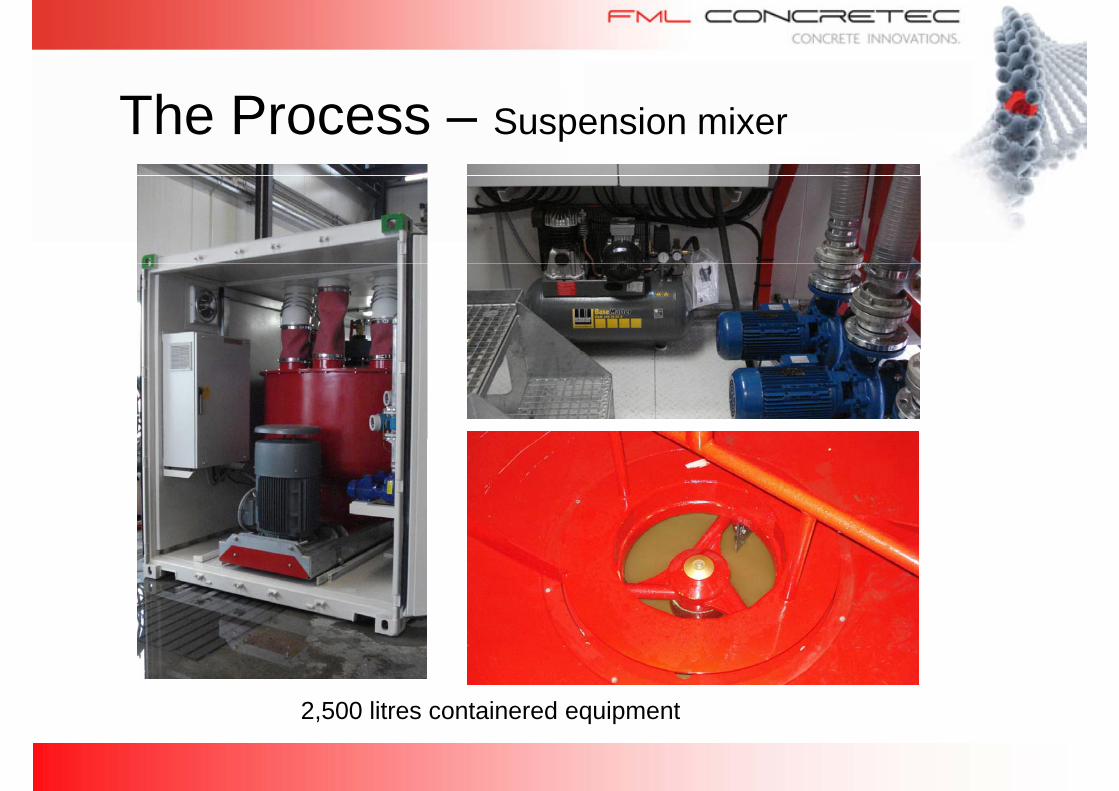
The Process – Suspension mixer
2 500 lit t i d i t2,500 litres containered equipment

The Process – Suspension mixer
2,500 litres containered equipment

The Process – Suspension mixer
2,500 litres containered equipment
The Process – Suspension mixerColloidal suspension/slurry mixer – desintegration of agglomerates
The Process – Release of the slurry
Phase 3R l f th l ( i )Release of the slurry (suspension)
Slurry gets released or pumped into the compulsory mixer
or
Slurry gets released or pumped into a homogenizer /gravity mixer
or
Slurry gets pumped over a large distance or on great heights/great depths directly to they g p p g g g g p yinstallation point
or
Slurry gets released or pumped into a truck mixer
The Process – Release of the slurry

Optimized recipeOptimized recipe

Comparison of the results: CEM 52.5 / CEM 42.5Comparison of the results: CEM 52.5 / CEM 42.5Customer Prefab plant Germany
Customer recipe 6XXXX Concrete specification
Basic cement type 1 CEM II/A-S 52.5R C 50/60 Humidity class W A
Basic cement type 2 Extra fast cement F 4 Exposure class X D3,S3,A3,M2,M3
Cement type optimized CEM I 42 5R GK 16 CCement type optimized CEM I 42.5R GK 16 C
Project number FML XX3
Reference mixture Comparison mixture Alternative mixture 1 Alternative mixture 2 Alternative mixture 3V126 A1 V126 A2 CcT 20 V126 A3 CcT 20 V126 A4 CcT 20 V126 A5
Cement 200 kg CEM II/A-S 52.5R 410 kg CEM I 42.5R 410 kg CEM I 42.5R 410 kg CEM I 42.5R 410 kg CEM I 42.5RExtra fast cement 210 kg
