FICHA RESUMEN DE PROYECTOS - repository.usta.edu.co
93
1 EVALUACIÓN DE LA RESISTENCIA MECÁNICA BAJO CARGA MONOTÓNICA Y LA RIGIDEZ BAJO CARGA CÍCLICA DE UNA MEZCLA ASFÁLTICA TIBIA FABRICADA CON SUSTITUCIONES PARCIALES DE AGREGADO PÉTREO POR ESCORIA DE ALTO HORNO JAIRO FERNANDO RUIZ IBARRA UNIVERSIDAD SANTO TOMÁS FACULTAD DE INGENIERÍA CIVIL MAESTRÍA EN INFRAESTRUCTURA VIAL BOGOTÁ 2018
Transcript of FICHA RESUMEN DE PROYECTOS - repository.usta.edu.co

1
EVALUACIÓN DE LA RESISTENCIA MECÁNICA BAJO CARGA MONOTÓNICA Y LA RIGIDEZ BAJO CARGA CÍCLICA DE UNA MEZCLA ASFÁLTICA TIBIA FABRICADA CON SUSTITUCIONES PARCIALES DE AGREGADO PÉTREO
POR ESCORIA DE ALTO HORNO
JAIRO FERNANDO RUIZ IBARRA
UNIVERSIDAD SANTO TOMÁS FACULTAD DE INGENIERÍA CIVIL
MAESTRÍA EN INFRAESTRUCTURA VIAL BOGOTÁ
2018

2
EVALUACIÓN DE LA RESISTENCIA MECÁNICA BAJO CARGA MONOTÓNICA Y LA RIGIDEZ BAJO CARGA CÍCLICA DE UNA MEZCLA ASFÁLTICA TIBIA FABRICADA CON SUSTITUCIONES PARCIALES DE AGREGADO PÉTREO
POR ESCORIA DE ALTO HORNO
JAIRO FERNANDO RUIZ IBARRA
Trabajo de grado para optar al título de Magister en infraestructura vial
Director Hugo Alexander Rondón Quintana
Ing. MSc, PhD.
UNIVERSIDAD SANTO TOMÁS FACULTAD DE INGENIERÍA CIVIL
MAESTRÍA EN INFRAESTRUCTURA VIAL BOGOTÁ
2018

3
NOTA DE ACEPTACIÓN
_________________________________ _________________________________ _________________________________ _________________________________ _________________________________
_________________________________ PRESIDENTE DE JURADO
_________________________________ JURADO
_________________________________ JURADO
Bogotá, junio de 2018

4
AGRADECIMIENTOS El autor desea expresar sus más sinceras muestras de agradecimiento: A Dios y la Virgen por ser mi guía, a mi madre Carmen Cecilia, mi padre Luis Fernando, mi hermana Mayerly y mi hija Natalia Fernanda, por creer y confiar siempre en mí apoyándome en todas las decisiones tomadas en la vida. Asimismo, deseo expresar un gran agradecimiento a mi novia Marisela por su apoyo. Al Ingeniero Hugo Alexander Rondón Quintana, gran amigo y hermano, Director de mi proyecto de grado Maestría de Infraestructura Vial, por su orientación y dedicación en el desarrollo de esta investigación, por la confianza y el apoyo constante depositado en mi persona.

5
CONTENIDO
pág.
1. INTRODUCCIÓN 12 1.1 ANTECEDENTES 12 1.2 PLANTEAMIENTO Y JUSTIFICACIÓN DEL PROBLEMA 13 1.3 SÍNTESIS 17 1.4 OBJETIVOS 18 2. MARCO TEÓRICO Y CONCEPTUAL 19 2.1 ESCORIAS DE ALTO HORNO 19 2.2 CONCRETO ASFÁLTICO 20 2.3 GENERALIDADES SOBRE MEZCLAS ASFÁLTICAS TIBIAS 24 2.4 DESCRIPCIÓN DE LOS ENSAYOS DE LABORATORIO 26 2.4.1 Agregados Pétreos 26 2.4.1.1 Resistencia al desgaste en la máquina de los ángeles (INV. E- 128-13) 26 2.4.1.2 Micro – Deval (INV. E-238-13) 27 2.4.1.3 10% de finos (INV. E-224-13). 28 2.4.1.4 Caras fracturadas (INV. E-227-E) 28 2.4.1.5 Índice de aplanamiento y alargamiento (INV. E-230-13) 29 2.4.1.6 Equivalente de arena (INV. E-133-13) 29 2.4.1.7 Gravedad específica del agregado grueso (INV. E- 223-13) y fino (INV. E- 222-13) 30 2.4.1.8 Solidez de los agregados frente a la acción de soluciones de sulfato de sodio o de magnesio (INV. E-220-13) 31 2.4.1.9 Índice de plasticidad - IP (INV. E-125, 126-13) 31 2.4.2 Cemento Asfáltico 32 2.4.2.1 Penetración (INV. E-706-13) 32 2.4.2.2 Ductilidad (INV. E-702-13) 33 2.4.2.3 Punto de ablandamiento (INV. E-712-13) 33 2.4.2.4 Punto de ignición (INV. E-709-13) 34 2.4.2.5 Viscosidad (INV. E-717-13) 34 2.4.2.6 Película delgada en horno rotatorio (INV. E-721-13) 35 2.4.2.7 Gravedad específica del asfalto - método del picnómetro (INV. E-707-13)35 2.4.3 Mezcla Asfáltica 36 2.4.3.1 Marshall (INV. E-748-13) 36 2.4.3.2 Tracción Indirecta (INV. E-725-13) 37 2.4.3.3 Módulo resiliente (INV. E-749-13) 38 2.4.3.4 Deformación permanente - Ahuellamiento (UNE – EN 12697-26) 39 3. METODOLOGÍA 40 3.1 REVISIÓN BIBLIOGRÁFICA 40 3.2 MATERIALES 40

6
pág.
3.3 MODIFICACIÓN DEL CEMENTO ASFÁLTICO PARA ENSAYOS SOBRE EL LIGANTE 42 3.4 DISEÑO MARSHALL (INV. E-748-13) – MEZCLA CONVENCIONAL DE REFERENCIA O DE CONTROL 44 3.5 ENSAYO MARSHALL SOBRE MEZCLAS ASFÁLTICAS CON REEMPLAZO DE BFS 46 3.6 ENSAYO DE TRACCIÓN INDIRECTA (INV. E-725-13) 46 3.7 DETERMINACIÓN DEL CONTENIDO DE ADITIVO Y DE LAS TEMPERATURAS DE FABRICACIÓN Y COMPACTACIÓN DE LA MEZCLA TIBIA CON BFS 46 3.8 ENSAYO DE TRACCIÓN INDIRECTA (INV. E-725-13) SOBRE MEZCLAS TIBIAS CON BFS 47 3.9 ENSAYOS DE MÓDULO RESILIENTE (INV. E-749-13) Y DEFORMACIÓN PERMANENTE (EN 12697-22) 47 3.10 INFORMES TÉCNICOS Y DOCUMENTO FINAL 48 4. RESULTADOS Y ANÁLISIS 49 4.1 CARACTERIZACIÓN DE MATERIALES 49 4.1.1 Agregados pétreos 49 4.1.2 Cemento asfáltico 50 4.2 DISEÑO DE MEZCLA ASFÁLTICA DE REFERENCIA 51 4.3 ENSAYO MARSHALL MEZCLAS CON ESCORIA 52 4.4 ENSAYOS DE TRACCIÓN INDIRECTA 55 4.5 DETERMINACIÓN DE CONTENIDO DE ADITIVO Y TEMPERATURA DE FABRICACIÓN DE LA MEZCLA ASFÁLTICA TIBIA 56 4.6 RESISTENCIA A TRACCIÓN INDIRECTA SOBRE MEZCLA ASFÁLTICA TIBIA 57 4.7 MÓDULO RESILIENTE Y DEFORMACIÓN PERMANENTE SOBRE MEZCLA ASFÁLTICA TIBIA 58 5. CONCLUSIONES 61 6. RECOMENDACIONES 63 BIBLIOGRAFÍA 64 ANEXOS 69

7
LISTA DE CUADROS
pág. Cuadro 1. Estado de la Red Vial Nacional Primaria 16 Cuadro 2. Composición Química de Escorias de Alto Horno 19 Cuadro 3. Granulometría de Mezclas de Concreto Asfáltico 22 Cuadro 4. Criterios para Diseño de Concreto Asfáltico (Ensayo Marshall) 22 Cuadro 5. Recomendación de utilización de concreto asfáltico según espesor y tipo de capa 22 Cuadro 6. Requisitos Mínimos de Calidad de Agregados para Concreto Asfáltico 23 Cuadro 7. Requisitos Mínimos de Calidad del Cemento Asfáltico 24 Cuadro 8. Ensayos de Caracterización sobre el Agregado Pétreo y la BFS. 41 Cuadro 9. Ensayos de Caracterización Ejecutados Sobre el CA 60-70 (Con y sin Modificación) 42 Cuadro 10. Caracterización del CA 60-70 Modificado con HUSIL 43 Cuadro 11. Caracterización Reológica del Asfalto CA 60-70 44 Cuadro 12. Caracterización Reológica Asfalto + HUSIL 44 Cuadro 13. Granulometría Mezcla MDC-25 45 Cuadro 14. Distribución de Masas de Asfalto y Agregados Pétreos para Mezcla MDC-25 45 Cuadro 15. Caracterización del Agregado Pétreo 49 Cuadro 16. Caracterización de la BFS 49 Cuadro 17. Características Generales del CA 60-70 51 Cuadro 18. Resumen del Ensayo Marshall Ejecutado sobre la Mezcla de Referencia MDC-25 51 Cuadro 19. Ensayo de Tracción Indirecta 56 Cuadro 20. Ensayo de Tracción Indirecta (INV E-725) 57

8
LISTA DE FIGURAS
pág. Figura 1. Ilustración de la máquina de Los Ángeles 27 Figura 2. Ilustración de la Máquina Micro-Deval 28 Figura 3. Ilustración del cilindro para realizar ensayo de 10% de finos. 28 Figura 4. Ilustración de los Calibradores Metálicos para Medir Índices de Alargamiento y Aplanamiento 29 Figura 5. Cazuela de Casagrande (Izquierda) y Método de los Rollitos (Derecha)32 Figura 6. Penetrómetro 33 Figura 7. Ductilímetro 33 Figura 8. Aparato de Anillo y Bola 34 Figura 9. Copa abierta de Cleveland 34 Figura 10. Viscosímetro Rotacional 35 Figura 11. Horno de Película Delgada 35 Figura 12. Preparación Ensayo Marshall 37 Figura 13. Ensayo de Tracción Indirecta 38 Figura 14. Muestra Colocada en el NAT de la Pontificia Universidad Javeriana para el Ensayo de Módulo Resiliente 39 Figura 15. Muestra colocada en el NAT de la Pontificia Universidad Javeriana para el Ensayo de Deformación Permanente 39 Figura 16. Agregado Pétreo Tamizado de CONCRESCOL S.A. 40 Figura 17. Escoria de Alto Horno Tipo ACBFS de Paz del Rio. Fracción Gruesa (Imagen Izquierda) y Fina (Imagen Derecha) 40 Figura 18. El Efecto de Espumado del Asfalto producto De Agregar el Aditivo 41 Figura 19. Resultados del ensayo Marshall para Mezcla MDC-25 de Referencia, a) Estabilidad – E, b) Flujo – F, c) E/F y d) Vacíos en la Mezcla 52 Figura 20. Resultado del Ensayo Marshall – Reemplazo del Agregado Grueso. a) Relación E/F (Estabilidad/Flujo); b) Vacíos con Aire; c) Estabilidad; d) Flujo. 54 Figura 21. Resultado del Ensayo Marshall – Reemplazo del Agregado Fino. a) Relación E/F (Estabilidad/Flujo); b) Vacíos con Aire; c) Estabilidad; d) Flujo. 55 Figura 22. Resultado del Ensayo de Módulo Resiliente. a) 10°C, b) 20°C y c) 30°C. 59 Figura 23. Resultado del Ensayo de Deformación Permanente 60

9
LISTA DE ANEXOS
pág.
Anexo A. Resultados Ensayos para Diseño de Mezcla MDC-25. 69 Anexo B. Resultados Ensayos de Módulo Resiliente 71 Anexo C. Resultados Ensayos de Módulo Resiliente 75 Anexo D. Certificado de calibración - NAT para módulo y deformación 79

10
RESUMEN En el presente trabajo de grado se realizó una fase experimental que evaluó la respuesta bajo carga monotónica (ensayos Marshall y tracción indirecta) y dinámica (módulo resiliente y deformación permanente) de una mezcla asfáltica tibia reciclada fabricada a partir de la incorporación de un aditivo denominado HUSIL al asfalto y de la sustitución parcial de las fracciones gruesas y finas de un agregado pétreo natural por una escoria de alto horno proveniente de Acerías Paz del Río S.A. Para la fabricación de las mezclas se empleó asfalto CA 60-70 y como granulometría de referencia, se utilizó la de una mezcla de concreto asfáltico tipo MDC-25 (utilizada ampliamente para la construcción de capas de base asfáltica en pavimentos). Con base a los resultados obtenidos se concluye que el mejor comportamiento se logra, cuando se disminuye la temperatura de mezcla en 30°C, se emplea el aditivo HUSIL y se sustituye la fracción gruesa del agregado pétreo por BFS en 12.5% (reemplazo del tamiz de ¾”). Bajo dicha condición, la mezcla experimenta un aumento importante en la rigidez (bajo carga monotónica y dinámica), en la resistencia al daño por humedad y en la resistencia a las deformaciones permanentes con respecto a la de control. Palabras clave: Escoria de alto horno, BFS, mezcla asfáltica tibia, WMA, HUSIL, ensayo Marshall, Tracción indirecta, módulo resiliente, deformación permanente.

11
ABSTRACT
In the present work of degree was conducted a pilot phase that evaluated the response under load monotonic (Marshall Islands and indirect tensile tests) and dynamic (module resilient and permanent deformation) of an asphalt mixture warm recycled made from the incorporation of an additive called HUSIL to asphalt and the partial replacement of the coarse and fine fractions of a natural stone added by a blast furnace slag from Acerías Paz del Río S.A. for the manufacture of mixtures used asphalt CA 60-70 and how particle size of reference, used a mixture of asphalt concrete type MDC-25 (widely used for the construction of layers of base asphalt pavements). Based on the results obtained, it was concluded that the best performance is achieved when the temperature decreases in 30°C is used, the additive HUSIL and replaces the coarse fraction of the aggregate stone by BFS in 12.5% (Replacement of the sieve of ¾"). Under this condition, the mixture is experiencing a significant increase in the stiffness (under load monotonic, and dynamic), in resistance to moisture damage and in the resistance to permanent deformation with respect to the control. Key words: Blast Furnace Slag, BFS, warm mix asphalt, WMA, HUSIL, Marshall test, indirect tensile module, resilient, permanent deformation.

12
1. INTRODUCCIÓN
1.1 ANTECEDENTES El grupo de investigación TOPOVIAL de la Universidad Distrital Francisco José de Caldas (UDFJC), ejecutó un proyecto de investigación que buscó el desarrollo de una tecnología para la producción de una mezcla asfáltica amigable con el medio ambiente, que experimente adicionalmente en campo, propiedades reológicas, mecánicas y de durabilidad, similares o superiores a las de mezclas tradicionales en caliente1. En el mundo a este tipo de mezclas se les denomina “Mezclas Asfálticas Tibias” (WMA – Warm Mix Asphalt). A través de la modificación por vía húmeda de un cemento asfáltico CA (tipo CA 60-70 fabricado por la Empresa Colombiana de Petróleos S.A. - ECOPETROL), con un aditivo ampliamente trabajado por el grupo de investigación TOPOVIAL y desconocido por los productores de asfaltos (denominado HUSIL), se modificaron las características de viscosidad y trabajabilidad del material base (cemento asfáltico), con el fin de poder mezclarlo (en las plantas de asfaltos) con el agregado pétreo a temperaturas más bajas, y así fabricar una mezcla asfáltica que disminuya la carga contaminante a la atmósfera. El aditivo actúa como una zeolita, espumando el asfalto durante el proceso de fabricación a aproximadamente 80° C. Con el fin de medir la resistencia bajo carga monotónica y cíclica que experimentó la mezcla asfáltica tibia fabricada usando el aditivo químico HUSIL mencionado, los investigadores del grupo TOPOVIAL ejecutaron ensayos Marshall, tracción indirecta, módulo resiliente, deformación permanente y resistencia a fatiga. Los resultados de dichos ensayos fueron comparados con los de tres mezclas en caliente de referencia (MDC-10, MDC-19 y MDC-25, acorde con la especificación del Instituto Nacional de Vías – INVIAS, 2013). Con base en los resultados obtenidos, los investigadores concluyeron:
i) Aunque el contenido de aditivo agregado a la mezcla es bajo (1% con respecto a la masa del asfalto, HUSIL/CA=1%), se reportan cambios significativos en las propiedades del asfalto modificado (incremento de la rigidez y mejoramiento del grado de funcionamiento del asfalto a temperaturas altas e intermedias de servicio), ii) El aditivo HUSIL permite reducir la temperatura de la mezcla en 30° C, logrando propiedades volumétricas similares, y ligeramente mayor resistencia bajo carga monotónica en el ensayo Marshall con respecto a las mezclas en caliente de referencia fabricadas a 150° C, iii) La resistencia bajo carga monotónica de la mezcla asfáltica tibia fabricada empleando el aditivo HUSIL en el ensayo de tracción indirecta es superior a la de referencia, iv) La mezcla tibia experimenta mayor resistencia al daño por humedad en comparación con las de referencia fabricada a 150° C., v) La mezcla asfáltica tibia experimenta mayor rigidez bajo carga cíclica y resistencia a la deformación permanente que la mezcla en caliente, lo que induce a pensar en su empleo en vías que se construyan donde el clima sea de alta
1 RONDÓN, H. A.; ZAFRA, C.A.; CASTRO, W. y FERNÁNDEZ, W. Desarrollo de una Mezcla Asfáltica Tibia bajo Criterios Técnicos y Medioambientales. Bogotá: Universidad Distrital Francisco José de Caldas, 2015. p. 8

