EVALUASI KINERJA GENETIC ALGORITHM (GA) UNTUK …digilib.unila.ac.id/30389/2/SKRIPSI TANPA BAB...
137
EVALUASI KINERJA GENETIC ALGORITHM (GA) UNTUK PENYELESAIAN PERSOALAN JOB-SHOP SCHEDULLING PROBLEM (JSSP) (SKRIPSI) FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS LAMPUNG BANDAR LAMPUNG 2018 Oleh Ade Pamungkas
Transcript of EVALUASI KINERJA GENETIC ALGORITHM (GA) UNTUK …digilib.unila.ac.id/30389/2/SKRIPSI TANPA BAB...
EVALUASI KINERJA GENETIC ALGORITHM (GA) UNTUK
PENYELESAIAN PERSOALAN JOB-SHOP SCHEDULLING PROBLEM
(JSSP)
(SKRIPSI)
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS LAMPUNG
BANDAR LAMPUNG
2018
Oleh
Ade Pamungkas

ABSTRACT
PERFORMANCE EVALUATION OF A GENETIC ALGORITHM (GA)
FOR SOLVING JOB SHOP SCHEDULLING PROBLEM (JSSP)
By
Ade Pamungkas
Job-Shop Scheduling Problem (JSSP) is known as one of extensively studied
combinatorial optimization problems. There have been many papers reported the
way for solving this problem, but to our knowledge there is no efficient solution
algorithm has been found yet for solving it to optimality in polynomial time. This
has led to many interests in using metaheuristic methods to solve the problem. How
to develop an efficient metaheuristic method to solve job scheduling problems is
still challenging but frustrating.
During the past decade, Genetic Algorithm (GA) has been one of popular
metaheuristic methods for solving various difficult combinatorial problems. Many
efforts have been made in order to give an efficient implementation of GA. The
purpose of this research is to give a reports on performance evaluation of GA
approaches in job-shop scheduling practices.
The effectiveness of GA performance is measured by solving 43 benchmark test
problems consisting of 3 instances of Fisher and Thompson, (1963) and 40
instances of Lawrence, (1984). Computation results show that GA is able to solve
27 test problems with optimal and of 43 test problems tested showed that the
average value of the relative error achieved only 1.14%. The results of this
experiment validate that GA is effective for finding JSSP solutions.
Keywords : Genetic algorithms; Scheduling, Job-shop scheduling, Optimization
problem

ABSTRAK
EVALUASI KINERJA GENETIC ALGORITM (GA) UNTUK
PENYELESAIAN PERSOALAN JOB SHOP SCHEDULLING
PROBLEM (JSSP)
Oleh
Ade Pamungkas
Job-Shop Scheduling Problem (JSSP) dikenal sebagai salah satu masalah optimasi
kombinatorial yang banyak dipelajari. Ada beberapa literatur yang melaporkan cara
untuk menyelesaikan pemasalahan ini, namun sepengetahuan kami, belum ada
algoritma solusi yang efisien yang telah ditemukan untuk menyelesaikannya
dengan optimalisasi pada waktu polinomial. Hal ini menyebabkan banyak
ketertarikan pada penggunaan metode metaheuristik untuk mengatasi masalah
tersebut. Bagaimana mengembangkan metode metaheuristik yang efisien untuk
menyelesaikan persoalan JSSP masih manjadi suatu tantangan.
Selama dekade terakhir, Genetic Algorithm (GA) telah menjadi salah satu metode
metaheuristik populer untuk menyelesaikan berbagai masalah kombinatorial yang
sulit. Banyak upaya telah dilakukan untuk memberikan implementasi GA yang
efisien. Tujuan penelitian ini adalah untuk memberikan laporan evaluasi kinerja
dengan pendekatan GA untuk menyelesaikan JSSP.
Efektivitas kinerja GA diukur dengan menyelesaikan 43 benchmark test problem
yang terdiri dari 3 instance dari Fisher dan Thompson, (1963) dan 40 instance dari
Lawrence, (1984). Hasil komputasi menunjukan bahwa GA mampu menyelesaikan
27 test problem dengan optimal dan dari 43 test problem yang diujikan menunjukan
bahwa nilai rata rata relatif error yang dicapai hanya 1,14%. Hasil eksperimen ini
memvalidasi bahwa GA efektif untuk menemukan solusi JSSP.
Kata Kunci: Genetic algorithms; Scheduling, Job-shop scheduling; Optimization
problem

EVALUASI KINERJA GENETIC ALGORITHM (GA) UNTUK
PENYELESAIAN PERSOALAN JOB-SHOP SCHEDULLING PROBLEM
(JSSP)
Oleh
Ade Pamungkas
Skripsi
Sebagai Salah Satu Syarat untuk Memperoleh Gelar
SARJANA KOMPUTER
Pada
Program Sudi Ilmu Komputer
Fakultas Matematika dan Ilmu Pengetahuan Alam
JURUSAN ILMU KOMPUTER
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS LAMPUNG
BANDAR LAMPUNG
2018


RIWAYAT HIDUP
Penulis dilahirkan pada tanggal 25 April 1991 di Desa
Sidodadi, Kecamatan Bangun rejo, Kabupaten Lampung
Tengah. Penulis adalah putra keenam dari tujuh
bersaudara, dari pasangan Bapak Khojin Pramono dan Ibu
Warsini. Penulis menempuh pendidikan sekolah dasar di
SD Negeri 2 Sidodadi pada tahun 1998 dan selesai pada
tahun 2004, kemudian melanjutkan pendidikan Sekolah
Menengah Pertama di SMP Negeri 1 Kalirejo, lulus pada tahun 2007 dan Sekolah
Menengah Atas di SMA Negeri 1 Kalirejo, lulus pada tahun 2010.
Pada tahun 2011 penulis terdaftar sebagai mahasiswa Program Studi Ilmu
Komputer, Jurusan Ilmu Komputer, Fakultas Matematika dan Ilmu pengetahuan
Alam, Universitas Lampung melalui jalur SMPTN (Seleksi Nasional Masuk
Perguruan Tinggi Negeri), Selama menjadi mahasiswa, penulis aktif mengikuti
kegiatan korganisasisian, diantaranya adalah. Anggota Muda Himpunan
Mahasiswa Matematika (HIMATIKA) Universitas Lampung periode 2011-2012.
Anggota Komunitas Mahasiswa Ilmu Komputer (KoMIK) Universitas Lampung
periode 2011-2012. Anggota Himpunan Mahasiswa Ilmu Komputer (HIMAKOM)
Universitas Lampung periode 2012-2013. Komandan Korps Muda BEM (KMB 7)
Universitas Lampung periode 2011-2012. Kepala Bidang Kehumasan Rohani
viii
Islam (ROIS) FMIPA Universitas Lampung pada periode 2013-2014. Penulis juga
aktif di berbagai seminar seperti “The International Conference on Science,
Technology, and Interdisciplinary Research (IC-STAR) yang diadakan oleh
Universitas Lampung, “The USR International Seminar on Food Security (UISFS)”
yang diadakan oleh Universitas Lampung bekerja sama dengan SEAMEO-
SEARCA dan RSFA (Regional Searca Fellow Association), dan juga
“International Wildlife Symposium 2016” yang diadakan oleh Universitas Lampung
bekerja sama dengan WWF.
Pada Bulan Juli sampai dengan Agustus 2014, penulis melaksanakan Kerja Praktik
(KP) di UPT Pusat komputer (Puskom) Universitas Lampung dengan topik
penelitian “Pengembangan Sistem Informasi Absensi Berbasis Web di Universitas
Lampung”. Pada bulan Januari sampai dengan Maret 2015, penulis melaksanakan
Kuliah Kerja Nyata (KKN) di Desa Sumber Makmur, Kecamatan Banjar Margo,
Kabupaten Tulang Bawang, Provinsi Lampung.

MOTTO
Kunci rahasia kesuksesan besar ada bersama ‘Bismillah’ ” (Ade Pamungkas)
“Tolonglah orang yang datang kepadamu sebisa mungkin, karena bisa jadi dilain waktu dia tidak datang kepadamu lagi maka itu merupakan kerugian besar bagimu karena tidak bisa
menolong sesama ” (Dr. Eng. Admi Syarif )
“Takutlah kamu dengan firasat seorang mukmin. Sebab ia memandang sesuatu dengan cahaya
Illahi.” (Al hadist ) “Tarekat kita adalah persahabatan (kebersamaan), dan kebaikan berada dalam kebersamaan”
(Hadrat Khwaja Syekh Bahauddin Naqsyabandi q.s.)

PERSEMBAHAN
Kupersembahkan karya yang dibuat dengan penuh semangat, pengorbanan, kerja keras, doa dan cinta ini kepada:
“Ibu Warsini dan Bapak Khojin Pramono”
Ayah dan Ibu Terhebat di dunia

KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Allah SWT, yang telah memberikan
kesehatan dan karunia-Nya sehingga penulis dapat menyelesaikan skripsi yang
berjudul “EVALUASI KINERJA GENETIC ALGORITHM (GA) UNTUK
PENYELESAIAN PERSOALAN JOB-SHOP SCHEDULLING PROBLEM
(JSSP)”. Tujuan penulisan skripsi ini adalah sebagai salah satu persyaratan untuk
mendapatkan gelar S1 dan melatih mahasiswa untuk berpikir cerdas, kreatif dan
holistik dalam menulis karya ilmiah. Penulis menyadari masih banyak kekurangan
dalam skripsi ini.
Penulis mengharapkan kritik dan saran yang membangun. Akhir kata, semoga
skripsi ini dapat bermanfaat bagi semua. Aamin yarabbal alamiin.
Bandar Lampung, 9 Februari 2018
Penulis,
Ade Pamungkas

SANWACANA
Assalamualaikum Wr.Wb
Syukur Alhamdulillah, puji syukur penulis ucapkan kehadirat Allah SWT, karena
atas rahmat dan hidayah-Nya penulisan karya tulis ilmiah ini dapat diselesaikan.
Shalawat beserta salam tercurah kepada Abu Qasim, Nabi besar Muhammad SAW
sang kekasih tuhan semesta alam.
Skripsi yang berjudul “Evaluasi Kinerja Genetic Algorithm (GA) untuk
Penyelesaian Persoalan Job-shop Schedulling Problem (JSSP)” adalah salah
satu syarat untuk memperoleh gelar sarjana Ilmu Komputer di Universitas
Lampung.
Dalam kesempatan ini penulis mengucapkan terimakasih kepada:
1. Ayah dan Ibuku tercinta, Ibu Warsini dan Bapak Khojin pramono, yang selalu
mendoakan dan bekerja keras untuk mendukung segala cita-citaku. Terimkasih
bu, pak atas segala curahan kasih sayang ibu dan bapak, tak mungkin aku bisa
membalasnya. Semoga Allah SWT selalu memberikan rahmat dan kasih
sayang-Nya kepada ayah dan ibu ku.
xiii
2. Bapak Dr. Eng. Admi Syarif, sebagai pembimbing utama yang selalu
memberikan bimbingan kepada penulis dan memberikan dorongan semangat
sehingga penulisan ini dapat diselesaikan.
3. Bapak Dr. Ir. Kurnia Muludi, M.S.Sc., sebagai pembimbing kedua dan selaku
Ketua Jurusan Ilmu Komputer yang telah memberikan saran dan membimbing
penulis dalam penulisan skripsi ini.
4. Bapak Aristoteles, S.Si., M.Si., sebagai penguji yang telah memberikan
masukan, kritikan dan saran dalam perbaikan skripsi ini.
5. Ibu Anie Rose Irawati, S.T., M.Cs., dan Bapak Warsono, Ph.D., selaku
pembimbing akademik selama penulis menjadi mahasiswa Ilmu Komputer
Universitas Lampung.
6. Bapak Didik Kurniawan, M.T., selaku sekretaris Jurusan Ilmu Komputer
Fakultas Matematika dan Ilmu Pengetahuan Alam.
7. Bapak Prof. Dr. Warsito, S.Si., DEA., selaku dekan Fakultas Matematika dan
Ilmu Pengetahuan Alam.
8. Seluruh dosen dan karyawan Jurusan Ilmu Komputer Fakultas Matematika dan
Ilmu Pengetahuan Alam.
9. Keluarga besarku tercinta, kakek dan nenekku, Mbah Siti Mahmudah, Mbah
Bainah, Mbah Suradi, Mbah Martowijoyo (alm), Paman dan bibiku, kakak dan
adikku tersayang. Kang Wahid Priyanto, Yayu Iswati, Yayu Maryati, Yayu
Nur, Kang Heru, Gendo Wati,.S.Pd, Mba Rika, Mas Herman, Mas Ikin.
Ponakanku Robi, Aqila, Rafi, Athfan, Dani, Daffa. Sepupuku Ristia fatimah,
Nina Nurmala, Yudha, Mas Ari, Tripujiana, Mas Heri, Mba Yuli, Rohmah,

xiv
Nani, Rohim, Lia,Via, Ifan, Lulu, Azril, Sisri, Fitri, Aji, Nurul, semuanya yang
selalu bisa berbagi kebahagiaan.
10. Guru Spiritualku yang telah membina ruhaniku, Kang Ustadz. Ujang Bukhori,
Ustadz. Syamsul Rizal, M.Si., Ustadz. Trimulyono, Lc. M.H., Ka Agus
Solihin, S.Pi.
11. Keluarga besar ilmu komputer angkatan’11, Adi Sariyadi, Adi Wijaya, Basir,
Budi, Gamma, Tryo, Rudra, Yunita, Novita, Clara, Ika, Maya, Dea, Harry,
Harisa, Aqila, Panji, Dimas, Oky, Ardika, Pandya, Aldona, Tika, Ardye, Ardi,
Risqi, Azaricho, Dona, Riska, Ika, Dimas, Rahmat, Putri, Aldona, Amir, Galih,
Bobby, Sigit, Albion, Ghozy, Cinthya, Jonhar, Bayu Briandita, Fitriana,
Pradana dan rahimahullah Ismail Indra pratama, semoga allah melapangkan
kuburnya.
12. Teman berjuang yang selalu berbagi cita dan semangat, Imam Mukhlasin, Fery
Ferdianto, Ahmad Said Abdurahman, Yulianto, Andi Fajar Syamsudin, Bib
Sammy Rizki Taufik , Bang Ali Akbar Hasibuan, Mas Ari Susanto,
Muhammad Sobran Jamil, Akh Wahyudi Pangestu, Kang Irkham Bariklana.
Dr. Guntur Sulisty, Akh Nurudin , Angga Riyadi, Aan Pratama, Beny
Tribiyono, Aziez Nur Dwiyansyah, Oka Amsal, Isnaeni Rahmadi.
13. Kakanda yang selalu menyayangiku, Ka Adi Mendoza, Ka Hafidz, Ka Tri
Sujarwo Songha, Ka Umam Fahmi.
14. Adikku satu perjuangan yang sangat saya banggakan Andi Zulkarnaen, Aan,
Kyay Iqbal Yuliansyah, Akh Allaudin Alayubi, Ubay, Arif Furqon, Agum,
Wahyudi,Dimas rahmat Adi, Hamid, Suyit, Aiman, Zainuri, Mujahid, Ganjar,
Arif Aulia, Rosyad, Afif Luthfi, Pranoto, Efrizal, Rifal Kassa Dinar, Anis,

xv
Midin, Erva Alhusna, Dini Khansa, Eria Ayu Aningtyas, Uli Saragih, Anisa
Nurfadila, Jean, Ruwai, Fentri, Taqiya, Ulafatun nurun, Aulia, Lina, Hilya,
Uut, Melita, Winni Rahmawati.
15. Teman-teman Ilmu komputer angkatan 2010, 2012, 2013, Rois FMIPA,
HIMAKOM, KMB 7 Terimakasih atas pertemanan yang sangat berkesan.
16. Pak Igo dan seluruh penghuni rumah kita, Ka Kholil, Anwar, Bayu, Ahmad
Nur, Heru yang telah berbagi keceriaan bersama.
17. Semua pihak yang tidak tersebutkan yang telah membantu penyelesaian Skripsi
ini, penulis ucapkan juga terima kasih atas segala bantuan dan sarannya.
Akhir kata hanya Allah SWT pemilik kesempurnaan dan penulis hanya seorang
faqir ilmu, skripsi ini masih jauh dari sempurna untuk itu diharapkan saran dan
kritik yang membangun. Semoga skripsi ini dapat bermanfaat bagi perkembengan
ilmu pengetahuan dan bagi semua yang membacanya. Amin.
Wasalamualaikum Wr.Wb
Bandar Lampung, 9 Februari 2018
Penulis
Ade Pamungkas

DAFTAR ISI
ABSTRACT ............................................................................................................ i
ABSTRAK ............................................................................................................. ii
MENGESAHKAN ................................................................................................ v
PERNYATAAN .................................................................................................... vi
RIWAYAT HIDUP ............................................................................................. vii
MOTTO ................................................................................................................ ix
PERSEMBAHAN .................................................................................................. x
KATA PENGANTAR .......................................................................................... xi
SANWACANA .................................................................................................... xii
DAFTAR ISI ...................................................................................................... xvi
DAFTAR GAMBAR ........................................................................................ xviii
DAFTAR TABEL .............................................................................................. xxi
I. PENDAHULUAN .......................................................................................... 1 1.1 Latar Belakang ........................................................................................ 1 1.2 Rumusan Masalah ................................................................................... 5
1.3 Tujuan ..................................................................................................... 6 1.4 Manfaat ................................................................................................... 6
II. TINJAUAN PUSTAKA ................................................................................ 7 2.1 Penjadwalan (scheduling) ....................................................................... 7
2.1.1 Level Pengurutan dan Penjadwalan .................................................... 9
2.1.2 Lingkungan Penjadwalan .................................................................. 10
2.1.3 Kategori Masalah Penjadwalan ......................................................... 11 2.1.4 Notasi dalam Penjadwalan ................................................................ 12 2.1.5 Kriteria Penjadwalan ......................................................................... 14
2.2 Jhop-Shop Scheduling Problem (JSSP) ................................................ 15 2.3 Benchmark Test Problem ...................................................................... 21 2.4 Pengertian Optimasi .............................................................................. 25 2.5 Algoritma Genetika (Genetic Algorithm).............................................. 27
2.5.1 Struktur GA ....................................................................................... 29
2.5.2 Terminologi dalam GA ..................................................................... 32 2.5.3 Ruang Pencarian (Search Spaces) ..................................................... 33

xvii
2.5.4 Nilai Fitness ...................................................................................... 33 2.5.5 Gen .................................................................................................... 33 2.5.6 Kromosom ......................................................................................... 34 2.5.7 Populasi (Population) ....................................................................... 36 2.5.8 Seleksi ............................................................................................... 37
2.5.9 Crossover .......................................................................................... 40 2.5.10 Mutasi ............................................................................................ 43 2.5.11 Parameter GA ................................................................................ 45 2.5.12 Kelebihan GA................................................................................ 47
2.6 Penelitian Terkait .................................................................................. 47
III. METODOLOGI PENELITIAN ............................................................ 53 3.1 Tempat dan Waktu Penelitian ............................................................... 53
3.2 Lingkungan Pengembangan .................................................................. 53
3.3 Prosedur Penelitian................................................................................ 53 3.4 Algoritma dan Implementasi Program .................................................. 54 3.5 Pengujian Program .............................................................................. 104 3.6 Numerical Experiment ........................................................................ 107
IV. HASIL DAN PEMBAHASAN ............................................................. 108 4.1 Perancangan Eksperimen .................................................................... 108
4.2 Grafical user Interface (GUI) ............................................................. 110 4.3 Hasil Eksperimen ................................................................................ 112 4.4 Perbandingan Metode Optimasi .......................................................... 124
4.5 Analisis dan Pembahasan .................................................................... 128
V. KESIMPULAN .......................................................................................... 131 5.1 Kesimpulan ......................................................................................... 131 5.2 Saran .................................................................................................... 132
DAFTAR PUSTAKA ........................................................................................ 133
LAMPIRAN ....................................................................................................... 139

DAFTAR GAMBAR
2.1 Machine Gantt chart dari solusi JSSP ukuran 3 × 3 (modifikasi dari Gen
dan Cheng, (2000)) ................................................................................. 19
2.2 Job Gantt chart dari solusi JSSP ukuran 3 × 3 (modifikasi dari Gen dan
Cheng, (2000)) ........................................................................................ 19
2.3 Graff disjungtif untuk JSSP berukuran 3 × 3 (Yamada & Nakano, 1997) 20
2.4 Struktur GA standar ................................................................................ 31
2.5 Struktur gen (Sivanandam & Deepa, 2008) ............................................. 34
2.6 Struktur kromosom (Sivanandam & Deepa, 2008). ................................. 34
2.7 Value encoding (Syarif, 2014) ................................................................. 35
2.8 Pengkodean biner (Syarif, 2014). ........................................................... 35
2.9 Pengkodean permutasi (Syarif, 2014). .................................................... 36
2.10 Struktur populasi (Sivanandam & Deepa, 2008). .................................... 37
2.11 Kondisi sebelum dilakukan perangkingan. ............................................. 39
2.12 Kondisi setelah dilakukan perangkingan. ............................................... 39
2.13 Contoh crossover satu titik (Syarif, 2014). ............................................. 40
2.14 Crossover dua titik (Syarif, 2014). .......................................................... 41
2.15 Flip mutation (Syarif, 2014). ................................................................... 43
2.16 Swap/ Exchange mutation (Syarif, 2014)................................................ 44
2.17 Inversion mutation (Syarif, 2014). ........................................................... 44
2.18 Displacement mutation (Syarif, 2014). .................................................... 44
2.19 Insertion mutation (Syarif, 2014). ............................................................ 45
3.1 Flowchart prosedur penelitian. ................................................................ 54
3.2 Proses kerja GA standar. .......................................................................... 55
Halaman Gambar

xix
3.3 Matrik urutan mesin dan matrik waktu proses dari problem FT06. ........ 58
3.4 Kromosom berbasis operasi dari problem FT06. ..................................... 60
3.5 Penjelasan detail kromosom berbasis operasi dari problem FT06. .......... 61
3.6 Kromosom dari problem FT06................................................................. 64
3.7 Matrik urutan mesin dan matrik waktu proses dari problem FT06 ......... 64
3.8 Operasi ke-1 dari job 2 dikerjakan oleh mesin 2 selama 8 satuan waktu. 65
3.9 Operasi ke-1 dari job 6 dikerjakan oleh mesin 2 selama 3 satuan waktu. 66
3.10 Operasi ke-1 dari job 3 dikerjakan oleh mesin 3 selama 5 satuan waktu. 67
3.11 Operasi ke-2 dari job 3 dikerjakan oleh mesin 4 selama 4 satuan waktu. 68
3.12 Operasi ke-1 dari job 1 dikerjakan oleh mesin 3 selama 1 satuan waktu. 69
3.13 Operasi ke-2 dari job 2 dikerjakan oleh mesin 4 selama 5 satuan waktu 70
3.14 Operasi ke-1 dari job 5 dikerjakan oleh mesin 3 selama 9 satuan waktu 71
3.15 Operasi ke-3 dari job 3 dikerjakan oleh mesin 6 selama 8 satuan waktu 72
3.16 Operasi ke-1 dari job 4 dikerjakan oleh mesin 2 selama 5 satuan waktu 73
3.17 Operasi ke-2 dari job 5 dikerjakan oleh mesin 2 selama 3 satuan waktu 74
3.18 Operasi ke-2 dari job 1 dikerjakan oleh mesin 1 selama 3 satuan waktu 75
3.19 Operasi ke-2 dari job 4 dikerjakan oleh mesin 1 selama 5 satuan waktu 76
3.20 Operasi ke-3 dari job 2 dikerjakan oleh mesin 5 selama 10 satuan waktu 77
3.21 Operasi ke-3 dari job 5 dikerjakan oleh mesin 5 selama 5 satuan waktu 78
3.22 Operasi ke-3 dari job 1 dikerjakan oleh mesin 2 selama 6 satuan waktu 79
3.23 Operasi ke-2 dari job 6 dikerjakan oleh mesin 4 selama 3 satuan waktu 80
3.24 Operasi ke-3 dari job 4 dikerjakan oleh mesin 3 selama 5 satuan waktu. 81
3.25 Operasi ke-3 dari job 6 dikerjakan oleh mesin 6 selama 9 satuan waktu. 82
3.26 Operasi ke-4 dari job 3 dikerjakan oleh mesin 1 selama 9 satuan waktu 83
3.27 Operasi ke-4 dari job 4 dikerjakan oleh mesin 4 selama 3 satuan waktu. 84
3.28 Operasi ke-5 dari job 4 dikerjakan oleh mesin 5 selama 8 satuan waktu 85
3.29 Operasi ke-4 dari job 6 dikerjakan oleh mesin 1 selama 10 satuan waktu 86
3.30 Operasi ke-5 dari job 3 dikerjakan oleh mesin 2 selama 1 satuan waktu. 87
3.31 Operasi ke-4 dari job 2 dikerjakan oleh mesin 6 selama 10 satuan waktu. 88
3.32 Operasi ke-4 dari job 1 dikerjakan oleh mesin 4 selama 7 satuan waktu. 89
3.33 Operasi ke-6 dari job 3 dikerjakan oleh mesin 5 selama 7 satuan waktu. 90
3.34 Operasi ke-5 dari job 6 dikerjakan oleh mesin 5 selama 4 satuan waktu. 91

xx
3.35 Operasi ke-5 dari job 2 dikerjakan oleh mesin 1 selama 10 satuan waktu. 92
3.36 Operasi ke-5 dari job 1 dikerjakan oleh mesin 6 selama 3 satuan waktu. 93
3.37 Operasi ke-6 dari job 1 dikerjakan oleh mesin 5 selama 6 satuan waktu. 94
3.38 Operasi ke-4 dari job 5 dikerjakan oleh mesin 6 selama 4 satuan waktu. 95
3.39 Operasi ke-6 dari job 2 dikerjakan oleh mesin 4 selama 4 satuan waktu. 96
3.40 Operasi ke-5 dari job 5 dikerjakan oleh mesin 1 selama 3 satuan waktu. 97
3.41 Operasi ke-6 dari job 6 dikerjakan oleh mesin 3 selama 1 satuan waktu. 98
3.42 Operasi ke-6 dari job 5 dikerjakan oleh mesin 4 selama 1 satuan waktu. 99
3.43 Operasi ke-6 dari job 4 dikerjakan oleh mesin 6 selama 9 satuan waktu. 100
3.44 Jadwal hasil dekode kromosom dari problem FT06. ............................... 101
3.45 Metode swap mutation ............................................................................. 103
4.1 GUI pada program GA untuk penyelesaian persoalan JSSP. .................. 111
4.2 Gantt chartt berbasis mesin pada program GA........................................ 111
4.3 Konvergensi fungsi tujuan dari LA01 pada program GA. ...................... 112
4.4 Gantt chart solusi dari test problem FT06. ............................................. 114
4.5 Konvergensi fungsi tujuan pada semua generasi dari FT06 .................. 116
4.6 Gantt chart solusi dari problem LA01. ................................................... 118
4.7 Konvergensi fungsi tujuan pada semua generasi dari LA01. .................. 119
4.8 Gantt chart solusi dari problem LA17. ................................................... 120
4.9 Konvergensi fungsi tujuan pada semua generasi dari LA17. .................. 120
4.10 Gantt chart solusi dari problem FT10. .................................................... 122
4.11 Konvergensi fungsi tujuan pada semua generasi dari FT10. ................... 122

DAFTAR TABEL
2.1 Fungsi tujuan pada persoalan penjadwalan ............................................. 15
2.2 Urutan mesin. .......................................................................................... 18
2.3 Waktu proses. .......................................................................................... 18
2.4 Persoalan JSSP dengan ukuran 3 × 3. .................................................... 18
2.5 Benchmark FT06 dengan nomor mesin dimulai dari 0 ........................... 22
2.6 Benchmark test problem FT06 dengan nomor mesin dimulai dari 1. .... 23
2.7 Nilai BKS (Best Know Solustion) pada benchmark test problem JSSP . 24
2. 8 Perbandingan terminologi sistem alamiah dan terminologi GA. ............ 28
3.1 Instance benchmark FT06. ....................................................................... 56
3.2 Urutan operasi, penugasan mesin dan waktu pemrosesan ...................... 57
3.3 Data uji untuk persoalan JSSP ................................................................ 105
4.1 Nilai parameter GA ................................................................................. 108
4.2 Operator GA ............................................................................................ 108
4.3 Data uji persoalan JSSP .......................................................................... 109
4.4 Hasil optimasi kinerja GA untuk penyelesaian persoalan JSSP. ............ 112
4.5 Hasil GA pada test problem dengan tingkat kesulitan yang mudah ...... 117
4.6 Hasil GA pada test problem dengan tingkat kesulitan yang sedang ...... 119
4.7 Hasil GA pada test problem dengan tingkat kesulitan yang sulit .......... 121
4.8 Nilai parameter GA dan waktu komputasi yang dibutuhkan GA untuk
penyelesaian benchmark test problem JSSP ........................................... 123
4.9 Perbandingan nilai hasil optimasi GA dengan hasil optimasi dari metode
lain .......................................................................................................... 126
4.10 Perbandingan nilai relative error GA dengan metode lain ..................... 127
4.11 Perbandingan Number of Instances Solved (NIS) .................................... 130
Halaman Tabel
I. PENDAHULUAN
1.1 Latar Belakang
Penjadwalan memiliki peran sebagai teknologi inti dalam sistem produksi. Semua
industri membutuhkan penjadwalan yang tepat untuk pengaturan pengalokasian
sumber daya agar sistem produksi berjalan dengan cepat dan tepat sehingga
mendaptkan hasil produksi yang optimal. Pinedo, (2008) mengemukakan bahwa
Penjadwalan adalah proses pengambilan keputusan yang digunakan secara teratur
di banyak industri manufaktur dan jasa. Ini berkaitan dengan alokasi sumber daya
untuk melaksanakan tugas selama periode waktu tertentu dan tujuannya adalah
untuk mengoptimalkan satu atau lebih tujuan. Fera et al, (2015) juga menjelaskan
bahwa penjadwalan pada dasarnya adalah rencana pelaksanaan jangka pendek dari
model perencanaan produksi. Suatu penjadwalan adalah persoalan penugasan yang
menjelaskan sampai rinci aktivitas yang harus dilakukan dan bagaimana sumber
daya pabrik harus digunakan untuk memenuhi rencana. Pengertian penjadwalan
tersebut dapat dijabarkan bahwa panjadwalan merupakan konsep yang berisikan
prinsip, model dan teknik untuk proses pengambilan keputusan.
Saat ini penelitian tentang penjadwalan menjadi salah satu topik populer dalam
penelitian di bidang riset operasi. Penelitian menekankan pada persoalan
penjadwalan mesin (machine shchedulling problem) dengan jobs