Plasticizer 1 55% BASF ACE 48 1 55% BASF ACE 48 1 55% BASF ACE 48 1 55% Grace Advaflow 440 1 55% Grace Advaflow 440Plasticizer 1.55% BASF ACE 48 1.55% BASF ACE 48 1.55% BASF ACE 48 1.55% Grace Advaflow 440 1.55% Grace Advaflow 440W/B / W/B in the CcT-mixer 0.439 / - 0.39/0.25 0.39/0.25 0.39/0.25 0.39/0.25
Mixing time gravity mixer 10 min 2.5 min 2.5 min 2.5 min 2.5 min
Additonal remarks WTS4+Squelch+US WTS4+Squelch WTS4+Squelch+US WTS4+Squelch +US Sspäter
should be diff. T. sbdiff. to reference
m.diff. to reference
m.diff. to reference
m.diff. to reference
m.
Spread mm mm % mm mm % mm mm % mm mm % mm mm %Spread mm mm % mm mm % mm mm % mm mm % mm mm %after 10 min 490 390 -20,4% 375 -15 -3,8% 345 -45 -11,5% 545 155 39,7% 465 75 19,2%after 30 min 490 435 -11,2% 410 -25 -5,7% 375 -60 -13,8% 535 100 23,0% 470 35 8,0%
should be Refer. mixt. Comparison mixture Alternative mixture 1 Alternative mixture 2 Alternative mixture 3
fck,cubefck,cub
e diff. T. sb fck,cubediff. to reference
m. fck,cubediff. to reference
m. fck,cubediff. to reference
m. fck,cubediff. to reference
m., , , , ,
Early strength N/mm² N/mm² % N/mm² N/mm² % N/mm² N/mm² % N/mm² N/mm² % N/mm² N/mm² %
after 6 h 2,35 3,77 1,42 60,4% 4,97 2,62 111,5%
no tests of earlystrength possible
0,0%
no tests of earlystrength possible
0,0%
after 7 h 4,49 7,66 3,17 70,6% 9,01 4,52 100,7% 0,0% 0,0%
after 7,5 h 8,50 11,9 3,40 40,0% 14,01 5,51 64,8% 0,0% 0,0%
after 8 h 12,41 15,22 2,81 22,6% 18,98 6,57 52,9% 0,0% 0,0%after 24 h 41,76 44,15 2,39 5,7% 44,61 2,85 6,8% 40,55 -1,21 -2,9% 41,51 -0,25 -0,6%
Strengthafter 3 d 56,51 58,07 1,56 2,8% 57,62 1,11 2,0% 59,29 2,78 4,9% 60,21 3,70 6,5%after 7 d 63,84 66,31 2,47 3,9% 62,25 -1,59 -2,5% 70,07 6,23 9,8% 68,07 4,23 6,6%
