
Fabrication Experience of the Third Harmonic ...tesla.desy.de/~evogel/files/we5pfp033.pdf ·...
3
FABRICATION EXPERIENCE OF THE THIRD HARMONIC SUPERCONDUCTING CAVITY PROTOTYPES FOR THE XFEL Paolo Pierini * , Angelo Bosotti, Rocco Paparella, Daniele Sertore, INFN/LASA, Segrate (MI), Italy Elmar Vogel, DESY, Hamburg Abstract Three superconducting 3.9 GHz cavity prototypes have been fabricated for the XFEL linac injector, with minor modifications to the RF structures built by FNAL for the FLASH linac. This paper describes the production and preparation experience, the initial measurements, the plans for the XFEL series production and the cryogenic test infrastructure under preparation at INFN Milano. INTRODUCTION In order to achieve the high beam quality required for the FEL emission process, the European XFEL linac will include a third harmonic RF section in the injector, before the bunch compressor stages [1, 2], for the linearization of the voltage seen by the beam. This concept will be tested in 2010 on the FLASH linac, where a cryomodule containing 4 3.9 GHz cavities have been engineered and fabricated by FNAL [2, 3]. The main components of the XFEL 3 rd harmonic cryomodules will be procured as INFN and DESY in-kind contributions to the European XFEL Project, and, though based on the concept originally developed by FNAL, will have to reflect several design changes to match the different requirements and boundary conditions of the two installations. Several interfaces and subcomponents (as vessels, cryogenic piping, cavity feedthroughs and flanges, etc.) have been modified in order to: match the tighter requirements imposed by the XFEL beam dynamics, profit from existing components developed for the main linac cavities, reflect the different physical layout of the XFEL cryomodules and adapt the component fabrication to the consolidated experience available in Europe for the production of 1.3 GHz main linac components [4]. PROTOTYPE CAVITY FABRICATION As the starting step, a small production of three RF structures implementing the interface changes described in Ref. 4 has been tendered (under the supervision of INFN personnel) to one of the companies qualified for the XFEL cavity production, which will be responsible for the cavities fabrication and processing, up to the preparation for the vertical qualification tests at INFN. Cavity Mockups For the development of the fabrication procedures and to assist in the commissioning of the necessary tooling for these new structures at the company (for fabrication, welding, field flatness tuning and surface processing) first a simplified copper RF mockup and later a complete niobium mockup (using non RF-grade material, from discarded sheets after scanning) have been produced and tested. These mockups proved to be important for an iteration of the fabrication procedure on the basis of the experience determined in their production, and were also used for the development of the software procedures for the operation of the field flatness tuning device. Figure 1: The copper (left) and non RF-grade niobium cavity mockups. Fabrication Procedures Following the standard fabrication procedures, all sub components (half-cell, dumbbells before and after trimming, end groups) are characterized, both with mechanical and RF measurements, during the production process, and all data is stored for the analysis of the production cycle. Figure 2 shows all production half-cells before the iris weld performed to create dumbbells. Figure 2: Half cells before integration into dumbbells via iris welding. 3675 3680 3685 3690 3695 T603_2 T606_2 T600_5 T600_3 T606_5 T603_4 T596_5 T607_1 T597_4 T607_2 T607_4 T607_5 T596_1 T598_3 T598_1 T606_3 T604_2 T602_4 T605_3 T599_4 T606_1 T604_3 T605_2 T598_2 T605_1 T598_4 T597_5 T597_1 T598_5 T603_5 T605_5 T605_4 T596_4 T603_3 T597_3 T603_1 T602_2 T600_2 T604_1 T599_1 T599_3 T601_5 T602_5 T606_4 T600_4 T604_4 T599_5 T604_5 T596_3 T596_2 Cell ID F [MHz] +6.86 MHz -7.44 MHz Figure 3: Frequencies of the untrimmed half-cells. ____________________________________________ * [email protected] WE5PFP033 Proceedings of PAC09, Vancouver, BC, Canada 2064 Radio Frequency Systems T07 - Superconducting RF
Transcript of Fabrication Experience of the Third Harmonic ...tesla.desy.de/~evogel/files/we5pfp033.pdf ·...

FABRICATION EXPERIENCE OF THE THIRD HARMONIC SUPERCONDUCTING CAVITY PROTOTYPES FOR THE XFEL
Paolo Pierini*, Angelo Bosotti, Rocco Paparella, Daniele Sertore, INFN/LASA, Segrate (MI), Italy Elmar Vogel, DESY, Hamburg
Abstract Three superconducting 3.9 GHz cavity prototypes have
been fabricated for the XFEL linac injector, with minor modifications to the RF structures built by FNAL for the FLASH linac. This paper describes the production and preparation experience, the initial measurements, the plans for the XFEL series production and the cryogenic test infrastructure under preparation at INFN Milano.
