Farley, Unit 1, ASME Section XI Requests for Relief Number RR-51 … · 2020. 10. 30. · SOUTHERN...
37
J. Barnie Beasley, Jr., P.E. Vice President Southern Nuclear Operating Company, Inc. 40 Inverness Center Parkway Post Office Box 1295 Birmingham, Alabama 35201 Tel 205 992 7110 Fax 205 992 0341 4 SOUTHERNAM COMPANY Energy to Serve YourWorld' NL-03-0684 March 28, 2003 Docket Nos.: 50-348 U. S. Nuclear Regulatory Commission ATTN: Document Control Desk Washington, D. C. 20555-0001 Joseph M. Farley Nuclear Plant - Unit I ASME Section XI Requests for Relief Number RR-51 and RR-52 Alternative Repair Technique and Inspection Requirement - Reactor Vessel Head Ladies and Gentlemen: In response to Bulletin 2002-02 and the Order issued February 11, 2003 requiring inspection of reactor pressure vessel (RPV) heads and associated penetration nozzles, Southern Nuclear Operating Company (SNC) has committed to perform bare metal visual (BMV) inspection, ultrasonic testing (UT), and eddy current testing (ECT) at Farley Nuclear Plant (FNP) Unit I during the refueling outage beginning March 29, 2003. The enclosed relief requests RR-51 and RR-52 for FNP Unit 1 are submitted in accordance with the provisions of 10 CFR 50.55a as a contingency to provide an alternate repair method in the event that these inspections indicate any nozzle repairs are necessary. SNC will promptly inform the NRC if the need for such repairs arises. This letter contains no NRC commitments. If you have any questions, please advise. Sincerely, JBBfDW~D/sdl Enclosures: 1. Request for Relief No. 51 2. Request for Relief No. 52 64-7
Transcript of Farley, Unit 1, ASME Section XI Requests for Relief Number RR-51 … · 2020. 10. 30. · SOUTHERN...

J. Barnie Beasley, Jr., P.E.Vice President
Southern NuclearOperating Company, Inc.40 Inverness Center ParkwayPost Office Box 1295Birmingham, Alabama 35201
Tel 205 992 7110Fax 205 992 0341 4SOUTHERNAM
COMPANYEnergy to Serve YourWorld'
NL-03-0684
March 28, 2003
Docket Nos.: 50-348
U. S. Nuclear Regulatory CommissionATTN: Document Control DeskWashington, D. C. 20555-0001
Joseph M. Farley Nuclear Plant - Unit IASME Section XI Requests for Relief Number RR-51 and RR-52
Alternative Repair Technique and Inspection Requirement - Reactor Vessel Head
Ladies and Gentlemen:
In response to Bulletin 2002-02 and the Order issued February 11, 2003 requiringinspection of reactor pressure vessel (RPV) heads and associated penetration nozzles,
Southern Nuclear Operating Company (SNC) has committed to perform bare metal visual
(BMV) inspection, ultrasonic testing (UT), and eddy current testing (ECT) at Farley
Nuclear Plant (FNP) Unit I during the refueling outage beginning March 29, 2003. The
enclosed relief requests RR-51 and RR-52 for FNP Unit 1 are submitted in accordancewith the provisions of 10 CFR 50.55a as a contingency to provide an alternate repair
method in the event that these inspections indicate any nozzle repairs are necessary. SNC
will promptly inform the NRC if the need for such repairs arises.
This letter contains no NRC commitments. If you have any questions, please advise.
Sincerely,
JBBfDW~D/sdl
Enclosures: 1. Request for Relief No. 512. Request for Relief No. 52
64-7

U. S. Nuclear Regulatory CommissionNL-03-0684Page 2
cc: Southern Nuclear Operating CompanyMr. J. D. Woodard, Executive Vice PresidentMr. D. E. Grissette, General Manager - Plant FarleyDocument Services RTYPE: CFA04.054; LC # 13753
U. S. Nuclear Regulatory CommissionMr. L. A. Reyes, Regional AdministratorMr. F. Rinaldi, NRR Project Manager - FarleyMr. T. P. Johnson, Senior Resident Inspector - Farley

ENCLOSURE 1
SOUTHERN NUCLEAR OPERATING COMPANY
FARLEY UNIT 1UPDATED PROGRAM
REQUEST FOR RELIEF RR-51

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-51
System/Component(s) for Which Alternative is Requested: Reactor Vessel Closure Head(RVCH), Class 1 Pressure Retaining Partial Penetration Welds in Vessels, ASME Section XI,1989 Edition, Examination Category B-E, Item B4.1 1, Vent Line Penetration Nozzle J-GrooveWeld.
II. Code Requirement:
Farley Unit 1 is currently in the third inspection interval using the 1989 Edition of ASME SectionXI with no Addenda. Augmented ultrasonic examinations of the RVCH penetration nozzles areplanned, as committed to in response to NRC Bulletin 2002-02 and Order EA-03-009. In theevent that defects are discovered in the nozzle base material that exceed the acceptable limits ofIWA-3000, IWA-3132.2 requires that they either be removed or the component be repaired to theextent necessary to meet the acceptance standards of IWB-3000. IWB-3133 requires that repairscomply writh the requirements of IWA-4000 and IWB-4000.
IWA-4120(a) requires that "Repairs shall be performed in accordance with the Owner's DesignSpecification and the original Construction Code of the system. Later editions and Addenda ofthe Construction Code or of Section III, either in their entirety or portions thereof, and CodeCases may be used. If repair welding cannot be performed in accordance with theserequirements, the applicable alternative requirements of IWA-4500 and the following may beused:
(1) IWB-4000 for Class 1 components;(2) ... "
The latest Edition and Addenda of ASME Section III incorporated by reference in 10 CFR50.55a(b)(1) is the 1998 Edition through the 2000 Addenda. IWA-4120 (c) permits that "LaterEditions and Addenda of Section XI, either in their entirety or portions thereof, may be used forthe repair program, provided these Editions and Addenda of Section XI at the time of the plannedrepair have been incorporated by reference in amended regulations of the regulatory authorityhaving jurisdiction at the plant site." The latest Edition and Addenda of ASME Section XIincorporated by reference in 10 CFR 50.55a(b)(2) is the 1998 Edition through the 2000 Addenda.
The Construction Code of record for the Farley Unit 1 reactor vessel and closure head is the 1968edition of ASME Section I1m with Addenda through Summer 1970.
III. Code Requirement for Which Alternative is Requested: Pursuant to 10 CFR 50.55a(a)(3)(i), theuse of a technical alternative is requested in lieu of the rules in the 1989 Edition of ASME SectionXI, IWA-4120(a) which require repairs to be performed in accordance with the Owner's DesignSpecification and the original Construction Code of the system, or the applicable alternativerequirements of IWA-4500 and IWB-4000. Augmented ultrasonic examinations of the RVCHpenetration nozzles are planned, as committed to in response to NRC Bulletin 2002-02 and OrderEA-03-009. In the event a flaw is found in a RVCH vent line penetration nozzle J-groove weld,this technical alternative for repairs will be utilized.
As permitted by Subarticle IWA-4120(c) of ASME Section XI, 1989 Edition, repair of the FarleyUnit 1 RVCH vent line penetration nozzle J-groove weld will be performed in accordance withthe later 1998 Edition through 2000 Addenda of ASME Section XI. ASME Section XI providesrepair requirements that supplement, amend or supercede the repair rules of the Construction
Enclosure 1 Page 1 of 24

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-51
Code. Where applicable, compliance with these additional requirements is mandatory. Withrespect to repair welding of the RVCH vent line penetration nozzle J-groove weld, the followingrequirements of the 1998 Edition through 2000 Addenda of ASME Section XI apply:
* IWA-4421 - Construction Code and Owner's Requirements
IWA-4421 establishes Construction Code and Owner's requirements for performing welding,brazing, defect removal, and installation activities. Additionally, lWA4421 requires that therequirements of lWA4460 be used in lieu of Construction Code requirements for mechanicaland thermal metal removal, and that the requirements of IWA4422 be used in lieu ofConstruction Code requirements for examination of defect removal areas. Supplementing thedefect removal requirements in ASME Section m, the requirements of IWA-4421 apply tothe performance of localized defect removal and repair welding of RVCH penetration nozzlebase materials.
IWA-4421(a) states: "Welding, brazing, defect removal, and installation activities shall beperformed in accordance with the Owner's Requirements and the Construction Code of thecomponent or system, except as provided in (b) and (c) below. The requirements of IWA-4460 shall be used in lieu of Construction Code requirements for mechanical and thermalmetal removal. The requirements of IWA-4422 shall be used in lieu of Construction Coderequirements for examination of defect removal areas."
* IWA-4430 - Alternatives to Construction Code Requirements
IWA-4430 provides for the use of alternative welding methods for repairs in lieu of theConstruction Code requirements. These alternatives include temper bead welding.
IWA4430 states: "In lieu of the requirements of IWA-4420, the requirements of IWA-4600may be used for alternative welding methods."
* IWA-4600 - Alternative Welding Methods
IWA-4600 of ASME Section Xl establishes alternative repair welding methods for weldingunder water and temper bead welding. Underwater welding is not applicable to the repair ofthe RVCH vent line penetration nozzle J-groove welds. However, since postweld heattreatment cannot be performed on the repair weld for the RVCH vent line penetration nozzleJ-groove weld, the use of temper bead welding methods is applicable. IWA-4620 applies totemper bead welds in similar materials, IWA-4630 applies to temper bead welds in dissimilarmaterials and IWA-4640 applies to temper bead welds in cladding. The Farley Unit 1 RVCHvent line penetration nozzle J-groove weld joins the SB-167 Alloy 600 (P-No. 43) nozzle tothe SA-533 Gr. B Cl. 1 low alloy steel (P-No. 3) head as shown in Figure 1. This is adissimilar material combination, so the requirements of IWA-4630 are applicable. IWA-4610contains general requirements applicable to all materials regarding preheat, thermocouples,recording instruments, welding procedure qualification and performance qualification.
IWA4600(b) and (b)(l) state: "When postweld heat treatment is not to be performed, thefollowing provisions may be used.
Enclosure 1 Page 2 of 24

