Explosive Forming Process
41
Presentation on the topic Mechanics for Explosive Forming Process Gagandeep Singh 820982008 ME(P&I Engg.)
-
Upload
gagandeep-singh-mavi -
Category
Documents
-
view
313 -
download
5
Transcript of Explosive Forming Process
Presentation on
the topic Mechanics for Explosive Forming
Process
Gagandeep Singh820982008
ME(P&I Engg.)
INTRODUCTIONThe explosive forming of metals has been known for about
100 years.Explosive forming was first proposed at the Kharkov Aviation
Institute in the 1940’s and was widely used in the mid-1950’s in the production of oversize parts for rockets and airplanes.
Some suggestions to apply explosives were made at end of the 18th century, but they were not implemented as industrial applications.
Practical research on explosive forming of pipe-shaped specimens has been conducted since 1970, in the G. D. R. (German Democratic Republic) , at the Ludwigsfelde truck company and at the Magdeburg Technical University.
WHAT IS EXPLOSIVE FORMING PROCESSThe metal forming involves the detonation of an explosive
charge, causing a shock wave and a large momentum in the water, the expansion of detonation gases, and the subsequent interaction with the metal plate.
A metal plate is clamped into a mould, and then immersed in a water basin.
The energy releasing upon explosion of high explosive substance acts directly or through a conductive medium on a metal plate and deform it to fit the die profile.
Usually, explosive forming is done with the explosive charge in water, at a certain stand-off distance of the part to be formed
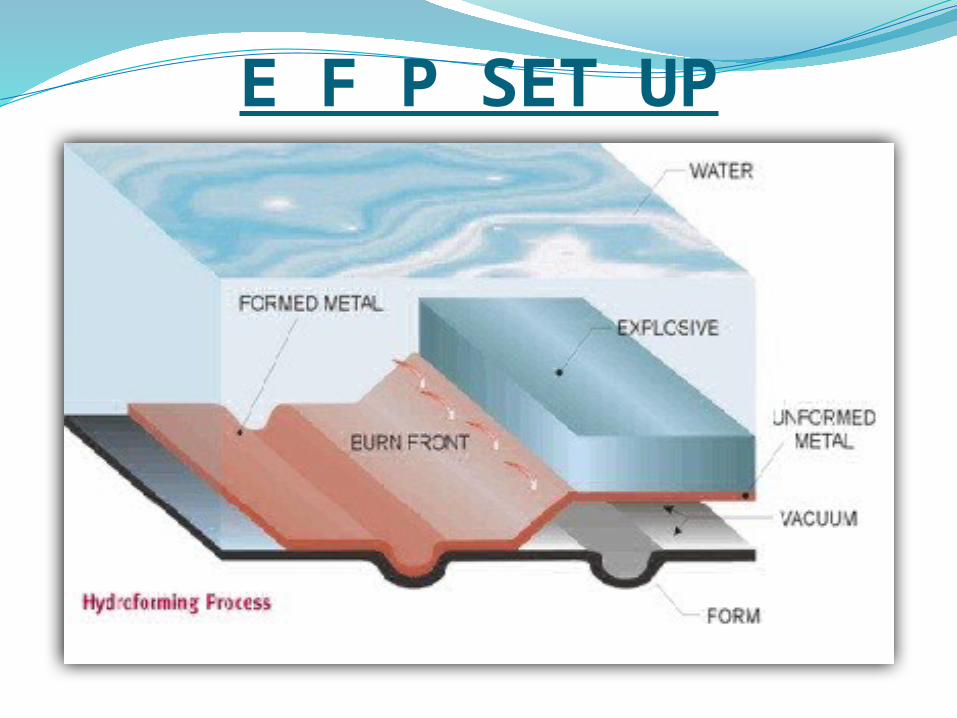
E F P SET UP
The charge used is very small, but is capable of exerting tremendous forces on the work piece.
In Explosive Forming chemical energy from the explosives is used to generate shock waves through a medium (mostly water), which are directed to deform the work piece at very high velocities.
The shock waves act as a punch. Explosive Forming is also known as HERF (High Energy
Rate Forming)
METHODS OF EXPLOSIVE FORMING Explosive Forming Operations can be divided into two
groups, depending on the position of the explosive charge relative to the work piece.
