EXO TECHNOLOGY for Premium Power Tools - UCT Coatings
32
CONFIDENTIAL UCT FORESTRY 2010 COPYRIGHT EXO TECHNOLOGY for Premium Power Tools
Transcript of EXO TECHNOLOGY for Premium Power Tools - UCT Coatings

CO
NF
IDE
NT
IAL U
CT
FO
RE
ST
RY
2010 C
OP
YR
IGH
T
EXO TECHNOLOGY
for Premium Power Tools
INNOVATIONS IN POWER TOOLS
LIGHT-WEIGHT TOOLS
LONGER BATTERY LIFE
HIGHER POWER OUTPUT
“GREEN”
CO
NF
IDE
NT
IAL U
CT
FO
RE
ST
RY
2010 C
OP
YR
IGH
T
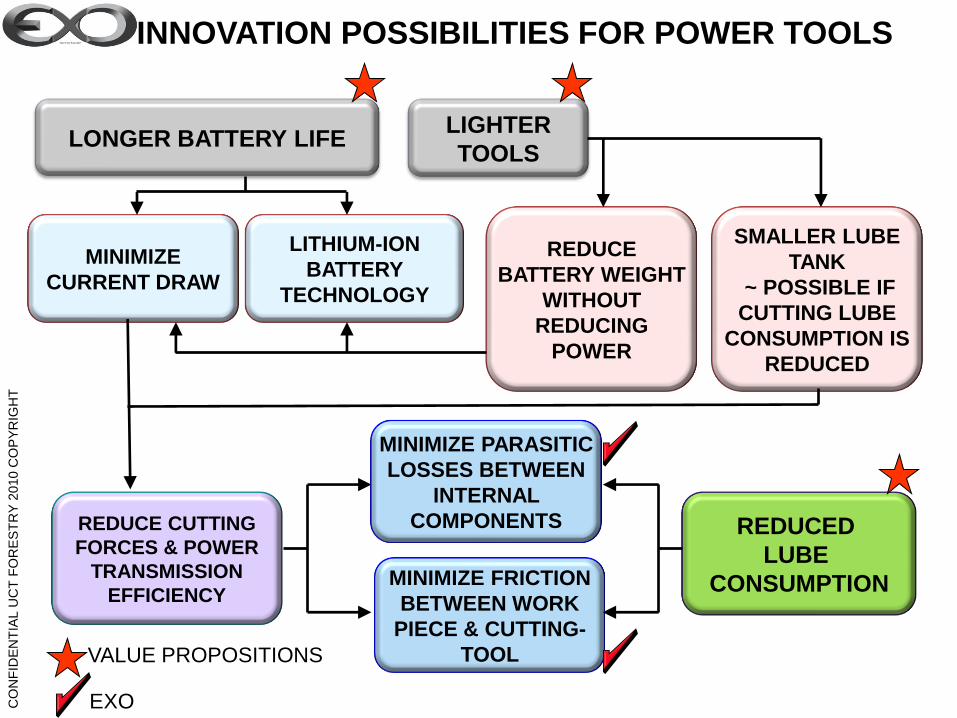
LIGHTER
TOOLS
REDUCE
BATTERY WEIGHT
WITHOUT
REDUCING
POWER
REDUCE CUTTING
FORCES & POWER
TRANSMISSION
EFFICIENCYMINIMIZE FRICTION
BETWEEN WORK
PIECE & CUTTING-
TOOL
MINIMIZE PARASITIC
LOSSES BETWEEN
INTERNAL
COMPONENTS
MINIMIZE
CURRENT DRAW
LITHIUM-ION
BATTERY
TECHNOLOGY
LONGER BATTERY LIFE
REDUCED
LUBE
CONSUMPTION
SMALLER LUBE
TANK
~ POSSIBLE IF
CUTTING LUBE
CONSUMPTION IS
REDUCED
INNOVATION POSSIBILITIES FOR POWER TOOLS
VALUE PROPOSITIONS
EXOCO
NF
IDE
NT
IAL U
CT
FO
RE
ST
RY
2010 C
OP
YR
IGH
T

INTRODUCTION TO
EXO TECHNOLOGY
CO
NF
IDE
NT
IAL U
CT
FO
RE
ST
RY
2010 C
OP
YR
IGH
T
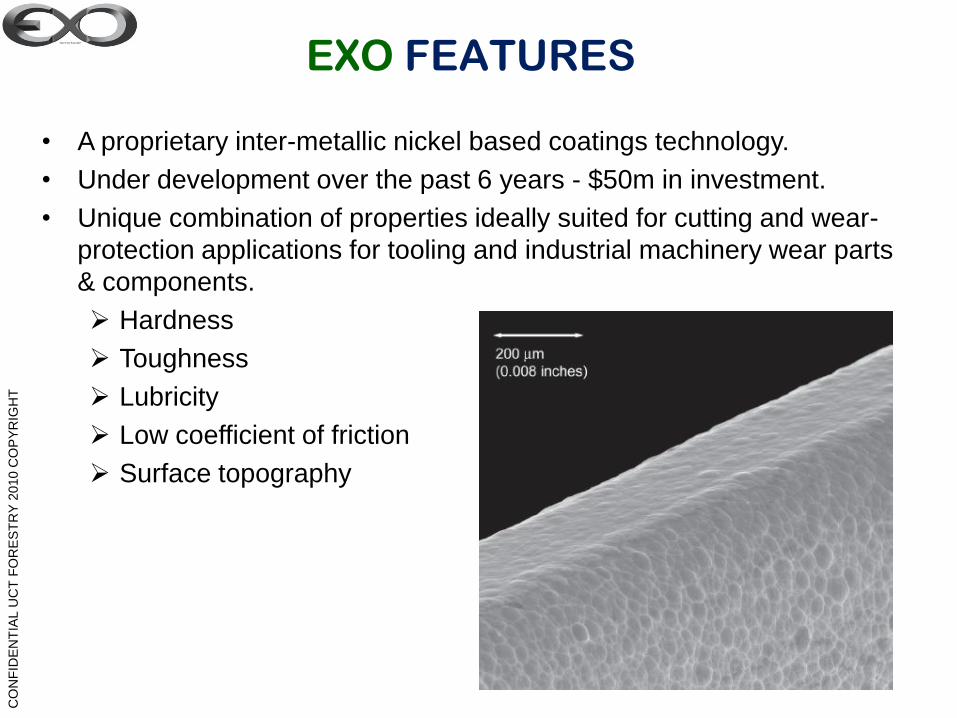
EXO FEATURES
• A proprietary inter-metallic nickel based coatings technology.
• Under development over the past 6 years - $50m in investment.
• Unique combination of properties ideally suited for cutting and wear-
protection applications for tooling and industrial machinery wear parts
& components.
Hardness
Toughness
Lubricity
Low coefficient of friction
Surface topography
CO
NF
IDE
NT
IAL U
CT
FO
RE
ST
RY
2010 C
OP
YR
IGH
T

EXO TECHNOLOGY PROCESS LINE
• Immersion in Liquid non line of sight uniform coating thickness.
