FDA Pqri 5 Oct 2015-Trout

of 61
-
date post
05-Jul-2018 -
Category
Documents
-
view
215 -
download
0
Transcript of FDA Pqri 5 Oct 2015-Trout
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
1/61
Paul Barton, Richard Braatz, Steve Buchwald, Klavs Jensen, Allan Myerson, and Bernhardt L. Trout
Raymond F. Baddour, ScD, (1949) Professor of ChemicalEngineering, MIT
Director, Novartis-MIT Center for Continuous Manufacturing
New Technologies for Holistic PharmaceuticalCreation
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
2/61
2
Current State
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
3/61
3
Current State
http://www.google.com/url?sa=i&rct=j&q=&esrc=s&source=images&cd=&cad=rja&uact=8&ved=0CAcQjRw&url=http://www.nordmark-pharma.de/en/company/milestones.html&ei=yEvqVJiAM4yZgwTzsICwAQ&psig=AFQjCNG8pFCGApR6Azf_vOZgHLmB63ziTw&ust=1424727321057335
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
4/61
4
Compare with the 1950’s
1950’s Today
http://www.google.com/url?sa=i&rct=j&q=&esrc=s&source=images&cd=&cad=rja&uact=8&ved=0CAcQjRw&url=http://www.nordmark-pharma.de/en/company/milestones.html&ei=yEvqVJiAM4yZgwTzsICwAQ&psig=AFQjCNG8pFCGApR6Azf_vOZgHLmB63ziTw&ust=1424727321057335http://www.google.com/url?sa=i&rct=j&q=&esrc=s&source=images&cd=&cad=rja&uact=8&ved=0CAcQjRw&url=http://www.nordmark-pharma.de/en/company/milestones.html&ei=yEvqVJiAM4yZgwTzsICwAQ&psig=AFQjCNG8pFCGApR6Azf_vOZgHLmB63ziTw&ust=1424727321057335
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
5/61
6
Compare with Automotive industry
1950’s Today
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
6/61
7
Pharmaceutical Products
Discovery Development Manufacturing
Current approach
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
7/618
Product Development: Compare with theElectronics Industry
Need to develop product and process together!
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
8/619
Holistic Pharmaceutical Process Development
Discovery Development Manufacturing
Old approach
Discovery incl.Developability,
ManufacturabilityDevelopment Manufacturing
New approach: break down the barriers
more up front loading of research new technologies
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
9/6110
Aggregation Is a Major Quality Issue:Development
Often highconcentrations aredesired, 200 mg/ml+.
Desired shelf life 1-2years.
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
10/6111 11
Cell Culture Harvest
Low-pH Viral Inactivation
Viral Filtration
Protein A Capture
Polishing Step(s)
Formulation
Fill/Finish
0.5% to 25% of the product can be in the
form of soluble/insoluble aggregates dueto high fermentation titer and elevated
temperatures
Harsh elution and viral inactivationconditions can induce extensive
soluble/insoluble aggregation formation
Aggregates place an enormous burden ondownstream purification steps due toclogging and separation difficulties
Formulation development is a costly andtime consuming task, address aggregation
Product can have a relatively short shelflife if high concentrations are required
Gottschalk, U., ed. Process Scale Purification of Antibodies. 2009
Aggregation Is a Major Quality Issue:Manufacturing
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
11/6112 12
Step Unit Operation Yield
Total
Yield
1 Centrifugation 85% 85%
2 Depth Filtration 85% 72%
3 UF/DF 95% 69%
4 Protein A Chrom. 90% 62%
5 Virus Inactivation 98% 61%
6
Ion Exchange
Chrom. 95% 58%
7 Polishing Chrom. 95% 55%8 Viral Filtration 98% 54%
9 UF/DF 98% 52%
10 Steril Filtration 98% 51%
Typical yields range from40% to 75%
Most product loss occursduring cell culture harvest
(Steps 1-3)• Yield can be improved if
product does not form insolubleaggregates
Downstream purification(Steps 6-7) yields andcosts can be improved ifaggregation is kept at aminimum during prior steps
Gottschalk, U., ed. Process Scale Purification of Antibodies. 2009
Aggregation Is a Major Quality Issue:Manufacturing
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
12/6113
Development and Manufacturing Issues: AddressDuring Discovery!