13
temperatura, vi) La mezcla asfáltica tibia al ser fabricada a 30° C por debajo de la mezcla en caliente debe generar menor emisiones a la atmósfera y reducir el uso de combustibles en las plantas, lo que redundará en menor contaminación al medio ambiente, vii) La mezcla asfáltica tibia objeto del presente estudio puede ser fabricada a escala real en una planta de asfalto convencional sin necesidad de modificarla o de adquirir equipamiento adicional. La mezcla asfáltica tibia fabricada a escala real presenta las mismas ventajas de aquellas fabricadas en laboratorio: mayor resistencia bajo carga monotónica y cíclica y mayor resistencia al daño por humedad2.
A diferencia del estudio reportado con anterioridad, se realizó un trabajo de grado donde evaluaron las propiedades Marshall (estabilidad y flujo principalmente) de una mezcla asfáltica tibia fabricada con el mismo aditivo HUSIL, pero reemplazando parte del agregado pétreo natural por escoria de alto horno (BFS, blast furnace slag)3. Como granulometría de referencia utilizaron una MDC-19 y como conclusión general obtuvieron que la mezcla tibia (fabricada 30° C por debajo de la de control empleando el aditivo HUSIL y reemplazando parte del agregado por BFS) experimenta mayor resistencia bajo carga monotónica (evaluada a través de la relación estabilidad/flujo) en comparación con la mezcla de referencia. 1.2 PLANTEAMIENTO Y JUSTIFICACIÓN DEL PROBLEMA
De acuerdo con ASOPAC (Asociación de Productores y Pavimentadores Asfálticos de Colombia), “la mayor parte de las estructuras que se diseñan y construyen en Colombia y el mundo son flexibles o cuentan con rodaduras o superficies construidas con capas asfálticas. Según ellos, más del 90% de las vías en el mundo están construidas en pavimento asfáltico. La mayor parte de las mezclas que se utilizan en el mundo para conformar capas asfálticas en este tipo de estructuras viales son las denominadas concreto asfáltico o mezclas del tipo denso y en caliente”4 (MDC, MSC, MGC o MAM de acuerdo con las especificaciones del Instituto Nacional de Vías – INVIAS, 2013 o internacionalmente conocidas como HMA – Hot Mix Asphalt). Estas mezclas se caracterizan por presentar un bajo contenido de vacíos con aire (entre 3% a 9% por lo general), son premezcladas, y por lo general, bien diseñadas y fabricadas, son de buena resistencia mecánica, durabilidad y de buen comportamiento en campo. Adicionalmente pueden ser utilizadas para conformar cualquier subcapa dentro de la capa asfáltica (rodadura, base intermedia y/o base asfáltica). A pesar
2 Ibíd., p. 3 BENÍTEZ BARRETO, Aníbal; ZAPATA, Kevin Mauricio y ARAUJO GARCÉS, Efraín. Evaluación de la resistencia de una mezcla asfáltica tibia, sustituyendo en su fabricación, parte del agregado pétreo, por escoria de alto horno. Trabajo de Especialización en Ingeniería de Pavimentos. Bogotá: Universidad Católica De Colombia. Facultad de Ingeniería, 2015. p. 10 4 ASOCIACIÓN DE PRODUCTORES Y PAVIMENTADORES ASFÁLTICOS DE COLOMBIA ASOPAC. Cartilla del Pavimento Asfáltico. Bogotá: ASOPAC, 2004. p. 21

14
de lo anterior, este tipo de mezcla presenta como principal limitación que tienen que ser fabricadas (en las plantas de asfalto) y construidas a muy alta temperatura (fabricación entre 150°C y 190°C y compactación entre 120°C y 160°C), generando emisiones a la atmósfera de sus componentes volátiles (principalmente gas carbónico) y por ende contaminación al medio ambiente, la cual se incrementa adicionalmente, por la energía que se necesita para calentar los materiales necesarios para su fabricación (agregados pétreos y cemento asfáltico).
En la década de los 50’s aparecen como alternativa de solución al problema mencionado, la tecnología de las mezclas asfálticas en frío. “Este tipo de mezclas utilizan principalmente como ligantes las emulsiones asfálticas o los asfaltos espumados, son fabricados a temperaturas que oscilan entre 60°C y 80°C, y se extienden y compactan a la temperatura ambiente, generando una afectación casi nula al medio ambiente”. A pesar de lo anterior, este tipo de mezclas experimentan en algunos casos, menor resistencia bajo carga monotónica y cíclica, menor resistencia al daño por humedad y al envejecimiento (durabilidad) que las mezclas en caliente, incrementando el costo a largo plazo de las estructuras viales que conforman, por necesitar mayores mantenimientos periódicos5.
A finales de la década de los 90’s aparece, principalmente en Alemania, una nueva alternativa y tecnología que intenta combinar las ventajas técnicas, económicas y ambientales que presentan las mezclas en caliente y en frío. Esta tecnología internacionalmente denominada como mezcla asfáltica tibia es conocida en el mundo como mezcla WMA. Se denomina mezcla asfáltica tibia aquella que, mediante el uso de diferentes técnicas, se logra reducir las temperaturas de mezclado y compactación de una mezcla asfáltica caliente sin alterar demasiado la calidad de la mezcla asfáltica resultante. El principal objetivo de esta tecnología es desarrollar un tipo de mezcla asfáltica amigable con el medio ambiente que sea de alta resistencia y durabilidad. Para tal fin, diversos aditivos y procesos son utilizados para fabricarlas. El grupo de investigación TOPOVIAL ha desarrollado diversos estudios en el área de los asfaltos y las mezclas asfálticas modificadas. En especial, se han ejecutado estudios tendientes a evaluar el comportamiento que experimentan mezclas asfálticas modificadas con desechos poliméricos. En uno de esos estudios, los integrantes del grupo encontraron un aditivo que puede ser utilizado para la fabricación de mezclas tibias el cual será denominado en adelante como HUSIL. El nombre técnico del aditivo no se dará a conocer porque se prevé un posible desarrollo tecnológico y secreto industrial. Este aditivo, al ser mezclado a temperaturas entre 80°C y 120°C con cemento asfáltico (CA), ha demostrado ser amigable con el medio ambiente y compatible con los CA producidos en Colombia 5 BENÍTEZ BARRETO, Aníbal; ZAPATA, Kevin Mauricio y ARAUJO GARCÉS, Efraín. Evaluación de la resistencia de una mezcla asfáltica tibia, sustituyendo en su fabricación, parte del agregado pétreo, por escoria de alto horno. Trabajo de Especialización en Ingeniería de Pavimentos. Bogotá: Universidad Católica De Colombia. Facultad de Ingeniería, 2015. p. 17

15
(CA 60-70 y CA 80-100). Adicionalmente con su utilización, las mezclas asfálticas fabricadas “han experimentado un buen comportamiento cuando son sometidas a cargas monotónicas y alta temperatura de servicio (ensayo Marshall), así como pruebas de caracterización dinámica (ley de fatiga, módulo resiliente, deformación permanente) y reológica (pruebas que ayudan a entender la forma como se deforman y fluyen los materiales bajo carga), de resistencia al envejecimiento y al daño por humedad”6. Las mezclas fabricadas a partir de escoria de alto horno (sustitución de agregados pétreos naturales por escoria de alto horno) se presentan como una tecnología amigable con el medio ambiente que permite reducir costos de conservación y recuperación de vías. “Durante los últimos años, el uso de materiales reciclados para la construcción de estructuras viales ha venido incrementando en el mundo. Lo anterior con el fin de minimizar el empleo de materiales naturales (p.e., agregados pétreos provenientes de canteras), salvaguardar recursos naturales limitados, contribuir a la sustentabilidad de los recursos naturales, disminuir la cantidad de escoria de alto horno y promover el empleo de materiales alternativos producto del reciclaje”7.
Por otro lado, de acuerdo con Okumura, Proctor y Airey, la producción anual de escoria de alto horno en USA, Japón y Reino Unido es de 13, 24.3 y 4 millones de toneladas, respectivamente. Según Proctor y Das, por cada tonelada de hierro producido se genera una cantidad de escoria de alto horno entre 220-370 kg y 340-421 kg, respectivamente. El método convencional de eliminar escorias es transportándolas y depositándolas en escombreras. Lo anterior genera un problema ambiental, ya que como menciona Nouvion ocupan espacios dentro de los rellenos sanitarios (desperdiciando un material que puede ser reutilizado) y pueden liberar
contaminantes en el aire, el agua y el suelo8. Por otro lado, diversas investigaciones en el mundo se han ejecutado, con el fin de evaluar el uso de escorias de alto horno en la producción de mezclas asfálticas. Sin embargo, para Akbarnejad 9 la discusión sobre el tema aún no ha finalizado, ya que las escorias son materiales altamente heterogéneos (formas y tamaños de partículas, composición química, textura, gravedad específica, resistencia al
6 RONDÓN, H. A.; LEÓN, O. I. y FERNÁNDEZ, W. D. Behavior of a warm mix asphalt made in an asphalt plant. En: Ingeniería y Desarrollo. Junio, 2017, vol. 35, p. 154. 7 RODRÍGUEZ ROJAS, Natali y SANCHEZ MORALES, Jhon Jairo. Desarrollo de una mezcla asfáltica tibia reciclada bajo criterios técnicos y medioambientales. Trabajo de grado Ingeniería Topográfica. Bogotá: Universidad Distrital Francisco José de Caldas. Facultad de Medio Ambiente y Recursos Naturales, 2016. p. 24 8 PATIÑO SÁNCHEZ, Daniel Francisco. Evaluación de la resistencia bajo carga monotónica de una mezcla asfáltica, fabricada con escoria de acero. Trabajo de grado Ingeniería Civil. Bogotá: Universidad Distrital Francisco José de Caldas. Facultad Tecnológica, 2017. p. 19 9 AKBARNEJAD, S., L.J.M. HOUBEN, y A.A.A. MOLENAAR. Application of aging methods to evaluate the long-term performance of road bases containing blast furnace slag materials. En: Road Materials and Pavement Design. Febrero 2014. vol. 15, no. 3, p. 490.

16
desgaste y porosidad, entre otros), que desarrollan características y propiedades complejas. Algunos aspectos adicionales que resaltan la necesidad de estudiar y profundizar sobre el tema de la presente investigación en Colombia se enuncian a continuación: ➢El conocimiento en Colombia sobre el tema de mezclas asfálticas tibias es escaso en comparación al de las mezclas en caliente, debido principalmente al poco presupuesto destinado para actividades de investigación. ➢De acuerdo con el Ministerio de Transporte - Mintransporte, La red de carreteras del país, está constituida por aproximadamente 164 mil kilómetros, distribuida en 16.776 km de red primaria a cargo de la nación, de los cuales son 13.296 km a cargo del Instituto Nacional de Vías y 3.380 km concesionados; 147.500 km entre red secundaria y terciaria repartidos así: 72.761 km a cargo de los departamentos, 34.918 km a cargo de los municipios, 27.577 km del Instituto Nacional de Vías, y 12.251 km de los privados. ➢El INVIAS actualiza permanentemente el estado de la red vial a su cargo, clasificándola en vías pavimentadas y no pavimentadas. En la Tabla 1 se presenta el estado de la red vial nacional primaria a cargo del INVIAS a junio de 2014. Ahí se puede observar que gran parte de la malla vial primaria pavimentada y en afirmado a cargo del INVIAS se encuentra en mal y regular estado (44.19% y 82.15% respectivamente). A lo anterior se debe sumar que, del total de la red vial nacional a cargo del INVIAS, aproximadamente el 23.5% aún no ha sido pavimentado y, de acuerdo al Mintransporte, la red secundaria y terciaria “presenta un estado crítico y paulatinamente ha venido deteriorándose por la carencia de mantenimiento debido a los bajos recursos de que disponen los Departamentos y la Nación para inversión en infraestructura vial”10.
Cuadro 1. Estado de la Red Vial Nacional Primaria
Red pavimentada
ESTADO MB B R M MM
Longitud [km] 1837.16 3020.66 2530.24 1253.04 63.97
Porcentaje [%] 21.1 34.7 29.07 14.39 0.73
RED AFIRMADA
ESTADO MB B R M MM
Longitud [km] 90.82 376.66 988.21 1003.43 159.74
Porcentaje [%] 3.47 14.38 37.73 38.32 6.10
RED TOTAL
ESTADO MB B R M MM
Longitud [km] 1927.98 3397.32 3518.45 2256.47 223.71
Porcentaje [%] 13.03 30.00 31.07 19.93 1.98
MB: muy buena; B: buena; R: regular; M: mal; MM: muy mal
Fuente. El Autor
10 RONDÓN, H.A. y REYES, F.A. Pavimentos – Materiales, Construcción y Diseño. Bogotá: Ecoe, 2015. p. 574.

17
➢De acuerdo con el Instituto de Desarrollo Urbano - IDU, “el 29.7% de la malla vial arterial (24% de la red total) de la ciudad de Bogotá D.C. se encuentra en regular y mal estado. Para el caso de la malla vial intermedia (21% de la red total) y local (55% de la red total) en regular y mal estado se encuentran el 45.66% y 79.25% respectivamente”11. ➢En Colombia, la tendencia del parque automotor en los últimos 30 años ha sido incrementar en número y magnitud de cargas. El promedio de crecimiento anual del tránsito en los últimos años y la tasa anual promedio de crecimiento de la capacidad instalada de carga de acuerdo con Ministerio de Transporte ha sido del 4.6% y 5.08% respectivamente. En Colombia la movilización de carga por las vías nacionales (uno de los indicadores más importantes que muestra el crecimiento de la economía de un país), expresa da en miles de toneladas, creció entre 1991 y el año 2003 en 42107. La tasa de crecimiento anual de movilización de productos del sector agrícola, manufacturero, minero y pecuario crecieron en 5.47%, 14.82%, 19.11% y 4.88% respectivamente. Entre el año 2003 al 2009 la carga movilizada por carretera creció, en miles de toneladas, desde 73034 hasta 177057. Lo anterior genera en las capas del pavimento, mayores magnitudes de esfuerzo y deformación. Estos mayores niveles de carga deben ser contrarrestados con materiales más durables en las estructuras viales12.
1.3 SÍNTESIS En el presente estudio, a diferencia del reportado por el grupo de investigación TOPOVIAL, se reemplazó parte del agregado pétreo natural (fracciones gruesa y fina) por escorias de alto horno (BFS, provenientes de Acerías Paz del Rio). Lo anterior, con el fin de intentar producir una mezcla asfáltica aún más amigable con el medio ambiente. Por otro lado, a diferencia del estudio reportado por Benítez, Zapata y Araujo en 2015 13, se usó como granulometría de referencia, la de una mezcla de concreto asfáltico tipo MDC-25 (utilizada ampliamente para la construcción de capas de base asfáltica) y se ejecutó una fase experimental más amplia que incluyó ensayos de caracterización dinámica. Los materiales (asfalto CA 60-70 y agregado pétreo) y el aditivo químico HUSIL fueron los mismos empleados en el estudio realizado por el grupo de investigación TOPOVIAL, el cual fue descrito con anterioridad. El presente trabajo de grado debe ser tenido en cuenta como una primera fase, en la cual se midió la resistencia bajo carga monotónica y cíclica, y la composición volumétrica de la mezcla tibia fabricada a partir de la sustitución parcial de las fracciones gruesas y finas del agregado pétreo natural por escoria de alto horno.
11 INSTITUTO DE DESARROLLO URBANO – IDU. Inventario malla vial en línea. Bogotá: IDU citado 10
junio, 2015. Disponible en Internet: <URL: http://www.idu.gov.co/web/guest/malla_inventario> 12 RONDÓN QUINTANA, Hugo Alexander. Mezclas asfálticas modificadas con grano de caucho de llanta (GCR): estado del conocimiento y análisis de utilización en Colombia. En: VI Jornadas de Pavimentos y Mantenimiento Vial (2-4, noviembre: Bogotá). Memorias. Bogotá: SCI, 2011. p. 13 13 BENÍTEZ BARRETO; ZAPATA y ARAUJO GARCÉS, Op. Cit., p. 15

18
Los ensayos ejecutados fueron el Marshall (INV. E-748-13), el de tracción indirecta (INV. E-725-13), módulo resiliente (INV. E-749-13) y resistencia a la deformación permanente (EN 12697-22). Para el caso de la sustitución de la fracción gruesa del agregado natural por BFS, los porcentajes de reemplazo fueron: 0% (mezcla de control fabricada con 100% de agregado pétreo natural), 12.5% (reemplazo del tamiz ¾”), 24% (reemplazo de los tamices ¾” y ½”), 31.5% (reemplazo de los tamices ¾”, ½” y 3/8”) y 49% (reemplazo de los tamices ¾”, ½”, 3/8” y No. 4). Para el caso de la fracción fina los porcentajes de reemplazo fueron: 12.5% (reemplazo de los tamices pasa y retenido No. 200), 19.5% (reemplazo de los tamices pasa y retenido No. 200, y No. 80), 37% (reemplazo de los tamices pasa y retenido No. 200, No. 80 y No. 40) y 51% (reemplazo de los tamices pasa y retenido No. 200, No. 80, No. 40 y No. 10). En el segundo capítulo del presente documento se presenta de manera resumida un marco teórico redactado con el fin de introducir al lector en la temática de estudio. El tercer capítulo presenta la metodología seguida para el logro de los objetivos del trabajo de grado. En el capítulo 4 se describen los resultados de la fase experimental acompañados con su respectivo análisis. El capítulo 5 presenta las conclusiones del estudio, y, por último, se enuncian las referencias bibliográficas. 1.4 OBJETIVOS El objetivo general del presente trabajo de grado consistió en medir la resistencia bajo carga monotónica y la rigidez bajo carga cíclica que experimenta una mezcla asfáltica tibia, fabricada con sustituciones parciales del agregado pétreo (fracciones gruesa y fina) por escoria de alto horno (BFS). Como objetivos específicos se enuncian los siguientes: ➢Realizar la caracterización de los materiales (asfalto, agregado pétreo natural, BFS) que conforman las mezclas asfálticas a evaluar (concreto asfáltico y mezcla asfáltica tibia). ➢Comparar la resistencia bajo carga monotónica (empleando los ensayos Marshall, INV. E-748-13 y tracción indirecta, INV. E-725-13), de la mezcla de control (MDC-25) y la mezcla asfáltica tibia fabricada con sustituciones parciales de agregado pétreo por BFS. Asimismo, comparar la resistencia bajo carga cíclica empleando los ensayos de módulo resiliente (INV. E-749-13) y resistencia a la deformación permanente (EN 12697-22). ➢Evaluar el efecto del aditivo, la temperatura de mezcla y la proporción de escoria de alto horno, sobre la resistencia bajo carga monotónica y la rigidez bajo carga cíclica de la mezcla de control y la mezcla asfáltica tibia, fabricada con sustituciones parciales de agregado pétreo por BFS.
19
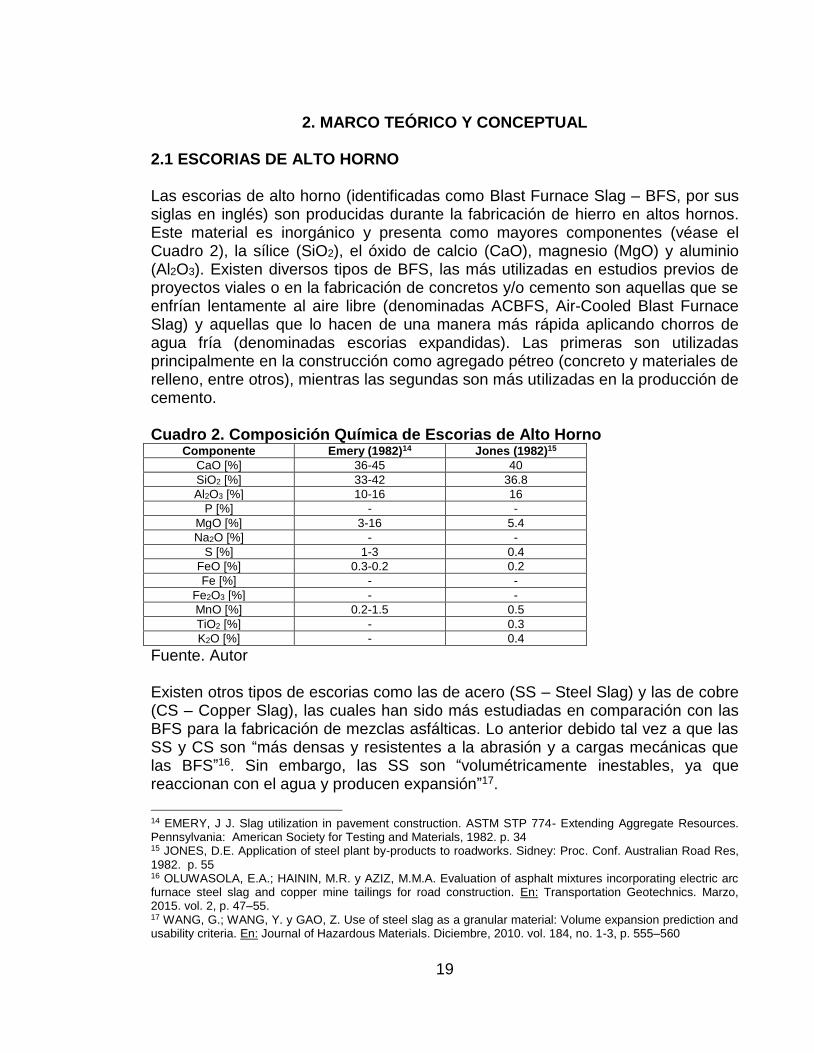
2. MARCO TEÓRICO Y CONCEPTUAL 2.1 ESCORIAS DE ALTO HORNO Las escorias de alto horno (identificadas como Blast Furnace Slag – BFS, por sus siglas en inglés) son producidas durante la fabricación de hierro en altos hornos. Este material es inorgánico y presenta como mayores componentes (véase el Cuadro 2), la sílice (SiO2), el óxido de calcio (CaO), magnesio (MgO) y aluminio (Al2O3). Existen diversos tipos de BFS, las más utilizadas en estudios previos de proyectos viales o en la fabricación de concretos y/o cemento son aquellas que se enfrían lentamente al aire libre (denominadas ACBFS, Air-Cooled Blast Furnace Slag) y aquellas que lo hacen de una manera más rápida aplicando chorros de agua fría (denominadas escorias expandidas). Las primeras son utilizadas principalmente en la construcción como agregado pétreo (concreto y materiales de relleno, entre otros), mientras las segundas son más utilizadas en la producción de cemento. Cuadro 2. Composición Química de Escorias de Alto Horno
Componente Emery (1982)14 Jones (1982)15
CaO [%] 36-45 40
SiO2 [%] 33-42 36.8
Al2O3 [%] 10-16 16
P [%] - -
MgO [%] 3-16 5.4
Na2O [%] - -
S [%] 1-3 0.4
FeO [%] 0.3-0.2 0.2
Fe [%] - -
Fe2O3 [%] - -
MnO [%] 0.2-1.5 0.5
TiO2 [%] - 0.3
K2O [%] - 0.4
Fuente. Autor Existen otros tipos de escorias como las de acero (SS – Steel Slag) y las de cobre (CS – Copper Slag), las cuales han sido más estudiadas en comparación con las BFS para la fabricación de mezclas asfálticas. Lo anterior debido tal vez a que las SS y CS son “más densas y resistentes a la abrasión y a cargas mecánicas que las BFS”16. Sin embargo, las SS son “volumétricamente inestables, ya que reaccionan con el agua y producen expansión”17.
14 EMERY, J J. Slag utilization in pavement construction. ASTM STP 774- Extending Aggregate Resources. Pennsylvania: American Society for Testing and Materials, 1982. p. 34 15 JONES, D.E. Application of steel plant by-products to roadworks. Sidney: Proc. Conf. Australian Road Res, 1982. p. 55 16 OLUWASOLA, E.A.; HAININ, M.R. y AZIZ, M.M.A. Evaluation of asphalt mixtures incorporating electric arc furnace steel slag and copper mine tailings for road construction. En: Transportation Geotechnics. Marzo, 2015. vol. 2, p. 47–55. 17 WANG, G.; WANG, Y. y GAO, Z. Use of steel slag as a granular material: Volume expansion prediction and usability criteria. En: Journal of Hazardous Materials. Diciembre, 2010. vol. 184, no. 1-3, p. 555–560