• Low Temperature (> 200F) no tool distortion or reduction of bulk
tool hardness.
• Fast Deposition rate ~ 20 microns/hr (0.0008 in/hr).
CO
NF
IDE
NT
IAL ©
UC
TF
ore
str
y 2
010
EXO TECHNOLOGY PROCESS LINE

NOT A LINE-OF-SIGHT PROCESS• Complicated geometry components can be coated with a uniform coating
thickness. No edge build-up.• Through holes and cavities can be coated to a tight tolerance finish.
EXO TECHNOLOGY FEATURESC
ON
FID
EN
TIA
L ©
UC
T F
ore
str
y 2
010
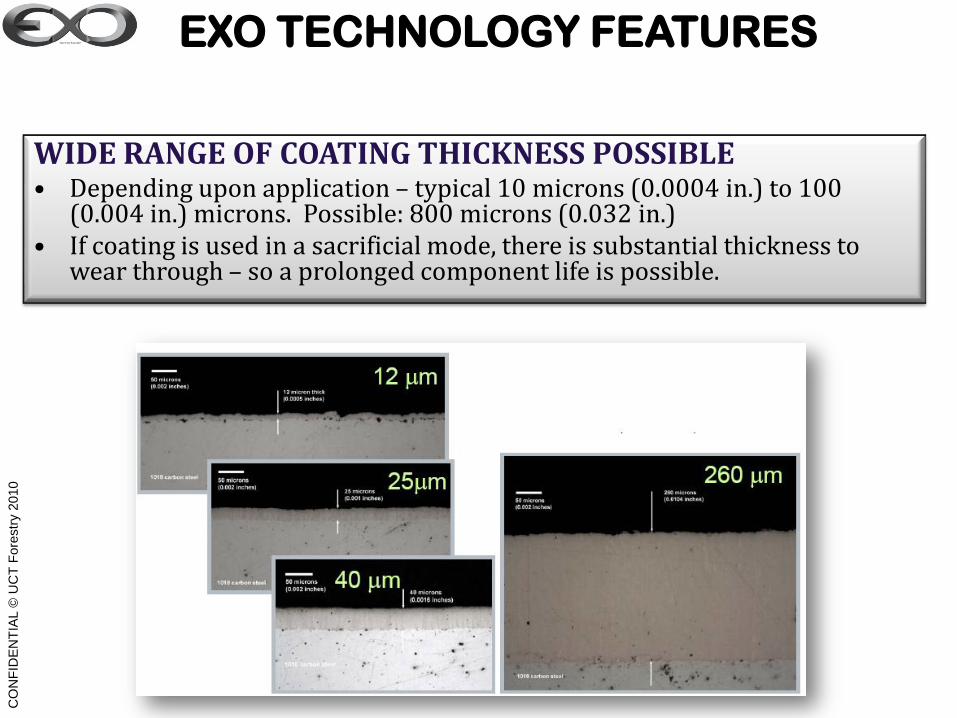
WIDE RANGE OF COATING THICKNESS POSSIBLE• Depending upon application – typical 10 microns (0.0004 in.) to 100
(0.004 in.) microns. Possible: 800 microns (0.032 in.)• If coating is used in a sacrificial mode, there is substantial thickness to
wear through – so a prolonged component life is possible.
CO
NF
IDE
NT
IAL ©
UC
TF
ore
str
y 2
010
EXO TECHNOLOGY FEATURES
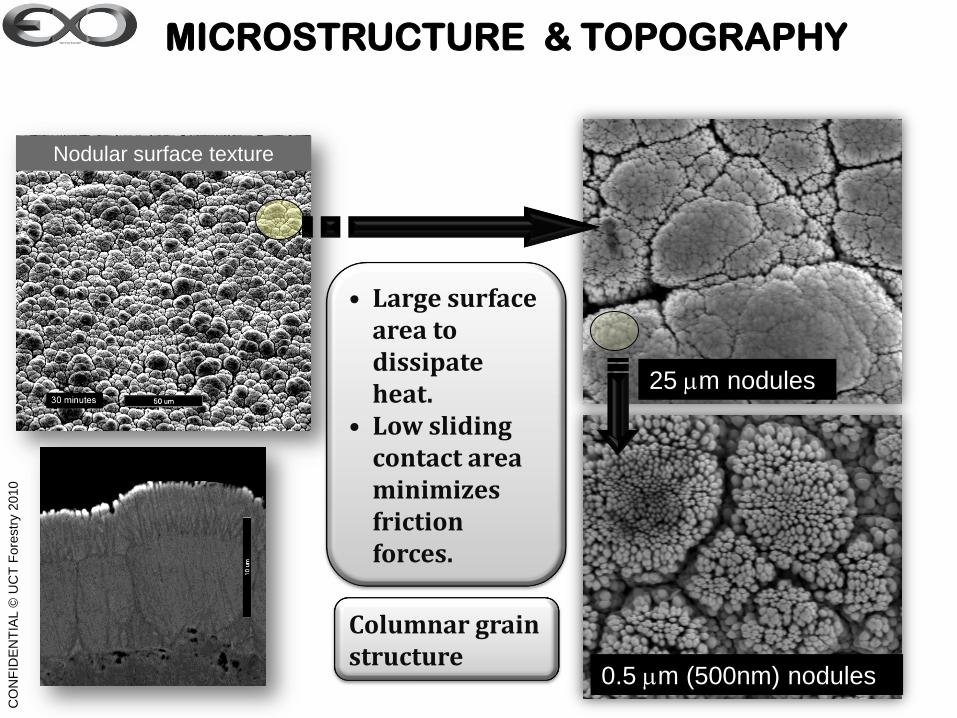
Nodular surface texture
MICROSTRUCTURE & TOPOGRAPHY
• Large surface area to dissipate heat.
• Low sliding contact area minimizes friction forces.
0.5 m (500nm) nodules
25 m nodules
Columnar grain structure
CO
NF
IDE
NT
IAL ©
UC
TF
ore
str
y 2
010

LOW COEF. OF FRICTION / HIGH LUBRICITY• The material has inherently low coefficient of friction. This property
coupled with the unique surface topography, gives coated surfaces a high degree of lubricity, making them ideally suited for SLIDING / ADHESIVE WEAR & GALLING application.
