Flushing Gral.pdf

of 15
-
Upload
jose-alberto-uribe-minier -
Category
Documents
-
view
234 -
download
1
Transcript of Flushing Gral.pdf
-
8/19/2019 Flushing Gral.pdf
1/34
gGEK 116944
November 2011
GE Energy
These instructions do not purport to cover all details or variations in equipment nor to provide for every possible contingency to
be met in connection with installation, operation or maintenance. Should further information be desired or should particular
problems arise which are not covered sufficiently for the purchaser's purposes the matter should be referred to General Electric
Company.
© General Electric Company, 2011. GE Proprietary Information. All Rights Reserved.
Flushing Recommendations for
Turbine Lube Oil Systems with Motor Driven
Main Oil Pumps
This GEK supersedes:GEK81515
All the comments concern the person who is finally carrying out he flushing procedure and/or the
person encharged for the supply of any auxiliary equipment needded for te flushing.
This procedure is intended to be agreed by the GE and the Contractor (who doing the flushing
procedure). This document needs to be read together with GE, and the several alternatives highlighed
need to be selected for our particular case, considering our equipment in particular, GE indications and
all the circumstances that define the problem.
The flushing procedure GEK is a guidance for the
customer to prepare the flushing for Lube oil skid. The
piping from the skid to the bearing is in customer's scope.
Hence the installation and flushing procedure is owned by
AE/customer. Once the flushing procedure is done, it will
be in consultation withe GE Lead Site TA the flushing
would be carried out. Flushing is a major milestone
activity during installation.
-
8/19/2019 Flushing Gral.pdf
2/34
GEK 116944 Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps
2 © General Electric Company, 2011. GE Proprietary Information. All Rights Reserved.
TABLE OF CONTENTS
I. INTRODUCTION.........................................................................................................................................4 A. General Information .................................................................................................................................4 B. Oil Flushing Procedure.............................................................................................................................4 C. Turbine Oil Systems .................................................................................................................................5
D. Oil System Drawings................................................................................................................................6 E. Equipment Supplied to the Site ................................................................................................................6 F. Pipe Storage..............................................................................................................................................6 G. Piping Installation.....................................................................................................................................6 H. Safety........................................................................................................................................................7 I. Responsibilities of Parties ........................................................................................................................7
II. PREPARATION FOR FLUSHING - LUBE OIL SYSTEM ....................................................................9 A. General Preparations.................................................................................................................................9 B. Turbine Lube Oil ......................................................................................................................................9 C. Turbine Bearings ......................................................................................................................................9 D. Supplementary Flushing Skid.................................................................................................................14 E. Lube Oil Tank/Skid ................................................................................................................................15
F. Oil Purifier..............................................................................................................................................16 G. Lube Oil Coolers ....................................................................................................................................16 H. Lube Oil Filters.......................................................................................................................................17 I. Lube Oil Pumps......................................................................................................................................17 J. Oil Tank Level Protection ......................................................................................................................17 K. Turning Gear ..........................................................................................................................................17 L. Oil Transfer Tank ...................................................................................................................................17 M. Vibrating Piping .....................................................................................................................................18 N. Air Injection............................................................................................................................................18 O. Lift Pump Piping ....................................................................................................................................18
III. PREPARATION FOR FLUSHING – HYDRAULIC/CONTROL OIL SYSTEM(GT SYSTEMS ONLY) ..............................................................................................................................19
IV. PREPARATION FOR FLUSHING – GENERATORS ..........................................................................19 A. Oil Flushing Generators..........................................................................................................................19 B. Air Cooled Generators............................................................................................................................19 C. Hydrogen Cooled Generators .................................................................................................................20 D. Hydrogen Seal Oil System .....................................................................................................................20
V. FLUSHING HARDWARE.........................................................................................................................21 A. Scope of Supply......................................................................................................................................21 B. Bearing Jumpers .....................................................................................................................................21 C. Screens and Strainers..............................................................................................................................21 D. Electrical Work.......................................................................................................................................23 E. Startup Spares and Consumable Materials .............................................................................................23
VI. FLUSHING THE LUBE OIL SYSTEM...................................................................................................24
A. Flushing the Lube Oil System ................................................................................................................24 B. Filling the Oil Tank ................................................................................................................................24 C. Coarse Flush ...........................................................................................................................................24 D. Sequential Flush .....................................................................................................................................26 E. Vibrating the Piping................................................................................................................................28 F. Air Injection............................................................................................................................................29 G. Heating the Oil .......................................................................................................................................29 H. Strainer Samples.....................................................................................................................................30 I. System Clean Out ...................................................................................................................................30
-
8/19/2019 Flushing Gral.pdf
3/34
Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps GEK 116944
© General Electric Company, 2011. GE Proprietary Information. All Rights Reserved. 3
J. Securing the Flush ..................................................................................................................................30 K. Termination ............................................................................................................................................31 L. Acceptance Criteria ................................................................................................................................31
VII. REFERENCES............................................................................................................................................33
LIST OF FIGURES
Figure 1. Bearing Feed – Temporary piping...........................................................................................................10
Figure 2. Flushing Box ........................................................................................................................................... 12
Figure 3. Site installation of Flushing Box .............................................................................................................13Figure 4. Typical Supplementary Flushing Pump Connection ...............................................................................15
LIST OF TABLES
Table 1. Cleanliness Level Particle Count..............................................................................................................32 Table 2. NAS versus ISO........................................................................................................................................32
-
8/19/2019 Flushing Gral.pdf
4/34
GEK 116944 Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps
4 © General Electric Company, 2011. GE Proprietary Information. All Rights Reserved.
I. INTRODUCTION
A. General Information
This document was written to provide guidelines and recommendations for flushing steam turbines, gas
turbine and generator lube and seal oil systems motor driven main lube oil pumps. This GEK should not
be referenced for older units utilizing shaft driven main pumps. It is neither practicable nor economical
to utilize a step-by-step procedure written to cover every configuration of turbine-generator set beingconstructed under a wide variety of site conditions. It is the responsibility of the General Electric
Technical Representative to evaluate such things as condition of the piping system, installation schedule,financial aspects of the customer and his agents, and assist in planning an oil flush that will result in a
clean system.
A long costly oil flush can be avoided if a program is set up early to assure the following criteria are met:
1. Piping is properly protected upon receipt at the site.
2. Piping is stored in a clean, dry environment, and not allowed to deteriorate prior to installation.
3. Piping is handled and installed in a manner that minimizes entry of foreign material.
4.
Piping is adequately oil flushed.
5. Cleanliness of system maintained until initial operation.
6.
Cover all pump openings
7. Cover each work area when work stops
8. Take caution when working with insulation and ensure that oil system is closed prior to installing
insulation.
Allow sufficient time for the flush itself after all provisions for flushing have been made. Flushing time
will vary depending on the size and complexity of the turbine system being considered. It is not
uncommon for the flush itself, not including set-up and return to operation, to require a minimum of 180
hours or more. However some flushes have been significantly longer.
B. Oil Flushing Procedure
General Electric Company practices and recommendations should be reviewed with the owner and his
agents prior to preparing the turbine generator set for oil flush. At this time, the owner may elect to
outline in writing details of the intended flushing operation. The written procedure is recommended as it
will serve to outline and communicate conduct of the flush, requirements, and responsibilities of all
parties involved. Details should include:
1. Scheduling and manpower requirements.
2. Safety considerations; fire hazards, electrical equipment “tag out” procedures, etc.
3.
Setup, flushing sequence, flushing and securing procedures.
4. Oil sampling and testing, sampling frequency, reports, and sample data logs by location, time,
conditions, etc.
5. Acceptable cleanliness level to be achieved.
DOM expected to
elop a flushing
cedure?
o, a meeting shall
arranged to read
ether the present
ument and chose
most appropiate
thodology by GE.
ES, generaluidance
ould be
rovided by
e site TA.
