Field GHG Reduction Projects Dehydration...
37
Field GHG Reduction Projects Dehydration Optimization February 10, 2016 1
Transcript of Field GHG Reduction Projects Dehydration...

Field GHG Reduction Projects Dehydration Optimization
February 10, 2016 1

Dehydration Optimization Video
February 10, 2016 2

Overview
• Dehydration facilities represent a significant opportunity for GHG reduction, as most are over-circulating glycol and/or using stripping gas unnecessarily
• Beyond operational changes, there are many potential optimization strategies
CPC currently has approximately 80 operating dehydration facilities Industry has 2000+ operating dehydration facilities (Western Canada)
February 10, 2016 3

Technology Description
• Initial Project Objective: Replace gas-assisted circulation pumps with electric pumps (5 locations)
• Reality: Significant equipment modifications required, costs were found to be higher than expected and only one electrification project was completed.
• Final Project Outcome – Six different technologies trialed • Most successful for our fleet: Glycol Pump Reductions
Still Overheads Engine SlipStream
February 10, 2016 4

James Holoboff – Process Ecology
February 10, 2016 5
James is a partner and a Senior Project Manager with Process Ecology. He leads the Engineering Services practice and provides software development support for the company’s Emissions Management Systems. He has also been involved with dehydration facility regulatory reporting and optimization in Western Canada since 2006. James holds a BSc and an MSc degree from the University of Calgary.

Technology Description
1. Glycol Pump Electrification 2. Glycol Pump Reduction
6. Flash Tank Tie-In
3. Still overhead from existing condenser to regen burner 4. Still overhead to vendor heat exchanger & regen burner 5. Slipstream - dehydrator vent gas capture
GHG
GHG
GHG
February 10, 2016 6

Glycol Pump Electrification • Replace existing energy exchange
pump with electric pump • Significant reduction in GHGs; venting
of energy exchange gas eliminated • Additional modifications (contactor
level control, instrumentation) may be needed – high costs
Still overhead to LP burner (Kenilworth) • Gas from the glycol reboiler stack is sent
to a condenser to remove free liquids • Overhead gas piped to a glycol reboiler
burner system as primary source of fuel • For Kenilworth there must be an existing
condensing tank. • Important to match amount of gas from
process with required burner gas Still overhead to Jatco heat exchanger / LP burner • Hydrocarbons and water vapour leaving
the glycol reboiler stack are routed to the Jatco engineered heat exchanger / condensing system.
• Liquids condensed and recovered. • Uncondensed vapours routed through
separation and filtering media to secondary burner (in this case, Eclipse)
Flash tank tie-in • A glycol flash tank is installed to recover
light hydrocarbons • Flash gases can then be routed to the
fuel gas system or flare
Installed Technologies
February 10, 2016 7

Picture from “Waste to Wealth”, presented by Sean Hiebert (ConocoPhillips) at PTAC Air Emissions Forum, 2013
Low Pressure Glycol Regeneration System
Wet Gas
Dry Gas
High Pressure Glycol/Gas Contactor
Lean Glycol
Rich Glycol
Tank
H2O BTEX
Methane $$
Dehy Still Column Overheads (Waste Gas)
Installed Technologies: Slipstream
• Gas from still overheads tank vented to atmosphere.
February 10, 2016 8

• Gas from still overheads tank routed to compressor engine, and used as fuel gas!
Picture from “Waste to Wealth”, presented by Sean Hiebert (ConocoPhillips) at PTAC Air Emissions Forum, 2013
Installed Technologies: Slipstream
February 10, 2016 9

February 10, 2016 10
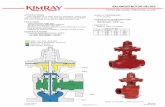
Installed Technologies: Slipstream

• Most dehydration facilities are over-circulating
Picture from http://mobile.kimray.com/application/dehydration/Images/glycol_1.png
• In some cases, circulation rate can be reduced with existing pump; in others, pump replacement is needed
• GHG benefit is greater for energy exchange pumps
• Need to review potential issues with low rates (sales gas spec, column turndown)
Installed Technologies: Glycol Pump/Circulation Reduction
February 10, 2016 11

