fazer melhor CADERNO DE TECNOLOGIA - Revista...
21
Transcript of fazer melhor CADERNO DE TECNOLOGIA - Revista...


fazer melhor
n Qualidade do leite cru - Antes e após o processo UltrafreshTM 58
n Propriedades Benéficas à Saúde das Proteínas de soro e Frações de Soro 66
n Evolução das culturas para a fabricação de queijo Prato no Brasil 68
n Requeijão culinário - Aspectos históricos, de mercado e tecnológicos 70
CADERNO DE TECNOLOGIA DE LÁCTEOS

58
Resumo: Desde a introdução da tecnologia UAT no Brasil, a qualidade
do leite como matéria-prima tem se constituído em problema. A introdução da estocagem e transporte refrigerados amenizou alguns desses e introduziu novos problemas , para os quais ainda não se adequaram soluções, embora tecnicamente elas existam e sejam previstas. Em face dessa realidade, a detentora do pacote tecnológico para o processamento industrial introduziu, recentemente, a tecnologia UltrafreshTM, cujo intuito é mitigar tais problemas melhorando o controle de processo, a vida de prateleira e a qualidade do produto final. Acompanhou-se a fase inicial do processamento industrial de 28 partidas de leite UAT, em duas indústrias de laticínios, com o objetivo de verificar o efeito dessa etapa de processo sobre alguns parâmetros de qualidade do leite cru. Amostras analisadas antes e imediatamente após a centrifugação a 50-55°C não evidenciaram mudanças quantitativas significantes na composição do leite, na estimativa da Contagem Bacteriana Total (CBT) e na triagem pela redução do TTC (Tetra-test), mas houve mudanças qualitativas principalmente em relação à microbiota predominante e ao status proteolítico do leite.
Summary: Since the introduction of UHT technology in Brazil, the quality of
raw milk has been pointed as a problem. The introduction of refrigerated storage at farm and the transportation of cooled raw milk solved some of these and introduced new problems, for which have not yet adapted solutions, although technically they exist and are required. From this reality, the holder of technology package by UHT, recently, introduced an innovation called UltrafreshTM, which aims to mitigate these problems by improving process control, shelf life and the quality of final product. It were monitored the early stages of industrial processing of 28 batches for UHT milk in two dairy industries, with the aim of evaluating the effect of this process step on some quality parameters of raw milk. Samples before and immediately after centrifugation at 50-55°C showed no significant quantitative changes in milk composition, on estimates of microorganisms (SPC) and on screening test for the reduction of TTC (Tetra-test), but there were qualitative changes especially regarding the predominant microbiota and to the proteolytic status of milk.
Qualidade do leite cru Antes e após o processo UltrafreshTM
Luiz Francisco Prata1 Camilo Ferreira de Oliveira2 Alexandre Barbieri Prata3 Rodolpho da Costa Machado4
1.Professor Adjunto do Departamento de Medicina Veterinária Preventiva e Reprodução Animal.
Faculdade de Ciências Agrárias e Veterinárias - FCAV, UNESP, Jaboticabal SP Brasil.
Rodovia de acesso Prof. Paulo Donato Castelanni, s/n CEP: 14.800-940 Jaboticabal - SP Brasil.
Telefones: 55 16 3209 2646 / 2647 / 2647. E-mail: [email protected]
Autor correspondente (e-mail): [email protected]; [email protected]
Palavras-chave: Leite cru, Qualidade, Processo UAT, UltrafreshTM, Qualidade microbiológica. Proteólise.
Keywords: Raw milk, Quality, UHT Process, UltrafreshTM, Microbiological quality. Proteolysis.
2. Médico Veterinário, Mestre em Medicina Veterinária Preventiva pela Faculdade de Ciências Agrárias e Veterinárias de Jaboticabal – FCAV, UNESP. Jaboticabal, SP Brasil E-mail: [email protected]
3.Médico Veterinário, Pós-graduando da Escola Superior de Agricultura Luiz de Queiroz - ESALQ – USP, Piracicaba, SP.
Acadêmico do curso de Medicina Veterinária da FCAV-UNESP. Iniciação Científica.
Avaliação da Qualidade do Leite antes e após o Processo de centrifugação (UltrafreshTM) na Produção industrial de leite UAT
Evaluation of raw milk quality before and after the UltrafreshTM process in the industrial production of UHT milk
A tecnologia UltrafreshTM é uma ferramenta de processo relativamente recente, aplicada ao leite antes do efetivo tratamento térmico
pelo processo UAT em indústrias do Brasil. Este trabalho teve o objetivo de avaliar alguns aspectos da qualidade do leite cru antes e imediatamente após esse processo.
fazer melhor

59
IntroduçãoEm função da extensão geográfica, dos diferentes níveis
de desenvolvimento e uso da tecnologia disponível, pode--se afirmar que, com raras exceções, a qualidade do leite produzido no Brasil ainda é insatisfatória (PRATA, 2001). Esse é um problema crônico, de difícil solução, no qual fatores sociais, culturais, econômicos, geográficos e climáticos estão envolvidos (SILVEIRA et al., 1998).
A qualidade microbiológica de leite está diretamente relacionada com a sua contaminação inicial e com a taxa de multiplicação de microorganismos. Por sua vez, esse último aspecto depende do binômio tempo-temperatura, que é crí-tico para o armazenamento e transporte de leite cru (NAS-CIMENTO e SOUZA, 2002). Quando se utilizam processos de produção que buscam manter a população total de bactérias em níveis baixos, não se garante a ausência de patógenos, mas objetiva-se a possibilidade de ter características senso-riais mais próximas às originais do leite (PRATA, 2001).
O fato do leite não ser sempre produzido com a quali-dade desejada levou ao desenvolvimento de políticas mais adequadas por meio do Programa Nacional de Melhoria da Qualidade do Leite (PNMQL), que em 2002 resultou na publicação de instrução técnica (IN 51), possibilitando inova-ções em relação à armazenagem e transporte do leite cru (matéria-prima industrial), bem como, estabelecendo um padrão para a qualidade do leite.
Entretanto, mesmo em 2005, NERO et al. evidencia-ram que 48,6% das amostras analisadas mostraram-se em desacordo com as exigências da normativa, destacando para isso as dificuldades para seu atendimento, com alta frequên-cia de amostras com elevados índices de contaminação por bactérias aeróbias. As mudanças no armazenamento e transporte dessa matéria-prima geraram novos problemas relacionados à qualidade do produto. O resfriamento do leite por imersão ou em tanques de expansão e a adoção de um sistema de coleta a granel, em dias alternados, eliminaram a maioria dos problemas causados pela microbiota mesofílica de ca-racterística ácido-lática e podem auxiliar no controle do de-senvolvimento de agentes patogênicos, mas atuam seletiva-mente sobre as bactérias com características psicrotróficas, favorecendo sua ação e desenvolvimento no leite (SOARES et al., 2008).
Esses microrganismos constituem o grupo com maior potencial deteriorativo, tanto para o leite quanto para alguns de seus derivados que são tipicamente armazenados sob refrigeração (FAIRBAIRN & LAW, 1986). DIAS et al. (2007) avaliaram a influência da temperatura so-bre a qualidade microbiológica do leite cru, mostrando que as bactérias psicrotróficas variaram de 1,0x102 a 7,2x107 UFC/mL, sendo as maiores contagens encontradas nos tan-ques em que a temperatura do leite se mantinha no limite determinado pela norma (4° a 8°C) ou superior, confirmando outros dados publicados, pelos quais se infere que o interva-lo entre 7 e 10°C pode agir favoravelmente a este grupo. Em função da estabilidade econômica e do controle
monetário, além de outras mudanças políticas e sociais, seja pelas facilidades ou comodidade oferecida aos con-sumidores, a verdade é que o leite UAT (UHT), nos últimos anos, tem correspondido a mais de 70% do mercado de leite destinado ao consumo no Brasil. Desde o início do processa-mento por UAT, com sistemas de aquecimento indireto, e até na atualidade, quando são utilizados pacotes tecnológicos modernos e adaptados à realidade brasileira, as indústrias de laticínios sofrem as consequências da má qualidade do leite cru (PRATA, 1998; TELLES et al, 2007;. MARTINS et al, 2008).
Processado a partir de matéria-prima de qualidade controlada, ao menos em teoria, o leite UAT é quase estéril, oferecendo vida útil prolongada mesmo à temperatura ambiente, embora alguns esporulados possam sobreviver (ROSENTHAL, 1991). Trabalhando com produto produzido por aquecimento indireto, ITURRINO et al. (1996), afirmaram que apenas o processo térmico poderia não ser eficaz na “esterilização” do leite, pois a presença de esporos altamente resistentes está diretamente relacionada às precárias condi-ções de obtenção do leite cru. Assim, as condições sanitárias adotadas durante a coleta, produção e transporte de leite cru são fatores importantes para a qualidade do leite a ser processado por UAT (PRATA, 1998). As bactérias formadoras de esporos mais frequente-mente isoladas de leite cru pertencem ao gênero Bacillus (WESTHOFF & DOUGHERTY, 1981; SUTHERLAND & MUR-DOCH, 1994; ITURRINO et al, 1996; PETTERSSON et al, 1996; JANSTOVÁ et al, 2006). Deve-se lembrar de que o tipo de processo pode exercer influência sobre a qualidade do pro-duto final. No aquecimento indireto podem ser formadas as chamadas “pedras de leite” (stone milk), que, de acordo com WESTHOFF & DOUGHERTY (1981), podem proteger bactérias formadoras de esporos durante o tratamento térmico. Se tais depósitos ou incrustações não forem adequadamente removidos durante a limpeza e desinfecção de equipamento, servem como fontes de contaminação ou recontaminação do produto durante as etapas industriais.
O processo denominado UltraFresh ™ é uma tecnologia relati-vamente recente, desenvolvido e registrado pela Tetra Pak Brasil, e, de acordo com as intenções da empresa, objetiva a possibilidade da obtenção de produto final processado por UAT de melhor qualidade. Ainda de acordo com a empresa, o sistema combina tratamentos físicos: um processo de centrifugação para reduzir as bactérias e células somáticas do leite, e um tratamento térmico por injeção direta de vapor, para garantir a eficácia e realçar o sabor do leite. Nesse sistema, o leite pré-aquecido (50 a 55°C) é submetido a um processo de centrifugação (centrífuga hermética inserida no início do processo) para a remoção de sujidades, células somáticas e de alguns tipos de microrganismos.
Este estudo objetivou avaliar o efeito do processo UltrafreshTM sobre a qualidade do leite utilizado como matéria-prima na produ-ção industrial de leite UAT.

