Final Hydrolic Bending Bending Machine

of 39
-
Upload
avinash-jadhav -
Category
Documents
-
view
303 -
download
0
Transcript of Final Hydrolic Bending Bending Machine
-
8/12/2019 Final Hydrolic Bending Bending Machine
1/39
HYDRAULIC BENDINGMACHINE
ACKNOWLEDGEMENT
It gives us immense pleasure to represent the report on
HYDRAULIC BENDING MACHINE. We like to express our heart full
thanks, gratitude and appreciation to our guide Prof. A.A. PATIL sir for this
timel, careful and valua!le guidance "ith constant inspiration.
We take this opportunit to offer our sincere thanks to #. $.
%. of &echanical %epartment Prof. PATIL P.'. and principal of our college
Prof. %($ ).). for providing us help in course of our pro*ect report.
We "ould also like to thank him for sharing his kno"ledgeon this su!*ect ,"ithout him the completion of this pro*ect seemed impossi!le.
Last !ut not the least ,"e "ould like to thank the almight
god "ho made us capa!le of "ithstanding all the difficulties that occurred
during the completion of this pro*ect.
1
-
8/12/2019 Final Hydrolic Bending Bending Machine
2/39
HYDRAULIC BENDINGMACHINE
CONTENTS
CHAPTER
NO:-
TOPIC PAGE
NO:-+. IT-$%/TI$ 0
1. /$)T-/TI$ 2 W$-3I4 5
0. W$-3I4 $6 #7%-ALI/ 'A/3 +8
9. %()I4 +0
:. P-$/()) )#((T) 18
5. APPLI/ATI$ 15
;. A%
-
8/12/2019 Final Hydrolic Bending Bending Machine
3/39
HYDRAULIC BENDINGMACHINE
INTRODUCTION
3
-
8/12/2019 Final Hydrolic Bending Bending Machine
4/39
HYDRAULIC BENDINGMACHINE
&an device of mechanical are !ased on hdraulic
po"er. #draulic device uses principles of fluid static and fluid kinematics are
used for either storing the hdraulic energ and then transmitting "hen
needed or maintaining the hdraulic energ several times and transmitting
the same.
In all such machines, po"er is transmitted "ith the
help of a fluid, "hich ma !e "ater or oil. $ur mechanism is used in industrial
fitting and maintaining department, in automo!ile garage or in industrial
"orkshop.
$ur pro*ect is used for reducing manufacturing cost
and saving time and also to reduce maintaining cost or a manufacturing cost.
#ere "e manufacture a light "eight 2 eas to handle
machine so that ou can carr an "here into the shop. It is also simple for
assem!ling and disassem!ling.
HYDRAULIC JACKING SYSTEM:-
#draulic *acking sstem is ver eas "orking and gets
result ver fast. In hdraulic *acking 1 tons, 0 tons, : tons,+8 tons, +1 tons, is
standard part and availa!le in market.
4
-
8/12/2019 Final Hydrolic Bending Bending Machine
5/39
HYDRAULIC BENDINGMACHINE
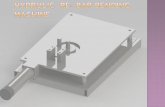
We have used 0 tons *acking sstem. This sstem lifts 0
tons of load .In our pro*ect re@uiring !ending load of :88 "hich "ill !e more
than sufficient for fine "ork.
#draulic energ is mainl used for "orking a hdraulic
*acking sstem. ?ut in our mechanism this energ is used for !ending pipe.
$ur machine is used in industrial fitting and as plum!ing
instrument. $ur pro*ect is used for reducing manufacturing cost and also to
save time thus reducing manufacturing and fitting time.
(Fig. 1) HYDRAULIC BENDING M/C
5
-
8/12/2019 Final Hydrolic Bending Bending Machine
6/39
-
8/12/2019 Final Hydrolic Bending Bending Machine
7/39
HYDRAULIC BENDINGMACHINE
CONSTRUCTION WORKING.