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-51
(1) The welding methods of IWA-4620, IWA-4630, or IWA-4640 may be used in lieu of thewelding and nondestructive examination (NDE) requirements of the Construction Codeor Section m, provided the requirements of IWA-4610 are met."
* IWA4610 - General Requirements for All Materials
IWA-4610(a) states: "The area to be welded plus a band around the area of at least 1-1/2times the component thickness or 5 in., whichever is less, shall be preheated and maintainedat a minimum temperature of 3500F for the SMAW process and 3000F for the GTAW processduring welding. The maximum interpass temperature shall be 450oF. Thermocouples andrecording instruments shall be used to monitor the process temperatures. Their attachmentand removal shall be in accordance with Section III."
IWA-4610(b)(2) states: "Performance Qualification If the weld is to be performed wherephysical obstructions impair the welder's ability to perform, the welder shall also demonstratethe ability to deposit sound weld metal in the positions required, using the same parametersand simulated physical obstructions as are involved in the repair/replacement activity." Thislimited accessibility demonstration applies when manual temper bead welding is performedby welders using the Shielded Metal Arc Welding (SMAW) process. It does not apply to"welding operators" who perform machine or automatic Gas Tungsten Arc Welding (GTAW)from a remote location. (This distinction is clearly made in IWA-4610 and IWA-4630.)Because the proposed ambient temperature temper bead technique described in Attachment 1utilizes a remote machine GTAW welding process and physical obstructions do not impair awelding operator's ability to perform, limited access demonstrations of "welding operators"are not required. Therefore, the requirement of IWA-4610(b)(2) does not apply.
* IWA-4630 - Alternative Welding Methods for Dissimilar Materials
IWA-4630 applies to dissimilar materials, including welds that join P-No. 43 nickel alloy toP-No. 3 low alloy steels. IWA-4631(a) states: "Repair/replacement activities on welds thatjoin P-No. 8 or P-No. 43 material to P-No. 1, 3, 12A, 12B, and 12C material may be madewithout the specified postweld heat treatment, provided the requirements of IWA-4631(b)and IWA-4632 through IWA-4634 are met." IWA-4631(b) states: "Repair/replacementactivities in accordance with this paragraph are limited to those along the fusion line of anonferritic weld to ferritic base material where 1/8-inch or less of nonferritic weld depositexists above the original fusion line after defect removal. If the defect penetrates into theferritic base material, welding of the base material may be performed in accordance withIWA-4633 provided the depth of the weld in the base material does not exceed 3/8-inch. Therepair/replacement activity performed on a completed joint shall not exceed one-half the jointthickness. The surface of the completed weld shall not exceed 100 sq in."
IWA-4633.1 establishes procedure technique requirements that apply when using the SMAWprocess. Because the proposed ambient temperature temper bead technique of Attachment 1utilizes the machine or automatic GTAW welding process, the SMAW temper bead techniquerequirements of paragraph IWA-4532.1 do not apply.
IWA-4633.2 applies to temper bead welding performed with the GTAW process. IWA-4633.2(c) states: "The cavity shall be buttered with the first six layers of weld metal as shownin Fig. IWA-4633.2-1, Steps 1 through 3, with the weld heat input for each layer controlled to
Enclosure 1 Page 3 of 24

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-51
within ±10% of that used in the procedure qualification test. Subsequent layers shall bedeposited with a heat input equal to or less than that used for layers beyond the sixth in theprocedure qualification. The completed weld shall have at least one layer of weldreinforcement deposited and then this reinforcement shall be removed by mechanical means,making the finished surface of the weld substantially flush with the surface surrounding theweld." IWA-4633.2(d) states: "After at least 3/16-inch of weld metal has been deposited, theweld area shall be maintained at a minimum temperature of 300F for a minimum of 2 hr inP-No. 1 materials. For P-No. 3 materials, the minimum holding time shall be 4 hr."
* IWA-4634 - Examination of Alternative Welding Methods for Dissimilar Materials
IWA-4634 establishes the requirements for examination of welds performed with the temperbead welding method of IWA-4630 for dissimilar materials. IWA-4634 states: "The weld aswell as the preheated band shall be examined by the liquid penetrant method after thecompleted weld has been at ambient temperature for at least 48 hr. The weld shall bevolumetrically examined."
Temper bead repair of RVCH vent line penetration nozzle J-groove weld must be performedin accordance with IWA4610 and IWA4630 whenever the repair cavity is within 1/8-inchof the ferritic base materials of the RVCH. When the GTAW process is used on P-No. 3 basematerials in accordance with lWA-4610 and IWA-4630, temper bead welding is performed asfollows:
* Only the automatic or machine GTAW process using cold wire feed can be used. ManualGTAW cannot be used.
* A minimum preheat temperature of 3000F is established and maintained throughout thewelding process. Interpass temperature cannot exceed 4500F.
* The weld cavity is buttered with at least six (6) layers of weld metal.
* Heat input of the initial six layers is controlled to within +10% of that used for the firstsix layers during procedure qualification testing.
* After the first six weld layers, repair welding is completed with a heat input that is equalto or less than that used in the procedure qualification for weld layers seven and beyond.
* Upon completion of welding, a postweld soak or hydrogen bake-out at a minimumtemperature of 3000F for a minimum of 4 hours is required.
* Preheat, interpass, and postweld soak temperatures are monitored using thermocouplesand recording instruments.
* The repair weld and preheated band are examined in accordance with IWA-4634 after thecompleted weld has been at ambient temperature for 48 hours.
Enclosure 1 Page 4 of 24

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-51
IV. Basis for Alternative:
IWA-4610 and IWA-4630 of ASME Section XI establish requirements for performing temperbead welding of "dissimilar materials". According to IWA-4630, either the automatic or machineGTAW process or SMAW process may be used. When using the machine GTAW process, aminimum preheat temperature of 300'F must be established and maintained throughout thewelding process while the interpass temperature is limited to 450'F. Upon completion ofwelding, a postweld soak is required at 300'F for a minimum of 4 hours.
The IWA4610 and IWA-4630 temper bead welding process is a time and personnel radiationdose intensive process. Resistance heating blankets are attached to the RVCH; typically acapacitor discharge stud welding process is used. Thermocouples must also be attached to theRVCH using a capacitor discharge welding process to monitor preheat, interpass, and postweldsoak temperatures. Prior to heat-up, thermal insulation is also installed. Upon completion ofrepair welding (including the postweld soak), the insulation, heating blankets, studs, andthermocouples must be removed from the RVCH. Thermocouples and stud welds are removedby grinding. Ground removal areas must be subsequently examined by the liquid penetrant ormagnetic particle method. A significant reduction in radiation dose could be realized by utilizingan ambient temperature temper bead process. Because the ASME Code does not presentlyinclude rules for ambient temperature temper bead welding, Southern Nuclear OperatingCompany (SNC) proposes the alternative described in Section V below.
Suitability of Proposed Ambient Temperature Temper Bead Technique
A. Evaluation of the Ambient Temperature Temper Bead Technique
Research by the Electric Power Research Institute (EPRI) and other organizations on the useof an ambient temperature temper bead welding operation using the machine GTAW processis documented in EPRI Report GC-1 11050. According to the EPRI report, repair weldsperformed with an ambient temperature temper bead procedure utilizing the machine GTAWwelding process exhibit mechanical properties equivalent or better than those of thesurrounding base material. Laboratory testing, analysis, successful procedure qualifications,and successful repairs have all demonstrated the effectiveness of this process.
The effects of the ambient temperature temper bead welding process of Attachment I onmechanical properties of repair welds, hydrogen cracking, and restraint cracking areaddressed below.
1. MECHANICAL PROPERTIES
The principal reasons to preheat a component prior to repair welding is to minimize thepotential for cold cracking. The two cold cracking mechanisms are hydrogen crackingand restraint cracking. Both of these mechanisms occur at ambient temperature.Preheating slows down the cooling rate resulting in a ductile, less brittle microstructurethereby lowering susceptibility to cold cracking. Preheat also increases the diffusion rateof monatomic hydrogen that may have been trapped in the weld during solidification. Asan alternative to preheat, the ambient temperature temper bead welding process utilizesthe tempering action of the welding procedure to produce tough and ductile
Enclosure 1 Page 5 of 24

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-5 1
microstructures. Because precision bead placement and heat input control ischaracteristic of the machine GTAW process, effective tempering of weld heat affectedzones is possible without the application of preheat. According to Section 2.1 of EPRIReport GC-1 11050, "The temper bead process is carefully designed and controlled suchthat successive weld beads supply the appropriate quantity of heat to the untempered heataffected zone such that the desired degree of carbide precipitation (tempering) isachieved. The resulting microstructure is very tough and ductile."
The IWA-4630 temper bead process also includes a postweld soak requirement.Performed at 300'F for 4 hours (P-No. 3 base materials), this postweld soak assists
diffusion of any remaining hydrogen from the repair weld. As such, the postweld soak isa hydrogen bake-out and not a postweld heat treatment as defined by the ASME Code.At 300'F, the postweld soak does not stress relieve, temper, or alter the mechanicalproperties of the weldment in any manner.
Section 2.1 of Attachment 1 establishes detailed welding procedure qualificationrequirements. Simulating base materials, filler metals, restraint, impact properties, andprocedure variables, the qualification requirements of Section 2.1 provide assurance thatthe mechanical properties of repair welds will be equivalent or superior to those of thesurrounding base material. It should also be noted that the qualification requirements ofSection 2.1 of Attachment 1 are identical to those in IWA-4630. The Westinghouse/PCIambient temperature temper bead welding procedure specification (WPS) 343/52-TBMC-GTAW-N638 was qualified in accordance with Attachment 1. Based upon theprocedure qualification test results, the impact properties of the base material heataffected zone were superior to those of the unaffected base material. The mechanicaltesting results for the procedure qualification are summarized in Section IV.C below.
2. HYDROGEN CRACKING
Hydrogen cracking is a form of cold cracking. It is produced by the action of internaltensile stresses acting on low toughness heat affected zones. The internal stresses areproduced from localized build-ups of monatomic hydrogen. Monatomic hydrogen formswhen moisture or hydrocarbons interact with the welding arc and molten weld pool. Themonatomic hydrogen can be entrapped during weld solidification and tends to migrate totransformation boundaries or other microstructure defect locations. As concentrationsbuild, the monatomic hydrogen will recombine to form molecular hydrogen, thusgenerating localized internal stresses at these internal defect locations. If these stressesexceed the fracture toughness of the material, hydrogen induced cracking will occur.This form of cracking requires the presence of hydrogen and low toughness materials. Itis manifested by intergranular cracking of susceptible materials and normally occurswithin 48 hours of welding.
IWA-4610 establishes elevated preheat and postweld soak requirements. The elevatedpreheat temperature of 3000F increases the diffusion rate of hydrogen from the weld.The postweld soak at 300'F was also established to bake-out or facilitate diffusion of anyremaining hydrogen from the weldment. However, while hydrogen cracking is a concernfor SMAW which uses flux covered electrodes, the potential for hydrogen cracking issignificantly reduced when using the machine GTAW welding.
Enclosure 1 Page 6 of 24