-
8/19/2019 Flushing Gral.pdf
5/34
Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps GEK 116944
© General Electric Company, 2011. GE Proprietary Information. All Rights Reserved. 5
C. Turbine Oil Systems
Lube oil is supplied to the entire turbine generator set, seal oil is supplied to the generator when the unitis hydrogen cooled, lift oil is supplied from separate pumps as required and lube oil is used for control
functions such as gas valve control, turbine tripping, etc. when the unit is a simple cycle gas turbine.
This oil will be supplied from the lift oil pumps. Hydraulic (control) oil for steam turbine is provided
from a separate oil supply. Lube oil feed piping in the GE scope of supply is stainless steel, drain lines
are carbon steel unless stainless is purchased as an option.
The lube oil tank is located in the plant near the turbine by the plant designer who will also design and
supply the interconnect feed and drain piping from the tank to the turbine. See the turbine operator
manual for more detailed information prior to oil flushing or operating the system.
Steam Turbine Lube Oil Components
The main oil tank contains the following lube oil system components. This list is typical, not exhaustive.
1.
Lube oil reservoir, with drain provisions, connections for purchaser’s oil conditioning equipment
(optional) and level transmitter with high and low level alarm signals to the turbine control system.
Turbines shipped prior to 2000 were designed with either level transmitters or level switches.
2. Two lube oil coolers (100% cooling capacity each). Systems are either supplied with shell and tube
or plate and frame type coolers.
3. Two full capacity, vertical AC motor driven centrifugal oil pumps with inlet strainers.
4.
One DC motor driven emergency vertical centrifugal oil pump with inlet strainer and a GE supplied
DC motor starter. A second DC motor driven emergency vertical centrifugal pump with inlet
strainer will be supplied on units that require a seal oil supply.
5. Bearing pressure regulating valve.
6.
Motor-driven vapor extractor and lube oil mist separator mounted on the reservoir.
7.
Isolation valve, (for hydrogen cooled generators), to provide oil to generator shaft seals to maintain
hydrogen gas pressure during shutdown when bearing oil is off.
8. Instrument cabinet mounted on the reservoir which contains pressure switches, pump test solenoids,
gauges, and electrical terminals. All electrical connections to the tank are made in the console
except for motor connections, oil tank heater, and motor/heater connections Note that oil tanks may
either be designed with heaters in the reservoir or in the oil purifier, depending on environmental
conditions.
9. Duplex lube oil filters with 12 micron filter elements with differential pressure gage and transmitters
for high differential pressure alarm.
10.
Oil purifier unit consisting of a self-contained motor driven pump and coalescing elements and
separator for water removal. The oil purifier has a 30 KW heater, temperature controller, and
breakers built into the self-contained unit and is located on top of the oil tank.
11. 2 AC motor driven positive displacement pressure compensated lift oil pumps with integrated
pressure relief valves (if applicable).
12. Lift oil manifold with integrated valves and filter (if applicable)
-
8/19/2019 Flushing Gral.pdf
6/34
GEK 116944 Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps
6 © General Electric Company, 2011. GE Proprietary Information. All Rights Reserved.
Gas Turbine Lube Oil Components
For a complete list of GT lube oil system components, including hydraulic/control oil, reference MLIA125 and the Gas Turbine project specific BOM for specific components and flushing hardware.
The generator hydrogen shaft sealing system is supplied by oil, piped to the seal oil control unit from the
main lube oil system. The seal oil control unit contains differential pressure regulator, flow meter, float
trap, alarm pressure switches, gauges, and filters (if applicable, separate filters only used on a vacuumseal oil system). The air side seal-oil and generator bearing oil drains to the bearing drain enlargement
through a loop seal and back to the main oil reservoir. The hydrogen side seal-oil, drains from the two
seal drain enlargements through the float trap to the bearing drain enlargement.
D.
Oil System Drawings
The details of the steam turbine, gas turbine and generator lube and seal oil systems supplied with
turbine generator sets are represented by information in the turbine operator’s manual and by detailed
drawings issued to the customer and issued to PNET under job specific project folders. GE Customer
Engineering should be contacted for the latest revision project specific drawings prior to beginning flush
preparation.
E.
Equipment Supplied to the Site
Oil system equipment in the GE scope of supply typically includes the oil skid, DC motor starter, loose
piping, and oil flush / startup spares such as an extra set of filters, etc. Oil piping, base mounted or pipingshipped separately, has been previously cleaned to some extent during pipe fabrication but is considered
to be dirty since it has not been flushed as a system in the “installed” condition. The oil tank as supplied
has been flushed and performance tested at the factory and can be considered to be relatively clean.
Interconnect lube oil piping from the lube oil tank to the turbine is generally supplied by others. For gas
turbine specific equipment that may or may not be supplied by GE, reference the gas turbine BOM and
MLI A125
F. Pipe Storage
Material shipped to site will be in accordance with the turbine and generator oil piping drawings, which
in many cases will include some piping that is supplied by others, i.e. Architect Engineer. Piping will
arrive on site previously cleaned, and protected internally, with the exterior painted, and ends capped.
Depending on size and configuration, the piping will ship boxed, loose, or as part of a containerized
shipment. Dry indoor storage is recommended since the protective coat will only stand a limited amount
of moisture exposure. Protective caps should be replaced where lost, damaged in transit, or removed for
inspection. Under no circumstance should piping be left uncapped and exposed to atmosphere or dragged
on the ground during handling.
G. Piping Installation
Lube Oil Piping Installation
Even though the lube oil piping will be flushed after installation, it should be kept as clean as possible
and erected in an appropriate manner since it is far easier to keep dirt out of the system than to remove it
by flushing. Even piping that appears relatively clean visually will in fact contain a significant amount of
grime and debris that can be observed during initial flushing. Cap open end pipes, cover standards and
oil tank openings whenever possible and take precautions to keep grinding grit generated during pipe
fitting from entering the system. Lines should be blown out with air and manually cleaned as best as
possible prior to and during the installation.
-
8/19/2019 Flushing Gral.pdf
7/34
Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps GEK 116944
© General Electric Company, 2011. GE Proprietary Information. All Rights Reserved. 7
The oil supply and drain lines are welded without backing rings using a butt-welding procedure. This
eliminates dirt traps caused by backing rings. It is also required to use tig welding for the first pass when
butt welding in order to keep weld splatter out of the piping, which is one of the hardest materials to
remove through flushing. Lines 2 in. (50.8 mm) and smaller are generally socket welded by design.
Lubrication Oil Piping Specification drawing 364A7196 provides details and recommendations for the
design and installation of field erected lube oil piping.
Hydraulic/Control Oil Piping Installation (when GT multi-shaft or GT only)
See GT BOM and MLI A125
H. Safety
Safety precautions should be considered for equipment that is temporarily configured for oil flushing, in
addition to personnel safety. Concerns include avoiding oil spills, protection against running equipment
dry as a result of oil loss emptying the tank, fires resulting from hot work, and contaminating the system
while parts of the machine are open during flushing.
Post “No Burning and Welding” signs in appropriate areas and restrict traffic passageways where oil
soaked areas may cause a hazard. Equipment “Tag-Out” procedures should be in effect for equipment
that will be reconfigured several times during the flushing sequence.
Equipment such as oil pumps should be bump checked for rotation, then current checked while valved
for the maximum flow condition prior to turn over for flushing in order to ensure that the motors will not
run in an over current condition later during the flush. See “Preparation for Flushing” section for more
details.
I. Responsibilities of Parties
Obtaining a clean oil system is an integral part of the installation of the turbine–generator, and
consequently, the basic responsibilities of the various parties are the same as they are throughout the
installation. However, a brief discussion may clarify the responsibilities of the Purchaser and the General
Electric Company as they apply to the cleaning and flushing operation in particular. The responsibilities
of the parties involved as discussed here is typical. The project specific contract will determine the actualresponsibilities for any given job. The contract shall be reviewed to determine appropriate project
specific responsibilities.
