FEIPUR 2012 - Protocolo de Montreal
27
FEIPUR 2012 Opportunities and Challenges to Replace HCFC141b in Rigid Foams November 2012 Paulo Altoe’ - Dow Brasil
Transcript of FEIPUR 2012 - Protocolo de Montreal

FEIPUR 2012 Opportunities and Challenges to Replace HCFC141b in Rigid Foams
November 2012 Paulo Altoe’ - Dow Brasil

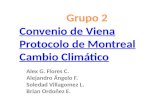
HCFC141b Consumption in PU Foams – Brazil 2009
2
32,63 6,54
3,03
0,71
2,05
0,82
7,13
8,17
9,97
6,70
2,08
20,17
1.Domestic Refrigeration
2.Panels -Continuous
3.Water Heaters
4.Thermoware
5.Pipe in Pipe
6.Packaging
7.Panels- other
8.Block
9.Commercial Refrigeration
10.Transportation
11.Spray
12.Flexible + Integral Skin
HCFC141b Consumption in PU Foams - Brazil 2009 Distribution Percentage per Application - Total PDO = 617 t

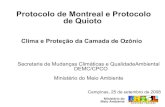
Estimated HCFC141b Consumption in PU Rigid Foams – Brazil 2011
3
6,92 11,10
6,42
1,49 4,35
1,73
15,12 17,32
16,94
14,20 4,41
1.Domestic Refrigeration
2.Panels -Continuous
3.Water Heaters
4.Thermoware
5.Pipe in Pipe
6.Packaging
7.Panels- other
8.Block
9.Commercial Refrigeration
10.Transportation
11.Spray
Estimated Consumption of HCFC141b in PU Rigid Foams - Brazil 2011 Distribution Percentage per Application - Total PDO ~ 330 t
Opportunities for non validated technologies represent ~68% of HCFC141b consumption

HCFC141b Phase Out – Alternative Blowing Agents
4

HCFC141b Phase Out – Alternative Blowing Agents
Page 5
Zero ODP - Low GWP
H2O HCs Methyl
Formate Ecomate®
Methylal HFOs
Zero ODP
HFCs
Moderate to High GWP
HCFC 141b

HFO
c-Pentane
CO2TDCEMethylal
Methyl
Formate
-5
-3
-1
1
3
5
7
9
11
13
15
9 11 13 15 17
k-factor (mW/mK)
GWP
Page 6
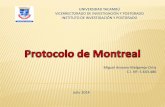
HCFC 141b Phase Out – Comparison of Selected Blowing Agent Alternatives
• GWP and k-factor of Zero ODP BAs vs. 141b • Red = Flammable • Blue = moderate to high GWP • Green = Low to zero GWP
Sources:
API 2003, Utech 2006, Rapra 2007 , CPI 2009
GWP < ~30 “very low-GWP” (“ultra-low”1) GWP < ~100 “very low-GWP” GWP < ~300 “low-GWP” GWP < ~1000 “moderate-GWP” GWP < ~3,000 “high-GWP” GWP < ~10,000 “very high GWP” GWP > ~10,000 “ultra-high GWP” Source: UNEP
Very Low GWP
Blowing Agents wih Zero ODP
HFC 245fa
HFC 227ea
HCFC 141b
HFC 134a
HFC 365mfc
365/227 93/7 365/227 87/13
C-Pentane CO2
Methylal
Met Formate
-500
0
500
1000
1500
2000
2500
3000
3500
9 10 11 12 13 14 15 16 17
k-factor (mW/mK)
GWP
HFOs

HCFC141b Phase Out
7
What must be considered for its Application ? • Environment & Sustainability • Foam Cost • Applied Density • Processing • Machinery Investment • Mold Investment • Temperature Controls • Energy Efficiency • Flammability • …