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-5 1
The machine GTAW welding process is inherently free of hydrogen. Unlike the SMAWprocess, GTAW welding filler metals do not rely on flux coverings that are susceptible tomoisture absorption from the environment. Conversely, the GTAW process utilizes dryinert shielding gases that cover the molten weld pool from oxidizing atmospheres. Anymoisture on the surface of the component being welded will be vaporized ahead of thewelding torch. The vapor is prevented from being mixed with the molten weld pool by
the inert shielding gas that blows the vapor away before it can be mixed. Furthermore,modem filler metal manufacturers produce wires having very low residual hydrogen.This is important because filler metals and base materials are the most realistic sources ofhydrogen for automatic or machine GTAW temper bead welding.
As explained above, the potential for hydrogen induced cracking is greatly reduced byusing machine GTAW process. However, should it occur, cracks would be detected bythe final NDE performed after the completed repair weld has been at ambient temperaturefor at least 48 hours as required in Section 4.0 of Attachment 1. Regarding this issue,EPRI Report GC-1 11050, Section 6.0 concluded the following:
"No preheat temperature or postweld bake above ambient temperature is required toachieve sound machine GTAW temper bead repairs that have high toughness andductility. This conclusion is based on the fact that the GTAW process is an inherentlylow hydrogen process regardless of the welding environment. Insufficient hydrogen isavailable to be entrapped in solidifying weld material to support hydrogen delayedcracking. Therefore, no preheat nor postweld bake steps are necessary to removehydrogen because the hydrogen is not present with the machine GTAW process."
3. COLD RESTRAINT CRACKING
Cold cracking generally occurs during cooling at temperatures approaching ambienttemperature. As stresses build under a high degree of restraint, cracking may occur atdefect locations. Brittle microstructures with low ductility are subject to cold restraintcracking. However, the ambient temperature temper bead process is designed to providea sufficient heat inventory so as to produce the desired tempering for high toughness.Because the machine GTAW temper bead process provides precision bead placement andcontrol of heat, the toughness and ductility of the heat affected zone will typically besuperior to the base material. Therefore, the resulting structure will be appropriatelytempered to exhibit toughness sufficient to resist cold cracking. Additionally, even ifcold cracking were to occur, it would be detected by the final NDE which is performedafter the completed repair weld has been at ambient temperature for at least 48 hours asrequired in Section 4.0 of Attachment 1.
In conclusion, no elevated preheat or postweld soak above ambient temperature isrequired to achieve sound and tough repair welds when performing ambient temperaturetemper bead welding using the machine GTAW process. This conclusion is based uponstrong evidence that hydrogen cracking will not occur with the GTAW process. Inaddition, automatic or machine temper bead welding procedures without preheat willproduce satisfactory toughness and ductility properties both in the weld and weld heataffected zones. The results of previous industry qualifications and repairs further supportthis conclusion. The use of an ambient temperature temper bead welding procedure will
Enclosure 1 Page 7 of 24

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-51
improve the feasibility of performing localized weld repairs with a significant reductionin radiological exposure. EPRI Report GC-1 11050, Section 6.0 concluded the following:
"Repair of RPV components utilizing machine GTAW temper bead welding at ambienttemperature produces mechanical properties that are commonly superior to those of theservice-exposed substrate. The risk of hydrogen delayed cracking is minimal using theGTAW process. Cold stress cracking is resisted by the excellent toughness and ductilitydeveloped in the weld HAZ (heat affected zone). Process design and geometry largelycontrol restraint considerations, and these factors are demonstrated during weldprocedure qualification."
B. Evaluation of Proposed Alternatives to ASME Section Xl, IWA-4610 and IWA-4630
1. According to IWA-4600(b), repairs may be performed to dissimilar base materials andwelds without the specified postweld heat treatment of ASME Section m provided therequirements of IWA-4610 and IWA-4630 are met. The temper bead rules of IWA-4610and IWA-4630 apply to dissimilar materials such as P-No. 43 to P-No. 3 base materialswelded with F-No. 43 filler metals. When using the GTAW-machine process, the IWA-4610 and IWA-4630 temper bead process is based fundamentally on an elevated preheattemperature of 300'F, a maximum interpass temperature of 4500 F, and a postweld soakof 3000F. The proposed alternative of Attachment 1 also establishes requirements toperform temper bead welding on dissimilar material welds that join P-No. 43 to P-No. 3base materials using F-No. 43 filler metals. However, the temper bead process ofAttachment 1 is an ambient temperature technique which only utilizes the GTAW-machine or GTAW-automatic process. The suitability of the proposed ambienttemperature temper bead technique is evaluated in this section. The results of thisevaluation demonstrate that the proposed ambient temperature temper bead techniqueprovides an acceptable level of quality and safety.
2. According to IWA-461 0(a), the weld area plus a band around the repair area of at least 1-1/2 times the component thickness or 5 inches, whichever is less, shall be preheated andmaintained at a minimum temperature of 300'F for the GTAW process during weldingwhile the maximum interpass temperature is limited to 450'F. The ambient temperaturetemper bead technique of Attachment 1 also establishes a preheat band of at least 1-1/2times the component thickness or 5 inches, whichever is less. However, the proposedalternative ambient temperature temper bead technique requires a minimum preheattemperature of 550F, a maximum interpass temperature of 150'F for the first three layers,and a maximum interpass temperature of 3500F for the balance of welding. Thesuitability of an ambient temperature temper bead technique with reduced preheat andinterpass temperatures is addressed in Section IV.A above.
3. According to IWA-4610(a), thermocouples and recording instruments shall be used tomonitor process temperatures. As an alternative to IWA4610(a), SNC proposes tomonitor preheat and interpass temperatures using an infrared thermometer. Infraredthermometers are hand-held devices that can be used to monitor process temperaturefrom a remote location. To determine the preheat and interpass temperatures during thewelding operation, the infrared thermometer is pointed at a target location adjacent to therepair weld. The target location is identified by a circle consisting of eight laser spots. Asingle laser spot in the center of the circle identifies the center of the measurement area.
Enclosure 1 Page 8 of 24

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-51
As the distance (D) from the object being measured increases, the diameter of the targetlocation or "spot size" (S) also increases. The optics of the infrared thermometer senseemitted, reflected, and transmitted energy from the target location that is collected and
focused onto a detector. The infrared thermometer's electronics translate the informationinto a temperature reading that is displayed on the unit. The infrared thermometermeasures the maximum, minimum, differential, and average temperatures across thetarget location. This data can be stored and recalled until a new measurement is taken.SNC plans to use an infrared thermometer such as the Raytek Raynger ST80 (orequivalent). The Raytek Raynger ST80 infrared thermometer measures temperaturesfrom -250F to 1400'F over the target location with the following accuracy: +31F over the00F - 730F temperature range and ±1% of reading or 20F, whichever is greater, above730F. Display resolution is 0.10F. The distance (D) to spot size (S) ratio is 50:1 for theRaytek Raynger ST80 infrared thermometer. Since the distance (D) to the target locationon the RPV penetration nozzle or J-groove weld is estimated to range from 3 feet to 6feet, the spot size (S) will also range from 0.72 inch to 1.44 inches. The infraredthermometer will be appropriately calibrated prior to use. Additionally, sincethermocouples are not used with an infrared thermometer, the thermocouple attachmentand removal requirements of IWA-4610(a) do not apply.
4. IWA-4610(b)(1) establishes procedure qualification requirements but does notspecifically address joint design access qualification of the repair cavity, except forincluded angle of the cavity. As an alternative to IWA4610(b)(1)(c), SNC proposes toqualify the root width and included angle of the proposed repair cavity. Paragraph 2.1(c)of Attachment 1 requires that the root width and included angle of the repair cavity in thetest assembly be no greater than the minimum specified for the repair. This requirementensures that the welding procedure is only used in repair cavity configurations where ithas demonstrated capability (i.e. sufficient access to deposit root passes, tie-in to thebeveled or tapered walls of the repair cavity, provide appropriate tempering, and ensurecomplete weld fusion).
5. IWA-4633.1 establishes procedure technique requirements that apply when using theSMAW process. Because the proposed ambient temperature temper bead technique ofAttachment 1 utilizes the machine or automatic GTAW welding process, the SMAWtemper bead technique requirements of paragraph IWA-4532.1 do not apply.
6. According to IWA-4633.2(c), the repair cavity shall be buttered with six layers of weldmetal in which the heat input of each layer is controlled to within d10% of that used inthe procedure qualification test, and heat input control for subsequent layers shall bedeposited with a heat input equal to or less than that used for layers beyond the sixth inthe procedure qualification. As an alternative to IWA-4633.2, SNC proposes to butter therepair cavity or weld area with at least three layers of weld metal to obtain a minimumbutter thickness of'l/8-inch. The heat input of each layer in the 1/8-inch thick butteredsection shall be controlled to within ±1 0% of that used in the procedure qualification test.The heat input for subsequent weld layers shall not exceed the heat input used for layersbeyond the 1/8-inch thick buttered section (first three weld layers) in the procedurequalification. When using the ambient temperature temper bead technique of Attachment1, the machine GTAW process is used. Machine GTAW is a low heat input process thatproduces consistent small volume heat affected zones. Subsequent GTAW weld layersintroduce heat into the heat affected zone produced by the initial weld layer. The heat
Enclosure 1 Page 9 of 24