EXO GREASE-LESS GUNSEXO GUIDE-PADS FOR LUMBER MILL SAW GANGS
LINER HANGERSVALVE SEATING & VALVE TRUNION EXTRUSION SCREW & BARELL
CO
NF
IDE
NT
IAL ©
UC
TF
ore
str
y 2
010
EXO TECHNOLOGY FEATURES
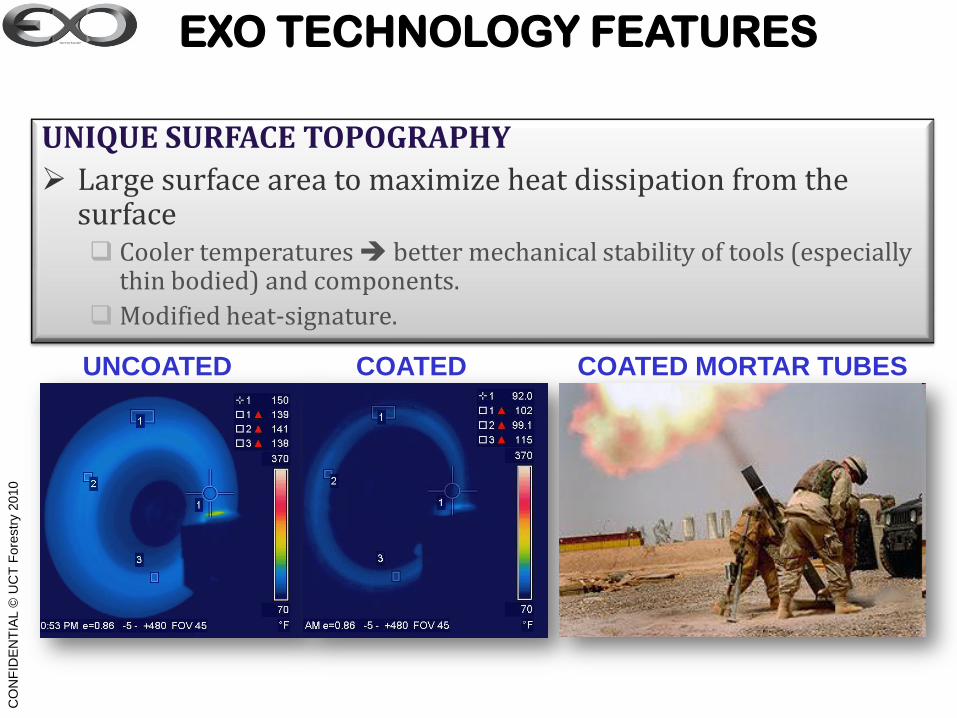
UNIQUE SURFACE TOPOGRAPHY
Large surface area to maximize heat dissipation from the surface Cooler temperatures better mechanical stability of tools (especially
thin bodied) and components.
Modified heat-signature.