In our machine there are mainl four parts. This parts are stated !elo"B
+. ?ase Plate
1. )upporter Plate
0. pper Plate
9. Locking Plate
1. BASE PLATE :-
The Plate is used for mounting purpose. We drill 9 holeCs
to cutter side and also 9 holeCs in center for mounting *acking sstem as "ell as
"e "eld the *acking sstem to the !ase plate.
(Fig. !) BASE PLATE
7
-
8/12/2019 Final Hydrolic Bending Bending Machine
8/39
HYDRAULIC BENDINGMACHINE
!. SUPPORTER PLATE :-
)upporter plate is mounted on !ase plate "ith help of !oltCs.
These plate is standing on ?ase plate. This plates
forms a support for the plates. it also holds the pipe "hich is to !e !end.
(Fig. ") SUPPORTER PLATE
". UPPER PLATE :-
pper Plate is mounted on supported plate. These plate is
mounted on upper side. pper plate !alances the pro*ect and get po"er for
!ending.
8
-
8/12/2019 Final Hydrolic Bending Bending Machine
9/39
HYDRAULIC BENDINGMACHINE
#. MIDDLE PLATE :-
Locking plate is mounted !et"een supporter plates !
using !olt. Locking plate is used for holding the pipe or shaft these plate gets
eas "orking.
9
-
8/12/2019 Final Hydrolic Bending Bending Machine
10/39
-
8/12/2019 Final Hydrolic Bending Bending Machine
11/39
HYDRAULIC BENDINGMACHINE
WORKING OF HYDRAULIC JACK
1$%&'i*+, ,ig
!*&'i*+, ,ig
1) 1ST CYLINDER WORKING:
The hdraulic *ack is a device for lifting heav load !
the application of much smaller effort. It is !ased on pascalCs la", "hichstates that intensit of pressure is transmitted e@uall in all directions through
a mass of fluid at rest.
It consists of clinder DfixedE in "hich the piston slides.
The lo"er end of the piston carries a mova!le plate "hich moves up 2 do"n
"ith the piston the upper 2 lo"er stationar plate are *oined ! column.
When li@uid under high pressure is supplied to the
clinder, the piston moves up"ard 2 applies tremendous pressure De@ual to
the product intensit of pressure supplied 2 area of the ramE on an material
placed on it.
!) !ND CYLINDER WORKING :-
When the piston approaches the end of itCs stroke in
the direction of force, itCs force of fluid into the drilled passage. 6lo" of fluidpast the needle value is restricted so that the piston velocit is reduced. This
prevents the piston from striking the clinder end. The slo"ing of the piston
motion is called deceleration.
6luid entering the connecting part of the rod end passes
directl ! the lip of the cushion seal 2 applies energ at the face of the piston
11
-
8/12/2019 Final Hydrolic Bending Bending Machine
12/39
HYDRAULIC BENDINGMACHINE
for !ringing the ram !ack in position, the fluid from clinder is taken out
su!se@uentl the ram in over up ! the action at return "eights.
To raise the main ram rapidl, fluid is pumped The smaller
inner ram, called *ack ram, has a greater area than the lip of the main ram.
/linders 2 rams are often !uilt as an integer part of a
machine slide or press element.
(@ual pressure through out the circuit provides a sta!iliFing
influence in the main ram assists the reiteration of this ram.
In all such machines po"er is transmitted "ith the help of afluid "hich man !e a li@uid "e can use !ut mostl oil is po"erful means that
"hen choosing a hdraulic fluid, the follo"ing factors must !e considered
spread of operation, surrounding atmospheric conditions, economic
conditions, availa!ilit of replacement fluid, re@uired pressure level, temp.
-ange, contamination possi!ilities, cost of mission lines in "hich the fluid is
used safel to operates and expected service life.
#draulic fluids have specific characteristic that can affect
the associated components. i.e. seals, coaching, parking and diaphragms
must !e made !e of a material that "ill not deteriorate in association "ith the
"orking fluid.