Purchaser
Since installation of the Turbine–Generator unit is the responsibility of and provided by the purchaser
and since obtaining a clean oil system is a part of the installation, then obtaining a clean oil system is the
responsibility of the purchaser or his contractor.
The contractor then is responsible to the purchaser for the planning on the job site, the quality of
supervision and workmanship, and the success at obtaining a clean oil system. His actions directly affect
whether the system is stored, installed, cleaned, and flushed thoroughly and properly. Directly or
indirectly, the contractor determines the scheduling of the work, how much time will be allowed for
flushing, etc.
For safety reasons, there should be some definite arrangement worked out on the job site as to when the
purchaser’s operators take over from the construction contractors. At the time of the oil flush, the
purchaser’s operators have frequently assumed responsibility for such things as obtaining electric powerfor the equipment; operating the turbine–generator oil pumps and the transfer pumps, purifiers and other
components of the oil system not supplied by the General Electric Company, “tagging out” and
untagging equipment for safety reasons, greasing motors, etc. The purchaser should be responsible for
-
8/19/2019 Flushing Gral.pdf
8/34
GEK 116944 Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps
8 © General Electric Company, 2011. GE Proprietary Information. All Rights Reserved.
correctly performing these operations to the extent he has assumed responsibility for doing so from the
construction forces. It is essential that these responsibilities be clearly understood by all involved
individuals before any equipment is energized or operated.
In most cases, the purchaser is responsible for furnishing the charge or charges of lubricating oil. He is,
therefore, responsible for the oil being suitable for the intended purpose. In particular, the purchaser is
responsible for the oil tank after the flush. There have been a number of cases when an oil flush has been
satisfactorily completed and the system made ready for service, only to be contaminated by dirty oil pumped into the main oil tank by the purchaser. The purchaser should monitor the tanks/trucks for a
potential source of contamination. It is often mutually advantageous for the cleaning and flushing of the
purchaser’s oil storage, purification, and transfer system to be carried out in conjunction with the
cleaning and flushing of the turbine–generator oil system.
However, in all cases the purchaser’s oil storage purification, and transfer system must be cleaned and
flushed prior to cleaning and flushing the turbine–generator oil system.
When the oil system cleaning operation has been completed, the tank filled with clean oil, and the
system pronounced ready for service, it is the purchaser’s responsibility to see that the system and the oil
stay clean.
The General Electric Company shall provide:
a. Lube oil system that can be cleaned in a responsible manner consistent with the design
requirements.
b.
Components that are clean and in good condition when delivered to the destination.
c. Guidance and recommendations for cleaning the system. These are general recommendations based
upon experience, tests, and knowledge of the design capabilities and limitations. They are to be used
as guidelines in setting up the specific instructions by the purchaser for his particular unit. This
bulletin is intended to fulfill this obligation.
d. Clarifications, explanations, and interpretations of the material contained in this bulletin leading to
the establishment of a mutual understanding of the responsibilities involving the purchaser and the
contractor. This subdivision of responsibilities should be clear and specific.
e.
Advice to the purchaser for the planning, organizing, and scheduling of the flushing operations in
detail using the best available knowledge to achieve a satisfactory job with minimum time and cost.
f. Advice to the purchaser and contractors about lube oil system cleanliness, pointing to irregular
procedures such as poor equipment storage, inadequate means for preventing entry of dirt, etc.
g. A close review of the progress of the flush, observing all activities, and calling the customer’s
attention to any irregularities that might create a safety hazard or detract from the satisfactory
completion of the operation.
h.
Consultation to the purchaser or the contractor to enable the party responsible for flushing the lube
oil system to determine that the recommended criteria for a clean lube system have been
accomplished in preparation for the termination of the flushing.
-
8/19/2019 Flushing Gral.pdf
9/34
Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps GEK 116944
© General Electric Company, 2011. GE Proprietary Information. All Rights Reserved. 9
II. PREPARATION FOR FLUSHING - LUBE OIL SYSTEM
A. General Preparations
The turbine generator set is prepared for oil flush towards the end of the installation so the turbine oil
system can be in operation to protect the unit. The piping should be checked to make sure that all welds
have been completed and there are no open holes in the system. This includes plant piping and
equipment that may be connected to the GE supplied equipment such as plant transfer tank. The area
around the oil tank and open bearings should be inspected and tarps erected if it is judged that workactivities around these areas will introduce debris into the system. Other plant work should be planned so
as to not interfere with the flush which is generally conducted 24 hours a day. All standards, bearing
housings, and the oil tank should be thoroughly cleaned before the flush. Bearing jumpers with shut off
valves and inspection screens should be made and installed with temporary covers over open areas to
prevent entry of foreign material and minimize oil splashing, leaks, and vapors.
B. Turbine Lube Oil
Turbine oil recommended for use in the turbine generator set purchased is specified in the turbine
operator’s manual. Turbine oil used for flushing and commercial operation is normally supplied by the
plant owner, and or their agents unless otherwise specified by contract. Although the practice of reusing
flush oil is strongly discouraged by engineering, it is recognized that this practice is occasionally utilized
in the field. In the event that the site personnel, end user, and oil vendor all concur that reusing the oil is
acceptable, it shall not be done without reconditioning. As such, turbine oil can be reused after the flush
if properly filtered, free of contamination and if the oil has the correct chemical properties. Details
regarding the supply and delivery, transfer, and storage of oil should be determined well in advance of
the oil flush.
C. Turbine Bearings
There are several ways that oil feed piping can be flushed at the turbine bearings. Each bearing feed linemust be flushed and accepted separately by installing 100 mesh inspection screens at each bearing.
Bearing jumpers with shut off valves and inspection screens are prepared to jumper each feed line to
drain.
Oil must never be flushed through a bearing with a rotor journal in place since dirty oil with debris can
damage both the bearing and journal. However, care must be taken to thoroughly flush the entire run of
feed piping as experience has shown that debris remaining in feed lines can a significant cause of
problems.
Typically (but not for all bearing designs), the top half of each main journal bearing and thrust bearing
should be removed. The lower half of each journal bearing should remain in place but the thrust plate
assemblies should be removed and thrust runners protected. All bearings should be flushed through, i.e.,
no bearing feed piping should be disconnected and diverted. Experience has indicated that all too often
unflushed feed pipes have been the cause of a problem. (See Figure 1) For certain “standard plant”
applications, the bearings and standards are not flushed, but can be cleaned by hand. This is
determined on a plant by plant basis. For specific flushing provisions the project specific bearingdesign should always be referenced.
-
8/19/2019 Flushing Gral.pdf
10/34
GEK 116944 Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps
10 © General Electric Company, 2011. GE Proprietary Information. All Rights Reserved.
Figure 1. Bearing Feed – Temporary piping
-
8/19/2019 Flushing Gral.pdf
11/34
Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps GEK 116944
© General Electric Company, 2011. GE Proprietary Information. All Rights Reserved. 11
For some units it is possible to install temporary piping with a valve and strainer basket at the orifice
assembly cover adapter to drain into the pedestal. Temporary piping connected to the main turbine and
generator bearing must be EQUAL TO OR LARGER in size than the FEED line before entry to the
bearing. This piping should be immediately increased to size at the bearing horizontal joint and contain
as few fittings as possible. GATE shutoff valves MUST be used in the temporary feed. These measures
will ensure to maximize the high flushing velocities required for an adequate flush. One hundred mesh
strainers should be placed at the outlet from temporary piping at all bearings. Duplex strainers can also
be used for ease of maintenance during flush. These will provide dirt collection points andCONTAMINATION MONITORS for each feed line. These strainers may be manufactured on site or
purchased. If strainers are made at the site, the following rules must be followed to ensure a low pressure
drop across them.
From pressure drop considerations screen area must be at least 4 times that of the temporary piping
discharging into the strainer. However, to provide plenty of dirt holding capacity there ought to be a least
150 in2 (0.097 m2) screen surface area.
a. The screening must be backed up (supported) by perforated plating having at least 60% open area.
b.
The screening material should be stainless steel so that it will resist rupture upon impact by foreign
material.
c.