60
Material e MétodosDurante oito meses, de setembro a março de 2009, as
fases iniciais da transformação industrial de vinte e oito partidas (lotes) de leite UAT foram monitoradas em duas indústrias de laticínios, a primeiro com capacidade de processar 300 mil L/dia e, a segunda, com uma capacidade de 800 mil L/dia. Foram colhidas e analisadas 56 amostras de leite cru a partir da linha de processamento de leite UAT, específica e imediatamente antes e após o processo de centrifugação (UltrafreshTM). O experimento foi conduzido nos Laboratórios do Departamento de Medicina Veterinária Preventiva e Reprodução Animal, Faculdade de Ciências Agrárias e Veterinárias, UNESP, Jaboticabal, SP - Brasil.
As amostras foram submetidas simultaneamente a dois testes microbiológicos – a estimativa da carga bacteriana total (Contagem Bacteriana Total – CBT ou Standard Plate Count - SPC), para as bactérias mesofilicas e facultativos viáveis, e ao teste de redução do TTC (Cloreto de Trifenil-tetrazólio - Tetra-Test). Além dessas, à análise instrumen-tal para verificação da composição do leite, ao teste para determinação do índice de proteólise de k-caseína, bem como às determinações de fosfatase alcalina, da presença de resíduos no leite (peróxido de hidrogênio e alcalinos) e do teor de cloretos. CBT - O método de contagem de bactérias (SPC) foi realizado seguindo a metodologia proposta por APHA (2001), com duplicatas para cada diluição (10-3 a 10-6) das amostras, as quais foram transferidas para placas de Petri estéreis, seguido pela adição de 20ml de PCA (Plate Count Agar). Após a solidificação à temperatura ambiente, as plac-as foram invertidas e incubadas a 35°C durante 48 horas.
Tetra-test - um método rápido destinado à realização de uma triagem para psicrotróficos e microbiota total. Foi reali-zado seguindo a metodologia proposta por PRATA (2007), com duas séries de amostras duplicadas (10mL) colocados em tubos de vidro estéreis com tampas rosqueáveis, seguido pelo adição de 1 mL de uma solução a 0,5% de cloreto de benzalcônio (primeira série - psicrotróficos), e por 1 mL de uma solução a 0,5% de TTC (cloreto de trifeniltetrazólio) para ambas as séries. O teste foi realizado com os tubos mantidos em temperatura ambiente (21 a 25°C), sob ilu-minação natural e artificial e controle por ar-condicionado ambiente. As leituras iniciaram-se com 5 minutos após a adição de TTC e as demais foram realizadas aos 15, 30 e 60 minutos. Após esse tempo foram realizadas a cada hora até completarem cinco horas. Uma leitura final foi realizada após 24 horas para verificar as amostras que não evidencia-ram redução do -TTC.
Outros testes - A proteólise de leite foi determinada pelo índice de GMP livre (glicomacropeptídeo), de acordo com metodologia espectrofotométrica (ANSM) descrita por FUKU-DA et al. (1994). Outros testes foram realizados de acordo com metodologia analítica oficial brasileira (IN 68, de 2006).
Resultados e DiscussãoO leite é um meio fluido viscoso, e o leite cru contém
tanto partículas sólidas solúveis quanto outas partícu-las, como bactérias, esporos e impurezas sólidas, além do sistema micelar em emulsão instavel, como os glóbulos de gordura. Essas partículas, sob a força gravitacional e dependendo da sua densidade, podem ser separadas do leite por processos de sedimentação ou flotação. Nas indústrias de laticínios ambos os processos são diariamente aplicados,
utilizando-se centrífugas de rotação com velocidade de flo-tação / sedimentação calculada pela lei de Stokes e aplicada de acordo com os propósitos pretendidos. O primeiro proces-so é mais antigo e utilizado para o desnate, com separação de creme e de leite desnatado.
Mais recentemente essas centrífugas foram modificadas, servindo tanto para o processo de desnate, quanto para, simultaneamente, realizar a separação de impurezas sólidas, como no processo de clarificação. Ainda mais recentemente, os mesmos princípios têm sido utilizados com outros fins, como no processo bactofugação ou para a separação de microrganismos, células somáticas e impurezas a partir de leite, com o objetivo de melhorar a qualidade do leite com manutenção dessa qualidade no mercado.
A Tabela 1 mostra o conjunto de resultados da Contagem Bacterina Total (SPC) e do teste de redução de TTC (Tetra--test) aplicada a amostras de leite de UAT obtidas na linha de processo, imediatamente antes e após a centrifugação do leite (processo UltrafreshTM). A contagem de bactérias aeró-bias e facultativas total de viáveis (SPC) mostrou resultados que variaram de 5.5x105 a 3.3x108 ufc/mL para as amostras colhidas imediatamente antes da centrifugação, e de 4.9x105 a 6.0x108 ufc/mL para o mesmo leite imediatamente após a centrifugação. Os resultados para as amostras colhidas antes da centrifugação mostraram que uma (3,6%) encon-trava-se na faixa de 105 ufc/mL, sete (25,0%) na faixa de 106, outras 16 amostras (57,1%) na faixa de 107 e, finalmente, outras quatro (14,3 %) na faixa de 108 ufc/mL. Para o mesmo leite, colhido imediatamente após o processo de centrifu-gação, os resultados mostraram que duas amostras (7,1%) passaram a fazer parte da faixa de intervalo correspondente a 105, dez (35,7%) à faixa de 106, oito (28,6%) permaneceram na faixa de 107 e outras oito amostras foram para a faixa 108 ufc/mL. Ao se comparar os resultados obtidos antes e após o processo de centrifugação, verifica-se que a mobi-lidade desses resultados foi determinada por 13 amostras (46,4%) que passaram a apresentar resultados inferiores na estimativa da CBT (redução) e por outras 15 amostras (53,6%) que evidenciaram aumento nas estimativas.
Em ambos os casos - amostras que após a centrifugação apresentaram estimativas de CBT reduzidas e aumentadas (Tabela 1), essas mudanças foram sutis, mostrando que o processo de centrifugação praticamente não exerceu influ-ência quantitativa na melhoria da qualidade microbiológica do leite. As reduções das estimativas de CBT verificadas para 13 amostras provavelmente se deram em função do efeito combinado de tratamento térmico (temperatura inicial ele-vada) e centrifugação. Muito provavelmente essas reduções sejam devidas à remoção de partículas grandes encontradas no leite (partículas de sujidade) e de aglomerados de bacté-rias (clumps), conforme normalmente se verifica em espé-cies como Streptococcus e Bacillus. Contagens expressando aumento das estimativas de CBT foram observadas em 15 amostras e, do mesmo modo, provavelmente, podem ser explicadas por ação física sobre a fragmentação de aglome-rados bacterianos, gerando mais unidades com capacidade de formar colônias. Para o teste de redução do TTC, para as amostras de leite colhidas antes da entrada no processo, os resultados mos-traram que quatro amostras (14,3%) reduziram o TTC com 15min de incubação, 11 amostras (39,3%) com 30min, uma amostra (3,6%) com 1 hora, cinco amostras (17,9%) com 2h, outras cinco com 3 horas e duas amostras (7,1%) com 5 ho-ras de incubação. Para as amostras do mesmo leite, colhidas imediatamente após a passagem pelo processo de centri-
fazer melhor