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-5 1
penetration of subsequent weld layers is carefully applied to produce overlapping thermalprofiles that develop a correct degree of tempering in the underlying heat affected zone.When welding dissimilar materials with nonferritic weld metal, the area requiringtempering is limited to the weld heat affected zone of the ferritic base material along theferritic fusion line.
After buttering the ferritic base material with at least 1/8-inch of weld metal (first 3 weldlayers), subsequent weld layers should not provide any additional tempering to the weldheat affected zone in the ferritic base material. Therefore, less restrictive heat inputcontrols are adequate after depositing the 1/8-inch thick buttered section. It should alsobe noted that IWA4630 does not require temper bead welding except "where 1/8-inch orless of nonferritic weld deposit exists above the original fusion line after defect removal".The proposed heat input controls of Attachment 1 were utilized in the qualification ofWestinghouse/PCI WPS 343/52-TB MC-GTAW-N638. Based on Charpy V-notchtesting of the procedure qualification test coupon, impact properties in weld heat affectedzone were superior to those of the unaffected base material. Therefore, the proposed heatinput controls of Attachment 1 provide an appropriate level of tempering. Test results ofthe WPS qualification are provided in Section IV.C below.
7. According to IWA4633.2(c), at least one layer of weld reinforcement shall be depositedon the completed weld and with this reinforcement being subsequently removed bymechanical means. In the proposed alternative of Attachment 1, the deposition andremoval of a reinforcement layer is not required. A reinforcement layer is required whena weld repair is performed to a ferritic base material or ferritic weld using a ferritic weldmetal. On ferritic materials, the weld reinforcement layer is deposited to temper the lastlayer of untempered weld metal of the completed repair weld. Because the weldreinforcement layer is untempered (and unnecessary), it is removed. However, whenrepairs are performed to dissimilar materials using nonferritic weld metal, a weldreinforcement layer is not required because the nonferritic weld metal does not requiretempering. When performing a dissimilar material weld with a nonferritic filler metal,the only location requiring tempering is the weld heat affected zone in the ferritic basematerial along the weld fusion line. However, the three weld layers of the 1/8-inch thickbutter section are designed to provide the required tempering to the weld heat affectedzone in the ferritic base material. Therefore, a weld reinforcement layer is not required.While SNC recognizes that IWA4633.2(c) does require the deposition and removal of areinforcement layer on repair welds in dissimilar materials, SNC does not believe thatthis reinforcement layer is necessary. This position is supported by the fact that ASMECode Case N-638 only requires the deposition and removal of a reinforcement layerwhen performing repair welds on similar (ferritic) materials. Repair welds on dissimilarmaterials are exempt from this requirement.
8. According to IWA4633.2(d), the weld area shall be maintained at a temperature of3001F for a minimum of 4 hours (for P-No. 3 materials) after at least 3/16-inch of weldmetal has been deposited. In the proposed alternative of Attachment 1, a postweld soakis not required. The suitability of an ambient temperature temper bead technique withouta postweld soak is addressed in Section IV.A above.
9. According to IWA-4633.2(e), after depositing at least 3/16-inch of weld metal andperforming a postweld soak at 300°F, the balance of welding may be performed at an
Enclosure 1 Page 10 of 24

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-51
interpass temperature of 350'F. As an alternative, SNC's proposes that an interpasstemperature of 3500F may be used after depositing at least 1/8-inch of weld metalwithout a postweld soak. The proposed ambient temperature temper bead process ofAttachment 1 is carefully designed and controlled such that successive weld beads supplythe appropriate quantity of heat to the untempered heat affected zone such that the desireddegree of tempering is achieved. The resulting microstructure is very tough and ductile.This point is validated by the qualification of Westinghouse/PCI WPS 3-43/52-TB MC-GTAW-N638. Based on Charpy V-notch testing of the procedure qualification testcoupon, impact properties in weld heat affected zone were superior to those of theunaffected base material. Test results of the WPS qualification are provided in SectionIV.C below. The suitability of an ambient temperature temper bead technique without apostweld soak is addressed in Section IV.A above.
10. IWA-4634 specifies that the repair weld shall be volumetrically examined after thecompleted repair weld has been at ambient temperature for at least 48 hours. As analternative to the volumetric examinations of IWA-4634, SNC proposes the examinationsof repair welds in RPV penetration nozzle J-groove welds described below. Thesuitability of the alternative examinations is addressed in Section IV.D below.
* Repair welds will be progressively examined by the liquid penetrant method inaccordance with NB-5245 of ASME Section III for partial penetration welded joints.The liquid penetrant examinations will be performed in accordance with NB-5000.Acceptance criteria shall be in accordance with NB-5350.
C. Mechanical Properties of WPS 3-43/52-TB MC-GTAW-N638
Westinghouse/PCI WPS 3-43/52-TB MC-GTAW-N638 was qualified in accordance withAttachment 1. The welding procedure qualification test assembly was 3 inches thick andconsisted of SA-533, Gr. B, Cl. 1 (P-No. 3, Group 3) and SB-166, N06690 (P- No. 43) basematerials. Prior to welding, the SA-533, Gr. B, C1. 1 portion of the test assembly was heattreated for 40 hours at 1200'F. The repair cavity in the test assembly was 1-1/2 inches deep.The test assembly cavity was welded in the 3G (vertical) position using ERNiCrFe-7 (F-No.43) filler metal. Results of the welding procedure qualification were documented onprocedure qualification record PQR 707. Results of mechanical testing (tensile testing, bendtesting, Charpy V- notch testing, and drop weight testing) are summarized below. WPS 3-43/52-TB MC-GTAW-N638 will be used to perform the repair welding activities describedin Section V below.
Tensile test specimens exhibited a tensile strength that exceeded the 80,000 psi minimumrequired for SA-533, Gr. B, C1. 1 and were acceptable per ASME Section IX. The bendtesting was also acceptable. Test results are as follows:
Tensile Test ResultsSpecimen Tensile Actual Tensile Failure
No. Specimen StrengthTest 1-1 0.505" Turned Specimen 86,600 psi Ductile/BaseTest 1-2 0.505" Turned Specimen 84,500 psi Ductile/BaseTest 2-3 0.505" Turned Specimen 82,400 psi Fusion LineTest 2-4 0.505" Turned Specimen 86,600 psi Ductile/Weld Metal
Enclosure 1 Page 11 of 24

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-51
Bend Test ResultsSpecimen Type and Figure No. Result
Side Bend 1 QW-462.2 AcceptableSide Bend 2 QW-462.2 AcceptableSide Bend 3 OW-462.2 AcceptableSide Bend 4 QW-462.2 Acceptable
* Drop weight and Charpy V-notch testing of the SA-533, Gr. B, Cl. 1 unaffected basematerial was performed. Based upon drop weight testing of the SA-533, Gr. B, Cl. 1unaffected base material, a nil ductility transition temperature (TNDT) of -50'F wasestablished. Charpy V-notch testing was also performed at +10 0F. All three Charpy V-notch specimens exhibited at least 35 mils lateral expansion and 50 ft-lbs absorbedenergy. Based upon the above testing, an RTNDT of -50'F was established for the SA-533Gr. B Cl. 1 base material. Test results are as follows:
Drop Weight Test - Unaffected Base MaterialSpecimen Specimen Test Drop Weight
ID Type Temperature Break TNDT
DWI P-3 40 0F No -50FDW2 P-3 40 0F No -500F
Charpy V-Notch Tests - Unaffected Base MaterialSpecimen Test Absorbed Lateral % Shear
ID Temperature Energy (ft-lbs) Expansion (mils) Fracture1 +10 0F 59.0 50.0 60.02 +10°F 51.0 43.0 50.03 +10°F 50.0 45.0 50.0
Average +10°F 53.3 46.0 53.3
* Charpy V-notch testing of the SA-533, Gr. B, Cl. 1 heat affected zone was alsoperformed at +10°F. The absorbed energy, lateral expansion, and percent shear fractureof the heat affected zone test specimens were compared to the test values of theunaffected base material specimens. The average values of the three heat affected zonespecimens were greater than those of the unaffected base material specimens. Basedupon these results, it is clear that the proposed ambient temperature temper bead processimproved the heat affected zone properties. Test results are as follows:
Charpy V-Notch Tests - Heat Affected ZoneID Test Absorbed Lateral % Shear
Temperature Energy (ft-lbs) Expansion (mils) Fracture1 +10 0F 85.0 65.0 90.02 +10 0F 136.0 64.0 75.0
3 +10°F 124.0 49.0 30.0Average +100F 115.0 59.3.0 65.0
Enclosure 1 Page 12 of 24

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-51
Supplemental microstructural evaluations were also performed on the test coupon weld ofthe procedure qualification. Microstructural evaluations consisted of micro-hardnesstesting (Vickers) and metallography. Vickers micro-hardness testing was performed atthree different locations:
1. 0.125 inch below the surface of the weld,2. 0.625 inch below the surface of the weld, and3. 0.125 inch above the root of the weld.
Micro-hardness test values are provided in the table below.
Metallography was performed at IOOX and 50OX magnifications. According to CONAMLaboratory Report #2333, "There were a few colonies of tempered martensite observednear the root of the weld. These seem to be associated with the slight banding present inthe base material. There was no indication of untempered martensite. The remainingareas of the heat affected zone consist of a mixed microstructure of by-products of hightemperature pearlite degeneration, bainite and a small amount of ferrite." Regarding thepresence of carbides, the CONAM report stated, "There was no evidence of massivecarbides or carbide networks."
Vickers Micro-Hardness Tests ResultsWeld Zone 0.125" 0.625" 0.125"Location - From Surface From Surface Above Weld Root
y(V) (HV) (HV)224 219 224
Unaffected 224 217 240Base 222 214 245
Material 224 214 226
219 224 234219 212 248
HAZ 266 283 330Grain Coarsened 273 276 358
Region 273 260 358
HAZ 279 287 334Adjacent to Fusion 287 287 343
Line 293 276 343222 212 205
Weld 208 201 208Metal 219 217 214
219 217 224208 222 224199 219 232
D. Suitability of Alternative NDE
IWA-4634 specifies that the repaired region shall be examined by liquid penetrant andvolumetric examination methods. The NDE requirements of IWA-4634 were established
Enclosure 1 Page 13 of 24