UNCOATED COATED COATED MORTAR TUBES
CO
NF
IDE
NT
IAL ©
UC
TF
ore
str
y 2
010
EXO TECHNOLOGY FEATURES
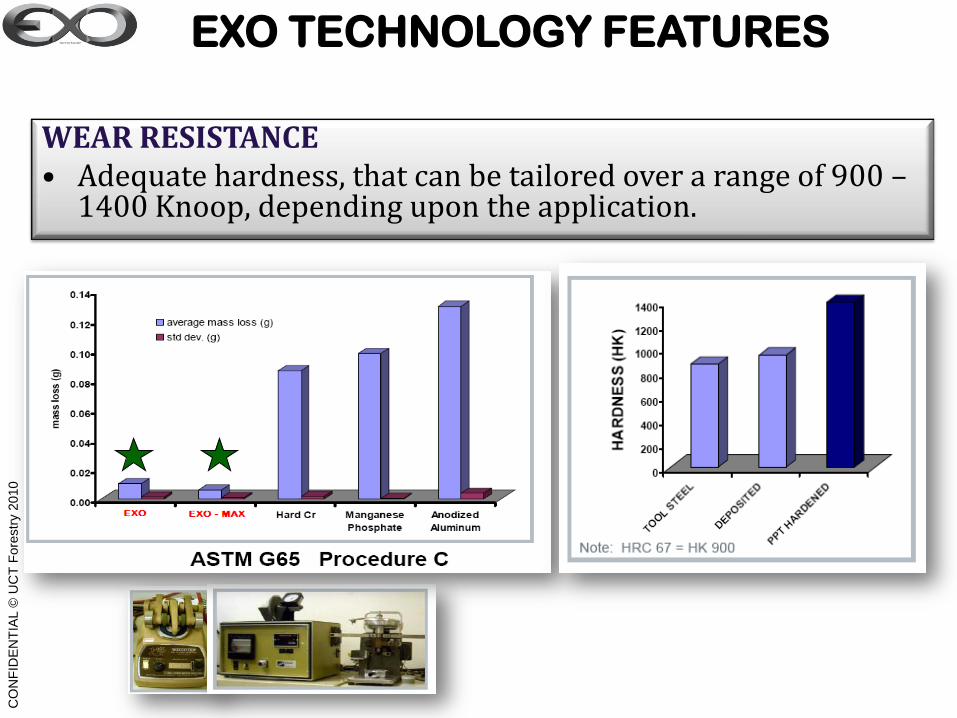
WEAR RESISTANCE• Adequate hardness, that can be tailored over a range of 900 –
1400 Knoop, depending upon the application.
CO
NF
IDE
NT
IAL ©
UC
TF
ore
str
y 2
010
EXO TECHNOLOGY FEATURES
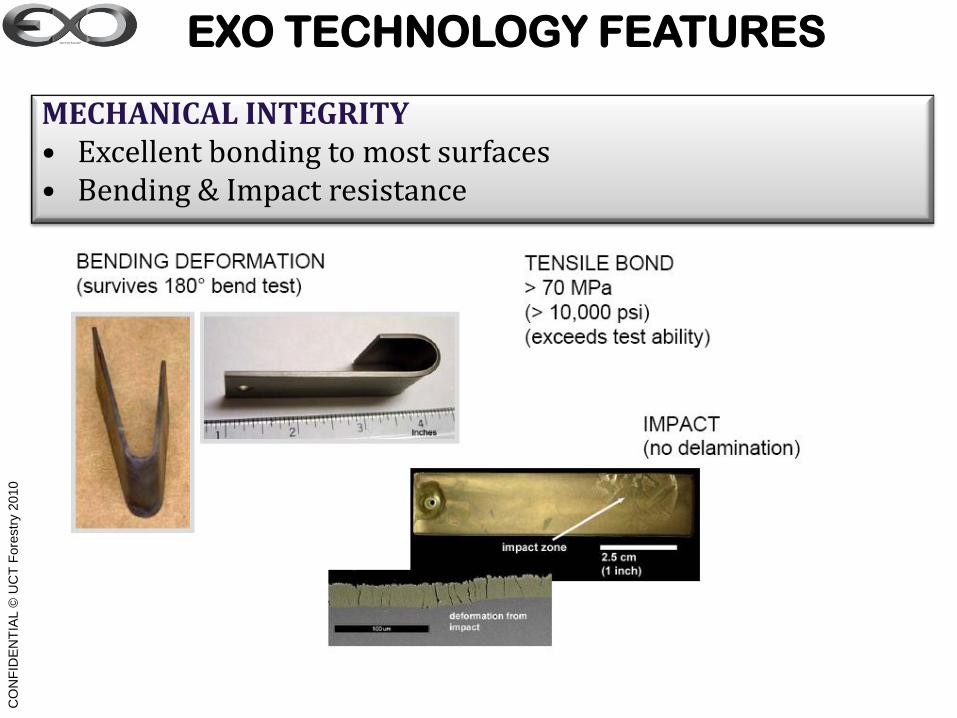
MECHANICAL INTEGRITY• Excellent bonding to most surfaces• Bending & Impact resistance
EXO TECHNOLOGY FEATURESC
ON
FID
EN
TIA
L ©
UC
TF
ore
str
y 2
010

TESTING
EXO-TECHNOLOGY
CO
NF
IDE
NT
IAL ©
UC
TF
ore
str
y 2
010
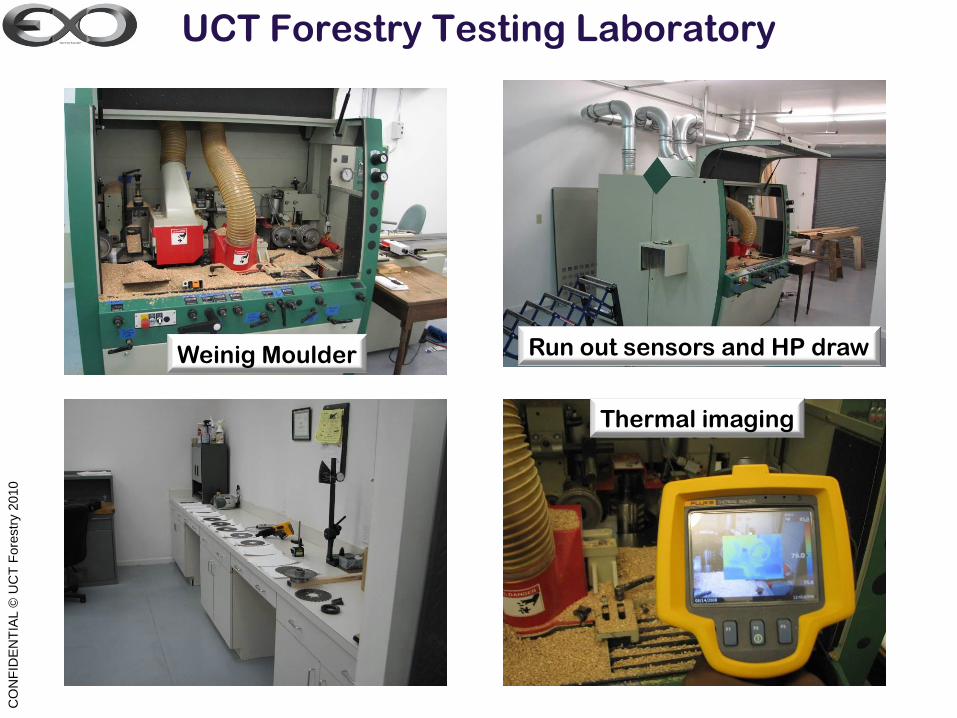
UCT Forestry Testing Laboratory
Thermal imaging
Run out sensors and HP drawWeinig Moulder
CO
NF
IDE
NT
IAL ©
UC
TF
ore
str
y 2
010

TESTING PROTOCOL
SAW BLADES MANUFACTURED BY STS 180 mm DIAMETER, 1.35 mm KERF, 1.10 mm PLATE, TIP-TO-BODY CLEARANCE: 0.006”
WORK PIECE MATERIAL: RED OAK
MEASURE AMPERAGE DRAW, DYNAMIC RUN-OUT AND TOOL TEMPERATURE AS A FUNCTION OF LINEAL FEET OF WOOD STRIPS CUT BY THE SAW.
CO
NF
IDE
NT
IAL ©
UC
TF
ore
str
y 2
010
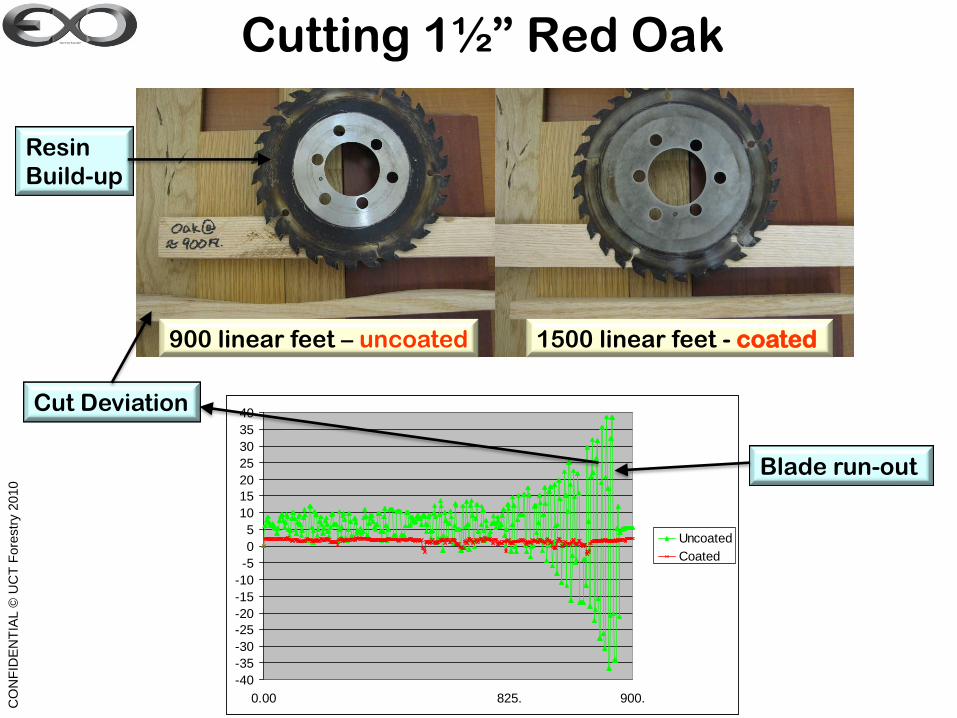
Cutting 1½” Red Oak
-40
-35
-30
-25
-20
-15
-10
-5
0
5
10
15
20
25
30
35
40
0.00 825. 900.