Strainers should be easily removed from the end of temporary piping and not so heavy that one
cannot be handled easily by one man.
d. The basket design should be such that the screening can be easily cleaned for purposes of
monitoring the collected contamination.
e. The screen should be on the sides of the strainer to reduce impingement damage. A more compact
design for the crowded bearing standards will also result.
Undersize strainers will critically reduce bearing flushing velocity and prevent a successful flush.
Contamination collected in each strainer basket at the bearings should be collected and used as a method
of measuring the progress of the flush. The amount of contamination (e.g., weight) can be plotted against
flushing hours for each bearing. This will give an indication of the state of cleanliness of each feed line.
Even a visual comparison of such samples can be a good indicator of flush progress.
All orifices and screens in the feed line piping to the journal bearings should be removed. The orifice
plates in the feed piping to the thrust bearings should be removed. All possible bearing caps which do
not make the temporary valves inaccessible should be in position. Temporary covers will be necessary to
contain the splashing during flushing, from those bearings with inaccessible temporary valves.
Accurate records must be kept on the location of each orifice removed as their final replacement must be
exactly as they were found originally to avoid the risk of ruining bearings.
There are several ways that bearings can be jumpered out, depending on the bearing design and
accessibility of the bearing feed area.
-
8/19/2019 Flushing Gral.pdf
12/34
GEK 116944 Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps
12 © General Electric Company, 2011. GE Proprietary Information. All Rights Reserved.
1. For short piping sections where it can be positively determined without a doubt that the piping
between the bearing cavity feed flange and the bearing is clean, a flanged jumper can be attached to
the pipe flange without flushing through the casing. Caution must be used if the casing connection
inward is not flushed since machining chips and weld splatter has been known to hide in these areas
where it cannot be observed and cannot be removed by air blowing alone. Generator bearing feed
piping is presently flushed in this manner.
2.
Some bearings are designed to be rolled partially out to access casing flushing provisions. Thesetypes of turbine bearings are designed with flushing ports. The bearing is rolled for the bearing
flushing port to line up with the casing feed to jumper oil from the casing to drain without passing
through the bore of the bearing. Most bearings of this design have split joints that are not horizontal.
In this case, bearings and casing areas are stamped with markings such as “Flush” and are provided
with information in the turbine operator manual regarding this feature.
3. The more difficult, or traditional way of flushing bearings is to either roll out the bearing andsupport the shaft or partially roll it out and fit a jumper pipe into the casing feed hole at the bearing
fit. Many of the newer bearing designs don’t have enough room between the rotor and casing to do
this. If this method is used, the jumper pipe is wrapped with shim stock to fit the bearing feed hole
tightly, then a piece of wood is wedged between the pipe and the rotor to hold it in place against the
oil pressure. Duct seal putty is then wrapped around the fit area to prevent oil from splashing aroundthe shim wrap.
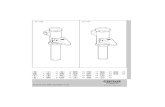
4. One can use permanently installed flushing boxes (see Figure 2) for ST bearing and piping flush.
Permanently installed bypass and valving to ease in set-up and installation post flush. Open valve to
bypass line, oil travels through bypass and filter returns through flush box through drain return back
to tank. Once the feed lines have been filtered, the same system can be used to flush to the bearings
by closing bypass. See Figure 3 for site installation or flushing box.
Figure 2. Flushing Box
ype of
ushing shall
e defined by
GE.
type-4 is
hosen, GEs requested
o clearly
ndicate full
escription
nd
omponents
f the boxes.
This GEK is only a recommendation, the type of
flushing procedure is decided by customer/AE.
-
8/19/2019 Flushing Gral.pdf
13/34
Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps GEK 116944
© General Electric Company, 2011. GE Proprietary Information. All Rights Reserved. 13
Figure 3. Site installation of Flushing Box
All standards and bearing housings should be thoroughly cleaned before the flush. Temporary covers
should be made and fitted so as to prevent the entry of foreign material and minimize splashing.
For bearing flush for GT simple cycle and multi-shaft units, please reference the job specific MLI A125.
This will provide detailed set-up information along with a parts list for necessary hardware for sequential
flushing.
-
8/19/2019 Flushing Gral.pdf
14/34
GEK 116944 Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps
14 © General Electric Company, 2011. GE Proprietary Information. All Rights Reserved.
D. Supplementary Flushing Skid
In order to approach, as closely as possible, the high flow velocities required, an external supplementaryflushing pump can be utilized. However, for the larger pipes in the system (main feed header and the
larger branch lines) maximum velocity alone is not always high enough to rapidly remove all particles.
Therefore, the intent during a lube oil flush should be to use all the available contamination releasing
tools/methods (hydroblasting, pipe vibration, pipe hammering, air injection, etc.) to the maximum
practical extent.
A supplementary pump will increase the oil flushing velocity (the single most effective element in
flushing dirt and debris). The suction of the pump should be connected at the blank flange (flushing
connection) on the tank side, see Figure 4. The turbine lube oil pumps on the main lube oil skid are
designed to provide a normal operating flow to the bearings. The two main pumps on the skid can be run
simultaneously to increase velocity and the site can employ a sequential flush to increase velocity.
However, the use of a supplementary flushing pump can accomplish the same end. The turbine oil
pumps should not be run simultaneously with the supplementary flushing pump.
The supplementary flushing pump should be sized to handle two to three times the rated flow of the unit.
Oil pump pressure should not exceed 150 psig [1034.2 kpag] [10.5 kg/cm2 gauge].
The use of a supplementary flushing skid will help to reduce flushing time. Flushing and filtering skids
for this purpose are available from several sources that specialize in these services.
When using an external supplementary flushing pump, this should be made part of a skid that will
include additional equipment important to the successful completion of the flush. Along with an external
flushing pump, the skid shall include a heat exchanger (cooler) for maintaining the lube oil temperature
in the acceptable range per this GEK. The cooler shall be sized for lube oil pressure per the deadhead of
the selected pump characteristic curve (operating pressure). Appropriate codes shall be adhered to in
selection of the heat exchanger to ensure it meets requirements as a pressure vessel. The heat exchanger
shall be sized for a reasonable oil side pressure drop (10-15 psig?) based on the required flows to achieve
sufficient velocity through the system. It is the customer’s (or their representative’s) responsibility to
determine the best method to provide cooling water to the flushing cooler. It is possible, although not
recommended, to use a supplementary flushing pump only that ties back into the main lube oil skid to
utilize the coolers and the filter elements on the main lube oil skid. If only a supplementary pump is
used, it can be tied into the main tank at one of the discharge elbows of the main lube oil pumps.
The external flushing skid shall also contain a filter vessel(s) and elements sized for the pressures and
flows required to meet the flushing parameters of this GEK. The filtration level of the external skid
should be in the range of Beta 15-25 = 200. This is a typical filtration level for turbine and generator
operation. However, if the customer or their representative want to filter during the flush at the same
level as the lube oil skid filtration, reference the part selection for the filter cartridges installed on the
main lube oil skid. Typically the filtration level will not be lower than Beta 12 = 200. The filter vessel and
cartridges shall be sized to not exceed 15 psid under dirty conditions. The filter vessel should be
equipped with a differential pressure device to be able to monitor the filter cartridges as they collect
debris.
The main bearing pumps on the skid/tank can be used, however the use of an external flushing skid
enables the by-pass of the main lube oil skid components, which are flushed and cleaned in the factory.
The lube oil reservoir is used for oil supply to the external flushing skid and oil return. The tank will
need to be thoroughly drained and cleaned after the flush.
Will
upplementary
ushing skid be
ecessary? If
o, who is
esponsible fors definition?
Lube oil flushin kit is the res onsibilit of AE/ Customer.