2
merepresentasikan aktivitas dan mesin merepresentasikan sumber daya, setiap
mesin bisa memproses paling banyak satu pekerjaan pada satu waktu. (Yamada &
Nakano, 1997). Masalah penjadwalan mesin yang sering ditemui dalam proses
produksi yaitu Flow-shop Secheduling Problem (FSSP) dan Job-Shop Scheduling
Problem (JSSP).
JSSP adalah persoalan penjadwalan satu set pekerjaan pada satu set mesin,
tergantung pada batasan yang ada. Setiap mesin dapat menangani paling banyak
satu pekerjaan pada satu waktu serta setiap pekerjaan memiliki urutan pemrosesan
tertentu melalui mesin, tujuannya adalah untuk menjadwalkan pekerjaan sehingga
meminimalkan maksimal waktu penyelesaiannya (makespan). JSSP telah menjadi
topik riset yang menarik dalam kurun waktu yang cukup lama dan menjadi suatu
tantangan komputasi di bidang riset operasi, karena JSSP termasuk jenis
persoalan NP-Hard problem dan merupakan salah satu masalah yang paling sulit
dalam domain optimasi kombinatorial ( Garey et al, 1976; Lenstra & Rinnooy Kan,
1979). NP hard problem adalah akronim dari Non-deterministic Polynomial hard
problem yang berarti ketika ukuran persoalan naik maka waktu untuk menemukan
solusi optimal akan naik secara eksponensial.
Ada dua pendekatan dasar yang digunakan untuk menyelesaikan JSSP, yaitu
pendekatan metode eksak dan pendekatan metode aproksimasi. Metode eksak
mampu memecahkan masalah berskala kecil dengan baik akan tetapi semua metode
eksak tidak bisa memecahkan masalah berskala besar dalam waktu yang layak
(Akram , et al., 2016). Beberapa metode eksak yang pernah diaplikasikan untuk
penyelesaian job shop adalah metode enumerasi (Lageweg, et al., 1977), integer

3
programming (Özgüven, et al.,2012 ; Catanzaro, et al.,2015), Lagrangian
relaxation (Baptiste, et al., 2006), dynamic programming (Gromicho, et al., 2012),
dan metode branch and bound (Brucker, et al., 2012).
Penerapan metode aproksimasi (metaheuristik) mampu menyelesaikan kasus
penjadwalan skala besar secara efisien (Fera, et al., 2015). Beberapa metode
aproksimasi yang telah diterapkan untuk penyelesaian JSSP yaitu Genetic
Algorithm (Hou, et al., 2011), Tabu Search (TS) (Nowicki & Smutnicki, 1996),
Simulated Annealing(SA) (Akram , et al., 2016), Electromagnetism-like Algorithm
(Roshanaei , et al., 2010), Ant Colony Optimization (ACO) (Flórez, et al., 2013),
Particle Swarm Optimization (PSO) (Pongchairerks, 2009) dan Artificial Immune
System (AIS) (Muhamad, et al., 2015). Beberapa penelitian telah berhasil
menggabungkan beberapa metode aprokimasi untuk mendapatkan hasil optimisasi
yang lebih baik, diantaranya yaitu penggabungan metode GA dengan Local Search
(LS)( Gonçalves, et al., 2005; El-Desoky , et al., 2016), Penggabungan metode
Harmony Search (HS) dengan Bacterial Foraging (BFO) (Shivakumar & Amudha,
2012), Penggabungan metode Harmony Search (HS) dengan Local Search (LS)
(Piroozfard, et al., 2015).
Ada beberapa fungsi tujuan untuk persoalan JSSP tetapi yang sering dijumpai pada
banyak literatur yaitu meminimasi makespan. Beberapa penelitian yang sudah
dilakukan untuk meminimumkan makespan di antaranya dilakukan oleh Nowicki
dan Smutnicki (1996), Yamada dan Nakano (1997), Gonçalves et al (2005),
Mesghouni dan Hammadi (2004), Pongchairerks (2009), Sha dan Lin (2009),
Shivakumar B L dan Amudha (2012), Flórez, et al (2013), Muhamad et al (2015),

4
Piroozfard, et al. (2015), El-Desoky et al (2016), Akram , et al., (2016). Penelitian
dengan fungsi tujuan yang lain seperti meminimumkan rata rata flow time (rata rata
lamanya waktu yang dihabiskan seluruh job pada lantai produksi) telah dilakukan
juga oleh Sotskov dan Shakhlevich (1995), Mehmood et al (2013).
Genetic algorithm (GA) adalah program komputer yang meniru proses evolusi
biologis untuk menyelesaikan masalah dan memodelkan sistem evolusioner
(Mitchell, 1995). GA adalah teknik pencarian yang kuat berdasarkan evolusi
biologis alami yang digunakan untuk menemukan solusi optimal atau mendekati
solusi optimal (El-Desoky , et al., 2016). GA merupakan metode adaptif yang dapat
digunakan untuk penyelesaian persoalan pencarian dan optimasi. GA memiliki
keunggulan sebagai teknik pencarian yang telah terbukti robust (tangguh), dan
dapat menangani dengan sukses berbagai area masalah yang termasuk sulit
diselesaikan oleh metode lain ( Beasley, et al., 1993). Selain memberikan hasil
yang cukup baik atau bisa diterima, GA juga mampu memberikan suatu solusi
dalam waktu yang singkat. GA adalah salah satu metode alternatif yang bisa
digunakan untuk penyelesaian persoalan JSSP berskala besar.
Pada saat ini GA dikenal telah banyak digunakan untuk menyelesaikan persoalan
komputasi yang komplek. GA telah banyak diaplikasikan ke berbagai model dan
persoalan sains dan teknik seperti persoalan optimasi (Optimization),
pemrograman otomatis (Automatic Programming), pembelajaran mesin (Machine
Learning), pemodelan ekonomi (Economic Model), pemodelan sistem imun
(Immune System Model) dan Pemodelan ekologis (Ecological Models) (Mitchell,
1995) .

5
GA memiliki kelebihan dan keterbatasan yang selanjutnya bisa menjadi bahan
pertimbangan untuk diterapkan ke berbagai jenis persoalan yang berbeda.
Kelebihan GA yaitu memiliki ruang solusi yang luas sehingga memudahkan untuk
pencarian nilai optimum global dan tidak mudah terjebak pada nilai optimum
lokal. GA Hanya menerapkan evaluasi fungsi pada persoalan yang akan
diselesaikan. GA sangat cocok untuk diterapakan pada persoalan yang memiliki
kompleksitas cukup rumit dan memiliki fungsi tujuan yang banyak. GA dapat
dengan mudah dimodifikasi untuk diterapakan pada persoalan yang berbeda dan
sangat handal untuk mengevaluasi fungsi tujuan yang kompleks. GA dapat bekerja
dengan sangat baik untuk persoalan optimasi berskala besar dan dapat diterapkan
secara luas pada berbagai jenis persoalan optimasi. Meskipun GA adalah metode
yang handal GA juga memiliki beberapa keterbatasan yaitu ditahap awal sulit
untuk mengidentifikasi fungsi kelayakan (fitness) serta sulit dalam mendefinisikan
representasi masalah dan tidak baik dalam mendefinisikan nilai optimum lokal.
Penyelesaian JSSP memungkinkan banyak sekali solusi yang didapat oleh karena
itu sangat tepat untuk diselesaikan dengan GA untuk mendapatkan solusi yang
paling optimal (Sivanandam & Deepa, 2008).
1.2 Rumusan Masalah
Berdasarkan latar belakang permasalahan di atas, maka rumusan masalah pada
penelitian ini adalah “ Bagaimana evaluasi hasil kinerja GA untuk penyelesaian
persoalan Job-shop Scheduling Problem (JSSP) ?”.

6
1.3 Tujuan
Tujuan dari penelitian ini adalah
1. Mengimplementasikan GA pada persoalan JSSP
2. Mengevaluasi kinerja GA pada JSSP
3. Membandingkan kinerja GA pada JSSP dengan metode lain.
1.4 Manfaat
Hasil penelitiaan ini diharapkan dapat bermanfaat untuk :
1. Membantu memenuhi kebutuhan industri terhadap kebutuhan penjadwalan
yang efektif
2. Memberikan formulasi metode penyelesaian JSSP yang efektif dan efisien
3. Menambah pustaka untuk penelitian lebih lanjut pada topik terkait
penjadwalan dan atau GA
II. TINJAUAN PUSTAKA
2.1 Penjadwalan (scheduling)
Salah satu pokok persoalan terpenting di dalam proses perencanaan dan operasi di
sistem manufaktur yaitu proses penjadwalan (Zhang, et al., 2008). Penjadwalan
(scheduling) adalah proses pengalokasian sumber daya atau mesin yang ada untuk
menjalankan sekumpulan pekerjaan dalam jangka waktu tertentu (Baker, 1974).
Menurut Morton dan Pentico (1993 ) sistem penjadwalan secara dinamis adalah
proses pengambilan keputusan tentang penyesuaian aktivitas dan sumber daya
untuk menyelesaikan pekerjaan atau proyek secara tepat waktu dan sekaligus
memaksimalkan hasil yang bermutu tinggi dan meminimalkan biaya operasional
langsung. Jenis keputusan penjadwalan dasar yang dibuat meliputi :
1. Pengurutan pekerjaan ( sequencing )
2. Pengaturan waktu ( timing )
3. Perutean atau pengurutan operasi untuk suatu pekerjaan ( routing )
Dalam terminologi penjadwalan terdapat perbedaan pengertian antara pengurutan
(sequencing) dan penjadwalan (scheduling). penjadwalan mengacu pada
pengalokasian sumber daya untuk menyelesaikan pekerjaan, penjadwalan
merupakan proses penugasan kapan pekerjaan harus dimulai dan diselesaikan
dengan memenuhi constrains yang ada, sedangkan pengurutan (sequencing)

8
merupakan proses pengaturan urutan atas pekerjaan-pekerjaan yang harus
diselesaikan tersebut. Penjadwalan banyak sekali dijumpai dalam kehidupan sehari
hari. Berikut adalah beberapa contoh situasi yang membutuhkan teknik pengurutan
dan penjadwalan (Alharkan, 2005)
1. Bagian produksi yang menunggu waktu proses di suatu pabrik
2. Pesawat terbang yang menunggu izin mendarat di bandara
3. Program komputer yang berjalan di pusat komputasi
4. Penjadwalan kelas di sekolah
5. Seorang pasien yang menunggu di ruang dokter
6. Kapal berlabuh di pelabuhan
7. Pekerjaan sehari hari di rumah
Menurut Baker, (1974) ada tiga jenis tujuan pengambilan keputusan secara umum
dalam masalah pengurutan dan penjadwalan:
1. Efisiensi pemanfaatan sumber daya.
Aktivitas pejadwalan harus memastikan pemanfaatan tenaga kerja, peralatan
dan ruang secara efesien.
2. Respon cepat terhadap permintaan (demands)
Penjadwalan harus memungkinkan pekerjaan diproses dengan kecepatan
tinggi sehingga mengurangi ketersediaan barang setengah jadi.
3. Memenuhi kesesuaian dengan deadline.
Setiap pekerjaan mempunyai batas waktu (due date) penyelesaian, jika
pekerjaan tersebut diselesaikan melewati batas waktu yang ditentukan maka
pekerjaan tersebut dinyatakan terlambat. Penjadwalan harus memastikan

9
bahwa batas waktu penyelesaian suatu pekerjaan terpenuhi, sehingga
meminimalisir keterlambatan penyelesaian suatu pekerjaan.
2.1.1 Level Pengurutan dan Penjadwalan
Pengurutan dan penjadwalan terlibat dalam perencanaan dan pengendalian proses
pengambilan keputusan industri manufaktur dan jasa dalam beberapa tahap.
Pengurutan dan penjadwalan ada pada beberapa tingkat proses pengambilan
keputusan. Tingkatan ini dikelompokan sebagai berikut ini (Morton & Pentico,
1993 ):
1. Perencanaan jangka panjang (long-term planning)
Memiliki rentang 2 sampai 5 tahun. Beberapa contohnya adalah: plant layout,
plant design, dan plant expansion.
2. Perencanaan jangka menengah (middle-term planning)
dilakukan dalam kurun waktu 1 sampai 2 tahun seperti production smoothing.
3. Perencanaan jangka pendek (short-term planning)
Dilakukan setiap 3 atau 6 bulan. Contohnya meliputi: requirements plan, shop
bidding, dan due date setting.
4. Penjadwalan prediktif (predictive scheduling)
Dilakukan dalam rentang 2 sampai 6 minggu misalnya Job shop routing.
5. Penjadwalan reaktif (reactive scheduling or control)
Dilakukan setiap hari atau setiap tiga hari. Contohnya hot jobs, down
machines, dan late material

10
2.1.2 Lingkungan Penjadwalan
Menurut Conway et al., (1967), lingkungan Pengurutan dan penjadwalan
diklasifikasikan menurut empat jenis informasi:
1. Pekerjaan dan operasi yang akan diproses.
2. Jumlah dan jenis mesin.yang meliputi beberapa shop
3. Disiplin yang membatasi cara penugasan pekerjaan dapat dilakukan.
4. kriteria dimana jadwal akan dievaluasi.
Beberapa lingkungan pengurutan dan penjadwalan adalah sebagai berikut
(Alharkan, 2005) :
1. Single machine shop: satu mesin dan 𝑛 job untuk diproses.
2. Flow shop: Ada mesin sejumlah m dalam seri dan job dapat diproses dengan
salah satu cara berikut:
a. Permutational: Job diproses oleh serangkaian mesin 𝑚 dengan urutan
yang sama persis
b. Non-Permutasional: Job diproses oleh serangkaian mesin m yang tidak
berurutan sama.
3. Job shop: setiap job memiliki pola alir dan subset dari job ini dapat
mengunjungi setiap mesin dua kali atau lebih.
4. Assembly job shop: job shop dengan job yang memiliki setidaknya dua
komponen item dan setidaknya satu kumpulan operasi.
5. Hybrid job shop: prioritas pengurutan operasi beberapa job adalah sama.
6. Hybrid assembly job shop: menggabungkan fitur baik dari Assembly job shop
dan Hybrid job shop.

11
7. Open shop:
Ada sejumlah 𝑚 mesin dan tidak ada batasan dalam perutean masing-masing
pekerjaan melalui mesin. Dengan kata lain, tidak ada pola aliran spesifik untuk
job manapun.
8. Closed shop:
Semua pesanan produksi dihasilkan sebagai hasil keputusan penambahan
persediaan dengan kata lain, produksi tidak terpengaruh oleh pesanan
pelanggan.
2.1.3 Kategori Masalah Penjadwalan
Model penjadwalan dapat di kategorikan berdasarkan beberapa keadaan. Berikut
kategori masalah pengurutan dan penjadwalan (Baker & Trietsch, 2009):
1. Berdasarkan mesin yang digunakan
a. Single machine
Pengurutan dan penjadwalan pada mesin tunggal.
b. Multiple machine
Pengurutan dan penjadwalan pada mesin majemuk
2. Berdasarkan Pola kedatangan pekerjaan
a. Dinamis
Himpunan pekerjaan berubah dari waktu ke waktu dan pekerjaan tiba
pada waktu yang berbeda.
b. Statis

12
Pekerjaan datang secara bersamaan pada waktu nol. himpunan pekerjaan
yang tersedia untuk penjadwalan tidak berubah dari waktu ke waktu, dan
ini sudah tersedia sebelumnya.
3. Berdasarkan sifat informasi yang diterima
a. Deterministik
sifat dan informasi yang diperoleh bersifat pasti atau ketika kondisi
diasumsikan diketahui dengan pasti seperti due date dari suatu job,
pengurutan, waktu pemrosesan,ketersediaan mesin.
b. Stokastik
sifat dan informasi yang diperoleh tidak pasti. setidaknya salah satu unsur
masalah termasuk faktor stokastik.
2.1.4 Notasi dalam Penjadwalan
Dalam semua masalah penjadwalan, jumlah jobs dan jumlah mesin diasumsikan
tidak berhingga. Jumlah jobs dinotasikan dengan 𝑛 dan jumlah mesin dinotasikan
dengan 𝑚. Biasanya subskript 𝑗 mengacu pada job dan subskript 𝑖 mengacu pada
mesin, jika pekerjaan membutuhkan sejumlah langkah pemrosesan atau operasi,
maka pasangan (𝑖, 𝑗) mengacu pada langkah atau operasi pemrosesan job 𝑗 pada
mesin 𝑖. Notasi yang biasa digunakan dalam penjadwalan produksi jika terdapat
sejumlah 𝑛 job yang harus diproses pada sejumlah 𝑚 mesin dapat dijelaskan
seperti berikut (Baker & Trietsch, 2009):
1. Release date atau Ready time (𝑟𝑗)
waktu yang menunjukkan saat job siap untuk dikerjakan

13
2. Flowtime (𝐹𝑗)
Waktu yang diperlukan oleh suatu job 𝑗 dikerjakan dalam sistem sampai job
tersebut selesai. 𝐹𝑗 = 𝐶𝑗 − 𝑟𝑗
3. Processing time (𝑃𝑖𝑗)
Merupakan waktu pemrosesan job 𝑗 pada mesin 𝑖. Subskrip 𝑖 dihilangkan
jika waktu pemrosesan job 𝑗 tidak bergantung pada mesin atau jika job 𝑗
hanya diproses pada satu mesin saja.
4. Process time (𝑡𝑖𝑗)
Process time yaitu waktu yang diperlukan untuk menyelesaikan suatu operasi
atau proses ke- 𝑖 dari job ke- 𝑗. Waktu proses ini telah mencakup waktu untuk
persiapan dan pengaturan proses,
5. Lateness (𝐿𝑗)
Penyimpangan waktu penyelesaian suatu job ke-𝑗 hingga saat due date .
𝐿𝑗 = 𝐶𝑗 – 𝑑𝑗 ≤ 0
< 0, jika penyelesaian memenuhi batas akhir
> 0, jika penyelesaian melewati batas akhir
6. Tardiness ( 𝑇𝑗)
besarnya keterlambatan dari job 𝑗 hingga saat due date . Tardiness disebut
juga lateness positif
7. Earliness (𝐸𝑗)
Saat penyelesaian terlalu awal yaitu sebelum due date. Earliness disebut juga
lateness negatif.
8. Completion time (𝐶𝑖𝑗)

14
yaitu waktu yang dibutuhkan untuk menyelesaikan suatu operasi dari
pekerjaan 𝑗 pada mesin 𝑖 . Dalam waktu proses ini sudah termasuk waktu yang
dibutuhkan untuk persiapan dan pengaturan (set up).
𝐶𝑗 = 𝐹𝑗 + 𝑟𝑗
9. Slack time (𝑆𝑗)
Waktu sisa yang tersedia bagi suatu job 𝑗
10. Due Date (𝑑𝑗)
yaitu batas waktu penyelesaian yang ditentukan untuk job 𝑗 .
11. Makespan (𝐶𝑚𝑎𝑥 )
Jangka waktu penyelesaian suatu penjadwalan yang merupakan waktu
penyelesaian dari job yang berada pada urutan pengerjaan terakhir pada proses
produksi .
𝐶𝑚𝑎𝑥 = ∑𝑡𝑗
𝑗
12. Waiting time (𝑊𝑗)
yaitu waktu yang dilalui suatu pekerjaan sebelum mulai diproses
2.1.5 Kriteria Penjadwalan
Beberapa fungsi tujuan untuk mengukur kinerja optimisasi pada persoalan
penjadwalan ditunjukan seperti dalam tabel berikut.

15
Tabel 2.1 Fungsi tujuan pada persoalan penjadwalan
Fungsi Tujuan Notasi Interpretasi
Makespan 𝐶𝑚𝑎𝑥 Jumlah total waktu yang diperlukan untuk
sepenuhnya memproses semua pekerjaan.
Mean completion
time 𝐶̅ Rata-rata waktu yang dihabiskan oleh pekerjaan
dalam jadwal.
Mean flow time �̅� Rata-rata waktu yang dihabiskan oleh pekerjaan
sesuai jadwal dan termasuk waktu proses, waktu
tunggu dan waktu transfer.
Maximum lateness 𝐿𝑚𝑎𝑥 Selisih antara waktu penyelesaian dan tanggal
jatuh tempo pekerjaan.
Maximum tardiness 𝑇𝑚𝑎𝑥 Nilai maksimum keterlambatan pekerjaan.
Number of tardy
jobs 𝑁𝑇 Jumlah pekerjaan yang selesai setelah due date
Sumber: Alharkan, (2005)
2.2 Jhop-Shop Scheduling Problem (JSSP)
JSSP merupakan permasalahan pengalokasian beberapa mesin untuk
menyelesaikan beberapa pekerjaan yang terdiri dari beberapa operasi yang telah
diketahui durasi penyelesainnya. JSSP dapat didefinisikan sebagai berikut:
Terdapat suatu himpunan mesin 𝑀 = {𝑀1, 𝑀2, … ,𝑀𝑚} dan himpunan job 𝐽 =
{𝐽1, 𝐽2, … , 𝐽𝑛} . Setiap job 𝐽 harus melalui 𝑚 mesin untuk menyelesaikan
pekerjaannya. Setiap job terdiri dari satu himpunan operasi 𝑂 = {𝑂1, 𝑂2, … , 𝑂𝑚},
dan urutan operasi untuk mesin sudah ditentukan sebelumnya. Setiap operasi
menggunakan salah satu mesin untuk menyelesaikan satu pekerjaan untuk interval
waktu yang tetap. Permasalahan yang muncul adalah bagaimana menyusun
penjadwalan operasi yang akan dikerjakan mesin dengan memenuhi kendala yang
ada untuk menghasilkan kualitas solusi jadwal yang optimal (Gonçalves, et al.,
2005).
16
Tujuan utama JSSP biasanya digunakan untuk menemukan jadwal mesin terbaik
untuk melayani semua pekerjaan guna mengoptimalkan kriteria tunggal / tujuan
atau penjadwalan dengan multi tujuan. Fungsi tujuan ini juga dikenal sebagai suatu
ukuran dari kinerja job shop. Ada beberapa kriteria untuk mengukur kinerja JSSP
seperti minimasi makespan, mean flow time, mean tardiness, earliness, maximum
lateness dan lain sebagainya. Yang paling sering dijumpai pada banyak penelitian
adalah minimasi makespan. Makespan adalah maksimum total waktu
penyelesaian dari operasi akhir dalam suatu jadwal yang terdiri dari 𝑛 × 𝑚
operasi.
Batasan (constraints) secara umum yang digunakan dalam JSSP adalah (Zaher , et
al., 2017):
1. Setiap pekerjaan harus diproses oleh masing-masing mesin dalam urutan
tertentu (precedence constraints)
2. Setiap mesin hanya bisa memproses satu pekerjaan dalam satu waktu.
3. Setiap pekerjaan hanya bisa diproses oleh satu mesin dalam satu waktu
4. Setelah pekerjaan sudah mulai diproses maka tidak bisa diinterupsi.
Model matematis JSSP secara umum beserta rincian kendala ketersediaan mesin
dan variabel disajikan sebagai berikut (Ploydanai & Mungwattana, 2010):
Misalkan 𝑡𝑖,𝑗 adalah waktu awal job 𝑗 yang dikerjakan pada mesin 𝑖, misalkan 𝑓𝑖,𝑗
adalah waktu akhir job 𝑗 yang dikerjakan pada mesin 𝑖, misalkan 𝑃𝑖,𝑗 adalah waktu
pemrosesan job 𝑗 yang dikerjakan pada mesin 𝑖 , dan misalkan (𝐶𝑚𝑎𝑥) adalah
makespan (waktu penyelesaian job terakahir) yang dikerjakan pada mesin 𝑖. fungsi

17
tujuan dari penyelesaian job adalah untuk meminimasi makespan maka model
matematis dari penjadwalan job shop seperti berikut ini:
𝐦𝐢𝐧 𝐶𝑚𝑎𝑥 (2.1)
Sedemikian hingga.
𝑡ℎ,𝑗 − 𝑡𝑖,𝑗 ≥ 𝑃𝑖,𝑗 (2.2)
𝐶𝑚𝑎𝑥 − 𝑡𝑖,𝑗 ≥ 𝑃𝑖,𝑗 (2.3)
𝑡𝑖,𝑗 − 𝑡𝑖,𝑘 ≥ 𝑃𝑖,𝑘 atau 𝑡𝑖,𝑘 − 𝑡𝑖,𝑗 ≥ 𝑃𝑖,𝑗 (2.4)
𝑡𝑖,𝑗 ≥ 0 (2.5)
𝑡𝑖,𝑗 ≥ 𝑟𝑖 (2.6)
𝑡𝑖,𝑗 + 𝑝𝑖,𝑗 ≤ 𝑑𝑗 (2.7)
Persamaan (2.1) adalah formulasi dari fungsi tujuan yaitu meminimasi makespan.
persamaan (2.2) digunakan untuk memastikan bahwa langkah berikutnya pada
mesin ℎ dari job 𝑗 dimulai setelah waktu selesai dari langkah pada mesin 𝑖 dari job
𝑗. Selanjutnya, persamaan (2.3) memastikan bahwa 𝐶𝑚𝑎𝑥 harus lebih besar dari
waktu selesai job terakhir. Persamaan (2.4) digunakan untuk pengurutan job pada
mesin. Persamaan ini berarti bahwa hanya satu job yang bisa diproses oleh satu
mesin dalam satu waktu. Dengan menggunakan persamaan (2.5) maka waktu mulai
proses bersifat non-negatif. Persamaan (2.6) memastikan bahwa suatu job harus
mulai setelah released time. Persamaan (2.7) adalah constraint untuk
mengendalikan bahwa job harus selesai sebelum due dates.
JSSP dapat direpresentasikan dalam bentuk Gantt chart. Gantt chart merupakan
digaram untuk visualisasi rencana rencana produksi dan aktual produksi
(GanttHenry, 1916). Ada 2 jenis Gantt chart untuk representasi persoalan JSSP

18
yaitu Machine Gantt chart dan Job Gantt chart. Machine Gantt chart adalah
penyusunan Gantt chart untuk representasi JSSP berdasarkan pada susunan mesin.
Job Gantt chart adalah penyusunan Gantt chart untuk representasi JSSP
berdasarkan pada susunan job.
Misalkan terdapat JSSP berukuran 3 job dan 3 mesin (3×3) seperti pada Tabel 2.4.
Tabel 2.2 adalah data urutan mesin yang harus dilalui oleh setiap job dan Tabel
2.3 bersisi data waktu pemrosesan setiap job pada setiap mesin maka Tabel 2.4
adalah susunan jadwal yang terdiri dari 3 job dan 3 mesin dengan masing masing
waktu prosesnya dalam setiap operasinya:
Tabel 2.2 Urutan mesin. Job Mesin
J1 M1 M2 M3 J2 M1 M3 M2 J3 M2 M1 M3
Tabel 2.3 Waktu proses. Job Waktu
J1 3 3 3
J2 2 3 4
J3 3 2 1
Tabel 2.4 Persoalan JSSP dengan ukuran 3 × 3.
Operasi ke -1 Operasi ke -2 Operasi ke -3
Job Mesin (waktu proses) Mesin (waktu proses) Mesin (waktu proses)
1 1 (3) 2 (3) 3 (3)
2 1 (2) 3 (3) 2 (4)
3 2 (3) 1 (2) 3 (1)
Berdasarkan Tabel 2.4. job 1 akan diproses di mesin 1 selama 3 satuan waktu
kemudian akan diproses di mesin 2 selama 3 satuan waktu dan terakhir akan
diproses di mesin 3 selama 3 satuan waktu. job 2 dan job 3 akan diproses dimesin
seperti pada job 1 yaitu berdasarkan urutan mesin. Representasi Gantt chart untuk
solusi dari Tabel 2.4 dapat ditampilkan seperti berikut ini:

19
Gambar 2.1 Machine Gantt chart dari solusi JSSP ukuran 3 × 3 (modifikasi dari
Gen dan Cheng, (2000)).
Gambar 2.2 Job Gantt chart dari solusi JSSP ukuran 3 × 3 (modifikasi dari Gen
dan Cheng, (2000)).
.
Representasi jaringan (network representation) pertama kali diperkenalkan oleh
Roy dan Sussman (1964). Solusi dari JSSP dapat direpresentasikan kedalam
representasi jaringan yaitu berdasar pada grafik disjungtif (Balas , (1969) ; Yamada
& Nakano (1997)).
Representasi solusi JSSP kedalam grafik disjungtif dapat diformulasikan dengan
𝑉 = 𝐺(𝐶 ∪ 𝐷).