20
De acuerdo con Das, Prakash, Reddy y Misra 18 y Shi 19 las BFS contienen poco hierro, buena resistencia en contacto con ácidos, exhiben propiedades cementantes y composición química similar al clinker, lo cual las hace idóneas para su uso en la fabricación del cemento. Para el caso de mezclas asfálticas, “el alto contenido de sílice es relacionado con dureza y resistencia mecánica”20, mientras que los óxidos de cal y aluminio “ayudan a mejorar la compatibilidad y la adherencia entre el agregado y el asfalto”21. Como ventajas de usar BFS en mezclas asfálticas se reportan: 1) “son materiales con textura superficial rugosa y porosa que puede ayudar a mejorar la adherencia con el asfalto e incrementar la resistencia al deslizamiento”22; 2) “experimentan buena compatibilidad con el asfalto”23; 3) algunos estudios han reportado “mejoras en la resistencia al daño por humedad, stripping y mayores estabilidades en el ensayo Marshall”24; 4) menor peso unitario. Por el contrario, como desventajas se han reportado: 1) por ser agregados porosos, consumen más asfalto lo que incide en el costo; 2) generalmente son materiales de menor resistencia a la abrasión en comparación con agregados naturales convencionales; 3) mayores tiempos de secado durante la producción de mezclas en planta. 2.2 CONCRETO ASFÁLTICO De acuerdo con Rondón y Reyes25 , en Colombia estas mezclas son conocidas como MDC (mezclas densas en caliente), MSC (mezclas semi-densas en caliente), MGC (mezclas gruesas en caliente) y MAM (mezclas de alto módulo) (INVIAS, 2013, artículo 450-13). Son mezclas que presentan agregados pétreos con granulometría bien gradada y con tamaños de partículas sólidas diferentes (gravas, arenas, finos, llenante mineral), mezcladas con cemento asfáltico. “Estas mezclas deben fabricarse, extenderse y compactarse a alta temperatura (fabricarse entre 140 y 190 °C aproximadamente, dependiendo de la viscosidad del asfalto) y se caracterizan por presentar un bajo contenido de vacíos con aire
18 DAS, B.; PRAKASH, S.; REDDY, P.S.R. y MISRA, V.N. An overview of utilization of slag and sludge from steel industries. Resources. En: Conservation and Recycling. Junio, 2007. vol. 50, p. 40-57. 19 SHI, C. Steel slag—its production, processing, characteristics, and cementitious properties. En: Journal of Materials in Civil Engineering. Mayor, 2004. vol. 16, no. 3, p. 230-236. 20 MUNIANDY, R.; ABURKABA, E. y MAHDI, L. Effect of mineral filler type and particle size on asphalt-filler mastic and stone mastic asphalt laboratory measured properties. En: Australian J. Basic Appl. Sci. Septiembre, 2013. vol. 7, no. 11, p. 475-487. 21 PASANDÍN, A.R. y PÉREZ, I. The influence of the mineral filler on the adhesion between aggregates and bitumen. En: International Journal of Adhesion & Adhesives, 58, 53–58. 22 FEDERAL HIGHWAY ADMINISTRATION RESEARCH AND TECHNOLOGY FHWA. Coordinating, developing, and delivering highway transportation innovations - User guidelines for waste and byproduct materials in pavement construction. Report Publication Number: FHWA-RD-97-148. New Jersey: FHWA, 2008. 23 AIREY, G.D.; COLLOP, A.C. y THOM, N.H. Mechanical performance of asphalt mixtures incorporating slag and glass secondary aggregates. En: Conference on Asphalt Pavements for Southern Africa (8: 26 julio, 2004). Memorias. Sun City: CAPSA, 2004. 24 FEDERAL HIGHWAY ADMINISTRATION RESEARCH AND TECHNOLOGY FHWA, Op. cit. p. 25 25 RONDÓN. y REYES, Op. cit., p. 14

21
en volumen (entre 3% a 9% por lo general)”26. El agregado pétreo utilizado para la elaboración de mezclas de concreto asfáltico debe satisfacer los requisitos de granulometría presentados en el Cuadro 3. De acuerdo con Rondón y Reyes27 , el diseño de este material, cuando el tamaño máximo de partícula del agregado pétreo es inferior a 1”, se realiza por medio del ensayo Marshall (AASHTO T 245, INV. E-748-13), teniendo en cuenta los criterios que se presentan en el Cuadro 4. Las siguientes son consideraciones adicionales para el diseño de este tipo de mezcla: ➢La resistencia a tracción de la mezcla (INVIAS, 2013a, INV. E-725-13, AASHTO T 283) en curado húmedo debe ser al menos 80% de la alcanzada bajo condición seca. ➢Para capas de rodadura e intermedia en vías con bajos volúmenes de tránsito y para MAM, la velocidad de deformación en el ensayo de resistencia a la deformación plástica mediante la pista de laboratorio (INVIAS, 2013a, INV. E-756-
13, NLT 173) no podrá ser mayor de 15 m/min para mezclas que se vayan a emplear en zonas donde la temperatura media anual es superior a 24 °C, ni mayor
de 20 m/min para regiones con temperaturas hasta de 24 °C. ➢El módulo resiliente (INVIAS, 2013a, INV. E-749-13, ASTM D 4123) de MAM, sobre muestras previamente envejecidas según AASHTO R-30, debe ser superior a 104 MPa para una temperatura ambiente de 20 °C y una frecuencia de carga de 10 Hz. ➢El constructor debe realizar ensayos para determinar la ley de fatiga del material (INVIAS, 2013a, INV. E-784-13, AASHTO T 321 o INV. E-808, UNE-EN 12697-24) sobre muestras previamente envejecidas según AASHTO R-30. Para el caso de mezclas de alto módulo, se exige como mínimo una amplitud de deformación
medida al millón de ciclos de carga (6) de 100 µm siguiendo el procedimiento de ensayo recomendado por INV. E-808, UNE-EN 12697-24 (ensayo de flexión en dos puntos sobre probetas trapezoidales), cuando la muestra está a una temperatura de 20 °C y a una frecuencia de aplicación de carga de 30 Hz. Dependiendo del tipo de subcapa que se vaya a conformar dentro de la capa asfáltica y del espesor compacto de esta, el INVIAS especifica emplear este tipo de mezclas de la forma como se enuncia en el Cuadro 5.
26 INSTITUTO NACIONAL DE VÍAS INVIAS. Especificaciones Generales para Construcción de Carreteras. Bogotá: INVIAS, 2013. p. 27 RONDÓN. y REYES, Op. cit., p.

22
Cuadro 3. Granulometría de Mezclas de Concreto Asfáltico Tamiz Porcentaje que pasa
Normal Alterno MDC-25 MDC-19 MDC-10 MSC-25 MSC-19 MGC-38 MGC-25 MAM-25
37.5 mm 1 1/2” - - - - - 100 - -
25.0 mm 1” 100 - - 100 - 75-95 100 100
19.0 mm 3/4” 80-95 100 - 80-95 100 65-85 75-95 80-95
12.5 mm 1/2” 67-85 80-95 - 65-80 80-95 47-67 55-75 65-80
9.5 mm 3/8” 60-77 70-88 100 55-70 65-80 40-60 40-60 55-70
4.75 mm No.4 43-59 49-65 65-87 40-55 40-55 28-46 28-46 40-55
2.00 mm No.10 29-45 29-45 43-61 24-38 24-38 17-32 17-32 24-38
425 m No.40 14-25 14-25 16-29 9-20 9-20 7-17 7-17 10-20
180 m No.80 8-17 8-17 9-19 6-12 6-12 4-11 4-11 8-14
75 m No.200 4-8 4-8 5-10 3-7 3-7 2-6 2-6 6-9
Fuente. INSTITUTO NACIONAL DE VÍAS INVIAS Normas de Ensayos de Materiales para Carreteras. Bogotá: INVIAS, 2013 Cuadro 4. Criterios para Diseño de Concreto Asfáltico (Ensayo Marshall)
Características Norma de
ensayo INV. MDC, MSC, MGC MAM
NT1 NT2 NT3
Compactación (golpes/cara) E-748 50 75 75 75
Estabilidad mínima [N] E-748 5000 7500 9000 15000
Flujo [mm]* E-748 2-4 2-4 2-3.5 2-3
Estabilidad/Flujo [kN/mm] E-748 2-4 3-5 3-6 -
Vacíos con aire (Va) [%]
Rodadura
E-736, 799
3-5 3-5 4-6 -
Intermedia 4-8 4-8 4-7 4-6
Base - 5-8 5-8 4-6
Vacíos en los agregados (VAM) [%]
Mezclas 0
E-799
≥ 13 ≥ 13 ≥ 13 -
Mezclas 1 ≥ 14 ≥ 14 ≥ 14 ≥ 14
Mezclas 2 ≥ 15 ≥ 15 ≥ 15 -
Mezclas 3 ≥ 16 ≥ 16 ≥ 16 -
Vacíos llenos de asfalto (VFA) [%] para rodadura e intermedia
E-799 65-80 65-78 65-75 63-75
Relación llenante/asfalto efectivo en peso E-799 0.8-1.2 1.2-1.4
Concentración de llenante, valor máximo E-745 Valor crítico
Espesor promedio de película de asfalto, mínimo μm
E-741 7.5 7.5 7.5 7.5
*Mezclas asfálticas modificadas con polímeros podrán presentar un valor de flujo hasta de 5.0 mm siempre y cuando la relación estabilidad/flujo cumpla con los valores especificados.
Fuente. INSTITUTO NACIONAL DE VÍAS INVIAS Normas de Ensayos de Materiales para Carreteras. Bogotá: INVIAS, 2013 Cuadro 5. Recomendación de utilización de concreto asfáltico según espesor y tipo de capa
Tipo de capa Espesor compacto [cm] Tipo de mezcla
Rodadura 3-4 4-6 > 6
MDC-10 MDC-19, MSC-19 MDC-25, MDC-19, MSC-19
Intermedia > 5 MDC-25, MSC-25
Base > 7.5 MSC-25, MGC-38, MGC-25
Alto módulo 6-13 MAM-25
Bacheo 5-7.5 > 7.5
MSC-25, MGC-25 MSC-25, MGC-38, MGC-25
Fuente. INSTITUTO NACIONAL DE VÍAS INVIAS Normas de Ensayos de Materiales para Carreteras. Bogotá: INVIAS, 2013

23
Los agregados pétreos y el cemento asfáltico a utilizar para la fabricación de mezclas de concreto asfáltico deben cumplir con los requisitos mínimos de calidad que se presentan en los Cuadros 6 y 7, respectivamente:
Cuadro 6. Requisitos Mínimos de Calidad de Agregados para Concreto Asfáltico
Ensayo Método NT1 NT2 NT3 Agregado grueso
Resistencia al desgaste en la máquina de Los Ángeles, 500 revoluciones
INV. E-218, 219
Rodadura: 25% máx. Intermedia: 35%
máx.
Rodadura: 25% máx. Intermedia: 35%
máx. Base: 35% máx.
Rodadura: 25% máx. Intermedia: 35% máx.
Base: 35% máx.
Micro Deval INV. E-238 -
Rodadura: 25% máx. Intermedia: 30%
máx. Base: 30% máx.
Rodadura: 20% máx. Intermedia: 25% máx.
Base: 25% máx.
10% de finos en seco INV. E-224 - -
Rodadura: 110 kN mín.
Intermedia: 90 kN mín. Base: 75 kN mín.
10% de finos relación húmedo/seco
INV. E-224 - - Rodadura: 75% mín. Intermedia: 75% mín.
Base: 75% mín.
Pérdida en ensayo de solidez en sulfato de magnesio
INV. E-220 18% máx. 18% máx. 18% máx.
Caras fracturadas: 1 cara INV. E-227 Rodadura: 75% mín. Intermedia: 60% mín.
Rodadura: 75% mín. Intermedia: 75% mín.
Base: 60% mín.
Rodadura: 85% mín. Intermedia: 75% mín.
Base: 60% mín.
Caras fracturadas: 2 caras INV. E-227 - Rodadura: 60% mín. Rodadura: 70% mín. Coeficiente de pulimento INV. E-232 Rodadura: 0.45 mín. Rodadura: 0.45 mín. Rodadura: 0.45 mín.
Partículas planas y alargadas
INV. E-240 10% máx. 10% máx. 10% máx.
Contenido de impurezas INV. E-237 0.5% máx. 0.5% máx. 0.5% máx. Agregado medio y fino
Pérdida en ensayo de solidez en sulfato de magnesio
INV. E-220 18% máx. 18% máx. 18% máx.
Angularidad INV. E-239 Rodadura: 40% mín. Intermedia: 35% mín.
Rodadura: 45% mín. Intermedia: 40% mín.
Base: 35% mín.
Rodadura: 45% mín. Intermedia: 40% mín.
Base: 35% mín.
Índice de plasticidad INV. E-125,
126 No plástico No plástico No plástico
Equivalente de arena INV. E-133 50% mín. 50% mín. 50% mín. Azul de metileno* INV. E-235 10% máx. 10% máx. 10% máx.
Cubrimiento de los agregados gruesos con materiales asfálticos en presencia del agua hirviendo
INV. E-757 Reportar Reportar Reportar
Método Riedel Weber para agregados finos
INV. E-774 Índice mínimo = 4 Índice mínimo = 4 Índice mínimo = 4
Fuente. INSTITUTO NACIONAL DE VÍAS INVIAS Normas de Ensayos de Materiales para Carreteras. Bogotá: INVIAS, 2013

24
Cuadro 7. Requisitos Mínimos de Calidad del Cemento Asfáltico Ensayo Método Unidad CA 40-50 CA 60-70 CA 80-100
Ensayos sobre el asfalto original (sin someter a procesos de envejecimiento)
Penetración (25 °C, 100 g, 5 s)
INV. E-706, ASTM D-5 0.1 mm 40-50 60-70 80-100
Punto de ablandamiento INV. E-712, ASTM D-36-95 °C 52 - 58 48 - 54 45 - 52
Índice de penetración INV. E-724, NLT 181 - -1.2 a +0.6 -1.2 a +0.6 -1.2 a +0.6
Viscosidad absoluta (60 °C) INV. E-716, ASTM D-4402 P 2000 mín. 1500 mín. 1000 mín.
Ductilidad (25 °C, 5cm/min) INV. E-702, ASTM D-113 cm 80 mín. 100 mín. 100 mín.
Solubilidad en tricloroetileno INV. E-713, ASTM D-2042 % 99 mín. 99 mín. 99 mín.
Contenido de agua INV. E-704, ASTM D-95 % 0.2 máx. 0.2 máx. 0.2 máx.
Punto de inflamación INV. E-709, ASTM D-92 °C 240 mín. 230 mín. 230 mín.
Contenido de parafinas INV. E-718, UNE-EN-
12606 % 3 máx. 3 máx. 3 máx.
Pruebas sobre el residuo después de ensayo de película delgada (RTFOT – Rolling Thin Film Oven Test)
Pérdida de masa INV. E-720, ASTM D-2872 % 0.8 máx. 0.8 máx. 1.0 máx.
Penetración al residuo luego de RTFOT en % de la penetración original
INV. E-706, ASTM D-5 % 55 mín. 50 mín. 46 mín.
Incremento en el punto de ablandamiento después de RTFOT
INV. E-712, ASTM D 36-95 °C 8 máx. 9 máx. 9 máx.
Índice de envejecimiento (relación de viscosidad a 60 °C después y antes de RTFOT)
INV. E-716, ASTM D-4402 °C 4 máx. 4 máx. 4 máx.
Fuente. INSTITUTO NACIONAL DE VÍAS INVIAS Normas de Ensayos de Materiales para Carreteras. Bogotá: INVIAS, 2013 2.3 GENERALIDADES SOBRE MEZCLAS ASFÁLTICAS TIBIAS A continuación, se presenta un resumen sobre mezclas asfálticas tibias, elaborado a partir de los documentos reportados por Rondón y Reyes.
De acuerdo con Bonaquist (2011) y Sterling (2012), la disminución mínima de la temperatura de fabricación de mezcla en la planta de asfaltos debe ser de 28°C para denominarse mezcla asfáltica tibia (WMA). La reducción de las temperaturas de mezclado y compactación traen consigo una disminución en la energía requerida para la elaboración de la mezcla y de las emisiones a la atmósfera (Bonaquist, 2011). De acuerdo con Gandhi (2008), Hearon y Diefenderfer (2008), las temperaturas de mezcla y compactación de WMA están entre 90-130°C y 100-135°C respectivamente. Investigadores como Goh y You (2008), Yan (2010) mencionan que la temperatura de fabricación de mezclas WMA se encuentra en un rango entre 17 a 56°C y 30 a 50°C menor que aquella requerida para manufacturar mezclas asfálticas en caliente. Una observación similar es reportada por Silva (2010) quien menciona que dicha disminución alcanza los 40°C. Según APAO (2003), Chowdhury y Button (2008) y You y Goh (2008), mezclas WMA generan menores emisiones contaminantes durante su proceso de fabricación y construcción