61
fugação, houve aumento do tempo total para a redução do TTC, observando-se apenas alterações na distribuição desses tempos. Assim, três amostras (10,7%) reduziram o TTC com tempo de 15 min, seis (21,4%) com 30 min, seis (21,4%) com 1 h, outras três (10,7%) com 2h, duas ( 7,1%) com 3h, seis amostras (21,4%) com 4h e, finalmente, duas amostras (7,1%) com tempo de redução de 5h. Ao se comparar essas distribuições, pode verificar-se que houve certa mobilidade dos resultados, no entanto, como
demonstrado consistentemente pela CBT (SPC), não houve alteração para as classes de qualidade. Assim, nove amos-tras (32,1%) evidenciaram o mesmo tempo de redução antes e depois da centrifugação, três (10,7%) mostraram uma ligeira redução do tempo para redução do TTC, significando um aumento da atividade bacteriana, e 16 outras (57,1%), mostraram um ligeiro aumento do tempo, provavelmente devido a uma possível redução no número ou na atividade dos microrganismos remanescentes.
1 1,2x108 1,4x108 15min 15min
2 4,7x107 1,0x108 30min 30min
3 7,0x106 1,1x106 2h 2h
4 1,2x106 7,1x106 5h 5h
5 4,0x106 6,5x106 3h 3h
6 4,2x107 6,0x107 2h 4h
7 7,3x107 1,5x108 30min 30min
8 3,0x107 1,6x108 30min 1h
9 8,0x107 2,5x108 30min 1h
10 2,2x106 1,1x106 2h 4h
11 1,7x106 8,9x105 2h 4h
12 1,8x107 2,0x107 1h 2h
13 9,2x107 1,9x108 30min 1h
14 5,0x107 4,1x107 3h 3h
15 1,3x107 1,1x107 30min 30min
16 3,3x108 6,0x108 30min 15min
17 8,3x107 1,0x108 30min 15min
18 5,5x105 4,9x105 3h 5h
19 1,2x106 4,1x106 3h 4h
20 5,5x106 7,2x106 5h 4h
21 1,1x107 5,5x106 3h 4h
22 5,1x107 9,5x106 30min 1h
23 6,1x107 2,2x107 30min 1h
24 1,7x108 7,0x107 15min 30min
25 1,8x108 1,4x107 15min 30min
26 1,7x107 1,9x107 15min 30min
27 1,5x107 7,7x106 30min 1h
28 6,4x107 6,3x106 2h 2h
Amostra Nº Antes do processo
Depois do processo
Antes do processo
Depois do processo
Contagem Bacteriana Total (CBT ou SPC)
Tetra-test(tempo de redução do TTC)
Tabela 1 Relações entre os resultados da Contagem Bacteriana Total (CBT ou SPC) e do tempo para redução do TTC (Tetra-test) para amostras de leite obtidas durante o processamento por UAT, colhidas imediatamente antes e depois do processo de centrifugação (UltrafreshTM).

62
Tabela 2 Relações entre os resultados da CBT (SPC) e da determinação do teor de GMP livre como indicador do status proteolítico da fração k-caseína, para amostras do mesmo leite colhidas imediatamente antes e após o processo de centrifugação, para os processamentos monitorados na indústria A.
fazer melhor
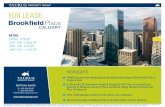
Um aspecto interessante que pode ser visto refere-se à alteração na microbiota predominante em relação à tensão de oxigênio antes e depois da centrifugação (Figuras 1 e 2). Imediatamente antes da centrifugação todas as amostras apresentaram nítida predominância de bactérias aeróbias. Todavia, após o processo, 22 de 28 amostras (78,6%) passa-ram a exibir predominância de microbiota anaeróbia, com forte redução ou exclusão de aeróbios estritos. Essa evidên-cia suporta a explicação anterior sobre a possível redução de aglomerados de bactérias, uma vez que tais grupos, quando presentes no leite cru, são representados por espécies de estreptococos e bacilos.
As Tabelas 2 e 3 procuram realçar a relação entre a CBT (SPC) e o estado proteolítico (integridade da k-caseína) para cada amostra antes e depois do processo de centrifugação, respectivamente para as indústrias de lacticínios A e B. Como se pode verificar, não há uma correlação direta entre a qualidade bacteriológica e os níveis de proteólise observa-dos, sendo que, para algumas dessas amostras há dúvidas sobre a possibilidade de fraude por adição de soro de queijo (proteólise forte).
Das 16 primeiras amostras correspondentes à indústria A, apenas seis (37,5%) mostraram níveis ou valores consi-
derados normais ou aceitáveis para seu estado proteolítico antes da centrifugação. Três outras (18,7%) evidenciaram proteólise moderada e acima do aceitável para matéria--prima de boa qualidade, e sete outras (43,7%) evidencia-ram proteólise intensa. Esses leites, imediatamente após a centrifugação, mostraram outra distribuição, com apenas uma amostra evidenciando proteólise intensa permanecen-do nessa condição e, todas as outras mostrando marcada redução e mudando para a categoria de proteólise moderada (56,2%).
Tendência semelhante foi também observada nos resul-tados correspondentes para a indústria B. Antes da cen-trifugação, nove das doze amostras (75,0%) apresentaram proteólise normal, assim permanecendo para a prova reali-zada imediatamente após o procedimento. Para as demais três amostras, apenas uma permaneceu com nível intenso de proteólise, com duas outras evidenciando diminuição e enquadrando-se no nível moderado. Para ambas as indústrias, apenas 15 amostras (53,6%) apresentaram proteólise normal antes e após o processo de centrifugação. Das demais 13 amostras com proteólise moderada a intensa antes da centrifugação, com estima-tivas de CBT variando de 2,2 x106 a 3,3 x108 ufc/mL, 11
1 1,2x108 1,701 (I) 1,4x108 1,622 (I)
2 2,2x106 0,446 (M) 1,1x106 0,482 (M)
3 1,7x106 0,189 (N) 8,9x105 0,172 (N)
4 1,8x107 0,245 (N) 2,0x107 0,235 (N)
5 3,3x108 0,629 (I) 6,0x108 0,506 (M)
6 8,3x107 0,675 (I) 1,1x107 0,540 (M)
7 5,5x105 0,212 (N) 5,0x105 0,232 (N)
8 1,2x106 0,254 (N) 4,1x106 0,324 (N)
9 5,5x106 0,210 (N) 7,2x106 0,229 (N)
10 1,1x107 0,198 (N) 5,5x106 0,207 (N)
11 5,1x107 0,739 (I) 9,5x106 0,522 (M)
12 6,1x107 0,565 (M) 2,2x107 0,489 (M)
13 1,7x108 0,808 (I) 6,8x107 0,504 (M)
14 1,6x108 0,624 (I) 1,4x107 0,495 (M)
15 1,7x107 0,578 (M) 1,9x107 0,432 (M)
16 1,5x107 0,608 (I) 7,7x106 0,418 (M)
Amostra Nº CBT (SPC) (ufc/mL)
Proteólise (A470nm)
CBT (SPC) (ufc/mL)
Proteólise (A470nm)
Indústria AAntes da centrifugação
Indústria AApós a centrifugação
N = nível de proteólise normal ou aceitável M = Proteólise Moderada I = Proteólise intensa

63
Tabela 3 Relações entre os resultados da CBT (SPC) e da determinação do teor de GMP livre como indicador do status proteolítico da fração k-caseína, para amostras do mesmo leite colhidas imediatamente antes e após o processo de centrifugação, para os processamentos monitorados na indústria B.
caíram para nível moderado. Isso significa que o processo “UltrafreshTM”, possivelmente devido à associação da força centrífuga e da temperatura utilizada, tem a capacidade de, direta ou indiretamente alterar o estado proteolítico do leite cru, promovendo a sua redução. Esse fato pode ser impor-tante e, provavelmente, atua promovendo a estabilidade do leite e aumentando a vida de prateleira do leite UAT. Por outro lado, pode ajudar a encobrir possível fraude por adição de soro ao leite. Isso parece bastante lógico, uma vez que as diferenças entre os dois tipos de processo de centrifugação resultam também em grandes diferenças na quantidade de “bactofugado”, ou seja, a quantidade de resíduo removida do leite. Quanto mais bactofugado, maior a quantidade de fragmentos de caseína e de outras proteínas termossensíveis (albuminas e globulinas) que é removida. Em relação às variações microbiológicas, a predominân-cia de anaeróbios após o processo de centrifugação, com redução drástica ou quase completa exclusão de aeróbios estritos, pode ser vantajoso para a segurança do produto, especialmente se houver um controle de processo eficaz e respeito ao período de incubação adequado antes do produ-to ser liberado para o mercado.
Os resultados médios de análise instrumental para a composição das amostras analisadas antes do processo fo-ram: 3,09 ± 0,47% de gordura, 4,54 ± 0,05% de lactose, 3,46 ± 0,04% de proteína, 0,7±0,005% de cinzas, 8,73 ± 0,10% de sólidos não gordurosos, 11,82 ± 0,53% de sólidos totais, densidade de 1.030 ± 0,0005 kg / L e -0,548 ± 0,007°C para o ponto de congelação. Para as amostras colhidas imedia-tamente após o processo de centrifugação, os resultados foram respectivamente: 0,17 ± 0,31% de gordura, 4,65 ± 0,07% de lactose, 3,53 ± 0,05% de proteína, 0,72 ± 0,008% de cinzas, 8,93 ± 0,13% de sólidos não gordurosos, 9,10 ± 0,40% dos sólidos totais, densidade de 1,033 kg / L e -0,543 ± 0,006°C para o ponto de congelação. A comparação dos resultados antes e depois da centrifugação mostra que as maiores diferenças foram encontradas no teor de gordura e, consequentemente, para a densidade, para os valores só-lidos totais e de sólidos desengordurados. Essas diferenças eram esperadas, porque ambas as empresas estavam ope-rando com separação parcial ou total do creme, restauran-do o conteúdo desejado de gordura numa fase posterior do processo UAT. Nenhum dos resultados mostrou aumento ou retenção de água no produto.
1 4,7x107 0,172 (N) 1,0x108 0,185 (N)
2 7,0x106 0,206 (N) 1,1x106 0,181 (N)
3 6,5x107 0,131 (N) 6,2x106 0,134 (N)
4 1,2x108 0,126 (N) 7,0x106 0,133 (N)
5 4,0x106 0,126 (N) 6,5x106 0,138 (N)
6 4,3x107 0,268 (N) 6,0x107 0,270 (N)
7 7,3x107 0,781 (I) 1,5x108 0,698 (I)
8 3,0x107 0,645 (I) 1,6x108 0,575 (M)
9 8,0x107 0,724 (I) 2,5x108 0,577 (M)
10 9,0x107 0,182 (N) 1,9x108 0,174 (N)
11 5,0x107 0,228 (N) 4,1x107 0,214 (N)
12 1,3x107 0,282 (N) 1,1x107 0,266 (N)
Amostra Nº CBT (SPC) (ufc/mL)
Proteólise (A470nm)
CBT (SPC) (ufc/mL)
Proteólise (A470nm)
Indústria AAntes da centrifugação
Indústria AApós a centrifugação
N = nível de proteólise normal ou aceitável M = Proteólise Moderada I = Proteólise intensa