Protein aggregation is the most common and mostproblematic form of protein degradation
Aggregation
Immunogenicity
High concentration
monomeric
antibody solution,200 mg/ml +
Manufacturing
failure
Limitation on product
delivery route
storage
Altered serum
half-life
Reduction of
functional activity
Hydrophobic-hydrophobic interactions drive aggregation
Develop methodology to detect and engineer out.
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
13/6114
Hydrophobicity scale mapped onto antibody structure
•
There are many hydrophobic residues that are exposed
Hydrophobic
Hydrophilic
Hydrophobicity scale
There are many exposed hydrophobic residues on the protein surface.
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
14/61
15
SAP identifies exposed hydrophobic patches
•
RED regions are highly hydrophobic dynamically exposed patches• BLUE regions are highly hydrophilic dynamically exposed patches
Hydrophobic
Hydrophilic
SAP scaleSAP scaleHydrophobicity scale
SAPat
R=5Å
SAPat
R=10Å
+0.5
-0.5
+0.5
-0.5
RED regions are highly hydrophobic dynamically exposed patches.
BLUE regions are highly hydrophilic dynamically exposed patches.
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
15/61
16
Mutation of SAP predicted aggregation prone regions
4 sites with high SAP values selected for mutations.
These sites are mutated to more hydrophilic residues.
variants generated
A1: L235K
A2: I253K
A3: L309K
A4: L235K L309K
A5:L234K L235K
SAP
scale
+0.5
I253
L234
L309
L235Mutational
sites
engineered
-0.5
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
16/61
17
Validation of SAP Technology
Reduction in aggregation was measured by SEC-HPLC
All mutants lead to decrease in aggregation
A1: L235K
A2: I253K
A3: L309K
A4: L235K L309K
A5: L234K L235K
Temperature = 58 °CConcentration = 150mg/mL20 mM His buffer
Chennamsetty, N. et al., PNAS 2009.
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
17/61
18
Create “Biobetters” with Enhanced Stabilities
18
mAbs Patent
Expiry
US
sales
Formulation Dosage Delivery
Rituxan(Genentech)
2015 $2.6B Liquid10 mg/mL
650 mg / week IVinfusion
Herceptin(Genentech)
2015 $1.4B Solid21 mg/mL
140-420 mg /1-3 weeks
IVinfusion
Avastin(Genentech)
2017 $3.0B Liquid25 mg/mL
700 mg / 2weeks
IVinfusion
Erbitux (Bristol-Myers Squibb)
2017 $0.7B Liquid2 mg/mL
430 mg / week IVinfusion
Rituxan, Avastin, Herceptin, and Erbitux have been selected astargets based on their current formulation, and delivery routes,their high SAP values, and their patent expiry date.
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
18/61
19
Application of SAP Technology to Rituxan®
19
Rituxan Fab region with aggregation hotspots in Red Spatial Aggregation Propensity Study of Rituxan
L178H
A9L & I10L
Y101H*
V59L
Y101H*
L153L V3L
Front Back
Probe Radius = 5 Å*Located in the CDR-H3 Loop
Antigen
Binding
Region Hingeregion
Hinge
region
SAP scale
+0.5
-0.5
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
19/61
20
Aggregation propensity of Rituxan® Variants
N° 1 2 3 4 5 6 7
Chain L L L L L H H
Res. # 3 9 10 59 153 178 101
Residue Val Ala Ile Val Leu Leu Tyr
Mut. Gln Ser Ser Ser Asp Ser Ser
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
20/61
21
Binding Affinity of Rituxan® Variants
•
Binding to CD20:None of the mutationsoutside of the function one
in the CDR influence
antigen bindingMutationaffecting
functionality F r a c t i o n A n t i g e n b o u n d
[Ab] (nM)
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
21/61
22
Viscosity ranking of mAbs using SCM
The above dataset includes IgG1, IgG2 and IgG4.
Viscosities of 100 mg/ml mAb were measured underheterogeneous conditions.
0
50
100
150
200
250
300
350
400
0 500 1000 1500 2000 2500
V i s c o s i t y [ m P a - s ]
SCM Prediction
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
22/61
23
Holistic Pharmaceutical Process Development
Discovery Development Manufacturing
Old approach
Discovery incl.