25
en comparación con mezclas HMA, y el ahorro de energía es de aproximadamente 30%28.
Otras ventajas del empleo de esta tecnología en comparación con las mezclas HMA son: ➢Extensión y compactación en ambientes más fríos (Ran 2010). ➢Reducen el consumo de combustible y las emisiones en planta (Goh y You, 2008; You y Goh, 2008). ➢Reducen el desgaste de las plantas (Biro 2009). ➢Menor oxidación y envejecimiento a corto plazo del ligante asfáltico por las menores temperaturas durante el proceso de fabricación de la mezcla (Hearon y Diefenderfer, 2008; Estakhri, 2009; Ran, 2010). ➢Oportunidad de ser utilizadas para la fabricación de mezclas asfálticas modificadas con caucho en las cuales se necesita disminuir la temperatura de fabricación (Liu et al., 2010) y sobre mezclas porosas (Koenders, 2000) y recicladas (RAP por sus siglas en inglés) (Soto y Blanco, 2004a, b; Howard, 2013). ➢Disminución de la viscosidad del ligante asfáltico (Goh y You, 2008; You y Goh, 2008), lo que redunda en una apertura más pronta de la vía pavimentada y mejoramiento de la trabajabilidad (Goh y You, 2008; You y Goh, 2008; Estakhri, 2009; Robjent y Dosh, 2009; Yan, 2010). ➢Mayor distancia de transporte de la mezcla previo a la extensión y compactación (Robjent y Dosh, 2009). Sin embargo, algunas de las desventajas reportadas sobre el uso de esta tecnología son: ➢No existe un procedimiento de diseño de mezcla estandarizado (Bonaquist, 2011). ➢En algunos casos, las propiedades mecánicas de las mezclas WMA dependen del tipo de aditivo utilizado o del método de fabricación y dichas propiedades son de menor especificación o calidad en comparación con las de mezclas HMA (Vaitkus, 2009). ➢En algunas ocasiones, los ligantes asfálticos modificados tienden a generar los mismos problemas que las emulsiones y los asfaltos rebajados, tales como mezclas con mayores vacíos con aire, mayores tiempos de rigidización y tendencia a ser utilizados principalmente para producción de mezclas gruesas o abiertas.
28 Ibíd., p. 2015

26
➢En algunas ocasiones el ahorro de combustibles y energía no se ve compensado con el costo extra que se genera por la producción del ligante y aditivos necesarios para la mezcla WMA (Gandhi y Amirkhanian, 2008; Biro et al., 2009; Vaitkus, 2009). ➢Las menores temperaturas de fabricación pueden generar que el secado del agregado pétreo no sea suficiente, produciendo pérdida de adherencia en la mezcla (Vaitkus., 2009; Xiao et al., 2010). Lo anterior genera en algunos casos la necesidad de utilizar aditivos especiales para mejorar dicha adherencia29.
Existen diversas metodologías de fabricación de mezclas tipo WMA. Las más comunes son: ➢Modificar el asfalto por medio de la adición al mismo de materiales químicos u orgánicos (p.e., Cecabase, RTEvotherm, HyperTherm, Rediset WMX, Qualitherm, Sasobit y SonneWarmix); ➢Modificar la mezcla asfáltica mediante la adición al agregado pétreo de materiales químicos y orgánicos; ➢Espumar el asfalto (p.e., AccuShear, Aquablack foam, AquaFoam, Double Barrel Green/Green Pac, ECOFOAM-II, Low Emission Asphalt - LEA, Meeker Warm Mix foam, Terex foam, Tri-Mix foam, Ultrafoam GX, WAM-Foam, WAM-Foam®); ➢Utilizar emulsiones asfálticas (p.e., Evotherm)30.
2.4 DESCRIPCIÓN DE LOS ENSAYOS DE LABORATORIO A continuación, se realizará una breve descripción de los ensayos ejecutados sobre los materiales (agregados pétreos y cemento asfáltico) y las mezclas asfálticas en el presente estudio. 2.4.1 Agregados Pétreos 2.4.1.1 Resistencia al desgaste en la máquina de los ángeles (INV. E- 128-13). Este ensayo es utilizado para medir la resistencia al desgaste por abrasión de la fracción gruesa del agregado pétreo. El ensayo consiste en introducir dentro del cilindro metálico de la máquina de Los Ángeles (véase la Figura 1), una cantidad de material (seco y lavado) estipulada por especificación según el tamaño máximo de la partícula de la mezcla a analizar. En el caso del presente estudio se emplearon 5 kg de agregado grueso cuyo tamaño máximo fue de 1". Dentro de la máquina, 12 esferas de acero (diámetro de 4.68 cm), cuya masa individual promedio es de 400 g, son mezcladas con el material. El cilindro metálico se hizo
29 Ibíd., p. 2015 - 2016 30 RONDÓN, H. A.; FERNANDEZ, W. D. y ZAFRA, C. Behavior of a warm mix asphalt using a chemical additive to foam the asphalt binder. En: Revista Facultad de Ingeniería Universidad de Antioquia. July – December, 2015. no. 78, p. 129-138.

27
girar 500 veces y al final del ensayo se retiró el material pétreo de la máquina para luego ser lavado sobre el tamiz No. 12 del ensayo de granulometría por tamizado. El material retenido en este tamiz es secado en un horno a 110°C durante 16 a 24 horas y luego se pesa. La pérdida por degaste por abrasión (% Desgaste) se calcula empleando la ecuación (2.1).
100%1
21 −
=P
PPDesgaste
(2.1) Donde P1 y P2 son la masa de la muestra seca antes y después del ensayo, respectivamente. Figura 1. Ilustración de la máquina de Los Ángeles
Fuente. El Autor 2.4.1.2 Micro – Deval (INV. E-238-13). Al igual que el ensayo de desgaste en la máquina de Los Ángeles, el ensayo Micro-Deval mide la resistencia al desgaste por abrasión del agregado grueso. En el presente estudio se empleó una muestra de 1500 g de agregado grueso lavado y seco, que pasó el tamiz 1/2" y fue retenido en el tamiz 3/8". Esta muestra fue introducida dentro del cilindro metálico de la máquina Micro-Deval (véase la Figura 2) junto con 5 kg de esferas abrasivas normalizadas de 9.5 ± 0.5 mm de diámetro. El cilindro metálico se hizo girar 6000 veces y al final del ensayo se retiró el material pétreo de la máquina para luego ser lavado sobre el tamiz No. 16 del ensayo de granulometría por tamizado. El material retenido en este tamiz es secado en un horno a 110°C durante 16 a 24 horas y luego se pesa. La pérdida por degaste por abrasión (% Desgaste) se calculó empleando la ecuación (2.2).
100%1
21 −
=m
mmDesgaste
(2.2)

28
Donde m1 y m2 son la masa de la muestra seca antes y después del ensayo, respectivamente. Figura 2. Ilustración de la Máquina Micro-Deval
Fuente. El Autor 2.4.1.3 10% de finos (INV. E-224-13). El ensayo sirve para estimar la resistencia al fracturamiento de partículas gruesas (tamaño superior a 3/8 " e inferior a ½") cuando estas son sometidas a una carga monotónica. El ensayo consiste en determinar la carga que se necesita para fracturar el agregado grueso y producir en éste un nivel de fracturamiento tal que el 10% del material pase por el tamiz No. 8. Dentro de un cilindro normalizado (véase la Figura 3) se coloca el agregado seco y lavado hasta ocupar todo el volumen del mismo. El material es colocado en tres capas iguales aplicando 25 golpes por capa con una varilla metálica estándar. Sobre la muestra se aplica la carga en compresión que se necesitó para que el 10% del material pasara el tamiz No. 8. Figura 3. Ilustración del cilindro para realizar ensayo de 10% de finos
Fuente. El Autor 2.4.1.4 Caras fracturadas (INV. E-227-E). Ensayo empírico y subjetivo utilizado para evaluar el porcentaje de partículas de una muestra representativa del agregado grueso (partículas retenidas en el tamiz No. 4 y pasando el tamiz 3/8”) que presenta caras fracturadas. Inicialmente la muestra seca y lavada se cuartea. La muestra a evaluar se pesa y luego se inspecciona visualmente cada partícula.

29
Las partículas redondeadas y las fracturadas son colocadas en recipientes separados los cuales a su vez son pesados, y por diferencia de masas, se calcula el porcentaje que presenta caras fracturadas. El ensayo se puede ejecutar inspeccionando por un solo lado las partículas (una cara) o por ambos lados (dos caras). 2.4.1.5 Índice de aplanamiento y alargamiento (INV. E-230-13). Este ensayo sirve para estimar el porcentaje de partículas (entre 6.3 y 63 mm de diámetro) con formas alargadas y aplanadas de una muestra representativa del agregado grueso. La partícula se considera aplanada cuando tiene un espesor inferior a 3/5 del espesor promedio de la muestra y las alargadas cuando tienen una longitud máxima superior a 9/5 de la dimensión media de la muestra. Estas medidas de espesor y longitud se ejecutan empleando calibradores metálicos estandarizados (véase la Figura 4). El procedimiento de ensayo es simple, para el caso del índice de aplanamiento, cada fracción de la muestra a medir se pesa y luego cada partícula de cada fracción se hace pasar por la abertura indicada en el calibrador de aplanamiento. Las partículas que pasen la abertura y aquellas que no lo hacen son separadas en recipientes diferentes para luego ser pesadas y por relación de masas se calcula el índice de partículas aplanadas. El procedimiento de cálculo de las partículas alargadas es similar, sólo que en este caso cada partícula de cada fracción se mide en el calibrador de alargamiento. Figura 4. Ilustración de los Calibradores Metálicos para Medir Índices de Alargamiento y Aplanamiento
Fuente. El Autor 2.4.1.6 Equivalente de arena (INV. E-133-13). El ensayo evalúa el posible exceso de finos (tamaño de arcilla) que presenta la fracción de arenas de una muestra representativa del agregado. Este exceso de partículas finas en las arenas es indeseable, ya que cambia la granulometría de la mezcla, asimismo induce perdida de adherencia con el asfalto y necesidad de incrementar el contenido de asfalto. De manera sintética, el ensayo consiste en agitar en una probeta con agua y de floculante durante un minuto, una muestra representativa

30
de la fracción de arena (material que pasa el tamiz No. 4), para luego dejar en reposo 20 minutos la muestra. De manera obvia, las partículas más gruesas se van a depositar o asentar primero durante el tiempo de reposo y las finas encima. Por último, se toma lectura de la altura de las partículas de arena (LA) y de los finos (LF). El equivalente de arena entonces se calcula empleando la ecuación (2.3).
100=−LF
LAarenaeEquivalent
(2.3) 2.4.1.7 Gravedad específica del agregado grueso (INV. E- 223-13) y fino ((INV. E- 222-13). Para el caso del agregado grueso, una muestra representativa de aproximadamente 5 kg previamente lavada se sumerge en agua limpia para saturarla durante un día. Una vez el material se encuentre saturado, se seca superficialmente con un trapo o paño y se pesa para obtener la masa superficialmente seca (mss). Luego el agregado se coloca nuevamente en una canastilla sumergida en agua a temperatura aproximada de 23 °C y se pesa para obtener la masa sumergida (ms). Por último, el material es retirado del agua y secado en un horno a 110°C durante 16 h para obtener la masa seca (md). Con las siguientes ecuaciones se determinan la gravedad específica bulk (Gsb), la gravedad específica del material superficialmente saturado (Gss), la gravedad específica aparente (Gsa) y la adsorción (Ads).
( )msmss
mdGsb
−=
(2.4)
( )msmss
mssGss
−=
(2.5)
( )msmd
mdGsa
−=
(2.6)
( )100
−=
md
mdmssAds
(2.7) Para el caso del agregado fino, una muestra representativa de material (aproximadamente 2 kg) que pase el tamiz No. 4 se sumerge en agua limpia durante un día para saturarla. La muestra luego se extiende sobre una superficie y se seca naturalmente o con un secador hasta que se encuentre superficialmente seca (cuando el material es introducido en el cono estándar que acompaña el equipo y se desmorone 1/3 de la altura dentro del cono). Luego se pesa un picnómetro vacío (mpv) y otro lleno de agua (mps). El picnómetro se llena hasta

31
aproximadamente la mitad con agua destilada y desaireada y dentro de él se agregan 500 g de material saturado y superficialmente seco (mss). Empleando una bomba de vacío, se eliminan las burbujas de aire que queden atrapadas dentro de la muestra introducida en el picnómetro. El picnómetro luego se llena nuevamente con agua y se pesa (mpss). Por último, el material de suelo del picnómetro se seca en horno a 110°C durante 16 h y se pesa para determinar la masa seca del material (md). Con las siguientes ecuaciones se determinan la gravedad específica bulk (Gsb), la gravedad específica del material superficialmente saturado (Gss), la gravedad específica aparente (Gsa) y la adsorción (Ads).
( )mpssmssmps
mdGsb
−+=
(2.8)
( )mpssmssmps
mssGss
−+=
(2.9)
( )mpssmdmps
mdGsa
−+=
(2.10)
( )100
−=
md
mdmssAds
(2.11) 2.4.1.8 Solidez de los agregados frente a la acción de soluciones de sulfato de sodio o de magnesio (INV. E-220-13). En síntesis, el ensayo sirve para simular y evaluar la resistencia de los agregados a ciclos de congelamiento-secado. De acuerdo con la especificación, “este fenómeno es simulado sometimiento los agregados a inmersión repetida en soluciones saturadas de sulfato de sodio o de magnesio, seguido de secado al horno para deshidratar parcial o completamente la sal precipitada en los poros permeables de las partículas del agregado. La fuerza de expansión interna derivada de la rehidratación de la sal después de reinmersión, simular la expansión del agua por congelamiento”. En el presente estudio para caracterizar el agregado natural se empleó sulfato de magnesio, el cual es menos agresivo o severo en comparación con el sulfato de sodio. 2.4.1.9 Índice de plasticidad - IP (INV. E-125, 126-13). Parámetro mecánico obtenido por medio de la diferencia entre el límite líquido y el límite plástico de una muestra de arcilla. En el caso de las mezclas asfálticas, la fracción de tamaño de arcilla (pasa tamiz No. 200) debe presentar IP=0, lo que significa un material tipo llenante mineral o filler. Los límites líquido y plástico se definen como el contenido de agua o humedad en el cual la arcilla pasa de un estado plástico a líquido y

32
semi-solido a plástico, respectivamente. El limite líquido se determina empleando la cazuela de Casagrande (véase la Figura 5), mientras que el límite plástico empleando el método de los “rollitos” en el laboratorio (véase la Figura 5). Figura 5. Cazuela de Casagrande (Izquierda) y Método de los Rollitos (Derecha)
Fuente. El Autor Para determinar el límite plástico, una muestra de arcilla húmeda es colocada y compactada manualmente sobre la copa de la Cazuela hasta que tome un aspecto plano – liso. Luego la muestra se ranura con un ranurador estándar para después aplicar los respectivos golpes (la copa de la Cazuela golpea por impacto la base del equipo). Se determina el número de golpes en el cual la ranura se cierra. Parte de la muestra que se utilizó en el ensayo es pesada y luego colocada en el horno a 110°C durante 16 horas para secarla y pesarla nuevamente con el fin de determinar el contenido de agua o humedad (masa del suelo húmedo/masa del suelo seco). El ensayo se repite al menos dos veces más y se grafican tres puntos en una figura que relaciona el contenido de agua con el número de golpes. El límite líquido se estima como el contenido de agua necesario para cerrar la ranura cuando se aplican 25 golpes. Para el caso del límite plástico, de manera empírica se fabrican “rollitos” cilíndricos de 3 mm de diámetro y se determina el contenido de agua en el cual dichos “rollitos” comienzan a agrietarse. A tal contenido de agua se le denomina límite plástico. 2.4.2 Cemento Asfáltico 2.4.2.1 Penetración (INV. E-706-13). Este ensayo es utilizado para clasificar cementos asfálticos, sin embargo, también puede ser usado para la estimación de su consistencia y rigidez. El ensayo consiste en determinar la penetración en mm/10 que experimenta un cemento asfáltico a 25°C cuando se permite atravesar en él una aguja normalizada de 100 g durante 5 s (ver equipo de penetración en la Figura 6).
33
Figura 6. Penetrómetro
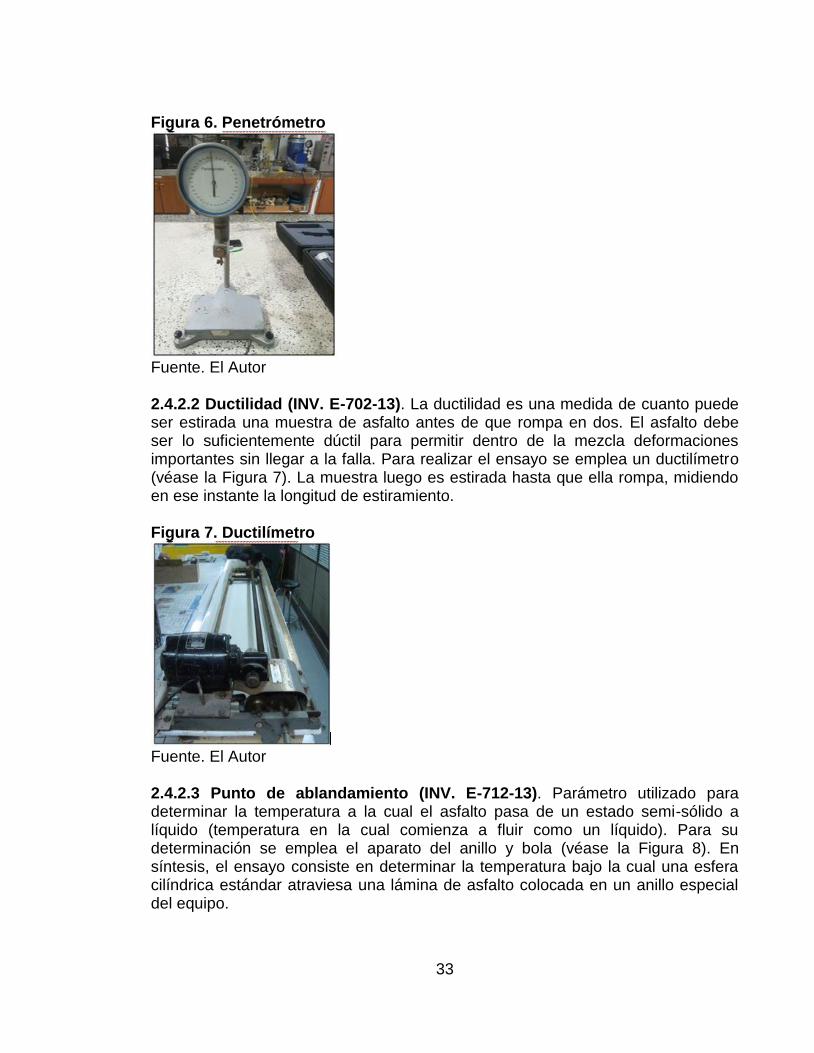
Fuente. El Autor 2.4.2.2 Ductilidad (INV. E-702-13). La ductilidad es una medida de cuanto puede ser estirada una muestra de asfalto antes de que rompa en dos. El asfalto debe ser lo suficientemente dúctil para permitir dentro de la mezcla deformaciones importantes sin llegar a la falla. Para realizar el ensayo se emplea un ductilímetro (véase la Figura 7). La muestra luego es estirada hasta que ella rompa, midiendo en ese instante la longitud de estiramiento. Figura 7. Ductilímetro
Fuente. El Autor 2.4.2.3 Punto de ablandamiento (INV. E-712-13). Parámetro utilizado para determinar la temperatura a la cual el asfalto pasa de un estado semi-sólido a líquido (temperatura en la cual comienza a fluir como un líquido). Para su determinación se emplea el aparato del anillo y bola (véase la Figura 8). En síntesis, el ensayo consiste en determinar la temperatura bajo la cual una esfera cilíndrica estándar atraviesa una lámina de asfalto colocada en un anillo especial del equipo.