64
fazer melhor
ConclusõesPara as amostras de leite cru tomadas durante o pro-
cessamento industrial de 28 lotes de leite UAT (UHT), em duas diferentes indústrias de laticínios , 27 de 28 amostras (96,4%) apresentaram estimativas de Contagem Bacteriana Total (CBT) maior do que os padrões legais de identidade e qualidade para este tipo de produto. Nenhuma mudança significativa dessas estimativas foi observada após o proces-so denominado UltrafreshTM. Alterações qualitativas foram observadas, principalmente relacionadas à quase completa exclusão de bactérias aeróbias estritas e subsequente predo-minância de anaeróbios. Outra mudança efetiva deu-se em decorrência da remoção de fragmentos de caseína, represen-tada pela diminuição sutil, mas consistente do conteúdo de GMP livre.
Figura 2 Detalhes sobre a predominância de bactérias aeróbias antes (notar a presença de anel vermelho-escuro no topo do tubo) e preponderância de anaeróbios imediatamente após o processo de centrifugação UltrafreshTM (presença de botão vermelho-escuro no fundo do tubo).

65
ReferênciasAMERICAN PUBLIC HEALTH ASSOCIATION - APHA. Com-
mittee on microbiological methods for foods. Compendium of methods for the microbiological examination of foods. 4 ed. Washington, 2001. 676p.
ARCURI, E. F. Qualidade microbiológica do leite refrigera-do nas fazendas. Arq. Bras. Med. Vet. Zoot., Belo Horizonte, v. 58, n. 3, p. 440-446, 2006.
BRASIL. Ministério da Agricultura, Pecuária e Abasteci-mento. Instrução Normativa 51, de 18 de setembro de 2002. Disp. em <http://www.extranet.agriciltura.gov.br/sislegis>. Acesso em 14 dez. 2007.
BRASIL. Ministério da Agricultura, Pecuária e Abasteci-mento. Secretaria Nacional de Defesa Agropecuária. Instru-ção Normativa N° 68 de 12 de Dezembro de 2006. Disp. em <http://www.extranet.agriciltura.gov.br/sislegis>. Acesso em 15 dez. 2009.
COELHO, P.S., SILVA, N., BRESCIA M.V., SIQUEIRA A.P. Avaliação da qualidade microbiológica do leite UAT integral comercializado em Belo Horizonte. Arq. Bras. Med. Vet. Zoo-tec., vol.53 no.2 Belo Horizonte. 2001.
DIAS, D. T.; AVANÇO, S. V.; PONSANO, E. H. G. Influência da temperatura de refrigeração sobre a qualidade microbio-lógica de leite cru. Higiene Alimentar, São Paulo, v. 21, n. 150, p. 226-227, 2007.
FAIRBAIRN, D. J.; LAW, B. A. Proteinases of psychrotrophic bacteria: their production, properties, effects and control. J. Dairy Research, Cambridge, v. 53, n. 1, p. 139-177, 1986.
FUKUDA, S. P.; ROIG, S. M.; PRATA, L. F. Metodologia analí-tica para determinação espectrofotométrica de ácido siálico em leite. In: CONGRESSO NACIONAL DE LATICÍNIOS, 12, 1994, Juiz de Fora – MG. Anais... p. 114-120.
ITURRINO, R.P.S., NADER FILHO, A., DIMENSTEIN, A.R. Ocorrência de bactérias esporuladas do gênero Bacillus e Clostridium em amostras de leite longa vida. Higiene Ali-mentar, v.10, p.25-27, 1996.
IZIDORO, T. B. Efeito da multiplicação de microrganis-
mos psicrotróficos sobre as características físico-químicas do leite cru. 2008. 94f. Dissertação (Mestrado) - Faculdade de Medicina Veterinária e Zootecnia, Universidade Estadual Paulista, Botucatu, 2008.
JANSTOVÁ, B.; DRACKOVÁ M., VORLOVÁ, L. Effect of Bacillus cereus Enzymes on the Milk Quality following Ultra High Temperature Processing. Acta Vet. Brno, 75: 601–609; 2006.
MARTINS, A. M. C. V. et al., Efeito do processamento UAT (Ultra Alta Temperatura) sobre as características físico-quí-micas do leite. Ciência e Tecnologia de Alimentos, Campinas, 28(2): 295-298, abr.-jun. 2008.
NASCIMENTO, M. S.; SOUZA, P. A. Estudo da correlação linear entre a contagem padrão em placa, a contagem de psicrotróficos e prova da redutase em leite cru resfriado. Higiene Alimentar, São Paulo, v. 16, n. 97, p. 81-86, 2002. NERO, L. A. et al. Leite cru de quatro regiões leiteiras brasileiras: Perspectivas de atendimento dos requisitos microbiológicos estabelecidos pela Instrução Normativa 51. Ciência e Tecnologia de Alimentos, Campinas, v. 25, p. 191-195, 2005.
PETTERSSON, B., LEBKE, F., HAMMER, P. et al. Bacillus sporothermodurans, a new species producing highly heat resistent endospores. Int. J. Syst. Bact., v.46, p.759-764, 1996.
PRATA, L.F. Leite UHT: solução ou problema? Uma análi-se da situação. Higiene Alimentar, v.12, p.10-15, 1998.
PRATA, L. F. Fundamentos de ciência do leite. São Paulo: FUNEP, UNESP, 2001. 287p.
PRATA, L. F. Teste rápido para avaliação da qualidade microbiológica do leite cru refrigerado. Rev. Indústria de Laticínios, Cândido Tostes, v. 12, n. 68, p. 63-66, 2007.
SOARES, P. V., PRATA, L. F., ALMEIDA, A. O. Estimativa rá-pida da carga de microrganismos psicrotróficos em leite cru refrigerado. Rev. Indústria de Laticínios, 2008.
SOUZA, L. G. et al., Avaliação da composição do leite UHT proveniente de dois laticínios das regiões Norte e Noro-este do Estado do Paraná. Acta Scientiarum. Animal Scien-ces, Maringá, v. 26, no. 2, p. 259-264, 2004.
SUTHERLAND, A.D., MURDOCH, R. Seasonal occurrence of psychrotrophic Bacillus species in raw milk, and studies on the interactions with mesophilic Bacillus sp. Int. J. Food Microbiol., v.21, p.279-292, 1994.
TELLES, E. O. et al. UHT whole milk: evaluation of some quality parameters in raw and processed milk. Vet. e Zootec. v.14, n.2, dez., p. 282-290, 2007. WESTHOFF, D.C., DOUGHERTY, S.L. Characterization of Bacillus species isolated from spoiled ultrahigh temperature processed milk. J. Dairy Sci., v.64, p.572-578, 1981.
Figura 1 Caracterização da evidente predominância de bactérias aeróbias antes do processo e predominância de anaeróbios imediata-mente após o processo de centrifugação, para amostras do mesmo leite em linha de processamento por UAT. Imagem conforme obser-vada na leitura do teste de redução do TTC (Tetra-test), comparativa-mente ao tubo controle situado à direita.