-
8/19/2019 Flushing Gral.pdf
15/34
Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps GEK 116944
© General Electric Company, 2011. GE Proprietary Information. All Rights Reserved. 15
Figure 4. Typical Supplementary Flushing Pump Connection
E. Lube Oil Tank/Skid
The oil tank assembly is factory tested during manufacturing in which both the turbine lube, seal and
hydraulic/control (for GT units) oil circuits are run and functionally checked for performance and
operation. Pressure switches and devices are also bench tested when the tank is built however, none of
the lube oil piping outside of the oil tank is included during testing. Even though the tank is cleaned prior
to shipment, some residual oil will be left in the tank piping, coolers, etc. as shipping preservation. All
tank equipment should be checked against the P & ID drawing to ensure that all connections are correct
including instrument lines, check valve directions, orifices, etc. Check flanges and unions for tightness
and note where access covers are located relative to equipment such as bearing pressure regulator and
the oil return trough.
Fine mesh screens (100 mesh) should be installed at the discharge pipe trough that is fabricated to the
inner tank wall in the oil reservoir to catch debris returning to the tank and to provide periodic inspection
of the cleanliness of drain lines. These screens may be installed as a field-fabricated screen basket made
to fit the slotted pipe.
If flushing using the main lube oil pumps installed on the lube oil skid, it is recommended that the
bearing pressure regulator valve stem be adjusted to block open the valve to achieve maximum oil flush
velocity. Reference the manual for the installed pressure regulator valve for the proper procedure. The
pressure regulator can be removed and replaced with a spool piece for flushing, however it is not
necessary in order to achieve maximum velocity. Simply disconnecting the pressure sensing line only
partially opens the valve, and therefore it is not recommended as a means of increasing flow.
De-energize the lube oil tank heaters whenever the reservoir is empty. If using the main oil tank filters
for the flush, ensure that the filters are installed. If the unit has been stored for more than one year, then
replace the filters. If using the main oil tank filters for the flush, ensure that the oil tank transfer valve
moves freely.
-
8/19/2019 Flushing Gral.pdf
16/34
GEK 116944 Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps
16 © General Electric Company, 2011. GE Proprietary Information. All Rights Reserved.
*100 mesh screen is the equivalent to 150 micron.
F. Oil Purifier
Steam turbine oil systems are supplied with a standard lube oil purifier unit. The purifier is a coalescing
and separator unit used for water removal. The oil purifier is a self-contained unit mounted on top of the
oil tank with its own motor control for motor driven pump, heater, and temperature controller. It is not
necessary to put the purifier in operation during the flush since moisture in the lube oil is mainly an issueassociated with normal turbine operation. The lube oil purifier has been previously factory run with the
oil tank and requires no special preparations to prepare for the flush. The system is usually put into
service after the oil flush is complete.
G. Lube Oil Coolers
Turbine lube oil systems are designed with either shell and tube or plate and frame type oil coolers.
Flushing is performed with the lube oil coolers in the flushing circuit for both these designs, when not
using a supplementary flushing skid. Each tank has two lube oil coolers, each sized for 100% capacity
with lube oil filters downstream of the oil coolers by design. Remove one cooler bundle during the flush
so that maximum flushing velocities may be obtained. The remaining cooler should have a source of hot
and cold water for temperature cycling of the flushing oil.
If using the plate and frame oil coolers on the skid, a 100 mesh temporary screen shall be placed
upstream of the cooler oil side. The plate and frame coolers have smaller channels, which can trap
debris. It is prudent to place to screens upstream of the coolers to prevent larger debris from entering the
coolers.
Flushing with the coolers and oil filter elements in place will not negatively impact the oil velocity
required for flushing. If large debris is allowed to enter the cooler bundles, it cannot generally be
removed.
The oil tank system is originally factory tested, therefore tank piping arrives on site in a relatively clean
condition. Under normal flushing conditions, particles originating from turbine drain lines that become
suspended in the oil during the flush will enter the coolers. As long as this material is small in nature, itwill not become lodged in the bundles. For this reason, 100 mesh screens should be installed in the drain
lines and or return trough to prevent large particles from entering the tank. The cooler oil side drain
valves should also be open during the flush to dump oil back to the tank from the coolers and thus
prevent small amounts of dirt from collecting in the cooler bundles. It is not necessary for these drains to
remain open for the entire flush.
Lube oil coolers, tank heating elements, or other means of heating the oil may be used during the flush.
It is often easier to use other equipment on the oil system such as oil heaters to heat the oil, however the
coolers can be used for heating by connecting a source of hot and cold water to one of the coolers. The
maximum allowable water temperature that should be used is 200 °F (93.3 °C). At no time should the
temperature difference between the oil and water be greater than 100°F (37.8°C). See “heating the oil”
for more details.
*100 mesh screen is the equivalent to 150 micron.
-
8/19/2019 Flushing Gral.pdf
17/34
-
8/19/2019 Flushing Gral.pdf
18/34
GEK 116944 Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps
18 © General Electric Company, 2011. GE Proprietary Information. All Rights Reserved.
M. Vibrating Piping
Vibrating and hammering the piping while circulating oil is very effective. It loosens dirt and weld beadsand keeps the particles in suspension for the oil to carry it away. Any piping that has been modified on
the job and all field welds and bends that can be reached with reasonable effort should be hammered
with a hand held pneumatic hammer. Pneumatic vibrators that can be mounted directly to the welded
joints of the piping are recommended.
N.
Air Injection
At certain pertinent points, connections should be made to facilitate the injection of dry air into thesystem. These should be approximately 1 in (25 mm) in size with check valves and shut–off valves and
connected to an air supply of approximately 100 psig [690 kPa(gauge)] [7.0 kg/cm2 (gauge)]. Air blasts
of one minute duration at 15 minute intervals during as much of the flush as possible may be
advantageous at the following locations:
Oil feed lines to generator bearings
Hydrogen seal system at generator bearings
Bearing Drain Enlargement at drain valves
Hydrogen detraining tank at drain valves
Main oil feed header
Main oil drain header
Loop seal drain valve.
O. Lift Pump Piping
The flushing of this piping greatly depends on the particular installation and is discussed later in this
document. For GT only or GT multishaft configurations, the oil system associated with the GT andGenerator has the lift oil system and hydraulic/control oil system operated from the same hydraulic
pumps. Steam Turbine uses separate lift oil system and hydraulic control system.
rtinent points
make air
ecton
nnections shall
agreed with
E? Please
rify.
Yellow-highlighted elements are not present
in this project (ISX-IDOM scope). Please
confirm.
Yes this is an air cooled enerator
Yes during flushing procedure review
with site team
-
8/19/2019 Flushing Gral.pdf
19/34
Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps GEK 116944
© General Electric Company, 2011. GE Proprietary Information. All Rights Reserved. 19
III. PREPARATION FOR FLUSHING – HYDRAULIC/CONTROL OIL SYSTEM (GT SYSTEMS
ONLY)
For GT hydraulic control oil systems see GT MLI A125.
IV. PREPARATION FOR FLUSHING – GENERATORS
A.
Oil Flushing GeneratorsWhen flushing a turbine generator set, the furthest feed lines away from the oil supply should be planned
for cleaning and acceptance so as to flush debris down the line and not reintroduce material into lines
that have been previously accepted as clean. Usually the generator bearings lie at these extremities
however, one must look at the particular piping arrangement when determining the sequence of flush.
Generators are presently flushed without flushing through the bearing cavities, by disconnecting the
bearing and or hydrogen seal oil feed line flanges at the casing. This assumes that the connection flange
inward has been thoroughly cleaned during manufacturing and will remain in that condition until put into
service. These connections should be inspected for rust or other signs of problems that may have
occurred during shipment and or storage, and kept oiled and closed until connected to the generator
piping after oil flush.
When flushing around generators, caution should be taken to prevent oil from getting inside thegenerator, on collector, and terminal equipment in order to protect various high voltage insulation
systems. Given the nature of oil leaks during flushing from broken fittings, jumper equipment, andsampling of screens, these types of flushing hardware should be kept away from electrical insulation and
effective barriers such as plastic wrapping, covers, etc. used as protection. If there is the potential for oil
to back up into a generator, as is the case with hydrogen cooled generators, the liquid level detector
protection should be set up or at a minimum, open the liquid level detector drain line for visual
indication.
