
EVALUACIÓN DE LA EFICIENCIA DE ......2 Alvarado Matuk, Jean Carlos. Evaluación de la eficiencia de...
129
REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD DEL ZULIA FACULTAD DE INGENIERÍA DIVISIÓN DE POSTGRADO PROGRAMA DE POSTGRADO EN INGENIERÍA QUÍMICA EVALUACIÓN DE LA EFICIENCIA DE INTERCAMBIADORES DE CALOR MEDIANTE EL COMPORTAMIENTO DEL FACTOR DE ENSUCIAMIENTO EN PLANTAS DE OLEFINAS Trabajo de grado presentado ante la Ilustre Universidad del Zulia para optar el grado académico de MAGISTER SCIENTIARUM EN INGENIERÍA QUÍMICA Autor: Ing. Jean Carlos Alvarado Matuk Tutor: Msc. Charles Gutiérrez Maracaibo, marzo de 2012
Transcript of EVALUACIÓN DE LA EFICIENCIA DE ......2 Alvarado Matuk, Jean Carlos. Evaluación de la eficiencia de...

1
REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD DEL ZULIA
FACULTAD DE INGENIERÍA
DIVISIÓN DE POSTGRADO PROGRAMA DE POSTGRADO EN INGENIERÍA QUÍMICA
EVALUACIÓN DE LA EFICIENCIA DE INTERCAMBIADORES DE CALOR MEDIANTE EL COMPORTAMIENTO DEL FACTOR DE ENSUCIAMIENTO
EN PLANTAS DE OLEFINAS
Trabajo de grado presentado ante la Ilustre Universidad del Zulia
para optar el grado académico de
MAGISTER SCIENTIARUM EN INGENIERÍA QUÍMICA
Autor: Ing. Jean Carlos Alvarado Matuk
Tutor: Msc. Charles Gutiérrez
Maracaibo, marzo de 2012

2
Alvarado Matuk, Jean Carlos. Evaluación de la eficiencia de intercambiadores de calor mediante el comportamiento del factor de
ensuciamiento en plantas de olefinas (2012). Trabajo de Grado.
Universidad del Zulia, Facultad de Ingeniería. División de Postgrado. Maracaibo. Venezuela. 131 p. Tutor: Msc. Charles Gutiérrez.
RESUMEN
El sistema de enfriamiento interetapas asociados al compresor de gas de
proceso (CGP) de las Plantas de Olefinas I y II del Complejo Ana María Campos (CAMC) presenta un ensuciamiento progresivo con el tiempo de
operación. Esta investigación tiene como objetivo general evaluar intercambiadores de calor de plantas de olefinas utilizando una metodología
basada en el análisis del comportamiento del factor de ensuciamiento, a fin de predecir el tiempo de operación recomendado y planificar el
mantenimiento de dichos intercambiadores. El proceso de transferencia de
calor en estos intercambiadores presenta tres mecanismos bien definidos, siendo estos la transferencia de calor debido a la convección natural, calor
sensible y condensación. En la mayoría de los equipos evaluados, el proceso de calor sensible gobierna el proceso global de transferencia de calor. El
factor de ensuciamiento en estos intercambiadores presentó un comportamiento tipo “dientes de sierra” en función al tiempo; así mismo
presenta ensuciamiento debido a reacciones químicas dada la naturaleza físico-química del gas de proceso (GP) y las condiciones de presión y
temperatura. Los resultados del análisis de muestras captadas en las tres primeras etapas de compresor de gas de proceso de la planta de Olefinas II
indican la presencia de compuestos de naturaleza polimérica formados por mecanismos de polimerización, oxidación y subsecuente degradación
térmica. El comportamiento del factor de ensuciamiento en función a las variables operacionales estudiadas (flujo másico y capacidad calorífica,
número de Reynolds y diferencia de temperatura media logarítmica) indican
un perfil potencial decreciente, siendo esto el comportamiento esperado. La metodología propuesta, basada en el comportamiento del factor de
ensuciamiento en función a variables operacionales, puede ser aplicada a sistemas de gas de proceso–agua de enfriamiento siempre y cuando se
realice previamente una validación de los datos de diseño.
Palabras Claves: Factor de ensuciamiento, intercambiadores de calor,
ensuciamiento por reacción química, plantas de olefinas.
Correo Electrónico: [email protected]