20
1. V adalah himpunan node yang merepresentasikan operasi dari masing masing
job dengan dua node khusus yaitu node sumber (0) dan node ujung (*) yang
Mewakili titik awal dan titik akhir dari jadwal.
2. C adalah himpunan busur konjungsi (conjunctive arcs) yang
merepresentasikan urutan operasi.
3. 𝐷 adalah himpunan busur disjungtif (disjunctive arcs) yang
merepresentasikan pasangan operasi yang harus dilakukan pada mesin yang
sama. Waktu proses untuk setiap operasi adalah bobot nilai yang melekat pada
simpul yang sesuai. Representasi grafik disjuntif untuk permasalahan JSSP
pada Tabel 2.4 ditunjukan pada Gambar 2.3.
Gambar 2.3 Graff disjungtif untuk JSSP berukuran 3 × 3 (Yamada & Nakano,
1997).
Berdasarkan pada Graff disjungtif pada Gambar 2.3. job 1 akan diproses di mesin
1 selama 3 satuan waktu, kemudian akan diproses di mesin 2 selama 3 satuan waktu
dan selanjutnya diproses di mesin 3 selama 3 satuan waktu. Job 2 akan diproses di
mesin 1 selama 4 satuan waktu kemudian akan diproses di mesin 3 selama 3 satuan
waktu dan selanjutnya akan diproses di mesin 2 selama 2 satuan waktu. Job 3 akan
diproses di mesin 2 selama 3 satuan waktu, kemudian akan diproses di mesin 1

21
selama 2 satuan waktu dan terakhir akan diproses di mesin 3 selama 1 satuan waktu
(Yamada & Nakano, 1997).
Persoalan JSSP dengan 𝑛 job dan 𝑚 mesin maka jumlah susunan jadwal yang
mungkin adalah sebesar (𝑛!)𝑚, misalkan terdapat persoalan JSSP dengan 𝑛= 3 dan
𝑚=3 maka jumlah total urutan atau solusi yang mungkin adalah (3!)3 = 216. Secara
teoritis, dimungkinkan untuk menemukan susunan urutan yang optimum, namun
hal ini memerlukan banyak waktu komputasi (Uzorh & Innocent, 2014).
2.3 Benchmark Test Problem
Untuk menemukan perbandingan yang pantas dari berbagai teknik dan algoritma,
maka dibutuhkanlah pengujian pada persoalan yang sama, karenanya terbentuklah
benchmark test problem. benchmark test problem memberikan standar acuan
semua algoritma dapat di uji dan dibandingkan. Dengan adanya benchmark test
problem dapat dengan mudah untuk mengukur kekuatan dan kemampuan dari
berbagai algoritma. Benchmark test problem memiliki dimensi dan nilai tingkat
kesulitan yang berbeda, hal ini memudahkan penentuan kapasitas dan keterbatasan
dari metode yang diberikan untuk diuji dan juga akan memberikan informasi saran
perbaikan yang dibutuhkan serta letak titik persoalan yang mesti harus diperbaiki
(Jain & Meeran, 1998).
Persoalan benchmark test problem telah berhasil diformulasikan oleh berbagai
peneliti. Beberapa benchmark test problem yang telah dikenal secara luas dan
tersedia di OR-library yaitu diantaranya adalah instance FT06, FT10 dan FT20
diformulasikan oleh Fisher dan Thompson (1963), instance LA01-LA40 oleh

22
Lawrence (1984), instance ABZ5-ABZ9 oleh Adams, et al., (1988 ), instance
ORB01-ORB10 oleh Applegate dan Cook (1991), instance SWV01-SWV20 oleh
Storer et al., (1992), instance YN1-YN4 oleh Yamada dan Nakano (1992) dan
instance TA01-TA80 oleh Taillard (1993).
Benchmark test problem yang telah menerima analisis terbesar adalah yang
diformulasikan oleh Fisher dan Thompson yaitu: FT06 (6 × 6), FT 10 (10 × 10),
FT20 (20 × 5). FT06 dan FT20 telah berhasil dipecahkan secara optimal pada
tahun 1975. Solusi untuk FT10 tetap sulit dipahami sampai pada tahun 1987 (Jain
& Meeran, 1998).
Setiap masing masing instance dari benchmark test problem terdiri dari baris
deskripsi dan baris isi yang terdiri dari nomor job dan nomor mesin dan setiap satu
baris untuk masing masing job terdapat daftar nomor mesin dan waktu pemrosesan
untuk setiap langkah job. Nomor mesin dimulai dari angka 0. Tabel 2.5 menunjukan
suatu standar 6×6 benchmark test problem yaitu (𝑛 = 6, 𝑚 = 6) dari Fisher dan
Thompson (1963) yang dikenal dengan FT06 dengan nama lain MT06.
Tabel 2.5 Benchmark FT06 dengan nomor mesin dimulai dari 0
Job Operasi
(m,t) (m,t) (m,t) (m,t) (m,t) (m,t)
Job 1 2 1 0 3 1 6 3 7 5 3 4 6
Job 2 1 8 2 5 4 10 5 10 0 10 3 4
Job 3 2 5 3 4 5 8 0 9 1 1 4 7
Job 4 1 5 0 5 2 5 3 3 4 8 5 9
Job 5 2 9 1 3 4 5 5 4 0 3 3 1
Job 6 1 3 3 3 5 9 0 10 4 4 2 1
Pada benchmark di Tabel 2.5 adalah penulisan standar benchmark test problem
JSSP pada umumnya yaitu yang diperoleh dari OR-library. Penomoran setiap
mesin dimulai dari angka 0, namun untuk memudahkan pembacaanya beberapa

23
tabel benchmark ditulis dengan nomor mesin ditulis dengan dimulai dengan angka
1, oleh karena itu tabel benchmark test problem diatas ekuivalen dengan tabel
benchmark test problem pada Tabel 2.6.
Tabel 2.6 Benchmark test problem FT06 dengan nomor mesin dimulai dari 1.
Job Operasi
(m,t) (m,t) (m,t) (m,t) (m,t) (m,t)
Job 1 3 1 1 3 2 6 4 7 6 3 5 6
Job 2 2 8 3 5 5 10 6 10 1 10 4 4
Job 3 3 5 4 4 6 8 1 9 2 1 5 7
Job 4 2 5 1 5 3 5 4 3 5 8 6 9
Job 5 3 9 2 3 5 5 6 4 1 3 4 1
Job 6 2 3 4 3 6 9 1 10 5 4 3 1
Penjelasan instance benchmark diatas adalah job 1 harus menuju mesin 3 selama
1 satuan waktu kemudian menuju mesin 1 selama 3 satuan waktu, selanjutnya
menuju mesin 2 selama 6 satuan waktu begitu terus untuk menuju langkah
berikutnya seperti langkah sebelumnya. Suatu mesin tidak bisa memproses 2 job
yang berbeda pada satu waktu. permasalahannya adalah bagaimana menyusun
susunan jadwal job pada mesin untuk meminimasi total waktu penyelesaian yaitu
total waktu diantara memulai operasi pertama hingga waktu penyelesaian operasi
yang terakhir. Banyak kriteria kualitas penjadwalan yang ada tetapi makespan
terpendek adalah yang paling sederhana dan merupakan kriteria yang secara luas
paling banyak digunakan (Fang, et al., 1993).
Benchmark FT06 memiliki nilai minimum makespan yang yang telah diketahui
adalah 55 satuan waktu. Berikut disajikan nilai optimum makespan yang telah
diketahui dari berbagai dimensi persoalan benchmark, yang kemudian disingkat
dengan akronim BKS (Best Know Solustion) :

24
Tabel 2.7 Nilai BKS (Best Know Solustion) pada benchmark test problem JSSP
No Instance* Nama
Alternatif*
Dimensi
(𝑛 × 𝑚)*
Best Know Solution
(BKS)**
1 FT06 MT06 6×6 55
2 FT10 MT10 10×10 930
3 FT20 MT10 20×5 1165
4 LA01 F1 10×5 666
5 LA02 F2 10×5 655
6 LA03 F3 10×5 597
7 LA04 F4 10×5 590
8 LA05 F5 10×5 593
9 LA06 G1 15×5 926
10 LA07 G2 15×5 890
11 LA08 G3 15×5 863
9 LA06 G1 15×5 926
10 LA07 G2 15×5 890
11 LA08 G3 15×5 863
12 LA09 G4 15×5 951
13 LA10 G5 15×5 958
14 LA11 H1 20×5 1222
15 LA12 H2 20×5 1039
16 LA13 H3 20×5 1150
17 LA14 H4 20×5 1292
18 LA15 H5 20×5 1207
19 LA16 A1 10×10 945
20 LA17 A2 10×10 784
21 LA18 A3 10×10 848
22 LA19 A4 10×10 842
23 LA20 A5 10×10 902
24 LA21 B1 15×10 1046
25 LA22 B2 15×10 927
26 LA23 B3 15×10 1032
23 LA20 A5 10×10 902
27 LA24 B4 15×10 935
28 LA25 B5 15×10 977
29 LA26 C1 20×10 1218
Sumber: * Beasley (1990) dan ** Gonçalves et al (2005)
25
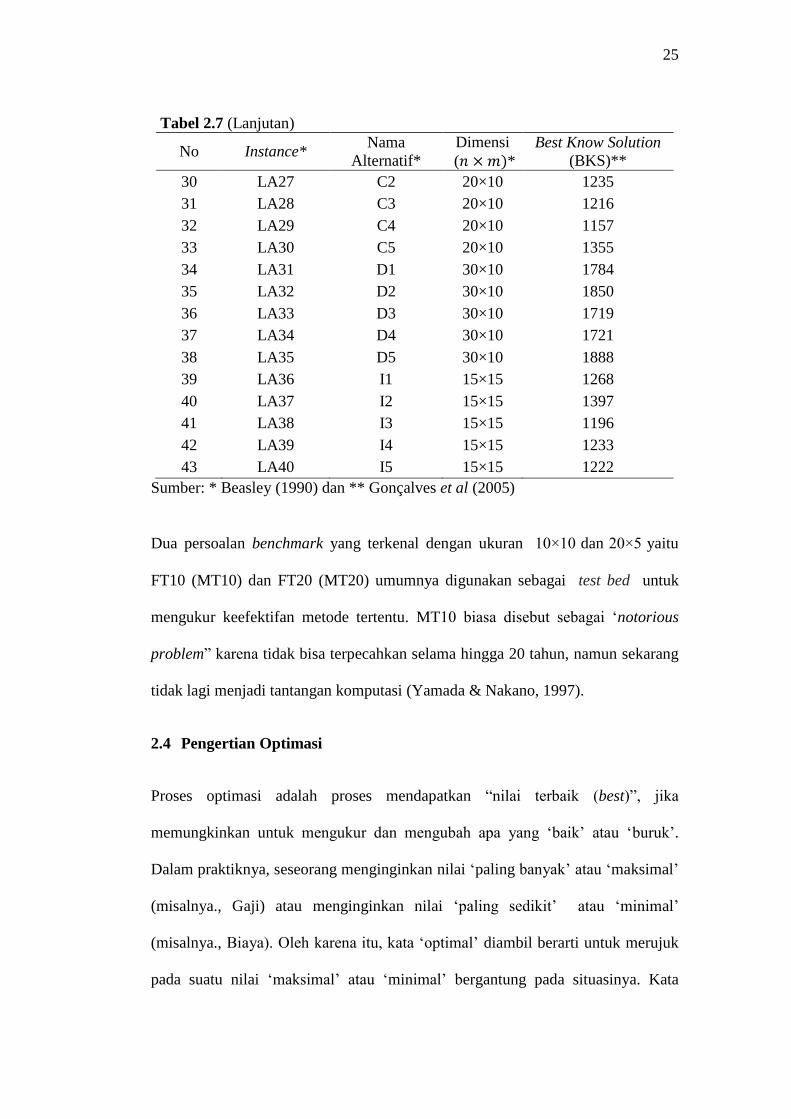
Tabel 2.7 (Lanjutan)
No Instance* Nama
Alternatif*
Dimensi
(𝑛 × 𝑚)*
Best Know Solution
(BKS)**
30 LA27 C2 20×10 1235
31 LA28 C3 20×10 1216
32 LA29 C4 20×10 1157
33 LA30 C5 20×10 1355
34 LA31 D1 30×10 1784
35 LA32 D2 30×10 1850
36 LA33 D3 30×10 1719
37 LA34 D4 30×10 1721
38 LA35 D5 30×10 1888
39 LA36 I1 15×15 1268
40 LA37 I2 15×15 1397
41 LA38 I3 15×15 1196
42 LA39 I4 15×15 1233
43 LA40 I5 15×15 1222
Sumber: * Beasley (1990) dan ** Gonçalves et al (2005)
Dua persoalan benchmark yang terkenal dengan ukuran 10×10 dan 20×5 yaitu
FT10 (MT10) dan FT20 (MT20) umumnya digunakan sebagai test bed untuk
mengukur keefektifan metode tertentu. MT10 biasa disebut sebagai ‘notorious
problem” karena tidak bisa terpecahkan selama hingga 20 tahun, namun sekarang
tidak lagi menjadi tantangan komputasi (Yamada & Nakano, 1997).
2.4 Pengertian Optimasi
Proses optimasi adalah proses mendapatkan “nilai terbaik (best)”, jika
memungkinkan untuk mengukur dan mengubah apa yang ‘baik’ atau ‘buruk’.
Dalam praktiknya, seseorang menginginkan nilai ‘paling banyak’ atau ‘maksimal’
(misalnya., Gaji) atau menginginkan nilai ‘paling sedikit’ atau ‘minimal’
(misalnya., Biaya). Oleh karena itu, kata ‘optimal’ diambil berarti untuk merujuk
pada suatu nilai ‘maksimal’ atau ‘minimal’ bergantung pada situasinya. Kata

26
‘Optimal’ adalah istilah teknis yang menyiratkan pengukuran kuantitatif dan
merupakan kata yang lebih tepat daripada kata ‘terbaik (best)’ yang lebih sesuai
untuk pemakaian sehari-hari. Demikian juga, kata ‘optimize’, yang berarti untuk
mencapai optimal, adalah kata yang lebih tepat daripada ‘meperbaiki (improve)’
(Antoniou & Lu, 2007). Prinsip dasar optimisasi adalah alokasi sumber daya langka
yang efisien. Optimisasi dapat diterapkan pada disiplin ilmiah atau teknik apapun.
Tujuan optimisasi adalah menemukan suatu algoritma yang mampu memecahkan
kelas masalah tertentu. Tidak ada metode spesifik, yang mampu memecahkan
semua masalah optimasi (Sivanandam & Deepa, 2008).
Gen dan Cheng (2000) mengelompokan persoalan optimisasi menjadi empat
kelompok sebagai berikut:
1. Optimisasi tanpa pembatas (unconstraint optimization)
Optimisasi tanpa pembatas atau dikenal dengan istilah unconstraint optimization
biasanya berkaitan dengan maksimasi atau minimisasi dari suatu fungsi dengan
beberapa variabel. Setiap variabel tanpa adanya pembatas dan mempunyai nilai
real.
2. Optimisasi dengan pembatas (constraint optimization)
Optimisasi dengan pembatas atau constraint optimization sering dikenal dengan
istilah nonlinear programming. Persoalan ini berkaitan dengan optimisasi suatu
fungsi tujuan yang memiliki beberapa fungsi pembatas. Fungsi pembatas ini dapat
berupa suatu persamaan ataupun pertidaksamaan. Persoalan ini banyak kita jumpai
dalam berbagai aplikasi teknik, operational riset, matematika, ekonomi dan lain
sebagainya.

27
3. Optimisasi kombinatorik (combinatorial optimization)
Persoalan optimisasi yang mempunyai ciri bahwa terdapat solusi yang layak dalam
jumlah yang terhingga, contoh Persoalan optimisasi kombinatorik adalah persoalan
JSSP
4. Optimisasi dengan beberapa fungsi tujuan (multiobjective optimization)
Persoalan yang memiliki beberapa fungsi tujuan. Pada persoalan ini tidak
selamanya terdapat solusi yang optimal untuk keseluruhan fungsi tujuan yang ada.
Suatu solusi mungkin saja optimal untuk fungsi tujuan tertentu, namun sangat buruk
untuk fungsi tujuan yang lain. Solusi yang demikian dikenal dengan istilah non-
dominated solution atau Pareto solution.
2.5 Algoritma Genetika (Genetic Algorithm)
Genetic Algoritm (GA) adalah teknik optimasi pencarian acak yang menirukan
proses seleksi alam (Holland, 1975). Teori evolusi pertama kalinya di perkenalkan
oleh Charles Darwin melalui bukunya “On the origin of species” pada tahun 1859.
Teori evolusi darwin mejelaskan bahwa organisme biologi akan terus ber-evolusi
berdasarkan pada prinsip seleksi alam yaitu bahwa individu yang akan bertahan
hidup adalah individu yang paling bisa beradaptasi terhadap lingkungannya
(Darwin, 1859). Teori evolusi Darwin kemudian menginspirasi ilmuwan lain untuk
mengadaptasi proses evolusi alam ke dalam berbagai persoalan, salah satunya
terkait persoalan optimasi. Berdasarkam adaptasi prinsip teori evolusi alam maka

28
dikembangkan berbagai metode ilmiah dalam berbagai penyelasaian persoalan
komputasi yaitu diantaranya Genetic Algorithm (GA).
GA pertama kali dikenalkan oleh Holland melalui bukunya “Adaptation in
Natural and Artificial Systems” di tahun 1975. Holland memaparkan bagaimana
mengaplikasikan prinsip prinsip evolusi alam pada persoalan optimasi dan
selanjutnya membangun teori GA (Holland, 1975). GA terus dikembangkan lebih
lanjut untuk lebih banyak diimplementasikan ke berbagai bidang persoalan. GA
merupakan metode adaptif, yang dapat digunakan untuk penyelesaian perosalan
pencarian dan optimasi ( Beasley, et al., 1993). Terminologi yang digunakan pada
proses genetika dan evolusi alam kemudian dianalogikan dalam GA. Tabel 2.8
berikut ini menjelaskan analogi terminologi dalam sistem alamiah dan terminologi
dalam GA.
Tabel 2. 8 Perbandingan terminologi sistem alamiah dan terminologi GA.
Sistem Alamiah GA
Kromosom String
Gen Fitur, Karakter, atau Detektor
Allel Nilai fitur
Locus Posisi string
Genotip Struktur
Fenotip kumpulan parameter, Solusi alternatif,
Struktur yang di-decode
Epistasis Non linieritas
Sumber: Goldberg (1989).
Saat ini GA dikenal sebagai metode yang sangat baik untuk menyelesaikan berbagai
persoalan komputasi yang rumit diantaranya adalah persoalan optimasi. Meskipun
GA tidak dapat menjamin bahwa solusi yang didapat akan selalu solusi global
optimum. Setelah melalui proses evolusi pada beberapa generasi, GA pada
umumnya akan mampu memberikan sulusi yang baik. Dalam pemanfaatan GA
29
untuk penyelesaian persoalan optimisasi, ada paling sedikit 3 keuntungan sebagai
berikut (Syarif, 2014):
1. Pemanfaatan GA tidak memerlukan pengetahuan tentang matematika yang
rumit. GA mampu menangani persoalan yang memiliki apapun fungsi tujuan
dan persoalan-persoalan dengan pembatas (constraint) linear, nonlinear,
diskrit, kontinu ataupun gabungan diantaranya.
2. Metode ini biasanya melakukan pencarian lokal terhadap solusi optimal yang
terdekat. Karenanya seringkali solusi yang diperoleh tidak dapat dijamin
merupakan solusi global optimal. Dengan metode ini, suatu solusi baru dapat
dijamin merupakan solusi global optimal apabila persoalan yang dihadapi
memiliki convex properti dimana setiap lokal optimal solusi dari persoalan
akan juga merupakan solusi global optimal.
3. GA memberikan fleksibilitas kepada kita untuk dikombinasikan dengan
metode lain (hybrid).
Dalam perkembangannya, GA telah diuji mampu memberikan solusi optimal dari
persoalan optimisasi baik yang terdiri dari satu variabel atau multi variabel.
Diantaranya GA telah diaplikasikan pada persoalan scheduling, vehicle routing,
group technology, facility layout, location allocation dan lain sebagainya
2.5.1 Struktur GA
Secara umum algoritma genetika memiliki lima komponen dasar yaitu
(Michalewicz, 1996):
1. Representasi genetik dari solusi-solusi masalah.
2. Cara membangkitkan populasi awal dari solusi-solusi.

30
3. Evaluasi nilai fitness berdasarkan kemungkinan solusi .
4. Operator-operator genetik yang merubah komposisi genetic
dari offspring selama reproduksi.
5. Nilai-nilai untuk parameter algoritma genetika.
GA berbeda dengan metode optimasi konvensional dalam pencarian solusi optimal.
Berikut kinerja GA dalam pencarian solusi optimal (Goldberg, 1989):
1. GA bekerja dengan proses pengkodean parameter dan GA bekerja dengan
proses pengkodean solusi dari kumpulan solusi
2. GA bekerja pada sekumpulan populasi solusi bukan pada solusi tunggal
3. GA menggunakan fungsi tujuan bukan fungsi turunan.
4. GA menggunakan aturan probabilitas bukan aturan deterministik
Struktur umum untuk menjalankan GA, bisa dijelaskan dengan psedeocode GA
Berikut ini (Gonçalves, et al., 2005) :
psedeocode GA diatas dapat dituliskan dalam diagram alir berikut:
Genetic Algorithm {
Bangkitkan populasi awal 𝑃𝑡;
Evaluasi populasi awal 𝑃𝑡;
While (not Kriteria Berhenti){
Pilih elemen dari 𝑃𝑡 salin ke 𝑃𝑡+1;
Crossover elemen dari 𝑃𝑡 dan pindah ke 𝑃𝑡+1;
Mutasi elemen 𝑃𝑡 dan pindah ke 𝑃𝑡+1;
Evaluasi populasi baru 𝑃𝑡+1;
𝑃𝑡 = 𝑃𝑡+1;;
}
}

31
Gambar 2.4 Struktur GA standar
Pada GA terjadi proses iterasi sampai ditemukan nilai fitness terbaik pada titik
kondisi pemberhentian, Proses GA dengan iterasi sampai di temukan kondisi
pemberhentian dikenal dengan GA loop . Pada GA loop setiap iterasi akan terjadi
proses berikut (Sivanandam & Deepa, 2008):
1. Seleksi (selection)
memilih individu untuk disertakan pada proses reproduksi. Pemilihan ini
dilakukan secara acak
2. Reproduksi (reproduction)
Pada tahap ini dilakukan proses pembentukan kromosom baru dengan
menggunskan proses rekombinasi dan mutasi

32
3. Evaluasi (evaluation)
Dilakukannya evaluasi Nilai fitness pada masing masing individu
4. Pergantian (replacement)
proses terakhir adalah dilakukannya pergantian populasi generasi tua dengan
populasi generasi baru.
2.5.2 Terminologi dalam GA
Dalam GA terdapat banyak terminologi, beberapa terminologi yang digunakan
diserap dari istilah bidang ilmu biologi. Berikut beberapa terminologi dalam GA
(Syarif, 2014).
Kromosom : Kandidat solusi dari persoalan yang akan diselesaikan
Populasi : Sekelompok kandidat solusi yang digunakan pada algoritma
genetika
Gen : Komponen dari kromosom (kromosom biasanya terdiri dari
sekelompok gen)
Parent : Kromosom yang dipilih untuk proses reproduksi
Offspring : Kromosom baru yang diperoleh setelah proses reproduksi
Fitness : Suatu “nilai” yang menggambarkan kualitas dari suatu
kromosom
Crossover
: Proses reproduksi yang dilakukan dengan proses perkawinan
silang antara dua kromosom
Mutasi : Proses reproduksi yang dilakukan dengan memodifikasi
gene yang ada pada kromosom

33
2.5.3 Ruang Pencarian (Search Spaces)
Ruang pencarian dalam optimasi mengacu pada suatu kumpulan solusi yang layak.
Setiap point didalam ruang pencarian merepresentasikan satu kemungkinan
solusi dari permasalahan yang diberikan. Dengan dikembangkannya berbagai
algoritma pencarian seperti GA akan memudahkan pencarian solusi terbaik dalam
ruang solusi yang luas, seperti pencarian nilai minimum atau maksimum pada
persoalan optimasi (Sivanandam & Deepa, 2008)
2.5.4 Nilai Fitness
Nilai fitness individu dalam algoritma genetika adalah nilai dari fungsi tujuan
untuk fenotipe nya. Nilai fitness digunakan sebagai acuan dalam mencapai nilai
optimal dalam GA. Untuk menghitung nilai fitness, kromosom harus diterjemahkan
(decode) dan fungsi tujuan harus di evaluasi. Nilai fitness tidak hanya
mengindikasikan seberapa baik solusi yang ada tetapi juga menunjukan seberapa
dekat solusi yang diberikan dengan nilai optimum (Sivanandam & Deepa, 2008).
GA bertujuan untuk mencari individu dengan nilai fitness yang paling tinggi.
2.5.5 Gen
Gen adalah unit blok penyusun kromosom. Gen memiliki peran utama dalam
mewarisi sifat-sifat individu. Gen merepresentasikan fitur atau karakteristik pada
suatu individu. Gen adalah string kecil yang memiliki panjang berubah ubah. Gen
dapat disusun dari kumpulan bit, byte, maupun string.

34
Gambar 2.5 Struktur gen (Sivanandam & Deepa, 2008)
2.5.6 Kromosom
Runtunan sejumlah gen disebut dengan kromosom (chromosome). Setiap
kromosom dalam GA merepresentasikan kandidat solusi terhadap persoalan yang
akan diselesaikan. Kromosom dapat direpresentasikan menggunakan bits, string,
bilangan, Larik (array), tree ataupun objek lainnya. representasi kromosom ini
sangat berpengaruh terhadap efektifitas dan efesiensi kinerja GA. Representasi
kromosom yang baik harus mampu merepresentasikan semua paramater dan solusi
dari persoalan. Contoh kromosom dalam konteks penjadwalan adalah urutan
penyelesain job pada mesin, sedangkan dalam konteks Travel Salesman Problem
(TSP) individu dapat menyatakan suatu kemungkinan jalur terpendek yang akan
ditempuh. Gambar Berikut sebagai contoh representasi kromosom.
Gambar 2.6 Struktur kromosom (Sivanandam & Deepa, 2008).
2.5.6.1 Skema Pengkodean Kromosom
Proses merepresentasikan kromosom sebagai kandidat solusi dengan tepat, sesuai
dengan persoalan yang akan diselesaikan disebut dengan proses enconding.Proses
enconding mengkonversikan solusi atau kromosom kedalam bentuk kode.
Encoding yang merupakan representasi gen suatu individu dapat diklasifikasikan
berdasarkan kreteria bagaimana cara merepresentasikannya, seperti simbol yang

35
digunakan, struktur dari kromosom atau berdasarkan pada panjang/ukuran dari
kromosom atau isi dari suatu kromosom. Ada beberapa metode encoding yang
secara umum sering digunakan. Berikut beberapa contoh metode encoding:
1. Pengkodean nilai (value encoding)
Value encoding merupakan suatu metode representasi kromosom dengan masing
masing gen langsung berisikan nilai/karakter masing-masing variabel keputusan
(decision variable) untuk persoalan yang akan diselesaikan. Metode ini sering
dipakai untuk optimasi fungsi dengan beberapa variabel, Persoalan penyesuaian
kata (word matching problem) dan lain sebagainya.
Kromosom A 12.9755 38.7583 156.8890 45.5678 76.3888
Kromosom B 18.2735 14.5766 73.184
Kromosom C 4 8 7 4
Kromosom D UNIVERSITAS LAMPUNG
Gambar 2.7 Value encoding (Syarif, 2014)
1. Pengkodean biner (binary encoding)
Pengkodean biner adalah suatu metode pengkodean bilangan dalam bentuk
bilangan biner. setiap gen berisikan bilangan 0 atau 1. Pengkodean biner merupakan
metode pengkodean yang paling umum digunakan. Metode ini sangat sederhana,
mudah diciptakan dan mudah dimanipulasi. Berikut contoh kromosom yang
menggunakan binary encoding:
Kromosom A 10001010001111101010111
Kromosom B 00000001000000011110000
Gambar 2.8 Pengkodean biner (Syarif, 2014).