34
Figura 8. Aparato de Anillo y Bola
Fuente. El Autor 2.4.2.4 Punto de ignición (INV. E-709-13). Ensayo utilizado para determinar la máxima temperatura bajo la cual puede ser expuesto un asfalto sin peligro de que este inflame. El ensayo se ejecuta empleando un equipo denominado copa abierta de Cleveland (véase la Figura 9). Durante el ensayo, una muestra de cemento asfáltico es calentada y sobre ella se hace pasar una llama. El ensayo culmina cuando sobre la muestra aparece una chispa, anotando la temperatura a la cual ocurre. Figura 9. Copa abierta de Cleveland
Fuente. El Autor
2.4.2.5 Viscosidad (INV. E-717-13). Ensayo realizado con el fin de medir la viscosidad del asfalto a diferentes temperaturas. También es utilizado para la determinación de las temperaturas de mezcla y compactación de concretos asfálticos. Para la determinación de la viscosidad se emplea el viscosímetro rotacional (véase la Figura 10). Durante el ensayo, una muestra representativa de asfalto se coloca dentro de un recipiente termostáticamente controlado. Luego, un vástago cilíndrico aplica sobre la muestra un torque bajo velocidad constante de rotación. La magnitud del torque luego es traducido a unidades de viscosidad.

35
Figura 10. Viscosímetro Rotacional
Fuente. El Autor 2.4.2.6 Película delgada en horno rotatorio (INV. E-721-13). Ensayo utilizado para simular el envejecimiento a corto plazo del asfalto (envejecimiento que experimenta el asfalto durante los procesos de fabricación, extensión y compactación de la mezcla). En el horno de película delgada (véase la Figura 11), una muestra de asfalto es sometido a procesos de temperatura (163°C) y presión (60 psi) durante 85 minutos. Luego de que el asfalto sale del horno, se realiza sobre la muestra nuevamente los ensayos denotados en los numerales 2.4.2.1 a 2.4.2.5 con el fin de comparar los resultados antes (sin envejecer) y después (envejecido) de salir la muestra del horno. Figura 11. Horno de Película Delgada
Fuente. El Autor 2.4.2.7 Gravedad específica del asfalto - método del picnómetro (INV. E-707-13). Para la determinación de la gravedad específica del asfalto Gsca se toma una muestra de asfalto, se coloca en un picnómetro y luego se pesan en conjunto. Luego la totalidad del picnómetro se llena con agua y el conjunto se lleva a la temperatura de ensayo y se pesa. La gravedad específica de la muestra se calcula a partir de la masa de la muestra y de la masa del agua desalojada por la muestra en el picnómetro lleno teniendo en cuenta la ecuación (2.12).
( ) ( )CDAB
ACGsca
−−−
−=
(2.12) Donde A es la masa del picnómetro (incluido el tapón), B es la masa del picnómetro con agua, C es la masa del picnómetro parcialmente lleno con asfalto y D es la masa del picnómetro con asfalto y con agua.

36
2.4.3 Mezcla Asfáltica 2.4.3.1 Marshall (INV. E-748-13). Es un ensayo que tiene como objeto principal medir la resistencia bajo carga monotónica y la composición volumétrica de una mezcla de concreto asfáltico. Para tal fin mide como parámetros de resistencia la estabilidad y el flujo, y para evaluar la composición volumétrica determina parámetros como el porcentaje de vacíos, el contenido de asfalto y agregados entre otros. Adicionalmente el ensayo es empleado para diseñar mezclas del tipo denso y en caliente (determinación del contenido óptimo de asfalto). En términos generales, el ensayo consiste principalmente en fabricar briquetas de 1200 g de masa (con diferentes contenidos de asfalto en masa) con dimensiones de 4” de diámetro y 2.5” de altura para luego ser falladas a altas temperaturas de servicio (60 °C) en la prensa Marshall (véase la Figura 12). La máxima carga que resiste la briqueta bajo la carga monotónica aplicada durante el ensayo se denomina estabilidad, y el desplazamiento medido desde que inicia la carga hasta que el material falla se denomina flujo. Para el caso del presente estudio, las briquetas fueron compactadas a 75 golpes por cara para evaluar condición de tráfico de altos volúmenes (NT3 de acuerdo con INVIAS, 2013). Las briquetas fueron fabricadas empleando la granulometría central de la mezcla MDC-25, para porcentajes de asfalto de 4.5%, 5.0%, 5.5% y 6.0% (véase el Cuadro 14). Las temperaturas de mezcla y compactación de las briquetas fueron escogidas basado en el criterio de equi-viscosidad estandarizado según ASTM D6925 y cumpliendo el rango especificado de viscosidad de 170 cp y 280 cp, respectivamente. El calentamiento de los agregados pétreos se lleva a una temperatura de 20°C superior a la temperatura de mezcla especificada para luego ser adicionado el asfalto. La composición volumétrica de la mezcla se calculó empleando las ecuaciones (2.13) a (2.17).
CAap G
CA
G
apGmm
%%
100
+
=
(2.13)
wSS
a
mm
mGmb
−=
(2.14)
( )
100100
%100
%
−
=apG
CA
GmbVap
(2.15)
100% −
=Gmm
GmbGmmVm
(2.16)
VmVapVca %%100% −−= (2.17)

37
Donde Gmm es la gravedad específica máxima teórica, Gmb es la densidad volumétrica teórica de la mezcla, ma es la masa de la briqueta seca y pesada en el aire, mw es la masa de la briqueta sumergida en agua, mSS es la masa superficialmente seca, %CA es el porcentaje de cemento asfáltico con respecto a la masa total de la mezcla asfáltica, %Vap es el porcentaje de agregado pétreo en volumen, %Vca es el porcentaje de asfalto en volumen, %Vm es el porcentaje de vacíos en volumen, Gap es la gravedad específica ponderada del agregado pétreo - (gruesos y finos) que compone la mezcla, Gca es la gravedad específica del cemento asfáltico. Figura 12. Preparación Ensayo Marshall
a) b) c)
d) e) f) a) agregados sueltos, secos y lavados; b) adición de asfalto al agregado; c) martillos
compactadores; d) briquetas Marshall; e) briquetas en baño de María a 60°C; f) prensa Marshall.
Fuente. El Autor 2.4.3.2 Tracción Indirecta (INV. E-725-13). Este ensayo evalúa principalmente la resistencia a tracción que experimenta una briqueta a 25 °C cuando esta se falla bajo una carga monotónica en compresión. Con el fin de que la muestra en compresión falle por tracción, la carga se aplica tal como se muestra en la Figura 13. Adicionalmente este ensayo sirve para evaluar el efecto del agua sobre la

38
resistencia a la tracción indirecta cuando las briquetas son sumergidas en agua. Normalmente, el ensayo se ejecuta sobre muestras fabricadas con contenido de vacíos con aire entre 6% y 8%. Sin embargo, en el presente estudio, se evaluó la resistencia a tracción sobre muestras que fueron fabricadas basadas en sus contenidos de vacíos obtenidos por diseño. Tres briquetas por tipo de mezcla analizada fueron falladas bajo condición seca y otras tres bajo condición húmeda (sumergidas en agua limpia durante un mes). Con los resultados obtenidos se calculó el daño por humedad como la relación entre la resistencia a tensión húmeda y seca. Figura 13. Ensayo de Tracción Indirecta
Fuente. El Autor 2.4.3.3 Módulo resiliente (INV. E-749-13). Este parámetro es utilizado para evaluar la rigidez bajo carga cíclica de mezclas asfálticas cuando se aplica un período de receso entre carga y carga intentando simular lo que ocurre en un pavimento. En el presente estudio fueron fabricadas briquetas tipo Marshall para la ejecución del ensayo. Sobre dichas briquetas inicialmente fueron medidas su diámetro y altura. Luego, tres briquetas fueron colocadas en el NAT - Nottingham Asphalt Tester (véase la Figura 14) de la Pontificia Universidad Javeriana (PUJ) donde fueron acondicionadas a temperatura de ensayo (10, 20 o 30⁰ C) durante cuatro horas. Una vez las muestras alcanzaban la temperatura de ensayo, se aplicó sobre las muestras una carga cíclica cuya magnitud fue aquella correspondiente al 10% de la resistencia a la tracción indirecta. La carga del tipo “half-sine” se aplicó bajo frecuencias de 2.5 Hz (tiempo de aplicación de carga – tc=125 ms y periodo de receso – tr=275 ms), 5.0 Hz (tc=63 ms y tr=137 ms) y 10 Hz (tc=31 ms y tr=69 ms). Cada ciclo de carga aplicó 10 pulsos (acondicionamiento) y 5 pulsos de ensayo, los cuales eran promediados para obtener el módulo resiliente (Mr en MPa) mediante la ecuación (2.18).
Ht
PMr
=
(2.18)
Donde P es la carga cíclica en N, es la relación de Poisson del material (0.35
para mezclas asfálticas), t es el espesor de la briqueta en mm y H es la

39
deformación horizontal recuperable en mm medida empleando sensores de distancia tipo LVDT (Linear Variable Differential Transformer). Figura 14. Muestra Colocada en el NAT de la Pontificia Universidad Javeriana para el Ensayo de Módulo Resiliente
Fuente. El Autor 2.4.3.4 Deformación permanente - Ahuellamiento (UNE – EN 12697-26). Al igual que el ensayo de módulo resiliente, la resistencia a la deformación permanente de las mezclas analizadas se midió empleando el NAT de la PUJ (véase la Figura 15). Para medir dicha resistencia fueron fabricadas briquetas tipo Marshall y las muestras fueron previamente acondicionadas a temperatura de ensayo de 40⁰ C dentro del NAT durante 4 horas. Cuando las muestras alcanzaron la temperatura de 40°C, se aplicaron 600 ciclos de precarga (10 kPa) durante 20 minutos y luego se aplicaron 3600 ciclos de carga (100 kPa) bajo los cuales se midió el desplazamiento vertical que experimentaba la muestra empleando para tal fin sistemas LVDT. Los ciclos de carga aplicados fueron del tipo onda cuadrada con frecuencia de 0.5 Hz (1 s de aplicación de carga y 1 s de reposo por ciclo). Figura 15. Muestra colocada en el NAT de la Pontificia Universidad Javeriana para el Ensayo de Deformación Permanente
Fuente. El Autor

40
3. METODOLOGÍA A continuación, se presentan los pasos metodológicos realizados para la ejecución del presente estudio. 3.1 REVISIÓN BIBLIOGRÁFICA Durante el desarrollo del proyecto se continuó con la ejecución de la fase de revisión bibliográfica para profundizar en el estado del conocimiento sobre el tema. 3.2 MATERIALES El asfalto utilizado fue tipo cemento asfáltico CA 60-70 producido en Barrancabermeja por ECOPETROL. Este CA fue escogido debido a que es el que más se produce y utiliza en Colombia para la fabricación de mezclas de concreto asfáltico. El agregado pétreo provino de la planta de asfaltos CONCRESCOL S.A (véase la Figura 16). Figura 16. Agregado Pétreo Tamizado de CONCRESCOL S.A.
Fuente. El Autor La escoria de alto horno proviene de la empresa Acerías Paz del Río y es el tipo ACBFS (Air-Cooled Blast Furnace Slag), la cual al salir de los altos hornos son enfriadas lentamente al aire libre (véase la Figura 17). Figura 17. Escoria de Alto Horno Tipo ACBFS de Paz del Rio. Fracción Gruesa (Imagen Izquierda) y Fina (Imagen Derecha)
Fuente. El Autor

41
El aditivo HUSIL fue otorgado por el grupo de investigación TOPOVIAL y es un material inorgánico que no inflama, y no es considerado peligroso o contaminante por el “Globally Harmonized System of Classification and Labelling of Chemicals”31. Adicionalmente es “un material que no es considerado cancerígeno o teratogénico”32. El efecto de espumado del asfalto producto de agregar el aditivo se presenta en la Figura 18 (a) Aditivo HUSIL sobre el asfalto sin calentar, b) asfalto espumado producto de mezclarlo con el aditivo a 80°C durante un minuto y c) asfalto espumado producto de mezclarlo con el aditivo a 100°C durante un minuto. Figura 18. El Efecto de espumado del asfalto producto de agregar el aditivo
a) b) c)
Fuente. El Autor Caracterización típica de materiales. En esta fase se ejecutaron los ensayos típicos que exigen las especificaciones INVIAS (2013) para caracterizar el cemento asfáltico (con y sin el aditivo HUSIL), el agregado pétreo y la escoria de alto horno (véase los Cuadro 8 y 9). Los ensayos fueron descritos en los capítulos 2.4.1 y 2.4.2. Cuadro 8. Ensayos de Caracterización sobre el Agregado Pétreo y la BFS.
Ensayo Método
Desgaste en la máquina de los Ángeles INV. E-218, 219
Micro Deval INV. E-238
10% de finos en seco y húmedo INV. E-224
Sanidad de agregados ante ataque en sulfato de magnesio INV. E-220
Caras fracturadas a una y dos caras INV. E-227
Partículas planas y alargadas INV. E-240
Pérdida en ensayo de solidez INV. E-220
Índice de plasticidad INV. E-125, 126
Equivalente de arena INV. E-133
Fuente. El Autor
31 UNITED NATIONS ECONOMIC COMMISSIONS FOR EUROPE (UNECE). Globally Harmonized System of Classification and Labelling of Chemicals (GHS). 5 ed. New York: United Nations, 2013 32 RONDÓN, H.A.; NOGUERA, J.A. y REYES, F.A. A review of warm mix asphalt technology: technical, economical and enviromental aspects. En: Ingeniería e Investigación. Mayo – Agosto, 2015. vol. 35, no. 3, p. 5-18.

42
Cuadro 9. Ensayos de Caracterización Ejecutados Sobre el CA 60-70 (Con y sin Modificación)
Ensayo Método
Sin envejecer
Penetración (25°C, 100 g, 5 s) INV. E-706-13
Índice de penetración INV. E-724-13
Viscosidad dos temperaturas INV. E-717-13
Ductilidad (25°C, 5cm/min) INV. E-702-13
Peso específico de asfaltos INV E-707-13
Punto de ablandamiento INV E-712-13
RTFOT (ensayo de película delgada, INV. E-721-13)
Pérdida de masa ASTM D-2872
Penetración (25°C, 100 g, 5 s) INV. E-706-13
Punto de ablandamiento INV E-712-13
Fuente. INSTITUTO NACIONAL DE VÍAS INVIAS Normas de Ensayos de Materiales para Carreteras. Bogotá: INVIAS, 2013 3.3 MODIFICACIÓN DEL CEMENTO ASFÁLTICO PARA ENSAYOS SOBRE EL LIGANTE El CA se modificó con el aditivo químico HUSIL empleando una temperatura y tiempo de mezcla de 80° C y 5 minutos, respectivamente. Esta temperatura fue escogida debido a que por encima de ella espuma el asfalto. El tiempo de mezcla se escogió de 5 minutos con base en la experiencia ya adquirida con el aditivo por el grupo de investigación TOPOVIAL, y con el fin de asegurar un mezclado homogéneo de ambos materiales. La relación entre el contenido de HUSIL y CA fue de HUSIL/CA=1% con respecto a la masa del CA. Este porcentaje fue escogido con base en los resultados de estudios previos realizados por parte del grupo de investigación en donde se evaluaron las propiedades de mezclas asfálticas fabricadas en laboratorio y en una planta de asfalto a escala real. Asimismo, dicho grupo de investigación realizó una fase de caracterización reológica del asfalto modificado a altas e intermedias temperaturas de servicio, empleando un Reómetro Dinámico de Corte (DSR – Dynamic Shear Rheometer, INV. E-750-13). Como resultado de los ensayos se obtuvo el módulo complejo de
corte (G*) y el ángulo de fase (). Adicionalmente se midió el grado de desempeño (PG) de los asfaltos a altas e intermedias temperaturas de servicio. Los Cuadro 10, 11 y 12 presentan los resultados reportados por el grupo de investigación TOPOVIAL en donde se muestra claramente la escogencia del 1% de HUSIL