INTRODUCTION In order to achieve the high beam quality required for
the FEL emission process, the European XFEL linac will include a third harmonic RF section in the injector, before the bunch compressor stages [1, 2], for the linearization of the voltage seen by the beam.
This concept will be tested in 2010 on the FLASH linac, where a cryomodule containing 4 3.9 GHz cavities have been engineered and fabricated by FNAL [2, 3].
The main components of the XFEL 3rd harmonic cryomodules will be procured as INFN and DESY in-kind contributions to the European XFEL Project, and, though based on the concept originally developed by FNAL, will have to reflect several design changes to match the different requirements and boundary conditions of the two installations. Several interfaces and subcomponents (as vessels, cryogenic piping, cavity feedthroughs and flanges, etc.) have been modified in order to: match the tighter requirements imposed by the XFEL beam dynamics, profit from existing components developed for the main linac cavities, reflect the different physical layout of the XFEL cryomodules and adapt the component fabrication to the consolidated experience available in Europe for the production of 1.3 GHz main linac components [4].
PROTOTYPE CAVITY FABRICATION As the starting step, a small production of three RF
structures implementing the interface changes described in Ref. 4 has been tendered (under the supervision of INFN personnel) to one of the companies qualified for the XFEL cavity production, which will be responsible for the cavities fabrication and processing, up to the preparation for the vertical qualification tests at INFN.
Cavity Mockups For the development of the fabrication procedures and
to assist in the commissioning of the necessary tooling for these new structures at the company (for fabrication, welding, field flatness tuning and surface processing) first a simplified copper RF mockup and later a complete
niobium mockup (using non RF-grade material, from discarded sheets after scanning) have been produced and tested. These mockups proved to be important for an iteration of the fabrication procedure on the basis of the experience determined in their production, and were also used for the development of the software procedures for the operation of the field flatness tuning device.
Figure 1: The copper (left) and non RF-grade niobium cavity mockups.
Fabrication Procedures Following the standard fabrication procedures, all sub
components (half-cell, dumbbells before and after trimming, end groups) are characterized, both with mechanical and RF measurements, during the production process, and all data is stored for the analysis of the production cycle. Figure 2 shows all production half-cells before the iris weld performed to create dumbbells.
Figure 2: Half cells before integration into dumbbells via iris welding.
3675
3680
3685
3690
3695
T60
3_2
T60
6_2
T60
0_5
T60
0_3
T60
6_5
T60
3_4
T59
6_5
T60
7_1
T59
7_4
T60
7_2
T60
7_4
T60
7_5
T59
6_1
T59
8_3
T59
8_1
T60
6_3
T60
4_2
T60
2_4
T60
5_3
T59
9_4
T60
6_1
T60
4_3
T60
5_2
T59
8_2
T60
5_1
T59
8_4
T59
7_5
T59
7_1
T59
8_5
T60
3_5
T60
5_5
T60
5_4
T59
6_4
T60
3_3
T59
7_3
T60
3_1
T60
2_2
T60
0_2
T60
4_1
T59
9_1
T59
9_3
T60
1_5
T60
2_5
T60
6_4
T60
0_4
T60
4_4
T59
9_5
T60
4_5
T59
6_3
T59
6_2
Cell ID
F [M
Hz]
+6.86 MHz
-7.44 MHz
Figure 3: Frequencies of the untrimmed half-cells.