HCFC141b Phase Out – Comparative Systems - All Zero ODP
8
HCFC141b Phase out - Comparative Systems with medium reactivity
Voracor * Systems Lambda Mold Dens C. Strength C. Strength Gel GWP % Bl. Ag
mW/mK kg/m3 kPa kPa @32 Sec GWP Rel% Mixing Head
100% HCFC 141b 19.96 34.78 141 120 42 100.0 8.56
H20, Gen 1 24.10 43.20 225 145 41 ~ 0.0 NA
H20, Gen 2 23.70 39.28 205 141 37 ~ 0.0 NA
HFC 365/227 Low [ ] 22.96 38.80 182 131 41 59.6 3.04
C-pentane 21.22 35.53 150 125 42 0.9 4.86
Solstice ™ Low [ ] 20.64 36.05 162 132 37 0.5 4.21
Solstice ™ 18.93 35.00 158 131 48 1.1 8.88
Formacel® 1100 Low [ ] 20.31 36.11 173 130 36 0.9 5.52
Formacel® 1100 18.82 34.46 147 127 49 2.0 11.59

HCFC141b Phase Out – Comparative Systems
9
30,00
32,00
34,00
36,00
38,00
40,00
42,00
44,00
46,00
48,00
50,00
50
70
90
110
130
150
170
190
210
230
250kg/m3 kPa kPa @32
CS,
kP
a
Mo
ld D
en
s, k
g/m
3
Alternative Blowing agents for HCFC141b Replacement Molded Density and Compressive Strength

HCFC141b Phase Out – Comparative Systems
10
15
16
17
18
19
20
21
22
23
24
25
Alternative Blowing Agents for HCFC 141b Replacement Lambda @ 24 C, mW/mK
mW
/mK
, @ 2
4 C

Page 11
• Panels (Others)
• Blocks
• Commercial Refrigeration
• Transportation
• Spray
Applications [ Technology not validated yet by UNDP)
Opportunities for HCFC141b Elimination in PU Rigid Foams

S2
B1
S3
Injection Point
S4
S1 Process information
Page 12
2nd Generation of Water Blown Rigid PU Foams
Comparative evaluation between WB G2 and HCFC 141b – Customer test
• HP Machine
• Injection Point = 1
• Injection Time = 4 secs
• Mold Temperature = 45 C
• Volume 0.245 m3
• Molded Density = 37.5 – 38.7 kg/m3
• Demold Time = 8 min

Test S-1 S-2 S-3 S-4 B-1 Units Methods
Core Density 36,80 37,80 36,9 38,0 38,2 kg/m3 ASTM D 1622
Creep test 1.22 2.25 1.88 5,00 0.37 % @ 1 Bar
Adhesion 1,39 1,46 1,37 1.31 1,46 KgF/cm2
Friability 4.36 4.17 4.02 4.11 4.06 % ASTM – C 421
Thermal conductivity, 24°C 24,0 24,0 23,8 24,0 23,7 mW/mK ASTM C 518
Dimensional stability –
Linear 48h / -20ºC
-0.13 -0.09 -0.08 -0.53 -0.11 % ASTM D2126
Dimensional stability –
Linear 70h / + 70ºC
-0. 40 0.42 -0.43 -0.57 -0.33 % ASTM D2126
Compressive strength, 10% 203.8 210.3 209.6 196.7 211.3 kPa ASTM D-1621
Overall Molded Density : 38,7 Kg/m3 – 9,50Kg (WB G2)
Page 13
2nd Generation of Water Blown Rigid PU Foams

2nd Generation of Water Blown Rigid PU Foams
14
• VORACORTM – ZERO ODP and zero GWP
• VORACORTM – ZERO flammable blowing Agent
• VORACORTM – Easy handling and storage
• VORACORTM – Excellent physical properties
• VORACORTM – Non-corrosive to equipments and final products
• VORACORTM – Mold temperature range should be from 45oC to 55oC
• VORACORTM – Can be used in existing equipments, low investment is required.
Enviromental and Technical Aspects

2nd Generation of Water Blown Rigid PU Foams
15
• Requires accurate temperature control
• Critical for adhesion
• High lambda that is typical for water based systems
• Aging can be affected if foam is not properly sealed
• Higher density than HCFC141b
Challenges

HAND MIX Unit 141B Based
Low GWB
Cream Time S 8 8
Gel Time s 80 80
FRD kg/m3 21 23
Proc. Condition
Ratio (I/P) 100:130 100:145
Temp °C 25 25
Pressure Bar 150 150
HPM
Cream Time s 6 5
Gel Time s 72 70
MD kg/m3 36 38
Page 16
DCP (Discontinuous Panel)
HAND MIX Unit 141B Based
Low GWP
Cream Time s 2 2
Gel Time s 8 8
FRD kg/m3 29 31
Proc. Condition
Ratio (I/P) 1:1 1:1
Temp °C 25 25
Pressure PSi 1500 1500
HPM
Cream Time s 2 2
Gel Time s 6 6
MD kg/m3 42 42
Spray
Low GWP Foam - Combining HFCs and High Water
Comparative evaluation between HCFC 141b and Low GWP with HFCs (365/227)