12
-
8/12/2019 Final Hydrolic Bending Bending Machine
13/39
HYDRAULIC BENDINGMACHINE
(Fig.#) WORKING OF HYDRAULIC 0ACK
13
-
8/12/2019 Final Hydrolic Bending Bending Machine
14/39
HYDRAULIC BENDINGMACHINE
DESIGN
1. DESIGN OF MIDDLE PLATE :-
#ere "e have selected 58 mm x 088 mm and no" "e
have to find out the thickness of the plate re@uiring to sustain the force :88.
ThereforeG &aximum !ending moment at center of plate isB
H 6 x +:8mm
D6Hforce acted on plateG +:8mmH i.e. distance at "hich force is
applied at centre of plateE
H :88 x +:8mm
H ;:888 .mm
middle plate is made up of 08 /= &.). material "hose 7ield strength of
tension
D)tE H 988 mmJ
14
-
8/12/2019 Final Hydrolic Bending Bending Machine
15/39
HYDRAULIC BENDINGMACHINE
o" ,"orking stress DK!E
H & MMMM. De@ no.+E
Where & H ?ending moment
H )ectional modulus
also ,DK!E H )t 6.). H 9881
H 188 mmJ
Where B 6.). N 6actor of )afet.
H D58tJE5Hsectional modulus
Putting all these values in e@uation + "e getG
DK !E H &
188 H;:888D58tJE5
t H >.9= mm.
)o that the thickness should !e +8 mm.
15
-
8/12/2019 Final Hydrolic Bending Bending Machine
16/39
HYDRAULIC BENDINGMACHINE
O O
P O
O
(Fig.) MIDDLE PLATE
!. DESIGN OF BOTTOM PLATE.
&aximum !ending moment at center of plate
H :88 x +1:mm
D6Hforce acted on plateG +1:mmH i.e. distance at "hich
force is applied at centre of plateE
H 51:88 .mm
Plate %imensions are
988 mm length x +:8 mm "idth
16
-
8/12/2019 Final Hydrolic Bending Bending Machine
17/39
HYDRAULIC BENDINGMACHINE
?ottom Plate made up of 08 /= &.).material
"hose 7ield strength of tension D)tE H 988 mmJ
o" ,"orking stress DK!E
H & MMMM. De@ no.1E
Where & H ?ending moment
H )ectional modulus
We kno"
also ,DK!E H )t 6.). H 9881
H 188 mmJ Where B 6.). N 6actor of )afet.
H D58tJE5Hsectional modulus
Putting all these values in e@uation 1 "e getG
DK!E H &
188 H51:88D+:8tJE5
t H >.=9 mm.
)o that the thickness should !e +8 mm.
17
-
8/12/2019 Final Hydrolic Bending Bending Machine
18/39
HYDRAULIC BENDINGMACHINE
(Fig.2) BASE PLATE
". DESIGN OF SUPPORTER PLATE :-
)upporter plate has direct tension on it
K H 6A BBBBBBBDe@ no. 0E
Where, 6 H 6orce H :88
A H /) area of supporter plate
Therefore percentage ield strength of plate is
Q )t 6.). H 9880
18
-
8/12/2019 Final Hydrolic Bending Bending Machine
19/39
HYDRAULIC BENDINGMACHINE
H +00.00 mmJ
and /) area of supporter plate is
A H tJ B+8 t
Putting all these values in e@uation 0
K H 6A
+00.00 H :88 tJ B +8 t
tJ B +8 tR :88 +00.00
tJ H +8t N 0.;: H 8
t H +8.1:
t H +8 mm
therefore "e have selected thickness of +8 mm
19
-
8/12/2019 Final Hydrolic Bending Bending Machine
20/39
HYDRAULIC BENDINGMACHINE
(Fig.3) SUPPORTER PLATE
Top plate doesnCt carries an force. It is *ust for holding support.