Standoff Method In this method, the explosive charge is located at some
predetermined distance from the work piece and the energy is transmitted through an intervening medium like air, oil, or water.
Peak pressure at the work piece may range from a few thousand psi (pounds/inch2) to several hundred thousand psi depending on the parameters of the operation.
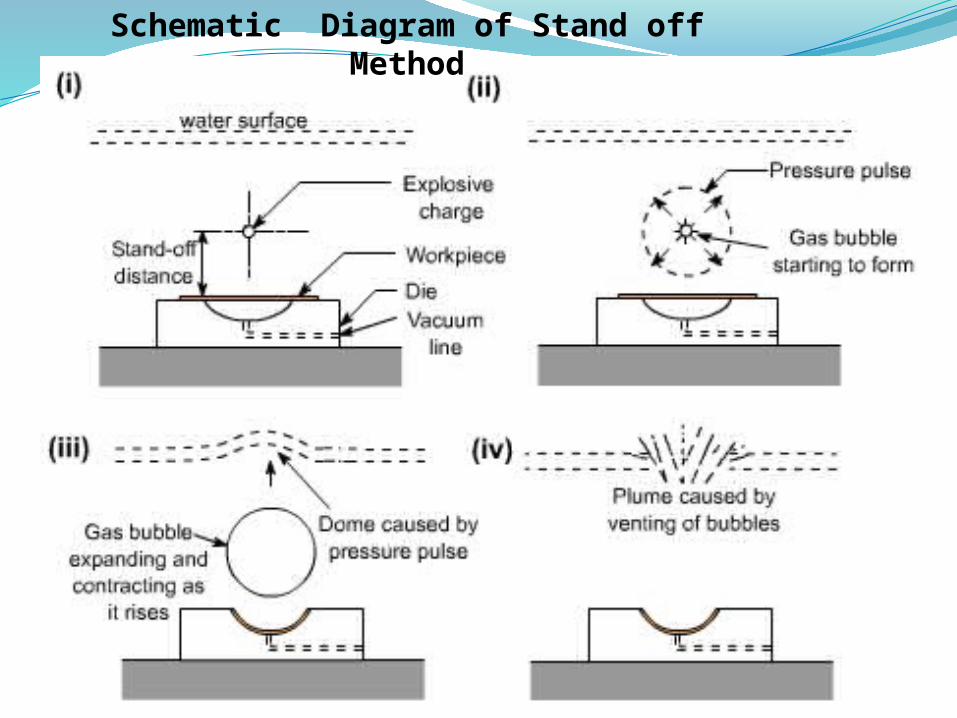
Schematic Diagram of Stand off Method
Contact Method In this method, the explosive charge is held in direct contact
with the work piece while the detonation is initiated. The detonation produces interface pressures on the surface of
the metal up to several million psi (35000 MPa).
WORKING OF E.F.PThe system used for Standoff operation consists of
following parts: -1) An explosive charge2) An energy transmitted medium3) A die assembly4) The work piece.
E F P SCHEMATIC DIAGRAM
Figure 1 shows an arrangement of Standoff Explosive forming operation.
The die assembly is put together on the bottom of the tank. Work piece is placed on the die and blank holder placed above.
A vacuum is then created in the die cavity. The explosive charge is placed in position over the centre of the work piece. The explosive charge is suspended over the blank at a predetermined distance (known as standoff distance). The complete assembly is immersed in a tank of water.
After the detonation of explosive, a pressure pulse of high intensity is produced. A gas bubble is also produced which expands spherically and then collapses until it vents at the surface of the water.
When the pressure pulse impinges against the work piece, the metal is displaced into the die cavity.
EXPLOSIVE FORMING EQUIPMENT
EXPLOSIVES USED Explosives are substances that undergo rapid chemical reaction
during which heat and large quantities of gaseous products are evolved.
Explosives can be Solid (TNT-trinitro toluene),Liquid (Nitroglycerine), orGaseous (oxygen and acetylene mixtures). The type of charge, its location, method and place of its initiating
determine the pressure area of a sheet metal being deformed.Most distributed types of charges are: • concentrated charge (generally spherical), • linear (detonating cable), • adjustable charge.