B. Air Cooled Generators
Air cooled generators are packaged generators with pedestal mounted bearings. Oil piping is designed
into the generator package as shipped, with feed and drain lines connected to the bearing pedestals. The
generator oil piping is prepared for oil flush by disconnecting the feed line at the pedestal and jumperingthe feed line to drain. There are several ways to effectively jumper the oil feed to drain at the bearing
pedestal as follows:
1. A flexible hose with shut off valve and 100 mesh screen can be made to jumper into the flanged
drain line. A flexible hose jumper is almost always better then rigid piping in this area. Sample
screens are easier to inspect and oil spills are minimized since the flexible hose can be inserted deep
into the drain line instead of being located very near to the flange connection. Also, drain piping that
is open with flanges unbolted lose rigidity and are easily disturbed during flushing, especially when
pipe vibrators are used, leading to messy oil spills.
2.
Another way of jumpering the oil feed line to drain is if possible reorienting a flanged drain line
spool piece at the pedestal, depending on piping geometry. In this case the flange is reoriented tochange a large drain line from horizontal to a more vertical position so it can be used as a better oil
drain receptacle than if horizontal. This is usually more applicable to piping typical of end shield
mounted hydrogen cooled generators. Again, a jumper made from flexible hose is best used for thereasons mentioned above.
-
8/19/2019 Flushing Gral.pdf
20/34
GEK 116944 Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps
20 © General Electric Company, 2011. GE Proprietary Information. All Rights Reserved.
3. A temporary oil drain receiver vessel can be made from either a drum cut in half or by using a large
diameter pipe and fabricating flanged drain connection that bolts to existing drain line flange
connections. Often it is necessary to re-orient these receptacles vertically to connect to horizontal
drain flanges.
These three jumpering methods are applicable to both bearing pedestal mounted air cooled generators
and hydrogen cooled generators with end shield mounted bearings and hydrogen seals.
C. Hydrogen Cooled Generators
Depending on the generator model selected for the application, the hydrogen seal oil piping is either
packaged on the generator, or shipped loose and field erected on site. Unlike air cooled generators, a two
stage flush is required for all hydrogen cooled generators in order to keep debris out of the hydrogen seal
and bearing drain enlargement tanks, where once debris enters, it is very hard to remove.
Hydrogen cooled generators are prepared for coarse flushing of the hydrogen seal oil system with the
two end shield mounted hydrogen seal tanks, float trap(s), and bearing drain enlargement tank jumpered
out. After the piping is clean, these tanks are reconnected to their normal running condition for the
second, final phase of the flush. Final flushing is conducted with oil flow through the tanks. Each
generator bearing and seal feed line should be individually cleaned before reconfiguring for the final
flush. Any adjustment to the bearing drain enlargement tank level should be made at this time by
observing the tank level during the final phase of the flush.
Jumpers are prepared for both the bearings and hydrogen seal feed lines (4 jumpers total) in a similar
manner as is done for air cooled generators with pedestal mounted bearings. Jumper types detailed in air
cooled generators items (2) and (3) work best with most hydrogen cooled generator designs due to the
nature of end shield connections. As mentioned previously, precaution should be taken against accidental
flooding of the generator by setting up the liquid level alarms or opening up the pipe connections to
allow free draining.
D. Hydrogen Seal Oil System
The hydrogen seal oil system is prepared for the two part oil flush in the following manner. Thehydrogen seal oil unit is prepared for oil flush by installing bypass jumpers from the piping around the
seal oil unit until the piping is clean. This will keep large debris out of the small clearance devices on the
seal oil unit. The hydrogen float trap is prepared by removing the ball float from the float trap assembly.Most hydrogen seal oil units are presently designed with hydrogen seal filtration performed in the main
oil tank filters. If the seal oil unit being flushed is designed with filters on the seal oil unit, the elements
should be removed prior to the flush for several reasons. Even though each of the two filters can handle
100% of the oil system flow, the high pressure and flow during flushing may limit the oil velocity and
damage the filter elements.
-
8/19/2019 Flushing Gral.pdf
21/34
Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps GEK 116944
© General Electric Company, 2011. GE Proprietary Information. All Rights Reserved. 21
Generator Hydrogen Seal Oil System Components
Hydrogen cooled generators are designed with a hydrogen seal oil unit as part of the generator scope ofsupply. The seal oil unit contains the following components:
1. Hydrogen seal oil system that is supplied by oil piped to the hydrogen seal oil unit from the turbine
lube oil system. The seal oil unit contains a differential pressure regulator, flow meter, float trap(s),
alarm pressure switches, and gages. Depending on the generator selected, this equipment may either be mounted on the generator package or field installed on the foundation.
2. The air side seal-oil and generator bearing oil drains to the bearing drain enlargement tank through a
loop seal and back to the main oil reservoir. The hydrogen side seal-oil drains to the two seal drain
enlargement tanks through the hydrogen float trap(s) to the bearing drain enlargement tank.
3. Most seal oil units presently being shipped have hydrogen seal oil filtration performed in the lube
oil tank. Previous designs had separate hydrogen seal oil filters built into the seal oil unit.
V. FLUSHING HARDWARE
A. Scope of Supply
The supply and installation of lube oil flushing hardware is normally the responsibility of the turbine
installer. The site GE Technical Representative will provide the installer with advice regarding the
materials and techniques required to prepare the turbine generator for oil flush. This material includes
jumpers, screens, shut off valves, tarps and covers, oil transfer equipment such as hoses and pumps, and
consumable materials. Labor often includes electrical work to prepare the system and personnel
dedicated to the flush which is usually conducted 24 hours a days. For flushing material supplied
specifically for gas turbine, reference MLI A125. Startup spares including lube oil filter elements are
provided to restore the system.
B. Bearing Jumpers
Bearing jumpers with shut off valves and inspection screens are required to jumper bearing feed lines to
drain at each bearing. Bearing feed jumpers should have a shut off valve and 100 mesh screen to catchdebris and monitor the cleanup of the line. Each bearing area must be inspected to see what type of
bearing jumpers must be made on site for the flush. Jumpers can be hard piped or made from flexible
hose. If flexible hose is used, armored flexible hose is recommended due to the strength against failure at
high flushing temperatures, depending on the system, 160-180 deg. F. Flexible hose is often best used
since screens are easily inspected during the flush without messy disassembly. Additionally, the flexible
hose can be placed deep into drain receptacles instead of at the entry as is often the case with rigid
piping. This minimizes oil spills as rigid piping set up that way often moves out of the drain pipe
entrance, especially when subjected to piping vibration.
Each bearing feed line jumper should be set up for easy inspection of screens every 3 hours without
major disassembly and preferably, without having to shut down the pumping system.
C.
Screens and Strainers
Screens must be installed in each bearing feed line and all lines returning oil back to the tank. It is
recommended that 100 mesh screens (150 micron equivalent) are used. The 100 mesh screen is expected
to pass all particles with any dimension less than 150 microns. Particles greater than 250 microns will
most likely be intercepted by the screens. The 12-25 micron filters that are part of the lube oil system
will further reduce particle size below these levels. Each bearing feed line is monitored and accepted on
an individual basis when the line is clean from samples taken from 100 mesh screens that should be
checked every 3 hours.
-
8/19/2019 Flushing Gral.pdf
22/34
GEK 116944 Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps
22 © General Electric Company, 2011. GE Proprietary Information. All Rights Reserved.
There are several types of sampling screen holders that can be made for both feed and drain lines. It
should be emphasized that some designs are inherently better than others and are best suited in different
locations. Screen holders and jumpers poorly applied can cause significant difficulties during the flush.
Problems include excessive time and effort spent taking samples, operational problems from having to
shut down and restart the system while taking samples, oil leaks during sampling, and major spills due to
parting of connections and or pipe movement in jumper areas.