SAID DIDInstallations 5 13
GHG Reduction [tCO2e/yr] 1343 4905
Cost Abatement [$/tCO2e] $19 $5
Technology Scorecard & Realizing the Win-Win
February 10, 2016 12
• Original objective: reduce GHG emissions in 5 dehydration facilities by replacing dehydrator energy exchange glycol circulation pumps with electric pumps.
• Reality: Costs were found to be higher than expected and only one electrification project was completed.
• Final Outcome: reduced GHG emissions in 13 dehydration facilities via five technologies • Numbers on this slide exclude Slipstream
• Field execution experience • Total $513k for all installations • Costs ranging from $8,000 for pump reductions to $196,000 for Heat exchanger/Burner installation
• Environmental benefits • Exceeded GHG emission reduction • Reduced BTEX emissions
• Fuel gas reduction of 1520 e3m3/year (4 e3m3/d) for all projects
*Based on 20 year project life*
* *

Economics: Project Budget and Cost Savings
Slipstream Cost Abatement does not include GHG Credits GHG Reduction per installation (for Kimray pump reduction, 100-1000 tCO2e/year)
Jatco/burnerSlipstream - vent
gas capture
Dehy glycol pump
electrification
Kenilworth
burnerFlash tank tie-in
Kimray pump
reduction
Installations 1 1 1 2 1 8
GHG Reduction [tCO2e/yr] 762 1791 105 585 116 344
Cost Abatement [$/tCO2e] $13 $4 $42 $6 $9 $1
$0
$5
$10
$15
$20
$25
$30
$35
$40
$45
Jatco/burner Slipstream - vent gascapture
Dehy glycol pumpelectrification
Kenilworth burner Flash tank tie-in Kimray pumpreduction
Co
st A
bat
emen
t ($
/tC
O2
e)
February 10, 2016 13

Economics: Payback
+
+
+
+
• There is a protocol for Slipstream installations, and GHG Credits were pursued for the Slipstream installation
February 10, 2016 14

Lessons Learned: Slipstream – Vent Gas Capture
• This technology implementation was an OVERWHELMING success • Approximately 20% of total engine fuel is dehy waste gas!!!
• Dehy optimization no longer as critical (all waste captured/utilized)
• Overall site emission reductions, along with odor reduction
• >1 year runtime without major issues
• Offset credits successfully obtained
• Currently working with the AER, to have this technology “tested” and recognized as an acceptable Benzene destruction technology • Appears to be a potential viable Benzene abatement technology
February 10, 2016 15

Lessons Learned: Glycol Pump/Circulation Reduction
February 10, 2016 16

Lessons Learned: Glycol Pump/Circulation Reduction
• Pump rate reduction can be employed at facilities that are over-circulating glycol • majority of dehydration facilities
• Emissions are linearly proportional to glycol rate; at high circulation rates there is no additional dehydration benefit
• Depending on the pump characteristics: • in some cases, the circulation rate can be turned down with existing pump
• In others, pump replacement would be needed
• Consider operating conditions throughout the year.
• Ensure that the contactor tower performs adequately at low rates. • For CPC – no reportable problems in contactor hydraulics
• Greater turndown for trayed vs. packed towers
• Installation costs can be reduced by replacing one pump, keeping the larger one as a spare
February 10, 2016 17

Lessons Learned: Other opportunities for reduction in Dehy Facilities
Stripping Gas Elimination Circulation Rate Reduction Pump Replacement Flash Tank Tie-In / Installation
SlipStream (Still Vent Vapour Recovery to Engine) Still Vent Vapour Recovery to Burner VRU Flare/Incinerator Gas Driven Pump to Electric Pump
Bigger GHG reduction opportunity for units with: Energy Exchange Pumps Stripping Gas Still Gas Vented
February 10, 2016 18