20
-
8/12/2019 Final Hydrolic Bending Bending Machine
21/39
HYDRAULIC BENDINGMACHINE
PROCESS SHEET
21
-
8/12/2019 Final Hydrolic Bending Bending Machine
22/39
HYDRAULIC BENDINGMACHINE
Part ame B )PP$-T(- PLAT(
Part St B 1
Part Wt B 5 3g
Part )iFe B :88 x +88 x +8mm
)r.
o
$peration &achine Tool Time
+. /utting the
material as our
re@uired siFe
4as /utting mc 4as oFFle +:min
1. At one side tap
&= siFe t"o
hole
%rilling mc R
tapping
manuall
%rilling ?it ;.:
mm manual
operated tap &=
+: min
0. %rilling 0: mm
at length 088
mm
Lathe mc 0: mm %rilling ?it +: min
9. %rilling +8 mm
at +8mm length
at another end
%rilling mc %rilling ?it +8mm : min.
Part name B TOP PLATE
Part St B +
Part Wt B 0 3g.
22
-
8/12/2019 Final Hydrolic Bending Bending Machine
23/39
HYDRAULIC BENDINGMACHINE
Part )iFe B 088 x +88 x +8 mm
)r.
o
$peration &achine Tool Time
+. /utting the
material as our
re@uired siFe
4as /utting mc 4as oFFle +:min
1. Tapping & =
siFe at ?oth end
in length of
+:mm
%rilling ;.: mm 2
manuall operated
tap &= siFe
%rilling ?it ;.:
mm 2 & = tap
+: min
Part name B FI4ING PLATE
Part St B 1
Part Wt B 9 3g.
23
-
8/12/2019 Final Hydrolic Bending Bending Machine
24/39
HYDRAULIC BENDINGMACHINE
Part )iFe B 58 x 088 x +8 mm
)r.
o
$peration &achine Tool Time
+. /utting the material as our
re@uired siFe
4as /utting mc 4as
oFFle
+:min
1. & = siFe tapping at length
of +8mm as ?oth side.
%rilling ?it ;.: mm 2
manuall operated
tap &= siFe
%rilling
?it ;.:
mm 2
& = tap
08 min
08 min
0. At ?ottom side t"o &= tap
at length =8 mm
%rilling ?it ;.: mm 2
manuall operated
tap &= siFe
%rilling
?it ;.:
mm 2
& = tap
08 min
Part name :- MIDDLE PLATE
Part siFe B +18 x : x 18mm
Part Wt B 8.1: 3g.
Part St B 1
24
-
8/12/2019 Final Hydrolic Bending Bending Machine
25/39
HYDRAULIC BENDINGMACHINE
)r.
o
$peration &achine Tool Time
+. /utting the
material as our
re@uired siFe
Po"er #acksa" mc #acksa" ?lade +8 min
1. %rilling t"o hole
at same length
%rilling mc %rilling tap +8
mm
: min
Part name B BOTTOM PLATE
Part Wt B 0 3g.
Part St B
Part siFe B 988 x +:8 x +8mm
25
-
8/12/2019 Final Hydrolic Bending Bending Machine
26/39
HYDRAULIC BENDINGMACHINE
)r.
o
$peration &achine Tool Time
+. /utting the material
as our re@uired siFe
4as cutting mc 4as noFel +8 min
1. %rilling 6our hole at
+8mm
%rilling mc %rilling ?it +8
mm
+8
min
26
-
8/12/2019 Final Hydrolic Bending Bending Machine
27/39
HYDRAULIC BENDINGMACHINE
APPLICATION
(1) INDUSTRIAL APPLICATION :-
In Industrial application, !ending pipe or
27
-
8/12/2019 Final Hydrolic Bending Bending Machine
28/39
HYDRAULIC BENDINGMACHINE
shaft to for re@uired condition. thus saving time and get the
process fast.
(!) HOME APPLIED USE :-
In home applied get plum!ing pipe !end. )o get
save plum!ing cost and these leakage pro!lem is minimum.
(") AUTOMOBILE INDUSTRIES :-
In automo!ile industries remove the shaft
!ending or !ending a shaft.