66
Os produtos de soro fabricados nos Estados Unidos são conhecidos por seu elevado valor nu-tricional e propriedades funcionais em uma am-pla gama de produtos alimentícios. Há crescente evidência de que produtos de soro contêm uma variedade de fatores e compostos capazes de gerar um impacto favorável sobre a saúde. Além disso, o soro e componentes de soro estão sendo cada vez mais usados nas indústrias de produtos farmacêuticos, cosméticos e agrícolas.
O soro é uma fonte confiável de grande núme-ro de minerais, carboidratos e proteínas de alta qualidade e valor biológico. As principais proteí-nas do soro são a b lactoglobulina e a k lactalbu-mina. As proteínas de soro são de fácil digestão e seu perfil de aminoácidos essenciais atende ou supera todas as exigências qualitativas e quanti-tativas.
O desenvolvimento e o aperfeiçoamento das tecnologias de separação e purificação permiti-ram aprofundar os conhecimentos das proteínas individuais do soro. Existe uma relação direta entre as características funcionais e nutricionais das proteínas de soro e sua estrutura e funções biológicas. Cada tipo de proteína possui várias destas características.
Seja individualmente ou utilizados em com-binação com probióticos, prebióticos ou outros alimentos funcionais, o soro, proteínas de soro e frações de soro criam muitas oportunidades para os responsáveis pelo desenvolvimento de produ-tos de melhorar a saúde do homem.
Propriedades Benéficas à Saúde das Proteínas de soro e Frações de Soro
Benefícios do Soro de leite
Supressão de apetiteO glicomacropeptídeo (GMP) está presente em
soro doce após a degradação da k-caseína e a precipitação da caseína pela renina. O GMP é um poderoso estimulante de CCK, um hormônio su-pressor do apetite que desempenha vários papéis na função gastrointestinal, incluindo a regulação da ingestão de alimentos.
fazer melhor
*Tatiana Penteado Durelli
*Engenheira de alimentos - US Dairy Export Council

67
Cálcio e outros minerais no Soro
Soro e concentrados de minerais de soro são primorosas fontes de cálcio, magnésio e fósforo. Na indústria de alimentos, ingredientes de soro podem ser incorporados a produtos fortificados, aumentando o teor de nutrientes minerais do produto final.
Probióticos e PrebióticosAlimentos fermentados são uma parte impor-
tante da maioria das dietas saudáveis e consti-tuem uma via de acesso para microrganismos que se estabelecem no intestino.
A definição geralmente aceita de uma subs-tância probiótica descreve este produto como um suplemento alimentar contendo microrganismos vivos que produz efeitos
benéficos ao organismo humano através da melhora do equilíbrio microbiano do intestino. Por outro lado, um produto prebiótico estimula seletivamente o crescimento e/ou a atividade de um ou de um número limitado de bactérias na-turalmente presentes no cólon. Os probióticos e prebióticos estão sendo cada vez mais usados em conjunto com o objetivo de obter o que é chama-do de efeito simbiótico.
Os probióticos mais usados em produtos lácte-os são os lactobacilos e as bifidobactérias.
A lactose encontrada em produtos de soro é uma precursora importante de vários compostos prebióticos.
Atualmente vêm sendo desenvolvidos produ-tos inovadores que combinam uma variedade de elementos, tais como probióticos, imunoglobuli-nas e prebióticos, para finalidades bem específi-cas.
Valor terapêutico em crianças e pessoas idosas. As proteínas do soro são amplamente usadas
em nutrição infantil na forma de fórmulas con-tendo quantidades predominantes de soro.
Restauração ou estimulação do sistema intes-tinal de pessoas idosas.

68
*Sergio Casadini Vilela1, DiegoBernardo Mallmann2, Michael Mitsuo Saito3
* 1.Gerente de Tecnologia da Chr. Hansen, 2.Consultor Técnico da Chr. Hansen, 3.Consultor Técnico da Chr. Hansen
Os resultados das políticas econômicas implementadas em nosso país na última década promoveram uma alta demanda no consumo de alimentos de maior valor agregado. Como con-sequência, o consumo de queijos no Brasil aumentou. Dados recentes apontaram que o consumo de queijos passou de 2,6 kg para 4 kg per capita por ano no país. O motivo, segundo os analistas, foi o aumento da renda. Esse é o resultado de um estudo, feito pela Scot Consultoria, divulgada em meados de setembro de 2010. O levantamento mostra que entre 2000 e 2008, houve um aumento aproximado de 38% no consumo per capita do produto. Segundo recentes dados divulgados pela ABIQ – Associação Brasileira das Indústrias de Queijos, nos últimos dez anos a produção das principais ‘commodities’ - queijo Mussarela e queijo Prato – apresentou crescimento na ordem de 72% e
63,4%, respectivamente, conforme ilustrado no gráfico 01. Considerando a evolução da produção do queijo Prato, os dados revelam que o volume de leite nas indústrias aumentou consi-deravelmente e consequentemente, o desempenho dos cultivos tem sido exigido ao máximo. Atualmente, os queijos são fabri-cados de maneira mais contínua, com menos tempo de prensa – embora a pressão seja a mesma recomendada - significando que os fermentos devem apresentar alto desempenho na aci-dificação, maior robustez contra o ataque de fagos e principal-mente, contribuir para que os queijos apresentem boa fatia-bilidade e excelente sabor ao final dos 25 dias de maturação. É importante relembrar que no passado os cultivos mesófilos tipo O - R703/704, ora puros, ou associados com Lb helveticus, eram os mais utilizados na fabricação do queijo Prato. Entre-tanto, em indústrias com grandes volumes de produção, seria muito difícil atingir metas de produtividade com qualidade. Por esta razão, os novos projetos de fábricas para grandes volumes de produção estão considerando as novas opções de cultivos de alto desempenho. Seguindo essa evolução na linha de cultivos para queijo Prato, no início da década passada, a Chr. Hansen introduziu no mercado brasileiro os cultivos denominados DVS® RST series, fermentos de alta performance compostos de cepas mesofíli-cas (R703/704), associadas com St. thermophilus. Os resultados foram surpreendentes e amplamente favoráveis para os obje-
tivos de se produzir ‘commodities’ em larga escala, atendendo também fábricas de menor porte. Os queijos com cultivos DVS® RST apresentam características de boa funcionalidade para fatiamento, pouca proteólise e moderado sabor. Mais recentemente, com o objetivo de oferecer soluções que atendam as mais diversas necessidades da indústria de laticínios, a Chr. Hansen introduziu no mercado a nova linha de culturas DVS® FD-RSF, especialmente desenvolvida para a fabricação de queijo Prato. As novas culturas garantem ótimo sabor e aroma em menor tempo, e também atendem às necessidades da indústria quei-jeira por rápida acidificação e maior proteção contra ataques fágicos. Com isso, os consumidores são beneficiados com um produto com sabor mais característico e pronunciado, além de excelente fatiabilidade. Apresentada na versão liofilizada, a nova linha destaca-se pela conveniência e facilidade no manuseio e armazenamento, reduzindo assim, a complexidade no sistema logístico. Culturas DVS® FD-RSF Aspectos técnicos A maturação dos queijos é, sem dúvida, a etapa mais complexa da fabricação dos queijos, sendo afetada por muitos fatores correlacionados como por exemplo, o tempo, a quantidade de inoculo do fermento, composição do cultivo empregado, micro-biota natural do leite, atividade de água, composição do queijo, temperatura de maturação e outros de menor relevância. Há alguns anos o tempo de maturação foi um dos parâmetros mais empregados para regular o grau de maturação que se desejava alcançar na grande maioria das indústrias queijeiras. Sem qualquer dúvida este fator é um importante aliado para que reações bioquímicas ocorram garantindo o sabor e a textu-ra característica de um queijo. Com o passar dos anos, o tempo de maturação passou a ser um grande desafio econômico para as indústrias, o que as forçou a buscar outros meios para obter um mesmo queijo com menor tempo, preservando suas características de identidade. Testes realizados com as culturas FD-RSF mostraram um alto desempenho na produção de ácido lático nas primeiras horas de fabricação, o que contribui para inibição de bactérias contaminantes e a obtenção de uma massa fechada, quando comparado a outras culturas disponíveis no mercado. Esta característica também é desejável nas fábricas de alta produti-vidade, onde o tempo de fermentação costuma ser um gargalo de produção. Destaca-se também a sua estabilização do pH na fase final de fermentação, um importante indicador para evitar trincas e outros defeitos na estrutura do queijo.
Evolução das culturas para a fabricação de queijo Prato no Brasil
fazer melhor

69
Na sequência, os gráficos 01 e 02 mostram o perfil sensorial de queijos fabricados com diferentes culturas.
Os descritores que mais chamam a atenção para a cultura FD--RSF são a intensidade de aroma e odor mais acentuada que as demais culturas, reforçando sua característica de acelerar a maturação dos queijos. Outra importante virtude deste novo fermento está evidenciada no descritor amargo, onde é possível visualizar sua menor capacidade na produção de compostos de sabor amargo.
Também é importante destacar que, além de alcançar um excelente desenvolvimento de sabor e aroma em menor tempo, não foram identificadas alterações de textura nos testes reali-zados com as culturas FD-RSF, mantendo as características que compõem a identidade de um bom queijo Prato. Composição Os blends são sofisticadamente compostos das diferentes espé-cies listadas abaixo:
Lactococcus lactis subsp. cremoris e Lactococcus lactis subsp. lactisStreptococcus thermophilusLactobacillus helveticus No quadro a seguir, são apresentadas informações sobre a composição e as principais características do novo cultivo DVS® FD-RSF, comparadas com os cultivos das séries R e RST, anteriormente introduzidos pela Chr. Hansen para a fabricação do queijo Prato no Brasil.
Como pôde ser observado no quadro, a linha de culturas RSF, comparada aos cultivos RST, possui similar desempenho de acidificação, mas a formação de sabor no queijo final é muito maior.
É importante ressaltar também, que com a nova linha de cul-turas DVS® FD-RSF, associada com cultivos propionicos PS-1, apresentam excelentes resultados para queijos da linha Estepe e Proto Bola com olhaduras.
Gráfico 01 – Perfil de Sabor e Aroma
Gráfico 02 – Perfil de Textura