Explosives are divide into two classes; Low Explosives in which the ammunition burns rapidly
rather than exploding, hence pressure build up is not large, High Explosive which have a high rate of reaction with a
large pressure build up. Features of Low and High Explosives
PROPERTY HIGH EXPLOSIVE LOW EXPLOSIVEMETHOD OF INITIATION
Primary HE-ignition, spark, flame or impact
Ignition
Secondary HE-detonator , or detonator and booster combination
CONVERSION TIME Microseconds Milliseconds
PRESSURE Upto 4,000,000 psi Upto 40,000 psi
PROPERTIES OF SOME EXPLOSIVESExplosives Relativ
e power
(% TNT)
Form of
charge
Detonation
Velocity,m/s
Energy,
KJ/kg
Maximum
pressure, GPa
RDX (Cyclotrimethylene
trinitramine, C3H6N6O6)
170 Pressed
granules
8380 1270 23.4
TNT (Trinitrotoluene,
C7H5N3O6
100 Cast 7010 780 16.5
PETN (Pentaerythritol
tetranitrate, C5H8N12O4)
170 Pressed
granules
8290 1300 22.1
Tetryl (Trinitrophenylmeth
ylinitramine, C7H5O8N5)
129 Pressed
granules
7832 ----- -----
Blasting gelatin 99 Cartridge
plastic
7985 1220 17.9
DIE MATERIALDifferent materials are used for the manufacture of dies for
explosive working, for instance high strength tool steels, plastics, concrete.
Relatively low strength dies are used for short run items and for parts where close tolerances are not critical, while for longer runs higher strength die materials are required.
Kirksite (An alloy of Al-Zn, can be casted at low temperature) and plastic faced dies are employed for light forming operations;
Tool steels, cast steels, and ductile iron for medium requirements.
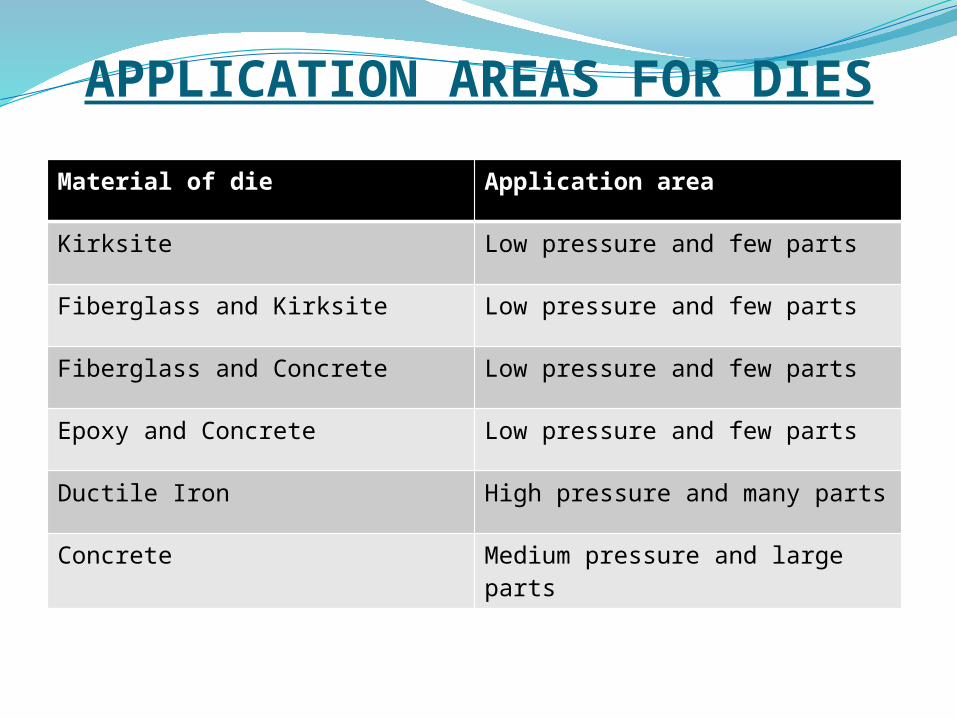
Material of die Application area
Kirksite Low pressure and few parts
Fiberglass and Kirksite Low pressure and few parts
Fiberglass and Concrete Low pressure and few parts
Epoxy and Concrete Low pressure and few parts
Ductile Iron High pressure and many parts
Concrete Medium pressure and large parts
APPLICATION AREAS FOR DIES
CONDUCTING MEDIUMGaseous, liquid, elastic and loose medium is used in practice
as a conductive medium. The use of water as a universal conductive medium of good
characteristics for transmission of energy impulse has gained most spread.