Conclusions
• Of the technologies reviewed, the most cost-efficient GHG reduction opportunity for potential widespread adoption in industry is the Glycol Pump/Circulation Reduction.
• The Slipstream technology allows for capture/utilization of still vent overheads and is a good option for emissions reduction when an engine is adjacent and glycol circulation reduction is not possible.
• Benefits of Dehydration Optimization: • GHG Reduction
• BTEX Reduction
• Fuel Gas Reduction
• Site Odor Improvements
• Corporate Sustainability
February 10, 2016 19

Field GHG Reduction Projects Waste Heat Recovery
February 10, 2016 20

Waste Heat Recovery Video
February 10, 2016 21

Opportunity
• Gas compressors are widely used in the Canadian Upstream oil and gas (UOG) sector
• Compressors are mainly driven using natural gas powered reciprocating engines (and often very large: ~1500HP average)
• Large Population = Large Waste Heat Opportunity • CPC operates approximately 775 engines (>400,000 HP)
• Canadian industry total is approximately 10,000 – 15,000 engines
February 10, 2016 22
Waste Heat - Glycol Cooling System - Exhaust Gas
Gas In (Low Pressure)
Gas Out (High Pressure)

Opportunity
• Approximately 2/3 of fuel energy is rejected as waste heat!!!
• Very little heat recovery installed
February 10, 2016 23
We want to capture/use this!!!
Waste energy content of 2/3 of 600 MMscfd = 7,000 MegaWatts!!!!

Challenge
• Lots of variation in engine make/models • 30 HP – 3500 HP (1500 HP being the most common engine in our fleet)
• Canadian UOG use similar equipment (packaged/installed/operated)
• Each facility has a different “need” for thermal energy • Thermal fluid loops (process heating, utility heating, heat tracing)
• Electricity (remote, grid-displacement)
• Waste Heat Recovery Schemes can be divided into sub-types: • Waste Heat to Process
• Large-scale
• Small-scale
• Waste heat to Power
• Large-scale
• Small-scale
February 10, 2016 24
Our Challenge – Can we “economically” recover/utilize waste heat within our operations?
**Waste heat utilization reduces GHG emissions, by
displacing fuel consumption (fire heater) or grid electrical consumption.

Field GHG Reduction Projects Waste Heat to Process
February 10, 2016 25

Waste Heat to Process
26
Upstream Oil and Gas Facilities - Waste Heat Sources and Uses
Exhaust Temperature from Engines Plant Heat Uses Typical Temperatures and Pressures
Required
400 - 600 C
Hot Oil for process heat 150 - 250 C, Atmospheric pressure
Pressurized Glycol for process heat 100 - 200 C, 500 - 1000 kPag pressure
Utility Glycol for building heat/heat tracing ~100 C, Atmospheric pressure
Other process streams - glycol
regeneration, mol sieve regeneration, .... 100 - 250 C, Process Operating pressures
Pumpjack Engine Heat Trace (small-scale)
Compressor Engine Exhaust to Glycol Heat Medium
(large-scale)
February 10, 2016

Technology Scorecard
• Small-scale Waste Heat Recovery • Pumpjack Engine Glycol used as Surface Piping Heat Trace
• Large-scale Waste Heat Recovery • Engine exhaust gas to Hot Oil/Glycol Thermal Fluid Loops
• Conventional technology (shell and tube)
• Unconventional Technology (heat pipes)
• Turbine exhaust gas to Amine Regeneration unit operation (not part of project)
February 10, 2016 27
SAID
DID
Installations 14 7
GHG Reduction [tCO2e/yr] 11,079 2,157
Cost Abatement [$/tCO2e] $19.62 $21.50

Learnings
• Waste heat recovery/utilization is not easy! (especially on a retrofit)
• Evaluate waste heat source vs. sink carefully
• GHG reduction potential • WHR GHG Reduction Potential <<< Vented Methane Reduction Potential
• 25x GWP of vented methane vs CO2
• Challenges with “new” WHR Technology (Heat Pipe Exchangers) • Installation/operating practices
• Education
• Approvals (Pressure Equipment)
• Off-shore Technology (limited local knowledge-base)
• Asset health/life evaluation (big picture)
February 10, 2016 28