Developability,Manufacturability
Development Manufacturing
New approach: break down the barriers
more up front loading of research new technologies
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
23/61
25
Past Current > 2020
Disconnected process steps
Quality by Design
Process steps and theirimpact understood
Blue Sky Vision:Continuous Manufacturing
Seamlessly integrated andwell characterizedprocesses
Road Map for Pharmaceutical ManufacturingParadigm shifts in manufacturing and quality envisioned
Traditional
Manufacturing
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
24/61
26
Our Definition of “Continuous” (ultra QbD)
Flow
Integration (end to end)
Systems approach
Integrated control strategy
“Continuous” = Quality
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
25/61
27
DATA DERIVED FROMTRIAL-N-ERROR EXPERIMENTATION
DECISIONS BASED ON
UNIVARIATE APPROACH
MVDA MODELSEMPIRICAL UNDERSTANDING
MECHANISTICUNDERSTANDING
1stPrinciples
Process Understanding Pyramid:Understanding Quality
C S C
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
26/61
28
Comparing Design Space and Feedback Control(both consistent with Quality by Design) Braatz group
Design-space methods:• Strategy based on operation
within a fixed parameter space
• Applicable to each continuous
process unit operation• Complicated to apply to an entire
integrated pharmaceuticalmanufacturing plant
• Feedback methods:• Control strategy based on
feedback to a “parameterspace”
• Easier to scale up
• Design space does not need tobe exhaustively validated apriori
•
Necessary for integratedmanufacturingBy enabling the manufacturing of higher quality product,
feedback control is preferable for real-time release
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
27/61
29
Integrated control implemented on continuous pilotplant
S. Mascia, P.L. Heider, H. Zhang, R. Lakerveld, B. Benyahia, P.I. Barton, R.D. Braatz, C.L. Cooney, J.M.B. Evans, T.F.
Jamison, K.F. Jensen, A.S. Myerson, and B.L. Trout. End-to-end continuous manufacturing of pharmaceuticals:Integrated synthesis, purification, and final dosage formation. Angewandte Chemie, 52(47), 12359-12363, 2013
I d l i l d i il
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
28/61
30
Integrated control implemented on continuous pilotplant from Richard Braatz and Paul Barton
D2
D1
R2
R1LC LC
M1 M2 S1
C1 C2
W1
LC LC
C3 C4
LC
LCLC
S3
S4 W2
M3 M4
M5
S5 S6 E1 CS
CAT
A
B
S2
S1
S3
S1
PU1
PU2
PU4
PU3
S1
S1
S1
C
D
E
S1
EX1
EX2
FP
LC
S1
FCsp
FT
FCsp
spsp
sp
FCsp
CCFT
CTFC
FCsp
TC
sp
spsp
FCsp
DCsp
sp
S1RC CC
sp
DC
LC
sp
1
CAT A B I + ←→
1 2 BP I C I P + → +
2 I E API + →
First-principles
dynamic modelswere built for eachunit operation (UO)as they weredeveloped
Models werevalidated and thenplaced into a plant-wide simulation
Plant simulationused to design UO &
plantwide controlstrategy
I t t d t l i l t d ti il t
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
29/61
31
Integrated control implemented on continuous pilotplant from Richard Braatz and Paul Barton
Met all purity specs
in Summer 2012
Currently designing
controls fora biologic drugmanufacturingprocess (BioMAN)
D2
D1
R2
R1LC LC
M1 M2 S1
C1 C2
W1
LC LC
C3 C4
LC
LCLC
S3
S4 W2
M3 M4
M5
S5 S6 E1 CS
CAT
A
B
S2
S1
S3
S1
PU1
PU2
PU4
PU3
S1
S1
S1
C
D
E
S1
EX1
EX2
FP
LC
S1
FCsp
FT
FCsp
spsp
sp
FCsp
CCFT
CTFC
FCsp
TC
sp
spsp
FCsp
DCsp
sp
S1RC CC
sp
DC
LC
sp
1
CAT A B I + ←→
1 2 BP I C I P + → +
2 I E API + →
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
30/61
33
Focus on New Technologies
Want leaps in improvement, not incremental steps.
Exploit new technological opportunities that comewith “Continuous,” while also overcoming newchallenges.
Open up mental frameworks for mindset change.