Uncoated
Coated
Blade run-out
Resin
Build-up
900 linear feet – uncoated 1500 linear feet - coated
Cut Deviation
CO
NF
IDE
NT
IAL ©
UC
TF
ore
str
y 2
010
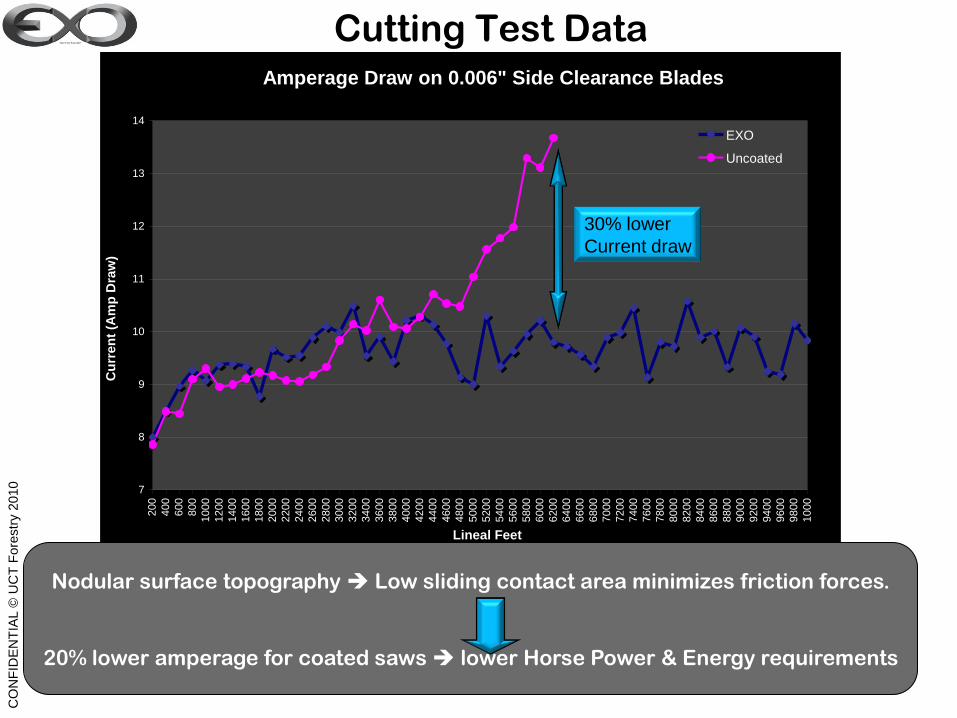
Cutting Test DataAmperage Draw on 0.006" Side Clearance Blades
7
8
9
10
11
12
13
14
200
400
600
800
1000
1200
1400
1600
1800
2000
2200
2400
2600
2800
3000
3200
3400
3600
3800
4000
4200
4400
4600
4800
5000
5200
5400
5600
5800
6000
6200
6400
6600
6800
7000
7200
7400
7600
7800
8000
8200
8400
8600
8800
9000
9200
9400
9600
9800
1000
Lineal Feet
Cu
rre
nt
(Am
p D
raw
)
EXO
Uncoated
Nodular surface topography Low sliding contact area minimizes friction forces.
20% lower amperage for coated saws lower Horse Power & Energy requirements
30% lower
Current draw
CO
NF
IDE
NT
IAL ©
UC
TF
ore
str
y 2
010
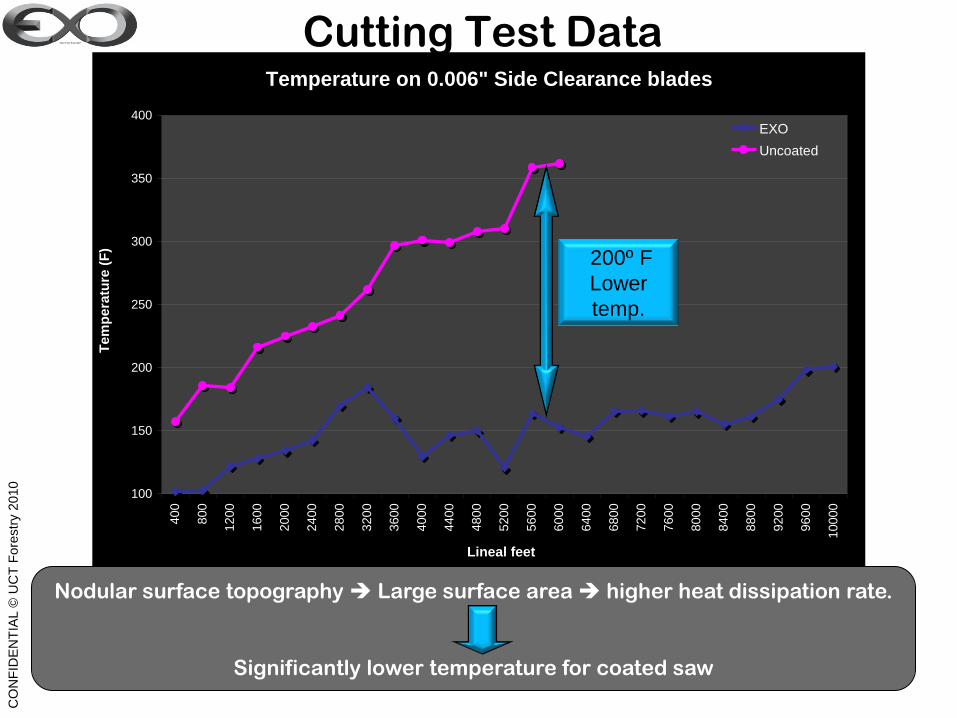
Temperature on 0.006" Side Clearance blades
100
150
200
250
300
350
400
400
800
1200
1600
2000
2400
2800
3200
3600
4000
4400
4800
5200
5600
6000
6400
6800
7200
7600
8000
8400
8800
9200
9600
10000
Lineal feet
Te
mp
era
ture
(F
)
EXO
Uncoated
Cutting Test Data
Nodular surface topography Large surface area higher heat dissipation rate.
Significantly lower temperature for coated saw
200º F
Lower
temp.