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-51
based upon a temper bead weld repair to butt welds. Figures IWA4633.1-1 and IWA-4633.2-1 clearly indicate this. While the requirement to perform a volumetricexamination of a butt weld between a nozzle and pipe is appropriate, volumetricexaminations are not appropriate for weld repairs of RVCH vent line penetration nozzleJ-groove welds. See Figure 1.
Suitability of Proposed Alternative
Radiographic examination of weld repairs of RVCH penetration nozzle J-groove welds isnot practical. Meaningful radiographic examination cannot be performed due to the weldconfiguration and access limitations. The weld configuration and geometry of thepenetration in the head provide an obstruction for the radiography and interpretationwould be very difficult. Ultrasonic examination of the J-groove weld would also beimpractical.
As an alternative to volumetric examinations, SNC proposes to perform a progressiveliquid penetrant examination of the J-groove weld repair weld in accordance with NB-5245 of ASME Section III. It should be noted that ASME Section III does not requirevolumetric examination of these partial penetration J-groove welds. According to NB-3352.4(d)(1), "Partial penetration welds used to connect nozzles as permitted in NB-3337.3 shall meet the fabrication requirements of NB-4244(d) and shall be capable ofbeing examined in accordance with NB-5245." NB-4244(d) establishes fabricationdetails for nozzles welded with partial penetration welds as shown in Figures NB-4244(d)-i and NB-4244(d)-2.
According to NB-5245, "Partial penetration welds, as permitted in NB-3352.4(d), and asshown in Figures NB-4244(d)-l and NB-4244(d)-2, shall be examined progressivelyusing either the magnetic particle or liquid penetrant methods. The increments ofexamination shall be the lesser of one-half of the maximum welded joint dimensionmeasured parallel to the centerline of the connection or 1/2-inch. The surface of thefinished welded joint shall also be examined by either method."
The partial penetration J-groove welds of the RVCH penetration nozzles were designedand fabricated in accordance with NB-3352.4(d) and NB-4244(d). Therefore, accordingto NB-3352.4(d), the code required examination for these partial penetration J-groovewelds is a progressive liquid penetrant examination performed in accordance with NB-5245. A volumetric examination is not required.
V. Alternative Requirements: Pursuant to 10CFR50.55a(a)(3)(i), SNC proposes alternatives to theGTAW-machine temper bead welding requirements of IWA-4610 and IWA-4630 of ASMESection XI, 1998 Edition through 2000 Addenda. Specifically, SNC proposes to perform ambienttemperature temper bead welding in accordance with Attachment 1, "Dissimilar Metal WeldingUsing Ambient Temperature Machine GTAW Temper Bead Technique." SNC has reviewed theproposed ambient temperature temper bead welding techniques of Attachment 1 against theGTAW-machine temper bead welding requirements of IWA-4610 and IWA-4630. This reviewwas performed to identify differences between Attachment 1, IWA-4610 and IWA-4630. Basedupon this review, SNC proposes alternatives to the following ASME Section XI requirements ofIWA-4610 and IWA-4630:
Enclosure 1 Page 14 of 24

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-51
1. IWA-4600(b)(1) permits repairs to base materials and welds identified in IWA-4630 to beperformed without the specified postweld heat treatment of the Construction Code or ASMESection III provided the requirements of IWA4610 and IWA4630 are met. IWA4630includes temper bead requirements applicable to the SMAW and the machine or automaticGTAW processes. As an alternative, SNC proposes to perform temper bead weld repairsusing the ambient temperature temper bead technique described in Attachment 1. Only themachine or automatic GTAW process will be used when performing ambient temperaturetemper bead welding in accordance with Attachment 1.
2. IWA-4610(a) specifies that the weld area plus a band around the repair area of at least 1-1/2
times the component thickness or 5 inches, whichever is less, shall be preheated andmaintained at a minimum temperature of 300'F for the GTAW process during welding;maximum interpass temperature shall be 450'F. As an alternative, SNC proposes that theweld area plus a band around the repair area of at least 1-1/2 times the component thicknessor 5 inches, whichever is less, shall be preheated and maintained at a minimum temperatureof 550F for the GTAW process during welding; maximum interpass temperature shall be1501F for the 1/8-inch butter thickness (first three weld layers as a minimum) and 350'F forthe balance of welding.
3. IWA-4610(a) specifies that thermocouples and recording instruments shall be used to monitorprocess temperatures. As an alternative, SNC proposes to monitor preheat and interpasstemperatures using an infrared thermometer as discussed in Attachment 1 (The infraredthermometer is described in Section IV.B.3.). Additionally, since thermocouples are not usedwith an infrared thermometer, the thermocouple attachment and removal requirements ofIWA-4610(a) do not apply when an infrared thermometer is used.
4. IWA-4610(b)(1) establishes procedure technique requirements that apply when using thealternate temper bead welding methods but does not address joint design qualification of therepair cavity, except for included angle of the cavity. As an alternative, SNC proposes toqualify the joint design of the proposed repair cavity by requiring that the root width andincluded angle of the repair cavity in the test assembly be no greater than the minimumspecified for the repair.
5. IWA-4633.2(c) specifies that the repair cavity shall be buttered with six layers of weld metalin which the heat input of each layer is controlled to within 10% of that used in theprocedure qualification test, and heat input control for subsequent layers shall be depositedwith a heat input equal to or less than that used for layers beyond the sixth in the procedurequalification. As an alternative, SNC proposes to butter the weld area with a minimum ofthree layers of weld metal to obtain a minimum butter thickness of 1/8-inch. The heat inputof each weld layer in the 1/8-inch thick buttered section shall be controlled to within +10% ofthat used in the procedure qualification test. The heat input for subsequent weld layers shallnot exceed the heat input used for layers beyond the 1/8-inch thick buttered section (firstthree weld layers) in the procedure qualification.
6. IWA-4633.2(c) specifies that the completed weld shall have at least one layer of weldreinforcement deposited and then this reinforcement shall be removed by mechanical means.As an alternative, SNC's proposed ambient temperature temper bead technique does notinclude a reinforcement layer for nonferritic weld metal.
Enclosure 1 Page 15 of 24

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-51
7. IWA-4633.2(d) specifies that, after at least 3/16-inch of weld metal has been deposited, theweld area shall be maintained at a temperature of 3000F for a minimum of four (4) hours (forP-No. 3 materials). As an alternative, SNC's proposed ambient temperature temper beadtechnique does not include a postweld soak.
8. IWA-4633.2(e) specifies that after depositing at least 3/16-inch of weld metal and performinga postweld soak at 3001F, the balance of welding shall be performed at a maximum interpasstemperature of 350'F. As an alternative, SNC's proposes that a maximum interpasstemperature of 350'F may be used after depositing at least 1/8-inch of weld metal without apostweld soak. i
9. IWA-4634 specifies liquid penetrant and volumetric examinations shall be performed afterthe completed repair weld has been at ambient temperature for at least 48 hours. SNC willperform the liquid penetrant examination of the completed repair weld and preheated band asspecified in IWA-4634. As an alternative to the volumetric examination of IWA-4634, SNCproposes to perform progressive liquid penetrant examinations in accordance with NB-5245of ASME Section III. The liquid penetrant examinations will be performed in accordancewith NB-5000. Acceptance criteria shall be in accordance with NB-5350.
This request for alternative is specific to localized weld repair of RVCH vent line penetrationnozzle J-groove welds where 1/8-inch or less of nonferritic weld metal exists between the J-groove weld repair cavity and the ferritic base material of the RVCH. See Figure 1. Flaws in theJ-groove weld will be removed prior to performing any temper bead repairs in accordance withthis request.
VI. Justification for Granting Approval of Alternative: Pursuant to 10 CFR 50.55a(a)(3)(i), SNCrequests approval to use the alternative ambient temperature temper bead welding requirementscontained in Attachment 1 for repairs to pressure retaining partial penetration nozzle welds in theRVCH. The technical alternative is based on the requirements contained in ASME Section XICode Case N-638, which has been proposed by the NRC in Draft Regulatory Guide DG-1091,"Inservice Inspection Code Case Acceptability, ASME Section XI, Division 1", dated December2001 as an acceptable alternative to applicable parts of ASME Section XI.
The proposed technical alternative has been demonstrated by successful completion of weldingprocedure qualifications to provide sound welds with acceptable material properties meetingASME Sections m and IX. The ambient temperature machine GTAW temper bead weldingmethod in the proposed technical alternative has been previously evaluated by the NRC forrepairs to RPV closure head penetrations at several plants, including North Anna, D. C. Cook,Arkansas Nuclear One, and Oconee.
Pursuant to 10 CFR 50.55a(a)(3)(i), the use of the alternative ambient temperature temper beadwelding requirements contained in Attachment 1 provides an acceptable level of quality andsafety.
VII. Implementation Schedule: This request for relief is applicable to the Third Ten-Year Interval,ending November 30, 2007.
VIII. Relief Request Status: This request for relief is awaiting NRC approval.
Enclosure 1 Page 16 of 24

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-5 1
Figure 1, RVCH Vent Line Penetration Nozzle Weld Original Configuration
Enclosure 1 Page 17 of 24

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-5 1
ATTACHMENT 1
DISSIMILAR METAL WELDING USING AMBIENT TEMPERATUREMACHINE GTAW TEMPER BEAD TECHNIQUE
Enclosure 1 Page 18 of 24

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-5 1
ATTACHMENT 1
1.0 GENERAL REQUIREMENTS:
(a) The maximum area of an individual weld based on the finished surface will be less than 100square inches, and the depth of the weld will not be greater than one-half of the ferritic basemetal thickness.
(b) Repair/replacement activities on a dissimilar-metal weld are limited to those along the fusionline of a nonferritic weld to ferritic base material on which 1/8-inch or less of nonferritic welddeposit exists above the original fusion line. Repair/replacement activities on nonferritic basematerials where the repair cavity is within 1/8-inch of a ferritic base material may also beperformed.
(c) If a defect penetrates into the ferritic base material, repair of the base material, using anonferritic weld filler material, may be performed provided the depth of repair in the basematerial does not exceed 3/8-inch.
(d) Prior to welding, the temperature of the area to be welded and a band around the area of at least
1-1/2 times the component thickness (or 5 inches, whichever is less) will be at least 550F.
(e) Welding materials will meet the Owner's Requirements and the Construction Code and Casesspecified in the repair/replacement plan. Welding materials will be controlled so that they areidentified as acceptable until consumed.
(f) The area prepared for welding shall be suitably prepared for welding in accordance with awritten procedure.
2.0 WELDING QUALIFICATIONS
The welding procedures and the welding operators shall be qualified in accordance with Section IXand the requirements of paragraphs 2.1 and 2.2.
2.1 Procedure Qualification:
(a) The base materials for the welding procedure qualification will be the same P-Number andGroup Number as the materials to be welded. The materials shall be post weld heat treatedto at least the time and temperature that was applied to the material being welded.
(b) Consideration will be given to the effects of irradiation on the properties of material,including weld material for applications in the core belt line region of the reactor vessel.Special material requirements in the Design Specification will also apply to the testassembly materials for these applications. ,
(c) The root width and included angle of the cavity in the test assembly will be no greater thanthe minimum specified for the repair.
Enclosure 1 Page 19 of 24