36
2. Pengkodean permutasi (permutation encoding)
Pengkodean Permutasi menggunakan teknik permutasi dalam merepresentasikan
kromosom. Kromosom beriisikan kumpulan nilai integer dengan posisi yang
beurutan dan setiap nilai mewakili masing masing posisi dalam urutan nilainya.
Permutation encoding bias digunakan untuk persoalan penyusunan urutan
pekerjaan dan juga biasa digunakan untuk persoalan TSP (Travelling Salesman
Problem) dan SPP (Shortest Path Problem).
Kromosom A 7 2 5 1 4 3 9 8 6
Kromosom B 5 2 3 1 4 9 7 6 8
Gambar 2.9 Pengkodean permutasi (Syarif, 2014).
2.5.6.2 Dekode Kromosom
Dekode kromosom adalah metode pengkodean kembali isi kromosom yang telah di
encoding. Hasil dekode kromosom akan mewakili tiap variabel dan
merepresentasikan sifat genotip dan fenotip suatu populasi.
2.5.7 Populasi (Population)
Populasi adalah kumpulan kromosom atau kumpulan kandidat solusi yang akan
diproses dalam satu proses evolusi. Setelah mendifinisikan kromosom beserta
metode representasi genetika yang digunakan, mendefinisikan parameter GA,
menentukan nilai fitness dan fungsi tujuan, maka langkah selanjutnya adalah
melakukan inisialisasi populasi. Populasi pada generasi awal dibangkitkan secara
acak dan pada generasi selanjutnya merupakan hasil evolusi kromosom-kromosom

37
melalui iterasi dengan menggunakan operator crossover dan mutasi. Berikut contoh
ilustrasi pembentukan populasi.
Populasi
Kromosom 1 11100010
Kromosom 2 01111011
Kromosom 3 10101010
Kromosom 4 11001100
Gambar 2.10 Struktur populasi (Sivanandam & Deepa, 2008).
2.5.8 Seleksi
Seleksi merupakan operasi genetik pertama dalam fase reproduksi algoritma
genetika. Tujuannya adalah untuk memilih Individu yang lebih baik dalam populasi
yang akan menciptakan keturunan untuk generasi berikutnya (Kumar, 2012).
Langkah yang harus dilakukan pada tahap ini adalah pencarian nilai fitness sebagai
indikator kualitas individu. Pada tahap seleksi Setiap individu berkesempatan untuk
dipilih. Individu yang memiliki nilai fitness terbaik akan memiliki peluang yang
lebih besar untuk dipilih. Ada beberapa metode seleksi yang biasa digunakan yaitu
diantaranya seleksi dengan metode elitist, seleksi berdasarkan ranking fitness
(rank-based fitness), seleksi dengan roda rolet (roulette wheel selection), seleksi
acak (random selection), seleksi boltzmann (boltzmann selection) dan seleksi
dengan turnamen (tournament selection).
1. Seleksi roda rolet (roulette whell selection)
Seleksi roda rolet adalah pendekatan seleksi yang paling sederhana. Dalam metode
ini semua kromosom (individu) dalam populasi ditempatkan pada roda rolet
berdasarkan proporsi nilai fitness (Goldberg, 1989). Masing-masing individu diberi

38
segmen roda rolet. Ukuran masing-masing segmen di roda rolet sebanding dengan
nilai fitness individu. Semakin besar nilainya, semakin besar segmennya,
Kemudian, roda rolet virtual diputar, Individu yang sesuai dengan segmen di mana
rolet roda berhenti kemudian dipilih. Proses diulang sampai jumlah individu yang
diinginkan dipilih. Individu dengan fitness lebih tinggi memiliki peluang lebih
banyak untuk terpilih (Kumar, 2012).
2. Rank selection
Seleksi roda rolet (roulette wheel selection) memiliki keterbatasan berupa kendala
ketika terdapat perbedaan nilai fitness yang sangat besar. Sebagai contoh, jika nilai
fitness kromosom adalah 90% dari semua kromosom pada roda rolet maka
kromosom lain akan memiliki sedikit peluang untuk terpilih. Dengan demikian
perlu metode yang dapat mengatasi ketidak proporsional peluang masing
kromosom. Metode rank selection mengatasi ketidak proporsionalan nilai peluang
masing kromosom untuk terpilih. Metode ini menggunakan cara perangkingan nilai
fitness pada semua kromosom. Kromosom dengan nilai fitness terendah diberikan
nilai 1, terendah kedua diberikan nilai 2 dan fitness tertinggi akan diberikan nilai N
(sesuai dengan jumlah kromosom pada populasi), perankingan kromosom
dimaksudakan agar peluang terpilih masing masing kromosom lebih proporsional.
ilustrasi metode perankingan dapat dilihat seperti gambar berikut ini

39
Gambar 2.11 Kondisi sebelum dilakukan perangkingan.
Gambar 2.12 Kondisi setelah dilakukan perangkingan.
3. Seleksi metode elitist
Metode elitist merupakan metode yang sering digunakan untuk menghindari
kemungkinan kromosom dengan nilai fitness terbaik justru tidak terpilih ke generasi
berikutnya. Metode Elitist dilakukan dengan pertama-tama mengambil kromosom
dengan nilai fitness terbaik ke generasi berikutnya. Pemilihan kromosom yang lain
dapat dilakukan dengan metode-metode sebelumnya. Karena metode ini dapat
menghindari kemungkinan kita akan kehilangan kromosom terbaik, pada berbagai
persoalan, metode ini sangatlah efektif (Syarif, 2014).

40
2.5.9 Crossover
Crossover adalah proses menggabungkan kromosom induk yang terpilih untuk
membentuk kromosom turunan. Proses crossover disebut juga sebagai
rekombinasi. Salah satu kelebihan GA adalah pada kemampuan pencariannya
dalam keragaman solusi dengan memanfaatkan penggunaan operasi crossover dan
mutasi. GA menerapkan mempertahankan beberapa solusi terbaik dan
menghilangkan solusi yang tidak baik. Dengan operasi crossover diharapkan akan
dihasilkan kandidat solusi baru yang lebih baik. Berikut beberapa metode
crossover yang biasa digunakan.
1. Crossover satu titik (one-point crossover)
Crossover satu titik dilakukan dengan menentukan satu titik secara random pada
masing masing kromosom. Proses pembentukan turunan (offspring) dilakukan
dengan mempertukarkan elemen disebelah kanan dari titik terpilih tersebut pada
masing-masing induk (parent). Ilustasi dari proses crossover satu titik dapat dilihat
pada Gambar berikut.
Gambar 2.13 Contoh crossover satu titik (Syarif, 2014).
2. Crossover dua titik (two point crossover )

41
Crossover dua titik dilakukan dengan memilih dua titik secara acak pada kedua
induk kromosom. Metode ini mirip dengan metode crossover satu titik. Proses
pembentukan keturunan (offspring) dilakukan dengan mempertukarkan elemen
diantara kedua titik pada masing masing induk (parent). Metode crossover dua titik
dapat diilustrasikan seperti gambar berikut ini.
Gambar 2.14 Crossover dua titik (Syarif, 2014).
4. Self crossover
Self crossover adalah metode crossover yang dilakukan dengan dirinya sendiri
(Hou, et al., 2011). Metode crossover ini mengadopsi cara reproduksi beberapa
jenis spesies makhluk hidup yang dilakukan dengan dirinya sendiri tanpa
melibatkan induk lain (asexual reproduction) (Sibly & Calow, 1982). Berikut
prosedur metode self crossover :
Step 1: Pilih satu kromosom tunggal dari populasi sebagai kromosom induk
(parent).
Step 2 : Tentukan 2 titik crossover secara acak pada kromosom induk
Setelah titik crossover di tentukan maka aka terbentuk blok diantara titik crossover

42
Step 3: pilih substring diantara 2 titik crossover pada kromosom induk untuk
dilakukan proses crossover.
Step 4: Pindah silangkan elemen atau substring pada blok yang terletak diantara 2
titik crossover di induk kromosom ke kromosom offspring.
Step 5: setelah proses crossover selesai maka akan menghasilkan 2 individu yaitu
parent dan offspring.
Step 6: Ulangi step 1 sampai step 4 untuk menghasilkan sejumlah offspring.
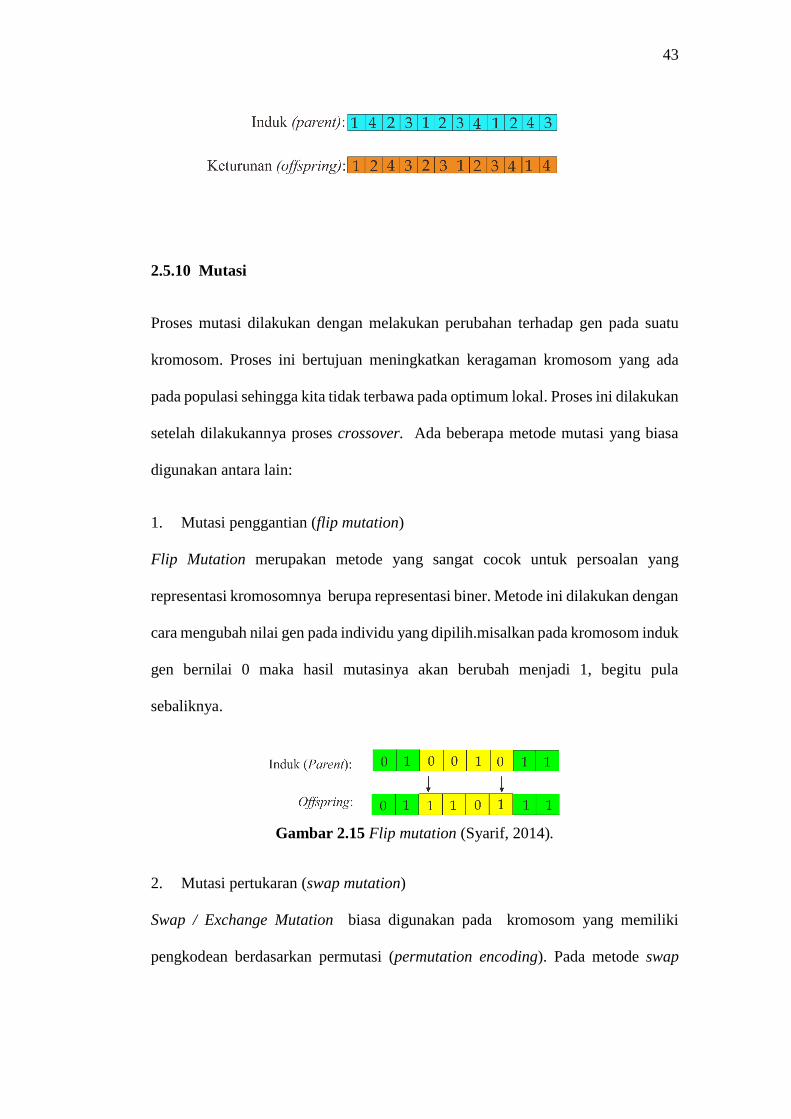
43
2.5.10 Mutasi
Proses mutasi dilakukan dengan melakukan perubahan terhadap gen pada suatu
kromosom. Proses ini bertujuan meningkatkan keragaman kromosom yang ada
pada populasi sehingga kita tidak terbawa pada optimum lokal. Proses ini dilakukan
setelah dilakukannya proses crossover. Ada beberapa metode mutasi yang biasa
digunakan antara lain:
1. Mutasi penggantian (flip mutation)
Flip Mutation merupakan metode yang sangat cocok untuk persoalan yang
representasi kromosomnya berupa representasi biner. Metode ini dilakukan dengan
cara mengubah nilai gen pada individu yang dipilih.misalkan pada kromosom induk
gen bernilai 0 maka hasil mutasinya akan berubah menjadi 1, begitu pula
sebaliknya.
Gambar 2.15 Flip mutation (Syarif, 2014).
2. Mutasi pertukaran (swap mutation)
Swap / Exchange Mutation biasa digunakan pada kromosom yang memiliki
pengkodean berdasarkan permutasi (permutation encoding). Pada metode swap

44
mutation, mutasi gen dilakukan dengan cara mengambil dua titik pada kromosom
secara acak dan selanjutnya tukarkan masing masing gen kedua titik tersebut.
Gambar 2.16 Swap/ Exchange mutation (Syarif, 2014).
3. Mutasi pembalikan (inversion mutation)
Mutasi pembalikan (inversion mutation) dilakukan dengan mengambil suatu
substring yang terletak diantara dua titik pada kromosom. Pemilihan dua titik ini
dilakukan secara random. Selanjutnya dilakukan proses pembalikan (invers) gen
pada substring tersebut:
Gambar 2.17 Inversion mutation (Syarif, 2014).
4. Mutasi pemindahan (displacement mutation)
Metode ini memilih kedua titik secara acak, ambil gen pada blok diantara dua titik
tersebut, selanjutnya sisipkan kembali pada kromosom tersebut pada titik yang juga
dipilih secara acak.
Gambar 2.18 Displacement mutation (Syarif, 2014).

45
5. Mutasi penyisipan (insertion mutation)
Metode ini hampir sama dengan mutasi pemindahan, hanya saja pada metode ini
hanya dipilih satu gen untuk selanjutnya diambil dan disisipkan kembali pada
kromosom, metode ini sangat mudah dan efektif seperti ilustrasi berikut.
Gambar 2.19 Insertion mutation (Syarif, 2014).
2.5.11 Parameter GA
Implementasi GA ke berbagai penyelesaian permasalahan pada dasarnya memiliki
konsep dasar yang sama namun ada sedikit modifikasi disetiap implementasi ke
permasalahan yang berbeda. Pada implementasinya GA membutuhkan parameter
dasar berupa ukuran populasi ( 𝑝𝑜𝑝_𝑠𝑖𝑧𝑒 ), probabilitas crossover ( 𝑝_𝐶 ),
probabilitas mutasi (𝑝_𝑀) , maksimum generasi (𝑚𝑎𝑥_𝑔𝑒𝑛). Berikut penjelasan
masing masing parameter (Syarif, 2014).
1. Probabilitas persilangan (𝑝_𝐶)
Menunjukkan kemungkinan terjadinya crossover antara 2 kromosom induk. Jika
tidak terjadi crossover atau nilai p_C ≤ 0 maka keturunannya akan identik dengan
kromosom induk, tetapi tidak berarti generasi yang baru akan sama persis dengan
generasi yang lama. Jika nilai probabilitas crossover atau p_C ≥ 0 maka beberapa
kromosom akan mengalami proses crossover dan jika nilai p_C = 1 atau 100%
46
maka semua kromosom akan mengalami proses crossover. Proses Crossover
dilakukan dengan harapan bahwa kromosom yang baru akan lebih baik.
2. Probabilitas mutasi (𝑝_𝑀)
Menunjukkan seberapa sering terjadinya mutasi pada gen-gen penyusun
kromosom. Jika tidak terjadi mutasi yaitu ketika nilai 𝑝_𝑀 ≤ 0 atau
probabilitasnya 0% maka keturunan yang dihasilkan setelah crossover tidak
berubah. Jika terjadi mutasi atau nilai 𝑝_𝑀 ≥ 0 maka akan terjadi perubahan
bagian kromosom. Jika nilai probabilitas 100% atau nilai 𝑝_𝑀 = 1 maka semua
kromosom akan mengalami mutasi. Mutasi dilakukan dengan harapan bahwa
kromosom yang baru akan bernilai fitness lebih baik dan tidak terjebak pada nilai
optimum lokal.
3. Ukuran populasi (𝑝𝑜𝑝_𝑠𝑖𝑧𝑒)
menunjukkan jumlah kromosom yang terdapat dalam populasi (dalam satu
generasi). Jika ukuran populasi kecil maka GA akan mempunyai sedikit variasi
kemungkinan untuk melakukan proses crossover antar kromosom induk.
Sebaliknya jika terlalu banyak maka GA akan berjalan lambat.
4. Maksimum generasi (𝑚𝑎𝑥_𝑔𝑒𝑛)
Menetukan jumlah populasi atau banyaknya generasi yang dihasilkan, parameter
ini juga merupakan kreteria pemberhentian dari proses GA. Semakin besar nilai
maksimum generasi maka akan menentukan besarnya ruang ekplorasi sehingga
memungkinkan nilai yang dihasilkan bersifat global optimum

47
2.5.12 Kelebihan GA
GA sebagai alternatif penyelesaian berbagai persoalan memiliki kelebihan dan
keterbatasan Beberapa hal yang termasuk kelebihan dari GA adalah sebagai
berikut (Haupt & Haupt, 2004)
1. Mengoptimalkan dengan variabel kontinu atau diskrit,
2. Tidak memerlukan informasi derivatif
3. Bersamaan pencarian dari sebuah sampling yang luas pada permukaan biaya,
4. Berkaitan dengan sejumlah besar variabel,
5. Baik untuk komputer paralel.
6. Mengoptimalkan permukaan variabel dengan biaya yang sangat kompleks
(GA bisa melompat dari minimum lokal).
7. Memberikan daftar variabel yang optimal, bukan hanya solusi tunggal,
8. Dapat menyandikan variabel sehingga optimasi dilakukan dengan
mengkodekan variabel, dan bekerja dengan data numerik yang dihasilkan, data
eksperimen, atau analitis fungsi.
2.6 Penelitian Terkait
Penelitian tentang optimisasi penyelesaian JSSP telah banyak dilakukan dan
beberapa metode metode telah diaplikasikan, baik dengan pendekatan metode
eksak maupun dengan pendekatan metode aproksimasi. Beberapa penelitian
penelitian tentang optimisasi JSSP yang telah dilakukan diantaranya sebagai
berikut:

48
1. A Self-Crossover Genetic Algorithm for Job Shop Scheduling Problem
(Hou, et al., 2011).
Penelitian ini menggunakan GA dengan menggunakan jenis operasi Self-Crossover
pada tahap reproduksi GA untuk penyelesaian persoalan JSSP. Operasi Self-
Crossover yang diusulkan pada penelitian ini diterapkan pada kromosom dengan
skema penkodean permutasi dengan perulangn kromosom
2. An Adaptive Genetic Algorithm for the Flexible Job-shop Scheduling Problem
(Pan, et al., 2011) .
Penelitian ini menyajikan Adaptive Genetic Algorithm (AGA) dan kombinasi
dengan Genetic Algorithm (GA) untuk memecahkan persoalan Flexible Job-shop
Scheduling Problem (FJSP).
3. Evolutionary Algorithms for Job-Shop Scheduling (Mesghouni & Hammadi,
2004).
Makalah ini menjelaskan bagaimana menggunakan Evolutionary Algorithms (EA)
untuk menangani masalah flexible Job Shop Scheduling Problem (FJSSP) terutama
untuk meminimalkan makespan. Tujuan dari penelitian ini adalah membangun
hubungan praktis antara pengembangan di area EA dan realitas produksi JSSP.
4. Optimization of Makespan and Mean Flow Time of Job Shop Scheduling
Problem FT06 using ACO (Mehmood, et al., 2013).
Penelitian ini mengimplementasikan algoritma Ant Colony Optimization (ACO)
untuk menyelesaikan persoalan JSSP. Hasil dari penelitian ini menunjukan bahwa
penggunaaan Algoritma ACO mampu untuk menghasilkan solusi makespan lebih
baik dan hasil komputasi kemudian dibandingkan dengan nilai Best Know Solution

49
(BKS) dari instance benchmark FT06. Hasil perhitungan yang diperoleh juga akan
dibandingkan dengan berbagai metode pendekatan metaheuristik lain seperti
Genetic Algoritm (GA), Conventional Clonal Selection Algorithm (CSA), Positive
Selection based Modified Clonal Selection Algorithm (PSMCSA), Particle Swarm
Optimization (PSO) dan Tabu Search (TS). Penelitian ini juga membahas rata rata
flow time dan waktu komputasi dari persoalan FT06.
5. Minimize the Makespan for Job Shop Scheduling Problem Using Artificial
Immune System Approach (Muhamad, et al., 2015)
Penelitian ini membahas masalah utama dalam penjadwalan job shop yaitu
mengoptimalkan penggunaan mesin agar bisa mendapatkan waktu terpendek dalam
menyelesaikan seluruh operasi. Beberapa metode telah banyak digunakan untuk
menyelesaikan persoalan JSSP dan metode yang diajukan pada penelitian ini
adalah dengan Artificial Intelegent (AI) yaitu dengan algoritma sistem kekebalan
buatan (Artificial Immune System Algorithm / AIS). Keuntungan dari algoritma ini
adalah dibuat dengan meniru sistem kekebalan alami. Hasil yang diperoleh dari
penelitian dengan metode ini dibandingkan dengan hasil terbaik dari penelitian
sebelumnya yaitu dari nilai Best Know Solution (BKS) dari instance benchmark
JSSP.
6. A Hybrid Bacterial Swarming Methodology for Job Shop Scheduling
Environment (Shivakumar & Amudha, 2012).
Harmony Search adalah algoritma yang dirancang dengan meniru fenomena proses
improvisasi musik. Dalam makalah penelitian ini, Harmony Search dihibridisasi
dengan Bacterial Foraging untuk memperbaiki strategi penjadwalannya.

50
7. Particle Swarm Optimization Algorithm Applied to Scheduling Problems
(Pongchairerks, 2009)
Penelitian ini menggunakan metode Particle Swarm Optimization (PSO) untuk
penyelesaian persoalan JSSP. Perbandingan hasil uji benchmark dari algoritma
yang diusulkan dengan algoritma yang telah ada menunjukkan bahwa algoritma
yang diusulkan berkinerja lebih baik dalam beberapa kasus.
8. A Multi-objective PSO for Job-shop Scheduling Problems (Sha & Lin, 2009)
Sebagian besar penelitian sebelumnya mengenai masalah penjadwalan Job-Shop
terkonsentrasi pada menemukan satu solusi optimal (misal., Makespan), walaupun
kebutuhan aktual dari kebanyakan sistem produksi memerlukan pengoptimalan
multi-tujuan. Tujuan dari penelitian ini adalah mengkonstruksi metode Particle
Swarm Optimization (PSO) untuk persoalan penjadwalan Job-Shop yang rumit.
Pada asalnya PSO digunakan untuk memecahkan masalah optimasi kontinu.
Karena masalah optimasi penjadwalan beruang solusi diskrit, penulis
memodifikasi representasi posisi partikel, pergerakan partikel, dan kecepatan
partikel dalam penelitian ini. PSO yang dimodifikasi digunakan untuk memecahkan
persoalan benchmark. Hasil pengujian menunjukkan bahwa PSO yang dimodifikasi
bekerja lebih baik dalam pencarian kualitas dan efisiensi daripada metode heuristik
evolusioner tradisional.
9. A Hybrid Harmony Search Algorithm for the Job Shop Scheduling Problems
(Piroozfard, et al., 2015)
Pada penelitian ini mengusulkan penggunaan Hybrid Harmony Search Algorithm
(HHSA) yang efektif untuk menyelesaikan masalah penjadwalan job shop dengan

51
fungsi tujuan untuk meminimalkan makespan. Hibridasi dilakukan dengan
mengkombinasikan algoritma pencarian harmoni (Harmony Search) dan pencarian
lokal (Local Search). Satu set masalah benchmark digunakan untuk membuktikan
efektivitas dan efisiensi dari algoritma yang diusulkan. Hasilnya menunjukkan
bahwa algoritma HHSA yang diusulkan meningkatkan efisiensi.
10. A Fast Taboo Search Algorithm for the Job Shop Problem (Nowicki &
Smutnicki, 1996)
Algoritma ini didasarkan pada teknik pencarian tabu (Taboo Search). Percobaan
komputasi (sampai 2.000 operasi) menunjukkan bahwa algoritma ini tidak hanya
menemukan makespan yang lebih pendek daripada pendekatan pendekatan terbaik
lainnya tetapi juga berjalan dalam waktu yang lebih singkat. Pendektan Ini berhasil
memecahkan masalah benchmark 10 × 10 yang merupakan persoalan terkenal
dalam waktu 30 detik.
11. A Hybrid Genetic Algorithm for Job Shop Scheduling Problem (El-Desoky , et
al., 2016)
Penelitian pada makalah ini menyajikan Hybrid Genetic Algorithm (HGA) untuk
persoalan JSSP. Hibridasi algoritma dilakukan dengan mengkombinasikan antara
Genetic Algorithm (GA) dan Local Search (LS). Pencarian lokal berdasarkan
struktur lingkungan diterapkan pada hasil GA. Hasil perhitungan kemudian diuji
dengan benchmark standar.
12. A Hybrid Genetic Algorithm for the Job Shop Scheduling Problem (Gonçalves,
et al., 2005)

52
Penelitian ini menyajikan Hybrid Genetic Algorithm (HGA) untuk persoalan JSSP.
Representasi kromosom masalah didasarkan pada kunci acak (random keys).
Jadwal dibangun menggunakan aturan prioritas di mana prioritas didefinisikan oleh
Genetic Algoritma. Jadwal dibuat dengan menggunakan prosedur yang
menghasilkan parameter jadwal aktif setelah jadwal diperoleh, kemudian pencarian
lokal (Local Search) diterapkan untuk memperbaiki solusi. Pendekatan ini diuji
pada serangkaian benchmark standar yang diambil dari literatur dan dibandingkan
dengan pendekatan metode lain.

III. METODOLOGI PENELITIAN
3.1 Tempat dan Waktu Penelitian
Penelitian ini dilakukan di Jurusan Ilmu Komputer, Fakultas Matematika dan Ilmu
Pengetahuan Alam Universitas Lampung. Waktu penelitian dilakukan selama
semester ganjil tahun akademik 2017-2018.
3.2 Lingkungan Pengembangan
Lingkungan pengembangan yang akan digunakan pada penelitian ini adalah sebagai
berikut:
1. Perangkat lunak:
a. Sistem Operasi: Windows 8.1 Enterprise 32-bit (6.3, Build 9600)
b. Bahasa Pemrograman: MATLAB R2015b.
2. Perangkat keras :
a. Laptop : HP 14 Notebook PC
b. Processor : Intel(R) Core (TM) i3-2365M CPU @1.40GHz, RAM 2 GB.
3.3 Prosedur Penelitian
Dalam merealisasikan penelitian ini maka diperlukan beberapa tahapan tahapan
proses penelitian yaitu penyusunan algoritma, pembuatan program, pengujian

54
program, dan numerical experiment. Tahapan dalam penelitian ini secara detail
dapat dijelaskan seperti pada flowchart prosedur penelitian berikut :
Gambar 3.1 Flowchart prosedur penelitian.
3.4 Algoritma dan Implementasi Program
Penyusunan model GA dan akan menjadi kerangka dasar untuk penulisan skrip
program. Secara umum metode GA dapat dijelaskan dengan flowchart berikut ini:
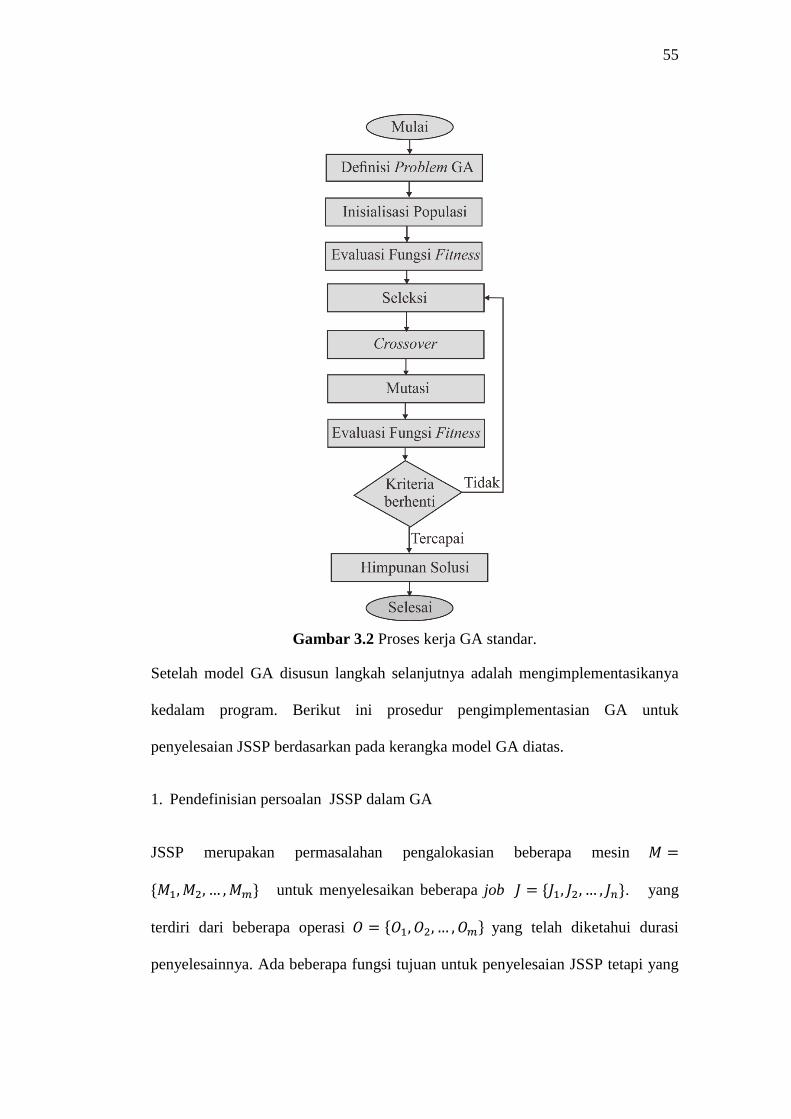
55
Gambar 3.2 Proses kerja GA standar.
Setelah model GA disusun langkah selanjutnya adalah mengimplementasikanya
kedalam program. Berikut ini prosedur pengimplementasian GA untuk
penyelesaian JSSP berdasarkan pada kerangka model GA diatas.
1. Pendefinisian persoalan JSSP dalam GA
JSSP merupakan permasalahan pengalokasian beberapa mesin 𝑀 =
{𝑀1, 𝑀2, … ,𝑀𝑚} untuk menyelesaikan beberapa job 𝐽 = {𝐽1, 𝐽2, … , 𝐽𝑛}. yang
terdiri dari beberapa operasi 𝑂 = {𝑂1, 𝑂2, … , 𝑂𝑚} yang telah diketahui durasi
penyelesainnya. Ada beberapa fungsi tujuan untuk penyelesaian JSSP tetapi yang

56
banyak dijumpai pada banyak literatur adalah minimasi makespan. Penilitian ini
menggunakan kriteria makespan untuk mengukur kualitas solusi jadwal JSSP yang
dihasilkan dari pencarian dengan metode GA.
Ada banyak contoh persoalan JSSP yang telah dipublikasikan oleh para peneliti dan
menjadi standar persoalan JSSP didunia. Pada makalah penelitian ini kami
menggunakan contoh persoalan benchmark JSSP dari yang di ciptakan oleh Fisher
dan Thompson (1963) dan yang telah di ciptakan oleh Lawrence (Lawrence, 1984).
Berikut ini disajikan contoh persoalan JSSP dari Fisher dan Thompson (1963) yaitu
problem FT06:
Tabel 3.1 Instance benchmark FT06.
Job O1 O2 O3 O4 O5 O6
m(t) m(t) m(t) m(t) m(t) m(t)
Job 1 3(1)
2(8)
3(5)
2(5)
3(9)
2(3)
1(3)
3(5)
4(4)
1(5)
2(3)
4(3)
2(6)
5(10)
6(8)
3(5)
5(5)
6(9)
4(7)
6(10)
1(9)
4(3)
6(4)
1(10)
6(3)
1(10)
2(1)
5(8)
1(3)
5(4)
5(6)
4(4)
5(7)
6(9)
4(1)
3(1)
Job 2
Job 3
Job 4
Job 5
Job 6
Sumber: Fisher & Thompson (1963)
Persoalan FT06 seperti Tabel 3.1 merupakan persoalan JSSP dengan 6 job dan 6
mesin yang berbeda. setiap job diasumsikan akan diproses oleh setiap mesin tepat
hanya 1 kali sehingga masing-masing job memiliki 6 operasi yang berbeda. Urutan
operasi, penugasan mesin dan waktu pemrosesan diberikan seperti pada Tabel 3.2
berikut.