43
como porcentaje añadido al CA 60-70. De acuerdo con Rondón 33 en el Cuadro 10 se observa que:
i) el aditivo incrementa la gravedad específica de la mezcla asfalto-aditivo a medida que incrementa el contenido de HUSIL; ii) el asfalto modificado con el aditivo incrementa su resistencia a inflamar a altas temperaturas; iii) el aditivo tiende a rigidizar notablemente el asfalto, y las mayores rigideces se presentan cuando el aditivo se agrega en proporciones de HUSIL/CA= 0.75% y 1.0%; iv) la ductilidad disminuye de manera lógica ya que el aditivo se rigidiza cuando ocurre el enfriamiento del asfalto modificado luego de que éste ha espumado. Estos resultados concuerdan con los ensayos de caracterización reológica en donde se reporta, que el grado de desempeño a altas e intermedias temperaturas de servicio del asfalto de referencia CA 60-70 (sin aditivo, HUSIL/CA=0%) es 58° C
(|G*|/sin>1.0 kPa para asfalto sin envejecer y |G*|/sin>2.2 kPa para asfalto
envejecido en RTFOT) y 22° C (|G*|sin<5000 kPa para asfalto envejecido en RTFOT + PAV), respectivamente (RTFOT y PAV – Pressure Aging Vessel, se refieren al envejecimiento a corto plazo en horno de película delgada rotatorio y envejecimiento a largo plazo en vasijas sometidas a presión, respectivamente). Para el caso del asfalto CA 60-70 modificado con HUSIL al 1%, el grado de desempeño a altas temperaturas de servició aumentó a 70 °C, lo cual es indicador de un ligante más resistente a fenómenos como el ahuellamiento en climas de alta temperatura. Adicionalmente, a temperaturas intermedias, el grado de desempeño mejoró (disminuyó de 22 a 19° C), debido tal vez a que el aditivo aumenta la resistencia del
asfalto al envejecimiento34.
Cuadro 10. Caracterización del CA 60-70 Modificado con HUSIL HUSIL/C
A [%] Peso
específico [-] Penetración
[mm/10] Punto de
ablandamiento [°C] Ductilidad
[mm] Punto de
Inflamación [°C]
0.0 1.0120 65.0 44.3 142.5 326
0.5 1.0230 48.8 53.3 87.5 333
1.0 1.0300 41.3 52.5 49.0 343
2.5 1.0316 43.2 49.0 46.5 354
5.0 1.0300 48.3 48.3 65.5 384
7.5 1.0361 50.1 47.7 68.5 390
10.0 1.0451 52.3 47.4 80.0 404
Fuente. RONDÓN, H. A.; LEÓN, O. I. y FERNÁNDEZ, W. D. Behavior of a warm mix asphalt made in an asphalt plant. En: Ingeniería y Desarrollo. Junio, 2017, vol. 35, p. 163
33 RONDÓN; LEÓN y FERNÁNDEZ, Op. cit., p. 163 34 Ibíd., p. 162

44
Cuadro 11. Caracterización Reológica del Asfalto CA 60-70 Temperatura
[°C] Frecuencia
[rad/s]
[°]
G* [Pa]
|G*|/sin [kPa]
|G*| · sin [kPa]
CA 60-70 no envejecido
58 10 87 2470 2.473 2.467
64 10 88 1002 1.00 1.00
70 10 89 453 0.453 0.453
CA 60-70 envejecido en RTFOT
52 10 83 11062 11.15 10.98
58 10 85 4276 4.29 4.26
64 10 87 1701 1.70 1.70
CA 60-70 envejecido en RTFOT + PAV
16 10 44 14266000 20537 9910
19 10 45 10193000 14415 7208
22 10 47 6659000 9105 4870
Fuente. RONDÓN QUINTANA, Hugo Alexander; CASTRO LÓPEZ, William Andrés y BARRERO CALIXTO, Juan Carlos. Evaluación de las propiedades reológicas y térmicas de un asfalto convencional y uno modificado con un desecho de PEBD. En: Revista de Ingeniería. Septiembre – octubre, 20115. vol. 21, no. 1, p. 12 Cuadro 12. Caracterización Reológica Asfalto + HUSIL
Temperatura [°C]
Frecuencia [rad/s]
[°]
G* [Pa]
|G*|/sin [kPa]
|G*| · sin [kPa]
CA 60-70 modificado con HUSIL/CA=1% no envejecido
64 10 66.5 2358.3 2.57 2.16
70 10 69 1280.5 1.37 1.20
76 10 70 888.2 0.95 0.83
CA 60-70 modificado con HUSIL/CA=1%. envejecido en RTFOT
64 10 72.4 8685 9.11 8.28
70 10 76.3 4072 4.19 3.96
76 10 79.8 1899 1.93 1.87
CA 60-70 modificado con HUSIL/CA=1%. envejecido en RTFOT + PAV
16 10 31.5 11700000 22392 6113
19 10 32.6 8570000 15907 4617
22 10 33.9 6150000 11027 3430
Fuente. RONDÓN QUINTANA, Hugo Alexander; CASTRO LÓPEZ, William Andrés y BARRERO CALIXTO, Juan Carlos. Evaluación de las propiedades reológicas y térmicas de un asfalto convencional y uno modificado con un desecho de PEBD. En: Revista de Ingeniería. Septiembre – octubre, 20115. vol. 21, no. 1, p. 12 3.4 DISEÑO MARSHALL (INV. E-748-13) – MEZCLA CONVENCIONAL DE REFERENCIA O DE CONTROL Luego de realizar los ensayos al agregado pétreo y a los cementos asfálticos (con y sin modificación), se fabricaron cinco briquetas (compactadas a 75 golpes por cara) para cada porcentaje de asfalto de 4.5%, 5.0%, 5.5% y 6.0%, con el fin de realizar el diseño Marshall de las mezclas MDC-25 convencionales de referencia (sin aditivo y sin sustitución de pétreos naturales por BFS; HUSIL/CA=0%, BFS=0%). La granulometría de las mezclas se presenta en el Cuadro 13. Para fabricar estas mezclas, las temperaturas de fabricación y compactación de las

45
briquetas fueron de 150°C y 140°C, respectivamente. Estas temperaturas fueron escogidas con base en el ensayo de viscosidad realizado al CA 60-70, cumpliendo con el rango especificado para mezclas del tipo denso (viscosidad de mezcla de 170 cp y de compactación de 280 cp). La gravedad específica bulk y el contenido de vacíos de las mezclas fueron medidos con base en la especificación de ensayo ASTM D2726. El ensayo Marshall fue descrito en el numeral 2.4.3.1. Cuadro 13. Granulometría Mezcla MDC-25
Tamiz MDC-25
Normal Alterno
25.0 mm 1” 100
19.0 mm 3/4” 80-95
12.5 mm 1/2” 67-85
9.5 mm 3/8” 60-77
4.75 mm N°.4 43-59
2.00 mm N°.10 29-45
0.425 mm N°.40 14-25
0.180 mm N°.80 8-17
0.075 mm N°.200 4-8
Fuente. INSTITUTO NACIONAL DE VÍAS INVIAS. Normas de Ensayos de Materiales para Carreteras. Bogotá: INVIAS, 2013 La distribución de masas del agregado pétreo y del asfalto se presenta en el Cuadro 14. Cuadro 14. Distribución de Masas de Asfalto y Agregados Pétreos para Mezcla MDC-25
TAMIZ TAMIZ [mm]
% PASA % RETENIDO
CA=4.5% [54 g]
CA=5.0% [60 g]
CA=5.5% [66 g]
CA=6.0% [72 g]
Masa del agregado [g]
1" 25.00 100.0 0.0 0.0 0.0 0.0 0.0
3/4" 19.00 87.5 12.5 143.3 142.5 141.8 141.0
1/2" 12.50 76.0 11.5 131.8 131.1 130.4 129.7
3/8" 9.50 68.5 7.5 86.0 85.5 85.1 84.6
4 4.75 51.0 17.5 200.6 199.5 198.5 197.4
10 2.00 37.0 14.0 160.4 159.6 158.8 157.9
40 0.43 19.5 17.5 200.6 199.5 198.5 197.4
80 0.18 12.5 7.0 80.2 79.8 79.4 79.0
200 0.075 6.0 6.5 74.5 74.1 73.7 73.3
FONDO - 0.0 6.0 68.8 68.4 68.0 67.7
Fuente. INSTITUTO NACIONAL DE VÍAS INVIAS Normas de Ensayos de Materiales para Carreteras. Bogotá: INVIAS, 2013

46
3.5 ENSAYO MARSHALL SOBRE MEZCLAS ASFÁLTICAS CON REEMPLAZO DE BFS Empleando el porcentaje óptimo de asfalto obtenido del diseño de la mezcla de referencia y adicionando 0% (mezcla de control) 0.5% y 1.0% de CA, se elaboraron nuevas briquetas MDC-25 sustituyendo las fracciones gruesas y finas del agregado pétreo natural por BFS. Las adiciones de asfalto de 0.5% y 1.0% por encima del contenido óptimo se ejecutaron con el fin de tener en cuenta que las BFS son más porosas que el agregado pétreo natural lo que las hace absorber y necesitar una mayor cantidad de asfalto. Las proporciones de reemplazo del agregado grueso fueron de 0% (mezcla de control fabricada con 100% de agregado pétreo natural), 12.5% (reemplazo del tamiz de ¾”), 24% (reemplazo de los tamices ¾” y ½”), 31.5% (reemplazo de los tamices ¾”, ½” y 3/8”) y 49% (reemplazo de los tamices ¾”, ½”, 3/8” y No. 4). Para el caso de la fracción fina los porcentajes de reemplazo fueron de 12.5% (reemplazo total de los tamices pasa y retenido No. 200), 19.5% (reemplazo total de los tamices pasa y retenido No. 200, y No. 80), 37% (reemplazo de los tamices pasa y retenido No. 200, No. 80 y No. 40) y 51% (reemplazo total de los tamices pasa y retenido No. 200, No. 80, No. 40 y No. 10). En esta etapa del estudio, las briquetas Marshall fueron fabricadas bajo las mismas temperaturas de fabricación y compactación utilizadas en el diseño de la mezcla de referencia (150°C y 140°C, respectivamente). 3.6 ENSAYO DE TRACCIÓN INDIRECTA (INV. E-725-13) Este ensayo se ejecutó sobre la mezcla de control y sobre otras cuatro, las cuales experimentaron mejor comportamiento en el ensayo Marshall cuando se sustituyó el agregado natural por BFS. Cada mezcla evaluada fue ensayada bajo condición seca – TID (3 muestras por tipo mezcla) y saturada – TIS (3 muestras por tipo de mezcla, sumergidas en agua durante un mes). Con los resultados del ensayo se calculó la relación entre la condición saturada y seca (TIS/TID) con el fin de evaluar adicionalmente el daño por humedad. El ensayo de tracción indirecta fue descrito en el numeral 2.4.3.2. 3.7 DETERMINACIÓN DEL CONTENIDO DE ADITIVO Y DE LAS TEMPERATURAS DE FABRICACIÓN Y COMPACTACIÓN DE LA MEZCLA TIBIA CON BFS En esta etapa del estudio, se utilizaron los resultados de la investigación reportada por Rondón 35. Los autores mencionados, emplearon el mismo agregado pétreo, asfalto y aditivo (HUSIL) que se utilizó en el presente estudio, para la fabricación de la mezcla asfáltica tibia que desarrollaron. En dichos estudios, los investigadores reportaron que la resistencia mecánica de la mezcla asfáltica tibia desarrollada experimenta mejor comportamiento mecánico en comparación a la
35 Ibíd., p. 165

47
mezcla convencional de control. Esta conclusión fue argumentada con base en ensayos Marshall, tracción indirecta (muestras secas y sumergidas en agua), módulo resiliente, resistencia a la deformación permanente y fatiga. Ellos concluyen que el porcentaje óptimo de aditivo es de 1% con respecto a la masa del asfalto y recomiendan una disminución de la temperatura de fabricación de la mezcla con dicho aditivo de 30°C. Por tal motivo, teniendo en cuenta dichos resultados, se optó por utilizar una dosificación de HUSIL/CA=1% y disminuir la temperatura de mezcla en 30°C para realizar ensayos de tracción indirecta y caracterización dinámica (módulo resiliente y resistencia a la deformación permanente) sobre muestras fabricadas con BFS. 3.8 ENSAYO DE TRACCIÓN INDIRECTA (INV. E-725-13) SOBRE MEZCLAS TIBIAS CON BFS Luego de escoger el contenido de aditivo y las temperaturas de fabricación y compactación de la mezcla tibia se ejecutó nuevamente el ensayo de tracción indirecta (muestras secas y sumergidas en agua - 3 muestras por tipo de mezcla) sobre la mezcla de control y sobre otras tres, las cuales experimentaron mejor comportamiento en los ensayos Marshall cuando se sustituyó el agregado natural por BFS. Estas últimas tres mezclas (tibias) fueron elaboradas reemplazando parte del agregado por BFS y fabricadas 30°C por debajo de la temperatura escogida para la mezcla de control (usando el aditivo HUSIL en una relación de 1% con respecto a la masa del asfalto). 3.9 ENSAYOS DE MÓDULO RESILIENTE (INV. E-749-13) Y DEFORMACIÓN PERMANENTE (EN 12697-22) Estos ensayos se ejecutaron para evaluar el comportamiento de las mezclas bajo carga dinámica, y se realizaron sobre la mezcla de control (sin aditivo, sin BFS y temperatura de mezcla de 150°C) y sobre otras tres (con aditivo HUSIL, con BFS y temperatura de mezcla de 120°C), las cuales experimentaron mejor comportamiento en los ensayos Marshall y de tracción indirecta cuando se sustituyó el agregado natural por BFS. Asimismo, las mezclas que fueron fabricadas reemplazando parte del agregado por BFS fueron fabricadas 30°C por debajo de la temperatura escogida para la mezcla de control y usando el aditivo HUSIL en una relación de 1% con respecto a la masa del asfalto. El aditivo fue añadido a la mezcla en el mismo instante en que se mezclaba el asfalto con el agregado tal como fue recomendado en estudios anteriores. Para realizar los ensayos de módulo resiliente y deformación permanente fueron fabricadas tres briquetas Marshall de cada mezcla evaluada. Luego, para la determinación del módulo, dichas muestras fueron sometidas a tres temperaturas de ensayo (10, 20 y 30°C) y frecuencias de carga (2.5, 5.0 y 10.0 Hz) en el equipo Nottingham Asphalt Tester (NAT) de la Pontificia Universidad Javeriana. Utilizando el mismo equipo, para el caso del ensayo de deformación permanente, las muestras fueron sometidas a 3600 ciclos de carga, presión de 100 kPa y temperatura de ensayo de

48
40 °C. Los ensayos de módulo resiliente y deformación permanente Marshall fueron descritos en los numerales 2.4.3.3 y 2.4.3.4. 3.10 INFORMES TÉCNICOS Y DOCUMENTO FINAL Durante el transcurso del estudio se elaboraron los documentos respectivos para la publicación y divulgación de los resultados, basados en la revisión bibliográfica consultada y los resultados periódicos que se obtuvieron de la fase experimental. Se remitieron informes parciales al director del trabajo de grado para su respectiva revisión y el presente documento final en donde se presentan los análisis de los resultados y las conclusiones del estudio.

49
4. RESULTADOS Y ANÁLISIS
4.1 CARACTERIZACIÓN DE MATERIALES 4.1.1 Agregados pétreos. En los Cuadros 15 y 16 se presentan los valores obtenidos de los ensayos de caracterización ejecutados al agregado pétreo natural y a la escoria de alto horno (BFS), respectivamente. Cuadro 15. Caracterización del Agregado Pétreo
Ensayo Método Requisito Resultado
Gravedad específica agregados gruesos INV. E-223-13 - 2.53
Absorción agregado grueso INV. E-223-13 - 2.01%
Gravedad específica agregados fino INV. E-222-13 - 2.60
Absorción agregado fino INV. E-222-13 - 1.76%
Equivalente de arena INV. E-133-13 50% mínimo 70%
Caras fracturadas a una cara INV. E-227-13 75% mínimo 92%
Límites líquido y plástico INV. E-125, 126 0% 0%
Partículas planas y alargadas INV. E-240-13 10% máximo 7.5%
Ataque en sulfato de magnesio INV. E-220-13 18% máximo 10.3%
Microdeval INV. E-238-13 25% máximo 21.2%
10% de finos (resistencia en seco) INV. E-224-13 90 kN
mínimo 121 kN
10% de finos (relación húmedo/seco) INV. E-224-13 75% mínimo 87%
Resistencia en Máquina de los Ángeles INV. E-218, 219 35% máximo 22.9%
Fuente. El Autor Cuadro 16. Caracterización de la BFS
Ensayo Método Valor
Gravedad específica/absorción (3/4”)
INV. E-222-13 INV. E-223-13
1.87/3.73%
Gravedad específica/absorción (3/8”) 1.87/3.73%
Gravedad específica/absorción (No. 4) 1.96/3.14%
Gravedad específica/absorción (No. 80) 2.43/2.30%
Gravedad específica/absorción (No. 200) 2.49/2.43%
Resistencia en la máquina de Los Ángeles, 500 revoluciones
INV. E-218, 219 43.7%
Micro-Deval INV. E-238-13 27.8%
10% de finos (seco) INV. E-224-13 104 kN
Caras fracturadas: una cara INV. E-227-13 95%
Partículas alargadas INV. E-240-13
3.3%
Partículas planas 5.2%
Índice de plasticidad INV. E-126-13 No plástico
Fuente. El Autor

50
Con base en los resultados obtenidos en el Cuadro 15 se puede denotar: ➢El agregado pétreo natural cumple con el requisito mínimo de calidad que exige las especificaciones (INVIAS, 2013) para fabricar mezclas de concreto asfáltico. ➢La fracción gruesa presenta una buena resistencia al desgaste por impacto y por abrasión, así como al fracturamiento de partículas. ➢El agregado es de buena resistencia a ataques químicos y a procesos de congelamiento y secado. ➢La forma de las partículas es óptima para la fabricación de mezclas asfálticas (caras redondeadas y fracturadas). ➢Las partículas finas no se encuentran contaminadas por materiales indeseables como arcilla, materia orgánica y polvo. En el Cuadro 16 se observa, que al disminuir el tamaño de las partículas de BFS, incrementa la gravedad específica y disminuye la absorción. Lo anterior es debido tal vez a que al fracturar las partículas de la fracción gruesa de BFS, las partículas más finas disminuyen su porosidad superficial. Adicionalmente se observa, que al igual que el agregado natural, la BFS presenta buena resistencia al desgaste por abrasión por fricción entre partículas y al fracturamiento bajo carga monotónica en los ensayos Micro-Deval y 10% de finos. Sin embargo, tal como se reporta en la literatura de referencia (Airey et al., 2004 y FHWA, 2008), la BFS analizada es un material que experimenta baja resistencia al desgaste por abrasión en la máquina de Los Ángeles. Así mismo se observa, al igual que en el material natural, que la BFS presenta partículas con formas ideales (redondeadas pero con caras fracturadas) y ningún contenido de arcilla, materia orgánica o exceso de polvo. 4.1.2 Cemento asfáltico. Al asfalto CA 60-70 se le realizaron los ensayos típicos que exige la especificación (INVIAS, 2013) para caracterizarlo (véase el Cuadro 17). Al igual que el agregado pétreo, el asfalto cumple los requisitos mínimos de calidad exigidos por la especificación (INVIAS, 2013) para fabricar mezclas de concreto asfáltico.