In addition to bearing feed lines, screens should be placed in drains at several strategic locations in orderto catch debris and to monitor the cleanliness of individual lines and cleanup progress of the system.
Different types of screens can be used, at the discretion of the turbine installer. The following advice is
provided regarding the application of different types of screens.
Feed and Drain Lines
1. Unions modified for screens are made for feed lines by taking a 3 or 4” union and modifying it by
making a screen holding plate with as many holes as possible so as to minimize flow restrictions.
The advantage of this screen holder design is it can be easily inspected in minutes without having to
unbolt flanges and worry about gaskets and bolting. Additionally, it is easily used on the end of an
armored flexible hose with shut off valve. Flexible hoses can also be oriented in any direction and
turned downward when sampling to prevent dirt from dropping back into the piping.
2.
Witch hats can be used in jumpers between flanges but are cumbersome to inspect on a routine
basis. Witch hats are best used in drain lines even though they are often designed to withstand
certain pumping pressure.
3. Flat screen mesh installed between flanges is equally difficult to inspect and in addition, often puts
the dirt back into the piping when inspected, making it very difficult to monitor the true clean up
progress of each line. It is not uncommon for 100 mesh screens to collapse and rip out of the
holding flange when placed in feed lines. This arrangement is best used in drain lines to keep dirt
from returning to the oil tank.
4.
Y type strainers can be used but are messy, rigid, and are difficult to inspect on a regular basis, particularly without dropping debris back into the piping. They often require pipe thread tape at the
threaded element cover. Many Y strainers also have large perforations instead of 100 mesh screen,
requiring mesh to be wrapped around the strainer element and held in place by wire.
5. Mantle type screens are very messy and are difficult to inspect on a regular basis. They also have the
disadvantage of blowing off of their holder since hose clamps are often a difficult way to hold them
to the piping and resist pumping pressures.
-
8/19/2019 Flushing Gral.pdf
23/34
Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps GEK 116944
© General Electric Company, 2011. GE Proprietary Information. All Rights Reserved. 23
Oil Transfer from Containers
Filtering or straining the oil from storage tanks to the main oil tank is a must. In many cases the oilstorage facilities have unknown or questionable cleanliness levels. Temporary filters can be installed in-
between the storage tanks and the main oil tanks, or use one of the following:
1.
Witch hats and flat screens work well when used to strain oil of unquestionable cleanliness level
during transfer operations.
2.
Filter presses, typically used for transformer oil maintenance, can be used to clean oil to very low
levels of particulate. Generally, filter presses are used for cleaning, not transferring oil.
D.
Electrical Work
Oil flushing generally occurs towards the end of the construction cycle when the turbine is not
necessarily completely finished. It is important to plan electrical work so that both AC and DC electrical
power is available to run AC and DC oil pumps, along with proper protection of electrical equipment
necessary to run the oil flush. This includes motor fuse protection, bump checking of motors for
direction of rotation, oil tank heaters, in addition to “lockout/tagout” of electrical equipment during the
flush. Additionally the turbine trip solenoids must be energized to the closed position during the flush in
order to provide sufficient control/hydraulic oil flow in the valve feed piping.
It is highly desirable that the plant motor control center is complete enough to run the oil system
equipment required for flushing however, temporary power is often required. Electrical work should be
planned in advance of the flush so that work can be coordinated, and responsibilities and supply of
electrical materials is clear.
E. Startup Spares and Consumable Materials
Oil systems are shipped with startup spares designed to bring the unit through oil flush and start up.
Materials include spare oil filters. Consumable materials that may be used during the flush such as
gasket material are considered to be the responsibility of the turbine installer.
asket filter has
n installed at
09 interface
t (tank filling
t). Please
firm adequacy.
As long as it meets the filtration
efficiency of beta 200 it is fine
-
8/19/2019 Flushing Gral.pdf
24/34
GEK 116944 Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps
24 © General Electric Company, 2011. GE Proprietary Information. All Rights Reserved.
VI. FLUSHING THE LUBE OIL SYSTEM
A. Flushing the Lube Oil System
It should be recognized that techniques recommended in this section are best applied with regard to the
condition of the piping equipment, piping configuration, and the nature and type of material that must be
cleaned up. For example, pipe vibrators provide maximum benefit in the removal of weld splatter and
scale that may be adhered to piping and is especially effective in the removal of debris that has settled
out in low velocity drain lines. Air injection will have little or no effect on drains and is much moreimportant in feed lines. The three most important techniques for flushing turbines, are heating the oil,
vibrating the piping, and flushing each feed line using maximum velocity.
B. Filling the Oil Tank
The oil tank may be filled to the normal operating level for the oil flush or, as is commonly the case, may
be conducted with less than a full tank. The advantage in using less oil is the reduction in the time it
takes to heat and less volume to clean up regarding particulate matter.
When lube oil pumps are turned on, the oil level in the tank will decrease due to oil residence within the
piping. It is not necessary to restore the tank with make-up oil unless the level drops to a minimum of 12
in. above the suction for the highest oil pump (if using the main lube oil pumps on the skid). Even
though this is the minimum required for pump operation, this leaves little margin for oil spills that
unfortunately, are not uncommon during flushing. A good compromise is usually to fill the tank 2/3 full.
When filling the tank, the oil coming in should be strained by using a filter if deemed necessary. New oil
cannot be considered clean since drums, storage tanks, pumps, and hoses used to transfer the oil are
usually not perfectly clean.
C. Coarse Flush
A coarse flush is recommended at the start of the lube oil flush to wet the entire system and remove dirt
and construction debris that invariably gets into the piping. The lube oil pumps (or a supplementary pump) are run with the bearing feed lines opened up to achieve maximum or near maximum flow
throughout the entire system. Several pumps are often run simultaneously at this time. When initiallystarted, the lube oil (flushing) pumps should be turned on with some of the bearing feed lines throttled,
then opened up slowly while checking that the current of the motors does not exceed recommendations
made in the turbine operator’s manual or the recommendations of the motor manufacturers of motorssupplied with a supplementary flushing skid. The system should be allowed to reach hot flush operating
temperature of 160–180 °F (depending on the system). As the oil temperature increases to a maximum,
the power requirements of each pump should drop, making it possible to open more of the temporary
flushing valves if motor current is a limiting factor.
It is very important that bearing feed line connections, and especially drains are set up with 100 mesh
screens prior to starting the pumps in order to keep large debris out of the oil tank. Note that it is not
uncommon for screens to plug up during the first day of operation. At the end of this initial run,
significant construction debris is removed from the piping. The 12-25 micron lube oil filters will clean particles smaller than 150 micron that can pass through the 100 mesh screens that should be installed in
returning drain lines.
After most of the coarse material is removed, the piping system is sequentially flushed in whichindividual bearing feed lines, or several at a time are flushed in a manner that achieves maximum
velocity in each line.
-
8/19/2019 Flushing Gral.pdf
25/34
Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps GEK 116944
© General Electric Company, 2011. GE Proprietary Information. All Rights Reserved. 25
Flush of the Lift Pump Lines (if applicable)
During the coarse flush the lift pump lines should be flushed, as described in the following text. Duringlater bearing feed line flushes the same techniques will be repeated but for longer periods. The location
in the flush sequence of the lift line flush varies with different machines, since the location of the lift
pads can vary. The lift pump piping should be flushed at a time which will prevent the draining oil from
flowing over previously flushed drain header piping.
1.
Provisions for Flushing
To prevent damage to the lift pumps and to the turbine bearings, it is essential that the oil feed lineto the lift pumps (particularly downstream of the filter) and each pump discharge line from pump to
the pocket in the bearing be free of potentially harmful materials before the lift pump is started and
the turbine is placed on turning gear.