57
Tabel 3.2 Urutan operasi, penugasan mesin dan waktu pemrosesan
pada problem FT06
Nomor Job Nomor operasi
dan urutan pemrosesan
Penugasan
mesin
Waktu
pemrosesan
𝐽1 𝑂11 𝑀3 1
𝐽1 𝑂12 𝑀1 3
𝐽1 𝑂13 𝑀2 6
𝐽1 𝑂14 𝑀4 7
𝐽1 𝑂15 𝑀6 3
𝐽1 𝑂16 𝑀5 6
𝐽2 𝑂21 𝑀2 8
𝐽2 𝑂22 𝑀3 5
𝐽2 𝑂23 𝑀5 10
𝐽2 𝑂24 𝑀6 10
𝐽2 𝑂25 𝑀1 10
𝐽2 𝑂26 𝑀4 4
𝐽3 𝑂31 𝑀3 5
𝐽3 𝑂32 𝑀4 4
𝐽3 𝑂33 𝑀6 8
𝐽3 𝑂34 𝑀1 9
𝐽3 𝑂35 𝑀2 1
𝐽3 𝑂36 𝑀5 7
𝐽4 𝑂41 𝑀2 5
𝐽4 𝑂42 𝑀1 5
𝐽4 𝑂43 𝑀3 5
𝐽4 𝑂44 𝑀4 3
𝐽4 𝑂45 𝑀5 8
𝐽4 𝑂46 𝑀6 9
𝐽5 𝑂51 𝑀3 9
𝐽5 𝑂52 𝑀2 3
𝐽5 𝑂53 𝑀5 5
𝐽5 𝑂54 𝑀6 4
𝐽5 𝑂55 𝑀1 3
𝐽5 𝑂56 𝑀4 1
𝐽6 𝑂61 𝑀2 3
𝐽6 𝑂62 𝑀4 3
𝐽6 𝑂63 𝑀6 9
𝐽6 𝑂64 𝑀1 10
𝐽6 𝑂65 𝑀5 4
𝐽6 𝑂66 𝑀3 1
Berdasarkan probem FT06 dapat dibuat matriks M sebagai matriks urutan mesin,
dimana baris merepresentasikan urutan pemrosesan operasi dan kolom
merepresentasikan urutan pemrosesan job. Selain itu juga dibuat matrik T sebagai

58
matrik waktu pemrosesan setiap job, dimana baris ke-𝑖 merepresentasikan waktu
proses dari 𝐽𝑖 untuk operasi yang berbeda.
𝑀 =
[ 𝑀3 𝑀1 𝑀2 𝑀4 𝑀6 𝑀5
𝑀2 𝑀3 𝑀5 𝑀6 𝑀1 𝑀4
𝑀3 𝑀4 𝑀6 𝑀1 𝑀2 𝑀5
𝑀2 𝑀1 𝑀3 𝑀4 𝑀5 𝑀6
𝑀3 𝑀2 𝑀5 𝑀6 𝑀1 𝑀4
𝑀2 𝑀4 𝑀6 𝑀1 𝑀5 𝑀3]
T =
[ 1 3 6 7 3 6
8 5 10 10 10 4
5 4 8 9 1 7
5 5 5 3 8 9
9 3 5 4 3 1
3 3 9 10 4 1]
Detail dari susunan job, urutan mesin, urutan operasi dan waktu proses seperti pada
matrik mesin dan matrik waktu proses berikut ini:
Urutan Mesin Waktu Proses
𝑂1 𝑂2 𝑂3 𝑂4 𝑂5 𝑂6 𝑂1 𝑂2 𝑂3 𝑂4 𝑂5 𝑂6
Job 1 3 1 2 4 6 5 1 3 6 7 3 6
Job 2 2 3 5 6 1 4 8 5 10 10 10 4
Job 3 3 4 6 1 2 5 5 4 8 9 1 7
Job 4 2 1 3 4 5 6 5 5 5 3 8 9
Job 5 3 2 5 6 1 4 9 3 5 4 3 1
Job 6 2 4 6 1 5 3 3 3 9 10 4 1
Gambar 3.3 Matrik urutan mesin dan matrik waktu proses dari problem FT06.
1. Pengaturan parameter GA
Pengaturan parameter GA yaitu menentukan nilai dari parameter GA. parameter
GA meliputi probabilitas persilangan (𝑝_𝐶), probabilitas mutasi (𝑝_𝑀), ukuran
populasi (𝑝𝑜𝑝_𝑠𝑖𝑧𝑒), dan maximum generation (𝑚𝑎𝑥_𝑔𝑒𝑛).
59
2. Representasi kromosom
Skema pengkodean kromosom pada penelitian ini menggunakan skema
pengkodean permutasi dengan perulangan (permutation with repetition) yang
diperkenalkan oleh Bierwirth (1995). Metode representasi kromosom yang
digunakan adalah metode representasi kromosom berbasis operasi (operation-
based representation) (Zhu, et al., 2009). Metode representasi ini disusun
berdasarkan pada pengkodean urutan operasi job. Setiap gen dalam kromosom
mengekspresikan operasi suatu pekerjaan dan semua operasi suatu job ditunjukan
dengan nomor urutan gen. Urutan nomor operasi pada kromosom menentukan
urutan pekerjaan yang akan diproses pada mesin yang berbeda. Semua kromosom
direpresentasikan kedalam bentuk array satu dimensi.
Dalam persoalan JSSP dengan sejumlah 𝑛 job harus diproses pada sejumlah m
mesin, maka jumlah gen kromosom yang terbentuk adalah jumlah semua operasi.
Jika diasumsikan bahwa setiap job akan diproses oleh setiap mesin hanya satu kali
maka panjang kromosom yaitu sejumlah 𝑛 × 𝑚 gen dan setiap nomor job akan
muncul sebanyak 𝑚 kali dalam 1 kromosom.
Pada metode representasi kromosom berbasis operasi, penentuan urutan operasi
sesuai dengan posisi relatif gen tersebut. Urutan nomor job yang muncul pada
waktu ke-𝑖 di dalam kromosom menunjukkan operasi ke-𝑖 di dalam kromosom
tersebut. Seperti pada tabel benchmark FT06 yang merupakan persoalan JSSP
dengan 6 job untuk diproses pada 6 mesin, maka contoh representasi kromosomnya
adalah

60
Kromosom = [2 6 3 3 1 2 5 3 4 5 1 4 2 5 1 6 4 6 3 4 4 6 3 2 1 3 6 2 1 1 5 2 5 6 5 4].
Pada contoh kromosom yang diberikan tersebut, gen ‘2’ mewakili dari job 𝐽2,
enam gen bernilai ‘2’ mewakili 6 operasi dari job 𝐽2, yaitu operasi ke-1, operasi
ke-2, operasi ke-3, operasi ke-3, operasi ke-3, operasi ke-5 dan operasi ke-6. Gen
bernilai ‘6’ mewakili job 𝐽6, enam gen bernilai ‘6’ mewakili 6 operasi dari job
𝐽6 , yaitu operasi ke-1, operasi ke-2, operasi ke-3, operasi ke-4, operasi ke-5 dan
operasi ke-6. Gen bernilai 1,3,4 dan 5 memiliki prosedur teknis yang sama.
Kromosom penjadwalan di atas juga dapat direpresentasikan sebagai berikut:
kromosom=[𝑂2,1, 𝑂6,1, 𝑂3,1, 𝑂3,2, 𝑂1,1, 𝑂2,2, 𝑂5,1, 𝑂3,3, 𝑂4,1, 𝑂5,2, 𝑂1,2, 𝑂4,2, 𝑂2,3,
𝑂5,3 , 𝑂1,3 , 𝑂6,2 , 𝑂4,3 , 𝑂6,3 , 𝑂3,4 , 𝑂4,4 , 𝑂4,5 , 𝑂6,4 , 𝑂3,5 , 𝑂2,4 , 𝑂1,4 , 𝑂3,6 , 𝑂6,5 , 𝑂2,5 ,
𝑂1,5, 𝑂1,6, 𝑂5,4, 𝑂2,6, 𝑂5,5, 𝑂6,6, 𝑂5,6, 𝑂4,6]. 𝑂𝑖,𝑗 merupakan notasi dari operasi ke-
j dari job ke-i. Misalnya 𝑂2,1 adalah operasi pertama dari job ke-2.
Penjelasan secara rinci tentang representasi kromosom agar memudahkan
memahaminya dapat dilihat seperti pada Gambar 3.4, Warna dan nomor yang sama
pada gambar kromosom menunjukan nomor job yang sama.
Gambar 3.4 Kromosom berbasis operasi dari problem FT06.
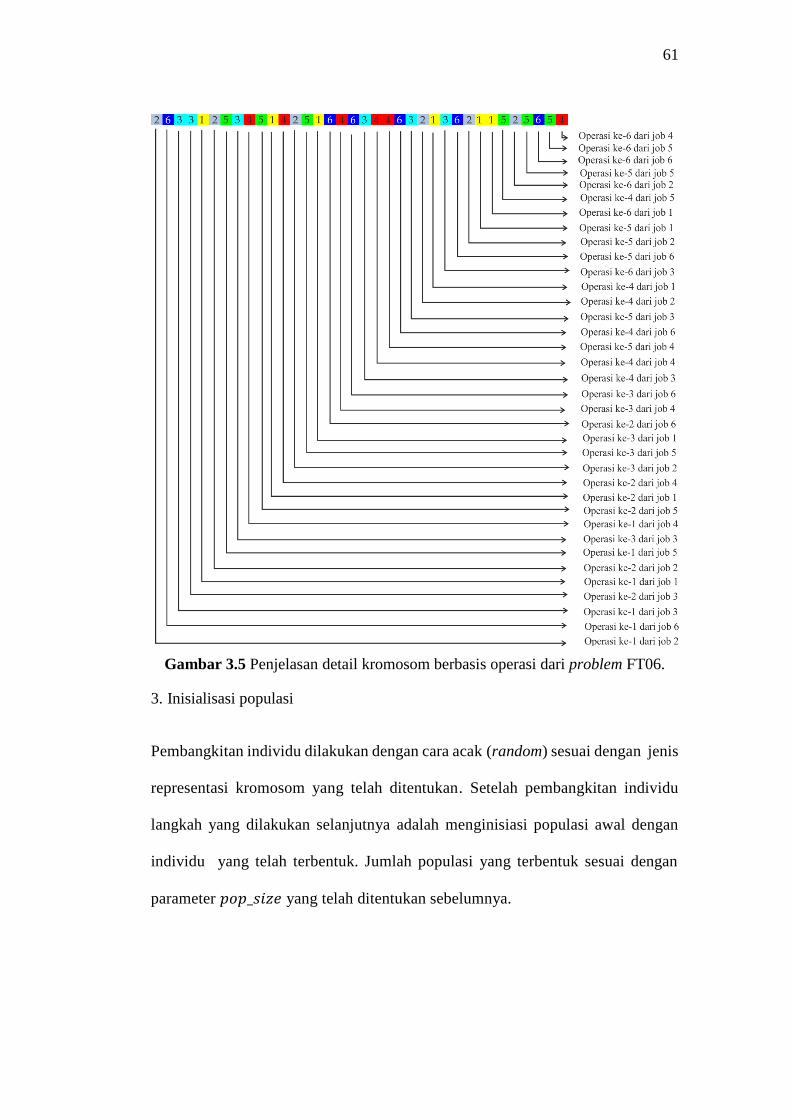
61
Gambar 3.5 Penjelasan detail kromosom berbasis operasi dari problem FT06.
3. Inisialisasi populasi
Pembangkitan individu dilakukan dengan cara acak (random) sesuai dengan jenis
representasi kromosom yang telah ditentukan. Setelah pembangkitan individu
langkah yang dilakukan selanjutnya adalah menginisiasi populasi awal dengan
individu yang telah terbentuk. Jumlah populasi yang terbentuk sesuai dengan
parameter 𝑝𝑜𝑝_𝑠𝑖𝑧𝑒 yang telah ditentukan sebelumnya.
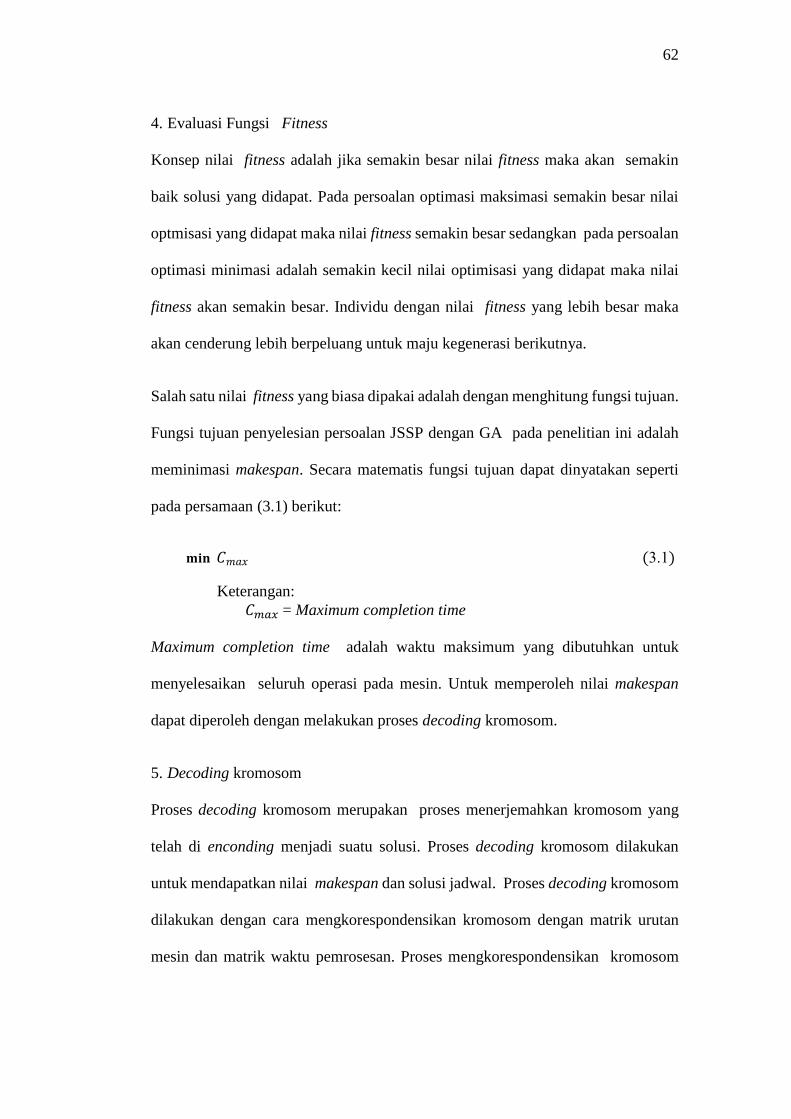
62
4. Evaluasi Fungsi Fitness
Konsep nilai fitness adalah jika semakin besar nilai fitness maka akan semakin
baik solusi yang didapat. Pada persoalan optimasi maksimasi semakin besar nilai
optmisasi yang didapat maka nilai fitness semakin besar sedangkan pada persoalan
optimasi minimasi adalah semakin kecil nilai optimisasi yang didapat maka nilai
fitness akan semakin besar. Individu dengan nilai fitness yang lebih besar maka
akan cenderung lebih berpeluang untuk maju kegenerasi berikutnya.
Salah satu nilai fitness yang biasa dipakai adalah dengan menghitung fungsi tujuan.
Fungsi tujuan penyelesian persoalan JSSP dengan GA pada penelitian ini adalah
meminimasi makespan. Secara matematis fungsi tujuan dapat dinyatakan seperti
pada persamaan (3.1) berikut:
𝐦𝐢𝐧 𝐶𝑚𝑎𝑥 (3.1)
Keterangan:
𝐶𝑚𝑎𝑥 = Maximum completion time
Maximum completion time adalah waktu maksimum yang dibutuhkan untuk
menyelesaikan seluruh operasi pada mesin. Untuk memperoleh nilai makespan
dapat diperoleh dengan melakukan proses decoding kromosom.
5. Decoding kromosom
Proses decoding kromosom merupakan proses menerjemahkan kromosom yang
telah di enconding menjadi suatu solusi. Proses decoding kromosom dilakukan
untuk mendapatkan nilai makespan dan solusi jadwal. Proses decoding kromosom
dilakukan dengan cara mengkorespondensikan kromosom dengan matrik urutan
mesin dan matrik waktu pemrosesan. Proses mengkorespondensikan kromosom

63
dengan matrik urutan mesin dan matrik waktu pemrosesan dilakukan dengan cara
membaca nomor operasi job berdasarkan posisi relatif gen.
Langkah pemrosesan kromosom dilakukan berdasarkan nilai prioritas gen. Gen
yang terletak diposisi sebelah kiri memiliki prioritas yang lebih besar dari yang
sebelah kanan. Dengan nilai prioritas tersebut kromosom akan di proses dari sisi
paling kiri. Secara umum langkah dekode kromosom untuk perhitungan makespan
adalah seperti lberikut ini:
Langkah 1: Pilih individu atau kromosom yang akan di lakukan proses decoding.
Langkah 2: Baca bit kromosom berdasarkan pada prioritas yang lebih tinggi yaitu
dimulai dari gen yang terletak disebelah kiri. setiap bit gen
menunjukkan nomor operasi suatu job yang diproses pada mesin.
Langkah 3: Temukan nomor mesin di matrik urutan mesin berdasarkan informasi
nomor operasi job.
Langkah 4: Temukan nilai waktu pemrosesan di matrik waktu pemrosesan
berdasarkan nomor operasi job.
Langkah 5: Temukan waktu maksimum dari waktu penyelesaian job terakhir.
Langkah 6: Perbarui waktu penyelesaian job saat ini dengan menambahkan waktu
job saat ini ke hasil langkah 5;
Langkah 7: Ulangi langkah 1 ke langkah 6 sampai bit gen terakhir dari kromosom
terpilih, waktu maksimum penyelesaian semua operasi job
merupakan nilai makespan.
Proses decoding kromosom secara singkat dapat dijelaskan dengan contoh berikut:
Dimisalkan terdapat kromosom dari problem FT06 seperti berikut.

64
Gambar 3.6 Kromosom dari problem FT06.
Proses decoding kromosom dimulai dari gen yang memilki prioritas paling tinggi
yaitu gen yang terletak paling kiri atau dari indek kromosom pertama sampai indek
kromosom terakhir.Selanjutnya korespondensikan kromosom dengan matrik urutan
mesin dan matrik waktu proses berikut:
Urutan Mesin Waktu Proses
𝑂1 𝑂2 𝑂3 𝑂4 𝑂5 𝑂6 𝑂1 𝑂2 𝑂3 𝑂4 𝑂5 𝑂6
Job 1 3 1 2 4 6 5 1 3 6 7 3 6
Job 2 2 3 5 6 1 4 8 5 10 10 10 4
Job 3 3 4 6 1 2 5 5 4 8 9 1 7
Job 4 2 1 3 4 5 6 5 5 5 3 8 9
Job 5 3 2 5 6 1 4 9 3 5 4 3 1
Job 6 2 4 6 1 5 3 3 3 9 10 4 1
Gambar 3.7 Matrik urutan mesin dan matrik waktu proses dari problem FT06.
Berikut secara rinci pemrosesan kromosom dari problem FT06 yaitu pemrosesan
dimulai dari gen ke-1 sampai gen ke-36 .
Gen ke-1 = 𝑂21
Gen ke-1 Merupakan 𝑂2,1 yaitu operasi ke-1 dari job 2. Jika dikorespondensikan
berdasarkan matrik urutan mesin maka 𝑂2,1 = 𝑀2 yang berarti operasi ke-1 dari
job 2 akan dikerjakan di mesin 2. Jika dikorespondensikan berdasarkan matrik
waktu maka 𝑂2,1= 8 yang berarti operasi ke-1 dari job 2 diselesaikan selama 8
satuan waktu. Waktu awal mesin mulai bekerja menyelesaikan job 2 adalah di
waktu 0 dan selesai di waktu 8.
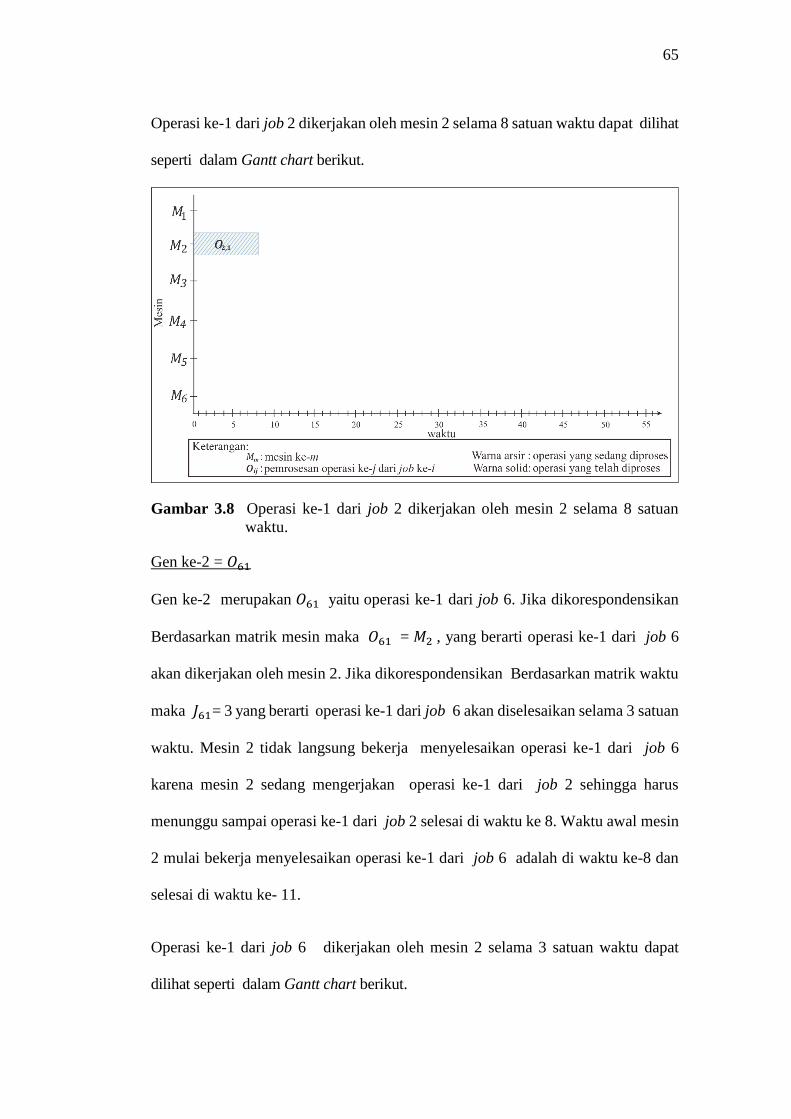
65
Operasi ke-1 dari job 2 dikerjakan oleh mesin 2 selama 8 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.
Gambar 3.8 Operasi ke-1 dari job 2 dikerjakan oleh mesin 2 selama 8 satuan
waktu.
Gen ke-2 = 𝑂61
Gen ke-2 merupakan 𝑂61 yaitu operasi ke-1 dari job 6. Jika dikorespondensikan
Berdasarkan matrik mesin maka 𝑂61 = 𝑀2 , yang berarti operasi ke-1 dari job 6
akan dikerjakan oleh mesin 2. Jika dikorespondensikan Berdasarkan matrik waktu
maka 𝐽61= 3 yang berarti operasi ke-1 dari job 6 akan diselesaikan selama 3 satuan
waktu. Mesin 2 tidak langsung bekerja menyelesaikan operasi ke-1 dari job 6
karena mesin 2 sedang mengerjakan operasi ke-1 dari job 2 sehingga harus
menunggu sampai operasi ke-1 dari job 2 selesai di waktu ke 8. Waktu awal mesin
2 mulai bekerja menyelesaikan operasi ke-1 dari job 6 adalah di waktu ke-8 dan
selesai di waktu ke- 11.
Operasi ke-1 dari job 6 dikerjakan oleh mesin 2 selama 3 satuan waktu dapat
dilihat seperti dalam Gantt chart berikut.

66
Gambar 3.9 Operasi ke-1 dari job 6 dikerjakan oleh mesin 2 selama 3 satuan
waktu.
Gen ke-3 = 𝑂31
Gen ke-3 merupakan 𝑂3,1 yaitu job 3 operasi ke-1. Jika dikorespondensikan
Berdasarkan matrik mesin maka 𝑂3,1 = 𝑀3 , yang berarti mesin 3 akan bekerja
menyelesaikan operasi ke-1 dari job 3. Jika dikorespondensikan Berdasarkan
matrik waktu maka 𝐽31= 3, yang berarti job 3 operasi ke-1 akan diselesaikan
selama 5 satuan waktu. Waktu awal mesin 3 mulai bekerja menyelesaikan operasi
ke-1 dari job 3 adalah di waktu ke-0 dan selesai di waktu ke- 5.
Operasi ke-1 dari job 3 dikerjakan oleh mesin 3 selama 5 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.