3
Alvarado Matuk, Jean Carlos. Heat exchangers efficiency evaluation by fouling factor behavior in olefins plants (2012). Trabajo de Grado.
Universidad del Zulia, Facultad de Ingeniería. División de Postgrado.
Maracaibo. Venezuela. 131 p. Tutor: Msc. Charles Gutiérrez.
ABSTRACT
Inter stage cooling system associated to the process gas compressor in Olefins Plant I and II of Ana Maria Campos Complex presents a progressive
fouling with time of operation. This investigation has like general objective to evaluate heat exchangers efficiency by fouling factor behavior in olefins
plants to predict the recommended operation time and schedule the maintains of such heat exchangers. The processes of heat transfer in these
exchangers are three well-defined mechanisms, and they are heat transfer
due to natural convection, condensation and desuperheating. In most of the equipment evaluated, the process of desuperheating governs the overall
process of heat transfer. The behavior of the fouling factor in these exchangers presents a behavior such as "saw tooth" in function of time,
likewise presents fouling due to chemical reactions and due physical chemical nature of the process gas and the conditions of pressure and temperature.
The results of analysis of samples collected within the first three stages of Olefins II Plant indicate compounds of polymeric nature composed of
mechanisms of polymerization, oxidation and subsequent thermal degradation. The behavior of fouling factor as a function of operational
variables studied (mass flow and heat capacity, Reynolds number and log mean temperature difference) indicate a decreasing potential profile, being
this the expected behavior. The proposed method, based on the behavior of the fouling factor in function of operational variables, can be applied to
process gas - cooling water systems as long as they perform a validation
previously design data.
Keywords: Fouling factor, heat exchangers, fouling by chemical reaction, olefins plants.
e - mail: [email protected]

4
DEDICATORIA
El esfuerzo y dedicación que he puesto en este trabajo de grado, se lo dedico
con mucho cariño:
A Dios,
Por permitirme llegar hasta este punto y haberme dado salud para lograr mis
objetivos, además de su infinita bondad y amor.
A mis familiares,
Por apoyarme en mi carrera y brindarme todo el cariño y afecto que durante
todo este tiempo recibí por parte de ellos.
¡Gracias a ustedes!

5
AGRADECIMIENTOS
Esta investigación, si bien ha requerido de esfuerzo y mucha dedicación por
mi parte, no hubiese sido posible su finalización sin la cooperación
desinteresada de todas y cada una de las personas que a continuación citaré
y muchas de las cuales han sido un soporte muy fuerte en momentos
difíciles.
Primero y antes que nada, dar gracias a Dios, por estar conmigo en cada
paso que doy, por fortalecer mi corazón e iluminar mi mente y por haber
puesto en mi camino a aquellas personas que han sido mi soporte y
compañía durante todo el periodo de estudio.
Agradecer hoy y siempre a mi familia, que procuran mi bienestar por el
ánimo, apoyo y alegría que me brindan y me dan la fortaleza necesaria para
seguir adelante.
A la Universidad del Zulia por permitirme ser parte de esta Alma Mater y
brindarme los recursos necesarios para ser Ingeniero.
A los profesores que me brindaron el apoyo desinteresado para la
elaboración de este trabajo especial de grado, especialmente a: Charles
Gutiérrez, Dora Finol y Orietta León.
A Pequiven, por darme la oportunidad de iniciarme profesionalmente dentro
de esta empresa y brindarme los recursos necesarios para el desarrollo de
este proyecto. Especialmente quiero agradecer a todo el equipo de trabajo
de Ingeniería de Procesos Olefinas y Servicios Industriales Olefinas por
brindarme ayuda y orientación en los momentos precisos.