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-5 1
ATTACHMENT 1
(d) The maximum interpass temperature for the first three layers or as required to achieve the1/8-inch butter thickness in the test assembly will be 1500F. For the balance of thewelding, the maximum interpass temperature shall be 3500F.
(e) The test assembly cavity depth will be at least one-half the depth of the weld to be installedduring the repair/replacement activity, and at least 1 inch. The test assembly thickness willbe at least twice the test assembly cavity depth. The test assembly will be large enough topennit removal of the required test specimens. The test assembly dimensions surroundingthe cavity will be at least the test assembly thickness, and at least 6 inches. Thequalification test plate will be prepared in accordance with Figure 1.
(f) Ferritic base material for the procedure qualification test will meet the impact testrequirements of the Construction Code and Owner's Requirements. If such requirementsare not in the Construction Code and Owner's Requirements, the impact properties shall bedetermined by Charpy V-notch impact tests of the procedure qualification base material ator below the lowest service temperature of the item to be repaired. The location andorientation of the test specimens shall be similar to those required in subparagraph (h)below, but shall be in the base metal.
(g) Charpy V-notch tests of the ferritic weld metal of the procedure qualification shall meetthe requirements as determined in subparagraph (f) above.
(h) Charpy V-notch tests of the ferritic heat-affected zone (HAZ) will be performed at thesame temperature as the base metal test of subparagraph (f) above. Number, location, andorientation of test specimens will be as follows:
1 . The specimens will be removed from a location as near as practical to a depth of one-half the thickness of the deposited weld metal. The test coupons for HAZ impactspecimens will be taken transverse to the axis of the weld and etched to define theHAZ. The notch of the Charpy V-notch specimens will be cut approximately normalto the material surface in such a manner as to include as much HAZ as possible in theresulting fracture. When the material thickness permits, the axis of a specimen will beinclined to allow the root of the notch to be aligned parallel to the fusion line.
2. If the test material is in the form of a plate or a forging, the axis of the weld will beoriented parallel to the principal direction of rolling or forging.
3. The Charpy V-notch test will be performed In accordance with SA-370. Specimenswill be in accordance with SA-370. Figure 11, Type A. The test will consist of a setof three full-size 10 mm x 10 mm specimens. The lateral expansion, percent shear,absorbed energy, test temperature, orientation and location of all test specimens will bereported in the Procedure Qualification Record.
Enclosure 1 Page 20 of 24

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-5 1
ATTACHMENT 1
(i) The average values of the three HAZ impact tests will be equal to or greater than theaverage values of the three unaffected base metal tests.
2.2 Performance Qualification:
Welding operators will be qualified in accordance with ASME Section IX.
3.0 WELDING PROCEDURE REQUIREMENTS:
The welding procedure shall include the following requirements:
(a) The weld metal shall be deposited by the automatic or machine GTAW process using cold wirefeed.
(b) Dissimilar metal welds shall be made using F-No. 43 weld metal (QW-432) for P-No. 43 to P-No. 3 weld joints.
(c) The area to be welded will be buttered with a deposit of at least three layers to achieve at least1/8-inch butter thickness as shown in Figure 2, steps I through 3, with the heat input for eachlayer controlled to within ± 10% of that used in the procedure qualification test. Particular carewill be taken in placement of the weld layers at the weld toe area of the ferritic base material toensure that the HAZ is tempered. Subsequent layers will be deposited with a heat input notexceeding that used for layers beyond the third layer (or as required to achieve the 1/8-inchbutter thickness) in the procedure qualification.
(d) The maximum interpass temperature field applications will be 3501F regardless of the interpasstemperature during qualification.
(e) Preheat and interpass temperatures will be continuously monitored using an infraredthermometer. The preheat temperature will be verified to be 550 F (minimum) prior todepositing the first weld layer. Prior to depositing the second and third weld layers, theinterpass temperature will be verified to be at least 550 F but less than 150'F. The interpasstemperature of each remaining layer will be verified to be at least 551F but less than 350'F
prior to depositing the subsequent weld layers. The initial preheat temperature and theinterpass temperatures for each weld layer will be recorded in the weld documentation of therepair traveler for each repair weld. The weld documentation of the repair traveler will bemaintained as a permanent plant record.
(f) Particular care will be given to ensure that the weld region is free of all potential sources ofhydrogen. The surfaces to be welded, filler metal, and shielding gas shall be suitablycontrolled.
Enclosure 1 Page 21 of 24

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-51
ATTACHMENT 1
4.0 EXAMINATION:
(a) Prior to welding, a surface examination will be performed on the area to be welded.
(b) Repair welds in RVCH penetration nozzle J-groove welds shall be progressively examined bythe liquid penetrant method in accordance with NB-5245 of ASME Section III. After thecompleted repair weld has been at ambient temperature for at least 48 hours, repair weldsincluding the preheat band (1.5 times the component thickness or 5 inches, whichever is less)around the repair weld shall be examined by the liquid penetrant method. The liquid penetrantexaminations will be performed in accordance with ASME Section m, NB-5000. Acceptancecriteria shall be in accordance with NB-5350.
(c) NDE personnel performing liquid penetrant examination will be qualified and certified inaccordance with NB-5500.
5.0 DOCUMENTATION
Use of this technical alternative shall be documented on the NIS-2 or NIS-2A form, as applicable.
Enclosure 1 Page 22 of 24

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-5 1
ATTACHMENT 1
P-43 -- WELD -I---< P-3 - |
DISCARD l
SIDE BEND SPECIMENI
REDUCED SECTION TENSILE PECIMEN---Ln k--L---- ________-----__
SIDE BEND SPECIMEN |-…--------------__
H-AZ ~CHARPY .VNOC|HAZ ,CHARPY _, 4 _V-NOTCH II HAZ CHARPY V-NOTCH
----- ---- ------ -__ LSIDE BEND SPECIMEN
REDUCED SECTION TENSILE PPECIMEN I
SIDEBSEND SPECIMEN IIDISCARD r----------DISCARDI
TOP VIEW
HEAT AFFECTED ZONE (HAZ)
END VIEW
GENERAL NOTE: Base Metal Charpy Impact specimens not shown.
Figure 1- QUALIFICATION TEST PLATE
Enclosure 1 Page 23 of 24

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-51
ATTACHMENT 1
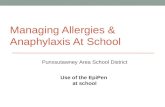
Step 1: Deposit layer one with first layerweld parameters used in qualification.
Step 2 Deposit layer two with secondlayer weld parameters used inqualification.NOTE: Particular care shall be taken inapplication of the second layer at theweld toe to ensure that the weld metaland HAZ of the ferritic base metal aretempered.
Step 3: Deposit layer three with thirdlayer weld parameters used inqualification. NOTE: Particular careshall be taken in application of the thirdlayer at the weld toe to ensure that theweld metal and HAZ of the ferritic basemetal are tempered.
Step 4: Subsequent layers to bedeposited as qualified, with heat Inputless than or equal to that qualified in thetest assembly. NOTE: Particular care
__ shall be taken in application of the filllayers to preserve the temper of the HAZof the ferritic base metal.
GENERAL NOTE: For dissimilar-metal welding, only the ferritic base metal is required to be weldedusing Steps 1 through 3 of the temper bead welding technique.
Figure 2 - AUTOMATIC OR MACHINE GTAW TEMPER BEAD WELDING
Enclosure 1 Page 24 of 24

ENCLOSURE 2
SOUTHERN NUCLEAR OPERATING COMPANY
FARLEY UNIT 1UPDATED PROGRAM
REQUEST FOR RELIEF RR-52

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-52
System/Component(s) for Which Alternative is Requested: Reactor Vessel Closure Head(RVCH), Base Material Repair Welds in Class 1 Penetration Nozzles, ASME Section XI, 1989Edition.
II. Code Requirement: Farley Unit 1 is currently in the third inspection interval using the 1989Edition of ASME Section XI with no Addenda. Augmented examinations of the RVCHpenetration nozzles are planned, as committed to in response to NRC Bulletin 2002-02 and OrderEA-03-009. In the event that defects are discovered in the nozzle base material that exceed theacceptable limits of IWA-3000, IWA-3132.2 requires that they either be removed or thecomponent repaired to the extent necessary to meet the acceptance standards of IWB-3000.IWB-3133 requires that repairs comply with the requirements of IWA-4000 and IWB4000.
1WA-4120 (a) requires that "Repairs shall be performed in accordance with the Owner's DesignSpecification and the original Construction Code of the system. Later editions and Addenda ofthe Construction Code or of Section III, either in their entirety or portions thereof, and CodeCases may be used." The latest Edition and Addenda of ASME Section m incorporated byreference in 10 CFR 50.55a (b) (1) is the 1998 Edition through the 2000 Addenda. IWA-4120 (c)permits that "Later Editions and Addenda of Section XI, either in their entirety or portionsthereof, may be used for the repair program, provided these Editions and Addenda of Section XIat the time of the planned repair have been incorporated by reference in amended regulations ofthe regulatory authority having jurisdiction at the plant site." The latest Edition and Addenda ofASME Section XI incorporated by reference in 10 CFR 50.55a (b) (2) is the 1998 Edition throughthe 2000 Addenda.
The Construction Code of record for the Farley Unit 1 reactor vessel and closure head is the 1968edition of ASME Section III with Addenda through Summer 1970.
III. Code Requirement for Which Alternative is Requested: Pursuant to 10 CFR 50.55a(a)(3)(i), theuse of a technical alternative is requested in lieu of the rules in the 1989 Edition of ASME SectionXI, IWA-4120(a) which require repairs to be performed in accordance with the Owner's DesignSpecification and the original Construction Code of the system. Augmented examinations of theRVCH penetration nozzles are planned, as committed to in response to NRC Bulletin 2002-02and Order EA-03-009. In the event a flaw is found in a RVCH nozzle partial penetration weld,this technical alternative for examination of base metal repairs will be utilized in conjunction withdefect removal and welding methods that otherwise comply with IWA-4120(a). This reliefrequest will not be used for repairs that utilize temper bead welding methods.
As permitted by Subarticle IWA-4120(c) of ASME Section XI, 1989 Edition, repairs of theFarley Unit 1 RPV head penetration nozzle base materials will be performed in accordance withthe later 1998 Edition through 2000 Addenda of ASME Section XI. ASME Section XI providesrepair requirements that supplement, amend or supercede the repair rules of the ConstructionCode. Where applicable, compliance with these additional requirements is mandatory. Withrespect to localized repair welding of RPV head penetration nozzle base materials, the followingrequirements of the 1998 Edition through 2000 Addenda of ASME Section XI apply:
Enclosure 2 Page 1 of 9