70
Requeijão culinário Aspectos históricos, de mercado e tecnológicos
ResumoO requeijão culinário está na categoria dos produtos à
base de queijos processados, queijos análogos ou imitação. Sua produção tem aumentado de forma significativa e sem dúvida o seu potencial de crescimento é promissor. Ele é o terceiro “queijo” mais produzido no Brasil. Esta revisão buscou apresentar aspectos históricos, de mercado e regulatórios deste importante produto lácteo. Também estão apresentados fundamentos tecnológicos de sua fabricação e resultados de pesquisas sobre queijos análogos ou imitação e requeijão culinário.
AbstractThe “requeijão culinário” belongs to the categories of the
processed cheese produts, imitation or analogue cheeses. The manufacture of “requeijão culinário” cheese has increased significantly and its growth potential is promising. It is considered the third most produced “cheese” in Brazil. This review intended to describe information related to the market, the legislation and the historical aspects of this product. The technological aspects of production and results of researches about “reqeuijão culináro”, analogue and imitation cheeses scientific were also presented.
fazer melhor
*Patrícia B. Zacarchenco1, Ariene G.F. Van Dender2, Leila M. Spadoti3
*Pesquisadoras Científicas do TECNOLAT/ITAL
IntroduçãoO requeijão cremoso é um tipo de queijo fundido consu-
mido com pães, torradas e biscoitos, enquanto o requeijão culinário é comumente usado em pizzas, salgados fritos e assados, massas e lanches, o requeijão culinário é muito utilizado por restaurantes institucionais e comerciais, indús-trias de alimentos congelados e semi-prontos e pelas redes de lanchonetes e restaurantes do tipo “fast food”. Segundo Gonçalvez (2010) o requeijão ideal para este novo merca-do deve ter características sensoriais ligeiramente mais pronunciadas do que aquelas do produto original e precisa suportar as altas temperaturas dos fornos (180º a 200ºC por 30 a 40 min) sem apresentar escurecimento e derretimento excessivos quando utilizados em recheios.
Dentre os queijos fundidos relacionados nos dados de mercado da ABIQ estão os queijos fundidos fatiados, em por-ções, tabletes e cremosos. Quando se considera a quantidade de requeijão cremoso, queijos fundidos em geral e requeijão culinário produzidos no Brasil, no ano de 2010, este grupo corresponde a quase 30% do total de queijos produzidos no país (ABIQ, 2010). O queijo processado é chamado no Brasil de queijo fundido. Fox et al (2000) colocaram os queijos processados e produtos substitutos ou que imitam queijos diferem dos naturais por não serem feitos diretamente a partir do leite ou leite desidratado. Estes produtos são feitos a partir de vários ingredientes, tais como queijos naturais, leite des-natado, butteroil, caseína, caseinatos, outros ingredientes lácteos, óleos vegetais, proteínas vegetais, entre outros. Na categoria de produtos chamada na literatura internacional de produtos à base de queijos processados, queijos análogos ou imitação, está o requeijão culinário brasileiro.
Um levantamento sobre aspectos históricos, de mercado, tecnológicos e de legislação do terceiro queijo mais consu-mido no Brasil foi o objeto desta revisão. Aspectos históricos e de mercado
O queijo processado tem sua origem no início do século XX. A ideia original ao se fabricar queijo processado era aumentar a vida de prateleira do queijo natural e encontrar alternativas para queijos que não se conseguiam comercia-lizar. O queijo processado foi primeiramente fabricado em 1911, na Suíça, por Walter Gerger e Fritz Stettler da “Gerber and Company” quando fundiram queijo suíço usando citrato de sódio como sal emulsificante para fabricar um produto homogêneo. Alguns anos depois, nos EUA, a Kraft em 1916
desenvolveu um processo de fabricação de queijo processa-do preservando queijo natural em latas pelo aquecimento e mistura, para aumentar sua vida de prateleira. A fabricação de queijo processado usando sais emulsificantes a base de fosfato, nos EUA, pode ser atribuída a J.L. Kraft e seus cola-boradores da “Phenix Cheese Company” que desenvolveram várias patentes sobre queijos processados entre 1916 e 1938 (FOX et al, 2000; KAPOOR, METZGER, 2008). Já os queijos análogos, segundo Guinee (2007), foram desenvolvidos no início da década de 1970, nos Estados Unidos, com o objetivo de fabricar substitutos de queijos mais baratos para uso in-dustrial e pelo setor de catering (aviação). De acordo com Lu et al (2007), os queijos processados espalháveis e produtos à base de queijos processados têm custo menor que os queijos naturais porque a eles podem ser incorporados ingredientes não lácteos. Tamime (2011) afirma que o aumento do consumo de produtos à base de queijos processados em todo o mundo se deve, principalmente, às mudanças nos hábitos de consumo, já que estes produtos são mais aceitos pelos consumidores jovens por seu sabor mais suave que os queijos naturais. Este autor refere-se, em especial, aos queijos fundidos, ou produtos que os contêm, feitos a partir da fusão de queijos curados. Dentre os fatores que contribuem para o crescimento e sucesso dos produtos a base de queijos processados, segun-do Fox et al (2000), está a grande variedade de sabores, con-sistências, formas e funcionalidade possíveis (fatiabilidade, derretimento e, espalhabilidade) e o apelo ao consumidor. Estes autores afirmaram ainda que essa grande possibili-dade de variação nos queijos fundidos e produtos que os contêm é resultado de diferentes formulações, condições de processo e embalagens. Os produtos também custam menos que os queijos naturais porque são usados queijos de menor custo e ingredientes lácteos baratos. Além disto, dependendo da legislação do país e da categoria em que se enquadra o produto à base de queijo processado, o mesmo pode conter ingredientes não lácteos como amido e gordura vegetal. Es-tes produtos são bastante aceitos pelas redes de lanchonetes e restaurantes do tipo “fast food”. O exemplo mais notável é a inclusão de queijo fundido em fatias em sanduíches (hambúrgueres) e o uso de queijo processado ou fundido desidratado (queijo em pó) em coberturas de salgadinhos e pipocas. Os produtos à base de queijos processados têm vida de prateleira relativamente longa e o resíduo gerado em sua fabricação é mínimo. Ainda para explicar o crescimento des-te setor, várias companhias se especializaram em fabricar

71
equipamentos, sais emulsificantes e outros ingredientes sob encomenda para atender as necessidades desta indústria de novos produtos. Segundo Gonçalvez (2010), no Brasil, nos últimos anos, o crescimento das redes de alimentos prontos para o consumo e a expansão do uso do requeijão em pizzas, pasteis, esfihas e massas gerou a ne-cessidade de produção de um requeijão com características específicas. Criou-se assim um novo tipo de requeijão que ficou conheci-do como requeijão culinário. Segundo dados da ABIQ (Associação Brasileira das Indús-trias de Queijos), no ano de 2010, 801.440 toneladas de quei-jos foram consumidas no Brasil. Foram produzidas 145.000 toneladas de requeijão culinário, o que corresponde a cerca de 18% do total. Cada país tem seu perfil de consumo de queijos e produtos derivados de queijos. Quanto ao panora-ma de produção de queijos fundidos no Brasil tem-se, para o ano de 2010, um total de 62.700 toneladas de requeijão cremoso e 11.472 toneladas de queijos fundidos (ABIQ, 2010).
Aspectos tecnológicos e legaisOs queijos processados, os queijos chamados “espalhá-
veis” e os alimentos à base de queijos são produzidos a par-tir de outros queijos. Uma mistura de queijos (pode ser de diferentes variedades, estágios de maturação e sabor) é ho-mogeneizada com gordura láctea, água e sais fundentes. Os sais fundentes utilizados na fabricação dos queijos imitação são diferentes daqueles usados para produção dos queijos processados tradicionais. Kapoor, Metzger (2008) reportaram que um sal fundente que vem sendo bastante usado para estes tipos de queijos processados usados para substituir a mussarela em pizzas é o fosfato de alumínio e sódio.
Dependendo do tipo de produto e das exigências para a vida de prateleira, a mistura é homogeneizada e aquecida a 70-140ºC por 2 a 15 minutos. Na sequencia é feita a em-balagem ou o fatiamento. A taxa de resfriamento depende do tamanho e formato do queijo, mas várias horas podem se passar até que temperaturas menores que 38ºC sejam atingidas (KAPOOR , METZGER, 2008; JOHNSON, 2001). No Brasil, a prática mais comum é a produção de massa “fresca” para uso no processo de fusão e produção de requeijão (VAN DENDER, 2006) ao invés de queijos maturados. Para produtos substitutos ou imitação de queijos, dentre os quais está o requeijão culinário, os componentes do leite são substituí-dos total ou parcialmente por ingredientes não lácteos como gorduras vegetais. Nestes produtos também são usados sais de caseína, soro de leite, ingredientes derivados de soro de leite e proteínas de outras fontes (DRAKE et al, 2010).
De acordo com Fox et al (2000) a fabricação dos produ-tos à base de queijos processados, dentro da qual está o
requeijão culinário, envolve algumas etapas básicas, como a formulação da mistura, moagem e mistura dos ingredientes, homogeneização da mistura aquecida, embalagem e resfria-mento. A formulação da mistura envolve a seleção do tipo correto e da quantidade de queijos naturais, sais emulsifi-cantes, água e demais ingredientes. Estes autores afirma-ram que a etapa de homogeneização a quente da mistura é influenciada pelo conteúdo de gordura da mistura, pelo tipo de equipamento usado e pelas características que se deseja no produto final.
Van Dender, Moreno (2006) também abordaram os princípios de fab-ricação de requeijão culinário apresentando as etapas de fabricação em um fluxograma que é aqui apresentado na Figura 1.
Figura 1. Fluxograma da tecnologia básica de obtenção do requeijão culinário (extraído de VAN DENDER, MORENO, 2006)
coagulação (acidificação direta ou fermentação láctica)
prensagem
dessoragem
maturação
embalagem e estocagem
seleção do leite desnatado e pasteurização
lavagem
quebra do coágulo e cozimento
moagem da massa e mistura da mesma com parte de creme e sal
fusão (adição dos demais ingredientes)