after 28 d
Density [kg/dm³] should be Refer. mixt. Comparison mixture Alternative mixture 1 Alternative mixture 2 Alternative mixture 3after 6 h 2,436 2,455 0,019 0,8% 2,439 0,003 0,1% 2,47 0,034 1,4% 2,476 0,04 1,6%after 7 d 2,46 2,47 0,01 0,4% 2,45 -0,01 -0,4% 2,48 0,02 0,8% 2,49 0,03 1,2%
Temperature [°C] should be Refer. mixt. Comparison mixture Alternative mixture 1 Alternative mixture 2 Alternative mixture 3Slurry 34,0 30,0 29,0 42,5
Concrete 21,3 22,2 22,0 19,5 22,3
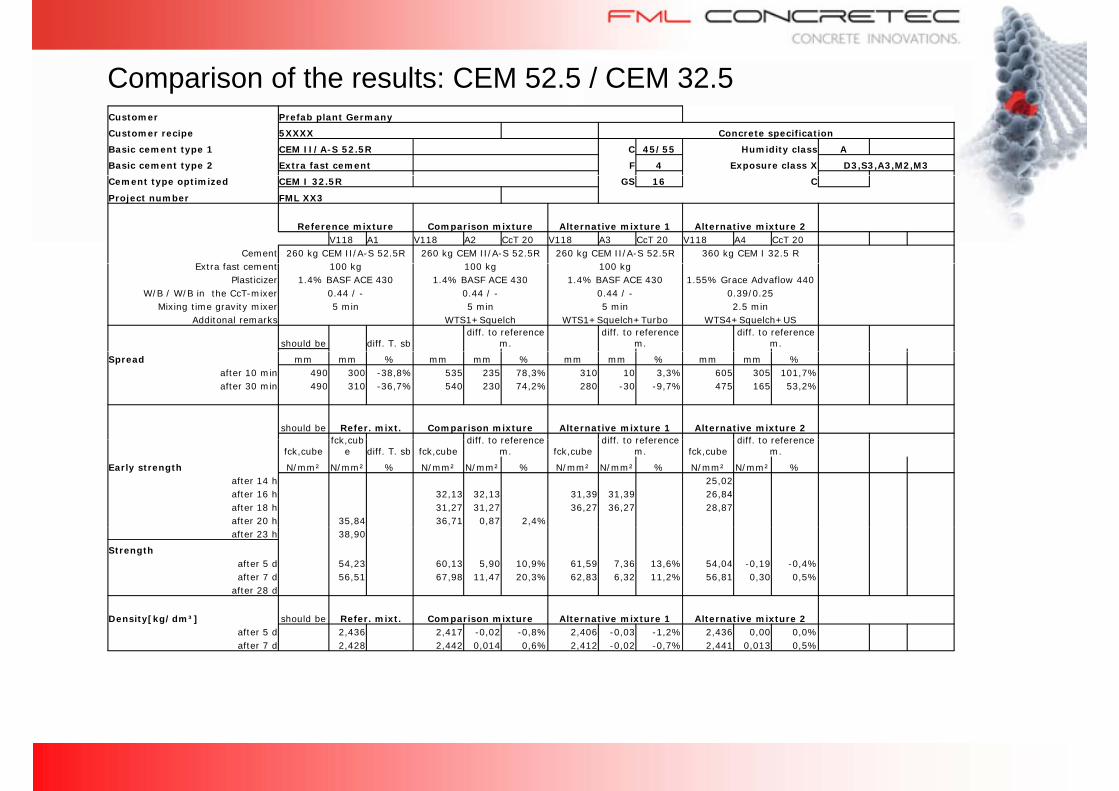
Comparison of the results: CEM 52.5 / CEM 32.5Co pa so o t e esu ts C 5 5 / C 3 5Customer Prefab plant Germany
Customer recipe 5XXXX Concrete specification
Basic cement type 1 CEM II/A-S 52.5R C 45/55 Humidity class A
Basic cement type 2 Extra fast cement F 4 Exposure class X D3,S3,A3,M2,M3
Cement type optimized CEM I 32.5R GS 16 C
Project number FML XX3
Reference mixture Comparison mixture Alternative mixture 1 Alternative mixture 2V118 A1 V118 A2 CcT 20 V118 A3 CcT 20 V118 A4 CcT 20
Cement 260 kg CEM II/A-S 52.5R 260 kg CEM II/A-S 52.5R 260 kg CEM II/A-S 52.5R 360 kg CEM I 32.5 RE t f t t 100 k 100 k 100 kExtra fast cement 100 kg 100 kg 100 kg
Plasticizer 1.4% BASF ACE 430 1.4% BASF ACE 430 1.4% BASF ACE 430 1.55% Grace Advaflow 440W/B / W/B in the CcT-mixer 0.44 / - 0.44 / - 0.44 / - 0.39/0.25
Mixing time gravity mixer 5 min 5 min 5 min 2.5 minAdditonal remarks WTS1+Squelch WTS1+Squelch+Turbo WTS4+Squelch+US
should be diff. T. sbdiff. to reference
m.diff. to reference
m.diff. to reference
m.