17
• VORACORTM – ZERO ODP and very low GWP
• VORACORTM – ZERO flammable Blowing Agent
• VORACORTM – Easy handling and storage
• VORACORTM – Excellent physical properties
• VORACORTM – Non-corrosive to equipments and final products
• VORACORTM – Mold Temperature range should be from 35oC to 50oC
• VORACORTM – Can be used in existing equipments, low investment is required.
Enviromental and Technical Aspects - DCP and Spray
Low GWP Foam - Combining Low HFC and High Water

18
• Lambda just slighly better than water based systems
• Incremental foam cost due to HFC addition that is more expensive
• Higher molded density than HCFC141b
Challenges
Low GWP Foam - Combining Low HFC and High Water

HFOs (Hydrofluorolefins ) blown Foam for HCFC141b Replacement
19
High Concentration of Solstice™ LBA and Formacel ® 1100
Validated in Cabinets Remarks • ZERO ODP and ~ zero GWP
• Easy Handling and Storage
• Superior Mechanical Performance
• Similar Molded Density
• Better Lambda and Better Energy Efficiency (2-4% )
• Drop in Solution for HCFC 141b , Technically Possible to all Applications
Trade offs
•Not yet available •Cost versus benefit not applicable to all PU Rigid Applications

HFOs blown Foam for HCFC141b Replacement
20
Low Concentration of Solstice™ LBA and Formacel ® 1100 combined with High Water
Not Validated in the field yet Remarks • ZERO ODP and ~ zero GWP
• Easy handling and storage
• Good mechanical performance
• Cost effective solution to overcome limitations of water blown systems
• Drop in solution for HCFC 141b
• Can be used in existing equipments, low investment is required

HCFC141b Phase out - Timeline and Technical Alternatives
21
2015 2020 2025 2030
HCFC141b
Hydrocarbons (Methylal, Me Formate)
H2O
HFCs
HFOs

Conclusion
22
• Water based systems can be applied in commercial refrigeration.
Due to limited adhesion its implementation in Panels-Other and Spray is most unlikely.
• C-pentane is a well known alternative to replace HCFC141b .
Flammable Requires high investment for plant modification and machinery
Applicable for high consumption of PU Systems. Good balance of foam cost and performance
Not applicable for spray and limited application in Panels-Other and Transportation
• Utilization of HFCs combined with water . Non Flammable
Needs to be considered as interim and feasible alternative while HFOs are not available.
High Spectrum of Application due to good balance of foam cost and properties
• HFOs can be considered as drop-in solution for HCFC141b replacement.
Appropriate concentration of blowing agent can reach good balance of cost versus performance
Applications that require better energy efficiency are most recommended

www.dowpolyurethanes.com
®™* Trademark of The Dow Chemical Company ("Dow") or an affiliated company of Dow
Thank you Paulo Altoe’ [email protected]

Dow – A Polyurethane Leader Customers Trust
• World’s largest producer of propylene oxide, propylene glycol and polyether polyols – A leading producer of aromatic isocyanates
• True Global Reach: Expansive, global network of world-scale integrated assets with low cost-to-serve positions – 28 global manufacturing facilities
– Approximately 30 systems houses
• Full backward integration to feedstocks – Backed by the strength, scale and resources of global Dow
• More than 60 years’ experience in polyurethane technology – Materials science expertise with technical and customer service
• Ongoing investment in market-focused and customer-centric technologies with an optimized production network
• Well-known brands and technologies such as PAPI™ and VORANATE™ Isocyanates, VORANOL™ Polyols, VORATEC™ Formulations, HPPO Technology and PASCAL™ Technology
24

Global Reach, Local Support
25

Developing Tailor Made Products Throughout 30 Systems Houses
26

www.dowpolyurethanes.com
®™* Trademark of The Dow Chemical Company ("Dow") or an affiliated company of Dow