72
fazer melhor
Segundo Fox et al (2000) o processamento dos produ-tos à base de queijos fundidos se refere, basicamente, ao tratamento térmico da mistura por aquecimento direto ou indireto com agitação constante. A aplicação de vácuo parcial durante a fusão é opcional. A aplicação de vácuo pode ser usada para regular o conteúdo de umidade quando a injeção direta de vapor é usada. Também é interessante o uso de vácuo para remoção de ar do produto final. Para processamentos em batelada os binômios tempo e tempe-ratura variam (70-95ºC por 4 a 15 minutos) dependendo da formulação, extensão da agitação e características desejadas de textura e vida de prateleira. A uma mesma temperatura, o tempo de processamento diminui com a taxa de agitação que varia de 50 a 3000rpm em função do tipo de equipamen-to para trituração e fusão da massa. Em equipamentos con-tínuos, usados principalmente para fabricação de molhos à base de queijos, a mistura é homogeneizada e aquecida a 80-90ºC em misturador a vácuo. Deste misturador a massa é bombeada através de trocadores tubulares e aquecida a 130-145ºC por poucos segundos e resfriada a 90ºC. O produto já processado é bombeado para o equipamento de embalagem.
As condições de temperatura do processamento de queijos fundidos caracterizam uma pasteurização excessiva que destroi a maioria dos microrganismos com exceção dos esporulados. Dentre os esporulados são de importância o Clostridium sporogenes, C. tyrobutyricum, C. butyricum, C. botulinum e Bacillus polymyxa. A presença de coliformes e leveduras é indicativo de falhas na higiene ou de baixas temperaturas de processamento, especialmente no enchi-mento. Além da composição, do pH e da atividade de água (Aw), a presença de sais fundentes e de nisina pode ser inibi-tória para micro-organismos esporulados (JOHNSON, 2001) No Brasil a Portaria no 356/1997 do Ministério da Agricul-tura define os padrões de identidade e qualidade de queijos processados ou fundidos, processados pasteurizados e processados ou fundidos UHT. As características que devem ser atendidas pelo requeijão, requeijão cremoso e requeijão de manteiga são estabelecidas na Portaria no 359/1997. Os padrões microbiológicos dos queijos fundidos e requeijões estão estabelecidos na Portaria no 146/1996 (BRASIL, 1996). Na tabela 1 estão apresentados os requisitos físico-químicos destes produtos constantes destes documentos legais.
Na legislação brasileira não há normatização para o requeijão culinário, já que em nenhum destes documen-tos está prevista a adição de gordura vegetal aos queijos fundidos ou aos requeijões cremosos. Sobre isto Sobral (2007) colocou que o requeijão culinário não é especificado pela legislação brasileira e sua consistência situa-se entre a consistência do requeijão de barra e a do requeijão cremoso, permitindo o envase também em bisnagas e posterior escoa-mento quando utilizado. Embora não existam ainda especificações legais para o requeijão culinário, sabe-se que produto com teor de umi-dade muito alto produzem defeitos nos alimentos prontos onde são usados. A utilização de requeijões culinários com teores muito elevados de umidade no recheio de salgados fritos pode causar até rompido abrupto do alimento durante a fritura. Este defeito, além de prejudicar as características do salgado frito, compromete a segurança das pessoas en-volvidas no seu preparo. Até 2005, em nosso país, produtos com gordura vegetal não podiam ser chamados de requeijão e eram registrados como especialidade láctea, reques, compostos, alimento ou produto à base de requeijão. Tal fato, segundo Silva-Alves et
al (2006), ocorria porque, segundo a Portaria 359/ 1997, a de-nominação requeijão estava reservada ao produto no qual a base láctea não apresentasse gordura vegetal e/ou proteína de origem não láctea. No final de 2005 o Departamento de Inspeção de Produtos de Origem Animal suspendeu a apro-vação de especialidades lácteas e deu um prazo para que as indústrias fizessem as alterações de rotulagem e solicitação de novo número de registro de seus produtos. O produto que constava como especialidade láctea passou a ser denomi-nado requeijão preenchendo-se o espaço em branco com o nome do condimento ou substância alimentícia. Gordura vegetal e amido são considerados substâncias alimentícias. O nome do produto fica (exemplo) REQUEIJÃO COM GORDU-RA VEGETAL E AMIDO (devendo o nome vir completo e em destaque). Segundo Kapoor, Metzger (2008) nos EUA a legislação descreve três categorias de queijos processados: queijo pro-cessado pasteurizado, alimento à base de queijo processado pasteurizado e queijo processado pasteurizado espalhável. De acordo com o “Code of Federal Regulations” americano estas categorias diferem quanto aos requerimentos mínimos para teor de gordura, teor máximo de umidade e pH final mínimo, bem como quanto à quantidade e ao número de
Tabela 1. Requisitos físico-químicos legais de queijos fundidos no Brasil
Queijos processados pasteurizados ou UHT
70 35 (mínimo)
Requeijão 60 45 a 54,9
Requeijão cremoso 65 55 (mínimo)
Requeijão de manteiga 58 25 (mínimo) a 59,9
Produto Umidade máxima (g/100g)
Gordura no Extrato Seco (g/100g)