6
TABLA DE CONTENIDO
Pagina
RESUMEN………………………………………………………………………………………………. 4
ABSTRACT……………………………………………………………………………………………… 5
DEDICATORIA………………………………………………………………………………………. 6
AGRADECIMIENTO……………………………………………………………………………….. 7
TABLA DE CONTENIDO.……………………………………………………………………….. 8
LISTA DE TABLAS…………………………………………………………………………………. 11
LISTA DE FIGURAS………………………………………………………………………………. 13
INTRODUCCIÓN……………………………………………………………………………………. 17
CAPÍTULO I
MARCO TEÓRICO………………………………………………………………………………… 19
1.1. Antecedentes…………………………………………………………………………………. 19
1.2. Principios Fundamentales de la Transferencia de Calor………………. 21
1.2.1. Mecanismos de Transferencia de Calor……………………………… 21
1.2.1.1. Conducción………………………………………………………….. 21
1.2.1.2. Convección………………………………………………………….. 23
1.2.1.2.1. Convección Natural…………………………… 24
1.2.1.2.2. Convección Forzada…………………………. 26
1.2.1.3. Radiación……………………………………………………………… 31
1.2.2. Coeficiente Global de Transferencia de Calor…………………… 32
1.2.3..Coeficiente Global de Transferencia de Calor
…………………en procesos con cambio de fases…………………………………… 32
1.3. Ensuciamiento en Intercambiadores de Calor……………………………… 36
1.3.1. Ensuciamiento Físico………………………………………………………… 37
1.3.2. Ensuciamiento Químico……………………………………………………. 39
1.3.3..Factores que influyen en el ensuciamiento en
………………….intercambiadores de calor…………………………………………….. 43
1.3.4. Comportamiento del ensuciamiento en intercambiadores

7
de calor…………………………………………………………………………… 44
1.4. Proceso Productivo de las Plantas de Olefinas…………………………… 45
1.4.1. Planta de Olefinas I…………………………………………………………. 45
1.4.2. Planta de Olefinas II………………………………………………………… 47
1.4.3. Sistema de Compresión de Gas de Procesos.………………… 49
CAPÍTULO II
MARCO METODOLÓGICO……………………………………………………………………… 53
2.1. Recopilación de información del proceso productivo de la planta
y equipos a evaluar. ……………………………………………………………………….. 53
2.1.1. Proceso Productivo. ………………………………………………………… 53
2.1.2. Característica de los equipos a evaluar. ………………………… 53
2.1.3..Condiciones de diseño y operación del sistema de
…………compresión .de gas de proceso. ……………………………….. 54
2.2. Determinación de los coeficientes de película aplicando
diferentes métodos para el sistema gas de proceso–agua de
enfriamiento…………..…………..…………..…………..…………...…………..………….. 56
2.2.1. Convección natural………………………………………………………… 56
2.2.2. Convección forzada………………………………………………………… 56
2.2.3. Validación de los datos de diseño…………………………………. 56
2.3. Determinación del grado de ensuciamiento en
intercambiadores de calor gas de proceso-agua de enfriamiento,
pertenecientes a la sección de enfriamiento interetapas de
compresión de gas de proceso……..…………………………..…………..…………… 57
2.4. Evaluación del comportamiento del factor de ensuciamiento en
función a diferentes variables operacionales.………………………………….. 67
2.5. Desarrollo de una metodología para la evaluación de
intercambiadores según el comportamiento del grado de
ensuciamiento para el sistema gas de proceso-agua de enfriamiento. 73