Spread mm mm % mm mm % mm mm % mm mm %after 10 min 490 300 -38,8% 535 235 78,3% 310 10 3,3% 605 305 101,7%after 30 min 490 310 -36,7% 540 230 74,2% 280 -30 -9,7% 475 165 53,2%
should be Refer. mixt. Comparison mixture Alternative mixture 1 Alternative mixture 2fck cub diff to reference diff to reference diff to reference
fck,cubefck,cub
e diff. T. sb fck,cubediff. to reference
m. fck,cubediff. to reference
m. fck,cubediff. to reference
m.
Early strength N/mm² N/mm² % N/mm² N/mm² % N/mm² N/mm² % N/mm² N/mm² %after 14 h 25,02after 16 h 32,13 32,13 31,39 31,39 26,84after 18 h 31,27 31,27 36,27 36,27 28,87after 20 h 35,84 36,71 0,87 2,4%after 23 h 38,90
Strengthafter 5 d 54,23 60,13 5,90 10,9% 61,59 7,36 13,6% 54,04 -0,19 -0,4%after 7 d 56,51 67,98 11,47 20,3% 62,83 6,32 11,2% 56,81 0,30 0,5%
after 28 d
i [k /d ] h ld b f i i i l i i l i iDensity[kg/dm³] should be Refer. mixt. Comparison mixture Alternative mixture 1 Alternative mixture 2after 5 d 2,436 2,417 -0,02 -0,8% 2,406 -0,03 -1,2% 2,436 0,00 0,0%after 7 d 2,428 2,442 0,014 0,6% 2,412 -0,02 -0,7% 2,441 0,013 0,5%
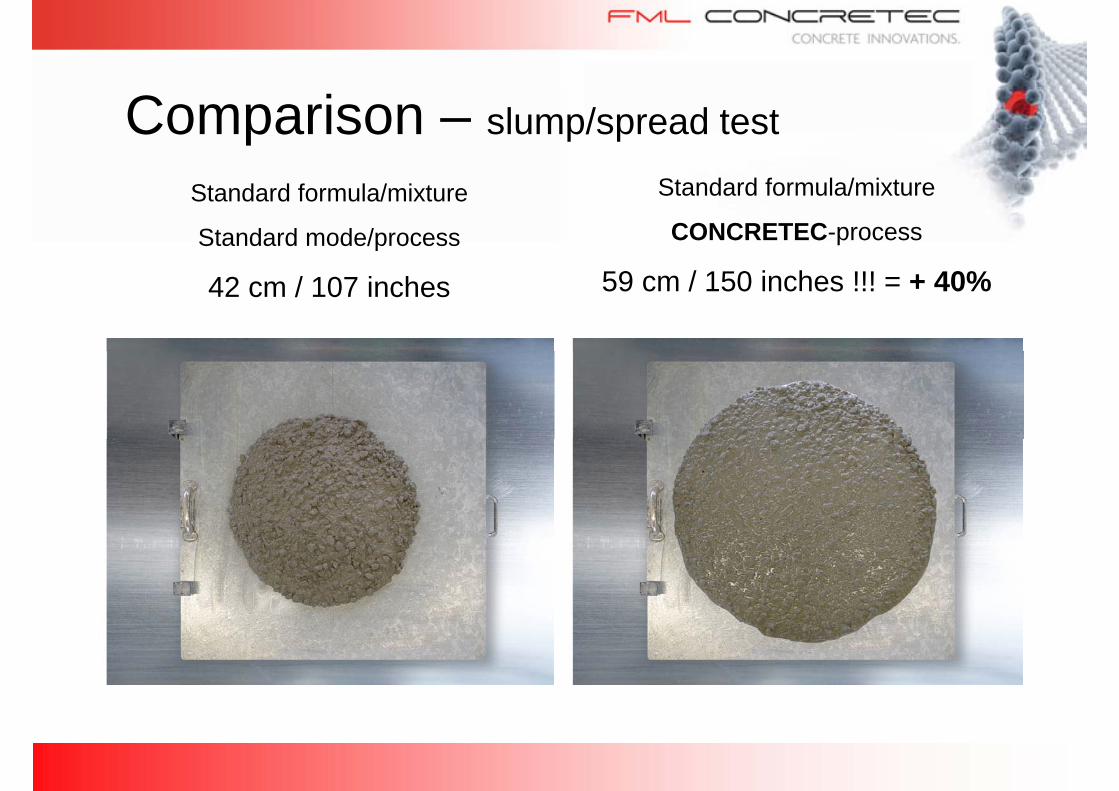
Comparison – slump/spread test
Standard formula/mixture
Standard mode/process
Standard formula/mixture
CONCRETEC-process
42 cm / 107 inches 59 cm / 150 inches !!! = + 40%
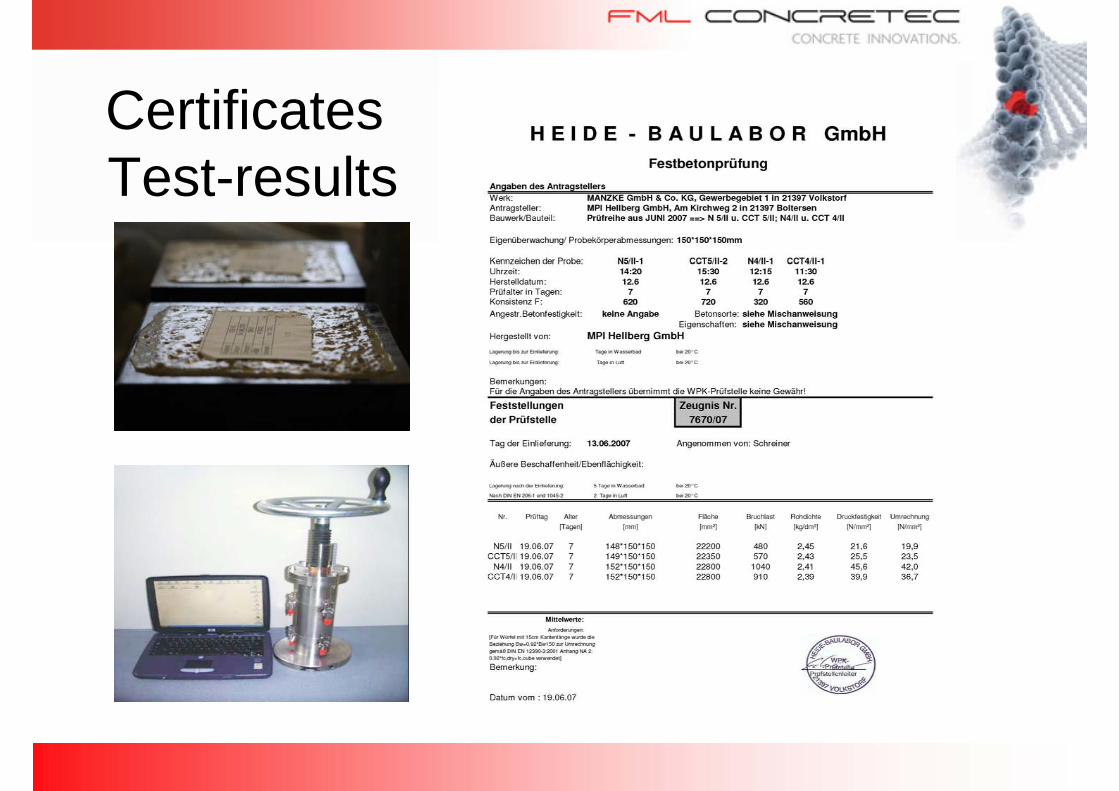
CertificatesTest resultsTest-results
Ad tAdvantages – workability and qualityThe FML-CcT-Technology leads to higher quality and advantages with utilizationThe FML-CcT-Technology leads to higher quality and advantages with utilization
less differences between the mixtures
higher equality of colours
higher strength
higher early strenth and durability
fewer and smaller capillary pores
less pores on the surfaces
reduction of effloressencesreduction of effloressences
better workability and compactability
l di t ti d bl diless sedimentation and bleeding
increased pumpability

Advantages - economically