It has been observed that energetic efficiency in explosive forming by using conducting medium as conveying medium is 4 to 5 times more than the energy efficiency of same process using air as medium
PARAMETERSThe process typically involves placing the metal over a die
and then using the concussive force of high explosives to press it into shape.
Considering the important influence of the shock wave produced by the explosion and also the effect of medium (in which explosion takes place) on transition of shock wave to work piece during explosive forming, analysis of shock wave transition and its effective parameters such as characteristics of conveying medium, have crucial role in understanding the explosive forming process and also help to have control over it.
Many researches and experiments have been conducted in such concern. One of such research is being tried to explained in upcoming slides.
Explosion is important step in this process. The explosion in two different condition is performed that is in air and under water. The effect of the same is observed.
Now an Explosion is a phenomenon which results in the sudden release of energy from an explosive charge as a sort of environmental source of energy. The explosive charge is in fact defined to be an unstable compound that the sudden release of energy causes several chemical changes in it and so becomes a more stable product.
The very first mechanical effect of explosive blast is a forceful blow from the instantaneous pressure jump, in its shock front.
EXPLOSION IN AIRThe sudden change of the condition in the surrounding
environment is in fact the first step of the complicated explosion phenomena.
The explosive blast travels faster than the speed of sound and hence an explosion does not give its target any advance warning of impending destruction
Analyzing the pressure of a definite point, right after the explosion in air shows that it suddenly increases in some micro seconds and reaches its maximum value and then starts decreasing (the positive phase) and goes under the pressure of the environment (the negative phase).
Impulse is an important aspect of damage – causing ability of the blast
The impulse of unit area of the shock wave front up to the time t after the arrival is given by:
(1)
There are several equations in different references to calculate impulse of an explosion. For example Goodman presented expression to calculate the impulse of unit area for “ in air explosion” as given below:
(2)
0.04337 ≤ z ≤ 9.1020
In which the scaled distance Z is defined as:
(3)
In the above expression, R is the stand-off in meter and W is the equivalent TNT mass of the used explosive charge in
Kg.
EXPLOSION UNDER WATERRegarding the under water explosion, the propagation velocity is
many time more than the speed of sound but within the distance of 10 times of the charge radius from the centre of the explosion, it rapidly drops to the sound velocity (approximately 1440 m/s for sea water).
The sudden energy release associated with the explosion of a high explosive leads to the formation of a superheated, highly compressed gas bubble and the generation of a shock wave in the surrounding water.
The underwater shock wave generated by the explosion is superimposed on the hydrostatic pressure. The pressure time history, P(t), at a fixed location starts with an instantaneous pressure increase to a peak pressure, Pm, (in less than 10-7 sec) followed by a decay which in its initial portion is usually approximated by an exponential function as:
(4)
(5)
(6)
where , θ is decay constant in microseconds W is expressed in kg of TNT R is stand off distance in meters
The impulse integrated to time t=6.7θ is given by equation
(7) Since water is assumed to be incompressible, the impulse of water
explosion is much greater than impulse of explosion in air. But the pressure decay happens more quickly in water than explosion in air.
This is main difference between under water and in air explosion is due to dynamic of the gas core produced by detonation of high explosives.
As the pressure of the gas core is much greater than the pressure of the surrounding environment, it expands rapidly in both cases. In normal explosions (in air) the pressure of the gas core decreases as it expands and finally it equals the atmosphere pressure. As the fumes of the explosion and the surrounding air are both gaseous and their densities at the atmosphere pressure are almost the same, so after an explosion in air, they mix together and finally the heated gaseous products of the detonation become a part of the surrounding air.