____________________________________________ *[email protected]
WE5PFP033 Proceedings of PAC09, Vancouver, BC, Canada
2064
Radio Frequency Systems
T07 - Superconducting RF
3808
3810
3812
3814
3816
3818
3820
T60
7_4_
T5
98_2
T59
6_5_
T6
03_3
T60
3_1_
T6
06_5
T59
6_3_
T6
02_4
T60
5_4_
T5
97_1
T60
5_1_
T5
97_4
T60
3_5_
T6
06_3
T60
5_5_
T6
06_1
T60
6_2_
T6
07_2
T60
0_3_
T5
98_1
T60
4_3_
T6
04_5
T60
2_2_
T6
07_1
T60
4_1_
T5
96_1
T60
4_4_
T5
97_5
T60
6_4_
T5
98_5
T60
3_2_
T5
99_1
T60
5_3_
T6
02_5
T59
9_4_
T5
99_5
T59
8_3_
T6
03_4
T60
4_2_
T6
00_4
T60
5_2_
T5
96_2
T59
8_4_
T6
00_5
T59
6_4_
T6
07_5
T59
7_3_
T6
01_5
T60
0_2_
T5
99_3
DumbBell ID
F [
MH
z]
+5.6 MHz
-4.2 MHz
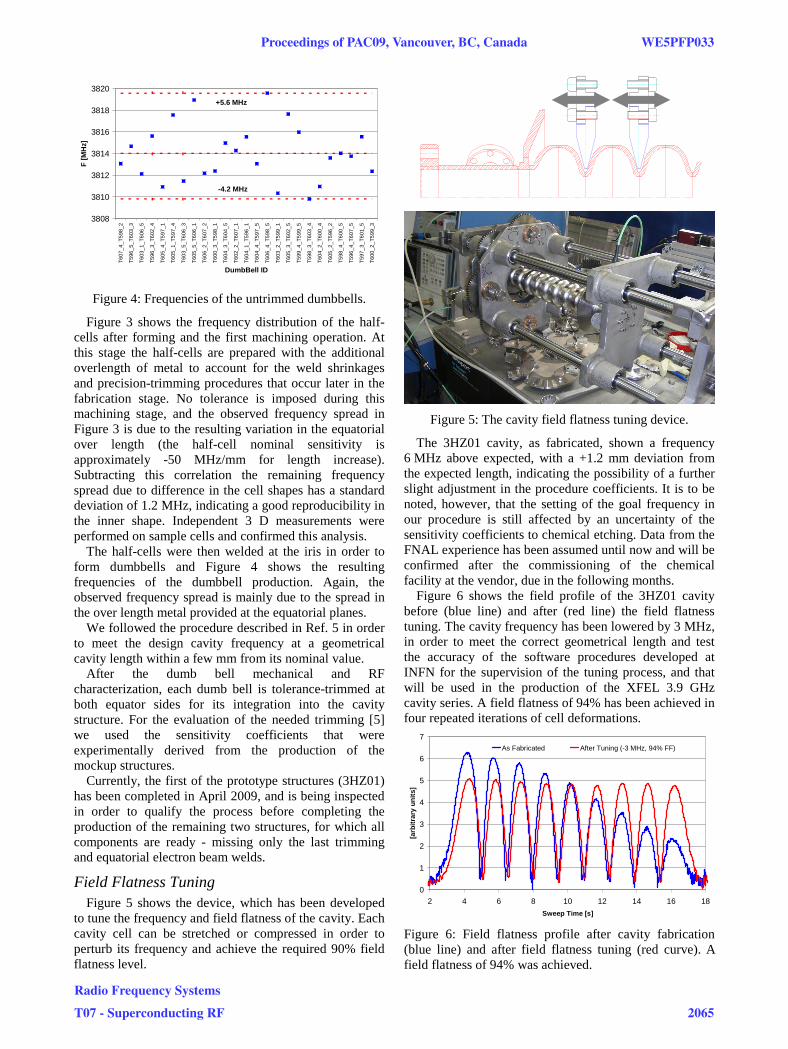
Figure 4: Frequencies of the untrimmed dumbbells.
Figure 3 shows the frequency distribution of the half-cells after forming and the first machining operation. At this stage the half-cells are prepared with the additional overlength of metal to account for the weld shrinkages and precision-trimming procedures that occur later in the fabrication stage. No tolerance is imposed during this machining stage, and the observed frequency spread in Figure 3 is due to the resulting variation in the equatorial over length (the half-cell nominal sensitivity is approximately -50 MHz/mm for length increase). Subtracting this correlation the remaining frequency spread due to difference in the cell shapes has a standard deviation of 1.2 MHz, indicating a good reproducibility in the inner shape. Independent 3 D measurements were performed on sample cells and confirmed this analysis.
The half-cells were then welded at the iris in order to form dumbbells and Figure 4 shows the resulting frequencies of the dumbbell production. Again, the observed frequency spread is mainly due to the spread in the over length metal provided at the equatorial planes.
We followed the procedure described in Ref. 5 in order to meet the design cavity frequency at a geometrical cavity length within a few mm from its nominal value.
After the dumb bell mechanical and RF characterization, each dumb bell is tolerance-trimmed at both equator sides for its integration into the cavity structure. For the evaluation of the needed trimming [5] we used the sensitivity coefficients that were experimentally derived from the production of the mockup structures.
Currently, the first of the prototype structures (3HZ01) has been completed in April 2009, and is being inspected in order to qualify the process before completing the production of the remaining two structures, for which all components are ready - missing only the last trimming and equatorial electron beam welds.
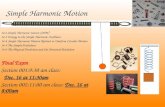
Field Flatness Tuning Figure 5 shows the device, which has been developed
to tune the frequency and field flatness of the cavity. Each cavity cell can be stretched or compressed in order to perturb its frequency and achieve the required 90% field flatness level.
Figure 5: The cavity field flatness tuning device.
The 3HZ01 cavity, as fabricated, shown a frequency 6 MHz above expected, with a +1.2 mm deviation from the expected length, indicating the possibility of a further slight adjustment in the procedure coefficients. It is to be noted, however, that the setting of the goal frequency in our procedure is still affected by an uncertainty of the sensitivity coefficients to chemical etching. Data from the FNAL experience has been assumed until now and will be confirmed after the commissioning of the chemical facility at the vendor, due in the following months.