The FML-CcT-Technology leads to a reduction of costs by
reduction of cement (lower w/c ratio)
use of fly ash instead of cement or greater amount of fly ash (or slag …)
upgrading of the cement (CEM 32,5 will be upgraded to a 42,5 or 52,5)pg g ( pg )
increase of the content of sand, at the same time reduction of gravel
less additivesless additives
less pigments
normal concrete can be made into a SCC
less mixing time (less energy, higher output, less abrasion)
earlier stripping of the mould for prefabricated concrete parts

Advantages – reductions and increases
Reduce costs for concrete production due to reduction of cement and additives or the change in the aggregates(ECC/SCC concrete could be produced for the price of regular concrete)(ECC/SCC concrete could be produced for the price of regular concrete)water consumptionwater/binding agents ratio super-liquifiers / plasticizerp q pmixing timeenergy consumption for dry mixing CO2 output
t l tactual wear costs
Increasecompressive strength (early strength and 28-day strength)concrete flowability output of a ready-mix concrete plant surface quality – almost nonporous – no excessing waterfluidity better processing ability better pumpabilityfluidity - better processing ability – better pumpabilitydispersion of coulour pigments / no formation of shades

View of and into a system

Procedure plan
Feststoff 3Solid 3
Feststoff 2Solid 2
Feststoff 1Solid 1
W asserW ater
Suspensionsm ischerSlurry mixer
W asseraufbereitungW ater Treatm ent
S lurry m ixer
Suspensions-auslauf
Zusatzm ittelAdditive
auslaufSlurry outlet

System drawing
Container-system
•j Container
•k Water treatment
•l Water tank
•m Additive dosageg
•n Mixer
O tl t•o Outlet pump
•p Control
Résumé
Using FML-CONCRETEC systems in paver, block or flag producing plants, plants for prefabricated concrete parts, ready-mixed concrete plants or directly p p p , y p yat the construction sites, guarantees a cost-effective production of concrete, an increase of quality and a possible doubling of the output/production capacity.