73
ingredientes opcionais que podem ser usados. Além destas categorias definidas pelo órgão regulamentador há uma categoria não definida chamada: produtos a base de queijos processados. Esta categoria contém ingredientes, como concentrados protéicos de leite, que não são permitidos nas categorias anteriores. O requeijão culinário produzido no Brasil corresponde aos chamados “analogues cheeses” ou “imitation cheese” encontrados no mercado internacional. Queijos análogos são substitutos ou imitação de queijos naturais ou queijos processados fabricados com misturas homogêneas de óleos e gorduras comestíveis, proteínas, água e outros ingredientes obtidos da aplicação de calor, agitação mecânica e sais fun-dentes. Os queijos análogos podem ser classificados como queijos substitutos ou queijos imitação dependendo da com-posição. A agência regulatória americana (FDA) especifica que o queijo análogo é classificado como um substituto se não for nutricionalmente inferior ao original e uma imitação se ele substituir e representar outro queijo, mas for nutricio-nalmente inferior, isto é, apresenta redução no conteúdo de nutrientes essenciais (GUINEE, 2007). Pesquisas sobre requeijão culinário
Existem estudos importantes sobre os fundamentos tecnológicos da fabricação de requeijão culinário no Brasil. Entre os mais recentes pode-se apontar o de Sobral (2007) que estudou várias formulações de requeijão culinário com diferentes teores de amido e gordura vegetal e o de Gonçalvez (2010) que estudou o efeito da adição de casei-nato de cálcio em requeijões culinários, mas sem adição de ingredientes não lácteos. Analisando os dados obtidos por Sobral (2007) em 11 formulações de requeijão culinário com diferentes teores de amido (de 1,18 a 6%) e gordura vegetal (substituição de 30 a 100% da gordura láctea) os teores de umidade ficaram na faixa permitida pela legislação para requeijão cremoso. Recentemente um grupo de pesquisadores brasileiros publicou trabalho sobre método para avaliação de ácidos graxos trans em requeijões contendo gordura vegetal hidro-genada (BARRA et al, 2012). A gordura vegetal hidrogenada tem ampla utilização como substituto de creme de leite na fabricação de requeijões (queijos processados espalháveis). Estes autores destacaram que a adição de gordura vegetal hidrogenada durante a fabricação de queijo processado es-palhável (requeijão) tem implicações para a saúde devido à presença de ácidos graxos trans. A gordura trans provenien-te de gordura vegetal hidrogenada inibe a ação de enzimas específicas no fígado levando ao aumento dos níveis de colesterol.
A aplicação de amido, por sua vez, tem sido muito estu-dada para uso em produtos a base de queijos processados. As propriedades físicas como as reológicas e a microestru-tura são influenciadas pelas interações entre o amido e as proteínas do leite. Considine et al (2011) reportaram estudos sobre a influência de concentração e do conteúdo de amilose de amidos de diferentes origens nas propriedades físicas de produtos a base de queijos processados. Amidos com altos teores de amilose aumentam mais a dureza em queijos processados, devido a mais rápida retrogradação durante sua estocagem, do que nos amidos com baixos teores de amilose. Além disto, a dureza do queijo processado contendo amido aumenta linearmente com o aumento da concentra-
ção deste carboidrato. Segundo estes autores, o aumento da concentração de amido resulta em uma estrutura protéica menos homogênea. Eles ainda citaram os resultados de tra-balhos que avaliaram a influência de amidos de batata, trigo, arroz e amidos de milho modificados em queijos processa-dos modelo. Contudo, destacaram que, embora os sistemas modelo sejam de extrema importância para a compreensão dos mecanismos da mistura amido proteína os ensaios nos sistemas reais são indispensáveis.
O principal benefício da adição de amido aos produ-tos lácteos é a redução de custos. Contudo, de acordo com Considine et al (2011), o amido tem atributos importantes que melhoram a funcionalidade e performance do produto. Sobral (2007) verificou que com o uso de 4% de amido às formulações dos requeijões culinários o desempenho destes produtos, nos ensaios de derretimento envolvendo fornea-mento, era melhorado. O sabor desempenha importante papel nos produtos a base de queijos processados. No estudo de Drake et al (2010) foi elaborado o perfil sensorial de produtos a base de queijos processados e imitação, verificando-se que os fatores in-fluenciadores são a quantidade de queijos naturais usados, o tratamento térmico aplicado e a presença ou ausência de outros ingredientes. O sabor e grau de maturação do queijo natural usado no queijo processado também exerce grande papel no sabor. Os queijos imitação são, em geral, “suaves” e “sem sabor”. Estes autores destacaram que há poucas pes-quisas sendo conduzidas sobre os fatores que influenciam o sabor destes produtos. O estudo de Lu et al (2007) avaliou as propriedades reo-lógicas, de textura e de derretimento de várias amostras comerciais de queijos processados de diferentes categorias nos Estados Unidos. Eles encontraram variações considerá-veis nas propriedades reológicas e de textura de amostras comerciais de queijos processados pasteurizados. Estas diferenças provavelmente refletem as condições de proces-samento e ingredientes usados. As diferenças também se devem a necessidade dos queijos processados em atender exigências dos fabricantes de alimentos onde serão usados, como pizzas ou tortas. Estes autores também destacaram a limitação de informação sobre textura e funcionalidade de queijos processados e produtos a base deles.
Montesinos-Herrero et al (2006) avaliaram a viabilidade de fabricar queijos imitação com reduzido teor de gordura e adicionados de fibra dietética. O queijo processado controle que usaram continha 42.99% de água, 28,41% de caseína (contendo 80% de proteína), 16,65% de gordura de palma hidrogenada, 8,2% de óleo de canola, 1,49% de emulsifi-cantes (sendo 1.02% de citrato trissódico, 0,47% de fosfato dissódico e 0,58% de ácido cítrico) e 0,09% de ácido sórbico. Foram produzidas também formulações contendo diferentes tipos e teores de amidos resistentes (5; 7,5; 10 e 12,5%). Nes-ta pesquisa a adição dos amidos resistentes não objetivou a redução de custo, mas o aumento de benefícios a saúde do produto reduzindo cerca de 75% do teor de gordura da formulação controle. Foram realizadas avaliações de derre-timento, textura, reologia e microestrutura das diferentes amostras.

74
fazer melhor
ConclusõesOs requeijões culinários surgiram como alternativa para
a fabricação de produtos de custo reduzido e características específicas de funcionalidade, em virtude da substituição de ingredientes lácteos por não lácteos. Eles possuem mercado promissor devido a sua utilização como ingrediente por res-taurantes institucionais e comerciais, indústrias de alimen-tos congelados, semi-prontos e pelas redes de lanchonetes e restaurantes do tipo “fast food”. Para o requeijão culinário em nosso país ainda existem mais possibilidades se forem consideradas as formulações com teor reduzido de gordu-ra, de sódio ou com adição de fibras ainda não produzidas aqui. Estes produtos representam grande parcela dos queijos produzidos no Brasil e merecerão mais destaque nos estudos dos cientistas da área nos próximos anos. Bibliografia
1. ABIQ. CRISCIONE, DISNEY (Organizador). ASSO-CIAÇÃO BRASILEIRA DAS INDÚSTRIAS DE QUEIJO. São Paulo 20/01/2011. Fontes - SIPA até 1990 - Nielsen 2006, Desk Re-search - Pesquisa Ad Hoc, Importações: CONIL/SINDLEITE/SECEX. 2010.
2. BARRA PMC, BARRA MM, AZEVEDO MS, FETT R, MICKE GA, COSTA ACO, OLIVEIRA MAL. A rapid method for monitoring total trans fatty acids (TTFA) during industrial manufacturing of Brazilian spreadable processed cheese by capillary zone electrophoresis. Food Control 23 (2012) 456-461.
3. BRASIL. Portaria Nº 356, de 4 de setembro de 1997. Aprova o Regulamento Técnico para Fixação de Identidade e Qualidade de Queijo Processado ou Fundido, Processado Pasteurizado e Processado ou Fundido U.H.T (UAT). Publica-do no Diário Oficial da União de 08/09/1997, Seção 1, Página 19687.
4. BRASIL. Portaria Nº 359, DE 04 DE SETEMBRO DE 1997. Aprova o Regulamento Técnico para Fixação de Iden-tidade e Qualidade do Requejão ou Requesõn. Publicado no Diário Oficial da União de 08/09/1997, Seção 1, Página 19690.
5. BRASIL. Ministério da Agricultura, do Abasteci-mento e da Reforma Agrária. Portaria nº 146, de 7 de março de 1996. Aprova os Regulamentos Técnicos de Identidade e Qualidade dos Produtos Lácteos. D.O.U. de 11/03/1996.
6. CONSIDINE T, NOISUWAN A, HEMAR Y, WILKINSON B, BRONLUND J, KASAPIS S. Rheological investigations of the interactions between starch and milk proteins in model dairy systems: A review. Food Hydrocolloids 25 (2011) 2008-2017.
7. DRAKE SL, YATES MD, DRAKE MA. Development of a flavor lexicon for processed and imitation cheeses. Journal of Sensory Studies 25 (2010) 720–739.
8. FOX, P.F.; GUINEE, T. P. COGAN, T.M.; MCSWEENEY, P.L.H. Fundamentals of Cheese Science. Springer, 2000. 587 p.
9. GONÇALVES, M.C. Efeito da adição de caseinato e do tempo de cozimento na textura, funcionalidade e aceita-ção sensorial do requeijão culinário. Dissertação de Mestra-do em Tecnologia de Alimentos. Faculdade de Engenharia de Alimentos. UNICAMP. Campinas – SP. 2010.
10. GUINEE, TP. Introduction: what are analogue che-eses? (pergunta número 196). In: McSweeney, P. L. H. Cheese problems solved. CRC Press Woodhead Publishing Limited: Inglaterra. 2007.
11. JOHNSON, M.E. Cheese Products (capítulo 11). In: Marth, E.H.; Steele, J.L. Applied Dairy Microbiology. Nova Iorque: Marcel Dekker. 2001.
12. KAPOOR, R.; METZGER, L.E. Process Cheese: Scien-tific and Technological Aspects—A Review. Comprehensive Reviews in Food Science and Food Safety 7 (2008) 194 – 214.
13. LU Y, SHIRASHOJI N, LUCEY JA. Rheological, textu-ral and melting properties of commercial samples of some of the different types of pasteurized processed cheese. Inter-national Journal of Dairy Technology 60 (2007) 74-80.
14. MONTESINOS-HERRERO C, COTTELL DC, O’RIORDAN ED, O’SULLIVAN M. Partial replacement of fat by functional fibre in imitation cheese: Effects on rheology and microstructure. International Dairy Journal 16 (2006) 910–919.
15. SILVA-ALVES AT, VAN DENDER, AFG, SPADOTI, LM. Aspectos da legislação (Capítulo 13). In: VAN DENDER, A.G.F. Requeijão Cremoso e Outros Queijos Fundidos: Tecnologia de Fabricação, Controle do Processo e Aspectos de Mercado. Ed. Fonte: São Paulo. 2006. 392 p.
16. SOBRAL, D. Otimização do processo de fabricação de análogos de requeijão culinário. Campinas, 2007. 102 p. Dissertação (Mestre em Tecnologia de Alimentos) – Facul-dade de Engenharia de Alimentos, Universidade Estadual de Campinas.
17. TAMIME, A. Processed Cheese and Analogues. Ed. Wiley-Blackwell. 2011. 368 p.
18. VAN DENDER AGF, MORENO I. Alternativas Tecno-lógicas de Fabricação de Requeijão Cremoso visando Novos Mercados (Capítulo 10). In: Requeijão Cremoso e Outros Queijos Fundidos: Tecnologia de Fabricação, Controle do Processo e Aspectos de Mercado. Ed. Fonte: São Paulo. 2006. 392 p.
19. VAN DENDER A.G.F. Requeijão: Aspectos Gerais (Ca-pítulo 1). In: Requeijão Cremoso e Outros Queijos Fundidos: Tecnologia de Fabricação, Controle do Processo e Aspectos de Mercado. Ed. Fonte: São Paulo. 2006. 392 p.

75

76