Examples of New Continuous Technologies
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
31/61
34
Examples of New Continuous Technologies Quality
Chemistry
Crystallization: API on Excipient
Direct Processing to Final Dosage Form
Examples of New Continuous Technologies
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
32/61
35
Examples of New Continuous Technologies Quality
Chemistry
Crystallization: API on Excipient
Direct Processing to Final Dosage Form
Pd Catalyzed Cross Coupling with Hydrazine in Continuous
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
33/61
36
Minimize isolation and handling of sensitive aryl hydrazine intermediates Tandem multistep process decreases synthetic manipulation necessary Low catalyst loadings and mild reaction conditions Methodology used in CHAD (WSJ) as an alternative route for an unstable ArNHNH2
intermediate
Pd-Catalyzed Cross-Coupling with Hydrazine in ContinuousFlow: Functionalized Heterocycles: Steve Buchwald Group
DeAngelis, A.; Wang, D. H.; Buchwald, S. L. Angew. Chem. Int. Ed. 2013, 52 , 3434
Safety:
Hydrazine-transition metal orhydrazine-oxidant combinationspresent a significant explosionhazard
Hydrazine is highly toxic
Flow Advantages:
By utilizing continuous flowtechnology, the safety issues are decreased
Examples of New Continuous Technologies
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
34/61
37
Examples of New Continuous Technologies Quality
Chemistry
Crystallization: API on Excipient
Direct Processing to Final Dosage Form
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
35/61
38
Goal and Challenges
• How can a given substrate be selected for a given API?
• How can “secondary nucleation” and other bulknucleation events be avoided?
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
36/61
39
Challenges
• How can “secondarynucleation” and other bulknucleation events be avoided?
•Need more gentlestirring.
•Need to controlsupersaturation morecarefully.
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
37/61
40
Continuous Fluidized Bed Crystallizer (FBC)
Must set and control very carefully the supersaturation ratio.
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
38/61
41
4 LiterVessel3 peristalticpumps
Nicolet6700 FTIRfrom
ThermoElectron
Custom builtglass
crystallizationcolumn from Ace Glass
ZnSe Dipper210ImmersionProbe from
Axiom Analytical
• Gentle mixing
• Recycle
• Tight control ofconcentration
Continuous Fluidized Bed Crystallizer (FBC)
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
39/61
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
40/61
44
Resulting Crystals
API : AcetaminophenExcipient: D-Mannitol
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
41/61
45
Concentration Profile + Loading Control
Run #1
Run #Ending Temperature
(°C)Starting Concentration
(mg ACE / g EtOH)Excipient Size
(m2/g)
Steady State Concentration(mg ACE / g EtOH)
Steady StateSupersaturation
DrugLoading
1 15 196.4 0.0343 176.2 0.024 17.4
1 12 196.4 0.0343 166.6 0.028 23.5
2 15 196.5 0.0976 175.8 0.021 17.8
2 12 196.5 0.0976 169.8 0.047 21.7
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
42/61
46
Direct Compression and Friability Testing
• Direct Compression
• Needed to add MCC and MgSt
• Friability test accepted! (< 1%)
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
43/61
47
Dissolution
0
20
40
60
80
100
0 20 40 60 80
W e i g h t %
D i s s o l v e d
TIme (minutes)
Criteria: Not less than 80% of Acetaminophen isdissolved in 30 minutes: Passed!
Examples of New Continuous Technologies
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
44/61
48
Examples of New Continuous Technologies Quality
Chemistry
Crystallization: API on Excipient
Direct Processing to Final Dosage Form
C t lli API l ti b t i th
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
45/61
49
Controlling API nucleation by tuning the nanoporeshape in polymer excipients
No pore 15nm 40nm120nm 300nmThe scale bar is 200nm
Polymer surfaces with nanoporesof various shapes and sizes were
fabricated by Nanoparticle ImprintLithography (NpIL), as well asNanoimprint lithography (NIL)
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
46/61
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
47/61
51
From Films to Tablets: Equipment with IMA
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
48/61
52
Electrospinning of Drug and Excipient
Dissolve drug andpolymer in solvent
1) 2)Electrospin to producefibers
3)Process mat into tablets
Nano-Crystallization in Emulsions in
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
49/61
54
Nano-Crystallization in Emulsions inHydrogel Particles (Prof. Pat Doyle)
Eral et. al. Crystal Growth & Design, 14, 2073 (2014)
Hydrated Particles Dried Particles Light Microscopy SEM ofNano-crystals
Direct Compression
CaCl2 recycle
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
50/61
56
Holistic Pharmaceutical Process Development
Discovery Development Manufacturing
Old approach
Discovery incl.