Both, the time required to produce a mixture of concrete and the time to fill a truck mixer can be halved which means that less truck mixers are needed.
The usually high energy consumption for the dry mixing can be reduced to less than a third. The wear costs of the existing mixing systems decrease to a minimum.
The period of redemption (ROI- return on investment) of an FML-CONCRETEC system is about 5-10 months, depending on the production quantity and the site of operation.
FML-CcT for YOUR success!Equations for YOUR success:
CcT-Suspension Mixer+ FML Technology+ FML-Technology+ FML-Experience
H i+ Homogenizer (e. g. truck mixer)
= Quality concrete of a new dimension
YOUR success= +Workability+Quality-Costs
How to cooperate with FML Concretec
1. FML Concretec and customer sign a mutual non disclosure agreement.
2. Customer sends recipes/formulation and details (density, moisture, price) ofpresently used agents aggregates additives and water as well as details ofpresently used agents, aggregates, additives and water as well as details ofthe concrete and the production (e. g. expected early strength after ? hours and probablyother objections, max daily output, yearly output).
3 C t d l f tl d t t d3. Customer sends samples of presently used agents, aggregates andadditives (alternativly the tests can start with 8.).
4. FML Concretec identifies and tests the formula on basis of own mixtures.
5. FML Concretec optimizes the formula and calculates saving potentials.
6. Customer receives the optimized FML Concretec formula including testcertificates.
7. Customer could come over to the FML Concretec technical support centerfor own tests orfor own tests, or
8. FML Concretec carries out tests with customer`s approval at customer`splant/site or at his laboratory. FML charges the costs thereby incurred.


