But the case is different in underwater explosion because water can control the gaseous products of explosion. The mound of gas, made by an explosion is called the bubble. When an under water detonation happens, because of the expanding-contacting motion of the bubble, a portion of the produced energy is periodically transmitted between the bubble and the surrounding water. That is in fact one of the most obvious differences between under water and in air blast.
When a cylindrical structure is exposed to an internal explosive loading, a large strain rate will be caused. This strain rate can be calculated by equation:
(8)
Where h is the thickness and R is the radius of the shell that both are measured in meter, the density of the structure (ρ ) , is expressed in Kg /m3 and, I0, the impulse per unit of area is expressed in (Pa.Sec)
EXPLOSIVE FORMINGThe needed energy for explosive forming is gained from
detonation, and produces a shock wave that propagates with supersonic speed. This shock wave is influenced by the energy-conveying medium.
Transferred energy WW, Pressure PW, and Speed UW are of the most important factors which affect the explosive forming method of production.
They also influence the life of dies and machines, and cause some changes in the environment.
While using the explosive forming method, the physical propelling force for the energetic metal forming processes is achieved from the internal explosion in the work-piece which produces very hot fumes. The temperature of the fumes, right after their formation, is almost 2000 ° C to 3000 ° C
The thermal energy of the explosion is transformed into mechanical working energy by an adiabatic gas expansion. A large amount of energy is lost during this procedure. The energy-conveying medium, also called working medium, constitutes a carrier for this working energy.
The amount of the thermal energy which is transformed into mechanical working energy, directly depends on the temperature of the expanding fumes when they reach their ultimate pressure.
Like any other energy transferring process, a portion of the initial working energy transforms to the target work, but on the other hand a large portion of it, is wasted in different ways.
The energetic efficiency of an explosive forming process is defined as below: (9)
The energetic efficiency increases if we lose less energy during the energy conversion which is practical by using a proper working medium.
Choices for the working media are limited because only water, amorphous substances, and air can be reasonably considered as practically suitable materials for this purpose.
For example while using water as the energy conveying medium, the waste energy during the transformation through the working medium, results in heating and evaporating of water, but when sand is used as the medium, the above mentioned term of energy makes it crushed and heated. On the other hand, while using air as medium there are particularly high losses in energy conversion due to a small degree of cooling-off of fumes and the compressibility of air
The experimental researches show that the Energetic efficiency η with air as the transfer medium has been determined to be approximately 5%, and with sand as the medium, the energetic efficiency is about 12% and finally the energetic efficiency of the explosive loading process when water is used as the working medium is about 24%.
With Increasing the distance from the centre of the explosion the pressure of the shock wave forehead decreases because the increase of shock wave surface causes all quantities inherent in energy transfer to be diminished.
The minimum speed of the shock wave is equal to the speed of sound in that medium. A portion of the shock wave energy passes to the work-piece when it hits the work-piece. The pressure of the shock or mass wave conveying the working energy at the moment of hitting the work-piece is called Forming or Working Pressure Pw.
The magnitude of the working pressure Pw depends on different parameters, that the mass of the explosive, stand-off, characteristics of the energy conveying medium and the shape of the explosive charge are some of these parameters.
Based on the general theory of explosive forming, the working energy is carried by the shock wave caused by the explosion. This statement is theoretically and practically correct when water, air or any other gas or liquid conveying media is used.
But while using sand or any other amorphous medium, working energy is carried by the mass wave of the medium.
Therefore, the charging speed Uw, as one of the most effective factors in the explosive forming process is defined as the speed of the carrier of working energy while hitting the work-piece. The shock wave speed is generally more than the speed of sound in the working medium
Failure of work piece During the Explosive forming process when different working medium are used.
When Explosion takes place in air
When Explosion takes place under water
Explosive forming is applicable for the following materials:
Materials; all metals, including:• Titanium alloys (CP, Ti6Al4V, Ti6-2-4-2-, Ti-B21S, etc.)
• Nickel alloys (718, 625, Hastelloy-X, etc.) • Aluminum alloys (e.g. 2024, 7075, 6xxx, 5xxx, etc.)