51
Cuadro 17. Características Generales del CA 60-70
Ensayo Método Unidad Requisito
Valor Mínimo Máximo
Ensayos sobre el CA original
Penetración (25°C, 100 g, 5 s) ASTM D-5 0.1 mm 60 70 60.2
Índice de penetración NLT 181/88 - -1.2 +0.6 -0.49
Punto de ablandamiento ASTM D-36-95 ° C 48 54 51.1
Viscosidad absoluta (60°C) ASTM D-4402 Poises 1500 - 1799
Gravedad específica AASHTO T 228-04 - - - 1.012
Viscosidad a 135° C AASHTO T-316 Pa-s - - 0.42
Ductilidad (25°C, 5cm/min) ASTM D-113 cm 100 - >100
Ensayos sobre el residuo del CA luego del RTFOT
Pérdida de masa ASTM D-2872 % - 0.8 0.55
Penetración (25°C, 100 g, 5 s), % de la penetración original
ASTM D-5 % 50 - 77
Incremento en el punto de ablandamiento
ASTM D-36-95 ° C - 9 6
Fuente. El Autor 4.2 DISEÑO DE MEZCLA ASFÁLTICA DE REFERENCIA El resumen de los resultados del ensayo Marshall ejecutado sobre la mezcla de control (sin aditivo y sin sustitución de pétreos naturales por BFS; HUSIL/CA=0%, BFS=0%) se presenta en el Cuadro 18 y de manera esquemática, en las Figura 19. Los resultados obtenidos sobre todas las muestras ensayadas se reportan en el Anexo A. Con base en los resultados reportados del ensayo Marshall se establece como porcentaje óptimo de asfalto 5%. Este contenido de asfalto fue definido con base en los criterios establecidos por INVIAS (2013), los cuales fueron presentados en el Cuadro 4. Cuadro 18. Resumen del Ensayo Marshall Ejecutado sobre la Mezcla de Referencia MDC-25
CA [%] Estabilidad
[kN] Flujo [mm]
E/F [kN/mm]
Densidad bulk [g/cm3]
Vacíos en la mezcla [%]
Vacíos en agregados
[%]
4.5 11.75 3.96 2.97 2.285 4.61 14.77
5.0 12.86 3.81 3.38 2.284 3.96 15.25
5.5 13.13 3.84 3.42 2.288 3.09 15.53
6.0 12.30 4.14 2.97 2.325 0.85 14.63
Fuente. El Autor

52
Figura 19. Resultados del ensayo Marshall para Mezcla MDC-25 de Referencia, a) Estabilidad – E, b) Flujo – F, c) E/F y d) Vacíos en la Mezcla
a)
b)
c) d)
Fuente. El Autor
4.3 ENSAYO MARSHALL MEZCLAS CON ESCORIA Las Figuras 20 y 21 muestran los resultados del ensayo Marshall realizado a las mezclas que contienen reemplazos de las fracciones gruesa y fina del agregado pétreo natural por BFS, respectivamente. En términos generales se puede denotar lo siguiente para el caso de la sustitución del agregado grueso: ➢De manera obvia se observa, que al sustituir el agregado natural por BFS (en cualquiera de sus fracciones, gruesa o fina), los vacíos con aire incrementan. Lo

53
anterior es debido principalmente a que las BFS presentan mayor absorción (traducido en una mayor porosidad superficial), lo que redunda en un mayor requerimiento de asfalto. Por otro lado, las BFS presentan visualmente una textura superficial más rugosa lo que incide en una mayor dificultad para cubrir los agregados con asfalto y para compactar la mezcla. Así mismo se observa también, que dicho incremento en vacíos es menor a medida que aumenta el contenido de asfalto. ➢Cuando se emplea el contenido óptimo de asfalto de 5.0% y se sustituye hasta el 24% del agregado grueso, la resistencia bajo carga monotónica evaluadas a través de la estabilidad (E) y la relación E/F es mayor con respecto a la mezcla de control (100% de agregado pétreo natural, sin sustitución de BFS) (Figura 20 a, c). Después de este porcentaje de sustitución dicha resistencia tiende a decaer, y se reporta, que al sustituir el 49% del agregado por BFS, la resistencia del material es menor comparada con la mezcla de control. Con excepción del reemplazo de 12.5%, en cualquier otro porcentaje de sustitución, la magnitud de vacíos con aire no cumple el rango establecido por la especificación colombiana para mezcla tipo MDC-25 (INVIAS, 2013) (Figura 20b). ➢Cuando se emplea un contenido de asfalto de 5.5%, la resistencia bajo carga monotónica en el ensayo Marshall es superior a la convencional para cualquier porcentaje de reemplazo de agregado natural por BFS (Figura 20 a, c). Incluso es interesante observar, que al usar este contenido de asfalto y reemplazar el 49% del agregado natural por BFS, la resistencia de la mezcla es superior a la de control. Las mayores magnitudes de E y E/F se encuentran bajo reemplazos de 24% y 31.5% del agredo por BFS. Con este porcentaje de asfalto, sólo el reemplazo de 12.5% cumple con el requisito de vacíos con aire para mezcla tipo MDC-25 (INVIAS, 2013) (Figura 20 b). ➢Al igual que con un contenido de asfalto de 5%, cuando se emplea 6% y se sustituye hasta el 24% del agregado grueso por BFS, la E y E/F experimentan mayores magnitudes con respecto a la mezcla de control (Figura 20 a, c). Después de este porcentaje de sustitución dicha resistencia tiende a decaer, y se reporta, que al sustituir el 49% del agregado por BFS, la resistencia del material es menor comparada con la mezcla de control. Por otro lado, con este porcentaje de asfalto, la resistencia bajo carga monotónica tiende a ser menor en comparación con las mezclas fabricadas con 5% y 5.5%, ya que dicho contenido de asfalto comienza a estar en exceso, lubricando las partículas y permitiendo que el agregado se desplace más fácilmente durante el proceso de carga. Para este contenido de asfalto de 6%, los reemplazos de 12.5% y 24% cumplen con el requisito de vacíos con aire para mezcla tipo MDC-25 exigido por INVIAS (2013) (Figura 20 b). Para el caso de la sustitución del agregado fino se puede denotar lo siguiente:

54
➢La mayor resistencia en el ensayo Marshall se observa, cuando se utiliza el contenido óptimo de asfalto de 5% y se reemplaza entre 12.5% y 19.5% el agregado fino por BFS. Adicionalmente se observa, que para cualquier contenido de asfalto utilizado, dicha resistencia mecánica es superior a la de la mezcla de control, cuando se reemplaza el agregado fino por BFS hasta en un 19.5%. Para un reemplazo de 37%, las mezclas experimentan resistencias similares a la de control, y para el caso de 51% de sustitución dicha resistencia es inferior. ➢Los vacíos en la mezcla siguen una tendencia similar a aquella reportada para el caso de la sustitución de los agregados gruesos. De manera obvia se observa, una menor magnitud de vacíos con aire a medida que incrementa el contenido de asfalto para cualquier porcentaje de sustitución de agregado fino por BFS. Hasta un 19.5% de reemplazo, las mezclas con BFS experimentan vacíos con aire permitidos de acuerdo con la especificación INVIAS (2013). Figura 20. Resultado del Ensayo Marshall – Reemplazo del Agregado Grueso. a) Relación E/F (Estabilidad/Flujo); b) Vacíos con Aire; c) Estabilidad; d) Flujo.
a) b)
c) d)
Fuente. El Autor

55
Figura 21. Resultado del Ensayo Marshall – Reemplazo del Agregado Fino. a) Relación E/F (Estabilidad/Flujo); b) Vacíos con Aire; c) Estabilidad; d) Flujo.
a) b)
c) d)
Fuente. El Autor 4.4 ENSAYOS DE TRACCIÓN INDIRECTA En el Cuadro 19 se presentan los resultados del ensayo de tracción indirecta. Tal como se describió en el capítulo de metodología, este ensayo se realizó sobre la mezcla de control (CA=5%, BFS=0%) y sobre otras cuatro con BFS, las cuales fueron escogidas con base en el mejor comportamiento que experimentaron en el ensayo Marshall, teniendo como principales criterios: i) las máximas magnitudes de E y E/F y ii) vacíos con aire que no fuesen muy elevados con respecto a los rangos permitidos por la especificación INVIAS (2013) para la fabricación de concretos asfálticos tipo MDC-25 y iii) la menor cantidad posible de CA a utilizar, con el fin de no incrementar ostensiblemente el costo de la mezcla. Las cuatro mezclas escogidas fueron: 1) sustitución de agregado grueso por BFS=12.5% y

56
CA=5%, 2) sustitución de agregado grueso por BFS=24% y CA=5.5%, 3) sustitución de agregado fino por BFS=12.5% y CA=5%, 4) sustitución de agregado fino por BFS=19.5% y CA=5.5%. Se observa en el Cuadro 19, que los mejores comportamientos fueron experimentados por las mezclas fabricadas con 5% de asfalto y sustitución de agregado grueso y fino por BFS de 12.5%, ya que ambas resistencias a tracción (condición seca y saturada) y relación ITS/ITD fueron superiores a la de la mezcla de control, a pesar que los vacíos con aire eran mayores y el contenido de asfalto era el mismo. Lo anterior significa que tanto la resistencia a tracción como al daño por humedad fueron superiores. Por otro lado, cuando se aumentó el contenido de asfalto a 5.5% y se reemplazó la fracción gruesa del agregado por BFS=24%, la resistencia a tracción bajo condición seca aumentó, pero bajo condición saturada fue menor en comparación con la mezcla de control. A pesar de lo anterior, se reportó una relación ITS/ITD superior a 80% (esto es importante, ya que la especificación INVIAS, 2013 recomienda una magnitud superior o igual a este valor). Para el caso de la mezcla cuyo contenido de asfalto era de 5% y donde se remplazó la fracción fina por BFS=19.5%, la resistencia a tracción y al daño por humedad fue inferior en comparación con la mezcla de control. Cuadro 19. Ensayo de Tracción Indirecta
Mezcla Vacíos en la mezcla
[%] Método
Condición de la muestra ITS/ITD
[%] ITD [kPa]
ITS [kPa]
Control – CA=5%, BFS =0% 3.7
INV. E-725
2797 2391 85.5
Grueso – CA=5%, BFS =12.5% 6.3 3104 2719 87.6
Grueso – CA=5.5%, BFS =24% 8.1 2852 2302 80.7
Fino – CA=5%, BFS =12.5% 7.2 2903 2421 83.4
Fino – CA=5%, BFS =19.5% 7.8 2665 1951 73.2
Fuente. El Autor 4.5 DETERMINACIÓN DE CONTENIDO DE ADITIVO Y TEMPERATURA DE FABRICACIÓN DE LA MEZCLA ASFÁLTICA TIBIA Tal como se mencionó y describió en el numeral 8 del capítulo de metodología, el porcentaje de aditivo escogido fue de 1% con respecto a la masa del asfalto y se escogió disminuir la temperatura de mezcla en 30°C con base en estudios previos reportados por Rondón 36. Es importante resaltar, que los investigadores mencionados emplearon el mismo agregado pétreo, asfalto y aditivo (HUSIL) para realizar dichos estudios.
36 Ibíd., p.169

57
4.6 RESISTENCIA A TRACCIÓN INDIRECTA SOBRE MEZCLA ASFÁLTICA TIBIA El Cuadro 20 presenta los resultados obtenidos del ensayo de tracción indirecta realizados sobre la mezcla de control (sin escoria, contenido de asfalto de 5% y temperatura de mezcla de 150°C) y las tres mezclas con sustitución parcial de BFS que experimentaron mejor comportamiento en los ensayos Marshall y de tracción indirecta reportados con anterioridad: 1) sustitución de la fracción gruesa del agregado natural por escoria en 12.5%, contenido de asfalto de 5% y temperatura de mezcla de 120°C; 2) sustitución de la fracción fina del agregado natural por escoria en 12.5%, contenido de asfalto de 5% y temperatura de mezcla de 120°C y 3) sustitución de la fracción gruesa del agregado natural por escoria en 24%, contenido de asfalto de 5.5% y temperatura de mezcla de 120°C. Comparando con los resultados presentados en las Figuras 4.2b y 4.3b, y teniendo en cuenta la disminución de 30°C en la fabricación de las mezclas y la mayor porosidad y absorción del BFS se observa, que el aditivo ayuda a disminuir los volúmenes de vacíos (Vv) debido al efecto de espumado (permitiendo un recubrimiento más fácil del agregado con el asfalto). Sin embargo, aún la magnitud de Vv es superior cuando las mezclas son fabricadas con BFS (principalmente por la disminución de la temperatura en 30°C durante el proceso de fabricación). En el Cuadro 20 se observa, que las mezclas tibias experimentan mayor resistencia a la tracción indirecta (seco y sumergido en agua) en comparación con la mezcla de control, a pesar que los vacíos con aire son superiores y la temperatura de fabricación fue 30°C más baja. Lo anterior es debido principalmente al efecto del aditivo, el cual tal vez tiene propiedades que permiten mejorar la adherencia entre el agregado y el asfalto. Los anteriores resultados también son indicadores de una mayor resistencia al daño por humedad. Cuadro 20. Ensayo de Tracción Indirecta (INV E-725)
Mezcla Vacíos en la mezcla
[%]
Condición de la muestra ITS/ITD
[%] ITD [kPa]
ITS [kPa]
Control – CA=5%, BFS =0% - sin aditivo – T=150°C
3.7 2797 2391 85.5
Grueso – CA=5%, BFS =12.5% - con aditivo – T=120°C
5.7 3067 2713 88.5
Grueso – CA=5.5%, BFS =24% - con aditivo – T=120°C
6.5 2826 2457 86.9
Fino – CA=5%, BFS =12.5% - con aditivo – T=120°C
6.6 3003 2516 83.8
Fuente. El Autor

58
4.7 MÓDULO RESILIENTE Y DEFORMACIÓN PERMANENTE SOBRE MEZCLA ASFÁLTICA TIBIA La Figura 22 presenta los resultados obtenidos del ensayo de módulo resiliente sobre la mezcla de control (sin escoria, contenido de asfalto de 5% y temperatura de mezcla de 150°C) y las tres mezclas que fueron escogidas con base en el ensayo Marshall, las cuales fueron enunciadas en el capítulo anterior (4.6). En el Anexo B se presentan los formatos remitidos por la PUJ donde se observan los resultados reportados. En la Figura 22 se observa que, al disminuir la temperatura de mezcla en 30°C, emplear el aditivo y sustituir la fracción gruesa del agregado pétreo por BFS en 12.5% (reemplazo del tamiz de ¾”), la mezcla experimenta, con respecto a la de control, un incremento notable en rigidez bajo carga cíclica para temperaturas de ensayo de 20°C y 30°C (en promedio se obtuvieron incrementos entre 13% y 28%). Para temperatura de 10°C, la rigidez es similar a la de la mezcla de control. Estos resultados son coherentes con los reportados de deformación permanente. En la Figura 23 se observa, que la mayor resistencia a la deformación bajo carga cíclica la experimenta la mezcla asfáltica tibia con sustitución de 12.5% del agregado grueso. Es interesante observar, que esto ocurre a pesar que el contenido de vacíos Vv es superior en la mezcla tibia. Para las otras dos mezclas que emplearon sustitución parcial del agregado por BFS los resultados no fueron satisfactorios, ya que la tendencia de la rigidez y la resistencia a la deformación permanente es ser inferior a la de la mezcla de control para cualquier temperatura de ensayo. Lo anterior es tal vez debido principalmente al mayor contenido de asfalto para el caso de la sustitución de 24% del agregado grueso y a los vacíos con aire. En el Anexo C se presentan los formatos remitidos por la PUJ donde se observan los resultados de deformación reportados. Así mismo en el Anexo D se presenta el certificado de calibración de los equipos NAT y su respectiva instrumentación.

59
Figura 22. Resultado del Ensayo de Módulo Resiliente. a) 10°C, b) 20°C y c) 30°C.
a) b)
c)
Fuente. El Autor

60
Figura 23. Resultado del Ensayo de Deformación Permanente
Fuente. El Autor

61
5. CONCLUSIONES Con base en los resultados obtenidos, se puede concluir para el caso de las mezclas fabricadas sin aditivo: Por ser las escorias de alto horno (BFS) materiales con mayor porosidad y absorción, los vacíos con aire aumentaron en la mezcla analizada. A pesar de lo anterior, bajo ciertos contenidos de asfalto y proporciones de sustitución del agregado pétreo natural por dichas escorias, el comportamiento de las mezclas fue mejor en comparación a la mezcla de control. Existe entonces una relación entre el contenido de asfalto y escoria por sustituir que debe ser tenido en cuenta para encontrar la mejor respuesta mecánica. Teniendo en cuenta lo anterior, se reporta: ➢Un notable incremento en rigidez bajo carga monotónica (estabilidad, relación estabilidad/flujo, tracción indirecta bajo condición seca y saturada, y relación ITS/ITD) con respecto a la mezcla de control, cuando se fabricaron mezclas de concreto asfáltico con el contenido óptimo de asfalto de 5.0% y sustitución de hasta 12.5% (tamiz de 3/4”) del agregado pétreo grueso. ➢Incrementando en 0.5% el contenido de asfalto con respecto al óptimo, tanto la rigidez Marshall como la tracción indirecta bajo condición seca son superiores con respecto a la mezcla de control para cualquier porcentaje de sustitución del agregado grueso (reemplazo de los tamices ¾”, ½”, 3/8” y No. 4) por BFS, sin embargo, bajo condición saturada, dichas mezclas pueden experimentar disminución en la resistencia al daño por humedad. ➢Incrementando en 1% el contenido de asfalto con respecto al óptimo, se logra una mayor estabilidad y resistencia bajo caga monotónica con respecto a la mezcla de control cuando se sustituye hasta un 24% del agregado pétreo grueso (tamices ¾”, ½”), sin embargo, bajo esta condición, dicha resistencia es inferior con respecto a la denotada para contenidos de asfalto de 5.0 y 5.5%, debido principalmente a que el mayor contenido de asfalto y de vacíos con aire, comienza a disminuir la rigidez de las mezclas. ➢Para cualquier contenido de asfalto (5.0, 5.5 y 6.0%), el reemplazo de los tamices pasa No. 200, retenido No. 200 y No. 80 (19% de sustitución del agregado fino) por BFS, genera un incremento importante en rigidez bajo carga monotónica, sin embargo, la resistencia a tracción y al daño por humedad es inferior en comparación con la mezcla de control. Los aumentos en estabilidad y relación estabilidad/flujo son indicadores de mayor resistencia a las deformaciones permanentes bajo carga cíclica. A pesar de lo anterior, este aumento en rigidez puede generar un cambio de comportamiento en la mezcla (dúctil - frágil) que podría significar una disminución en la resistencia a fatiga. En síntesis, el mejor comportamiento se obtiene cuando se reemplaza hasta un 24% del agregado

62
pétreo grueso (tamices ¾” y ½”) por BFS y se emplean contenidos de asfalto entre 5.0% (contenido óptimo) y 5.5%. Para el caso de la mezcla fabricada con el aditivo se concluye: ➢El aditivo HUSIL al ser utilizado en una proporción de 1% con respecto a la masa del asfalto permitió disminuir el volumen de vacíos con aire (sobre las mezclas con y sin BFS) y aumentar la rigidez del asfalto. ➢Empleando el aditivo, se puede disminuir la temperatura de fabricación de las mezclas en 30°C y obtener un material con mayor resistencia a la tracción indirecta (seco y sumergido en agua) y al daño por humedad (en comparación con la mezcla de control) para sustitución de la fracción gruesa del agregado natural por escoria en 12.5% y 24% (para contenidos de asfalto de 5% y 5.5%, respectivamente) y sustitución de la fracción fina de 12.5% (contenido de asfalto de 5%). ➢El mejor comportamiento se logra cuando se disminuye la temperatura de mezcla en 30°C, se emplea el aditivo y se sustituye la fracción gruesa del agregado pétreo por BFS en 12.5% (reemplazo del tamiz de ¾”). Bajo dicha condición, la mezcla experimenta un aumento importante en la rigidez (bajo carga monotónica y dinámica), en la resistencia al daño por humedad y en la resistencia a las deformaciones permanentes con respecto a la de control. ➢Bajo carga cíclica, sustituir un 24% y 12.5% las fracciones gruesos y finas del agregado respectivamente, puede generar una disminución significativa de la rigidez y la resistencia a la deformación permanente.