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-52
* IWA-4421 - Construction Code and Owner's Requirements
IWA-4421 establishes Construction Code and Owner's requirements for performing welding,brazing, defect removal, and installation activities. IWA4421 also requires that therequirements of IWA-4460 be used in lieu of Construction Code requirements for mechanicaland thermal metal removal, and that the requirements of IWA4422 be used in lieu ofConstruction Code requirements for examination of defect removal areas. Supplementing thedefect removal requirements in ASME Section III, the requirements of IWA-4421 apply tothe performance of localized defect removal and repair welding of RPV head penetrationnozzle base materials.
IWA-4421(a) states: "Welding, brazing, defect removal, and installation activities shall beperformed in accordance with the Owner's Requirements and the Construction Code of thecomponent or system, except as provided in (b) and (c) below. The requirements of IWA-4460 shall be used in lieu of Construction Code requirements for mechanical and thermalmetal removal. The requirements of IWA-4422 shall be used in lieu of Construction Coderequirements for examination of defect removal areas."
* IWA-4422.1 -Defect Removal
IWA-4422.1 establishes requirements for defect removal processes and extent of defectremoval. IWA-4422.1 (a) requires defects to be removed or reduced to an acceptable size.IWA-4422.1(b) provides an alternative that the defect removal area and any remainingportion of the defect may be evaluated and accepted in accordance with the flaw evaluationrules of ASME Section XI.
IWA-4422.1 states:
"(a) The defect removal process shall be in accordance with IWA-4421, except that thermalremoval processes shall be in accordance with IWA-4460. A defect is considered removedwhen it has been reduced to an acceptable size. The component shall be acceptable forcontinued service if the resulting section thickness created by the cavity is at least theminimum required thickness. If the resulting section thickness is less than the minimumrequired thickness, the component shall be corrected by repair/replacement activities inaccordance with this Article.
(b) Alternatively, the defect removal area and any remaining portion of the defect may beevaluated and the component accepted in accordance with appropriate flaw evaluationprovisions of Section XI, or the design provisions of the Owner's Requirements and either theConstruction Code or Section III."
Enclosure 2 Page 2 of 9

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-52
* IWA-4422.2 - Nondestructive Examination of Defect Removal Areas
IWA-4422.2 establishes nondestructive examination requirements that are applicable todefect removal areas. IWA-4422.2.1 addresses examination of defect removal areas with nosubsequent welding and IWA-4422.2.2 addresses examination of defect removal areas to befollowed by welding. IWA-4422.2.2(a) states in part: "Surface examination of the defectremoval area is required prior to welding, except as provided below." The exceptions arelisted in IWA-4422.2.2(a)(1), (2) and (3). As required by IWA-4421(a), the requirements ofIWA-4422 apply in lieu of the requirements of ASME Section III for examination of defectremoval areas in RPV head penetration nozzle base materials.
IWA-4422.2.2(a)(3) states: "If final volumetric examination will be performed on thecompleted repair, the final volumetric examination method is the same as the method used todetect the defect, and the volume to be examined includes the location of the original defect,surface examination of the defect removal area is not required."
IWA-4422.2.2(e) states: "Examination following welding or brazing shall be in accordancewith IWA-4520."
* IWA-4520 - Examination of Repair Welds
IWA-4520 requires that welded areas be examined in accordance with the Construction Codeidentified in the Repair/Replacement Plan. For repair welds to the Farley Unit 1 RPV headpenetration nozzle base materials, the Construction Code identified in theRepair/Replacement Plan will be ASME Section III, 1998 Edition through 2000 Addenda.IWA-4520 applies to examination of the final weld surface.
Subarticle IWA-4120(a) of ASME Section XI, 1989 Edition states in part: "Repairs shall beperformed in accordance with the Owner's Design Specification and the original Construction Codeof the component or system. Later Editions and Addenda of the Construction Code or of Section III,either in their entirety or portions thereof, and Code Cases may be used."
The original Construction Code for the Farley Unit 1 reactor vessel and closure head is the 1968edition of ASME Section III with Addenda through Summer 1970. As permitted by Subarticle IWA-4120(a) of ASME Section XI, 1989 Edition, localized weld repairs of the Farley Unit 1 RPV headpenetration nozzle base materials will be performed in accordance with the later 1998 Edition through2000 Addenda of ASME Section III. With respect to localized repair welding of RPV headpenetration nozzle base materials, the following requirements of the 1998 Edition through 2000Addenda of ASME Section III apply:
Enclosure 2 Page 3 of 9

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-52
NB-4000
NB4000 establishes fabrication, installation, and repair requirements for ASME Class 1components. According to NB-4131, when defects are identified in materials duringfabrication and installation that exceed the limits of NB-2500, then the condition must becorrected in accordance with the requirements of NB-2500 for the applicable product form,with the exception that the limitation on depth of weld repair does not apply. The Farley Unit1 RPV head penetration nozzles are manufactured from SB-167 nickel alloy tube materials.Based on the product form, the requirements of NB-2550 apply to all of the RPV headpenetration nozzles.
* NB-2550
NB-2550 establishes examination and repair requirements that are applicable to ASME Class1 tubular products, such as the Farley Unit 1 RPV head penetration nozzles. NB-2559establishes requirements for performing localized repairs by welding. NB-2559 states:"Repair of defects shall be in accordance with NB-2539, except repair by welding is notpermitted on copper-nickel alloy and nickel alloy heat exchanger tubes." The SB-167 nickelalloy RPV head penetration nozzles are not heat exchanger tubes, therefore repair welding ofRPV head penetration nozzle base materials is permitted and must be performed inaccordance with NB-2539.
* NB-2539 - Repair of Base Materials by Welding
NB-2539 establishes requirements for performing repairs by welding. These requirementsaddress defect removal, qualification of welding procedures and welders, blending of repairedareas, and examination of repair welds. As invoked by NB-2559, these requirements apply tolocalized welded repairs of RPV head penetration nozzles. Examination requirements forcompleted repair welds are specified in NB-2539.4 as follows: "Each repair weld shall beexamined by the magnetic particle or liquid penetrant method. In addition, when the depth ofthe repair cavity exceeds the lesser of 3/8-inch or 10% of the section thickness, the repairweld shall be radiographed after repair in accordance with NB-5 110 and to the acceptancestandards of NB-5320." The section thickness for the RPV head penetration nozzle basematerial is nominally 5/8-inch. It is anticipated that repair cavities as deep as 3/8-inch will berequired, which is greater than 10% of the section thickness. Therefore, radiography of thecompleted repair weld would be required to meet NB-2539.
* NB-5279 - Special Exceptions for Examinations
NB-5279 permits ultrasonic plus liquid penetrant or magnetic particle examination to beperformed when the weld joint detail does not permit radiographic examination. Thisprovision applies to the RPV head penetration nozzles since the configuration of the installednozzles does not permit access to the outside diameter of the nozzle base material forplacement of radiographic film.
Enclosure 2 Page 4 of 9

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-52
NB-5279 states: "When the joint detail does not permit radiographic examination to beperformed in accordance with this article, ultrasonic examination plus liquid penetrant ormagnetic particle examination of the completed weld may be substituted for the radiographicexamination. The absence of suitable radiographic equipment shall not be justification forsuch substitution. The substitution of ultrasonic examination can be made provided theexamination is performed using a detailed written procedure which has been proven by actualdemonstration to the satisfaction of the Inspector as capable of detecting and locating defectsdescribed in this Subsection. The nondestructive examinations shall be in accordance withNB-5 110 and meet the acceptance standards of NB-5300.
IV. Basis for Alternative: Augmented examinations of the RVCH penetration nozzles are planned, ascommitted to in response to NRC Bulletin 2002-02 and Order EA-03-009. If inspection of the
RPV head penetration nozzles reveals flaws in the nozzle base material such that defect removaland repair welding is required, the weld joint detail does not permit the radiographic examinationrequired by the Construction Code paragraph NB-2539 to be performed due to the geometry ofthe nozzle. As an alternative, the ultrasonic examination method of ASME Section V and
acceptance criteria of NB-5330 of ASME Section mII, 1998 Edition through 2000 Addenda isproposed. Additionally, the eddy current examination method of IWA-2223 of ASME SectionXI, 1998 Edition through 2000 Addenda is proposed as an alternative to the magnetic particle or
liquid penetrant examination requirements of NB-2539 of ASME Section III, 1998 Editionthrough 2000 Addenda for the completed weld. This relief request will not be used for repairsthat utilize temper bead welding methods.
A. Surface Examination of Repair Cavity
lWA-4422.2.2(a) of ASME Section XI requires a surface examination of all defect removalareas (i.e., repair cavities) prior to repair welding, except that IWA-4422.2.2(a)(3) providesthat "If final volumetric examination will be performed on the completed repair, the finalvolumetric examination method is the same as the method used to detect the defect, and thevolume to be examined includes the location of the original defect, surface examination of thedefect removal area is not required."
RPV head penetration nozzles will be examined by the ultrasonic and eddy currentexamination methods as described below to characterize all flaws prior to defect excavation.Identified flaws will be evaluated for acceptance in accordance with IWB-3600. Flaws thatexceed the acceptance limits of the IWB-3600 flaw evaluation will be removed or reduced toan acceptable size prior to welding. Upon completion of repair welding, the location of theoriginal defect and repair weld region will be re-examined using the same ultrasonic and eddycurrent examination methods to verify that the as-left flaw dimensions are still within theacceptance limits of the IWB-3600 flaw evaluation. The volume to be examined after therepair will be the same as the volume examined in the detection and characterization of theoriginal defect. Therefore, surface examination of the defect removal area is not requiredprior to welding, as permitted by IWA-4422.2.2(a)(3).
Enclosure 2 Page 5 of 9