Developability,Manufacturability
Development Manufacturing
New approach: break down the barriers
more up front loading of research new technologies
Automated screening and optimization with
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
51/61
58
Automated screening and optimization withdiscrete variables : Klavs Jensen group
Brandon Reizman
Online HPLC Analysis
Reagent A Reagent B Reagent COnline
Reacted SlugsMixing Zone Reactor
Real-time Feedback
Algorithm
Inert CarrierPhase
Manipulation ofDiscrete andContinuous Variables
Choose New Exptsthat Minimize
Uncertainty in Optimum
x 3
x 2
x 1
xk
xl yp
f(x,y)
ConstructDiscrete Variable
Response Surfaces
x*Optimal
Experiment
Initialize with StandardDesign of Expts
x 3
x 2
x 1
Traditional optimization treats discrete and
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
52/61
59
Traditional optimization treats discrete andcontinuous variables separately: Klavs Jensen group
But this is problematic when discrete and continuousvariables interact
With the one-variable-at-a-time approach,a screen at low T would miss identifyingB as the better discrete variable
With enumeration, we may waste manyexperiments resolving the maximum for B
T
Y i e l d
A
B
ScreenHere?
x1x3
x2 Onevariable at
a time…
y2
y1
Enumerate
everything!
For continuous variables For discrete variables
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
53/61
Suzuki-Miyaura cross-coupling optimization in presence
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
54/61
66
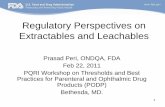
Suzuki Miyaura cross coupling optimization in presenceof unstable boronic acid and product: Jensen group
+2 equiv DBU in THF
Palladacycle-Ligand?
T = 30oC-110oC
tres = 1 min-10 min
1.5 equiv
N NLoading = 0.5%-2.5%
5:1 THF:H2O
B(OH)2
BocN
ClBocN
Catalyst Max Yield* Optimal TON SymbolXPhos OMs 99% 88.7
SPhos OMs 95% 65.0
RuPhos OMs 90% 61.7
XPhos Cl 88% 42.2
XantPhos OMs 73% 29.0
PCy3 OMs 54% 31.7
PPh3 OMs 34% 18.7
Pt Bu3 OMs 27% 15.6
Optimum TON
Conditions1.0% XPhos OMsT = 97ºCtres = 4.7 min
TON = 88.7
Yield* = 90%
0
200
400
600
0.5
1
1.5
2
2.5
3
40
60
80
100
120
tres
(s)
Loading (mol%)
T
( o C
)
0
20
40
60
80
100
120
TON
*-Based on aryl halide conversion
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
55/61
Engaging the Broader Community
CM Meeting at MIT—May 20-21, 2014
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
56/61
69
g y , Next meeting September, 2016
International Symposium on Continuous
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
57/61
70
International Symposium on ContinuousManufacturing of Pharmaceuticals
~200 Attendees fromIndustry, Regulatory (FDA,EMA), Academia, EquipmentVendors
8 White Papers Presented— Audience/Panel Discussion
Published in J. Pharm. Sci ,March, 2015
Keynote address: JanetWoodcock, Head of CDER,FDA
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
58/61
71
Drug Making Breaks Away From Its Old Ways‘Continuous-Manufacturing’ Process Can Improve
Quality Control, Speed Output
By Jonathan D. RockoffFeb. 8, 2015 8:07 p.m. ET
For decades, drug makers have used cutting-edge science to discovermedicines but have manufactured them using techniques dating to the daysof the steam engine….
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
59/61
72
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
60/61
73
Acknowledgements
Novartis Pharmaceuticals, esp. Markus KrummeMedImmune
Pfizer
Singapore-MIT Alliance
Colleagues at MIT, esp. Allan Myerson, and
around the world
Students, Post-docs, and Researchers….
-
8/16/2019 FDA Pqri 5 Oct 2015-Trout
61/61