Figure 6 shows the field profile of the 3HZ01 cavity before (blue line) and after (red line) the field flatness tuning. The cavity frequency has been lowered by 3 MHz, in order to meet the correct geometrical length and test the accuracy of the software procedures developed at INFN for the supervision of the tuning process, and that will be used in the production of the XFEL 3.9 GHz cavity series. A field flatness of 94% has been achieved in four repeated iterations of cell deformations.
0
1
2
3
4
5
6
7
2 4 6 8 10 12 14 16 18
Sweep Time [s]
[arb
itra
ry u
nit
s]
As Fabricated After Tuning (-3 MHz, 94% FF)
Figure 6: Field flatness profile after cavity fabrication (blue line) and after field flatness tuning (red curve). A field flatness of 94% was achieved.
Proceedings of PAC09, Vancouver, BC, Canada WE5PFP033
Radio Frequency Systems
T07 - Superconducting RF 2065

Figure 7: Typical pattern of the optical inspection at the cavity equator (all 360° folded in the picture).
Optical Inspection For the supervision of the cavity fabrication process an
optical inspection system based on a commercial boroscope system, with a home-made diffused LED lighting, was developed at INFN, for the inspection of the cavity welds before and after the main chemical etch for the damage layer removal. Figures 7 and 8 show the pattern of an equator weld and the inspection device.
Figure 8: Optical system developed for the inspection of the cavity welds.
INFRASTRUCTURE FOR VERTICAL TESTS AT INFN
The LASA laboratory is equipped with a vertical test stand, originally designed for 5-cell 500 MHz cavities. The existing vertical insert has been redesigned in order to host the cold test of the smaller 3.9 GHz cavities. A variable coupling scheme has been chosen to allow an optimal RF coupling during the qualification measurements.
A room temperature linear actuator, installed externally to the cryostat top flange, moves the cavity - in its titanium constraining frame - to adjust the penetration length of the antenna, which is fixed to the bottom plate of the insert. Figure 9 shows the cavity in its frame in the insert. The system was designed for a total antenna range of 50 mm, with a sensitivity of 8 μm/half motor step.
The existing cryogenic facility (LHe filling and recovery, vacuum system for subcooling, etc.) is already capable of performing the cavity measurements at a rate of few tests per year. About 13 W of cryogenic heat removal capabilities at 2 K are available for RF measurements with the present setup.
Installation at LASA of the modified vertical insert is scheduled by Summer 2009. In order to increase the testing rate and to better cope with the XFEL 3rd harmonic section installation schedule a few upgrades are also foreseen to the existing LASA infrastructure for the management, transfer and recovery of the helium fluids.
Figure 9: Adaptation of the cryostat vertical insert with the variable coupling antenna.
ACKNOWLEDGEMENTS We would like to acknowledge here the contribution of
many colleagues at INFN and DESY involved in the Workpackage 46 “3.9 GHz System” of the European XFEL Project, and of G. Corniani and M. Festa from Ettore Zanon S.p.A.
REFERENCES [1] ‘The Technical Design Report of the European
XFEL’, DESY Report DESY 2006-097 (July 2006), available from http://xfel.desy.de.
[2] E. Vogel et al., “Status of the 3rd Harmonic Systems for FLASH and XFEL in Summer 2008”, Proceedings of LINAC08, Vancouver, CA, p.436.
[3] E.R. Harms et al. “Status of 3.9 GHz Superconducting RF Cavity Technology at Fermilab”, Proceedings of LINAC08, Vancouver, CA, p. 832
[4] P. Pierini et al., “Third Harmonic Superconducting Cavity Prototypes for the XFEL”, Proceedings of LINAC08, Vancouver, CA, p. 808.
[5] G. Kreps et al., “Half-Cell and Dumb-Bell Frequency Testing for the Correction of the TESLA Cavity Length”, in Proceedings of the 9th Workshop of RF Superconductivity, Los Alamos, 1999.
WE5PFP033 Proceedings of PAC09, Vancouver, BC, Canada
2066
Radio Frequency Systems
T07 - Superconducting RF









![i .] APPROXIMATING HARMONIC FUNCTIONS 499€¦ · APPROXIMATING HARMONIC FUNCTIONS 499 THE APPROXIMATION OF HARMONIC FUNCTIONS BY HARMONIC POLYNOMIALS AND BY HARMONIC RATIONAL FUNCTIONS*](https://static.fdocuments.net/doc/165x107/5f0873ba7e708231d42214c2/i-approximating-harmonic-functions-499-approximating-harmonic-functions-499-the.jpg)