CO
NF
IDE
NT
IAL ©
UC
TF
ore
str
y 2
010
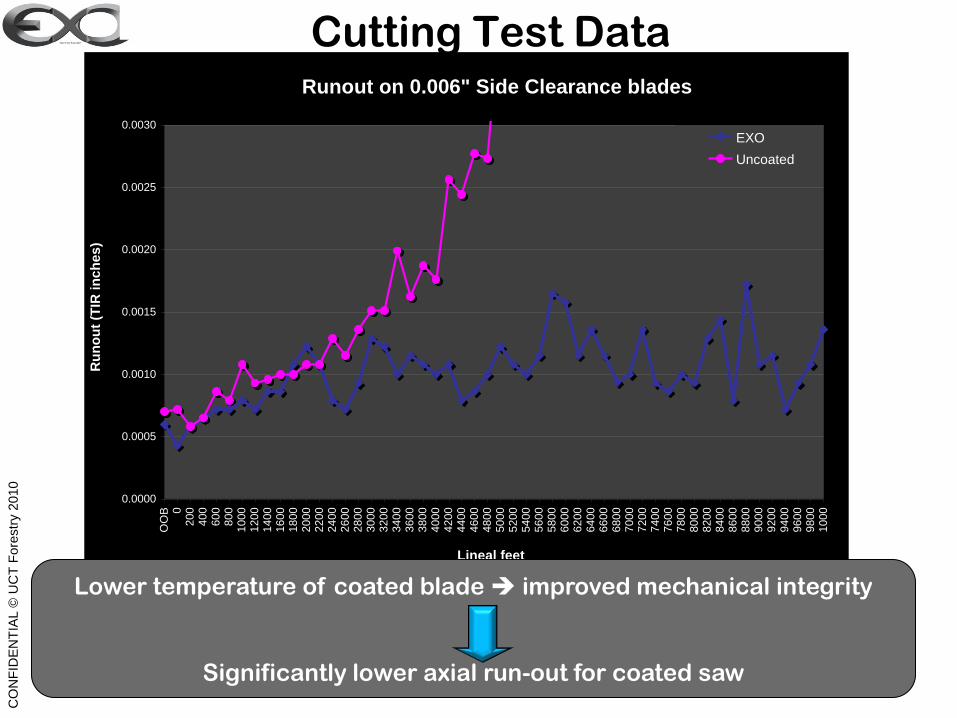
Cutting Test DataRunout on 0.006" Side Clearance blades
0.0000
0.0005
0.0010
0.0015
0.0020
0.0025
0.0030
OO
B 0200
400
600
800
1000
1200
1400
1600
1800
2000
2200
2400
2600
2800
3000
3200
3400
3600
3800
4000
4200
4400
4600
4800
5000
5200
5400
5600
5800
6000
6200
6400
6600
6800
7000
7200
7400
7600
7800
8000
8200
8400
8600
8800
9000
9200
9400
9600
9800
1000
Lineal feet
Ru
no
ut
(TIR
in
ch
es
)
EXO
Uncoated
Lower temperature of coated blade improved mechanical integrity
Significantly lower axial run-out for coated saw
CO
NF
IDE
NT
IAL ©
UC
TF
ore
str
y 2
010
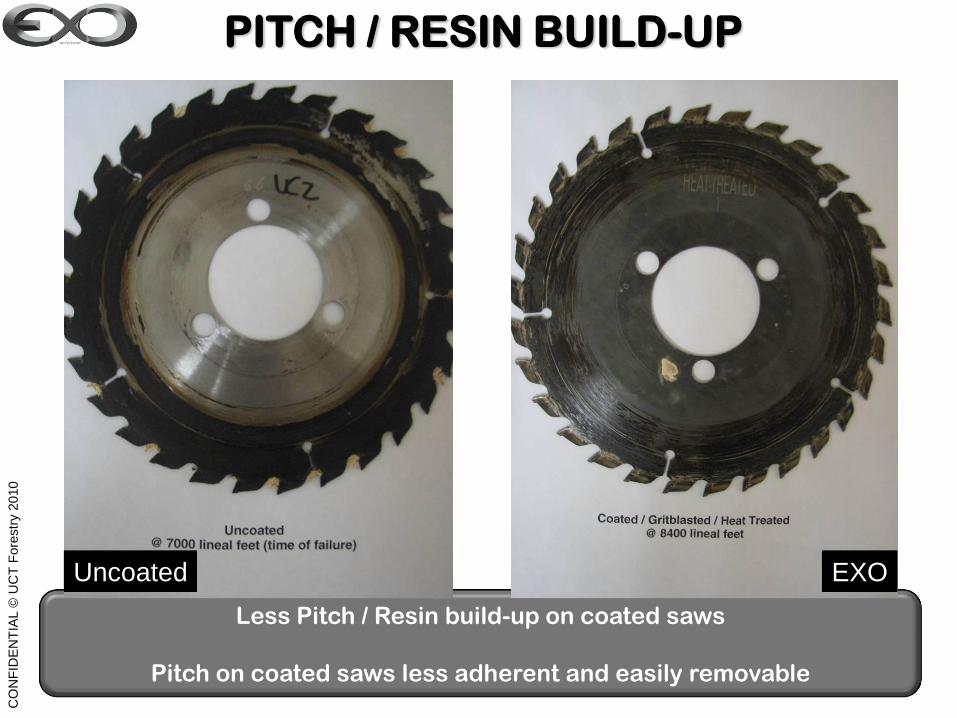
Less Pitch / Resin build-up on coated saws
Pitch on coated saws less adherent and easily removable
EXOUncoated
PITCH / RESIN BUILD-UPC
ON
FID
EN
TIA
L ©
UC
TF
ore
str
y 2
010
CO
NF
IDE
NT
IAL ©
UC
TF
ore
str
y 2
010
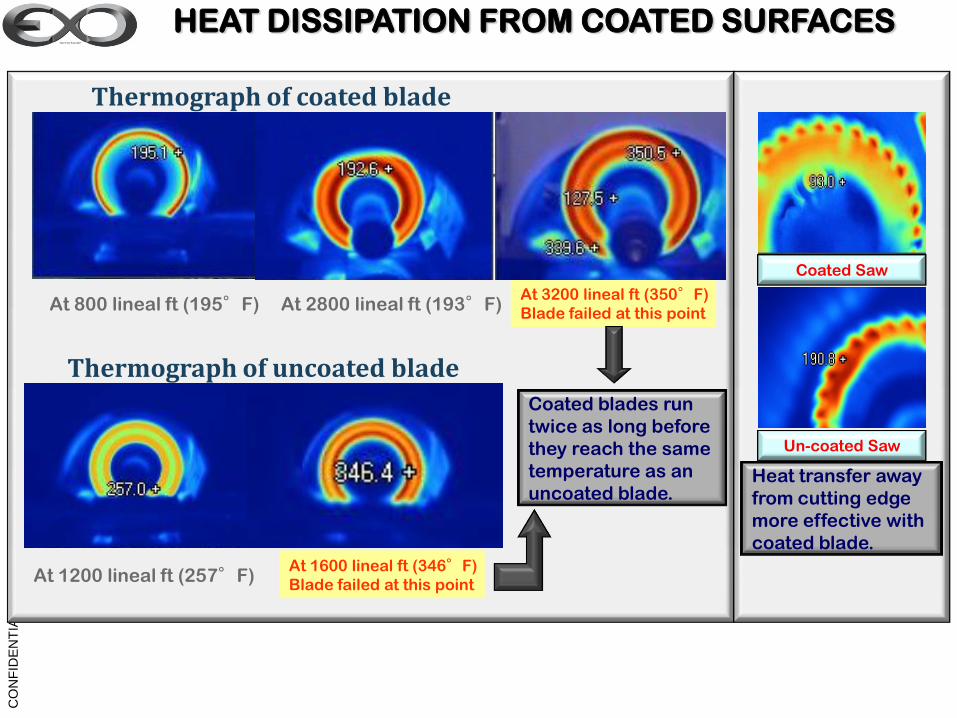
At 800 lineal ft (195°F) At 2800 lineal ft (193°F)At 3200 lineal ft (350°F)
Blade failed at this point
At 1200 lineal ft (257°F)At 1600 lineal ft (346°F)
Blade failed at this point
Thermograph of uncoated blade
HEAT DISSIPATION FROM COATED SURFACES
Coated blades run
twice as long before
they reach the same
temperature as an
uncoated blade.