67
Gambar 3.10 Operasi ke-1 dari job 3 dikerjakan oleh mesin 3 selama 5 satuan
waktu.
Gen ke-4 = 𝑂32
Gen ke-4 merupakan 𝑂32 yaitu job 3 operasi ke-2. Jika dikorespondensikan
Berdasarkan matrik mesin maka 𝑂3,2 = 𝑀4 , yang berarti mesin 4 akan bekerja
menyelesaikan operasi ke-2 dari job 3. Jika dikorespondensikan Berdasarkan
matrik waktu maka 𝑂3,2= 4, yang berarti job 3 operasi ke-2 akan diselesaikan
selama 4 satuan waktu. Dalam 1 waktu mesin tidak bisa mengerjakan job yang sama
maka job 3 operasi ke-2 akan dikerjakan setelah job 3 operasi ke-1 yang sedang
dikerjakan oleh mesin 3 terlebih dahulu selesai. Waktu awal mesin 4 mulai bekerja
menyelesaikan operasi ke-2 dari job 3 adalah di waktu ke-5 dan selesai di waktu
ke- 9.
Operasi ke-2 dari job 3 dikerjakan oleh mesin 4 selama 4 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.
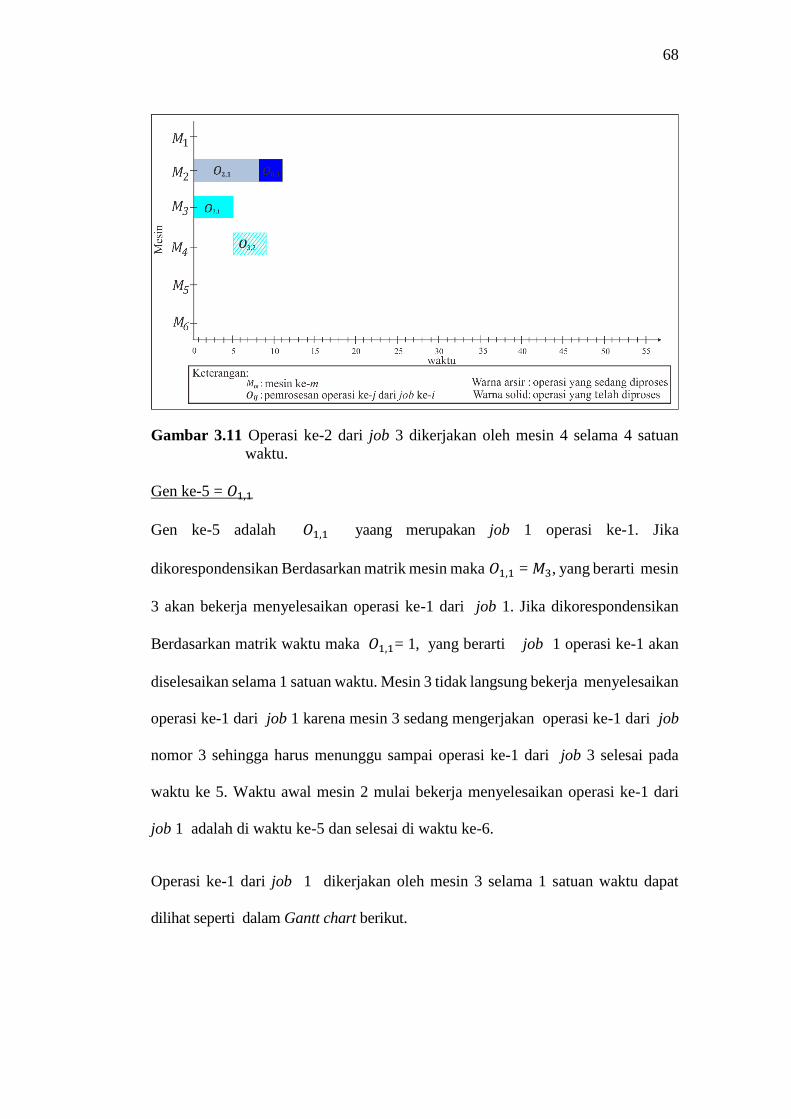
68
Gambar 3.11 Operasi ke-2 dari job 3 dikerjakan oleh mesin 4 selama 4 satuan
waktu.
Gen ke-5 = 𝑂1,1
Gen ke-5 adalah 𝑂1,1 yaang merupakan job 1 operasi ke-1. Jika
dikorespondensikan Berdasarkan matrik mesin maka 𝑂1,1 = 𝑀3, yang berarti mesin
3 akan bekerja menyelesaikan operasi ke-1 dari job 1. Jika dikorespondensikan
Berdasarkan matrik waktu maka 𝑂1,1= 1, yang berarti job 1 operasi ke-1 akan
diselesaikan selama 1 satuan waktu. Mesin 3 tidak langsung bekerja menyelesaikan
operasi ke-1 dari job 1 karena mesin 3 sedang mengerjakan operasi ke-1 dari job
nomor 3 sehingga harus menunggu sampai operasi ke-1 dari job 3 selesai pada
waktu ke 5. Waktu awal mesin 2 mulai bekerja menyelesaikan operasi ke-1 dari
job 1 adalah di waktu ke-5 dan selesai di waktu ke-6.
Operasi ke-1 dari job 1 dikerjakan oleh mesin 3 selama 1 satuan waktu dapat
dilihat seperti dalam Gantt chart berikut.

69
Gambar 3.12 Operasi ke-1 dari job 1 dikerjakan oleh mesin 3 selama 1 satuan
waktu.
Gen ke-6 = 𝑂2,2
Gen ke-6 adalah 𝑂2,2 yang merupakan job 2 operasi ke-2. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂2,2 = 𝑀3 , yang berarti mesin 3 akan bekerja
menyelesaikan operasi ke-2 dari job 2. Jika dikorespondensikan berdasarkan
matrik waktu maka 𝑂2,2= 5 , yang berarti job 2 operasi ke-2 akan diselesaikan
selama 5 satuan waktu. Dalam 1 waktu mesin tidak bisa mengerjakan job yang sama
maka job 2 operasi ke-2 akan dikerjakan setelah job 2 operasi ke-1 yang sedang
dikerjakan oleh mesin 2 terlebih dahulu selesai. Waktu awal mesin 3 mulai bekerja
menyelesaikan operasi ke-2 dari job 2 adalah di waktu ke-8 dan selesai di waktu
ke- 13.
Operasi ke-2 dari job 2 dikerjakan oleh mesin 3 selama 5 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.

70
Gambar 3.13 Operasi ke-2 dari job 2 dikerjakan oleh mesin 4 selama 5 satuan
waktu.
Gen ke-7= O5,1
Gen ke-7 adalah 𝑂5,1 yang merupakan job 5 operasi ke-1. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂5,1 = 𝑀3, yang berarti operasi ke-1 dari job 5
akan diselesaikan oleh mesin 3. Jika dikorespondensikan berdasarkan matrik waktu
maka 𝑂5,1= 9 , yang berarti operasi ke-1 dari job 5 akan diselesaikan selama 9
satuan waktu. Mesin 3 akan bekerja menyelesaikan operasi ke-1 dari job 5 setelah
operasi ke-2 dari job 2 selesai yaitu pada waktu ke-13. Waktu awal mesin 3 bekerja
menyelesaikan operasi ke-1 dari job 5 adalah di waktu ke-13 dan selesai di waktu
ke- 22.
Operasi ke-1 dari job 5 dikerjakan oleh mesin 3 selama 9 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.

71
Gambar 3.14 Operasi ke-1 dari job 5 dikerjakan oleh mesin 3 selama 9 satuan
waktu.
Gen ke-8 = 𝑂3,3
Gen ke-8 adalah 𝑂3,3 yang merupakan job 3 operasi ke-3. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂3,3 = 𝑀6, yang berarti operasi ke-3 dari job 3
akan diselesaikan oleh mesin 6. Jika dikorespondensikan berdasarkan matrik waktu
𝑂3,3= 8, yang berarti operasi ke-3 dari job 3 akan diselesaikan selama 8 satuan
waktu. Mesin 6 akan bekerja menyelesaikan operasi ke-3 dari job 3 setelah selesai
operasi ke-2 dari job 3 yang dikerjakan oleh mesin 4 yaitu pada waktu ke-9. Waktu
awal mesin 6 bekerja menyelesaikan operasi ke-3 dari job 3 adalah di waktu ke-9
dan selesai di waktu ke- 17.
Operasi ke-3 dari job 3 dikerjakan oleh mesin 6 selama 8 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.

72
Gambar 3.15 Operasi ke-3 dari job 3 dikerjakan oleh mesin 6 selama 8 satuan
waktu.
Gen ke-9 = 𝑂4,1
Gen ke-9 adalah 𝑂4,1 yang merupakan job 4 operasi ke-1. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂4,1 = 𝑀2, yang berarti operasi ke-1 dari job 4
akan diselesaikan oleh mesin 2. Jika dikorespondensikan berdasarkan matrik waktu
maka 𝑂4,1= 5 , yang berarti operasi ke-1 dari job 4 akan diselesaikan selama 5
satuan waktu. Mesin 2 akan bekerja menyelesaikan operasi ke-1 dari job 4 setelah
operasi ke-1 dari job 6 selesai pada waktu ke-11. Waktu awal mesin 3 bekerja
menyelesaikan operasi ke-1 dari job 4 adalah di waktu ke-11 dan selesai di waktu
ke- 16.
Operasi ke-1 dari job 4 dikerjakan oleh mesin 2 selama 5 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.
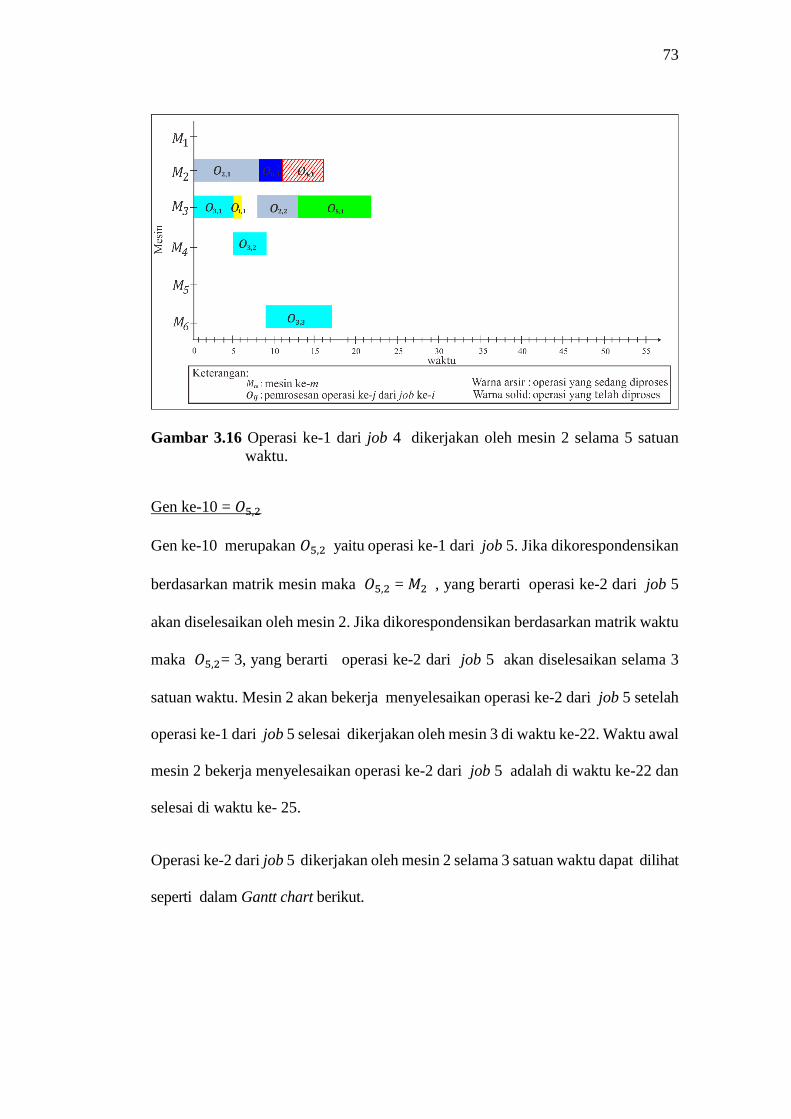
73
Gambar 3.16 Operasi ke-1 dari job 4 dikerjakan oleh mesin 2 selama 5 satuan
waktu.
Gen ke-10 = 𝑂5,2
Gen ke-10 merupakan 𝑂5,2 yaitu operasi ke-1 dari job 5. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂5,2 = 𝑀2 , yang berarti operasi ke-2 dari job 5
akan diselesaikan oleh mesin 2. Jika dikorespondensikan berdasarkan matrik waktu
maka 𝑂5,2= 3, yang berarti operasi ke-2 dari job 5 akan diselesaikan selama 3
satuan waktu. Mesin 2 akan bekerja menyelesaikan operasi ke-2 dari job 5 setelah
operasi ke-1 dari job 5 selesai dikerjakan oleh mesin 3 di waktu ke-22. Waktu awal
mesin 2 bekerja menyelesaikan operasi ke-2 dari job 5 adalah di waktu ke-22 dan
selesai di waktu ke- 25.
Operasi ke-2 dari job 5 dikerjakan oleh mesin 2 selama 3 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.
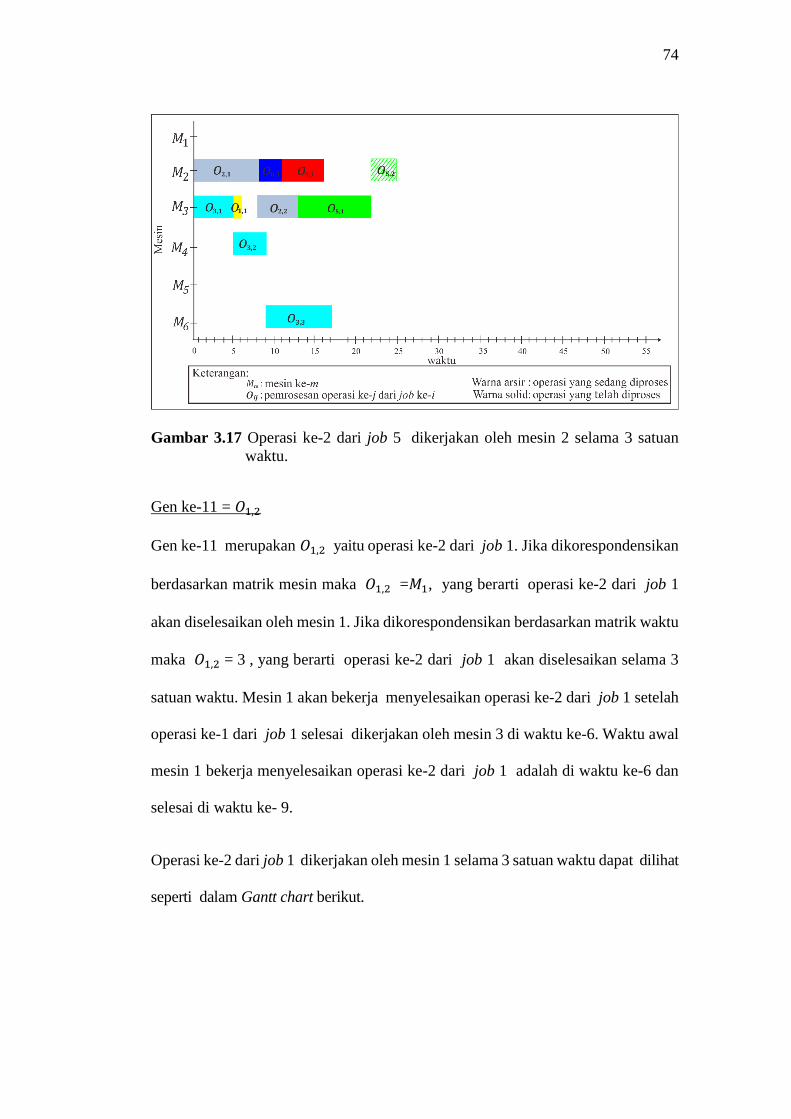
74
Gambar 3.17 Operasi ke-2 dari job 5 dikerjakan oleh mesin 2 selama 3 satuan
waktu.
Gen ke-11 = 𝑂1,2
Gen ke-11 merupakan 𝑂1,2 yaitu operasi ke-2 dari job 1. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂1,2 =𝑀1, yang berarti operasi ke-2 dari job 1
akan diselesaikan oleh mesin 1. Jika dikorespondensikan berdasarkan matrik waktu
maka 𝑂1,2 = 3 , yang berarti operasi ke-2 dari job 1 akan diselesaikan selama 3
satuan waktu. Mesin 1 akan bekerja menyelesaikan operasi ke-2 dari job 1 setelah
operasi ke-1 dari job 1 selesai dikerjakan oleh mesin 3 di waktu ke-6. Waktu awal
mesin 1 bekerja menyelesaikan operasi ke-2 dari job 1 adalah di waktu ke-6 dan
selesai di waktu ke- 9.
Operasi ke-2 dari job 1 dikerjakan oleh mesin 1 selama 3 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.

75
Gambar 3.18 Operasi ke-2 dari job 1 dikerjakan oleh mesin 1 selama 3 satuan
waktu.
Gen ke-12 = 𝑂4,2
Gen ke-12 merupakan 𝑂4,2 yaitu operasi ke-2 dari job 4. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂4,2= 𝑀1, yang berarti operasi ke-2 dari job 4
akan diselesaikan oleh mesin 1. Jika dikorespondensikan berdasarkan matrik waktu
maka 𝑂4,2 = 5 , yang berarti operasi ke-2 dari job 4 akan diselesaikan selama 5
satuan waktu. Mesin 1 akan bekerja menyelesaikan operasi ke-2 dari job 4 setelah
operasi ke-1 dari job 4 selesai dikerjakan oleh mesin 2 di waktu ke-13. Waktu awal
mesin 1 bekerja menyelesaikan operasi ke-1 dari job 1 adalah di waktu ke-13 dan
selesai di waktu ke- 18.
Operasi ke-2 dari job 4 dikerjakan oleh mesin 1 selama 5 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.

76
Gambar 3.19 Operasi ke-2 dari job 4 dikerjakan oleh mesin 1 selama 5 satuan
waktu.
Gen ke-13 = 𝑂2,3
Gen ke-13 merupakan 𝑂2,3 yaitu operasi ke-3 dari job 2. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂2,3 = 𝑀5, yang berarti operasi ke-3 dari job 2
akan diselesaikan oleh mesin 5. Jika dikorespondensikan berdasarkan matrik waktu
maka 𝑂2,3 = 10 , yang berarti operasi ke-3 dari job 2 akan diselesaikan selama 10
satuan waktu. Mesin 1 akan bekerja menyelesaikan operasi ke-3 dari job 2 setelah
operasi ke-2 dari job 2 selesai dikerjakan oleh mesin 3 di waktu ke-13. Waktu awal
mesin 5 bekerja menyelesaikan operasi ke-3 dari job 2 adalah di waktu ke-13 dan
selesai di waktu ke- 23.
Operasi ke-3 dari job 2 dikerjakan oleh mesin 5 selama 10 satuan waktu dapat
dilihat seperti dalam Gantt chart berikut.

77
Gambar 3.20 Operasi ke-3 dari job 2 dikerjakan oleh mesin 5 selama 10 satuan
waktu.
Gen ke-14 = 𝑂5,3
Gen ke-14 merupakan 𝑂5,3 yaitu operasi ke-3 dari job 5. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂5,3 = 𝑀5, yang berarti operasi ke-3 dari job 5
akan diselesaikan oleh mesin 5. Jika dikorespondensikan berdasarkan matrik waktu
maka 𝑂5,3 = 5 , yang berarti operasi ke-3 dari job 5 akan diselesaikan selama 5
satuan waktu. Mesin 5 akan bekerja menyelesaikan operasi ke-3 dari job 5 setelah
operasi ke-2 dari job 5 selesai dikerjakan oleh mesin 2 di waktu ke-25. Waktu awal
mesin 5 bekerja menyelesaikan operasi ke-3 dari job 5 adalah di waktu ke-25 dan
selesai di waktu ke- 30.
Operasi ke-3 dari job 5 dikerjakan oleh mesin 5 selama 5 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.

78
Gambar 3.21 Operasi ke-3 dari job 5 dikerjakan oleh mesin 5 selama 5 satuan
waktu.
Gen ke-15 = 𝑂1,3
Gen ke-15 merupakan operasi ke-3 dari job 3. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂1,3 = 𝑀2 , yang berarti operasi ke-3 dari job 1
akan diselesaikan oleh mesin 2. Jika dikorespondensikan berdasarkan matrik waktu
maka 𝑂1,3 = 6 , yang berarti operasi ke-3 dari job 1 akan diselesaikan selama 6
satuan waktu. Mesin 2 akan bekerja menyelesaikan operasi ke-3 dari job 1 setelah
operasi ke-2 dari job 1 selesai dikerjakan oleh mesin 1 di waktu ke-9. Mesin 2
masih bekerja menyelesaikan 𝑂6,1 , 𝑂4,1 dan 𝐽5,2 setelah operasi ke-2 dari job 1
selesai dikerjakan oleh mesin 1 sehingga mesin 2 akan menegerjakan operasi ke-3
dari job 3 setelah 𝑂5,2 selesai di waktu ke-25. Waktu awal mesin 2 bekerja
menyelesaikan operasi ke-3 dari job 1 adalah di waktu ke-25 dan selesai di waktu
ke- 31.

79
Operasi ke-3 dari job 1 dikerjakan oleh mesin 2 selama 6 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.
Gambar 3.22 Operasi ke-3 dari job 1 dikerjakan oleh mesin 2 selama 6 satuan
waktu.
Gen ke-16 = 𝑂6,2
Gen ke-16 merupakan operasi ke-2 dari job 6. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂6,2 = 𝑀4, yang berarti operasi ke-2 dari job 6
akan diselesaikan oleh mesin 4. Jika dikorespondensikan berdasarkan matrik waktu
maka 𝑂6,2 = 3 , yang berarti operasi ke-2 dari job 6 akan diselesaikan selama 3
satuan waktu. Mesin 4 akan bekerja menyelesaikan operasi ke-2 dari job 6 setelah
operasi ke-1 dari job 6 selesai dikerjakan oleh mesin 2 di waktu ke-11. Waktu awal
mesin 4 bekerja menyelesaikan operasi ke-2 dari job 6 adalah di waktu ke-11 dan
selesai di waktu ke- 14.
Operasi ke-2 dari job 6 dikerjakan oleh mesin 4 selama 3 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.
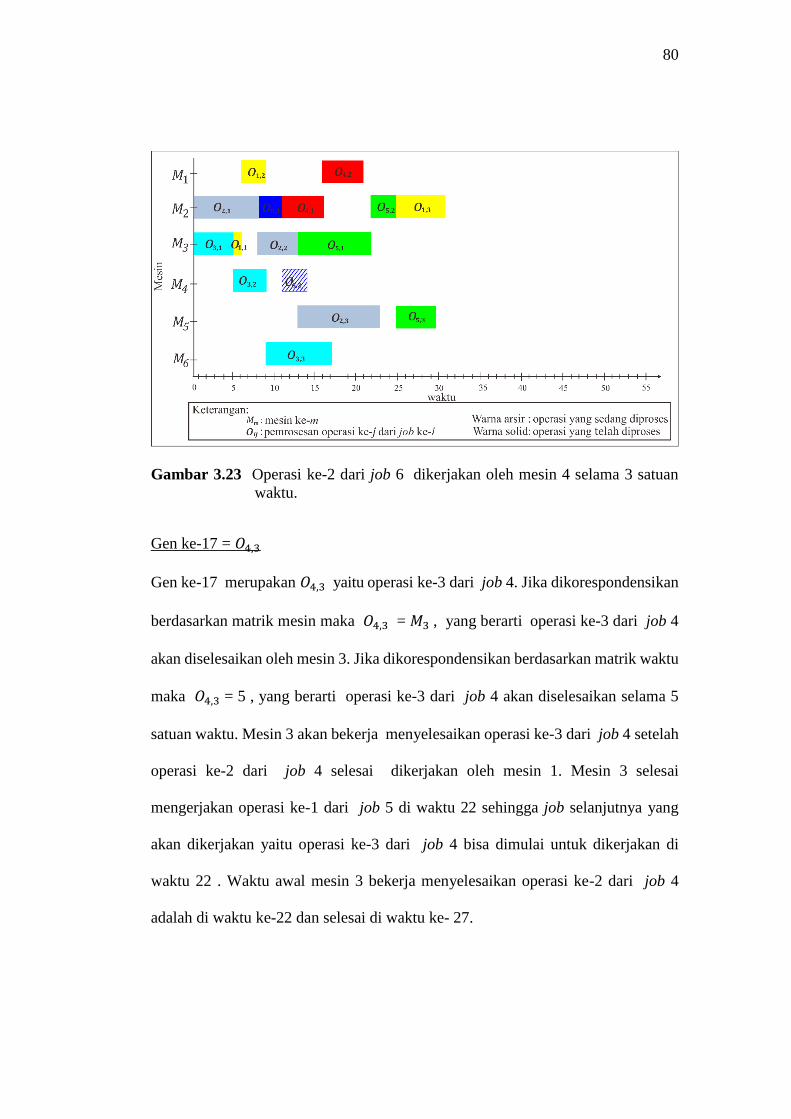
80
Gambar 3.23 Operasi ke-2 dari job 6 dikerjakan oleh mesin 4 selama 3 satuan
waktu.
Gen ke-17 = 𝑂4,3
Gen ke-17 merupakan 𝑂4,3 yaitu operasi ke-3 dari job 4. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂4,3 = 𝑀3 , yang berarti operasi ke-3 dari job 4
akan diselesaikan oleh mesin 3. Jika dikorespondensikan berdasarkan matrik waktu
maka 𝑂4,3 = 5 , yang berarti operasi ke-3 dari job 4 akan diselesaikan selama 5
satuan waktu. Mesin 3 akan bekerja menyelesaikan operasi ke-3 dari job 4 setelah
operasi ke-2 dari job 4 selesai dikerjakan oleh mesin 1. Mesin 3 selesai
mengerjakan operasi ke-1 dari job 5 di waktu 22 sehingga job selanjutnya yang
akan dikerjakan yaitu operasi ke-3 dari job 4 bisa dimulai untuk dikerjakan di
waktu 22 . Waktu awal mesin 3 bekerja menyelesaikan operasi ke-2 dari job 4
adalah di waktu ke-22 dan selesai di waktu ke- 27.

81
Operasi ke-3 dari job 4 dikerjakan oleh mesin 3 selama 5 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.
Gambar 3.24 Operasi ke-3 dari job 4 dikerjakan oleh mesin 3 selama 5 satuan
waktu.
Gen ke-18 = 𝑂6,3
Gen ke-18 merupakan operasi ke-3 dari job 6. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂6,3 = 𝑀6, yang berarti operasi ke-3 dari job 6
akan diselesaikan oleh mesin 6. Jika dikorespondensikan berdasarkan matrik waktu
maka 𝑂6,3 = 9 , yang berarti operasi ke-3 dari job 6 akan diselesaikan selama 9
satuan waktu. Mesin 6 akan bekerja menyelesaikan operasi ke-3 dari job 6 setelah
operasi ke-2 dari job 6 selesai dikerjakan oleh mesin 4. Mesin 3 selesai
mengerjakan operasi ke-3 dari job 3 di waktu 17. sehingga job selanjutnya yang
akan dikerjakan yaitu operasi ke-3 dari job 6 bisa dimulai untuk dikerjakan di
waktu 17 . Waktu awal mesin 6 bekerja menyelesaikan operasi ke-3 dari job 6
adalah di waktu ke-17 dan selesai di waktu ke- 26.