• (Stainless) Steels • Special, extremely strong or brittle alloys, e.g. ODS alloy
PM1000
APPLICATIONS OF EXPLOSIVE FORMING
CHARACTERISTICSVery large sheets with relatively complex shapes, although
usually axisymmetric.Low tooling costs, but high labor cost.Suitable for low-quantity production.Long cycle times.
DIFFICULTIES IN FORMINGHeat treatments for metal is required after
Explosive forming.Limitations in pressing capacityFor Hot forming : costly tooling ; thinning;
Alfa case removal(Ti)Forgings :long lead times ; expensive
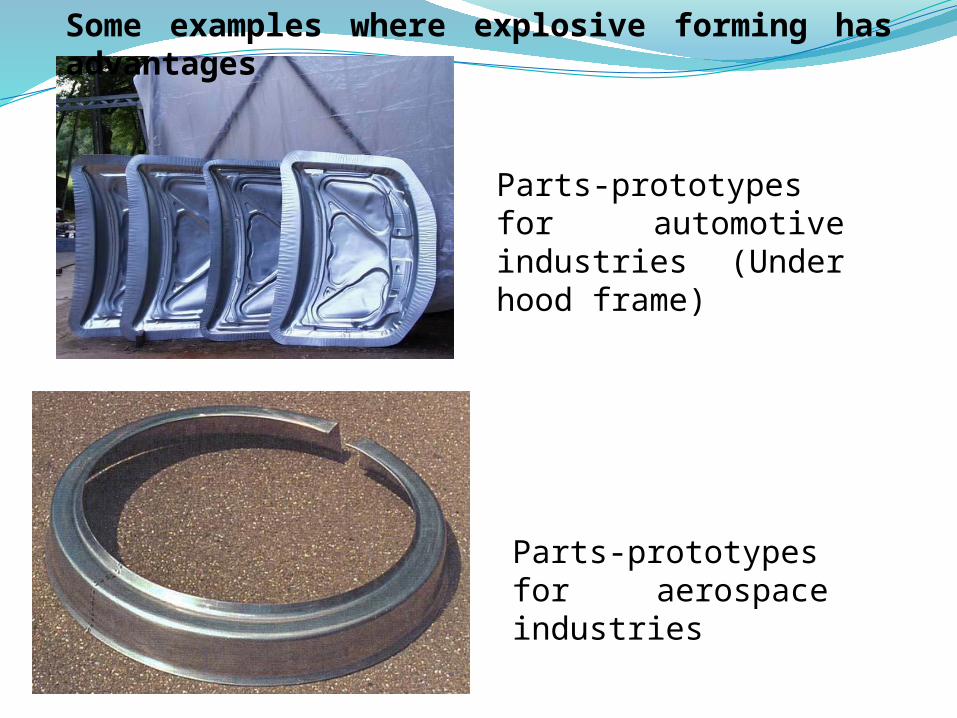
Parts-prototypes for automotive industries (Under hood frame)
Some examples where explosive forming has advantages
Parts-prototypes for aerospace industries
DISADVANTAGESExplosive forming in basins has a number of disadvantages that
prevent its wide use:a. it is necessary each time either to lower a die weighing many
tons into the water or to evacuate the water from the basin and then refill it;
b. ground tremors and the spillage of water owing to the force of the explosion make explosion forming in buildings difficult and usually make it necessary to carry it out at open-air sites.
Basinless explosive forming, which is carried out in mobile or stationary chambers, does not suffer from these disadvantages; there is water only between the explosive charge and the blank, and the remainder of the reinforced chamber is filled with air, which significantly reduces the shock wave.

COST AND SUITABILITYExplosive forming can be used to easily produce difficult-to-
manufacture components. The ability to quickly prototype a unitized complex, high
tolerance component can be a tremendous advantage in industry.
Explosive forming, however, is not necessarily a replacement for conventional metal forming techniques.
REFERENCESMilitary Technical Academy, Eng. Niculae MARIN, Adviser, IN CAS
S.A. Bucharest. Professor Eng. Victor GHIZDAVUThe Empirical Survey on the Effect of Using Media in Explosive
Forming of Tubular Shells, V. Hadavi, J. Zamani, R. Hosseini, World Academy of Science, Engineering and Technology 60 2009.
ASM Metal Handbook Desk Edition(2571s)WikipediaGoogle
THANK YOU