Un-coated Saw
Coated Saw
Heat transfer away
from cutting edge
more effective with
coated blade.
Thermograph of coated blade
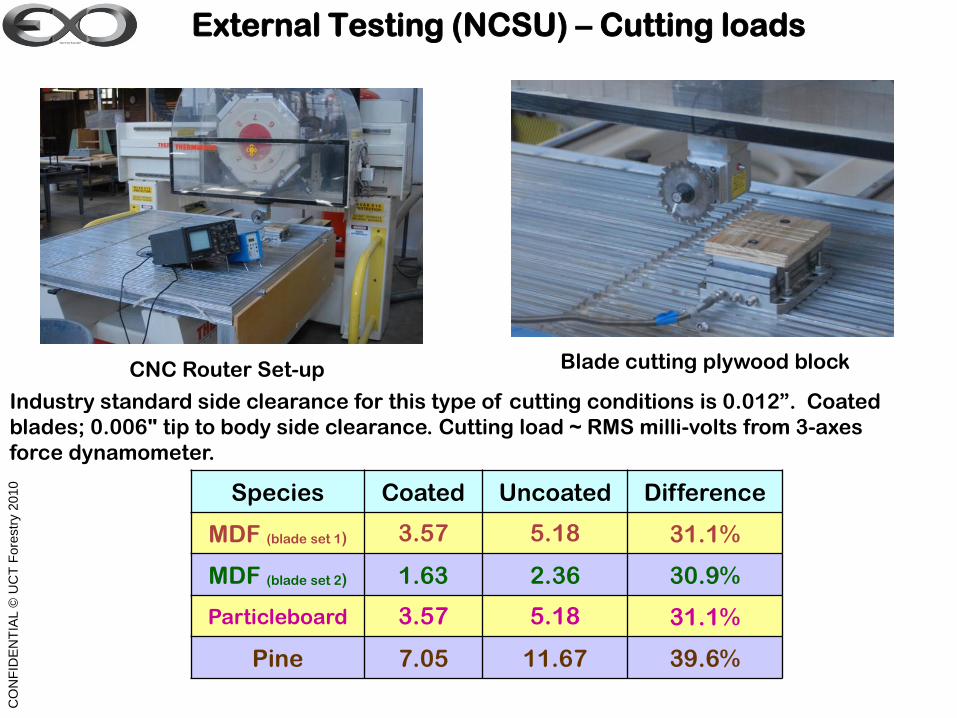
External Testing (NCSU) – Cutting loads
Blade cutting plywood blockCNC Router Set-up
Industry standard side clearance for this type of cutting conditions is 0.012”. Coated
blades; 0.006" tip to body side clearance. Cutting load ~ RMS milli-volts from 3-axes
force dynamometer.
Species Coated Uncoated Difference
MDF (blade set 1) 3.57 5.18 31.1%
MDF (blade set 2) 1.63 2.36 30.9%
Particleboard 3.57 5.18 31.1%
Pine 7.05 11.67 39.6%
CO
NF
IDE
NT
IAL ©
UC
TF
ore
str
y 2
010
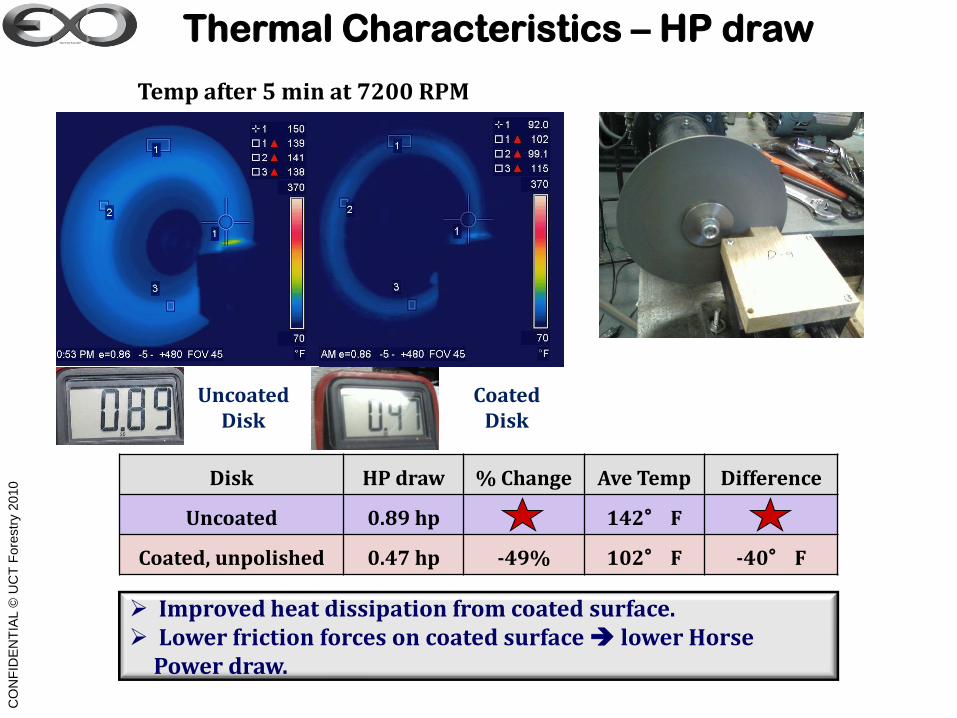
Thermal Characteristics – HP draw
Uncoated Disk
Temp after 5 min at 7200 RPM
Coated Disk
Disk HP draw % Change Ave Temp Difference
Uncoated 0.89 hp 142° F
Coated, unpolished 0.47 hp -49% 102° F -40° F
Improved heat dissipation from coated surface. Lower friction forces on coated surface lower Horse
Power draw.
CO
NF
IDE
NT
IAL ©
UC
TF
ore
str
y 2
010

Conclusions of recent external testing
Tool temperature - reduced by 40 degrees
Horse-Power draw - reduced by 49%
CNC Cutting loads – reduced by 30-39%
Accelerated Acid Wear Test – wear reduction of 50%
EXO saws generate lower cutting forces vs uncoated saws. This translates into:
Lower HP draw
Lower tool temperature
Reduction of friction due to EXO provides reduction of heat, drag and wear – significant value driver for a diverse range of wood and metal working products.