82
Operasi ke-3 dari job 6 dikerjakan oleh mesin 6 selama 9 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.
Gambar 3.25 Operasi ke-3 dari job 6 dikerjakan oleh mesin 6 selama 9 satuan
waktu.
Gen ke-19 = 𝑂3,4
Gen ke-19 merupakan operasi ke-4 dari job 3. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂3,4 = 𝑀1, yang berarti operasi ke-3 dari job 4
akan diselesaikan oleh mesin 1. Jika dikorespondensikan berdasarkan matrik waktu
maka 𝑂3,4 = 9 , yang berarti operasi ke-3 dari job 4 akan diselesaikan selama 9
satuan waktu. Mesin 1 akan bekerja menyelesaikan operasi ke-4 dari job 3 setelah
operasi ke-3 dari job 4 selesai dikerjakan oleh mesin 6. Mesin 1 selesai
mengerjakan operasi ke-2 dari job 4 di waktu 21. sehingga job selanjutnya yang
akan dikerjakan yaitu operasi ke-4 dari job 3 bisa dimulai untuk dikerjakan di
waktu 21 . Waktu awal mesin 1 bekerja menyelesaikan operasi ke-4 dari job 3
adalah di waktu ke-21 dan selesai di waktu ke- 30.
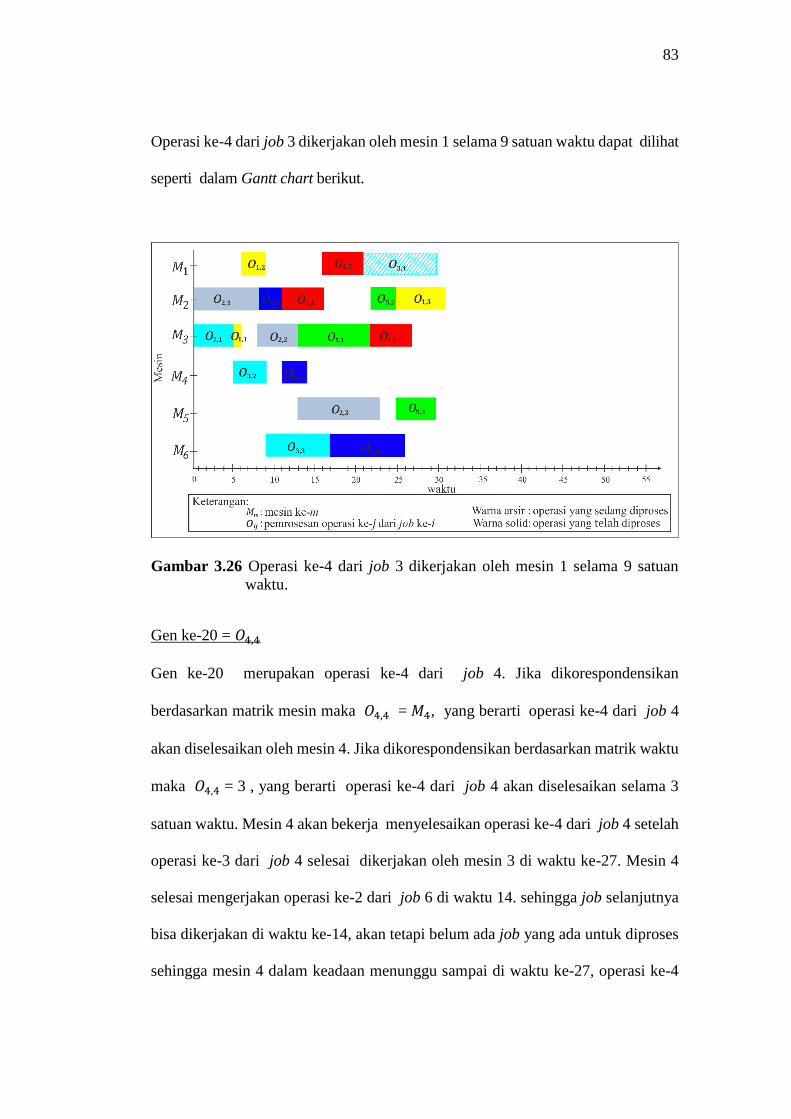
83
Operasi ke-4 dari job 3 dikerjakan oleh mesin 1 selama 9 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.
Gambar 3.26 Operasi ke-4 dari job 3 dikerjakan oleh mesin 1 selama 9 satuan
waktu.
Gen ke-20 = 𝑂4,4
Gen ke-20 merupakan operasi ke-4 dari job 4. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂4,4 = 𝑀4, yang berarti operasi ke-4 dari job 4
akan diselesaikan oleh mesin 4. Jika dikorespondensikan berdasarkan matrik waktu
maka 𝑂4,4 = 3 , yang berarti operasi ke-4 dari job 4 akan diselesaikan selama 3
satuan waktu. Mesin 4 akan bekerja menyelesaikan operasi ke-4 dari job 4 setelah
operasi ke-3 dari job 4 selesai dikerjakan oleh mesin 3 di waktu ke-27. Mesin 4
selesai mengerjakan operasi ke-2 dari job 6 di waktu 14. sehingga job selanjutnya
bisa dikerjakan di waktu ke-14, akan tetapi belum ada job yang ada untuk diproses
sehingga mesin 4 dalam keadaan menunggu sampai di waktu ke-27, operasi ke-4

84
dari job 4 siap untuk dikerjakan oleh mesin 4. Waktu awal mesin 4 bekerja
menyelesaikan operasi ke-4 dari job 4 adalah di waktu ke-27 dan selesai di waktu
ke- 30.
Operasi ke-4 dari job 4 dikerjakan oleh mesin 4 selama 3 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.
Gambar 3.27 Operasi ke-4 dari job 4 dikerjakan oleh mesin 4 selama 3 satuan
waktu.
Gen ke-21 = 𝑂4,5
Gen ke-21 merupakan operasi ke-5 dari job 4. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂4,5 = 𝑀5, yang berarti operasi ke-5 dari job 5
akan diselesaikan oleh mesin 5. Jika dikorespondensikan berdasarkan matrik waktu
maka 𝑂4,5 = 8 , yang berarti operasi ke-5 dari job 4 akan diselesaikan selama 8
satuan waktu. Mesin 4 akan bekerja menyelesaikan operasi ke-5 dari job 4 setelah
operasi ke-4 dari job 4 selesai dikerjakan oleh mesin 4 di waktu ke-30. Mesin 5

85
selesai mengerjakan operasi ke-3 dari job 5 di waktu 30 sehingga job selanjutnya
bisa dikerjakan di waktu ke-30. operasi ke-5 dari job 4 datang siap untuk dikerjakan
oleh mesin 5 di waktu ke-30 sehingga waktu awal mesin 4 bekerja menyelesaikan
operasi ke-5 dari job 4 adalah di waktu ke-30 dan selesai di waktu ke- 38.
Operasi ke-5 dari job 4 dikerjakan oleh mesin 5 selama 8 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.
Gambar 3.28 Operasi ke-5 dari job 4 dikerjakan oleh mesin 5 selama 8 satuan
waktu.
Gen ke-22 = 𝑂6,4
Gen ke-22 merupakan operasi ke-4 dari job 6. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂6,4 = 𝑀1, yang berarti operasi ke-4 dari job 6
akan diselesaikan oleh mesin 1. Jika dikorespondensikan berdasarkan matrik waktu
maka 𝑂6,4 = 10 , yang berarti operasi ke-4 dari job 6 akan diselesaikan selama 10
satuan waktu. Mesin 1 akan bekerja menyelesaikan operasi ke-4 dari job 6 setelah
operasi ke-3 dari job 6 selesai dikerjakan oleh mesin 6. Mesin 1 selesai
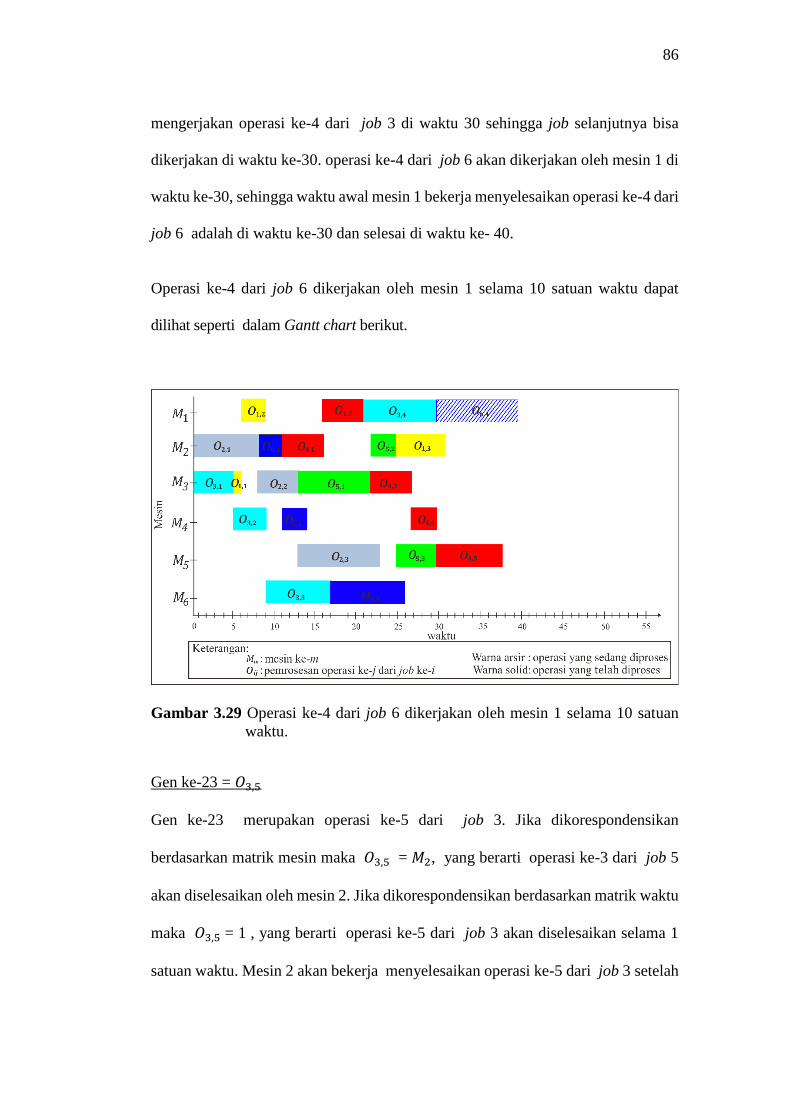
86
mengerjakan operasi ke-4 dari job 3 di waktu 30 sehingga job selanjutnya bisa
dikerjakan di waktu ke-30. operasi ke-4 dari job 6 akan dikerjakan oleh mesin 1 di
waktu ke-30, sehingga waktu awal mesin 1 bekerja menyelesaikan operasi ke-4 dari
job 6 adalah di waktu ke-30 dan selesai di waktu ke- 40.
Operasi ke-4 dari job 6 dikerjakan oleh mesin 1 selama 10 satuan waktu dapat
dilihat seperti dalam Gantt chart berikut.
Gambar 3.29 Operasi ke-4 dari job 6 dikerjakan oleh mesin 1 selama 10 satuan
waktu.
Gen ke-23 = 𝑂3,5
Gen ke-23 merupakan operasi ke-5 dari job 3. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂3,5 = 𝑀2, yang berarti operasi ke-3 dari job 5
akan diselesaikan oleh mesin 2. Jika dikorespondensikan berdasarkan matrik waktu
maka 𝑂3,5 = 1 , yang berarti operasi ke-5 dari job 3 akan diselesaikan selama 1
satuan waktu. Mesin 2 akan bekerja menyelesaikan operasi ke-5 dari job 3 setelah

87
operasi ke-4 dari job 3 selesai dikerjakan oleh mesin 1. Mesin 1 selesai
mengerjakan operasi ke-4 dari job 3 di waktu 30, sedangkan mesin 2 selesai
mengerjakan operasi ke-3 dari job 1 adalah diwaktu ke-31 sehingga operasi ke-5
dari job 3 bisa dikerjakan di mesin 2 di waktu ke-31. waktu awal mesin 2 bekerja
menyelesaikan operasi ke-5 dari job 3 adalah di waktu ke-31 dan selesai di waktu
ke- 32.
Operasi ke-5 dari job 3 dikerjakan oleh mesin 2 selama 1 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.
Gambar 3.30 Operasi ke-5 dari job 3 dikerjakan oleh mesin 2 selama 1 satuan
waktu.
Gen ke-24 = 𝑂2,4
Gen ke-24 merupakan operasi ke-4 dari job 2. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝐽2,4 = 𝑀6, yang berarti operasi ke-4 dari job 2
akan diselesaikan oleh mesin 6. Jika dikorespondensikan berdasarkan matrik waktu
maka 𝑂2,4 = 10 , yang berarti operasi ke-4 dari job 2 akan diselesaikan selama 10

88
satuan waktu. Mesin 6 akan bekerja menyelesaikan operasi ke-4 dari job 2 setelah
operasi ke-3 dari job 2 selesai dikerjakan oleh mesin 5. Mesin 5 selesai
mengerjakan operasi ke-3 dari job 2 di waktu 23, sedangkan mesin 6 selesai
mengerjakan operasi ke-3 dari job 6 diwaktu ke-26 sehingga operasi ke-4 dari job
2 baru bisa dikerjakan di mesin 6 di waktu ke-26. waktu awal mesin 6 bekerja
menyelesaikan operasi ke-4 dari job 2 adalah di waktu ke-26 dan selesai di waktu
ke- 36.
Operasi ke-4 dari job 2 dikerjakan oleh mesin 6 selama 10 satuan waktu dapat
dilihat seperti dalam Gantt chart berikut.
Gambar 3.31 Operasi ke-4 dari job 2 dikerjakan oleh mesin 6 selama 10 satuan
waktu.
Gen ke-25 = 𝑂1,4
Gen ke-25 merupakan operasi ke-4 dari job 1. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂1,4 = 𝑀4, yang berarti operasi ke-4 dari job 1
akan diselesaikan oleh mesin 4. Jika dikorespondensikan berdasarkan matrik waktu
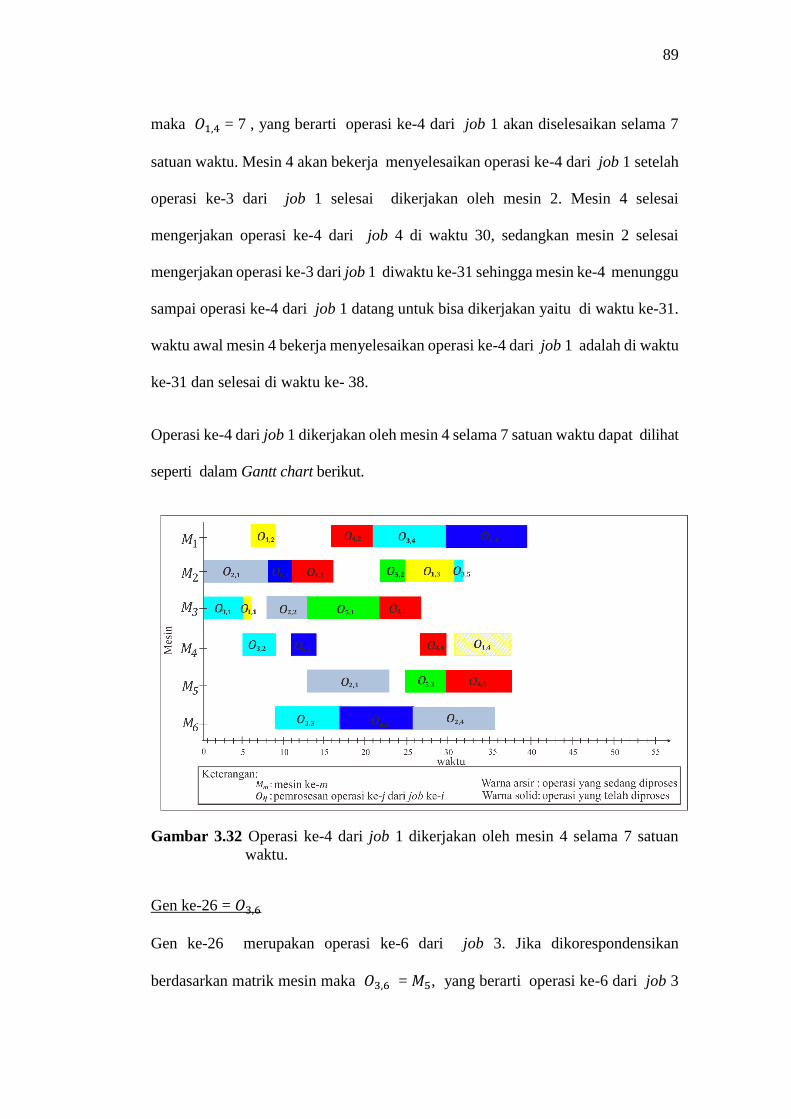
89
maka 𝑂1,4 = 7 , yang berarti operasi ke-4 dari job 1 akan diselesaikan selama 7
satuan waktu. Mesin 4 akan bekerja menyelesaikan operasi ke-4 dari job 1 setelah
operasi ke-3 dari job 1 selesai dikerjakan oleh mesin 2. Mesin 4 selesai
mengerjakan operasi ke-4 dari job 4 di waktu 30, sedangkan mesin 2 selesai
mengerjakan operasi ke-3 dari job 1 diwaktu ke-31 sehingga mesin ke-4 menunggu
sampai operasi ke-4 dari job 1 datang untuk bisa dikerjakan yaitu di waktu ke-31.
waktu awal mesin 4 bekerja menyelesaikan operasi ke-4 dari job 1 adalah di waktu
ke-31 dan selesai di waktu ke- 38.
Operasi ke-4 dari job 1 dikerjakan oleh mesin 4 selama 7 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.
Gambar 3.32 Operasi ke-4 dari job 1 dikerjakan oleh mesin 4 selama 7 satuan
waktu.
Gen ke-26 = 𝑂3,6
Gen ke-26 merupakan operasi ke-6 dari job 3. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂3,6 = 𝑀5, yang berarti operasi ke-6 dari job 3

90
akan diselesaikan oleh mesin 5. Jika dikorespondensikan berdasarkan matrik waktu
maka 𝑂3,,6 = 7 , yang berarti operasi ke-6 dari job 3 akan diselesaikan selama 7
satuan waktu. Mesin 3 akan bekerja menyelesaikan operasi ke-6 dari job 3 setelah
operasi ke-5 dari job 6 selesai dikerjakan oleh mesin 2. Mesin 5 selesai
mengerjakan operasi ke-5 dari job 4 di waktu 38, sehingga baru bisa memproses
operasi ke-6 dari job 3 di waktu ke-38. waktu awal mesin 5 bekerja menyelesaikan
operasi ke-6 dari job 3 adalah di waktu ke-38 dan selesai di waktu ke- 45.
Operasi ke-6 dari job 3 dikerjakan oleh mesin 5 selama 7 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.
Gambar 3.33 Operasi ke-6 dari job 3 dikerjakan oleh mesin 5 selama 7 satuan
waktu.
Gen ke-27 = 𝑂6,5
Gen ke-27 merupakan operasi ke-5 dari job 6. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂6,5 = 𝑀5, yang berarti operasi ke-5 dari job 6
akan diselesaikan oleh mesin 5. Jika dikorespondensikan berdasarkan matrik waktu

91
maka 𝑂6,5 = 4 , yang berarti operasi ke-5 dari job 6 akan diselesaikan selama 4
satuan waktu. Mesin 5 akan bekerja menyelesaikan operasi ke-5 dari job 6 setelah
operasi ke-4 dari job 6 selesai dikerjakan oleh mesin 1. Mesin 1 selesai
mengerjakan operasi ke-4 dari job 6 di waktu ke-38, sedangkan mesin 5 selesai
mengerjakan operasi ke-6 dari job 3 diwaktu ke-45 sehingga mesin 5 baru bisa
memproses operasi ke-5 dari job 6 di waktu ke-45. waktu awal mesin 5 bekerja
menyelesaikan operasi ke-5 dari job 6 adalah di waktu ke-45 dan selesai di waktu
ke- 49.
Operasi ke-5 dari job 6 dikerjakan oleh mesin 5 selama 4 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.
Gambar 3.34 Operasi ke-5 dari job 6 dikerjakan oleh mesin 5 selama 4 satuan
waktu.
Gen ke-28 = 𝑂2,5
Gen ke-28 merupakan operasi ke-5 dari job 2. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂2,5 = 𝑀1 , yang berarti operasi ke-5 dari job 2

92
akan diselesaikan oleh mesin 1. Jika dikorespondensikan berdasarkan matrik waktu
maka 𝑂2,5 = 10 , yang berarti operasi ke-5 dari job 2 akan diselesaikan selama 10
satuan waktu. Mesin 1 akan bekerja menyelesaikan operasi ke-5 dari job 2 setelah
operasi ke-4 dari job 2 selesai dikerjakan oleh mesin 6. Mesin 6 selesai
mengerjakan operasi ke-4 dari job 2 di waktu ke-38, sehingga mesin ke-1 bisa
mengerjakan operasi ke-5 dari job 2 di waktu ke-38. waktu awal mesin 1 bekerja
menyelesaikan operasi ke-5 dari job 2 adalah di waktu ke-38 dan selesai di waktu
ke- 48.
Operasi ke-5 dari job 2 dikerjakan oleh mesin 1 selama 10 satuan waktu dapat
dilihat seperti dalam Gantt chart berikut.
Gambar 3.35 Operasi ke-5 dari job 2 dikerjakan oleh mesin 1 selama 10 satuan
waktu.
Gen ke-29 = 𝑂1,5
Gen ke-29 merupakan operasi ke-5 dari job 1. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂1,5 = 𝑀6, yang berarti operasi ke-5 dari job 1
akan diselesaikan oleh mesin 6. Jika dikorespondensikan berdasarkan matrik waktu
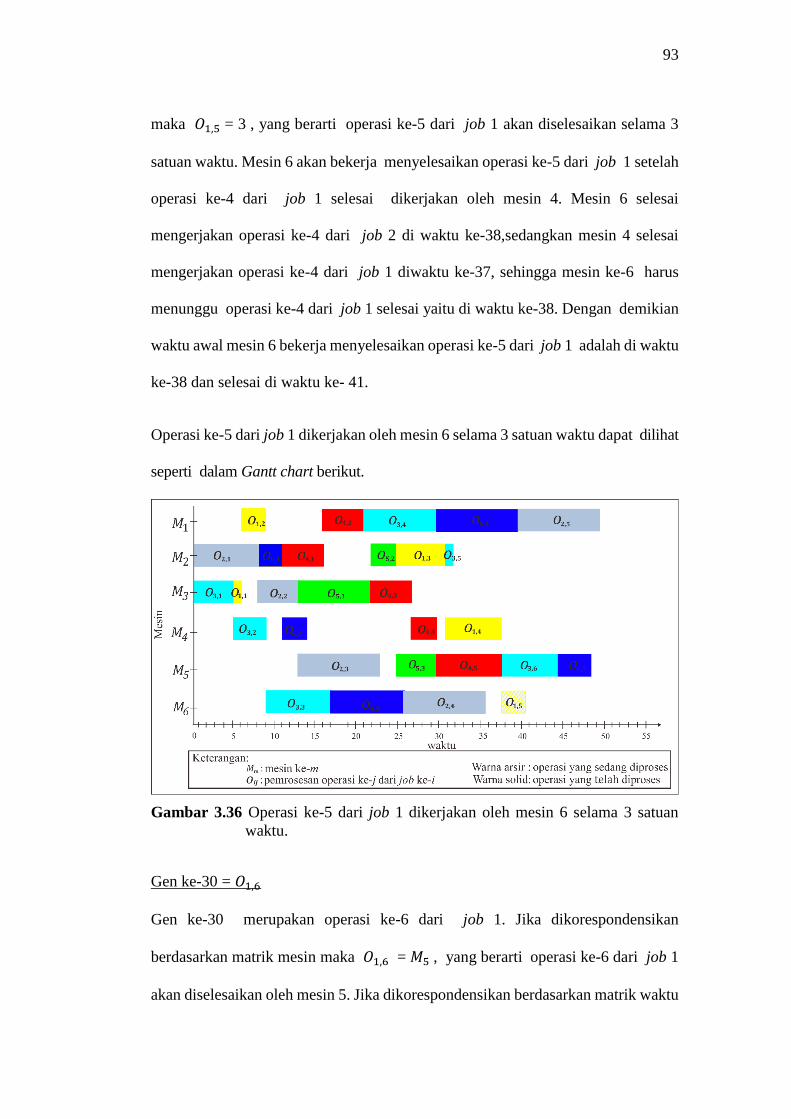
93
maka 𝑂1,5 = 3 , yang berarti operasi ke-5 dari job 1 akan diselesaikan selama 3
satuan waktu. Mesin 6 akan bekerja menyelesaikan operasi ke-5 dari job 1 setelah
operasi ke-4 dari job 1 selesai dikerjakan oleh mesin 4. Mesin 6 selesai
mengerjakan operasi ke-4 dari job 2 di waktu ke-38,sedangkan mesin 4 selesai
mengerjakan operasi ke-4 dari job 1 diwaktu ke-37, sehingga mesin ke-6 harus
menunggu operasi ke-4 dari job 1 selesai yaitu di waktu ke-38. Dengan demikian
waktu awal mesin 6 bekerja menyelesaikan operasi ke-5 dari job 1 adalah di waktu
ke-38 dan selesai di waktu ke- 41.
Operasi ke-5 dari job 1 dikerjakan oleh mesin 6 selama 3 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.
Gambar 3.36 Operasi ke-5 dari job 1 dikerjakan oleh mesin 6 selama 3 satuan
waktu.
Gen ke-30 = 𝑂1,6
Gen ke-30 merupakan operasi ke-6 dari job 1. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂1,6 = 𝑀5 , yang berarti operasi ke-6 dari job 1
akan diselesaikan oleh mesin 5. Jika dikorespondensikan berdasarkan matrik waktu

94
maka 𝑂1,6 = 6 , yang berarti operasi ke-6 dari job 1 akan diselesaikan selama 6
satuan waktu. Mesin 5 akan bekerja menyelesaikan operasi ke-6 dari job 1 setelah
operasi ke-5 dari job 1 selesai dikerjakan oleh mesin 6. Mesin 5 selesai
mengerjakan operasi ke-5 dari job 6 di waktu ke-49, sehingga mesin ke-5 baru
bisa memproses operasi ke-6 dari job 1 di waktu ke-49. Dengan demikian waktu
awal mesin 5 bekerja menyelesaikan operasi ke-6 dari job 1 adalah di waktu ke-
49 dan selesai di waktu ke- 55.
Operasi ke-6 dari job 1 dikerjakan oleh mesin 5 selama 6 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.
Gambar 3.37 Operasi ke-6 dari job 1 dikerjakan oleh mesin 5 selama 6 satuan
waktu.
Gen ke-31 = 𝑂5,4
Gen ke-31 merupakan operasi ke-4 dari job 5. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂5,4 = 𝑀6 , yang berarti operasi ke-4 dari job 5
akan diselesaikan oleh mesin 6. Jika dikorespondensikan berdasarkan matrik waktu

95
maka 𝑂5,4 = 4 , yang berarti operasi ke-4 dari job 5 akan diselesaikan selama 4
satuan waktu. Mesin 6 akan bekerja menyelesaikan operasi ke-4 dari job 5 setelah
operasi ke-3 dari job 5 selesai dikerjakan oleh mesin 5. Mesin 6 selesai
mengerjakan operasi ke-5 dari job 1 di waktu ke-41, sehingga mesin 6 baru bisa
memproses operasi ke-4 dari job 5 di waktu ke-41. Dengan demikian waktu awal
mesin 5 bekerja menyelesaikan operasi ke-4 dari job 5 adalah di waktu ke-41 dan
selesai di waktu ke- 45.
Operasi ke-4 dari job 5 dikerjakan oleh mesin 6 selama 4 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.
Gambar 3.38 Operasi ke-4 dari job 5 dikerjakan oleh mesin 6 selama 4 satuan
waktu.
Gen ke-32 = 𝑂2,6
Gen ke-32 yaitu 𝑂2,6 yang merupakan operasi ke-6 dari job 2. Jika
dikorespondensikan berdasarkan matrik mesin maka 𝑂2,6 = 𝑀4 , yang berarti
operasi ke-6 dari job 2 akan diselesaikan oleh mesin 4. Jika dikorespondensikan

96
berdasarkan matrik waktu maka 𝐽2,6 = 4 , yang berarti operasi ke-6 dari job 2 akan
diselesaikan selama 4 satuan waktu. Mesin 4 akan bekerja menyelesaikan operasi
ke-6 dari job 2 setelah operasi ke-5 dari job 2 selesai dikerjakan oleh mesin 1,
sedangkan Mesin 4 selesai mengerjakan operasi ke-4 dari job 1 di waktu ke-37
sehingga mesin 4 harus menunggu operasi ke-5 dari job 2 selesai dikerjakan mesin
1 di waktu ke-48. Sehingga mesin 4 baru bisa memproses operasi ke-6 dari job 2
di waktu ke-48. Dengan demikian waktu awal mesin 4 bekerja menyelesaikan
operasi ke-6 dari job 2 adalah di waktu ke-48 dan selesai di waktu ke- 52.
Operasi ke-6 dari job 2 dikerjakan oleh mesin 4 selama 4 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.
Gambar 3.39 Operasi ke-6 dari job 2 dikerjakan oleh mesin 4 selama 4 satuan
waktu.
Gen ke-33 = 𝑂5,5
Gen ke-33 merupakan 𝑂5,5 yaitu operasi ke-5 dari job 5. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂5,5 = 𝑀1 , yang berarti operasi ke-5 dari job 5

97
akan diselesaikan oleh mesin 1. Jika dikorespondensikan berdasarkan matrik waktu
maka 𝑂5,5 = 3 , yang berarti operasi ke-5 dari job 5 akan diselesaikan selama 3
satuan waktu. Mesin 1 akan bekerja menyelesaikan operasi ke-5 dari job 5 setelah
operasi ke-4 dari job 5 selesai dikerjakan oleh mesin 6 dan setelah mesin 1 selesai
menyelesaikan operasike-5 dari job 2 yaitu diwaktu ke-48, sehingga mesin 1 baru
bisa memproses operasi ke-5 dari job 5 di waktu ke-48. Dengan demikian waktu
awal mesin 1 bekerja menyelesaikan operasi ke-5 dari job 5 adalah di waktu ke-
48 dan selesai di waktu ke- 51.
Operasi ke-5 dari job 5 dikerjakan oleh mesin 1 selama 3 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.
Gambar 3.40 Operasi ke-5 dari job 5 dikerjakan oleh mesin 1 selama 3 satuan
waktu.
Gen ke-34 = 𝑂6,6
Gen ke-34 merupakan 𝑂6,6 yaitu operasi ke-6 dari job 6. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂6,6 = 𝑀3 , yang berarti operasi ke-6 dari job 6