To effectively clean these lines it is necessary that they be flushed with oil at velocities several times
higher than that obtained during normal lift pump operation. Since the lift pumps are constant
displacement pumps (the output flow is practically constant over the pumps’ entire pressure range)
the use of the lift pumps is not sufficient for flushing the pump inlet lines nor is the discharge from
an individual lift pump sufficient for flushing a discharge line. Therefore, the following temporary
arrangements must be made:
The suction line to each pump should be disconnected at the pump, and the inlet of the pumpcovered to prevent entrance of harmful materials into the pump. The cartridge in the feed line filter
should be removed or the complete filter removed, and a valve or a plug should be provided to allow
shutoff. Disconnect the pump discharge lines at the pumps, and cover pumps to keep out harmful
materials. Also disconnect the pressure lines at their terminal points inside the bearing pedestals (at
the external flange connection on end shields for generator bearings).
Flushing of lift pump lines is to be done with warm or hot oil and is to be done during the coarse
flush as well as during the maximum effective flushes.
The pump inlet lines should be flushed individually.
The pump discharge lines should be flushed by one of the following methods.
a)
Obtain a small oil pump and circulate warm oil (110 – 130°F) (43 – 54°C) at a minimum
pressure of 175 psi (1207 kPa) (12.3 kg/cm2) noting that approximately 15 – 20 gpm (0.95 – 1.26
litres/s) will be required per pump discharge line.
Reverse flush by making a temporary connection from the temporary pipe extending from the
bearing’s horizontal joint to the disconnected lift pump line, using a temporary valve to control
this flow. During the flush inject air at approximately 100 psi (690 kPa) (70 kg/ cm2)
b)
Using a check valve in the air supply line to prevent oil flow into the air line.
-
8/19/2019 Flushing Gral.pdf
26/34
GEK 116944 Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps
26 © General Electric Company, 2011. GE Proprietary Information. All Rights Reserved.
Flush Exciter Bearings and Hydrogen Seal Piping
The external supplementary flushing oil pump or main lube oil pump should be turned on. Thetemporary valves at the exciter bearings should be opened. Bearing caps or temporary covers should be
in place at the generator bearings.
Exciter Bearings
Gradually supply oil to the exciter bearing. Once proper flow rate for maximum velocity is reached.
Then flush in this condition after which the external supplementary flushing pump discharge valve (or
other means to shut off oil flow) should be closed first, followed by the temporary valves.
Hydrogen Seal Piping
Open temporary valves then gradually open the external supplementary flushing pump discharge valve
or start flow from main lube oil pumps. Flush this way until oil has been returning to the main oil tank
from the auxiliary detraining tank for approximately 1/2 hour. Close the external supplementary flushing
pump discharge valve first (or turn off main lube oil pump(s) and the temporary valves. Turn off theexternal supplementary flushing pump.
Flush Generator Bearings
Open temporary valves. With the covers over the generator bearings, start the external supplementary
flushing pump or main lube oil pump(s). Flush this way until oil has been returning to the main oil tank
from the auxiliary air detraining tank for at least 1/2 hour. Close the external supplementary flushing
pump discharge valve first (or shut off main lube oil pump(s) and then temporary valves. The screen
baskets should be cleaned and replaced, with any significant dirt saved and labeled.
At the end of the coarse flush, shut down the system to enable the suspended particles to settle to the
bottom of the tank. Drain and clean the system including the pedestals, before refilling. Whenever filling
the tank, pump the oil back into the reservoir through some means of filtration as discussed earlier.
D.
Sequential FlushSequential flushing is the most effective way of insuring maximum flow in each bearing feed line and in
moving debris down drain lines away from the source. Sequential flushing is dependent on a method of
shutting off flow to the individual bearing feeds during the flush. Valves are installed at each bearing
feed jumper for this reason and to enable screen inspection without shutting down the entire oil system.
By selectively shutting off flow to different groups of bearings, specific sections of oil pipe receive themaximum flow available. For example, the first stretch of pipe out of the oil tank will receive maximum
flow if all bearings downstream of this line are being flushed. To achieve maximum flow in the branch
line to the No. 2 bearing, temporary valves at downstream bearing feed line jumpers should be closed.
Sequential flushing is most advantageous when the order of valving arrangement is selected to “push”
the dirt down the feed header, then down the branch lines and finally through the drain lines toward the
oil tank in a strategic manner based on the piping lay out. For best results, each bearing feed line should be flushed for approximately 3 hours before changing the sequence to other lines however, this may vary
due to cleanliness. Usually the entire sequence is repeated again and again until it is believed the oil
system is almost ready for acceptance. Each bearing feed line should then be flushed and accepted
starting from the furthest bearing away from the oil pumps.
-
8/19/2019 Flushing Gral.pdf
27/34
Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps GEK 116944
© General Electric Company, 2011. GE Proprietary Information. All Rights Reserved. 27
Sequential Flush Additional Detail
The accompanying flushing procedure publication describes a lubrication piping system oil flush thatemploys a technique referred to as “Sequential Flushing.” The meaning and significance of this term is
often misinterpreted or misunderstood. It means that the flush is carried out in a certain sequence, and
the particular sequence is such that its use is beneficial to dirt removal ability of the oil flush. The
following describes the principles of the sequential flushing technique.
Line A–B will pass the greatest amount of flow if the valves in both B–C and B–D are open. This seems
intuitively true but also following the electrical analogy, it is the same as having two resistances in
parallel, and their total equivalent resistance is less than either one. Also, in order to pump as much oil as
possible through line B–C, line B–D should be shut and vice–versa. This is because the flow through B–
C depends on the pressure at B (the higher the pressure the higher the flow), and if both lines B–C and
B–D are open the flow through A–B will be a maximum thus causing a higher pressure drop through A–
B and a lower pressure at B.
Understanding this concept, and realizing the fact that the higher the flushing velocity the greater the
oil’s ability to remove contamination, the proper sequential flush of the simple piping system in the
sketch would be to first flush A–B with the highest possible velocity, and then flush B–C (or B–D) and
B–D (or B–C) each separately. This sequence will prevent contamination that is being flushed out of A–
B from having to pass through B–C or B–D after these pipes themselves have already been flushed.
The sequential flushing concept, then, is to flush in such an order or sequence that contamination being
removed from a given pipe section by the highest attainable velocity through it will not pass over pipes
downstream that have already been flushed with their highest attainable velocity. Instead, the
downstream pipes should be flushed after the upstream pipes.
Thus, applying this principle to the turbine–generator lube oil system the oil feed pipes are flushed
section by section working from the oil tank to the generator. The drain lines are sequentially flushed so
that oil carrying dirt does not flow over previously flushed drain lines. Therefore, the drain line sections
must be flushed sequentially from the generator end towards the oil tank.
-
8/19/2019 Flushing Gral.pdf
28/34
GEK 116944 Flushing Recommendations for Turbine Lube Oil Systems with Motor Driven Main Oil Pumps
28 © General Electric Company, 2011. GE Proprietary Information. All Rights Reserved.
The concept of sequential flushing as described above relies on the maximum possible oil velocity
(within the pumping system’s capabilities) being produced in the piping sections in a certain
advantageous order. How to produce this maximum velocity was touched upon by the use of the piping
system sketch and the sequential flushing explanation. However, the maximum velocity is achieved by
applying another principle called sectionalizing. Basically, this is the technique of piping system valve
manipulation that has the objective of concentrating flushing effort on a particular pipe section by
causing the highest possible velocity to occur there. Simply stated it is carried out by merely opening all
valves (within pump motor power limitations) downstream of that pipe section. These valves can be in branch lines, or in branch lines off of branch lines, etc., but the flow that each valve passes must have
gone through the pipe section being concentrated upon. Relating this is to an expansion of the first
sketch: In order to flush section A–B, it must be sectionalized by opening the valves in each of sections
B–C, B–D, B–H–E, B–F, and B–H–G. To flush section B–H, it must be sectionalized by opening valves
in sections H–E and H–G.
By the use of sequential flushing which employs the principle of sectionalizing, a great benefit can be
obtained towards a successful oil flush.
The aspect of this technique which seems least understood is that it is velocity in a given pipe that is
important – not the gpm being delivered into the system.
E. Vibrating the Piping
Vibrating the piping while circulating oil is very effective in loosening