CO
NF
IDE
NT
IAL ©
UC
TF
ore
str
y 2
010
EXO treated tools dissipate heat more effectively – hence remain cooler over a longer period of time Improved mechanical stabilityLess resin or work-piece material build-up Improved cut qualityLower ‘operating’ kerf ~ Less cutting deviation
PROPERTIES OF
EXO treated tools and components
EXO treated tools and components have excellent lubricityMaterial has an inherently low coefficient of friction. Unique surface topography minimizes contact surface area and hence
leads to lower friction forces.Lesser heat generation than uncoated saws Lower cutting forces and power requirements reduced energy
consumptionSignificantly reduced lubrication consumption
CO
NF
IDE
NT
IAL ©
UC
TF
ore
str
y 2
010

EXO TECHNOLOGY
AS APPLIED TO POWER
TOOLS
CO
NF
IDE
NT
IAL ©
UC
TF
ore
str
y 2
010
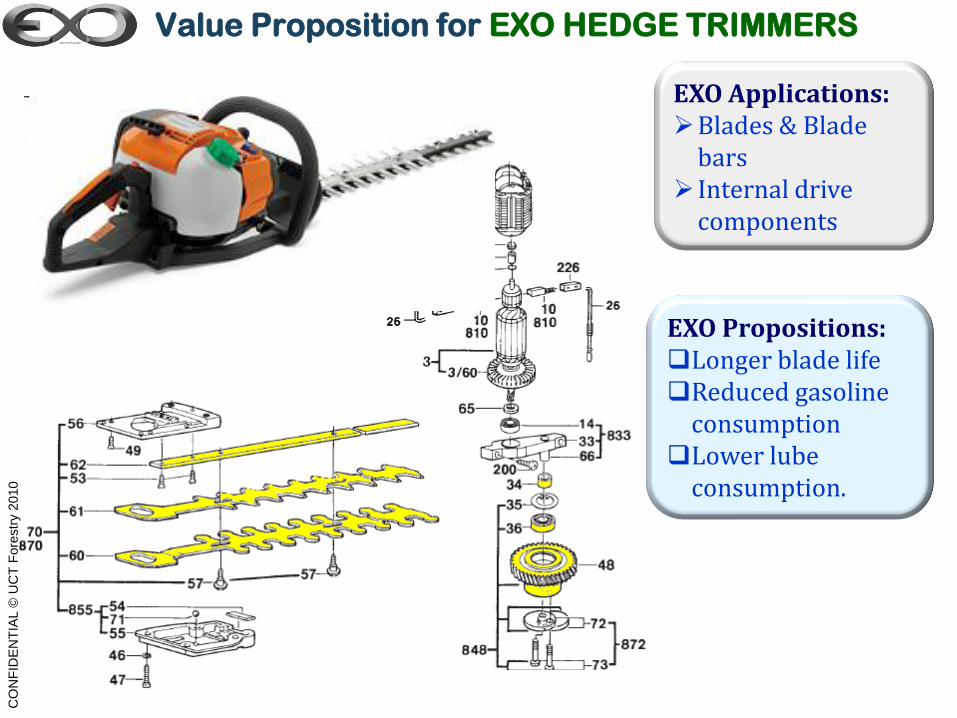
Value Proposition for EXO HEDGE TRIMMERS
EXO Applications:Blades & Blade
bars Internal drive
components
EXO Propositions:Longer blade lifeReduced gasoline
consumptionLower lube
consumption.
CO
NF
IDE
NT
IAL ©
UC
TF
ore
str
y 2
010

Value Proposition for EXO CHAIN SAWS
EXO Applications: Guide-bars, cutters & chain
sprockets Internal drive components.
EXO Propositions: Life extension of guide bar and
cutters. Lube reduction Thinner-kerf cutters. Lower cutting forces longer
battery life OR smaller battery weight reduction.
CO
NF
IDE
NT
IAL ©
UC
TF
ore
str
y 2
010
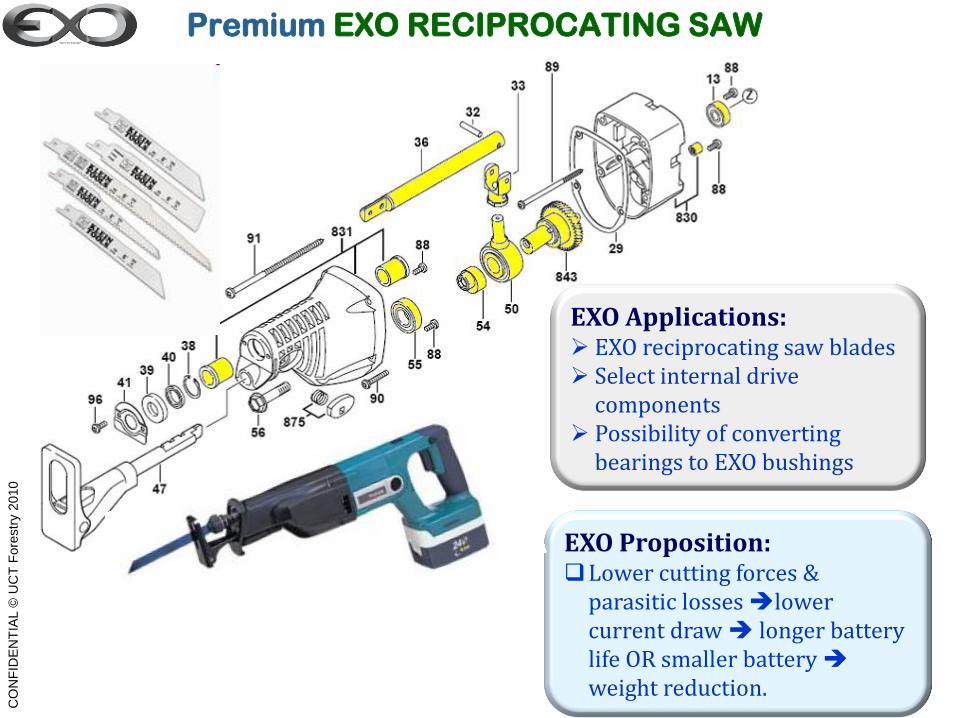
Premium EXO RECIPROCATING SAW
EXO Applications: EXO reciprocating saw blades Select internal drive
components Possibility of converting
bearings to EXO bushings
EXO Proposition:Lower cutting forces &
parasitic losses lower current draw longer battery life OR smaller battery weight reduction.
CO
NF
IDE
NT
IAL ©
UC
TF
ore
str
y 2
010

EXO COATED ACCESSORIES & INTERNAL DRIVE
COMPONENTS become an ENABLING TECHNOLOGY
for a PREMIUM line of POWER TOOLS
VALUE PROPOSITION FOR POWER TOOLS:
REDUCED CUTTING FORCES: LOWER POWER CONSUMPTION LOWER LUBE CONSUMPTION “GREEN”
TECHNOLOGY LESS EFFORT ERGONOMIC DESIGN
PROLONGED LIFE OF TOOLS AND INTERNAL COMPONENTS
IMPROVED CUT QUALITY
SUMMARYC
ON
FID
EN
TIA
L ©
UC
TF
ore
str
y 2
010
Dr. Rajiv Ahuja
President UCT Forestry
W: (772) 872-7119C: (248) 202-1177
Thank You!
For further details please contact:
www.uctforestry.com7825 SW Ellipse WayStuart, FL 34990 USA
CO
NF
IDE
NT
IAL ©
UC
TF
ore
str
y 2
010