98
akan diselesaikan oleh mesin 3. Jika dikorespondensikan berdasarkan matrik waktu
maka 𝑂6,6 = 1 , yang berarti operasi ke-6 dari job 6 akan diselesaikan selama 1
satuan waktu. Mesin 3 akan bekerja menyelesaikan operasi ke-6 dari job 6 setelah
operasi ke-5 dari job 6 selesai dikerjakan oleh mesin 5 yaitu diwaktu ke-49
sehingga mesin 3 baru akan memproses operasi ke-6 dari job 6 di waktu ke-49.
Dengan demikian waktu awal mesin 3 bekerja menyelesaikan operasi ke-6 dari job
6 adalah di waktu ke-49 dan selesai di waktu ke- 50.
Operasi ke-6 dari job 6 dikerjakan oleh mesin 3 selama 1 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.
Gambar 3.41 Operasi ke-6 dari job 6 dikerjakan oleh mesin 3 selama 1 satuan
waktu.
Gen ke-35 = 𝑂5,6
Gen ke-35 merupakan 𝑂5,6 yaitu operasi ke-6 dari job 5. Jika dikorespondensikan
berdasarkan matrik mesin maka 𝑂5,6 = 𝑀4 , yang berarti operasi ke-6 dari job 5
akan diselesaikan oleh mesin 4. Jika dikorespondensikan berdasarkan matrik waktu

99
maka 𝑂5,6 = 1 , yang berarti operasi ke-6 dari job 5 akan diselesaikan selama 1
satuan waktu. Mesin 4 akan bekerja menyelesaikan operasi ke-6 dari job 5 setelah
operasi ke-5 dari job 5 selesai dikerjakan oleh mesin 1 dan operasi ke-6 dari job 2
telah selesai dikerjakan di mesin 4. operasi ke-5 dari job 5 selesai dikerjakan
Mesin 1 di waktu ke 51 sedangkan operasi ke-6 dari job 2 baru selesai di waktu ke-
52 sehingga mesin 4 baru akan memproses operasi ke-6 dari job 6 di waktu ke-
52. Dengan demikian waktu awal mesin 4 bekerja menyelesaikan operasi ke-6 dari
job 5 adalah di waktu ke-52 dan selesai di waktu ke- 53.
Operasi ke-6 dari job 5 dikerjakan oleh mesin 4 selama 1 satuan waktu dapat dilihat
seperti dalam Gantt chart berikut.
Gambar 3.42 Operasi ke-6 dari job 5 dikerjakan oleh mesin 4 selama 1 satuan
waktu.
Gen ke-36 = 𝑂4,6
Gen ke-36 merupakan 𝑂4,6 dan merupakan gen terakhir dari kromosom. 𝑂4,6
berarti yaitu operasi ke-6 dari job 4. Jika dikorespondensikan berdasarkan matrik

100
mesin maka 𝑂4,6 = 𝑀6, yang berarti operasi ke-6 dari job 4 akan diselesaikan
oleh mesin 6. Jika dikorespondensikan berdasarkan matrik waktu maka 𝑂4,6 = 9 ,
yang berarti operasi ke-6 dari job 4 akan diselesaikan selama 9 satuan waktu.
Mesin 6 akan bekerja menyelesaikan operasi ke-6 dari job 4 setelah operasi ke-5
dari job 4 selesai dikerjakan oleh mesin 5 dan operasi ke-4 dari job 5 telah selesai
dikerjakan di mesin 6. operasi ke-5 dari job 4 selesai dikerjakan Mesin 5 di waktu
ke 38 sedangkan operasi ke-4 dari job 5 baru selesai di waktu ke-45 sehingga
mesin 6 baru akan memproses operasi ke-6 dari job 4 di waktu ke-45. Dengan
demikian waktu awal mesin 6 bekerja menyelesaikan operasi ke-6 dari job 4 adalah
di waktu ke-45 dan selesai di waktu ke- 54. Operasi ke-6 dari job 4 dikerjakan oleh
mesin 6 selama 9 satuan waktu dapat dilihat seperti dalam Gantt chart berikut.
Gambar 3.43 Operasi ke-6 dari job 4 dikerjakan oleh mesin 6 selama 9 satuan
waktu.
Setelah semua gen pada kromosom diproses bearti semua operasi dari semua job
telah diproses oleh mesin dan waktu maksimum penyelesaian semua operasi job
tersebut disebut makespan .pada proses dekode kromosom ini makespan yang

101
diperoleh adalah 55 satuan waktu. Hasil akhir proses dekode kromosom diperoleh
jadwal seperti pada gambar berikut.
Gambar 3.44 Jadwal hasil dekode kromosom dari problem FT06.
6. Metode Seleksi
Metode seleksi yang diterapkan dalam penelitian ini adalah metode seleksi Elitist.
Pada Metode seleksi ini setiap individu dihitung nilai fitness nya. Semua individu
akan berkesempatan untuk berkompetensi untuk maju kegenerasi berikutnya,
Individu yang memiliki nilai fitness tinggi akan terbawa ke generasi berikutnya
untuk dilakukan proses crossover dan mutasi. Metode seleksi Elitist menjamin
bahwa individu terbaik pasti maju kegenerasi berikutnya.
7. Metode pindah silang (crossover)
Untuk memperoleh hasil yang lebih bervariasi dan tidak terjebak pada nilai lokal
optimum maka proses Crossover dan mutasi sangat diperlukan. Metode crossover

102
yang dipilih harus sesuai dengan jenis representasi kromosom yang digunakan.
Pada penelitian ini skema pengkodean permutasi dengan perulangan (permutation
with repetition) yang diperkenalkan oleh Bierwirth (1995). Pada penelitian ini
operator rekombinasi yang digunakan yaitu metode self crossover (Hou, et al.,
2011). Metode crossover ini mengadopsi cara reproduksi beberapa jenis spesies
makhluk hidup yang dilakukan dengan dirinya sendiri tanpa melibatkan induk lain
(asexual reproduction) (Sibly & Calow, 1982). Berikut prosedur metode self
crossover :
Step 1: Pilih satu kromosom tunggal dari populasi sebagai kromosom induk
(parent).
Step 2 : Tentukan 2 titik crossover secara acak pada kromosom induk
Setelah titik crossover di tentukan maka aka terbentuk blok diantara titik crossover
Step 3: pilih substring diantara 2 titik crossover pada kromosom induk untuk
dilakukan proses crossover.

103
Step 4: Pindah silangkan elemen atau substring pada blok yang terletak diantara 2
titik crossover di induk kromosom ke kromosom offspring.
Step 5: setelah proses crossover selesai maka akan menghasilkan 2 individu yaitu
parent dan offspring.
Step 6: Ulangi step 1 sampai step 4 untuk menghasilkan sejumlah offspring.
8. Mutasi
Metode mutasi yang akan digunakan dalam penelitian ini adalah metode petukaran
(swap mutation). Proses ini dilakukan dengan cara mengambil dua titik pada
kromosom secara acak dan selanjutnya menukarkan masing-masing gen pada kedua
titik tersebut. Ilustrasi dapat dijelaskan seperti gambar berikut:
Gambar 3.45 Metode swap mutation
Secara rinci swap mutation dapat dijelaskan dengan prosedur berikut.
Step 1. Pilih kromosom dari populasi yang akan dilakukan proses mutasi.

104
Step 2. Tentukan titik mutasi pada kromosom terpilih. Titik mutasi yaitu pada gen
ke-9 yang berelemen 4 dan gen ke- 27 yaitu berelemen 2
Step 3.. Pilih elemen pada titik mutasi untuk dipertukarkan. Proses ini ini disebut
proses penukaran (swap) . Proses ini menukarkan elemen gen ke-9 yang
bernilai 4 dengan gen ke-27 yang bernilai 2.
Step 4. Setelah proses penukaran elemen dilakukan maka akan terbentuk individu
baru (offspring) yang mewarisi karakter kromosom induk.
Ulangi step 1 sampai step 3 untuk menghasilkan sejumlah offspring.
9. Kriteria pemberhentian (stoping criteria)
Kriteria pemberhentian yang dipilih pada penelitian ini adalah maksimum generasi
(max_gen). Pada tahap iterasi GA telah mencapai generasi maksimum maka proses
GA akan berhenti, jika belum tercapai generasi maksimum maka kembali pada
langkah evaluasi fungsi fitness.
3.5 Pengujian Program
Pengujian program pada penelitian ini dilakukan dengan pengujian menggunakan
data uji. Data uji terdiri dari data test problem yang merupakan instance
benchmarks persoalan JSSP dan juga data nilai optimal (Best Known Solution)

105
untuk masing masing instance benchmarks. Test problem yang digunakan yaitu
instance benchmark dari Fisher dan Thompson (1963) dan Lawrence (1984).
Pengujian program dilakukan dengan berbagai variasi nilai parameters GA.
Pengujian dijalankan pada Processor Intel(R) Core (TM) i3-2365M CPU
@1.40GHz, RAM 2 GB
Setiap instance benchmarks memiliki ukuran dimensi yang merupakan informasi
dari jumlah Job dan jumlah mesin. data test problem FT06, FT10, dan FT20
dibuat oleh Fisher dan Thompson (1963) sedangkan data test problem LA01-
la40 dibuat oleh Lawrence (1984) . Semua data test problem tersebut tersedia di
OR Library yang dapat diakses di halaman
http://people.brunel.ac.uk/~mastjjb/jeb/orlib/files/Jobshop1.txt. Pengujian yang
digunakan dalam penelitian ini pada rentang ukuran benchmark sebesar
(6 job×6 mesin) , (10 job ×10 mesin) , (15 job×10 mesin) , (20 job×5 mesin) ,
(20 job×10 mesin), (15 job×15 mesin) dan (30 job×10 mesin). Berikut ini data test
problem yang akan dipakai untuk pengujian kinerja GA dalam penyelesaian
persoalan JSSP.
Tabel 3.3 Data uji untuk persoalan JSSP
No Test problem
(Instance)*
Nama
Alternatif*
Dimensi
(𝑛 × 𝑚)*
Best Known Solution
(BKS)**
1 FT05 MT06 6×6 55
2 FT10 MT10 10×10 930
3 FT20 MT10 20×5 1165
4 LA01 F1 10×5 666
5 LA02 F2 10×5 655
6 LA03 F3 10×5 597
7 LA04 F4 10×5 590
8 LA05 F5 10×5 593
Sumber: *Beasley (1990) dan **Gonçalves et al (2005)

106
Tabel 3.3 (Lanjutan)
No Test problem
(Instance)*
Nama
Alternatif*
Dimensi
(𝑛 × 𝑚) *
Best Known Solution
(BKS)**
9 LA06 G1 15×5 926
10 LA07 G2 15×5 890
11 LA08 G3 15×5 863
12 LA09 G4 15×5 951
13 LA10 G5 15×5 958
14 LA11 H1 20×5 1222
15 LA12 H2 20×5 1039
16 LA13 H3 20×5 1150
17 LA14 H4 20×5 1292
18 LA15 H5 20×5 1207
19 LA16 A1 10×5 945
20 LA17 A2 10×10 784
21 LA18 A3 10×10 848
22 LA19 A4 10×10 842
23 LA20 A5 10×10 902
24 LA21 B1 15×10 1046
25 LA22 B2 15×10 927
26 LA23 B3 15×10 1032
27 LA24 B4 15×10 935
28 LA25 B5 15×10 977
29 LA26 C1 20×10 1218
30 LA27 C2 20×10 1235
31 LA28 C3 20×10 1216
32 LA29 C4 20×10 1157
33 LA30 C5 20×10 1355
34 LA31 D1 30×10 1784
35 LA32 D2 30×10 1850
36 LA33 D3 30×10 1719
37 LA34 D4 30×10 1721
38 LA35 D5 30×10 1888
39 LA36 I1 15×15 1268
40 LA37 I2 15×15 1397
41 LA38 I3 15×15 1196
42 LA39 I4 15×15 1233
43 LA40 I5 15×15 1222
Sumber: *Beasley (1990) dan **Gonçalves et al (2005)

107
3.6 Numerical Experiment
Hasil eksperimen yang telah diperoleh selanjutnya akan dibandingan dengan nilai
optimal atau BKS (Best Known Solution) dan juga dengan beberapa metode metode
yang pernah dipublikasikan. Metode metaheuristik yang akan dibandingkan pada
penelitian ini adalah:
1. Hibridasi GA dengan Local Search atau Hybrid Genetic Algorithm (HGA)
o El-Desoky et al (2016)
o Gonçalves et al (2005)
2. Artificial Immune System (AIS)
o Muhamad et al (2013)
3. Harmony Bacterial Swarming Algorithm (HBSA)
o Shivakumar & Amudha (2012)
4. Ant Colony Optimization (ACO)
o Flórez, et al (2013)
5. Particle Swarm Optimization (PSO)
o Pongchairerks (2009)
6. Multi-Objective Particle Swarm Optimization (MOPSO)
o Sha & Lin (2009)
7. Hybrid Harmony Search Algorithm (HHSA)
o Piroozfard (2015)
8. Tabu Search (TS)
o Nowicki & Smutnick (1996)
V. KESIMPULAN
5.1 Kesimpulan
Dari hasil percobaan dan pembahasan yang telah dilakukan dapat diambil
kesimpulan sebagai berikut:
1. GA merupakan algoritma yang cukup efektif untuk digunakan dalam
menyelesaikan persoalan JSSP, karena memberikan waktu komputasi yang
cepat dengan hasil yang cukup optimal.
2. Metode GA efektif mencapai solusi optimal dengan nilai rata rata relative
error tidak lebih dari 1.14% pada penyelesaian 43 benchmark test problem
JSSP yaitu problem FT06-FT20 (Fisher & Thompson, 1963) dan problem
LA01-LA40 (Lawrence, 1984).
3. Hasil perbandingan beberapa metode metaheuristik terhadap 28 data uji
menunjukan bahwa metode GA lebih efektif dari metode Artificial Immune
System (AIS) (Muhamad, et al., 2015), Ant Colony Optimization (ACO)
(Flórez, et al., 2013), Particle Swarm Optimization (PSO) (Pongchairerks,
2009), multi-objective Particle Swarm Optimization (MOPSO) (Sha & Lin,
2009). Metode GA terkadang juga lebih unggul dibandingkan dengan metode
hibridasi seperti metode Hybrid Genetic Algorithm (HGA) (El-Desoky , et al.,
2016), Hybrid Harmony Search Algorithm (HHSA) (Piroozfard, et al., 2015),

132
Harmony Bacterial Swarming Algorithm (HBSA) (Shivakumar & Amudha,
2012) meskipun GA efektif tetapi tidak lebih efektif dari Tabu Search (TS)
(Nowicki & Smutnicki, 1996).
5.2 Saran
1. Kepada peneliti lain dapat menyelesaikan persoalan JSSP dengan metode
Hibridasi GA (Hybrid Genetic Algorithm) dengan berbagai metode
metaheuristik lain dengan mengambil keunggulan fitur masing masing metode
agar hasil yang didapatkan diharapkan lebih optimal.
2. Kepada peneliti lain dapat mengevaluasi metode representasi kromosom dan
evaluasi operator reproduksi dan operator rekombinasi GA untuk lebih
memaksimalkan hasil optimasi.
3. Pada penelitian masa depan bisa menyelesaikan penjadwalan JSSP dengan
fungsi multi tujuan (multiple objective function) seperti mean flow time, mean
completion time, maximum tardiness, maximum lateness dan due dates
sebagai kriteria kualitas penjadwalan.

DAFTAR PUSTAKA
Beasley, D., Bull, D. R. & Martin, . R. R., 1993. An Overview of Genetic
Algorithms: Part 1, Fundamentals. University Computing, 15(2), pp. 58-69.
Adams, J., Balas, E. & Zawack, D., 1988 . The Shifting Bottleneck Procedure for
Job Shop Scheduling. Management Science, 1 March, 34(3), pp. 391 -
401.
Akram, K., Kamal, K. & Zeb, A., 2016. Fast simulated annealing hybridized with
quenching for solving job shop scheduling problem. Journal of Applied
Soft Computing, 01 12, 49(C), p. 510–523.
Alharkan, I. M., 2005. Algorithms for Sequencing and Scheduling. Riyadh, Saudi
Arabia: Industrial Engineering Department, King Saud University.
Antoniou, A. & Lu, W. S., 2007. Practical Optimization Algorithms and
Engineering Applications. New York,USA: Springer Science+Business
Media, LLC.
Applegate, D. & Cook, W., 1991. A Computational Study of the Job-Shop
Scheduling Problem. ORSA Journal on Computing, 3(12), pp. 149-156.
Baker, K. R. & Trietsch, D., 2009. Principles of Sequencing and Scheduling.
Hoboken, New Jersey, USA: John Wiley & Sons, Inc..
Baker, K. R., 1974. Introduction to Sequencing and scheduling. New York: John
Wiley.
Balas , E., 1969. Machine sequencing via disjunctive graphs: an implicit
enumeration algorithm. Operations Research, Volume 17, p. 941–957.
Baptiste, P., Flamini, M. & Sourd, F., 2006. Lagrangian bounds for just-in-time job-
shop scheduling. Computers & Operations Research, 35(2008), p. 906–
915.
Beasley, J. E., 1990. OR-Library: distributing test problems by electronic mail.
Journal of the Operational Research Society, 41(11), pp. 1069-1072.

134
Beasley, . J. E., 2004. Brunel University London. [Online]
Available at:
http://people.brunel.ac.uk/~mastjjb/jeb/orlib/files/jobshop1.txt
[Diakses 11 September 2017].
Bierwirth, C., 1995. A generalized permutation approach to job shop scheduling
with genetic algorithms. Operations-Research-Spektrum, June, 17(2-3),
p. 87–92.
Brucker, P., Burke, E. K. & Groenemeyer, S., 2012. A branch and bound algorithm
for the cyclic job-shop problem with transportation. Computers &
Operations Research, 14 April, Volume 39, p. 3200–3214.
Catanzaro, D., Gouveia, L. & Labbé, M., 2015. Improved integer linear
programming formulations for the job Sequencing and tool Switching
Problem. European Journal of Operational Research, Volume 244, p.
766–777.
Conway, R. W., W.L. Maxwell & L.W. Miller , 1967. Theory of Scheduling.
Reading, MA: Addison-Wesley.
Darwin, C., 1859. Origin of the species.
Dell'Amico, M. & Trubian, M., 1993. Applying Tabu Search to the JobShop
Scheduling Problem. Annals of Operations Research, Volume 41, pp.
231-252.
Demirkol, E., Mehta, S. & Uzsoy , R., 1998. Benchmarks for shop scheduling
problems. European Journal of Operational Research, Volume 109, pp.
137- 141.
El-Desoky, I. M., El-Shorbagy, M. A., Nasr, S. M., Hendawy, Z. M., & Mousa, A.
A. 2016. A Hybrid Genetic Algorithm for Job Shop Scheduling
Problems. International Journal of Advancement in Engineering,
Technology and Computer Sciences, 3(1), pp. 6-17.
Fang, H.-L., Ross, P. & Corne, D., 1993. A Promising Genetic Algorithm Approach
to Job-Shop Scheduling, Rescheduling,and Open-Shop Scheduling
Problems. San Mateo: Morgan Kaufmann, s.n., pp. 375-382.
Fera, M., Fruggiero, F., Lambiase, A., Martino, G., & Nenni, M. E. 2015.
Production Scheduling Approaches for Operations Management. In:
Operations Management. s.l.:InTech, pp. 113-139.
Fisher, H. & Thompson, G., 1963. Probabilistic learning combinations of local job-
shop scheduling rules. Dalam: Industrial Scheduling (In: Muth, J.F.;
Thompson, G.L. (eds.)). Englewood Cliffs: Prentice Hall.
Flórez, E., Gómez, W. & Bautista, M. L., 2013. An Ant Colony Optimization
Algorithm For Job Shop Scheduling Problem. Argentine, ASAI, pp. 72-
84.

135
Florian, M., Trepant, P. & McMahon, G., 1971. An Implicit Enumeration
Algorithm for the Machine Sequencing Problem. Management Science,
17(12), pp. 782-792.
GanttHenry, L., 1916. Work,Wages,andProfits. 2nd ed. NewYork: Engineering
Magazine Co..
Garey, M. R., Johnson, D. S. & Sethi , R., 1976. The Complexity of Flowshop and
Jobshop Scheduling. Mathematics of Operations Research, May, 1(2),
pp. 117-129.
Gen, M. & Cheng, R., 2000. Genetic Algorithms and Engineering Optimization.
New York,USA: John Wiley and Sons.
Gen, M., Tsujimura, Y. & Kubota, E., 1994. Solving Job-Shop Scheduling
Problems by Genetic Algorithm. IEEE, pp. 1577-1582.
Glover, F. & Greenberg, H. J., 1989. New approaches for heuristic search: A
bilateral linkage with artificial intelligence. European Journal of
Operational Research, May, Volume 39, pp. 119-130.
Goldberg, D., 1989. Genetic Algorithms in Search, Optimization and Machine
Learning. Reading, MA: Addison-Wesley.
Gonçalves, J. F., Mendes, J. J. d. M. & Resende, M. G., 2005. A Hybrid Genetic
Algorithm for the Job Shop Scheduling Problem. European Journal of
Operational Research, Volume 167, p. 77–95.
Greenberg, H. J. & Glover, F., 1989. New approaches for heuristic search:A
bilateral linkage with artificial intelligence. European Journal of
Operational Research, Volume 39, pp. 119-130.
Gromicho, J. A., van Hoorn, J. J., Saldanha-da-Gama, F. & Timmer, G. T., 2012.
Solving the job-shop scheduling problem optimally by dynamic
programming. Computers & Operations Research, 8 March , Volume 39,
p. 2968–2977.
Haupt, R. L. & Haupt, S. E., 2004. Practical genetic algorithms. 2nd ed. Hoboken,
NJ: John Wiley & Sons, Inc.
Holland, J., 1975. Adaptation in Natural and Artificial Systems. Ann Arbor:
University of Michigan Press.
Hou, S., Liu, Y., Wen, H. & Chen, Y., 2011. A Self-Crossover Genetic Algorithm
for Job Shop Scheduling Problem. s.l., IEEE, pp. 549-554.
Jain, A. S. & Meeran, S., 1998. Deterministic job-shop scheduling: Past, present
and future. uropean Journal of Operation Research, 113(1999), p. 390 –
434.

136
Kumar, R., 2012. Blending Roulette Wheel Selection & Rank Selection in Genetic
Algorithms. International Journal of Machine Learning and Computing,
2(4), pp. 365-370.
Lageweg, B. J., Lenstra, J. K. & Rinnooy Kan, A., 1977. Jhop-Shop Scheduling by
implicit enumeration. Management Science, 24(4), pp. 441-450.
Lawrence, S., 1984. Resource constrained project scheduling: an experimental
investigation of heuristic scheduling techniques (Supplement),
Pittsburgh, Pennsylvania: Graduate School of Industrial Administration,
Carnegie-Mellon University.
Lenstra, J. K. & Rinnooy Kan, A., 1979. Computational complexity of discrete
optimisation. Annals of Discrete Mathematics, Volume 4, pp. 121-140.
Mehmood, N., Umer, M., Ahmad, R. & Rafique, A. F., 2013. Optimization of
Makespan and Mean Flow Time for Job Shop Scheduling Problem FT06
Using ACO. Life Science Journal, 10(4), pp. 477-484.
Mesghouni, K. & Hammadi, S., 2004. Evolutionary Algorithms For Job-Shop
Scheduling. Int. J. Appl. Math. Comput. Sci., 14(1), p. 91–103.
Michalewicz, z., 1996. Genetic Algorithm + Data Structures = Evolution
Programs. 3rd ed. Berlin Heidelberg: Springer-Verlag.
Mitchell, M., 1995. Genetic Algorithms: An Overview. Complexity, 1(1), pp. 31-
39.
Morton, T. E. & Pentico, D. W., 1993 . Heuristic scheduling systems : with
applications to production systems and project management. New York,
NY, United States of America : John Wiley & Sons, Inc. .
Muhamad, A. S., Deris, S. & Zakaria, Z., 2015. Minimize The Makespan For Job
Shop Scheduling Problem Using Artificial Immune System Approach.
Journal of Theoretical and Applied Information Technology, 80(1), pp.
141-146.
Nowicki, E. & Smutnicki, C., 1996. A Fast Taboo Search Algorithm for the Job-
Shop Problem. Institute for Operations Research and the Management
Sciences, 42(6), pp. 797-813.
Özgüven, C., Yavuz, Y. & Özbakır, L., 2012. Mixed integer goal programming
models for the flexible job-shop scheduling problems with separable and
non-separable sequence dependent setup times. Applied Mathematical
Modelling, 36(2), p. 846–858.
Pinedo, M. L., 2008. Scheduling: Theory, Algorithms, and Systems. 3rd ed. New
York: Springer Publishing Company, Incorporated.
Piroozfard, H., Wong, K. Y. & Asl, A. D., 2015. A Hybrid Harmony Search
Algorithm for the Job Shop Scheduling Problems. s.l., IEEE, pp. 48-52.

137
Ploydanai, K. & Mungwattana, A., 2010. Algorithm for Solving Job Shop
Scheduling Problem Based on machine availability constraint. (IJCSE)
International Journal on Computer Science and Engineering, 02(05), pp.
1919-1925.
Pongchairerks, P., 2009. Particle swarm optimization algorithm applied to
scheduling problems. ScienceAsia, 35(2009), p. 89–94.
Roshanaei , V., Balagh , A. K. G., Seyyed Esfahani , M. M. & Vahdani, B., 2010.
A mixed-integer linear programming model along with an
electromagnetism-like algorithm for scheduling job shop production
system with sequence-dependent set-up times. Int J Adv Manuf Technol,
Volume 47, p. 783–793.
Roy, B. & Sussman, B., 1964. Les problèmes d’ordonnancement avec contraintes
disjunctive, Note D.S.,Paris: Technical Report 9,SEMA.
Sha, D. Y. & Lin, H. H., 2009. A Multi-objective PSO for Job-shop Scheduling
Problems. s.l., IEEE, pp. 489-494.
Shivakumar, B. L. & Amudha, T., 2012. A Hybrid Bacterial Swarming
Methodology for Job Shop Scheduling Environment. Global Journal of
Computer Science and Technology Hardware & Computation, 12(10),
pp. 7-16.
Sibly, R. & Calow, P., 1982. Asexual Reproduction in Protozoa and Invertebrates.
J. theor. Biol., 4 December, Volume 96, pp. 401- 424.
Sivanandam, S. & Deepa, S., 2008. Introduction to Genetic Algorithm. Berlin
Heidelberg: Springer-Verlag.
Sotskov, Y. N. & Shakhlevich, N. V., 1995. NP-hardness of shop-scheduling
problems with three jobs. Discrete Applied Mathematics, 59(1995), pp.
237-266.
Storer , R. H., Wu, . S. . D. & Vaccari, . R., 1992. New search spaces for sequencing
instances with application to job shop. Management Science, 38(10), pp.
1495-1509 .
Syarif, A., 2014. Algoritma Genetika, Teori dan Aplikasi. 2nd ed. Ruko Jambusari
7A Yogyakarta 55283: Graha Ilmu.
Taillard, E., 1993. Benchmarks for basic scheduling problems. Eur J Oper Res,
Volume 64, p. 278 – 285..
Thamilselvan, R. & Balasubramanie , P., 2012. Integrating Genetic Algorithm,
Tabu Search and Simulated Annealing For Job Shop Scheduling
Problem. International Journal of Computer Applications , 48(5), pp. 42-
54.

138
Uzorh, A. C. & Innocent, N., 2014. Solving Machine Shops Scheduling
Problemsusing Priority Sequencing Rules Techniques. The International
Journal Of Engineering And Science (IJES), 3(6), pp. 15-22.
Weijun, X., Zhiming, W., Wei, Z. & Genke, Y., 2004. Applying Particle Swarm
Optimization To Job-Shop Scheduling Problem. Chinese Journal Of
Mechanical Engineering, 17(3), pp. 437- 441.
Yamada, T. & Nakano, R., 1992. A Genetic Algorithm Applicable to Large-Scale
Job-Shop Problem. Parallel Problem Solving from Nature, Volume 2,
pp. 281-290.
Yamada, T. & Nakano, R., 1997. Genetic algorithms for job-shop scheduling
problems. London, Proceedings of Modern Heuristic for Decision
Support, p. 67 – 81.
Zaher, H., ElSherbieny, M., Ragaa, N. & Sayed, H., 2017. A novel Improved Bat
Algorithm for Job Shop Scheduling Problem (0975 – 8887). nternational
Journal of Computer Applications, 5 April, 164(5), pp. 24-30.
Zhang, W. X., Gao, T. Y., Ma, Q. Y., & Xue, D. J., 2011. An Adaptive Genetic
Algorithm for the Flexible Job-shop Scheduling Problem. IEEE , pp.
405-409.
Zhang, G., Gao, L. & Shi, Y., 2008. A genetic algorithm and taboo search for
solving flexible job shop schedules. s.l., computational intelligence and
design International symposium, pp. 369-372.
Zhu, C., Chen, Y., & Zhang, C. 2009. A Modified Genetic Algorithm to Due Date
of Job Shop Scheduling Problem. 2009 International Symposium on
Computer Network and Multimedia Technology (CNMT). IEEE. doi:
10.1109/CNMT.2009.5374722