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-52
B. Surface Examination of Repair Welds
NB-2539.4 of ASME Section III requires a magnetic particle or liquid penetrant examinationof all repair welds. However, a magnetic particle examination of repair welds in RPV headpenetration nozzles cannot be performed. Magnetic particle testing is a nondestructiveexamination method used to detect surface and near-surface discontinuities in ferromagneticmaterials. The basic principle of magnetic particle inspection is that when a ferromagneticmaterial contains one or more discontinuities in the path of the magnetic flux, minute polesare set up at the discontinuities. These poles have a stronger attraction for the magneticparticles than the surrounding surface of the material. However, the Farley Unit 1 RPV headpenetration nozzles are manufactured from SB-167 nickel Alloy 600, which is not magnetic.Repair welds will be performed using nickel Alloy 52 filler metals that are also non-magnetic. Therefore, examination of repair welds in RPV head penetration nozzles by themagnetic particle method is not possible and liquid penetrant examination is the applicableexamination method.
Suitability of Proposed Alternative
The eddy current examination method of IWA-2223 of ASME Section XI, 1998 Editionthrough 2000 Addenda is proposed as an alternative to the magnetic particle or liquidpenetrant examination requirements of NB-2539 for the completed weld. The eddy currentexamination complements the ultrasonic examination by providing sensitivity to surface andsubsurface flaws along the inspection surface. The eddy current approach utilizes a 5-mmdiameter, "cross wound" probe design, which is capable of operating frequencies between 75and 500 kHz. This technique is primarily responsible for detection and length sizing ofdefects, which are open to the inside diameter surface of the penetration tube. Since thisparticular probe design produces eddy currents that penetrate to approximately 0.030 inchinto the inside diameter surface, it will also aid in the evaluation of very shallow surfacedefects. For post-repair inspection purposes, this eddy current examination technique willprovide the necessary surface examination of the repair weld area. Identified flaws will beevaluated for acceptance in accordance with the flaw evaluation rules of IWB-3600. Theproposed eddy current technique will be used in the initial examinations for flawcharacterization and in the post-repair examinations. In the event that an eddy currentexamination cannot be performed on a repair weld due to the surface profile or some otherprohibitive condition, then a liquid penetrant examination will be performed.
Several demonstrations of the proposed eddy current examination techniques have beenperformed to determine effectiveness to detect and size axial and circumferential primarywater stress corrosion cracking (PWSCC)-type defects in the nozzle material, utilizingcracked nozzle samples. These demonstration efforts include the EPRI-sponsoreddemonstrations associated with NRC Generic Letter 97-01 and NRC Bulletin 2001-01, aswell as Westinghouse internal demonstrations. The results of these demonstrations arediscussed in Westinghouse technical report WCAP-15987 Revision 1, which was submittedto the NRC staff for generic review by Westinghouse on December 16, 2002. Entergy alsosubmitted a detailed summary of demonstrations to the NRC staff via a letter dated June 17,2002 in support of repairs performed at Arkansas Nuclear One, Unit 2.
Enclosure 2 Page 6 of 9

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-52
C. Radiographic Examination of Repair Welds
NB-2539.4 requires a radiographic examination of base material repair welds when the depthof the repair cavity exceeds the lesser of 3/8-inch or 10% of the section thickness. However,a radiographic examination of the repair weld cannot be performed.
Radiographic examination of weldments employs x-rays or gamma rays to penetrate anobject and detect discontinuities by the resulting image on a recording or a viewing mediumsuch as photographic film. When a weld is exposed to radiation, some of the radiation isabsorbed, some scattered, and some transmitted through the weldment to the film. Thevariations in amount of radiation transmitted through the weld depend on (1) relativedensities of the material and any inclusions, (2) through-thickness variations, and (3) thecharacteristic of the radiation itself. Nonmetallic inclusions, pores, aligned cracks, and otherdiscontinuities result in more or less radiation reaching the recording film. The variations intransmitted radiation produce optically contrasting areas on the recording film.
Radiography is not appropriate for base material weld repairs of RPV head penetrationnozzles. Radiographic techniques require that the source of radiation be placed as nearnormal to the item being examined as possible, with the film in intimate contact with the itemon the opposite surface. An attempt to radiograph repair welds in the RPV head penetrationnozzles would have the radiation source being placed at various angles other than normal,penetrating from fractions of an inch of material thickness up to multiple inches of materialthickness. Image quality indicators (penetrameters) would have to be placed on the insidebores of the RPV head penetration nozzles. Multiple exposures would be required, and theimage distortion would increase as the repair weld moved up the nozzle bore. The requiredradiographic sensitivity and geometric unsharpness would also not be obtainable withgenerally used radiographic techniques. Depending on the location of the repair weld, accessto both surfaces of the RPV nozzle may not be available to allow radiographic examinations.In other cases, clearances between the RPV nozzles and the RPV head would makeradiography of a repair weld impossible. Multiple exposures, complex geometry andthickness, and the adverse radiological environment make radiographic examination of RPVhead penetration nozzle repair welds impractical.
Suitabilitv of Proposed Alternative
Meaningful radiographic examination of repair welds in RPV head penetration nozzle basematerials cannot be performed. NB-5279 permits ultrasonic plus liquid penetrantexamination of the completed weld to be substituted when the weld joint detail does notpermit radiographic examination. Southern Nuclear Operating Company (SNC) proposes toutilize the ultrasonic and eddy current examination methods.
The ultrasonic examination will be performed using a combination of Time of FlightDiffraction (TOFD) and standard 00 pulse-echo techniques. The TOFD approach utilizes twopairs of 1/4-inch diameter, 550 refracted-longitudinal wave transducers pointed at each other.One of the transducers sends sound into the inspection volume, and the other transducerreceives the reflected and diffracted signals, as they interact with the material. There will beone TOFD pair looking in the axial direction of the penetration tube, and one TOFD pair will
Enclosure 2 Page 7 of 9

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-52
be looking in the circumferential direction of the penetration tube. The TOFD technique isprimarily responsible for detecting and characterizing planer-type defects within the fullvolume of the penetration tube. This TOFD ultrasonic technique will be used in the initialinspections for flaw characterization and in the post-repair inspections.
The standard 00 pulse-echo ultrasonic approach utilizes two 1/4-inch diameter straight beamtransducers. One transducer uses a center frequency of 2.25 MHz while the other uses afrequency of 5.0 MHz. The 00 technique is primarily responsible for plotting the penetrationtube outside diameter location and the J-groove attachment weld location, which will aid indefect orientation and sizing information. Additionally, the O0 technique will be capable oflocating and sizing any laminar-type defects that may be encountered. These transducers willinterrogate the weld repair area for lack of fusion and other laminar-type defects. Thisultrasonic technique will be used in the initial inspections for flaw characterization and in thepost-repair inspections.
Several demonstrations of the proposed ultrasonic and eddy current examination techniqueshave been performed to determine effectiveness to detect and size axial and circumferentialPWSCC-type defects in the nozzle material, utilizing cracked nozzle samples. Thesedemonstration efforts include the EPRI-sponsored demonstrations associated with NRCGeneric Letter 97-01 and NRC Bulletin 2001-01, as well as Westinghouse internaldemonstrations. The results of these demonstrations are discussed in Westinghouse technicalreport WCAP-15987 Revision 1, which was submitted to the NRC staff for generic review byWestinghouse on December 16, 2002. Entergy also submitted a detailed summary ofdemonstrations to the NRC staff via a letter dated June 17, 2002 in support of repairsperformed at Arkansas Nuclear One, Unit 2. Please refer to those reports for detaileddescriptions of examination demonstrations.
V. Alternative Requirements: Pursuant to the provisions of 10 CFR 50.55a(a)(3)(i), SNC proposesalternatives to examination requirements applicable to localized repair welds in RPV headpenetration nozzle base materials specified in ASME Section In as imposed by the 1989 Editionof ASME Section XI.
As an alternative to a magnetic particle or liquid penetrant examination of the completed repairweld in accordance with NB-2539.4 of ASME Section III, SNC proposes to perform an eddycurrent examination. When an eddy current examination cannot be performed due to the surfaceprofile of the repair weld or other prohibitive conditions, then a liquid penetrant examination willbe performed.
* Eddy current examinations will be performed in accordance with IWA-2223 of ASMESection XI, 1998 Edition through 2000 Addenda, and as described in Section IV.B above.Identified flaws will be evaluated for acceptance in accordance with the flaw evaluation rulesof IWB-3600.
* The liquid penetrant examination and acceptance criteria will be in accordance with NB-2546of ASME Section III.
As an alternative to a radiographic examination of the completed repair weld in accordance withNB-2539.4 of ASME Section III, SNC proposes to perform ultrasonic and eddy currentexamination as follows:
Enclosure 2 Page 8 of 9

SOUTHERN NUCLEAR OPERATING COMPANYFARLEY UNIT 1
THIRD INTERVAL INSERVICE INSPECTION PROGRAMREQUEST FOR RELIEF NO. RR-52
* Ultrasonic examinations will be performed in accordance with ASME Section V and asdescribed in item IV.C above. Acceptance criteria shall be in accordance with NB-5330.Any remaining portions of flaws not completely removed shall be evaluated to ensure theirsize continues to be acceptable in accordance with the flaw evaluation rules of IWB-3600.
* Eddy current examinations will be performed in accordance with IWA-2223 of ASMESection XI, 1998 Edition through 2000 Addenda, and as described in item IV.B above.Identified flaws will be evaluated for acceptance in accordance with the flaw evaluation rulesof IWB-3600.
Successive examinations of repaired areas where defects were reduced to an acceptable size butnot removed completely will be performed for three consecutive periods, as addressed in IWB-2420(b) of ASME Section XI, or until such time as the RPV head may be replaced.
VI. Justification for Granting Approval of Alternative: Pursuant to 10 CFR 50.55a(a)(3)(i), ifinspection of the RVCH penetrations reveals flaws affecting the nozzle base material, theproposed alternative would provide an acceptable level of quality and safety. SNC believes thatthe proposed alternatives identified in item V above, and discussed in items IV.B and IV.C above,provide an acceptable level of quality and safety to the repair rules of ASME Section XI, 1989Edition and as described in Section m above of this request. Therefore, we request that theproposed alternative be authorized pursuant to 1 OCFR50.55a(a)(3)(i).
VII. Implementation Schedule: This request for relief is applicable to the Third Ten-Year Interval,ending November 30, 2007.
VIII. Request for Relief Status: This request for relief is awaiting NRC approval.
Enclosure 2 Page 9 of 9