Field GHG Reduction Projects Waste Heat to Power (WHtP)
February 10, 2016 29

Technology Description
• Waste Heat to Power via Organic Rankine Cycle (ORC) is well proven and sometimes economic at large-scale. • Most applications are on large-scale, high-grade waste heat sources
Our Challenge – Generate power from a small-scale lower-grade waste heat source “economically.”
• CPC’s Waste Heat to Power Pilot Objectives/Benefits: • Proof of Concept (can it be done?)
• Emission Reductions (utilization of waste heat generated power vs. grid power: coal)
• Grid Consumption Reduction (LOE Reduction, $$$)
• Proving-out “off the shelf” technology (small-scale)
• Creating an “economic” and “repeatable” small-scale WHtP solution (without subsidization)
February 10, 2016 30

Our Approach
• Reduce Complexity • Working Fluid (WF) Condenser: Water-cooled vs. air-cooled
• WF Evaporator: Thermal fluid to evaporator vs. direct EGHX evaporator
• Expander: Turbine vs. Roto-star PD Rotor vs. Twin-screw
• Engine Waste Heat Source: Multiple Engines vs. Single Engine
• Thermal Fluid Circulation Systems: Thermal Oil & Glycol vs. Glycol
• Challenge Vendors • Product Pricing: Waste Heat Exchanger – Heat Pipe vs. Shell & Tube
• Product Modification to “Fit” Application (Improve Capital Efficiency)
• Risk Reduction • Focus only on “proven/commercial” ORC options – Off the Shelf
• Performance Guarantees?
February 10, 2016 31

Pilot Design
• Single-engine installation (Waukesha L7042GL, ~1100kW/~1500HP)
• Elevated engine jacket water w/ exhaust gas temperature boost • 1 thermal fluid loop – engine jacket water (glycol)
• 2 - ElectraTherm 50-75kW Green Machine ORC skids
• 2 - Guntner air-cooled condensers
• Containerization (robust mobility) – 20’ Shipping Container Platform
• Aprovis conventional shell/tube exhaust gas heat exchanger w/ built-in bypass
• Honeywell R245fa refrigerant – Non-flammable, Non-toxic, Non-ozone Depleting
Expected Average Output: 108kW Gross, 91kW Net
February 10, 2016 32

Small-scale ORC Pilot PFD
February 10, 2016 33

Project Major Equipment
Guntner Air-cooled
Refrigerant Condenser
- Mexico
Electratherm Green
Machine ORC – USA
Aprovis EGHX with
Integrated Bypass - Germany
February 10, 2016 34

Project Photos
COP’s First Reciprocating Engine ORC!!!!
ElectraTherm’s first ORC in Canada!
SAID
DID
Installations 1 1
GHG Reduction [tCO2e/yr] 2,135 558
Cost Abatement [$/tCO2e] $26.35 $159.68
February 10, 2016 35

Learnings
• Canadian Requirements: • CRN/ABSA – Refabricating pipe spools in shop/registering pressure vessels
• CSA Electrical – Relocating panels & rewiring skids in field
• Control System Complexity (flow-splitting EJW to 2 ORC Skids)
• Candidate Location Uniqueness • MCC Location, Vintage, Expandability
• Engine Suitability (Start System, Health, Heating, etc.)
• Site Electrical Stability
• Exhaust Gas Exchanger Backfire Pressure Protection
• Remote Communications (IT, Firewalls, etc.)
• Cold Canadian Climates (O2 Sensor)
Use of two ORC modules gave rise to a difficult control scheme to properly balance loads
Older model engine with “health” issues resulted in unanticipated mishaps
Off shore components required recertification as pressure vessels
Site layout and vintage was not fully compatible with current designs and technology
February 10, 2016 36

February 10, 2016 37
PANEL DISCUSSIONS