63
6. RECOMENDACIONES A continuación, se enuncian algunas recomendaciones para ser tenidas en cuenta en fases posteriores del presente estudio: ➢Con el fin de evaluar el número de ciclos de carga que son capaces de resistir
las mezclas analizadas, se deben ejecutar ensayos de fatiga, ya sea bajo los
modos de carga de esfuerzo y/o deformación contralada.
➢Se debe realizar una fase de caracterización química y mineralógica de la
escoria de alto horno empleada en el presente estudio con el fin de evaluar la
influencia que tiene dicha composición sobre las propiedades medidas en las
mezclas asfálticas. De la misma forma y con el mismo objeto, se debe medir la
composición química del conjunto asfalto y aditivo HUSIL (asfalto modificado).
➢Se debe realizar un estudio profundo para analizar la implementación de las
mezclas tibias analizadas, es decir, se hace relevante realizar un análisis de costo
beneficio a partir de un estudio de mercado que involucre aspectos tales como
puntos de producción de escoria de alto horno (BFS), costos de acarreo del
material al área del proyecto vial, entre otros. El factor distancia, puede ser un
elemento determinante para identificar la viabilidad de ejecución de proyectos
viales en el cual se considere la implementación de mezclas tibias.
➢Ejecutar estudios de impacto ambiental que midan el efecto del uso del aditivo
HUSIL y de las BFS en la producción de mezclas asfálticas (emisión de gases,
uso de materiales productos de desecho, consumo de energía y combustibles,
entre otros).
➢Ejecutar tramos de pruebas a escala real para la validación de los resultados
obtenidos en cada uno de los ensayos de caracterización bajo carga monotónica y
dinámica, en los cuales se obtuvieron resultados favorables. Lo anterior con el fin
de considerar el uso de la tecnología estudiada en proyectos de infraestructura vial
tanto en vías primarias, secundarias y terciarias.
➢Evaluar el comportamiento del asfalto modificado y las mezclas asfálticas tibias
analizadas con BFS a bajas temperaturas de servicio.
➢Realizar una caracterización reológica profunda de las propiedades del asfalto
modificado con el aditivo, en donde se evalúen parámetros de resistencia al
envejecimiento, al agrietamiento por carga y por temperatura y al ahuellamiento.

64
BIBLIOGRAFÍA
AIREY, G.D.; COLLOP, A.C. y THOM, N.H. Mechanical performance of asphalt mixtures incorporating slag and glass secondary aggregates. En: Conference on Asphalt Pavements for Southern Africa (8: 26 julio, 2004). Memorias. Sun City: CAPSA, 2004. AKBARNEJAD, S., L.J.M. HOUBEN, and A.A.A. MOLENAAR. Application of aging methods to evaluate the long-term performance of road bases containing blast furnace slag materials. Road Materials and Pavement Design, 15(3), 488-506, 2014. ASOCIACIÓN DE PRODUCTORES Y PAVIMENTADORES ASFÁLTICOS DE COLOMBIA ASOPAC. Cartilla del Pavimento Asfáltico. Bogotá: ASOPAC, 2004. 55 p. BENÍTEZ BARRETO, Aníbal; ZAPATA, Kevin Mauricio y ARAUJO GARCÉS, Efraín. Evaluación de la resistencia de una mezcla asfáltica tibia, sustituyendo en su fabricación, parte del agregado pétreo, por escoria de alto horno. Trabajo de Especialización en Ingeniería de Pavimentos. Bogotá: Universidad Católica De Colombia. Facultad de Ingeniería, 2015. 63 p. BIRO, S., GANDHI, T. and AMIRKHANIAN, S. Midrange temperature rheological properties of warm asphalt binders. En: Journal of Materials in Civil Engineering. Juliy, 2009. vol. 21, no. 7. BONAQUIST, R. Mix design practices for warm mix asphalt. NCHRP Report 691. Washington: Transportation Research Board – TRB, 2011. CHOWDHURY, A. y BUTTON, J.W. A review of warm mix asphalt. Report No. SWUTC/08/473700-00080-1. Texas: Transportation Institute, 2008. COLOMBIA. MINISTERIO DE TRANSPORTE. Diagnóstico del Sector Transporte. Bogotá: Oficina de Planeación, 2008. -------. Diagnóstico del transporte - Cifras correspondientes al año 2009 y anteriores. Bogotá: Oficina de Planeación, 2010 -------. Guía metodológica para el diseño de obras de rehabilitación de pavimentos asfálticos de carreteras. Bogotá: Instituto Nacional de Vías, 2008. DAS, B.; PRAKASH, S.; REDDY, P.S.R. y MISRA, V.N. An overview of utilization of slag and sludge from steel industries. Resources. En: Conservation and Recycling. Junio, 2007. vol. 50.

65
EMERY, J J. J. Slag utilization in pavement construction. ASTM STP 774- Extending Aggregate Resources. Pennsylvania: American Society for Testing and Materials, 1982. ESTAKHRI, C.K.; CAO, R.; ALVAREZ, A. y BUTTON, J.W. Production, placement, and performance evaluation of warm mix asphalt in Texas. GeoHunan International Conference 2009. (1: 1-8 jun 2009). Changsha; ASCE. FEDERAL HIGHWAY ADMINISTRATION RESEARCH AND TECHNOLOGY FHWA. Coordinating, developing, and delivering highway transportation innovations - User guidelines for waste and byproduct materials in pavement construction. Report Publication Number: FHWA-RD-97-148. New Jersey: FHWA, 2008. GANDHI, T. y AMIRKHANIAN, S. Laboratory simulation of warm mix asphalt (WMA) binder aging characteristics. Bellevue: Airfield and Highway Pavements, 2008. GOH, S.W. y YOU, Z. Resilient modulus and dynamic modulus of warm mix
asphalt en línea. Reston: American Society of Civil Engineers citado 10 agosto,
2017. Disponible en Internet: URL: https://ascelibrary.org/doi/abs/10.1061/40
971%283 10%29125 HEARON, A. y DIEFENDERFER, S. Laboratory evaluation of warm asphalt properties and performance. Reston: Airfield and Highway Pavements, 2008. HOWARD, I.L.; DOYLE, J.D. y COX, B.C. Merits of reclaimed asphalt pavement-dominated warm mixed flexible pavement base layers. En: Road Materials and Pavement Design. April, 2013. vol. 14, no. 2.
INSTITUTO DE DESARROLLO URBANO – IDU. Inventario malla vial en línea.
Bogotá: IDU citado 10 junio, 2015. Disponible en Internet: <URL: http://www.idu.gov.co/web/guest/malla_inventario> INSTITUTO NACIONAL DE VÍAS INVIAS. Especificaciones Generales para Construcción de Carreteras. Bogotá: INVIAS, 2013. -------. Normas de Ensayos de Materiales para Carreteras. Bogotá: INVIAS, 2013. JONES, D.E. Application of steel plant by-products to roadworks. Sidney: Proc. Conf. Australian Road Res, 1982. 187 p.

66
KOENDERS, B.G; STOKER, D.A.; BOWEN, C.; DE GROOT, P.; LARSEN, O.; HARDY, D. y WILMS, K.P. Innovative processes in asphalt production and application to obtain lower operating temperatures. Eurasphalt & Eurobitume Congress (2: 3-6 March, 2000). Barcelona, Spain. 2000 LIU, S.; CAO, W. y FANG, J. Orthogonal test research of asphalt rubber modified by warm asphalt additive. ICCTP 2010: Integrated Transportation Systems— 3481, Green Intelligent Reliable. Reston: ASCE, 2010. MUNIANDY, R.; ABURKABA, E. y MAHDI, L. Effect of mineral filler type and particle size on asphalt-filler mastic and stone mastic asphalt laboratory measured properties. En: Australian J. Basic Appl. Sci. Septiembre, 2013. vol. 7, no. 11. NOUVION, S.; JULLIEN, A.; SOMMIER, M. y BASUYAU, V. Environmental modeling of blast furnace slag aggregate production. En: Road Materials and Pavement Design. October, 2009. vol. 10, no. 4, p. 715-745. OKUMURA, H. Recycling of iron and steelmaking slags in Japan. Proc. 1st Int. Conf. Process.Mater. Pennsylvania: Properties, Publ by Minerals, Metals & Materials Soc, 2013. OLUWASOLA, E.A.; HAININ, M.R. y AZIZ, M.M.A. Evaluation of asphalt mixtures incorporating electric arc furnace steel slag and copper mine tailings for road construction. En: Transportation Geotechnics. Marzo, 2015. vol. 2. PASANDÍN, A.R. y PÉREZ, I. The influence of the mineral filler on the adhesion between aggregates and bitumen. En: International Journal of Adhesion & Adhesives. April, 2015. no. 58. PATIÑO SÁNCHEZ, Daniel Francisco. Evaluación de la resistencia bajo carga monotónica de una mezcla asfáltica, fabricada con escoria de acero. Trabajo de grado Ingeniería Civil. Bogotá: Universidad Distrital Francisco José de Caldas. Facultad Tecnológica, 2017. 66 p. PROCTOR, D. M.; FEHLING, K. A.; SHAY, E.C.; WITTENBORN, J.L.; AVENT, C.; BIGHAM, R.D.; CONNOLLY, M.; LEE, B.; SHEPKER, T.O. y ZAK, M.A. Physical and chemical characteristics of blast furnace, basic oxygen furnace, and electric arc furnace steel industry slags. En: Environmental Science Technology. October, 2000. vol. 34, no. 8. RODRÍGUEZ ROJAS, Natali y SÁNCHEZ MORALES, Jhon Jairo. Desarrollo de una mezcla asfáltica tibia reciclada bajo criterios técnicos y medioambientales. Trabajo de grado Ingeniería Topográfica. Bogotá: Universidad Distrital Francisco José de Caldas. Facultad de Medio Ambiente y Recursos Naturales, 2016. 169 p.

67
RONDÓN QUINTANA, Hugo Alexander. Mezclas asfálticas modificadas con grano de caucho de llanta (GCR): estado del conocimiento y análisis de utilización en Colombia. En: VI Jornadas de Pavimentos y Mantenimiento Vial (2-4, noviembre: Bogotá). Memorias. Bogotá: SCI, 2011. RONDÓN, H. A.; FERNÁNDEZ, W. D. y ZAFRA, C. Behavior of a warm mix asphalt using a chemical additive to foam the asphalt binder. En: Revista Facultad de Ingeniería Universidad de Antioquia. July – December, 2015. no. 78. RONDÓN, H. A.; LEÓN, O. I. y FERNÁNDEZ, W. D. Behavior of a warm mix asphalt made in an asphalt plant. En: Ingeniería y Desarrollo. Junio, 2017, vol. 35. RONDÓN, H. A.; ZAFRA, C.A.; CASTRO, W. y FERNÁNDEZ, W. Desarrollo de una Mezcla Asfáltica Tibia bajo Criterios Técnicos y Medioambientales. Bogotá: Universidad Distrital Francisco José de Caldas, 2015. 169 p. RONDÓN, H.A. y REYES, F.A. Pavimentos – Materiales, Construcción y Diseño. Bogotá: Ecoe, 2015. 574 p. RONDÓN, H.A.; NOGUERA, J.A. y REYES, F.A. A review of warm mix asphalt technology: technical, economical and enviromental aspects. En: Ingeniería e Investigación. Mayo – Agosto, 2015. vol. 35, no. 3. SHI, C. Steel slag—its production, processing, characteristics, and cementitious properties. En: Journal of Materials in Civil Engineering. Mayor, 2004. vol. 16, no. 3. SILVA, H.; OLIVEIRA, J.; FERREIRA, C. y PEREIRA, P. Assessment of the performance of warm mix asphalts in road pavements. En: Int. J. Pavement Res. Technol. May, 2010. vol. 3, no. 3. SOTO, J.A. y BLANCO, A. Maintenance of porous wearing courses by using warm open- graded mixes with polymer modified medium setting emulsions. Vienna: Proceedings of the 3rd Eurasphalt and Eurobitume Congress, 2004. SOTO, J.A. y BLANCO, A. Warm in-plant recycling with bituminous emulsions. Vienna: Proceedings, 3rd Eurasphalt & Eurobitume Congress, 2004 STERLING, V. Special mixture design considerations and methods for warm mix asphalt: a supplement to NCHRP Report 673: a manual for design of hot mix asphalt with commentary. Washington: National Cooperative Highway Research Program - NCHRP, 2012.

68
UNITED NATIONS ECONOMIC COMMISSIONS FOR EUROPE (UNECE). Globally Harmonized System of Classification and Labelling of Chemicals (GHS). 5 ed. New York: United Nations, 2013 VAITKUS, A.; ČYGAS, D.; LAURINAVIČIUS, A. y PERVENECKAS, Z. Analysis and evaluation of possibilities for the use of warm mix asphalt in Lithuania. En: The Baltic Journal of Road and Bridge Engineering. Jun, 2009. vol. 4, no. 2. WANG, G.; WANG, Y. y GAO, Z. Use of steel slag as a granular material: Volume expansion prediction and usability criteria. En: Journal of Hazardous Materials. Diciembre, 2010. vol. 184, no. 1-3. XIAO, F.; ZHAO, W.; GANDHI, T. y AMIRKHANIAN, S.N. Influence of antistripping additives on moisture susceptibility of warm mix asphalt mixtures. En: Journal of Materials in Civil Engineering. May, 2010. vol. 22, no. 10. YAN, J.; CAO, Y.; ZHU, T.; CAI, M.; CAO, Z.; HUANG, W. y DONG, Q. Shanghai experience with warm mix asphalt. GeoShanghai International Conference (1: 5 -7 jun Pennsylvania: ASCE), 2010 YOU, Z. y GOH, S. W. Laboratory evaluation of warm mix asphalt: a preliminary study. En: International Journal of Pavement Research and Technology. April, 2008. col. 1, no. 1.

69
ANEXOS
Anexo A. Resultados Ensayos para Diseño de Mezcla MDC-25.
Estabilidad - E y flujo – F (datos sin factor de corrección).
CA = 4.5% CA = 5.0%
E E
[kg] F
[inch/100] F
[mm] E/F [kg/mm] E
E [kg]
F [inch/100]
F [mm]
E/F [kg/mm]
58 1189.14 160 4.06 292.60 64 1312.16 150 3.81 344.40
60 1230.15 155 3.94 312.46 65 1332.66 150 3.81 349.78
60 1230.15 155 3.94 312.46 65 1332.66 150 3.81 349.78
59 1209.65 155 3.94 307.25 66 1353.16 150 3.81 355.16
59 1209.65 155 3.94 307.25 64 1312.16 150 3.81 344.40
59.20 1213.75 156.00 3.96 306.40 64.80 1328.56 150.00 3.81 348.70
CA = 5.5% CA = 6.0%
E E
[kg] F
[inch/100] F
[mm] E/F [kg/mm] E
E [kg]
F [inch/100]
F [mm]
E/F [kg/mm]
65 1332.66 150 3.81 349.78 58 1189.14 160 4.06 292.60
66 1353.16 150 3.81 355.16 60 1230.15 165 4.19 293.52
66 1353.16 150 3.81 355.16 61 1250.65 160 4.06 307.74
67 1373.66 155 3.94 348.91 58 1189.14 165 4.19 283.74
65 1332.66 150 3.81 349.78 59 1209.65 165 4.19 288.63
65.80 1349.06 151.00 3.84 351.76 59.20 1213.75 163.00 4.14 293.25
Composición volumétrica
CA = 4.5%
Longitud
[cm]
Masa aire [g]
Masa agua [g]
MSS [g]
Densidad bulk
[g/cm3]
Vol. Agreg.
[%]
Gmm
Vacíos
[%]
Vol. CA [%]
Vacíos AP [%]
6.5 1180 670 1185 2.291 85.47 2.40 4.34 10.19 14.53
6.5 1187 672 1192 2.283 85.16 2.40 4.69 10.15 14.84
6.4 1188 672 1192 2.285 85.23 2.40 4.61 10.16 14.77
6.5 1189 672 1193 2.282 85.13 2.40 4.72 10.15 14.87
6.5 1185 671 1190 2.283 85.18 2.40 4.67 10.15 14.82
6.48 1185.8 671.4 1190.4 2.28 85.23 2.40 4.61 10.16 14.77
CA = 5.0%
Longitud
[cm]
Masa aire [g]
Masa agua [g]
MSS [g] Densidad
bulk [g/cm3]
Vol. Agreg.
[%]
Gmm
Vacíos
[%]
Vol. CA [%]
Vacíos AP [%]
6.5 1187 668 1189 2.278 84.55 2.38 4.20 11.26 15.45
6.5 1186 672 1190 2.290 84.96 2.38 3.72 11.31 15.04
6.4 1191 672 1193 2.286 84.83 2.38 3.87 11.29 15.17
6.5 1190 671 1192 2.284 84.76 2.38 3.95 11.28 15.24
6.5 1184 668 1187 2.281 84.66 2.38 4.07 11.27 15.34
6.48 1187.60 670.20 1190.20 2.28 84.75 2.38 3.96 11.28 15.25

70
CA = 5.5%
Longitud
[cm]
Masa aire [g]
Masa agua [g]
MSS [g] Densidad
bulk [g/cm3]
Vol. Agreg.
[%]
Gmm
Vacíos
[%]
Vol. CA [%]
Vacíos AP [%]
6.5 1190 674 1193 2.293 84.64 2.36 2.90 12.46 15.36
6.4 1195 675 1198 2.285 84.34 2.36 3.24 12.42 15.66
6.5 1190 673 1193 2.288 84.48 2.36 3.09 12.44 15.52
6.4 1182 669 1185 2.291 84.56 2.36 2.99 12.45 15.44
6.5 1188 671 1191 2.285 84.33 2.36 3.25 12.42 15.67
6.46 1189.00 672.40 1192.00 2.29 84.47 2.36 3.09 12.44 15.53
CA = 6.0%
Longitud
[cm]
Masa aire [g]
Masa agua [g]
MSS [g] Densidad
bulk [g/cm3]
Vol. Agreg.
[%]
Gmm
Vacíos
[%]
Vol. CA [%]
Vacíos AP [%]
6.3 1184 676 1185 2.326 85.41 2.34 0.80 13.79 14.59
6.3 1187 679 1189 2.327 85.46 2.34 0.74 13.80 14.54
6.3 1188 677 1189 2.320 85.20 2.34 1.04 13.76 14.80
6.3 1189 678 1190 2.322 85.27 2.34 0.96 13.77 14.73
6.3 1183 676 1184 2.329 85.51 2.34 0.68 13.81 14.49
6.30 1186.20 677.20 1187.40 2.325 85.37 2.34 0.85 13.78 14.63

71
Anexo B. Resultados Ensayos de Módulo Resiliente

72

73

74

75
Anexo C. Resultados Ensayos de Módulo Resiliente

76

77

78

79
Anexo D. Certificado de calibración - NAT para módulo y deformación

80

81

82

83

84

85

86

87

88

89

90

91

92

93