28
-
8/12/2019 Final Hydrolic Bending Bending Machine
29/39
HYDRAULIC BENDINGMACHINE
AD5ANTAGES DISAD5ANTAGE
AD5ANTAGES :-
29
-
8/12/2019 Final Hydrolic Bending Bending Machine
30/39
HYDRAULIC BENDINGMACHINE
+E (as handling
1E Lo" maintenance
9E (as /onstruction
:E )mall space mounting
5E o damage
;E (as maintenance
DISAD5ANTAGE :-
+E ot used in an D?ig pipeE siFe pipe or shaft.
1E ot used in on construction moment.
3) )iFe "ill !e selected.
30
-
8/12/2019 Final Hydrolic Bending Bending Machine
31/39
-
8/12/2019 Final Hydrolic Bending Bending Machine
32/39
HYDRAULIC BENDINGMACHINE
0E Also the cross section differs "ith increase in plunger heightto a certain limit then it starts to !reaks "ith more increase inheight of plunger.
9E The maximum !end "hich can !e occurred is ;: to >8 degrees.
32
-
8/12/2019 Final Hydrolic Bending Bending Machine
33/39
HYDRAULIC BENDINGMACHINE
FURTHER MODIFICATION
In further modification "e can provide sliding sstem to locking plate.
%ue to "e can o!tain height as per re@uirement.
Also "e can provide "heel !elo" the !ase plate due to handling
!ecome eas.
33
-
8/12/2019 Final Hydrolic Bending Bending Machine
34/39
HYDRAULIC BENDINGMACHINE
#draulic !ending machine "e can also used for another application
like !earing press fitting in sheet metal.
34
-
8/12/2019 Final Hydrolic Bending Bending Machine
35/39
HYDRAULIC BENDINGMACHINE
COST ESTIMATION
COST OF MATERIAL
&aterial Wt -ate 3g Total
Top Plate 0 3g -s 98 -s +18
35
-
8/12/2019 Final Hydrolic Bending Bending Machine
36/39
HYDRAULIC BENDINGMACHINE
?ottom Plate 0 3g -s 98 -s +18
)upporter Plate
5 3g -s 98 -s 198
Locking Wt 8.1: 3g -s 98 -s +8
6ixing Plate 9 3g -s 98 -s +58
Total Wt +5.1: 3g B -s 5:8
COST FOR MACHINING
&achine used sing time -ate hr Total
4as cutting mc + hr ++8 -s ++8.88
Lathe mc +: &in +18 -s 08.88
%rilling machine 1 hrs. +18 -s 198.88Po"er #acksa"
machine
+: min +:8 -s 98.88
Tapping mc + hr 188 -s 188.88
Total -s 518.88
COST FOR STANDARD PART
-ateB
A&( $6 )TA%A-% PA-T) T$TAL
ut 2 ?olt D8.: 3gE -sB 98.88
#draulic !ottle *ack -sB +:88.88
Welding -sB 988.88
Painting -sB 088.88
Transport -sB 188.88
Total -sB 1998.88
36
-
8/12/2019 Final Hydrolic Bending Bending Machine
37/39
HYDRAULIC BENDINGMACHINE
TOTAL PRO0ECT COST B
/ost of material R /ost for machine R /ost for std. part
H 5:8.88R 518.88 R1998.88
H 0;+8.88
T$TAL P-$'(/T /$)T
H -) 0;+8.88
37
-
8/12/2019 Final Hydrolic Bending Bending Machine
38/39
HYDRAULIC BENDINGMACHINE
BIBLIOGRAPY
+. &A/#I( %()I4
D a E -.). 3hurmi gupta
D ! E ?handri '.%.
1. W$-3)#$P T(/#$L$47
D a E ).3. #a*ra choudhar
D ! E -aghuvanshi -.
-
8/12/2019 Final Hydrolic Bending Bending Machine
39/39
HYDRAULIC BENDINGMACHINE
3olkata.
9. &AT(-IAL T(/#$L$47
D a E &aha*an &.).
:. &AT(-IAL #A%?$$3
D a E Tata &c 4ra" hill pu!.
5. &A/#I( T$$L %()I4 #A%?$$3.
D a E Tata &c 4ra" hill pu!.