8
CAPÍTULO III
ANÁLISIS Y EXPRESIÓN DE LOS RESULTADOS…………..…………..………… 74
3.1. Determinación de los coeficientes de película aplicando
diferentes métodos para el sistema gas de proceso-agua de
enfriamiento………………………………………………………………………………………. 74
3.1.1. Convección natural…………..…………..…………..…………..……… 75
3.1.2. Convección forzada…………..…………..…………..…………..……… 77
3.1.3. Validación de los datos de diseño…………..…………..…………. 86
3.2. Determinación del grado de ensuciamiento en intercambiadores
de calor gas de proceso - agua de enfriamiento, pertenecientes a la
sección de enfriamiento interetapas de compresión de gas de
proceso………………………………………………………………………………………………. 87
3.3. Evaluación del comportamiento del factor de ensuciamiento en
función a diferentes variables operacionales. ………………………………… 98
3.4. Desarrollo de una metodología para la evaluación de
intercambiadores según el comportamiento del grado de
ensuciamiento para el sistema gas de proceso-agua de
enfriamiento………………………………………………………………………………………. 106
CONCLUSIONES 114
RECOMENDACIONES 116
REFERENCIAS BIBLIOGRÁFICAS 117
ANEXOS 120
1. Desviaciones del coeficiente global de transferencia de calor
calculado mediante las correlaciones con respecto al valor de
diseño de los equipos evaluados………………………………………………. 121
2. Perfil de temperatura del gas de proceso y agua de
enfriamiento en función al calor transferido……………………...…. 125
3. Comportamiento del ensuciamiento en función al tiempo en
intercambiadores de calor…………………………..……………………...…. 130

9
LISTA DE TABLAS
Página
1 Compresores de gas de procesos de las plantas y sus respectivos
intercambiadores de calor interetapas……………………………………….. 54
2 Condiciones de flujo, presión y temperatura de cada etapa de los
compresores de gas de procesos………………………………….……………. 54
3 Hoja de datos de un intercambiador de Calor Interetapa…………… 55
4 Calor perdido debido a la convección natural en los equipos
evaluados……………………………………………………………………………………… 76
5 Porcentaje del calor perdido debido a la convección natural en los
equipos evaluados……………………………………………………………………….. 76
6 Coeficiente global de transferencia de calor de operación (UO),
enfriamiento del gas por calor sensible (UE), condensación (UC),
convección natural (UN) y balanceado (UB) de los
intercambiadores del compresor 181-J………………………………………… 80
7 Coeficientes globales de transferencia de calor de operación (UO),
enfriamiento del gas por calor sensible (UD), condensación (UC),
convección natural (UN) y por balance (UB) de los
intercambiadores asociados al compresor C-3101 …………………….. 84
8 Desviaciones del coeficiente global de transferencia de calor
balanceado (calculado) con respecto al diseño.……………..……………. 87
9 Coeficiente de correlaciones (R2) de los datos experimentales en
función a las diferentes ecuaciones planteadas……………………………. 99
10 Coeficientes a y b de los intercambiadores de calor evaluados…… 106
A1 Desviaciones para el intercambiador de calor 180-C…………………… 122
A2 Desviaciones para el intercambiador de calor 181-C…………………… 122
A3 Desviaciones para el intercambiador de calor 182-C…………………… 122
A4 Desviaciones para el intercambiador de calor 208-C…………………… 122
A5 Desviaciones para el intercambiador de calor 210-C…………………… 122
A6 Desviaciones para el intercambiador de calor E-3101 AB…………….. 123
10
A7 Desviaciones para el intercambiador de calor E-3102 AB……………. 123
A8 Desviaciones para el intercambiador de calor E-3103 AB…………….. 123
A9 Desviaciones para el intercambiador de calor E-3104 A………..…….. 123
A10 Desviaciones para el intercambiador de calor E-3104 BC…………….. 123
A11 Desviaciones para el intercambiador de calor E-3105 AB…………..... 124

11
LISTA DE FIGURAS
Página
1 Perfil de Temperatura en la transferencia de calor de dos fluidos
separados por una pared………………………………………………………………. 22
2 Coeficiente de transferencia de calor de película para el agua
según Furman……………………………………………………………………………… 29
3 Trayectoria de enfriamiento del vapor sobre calentado,
condensación y subenfriamiento de vapor de agua en un
diagrama Temperatura vs. Entropía…………………………………………… 33
4 Diagrama esquemático del proceso productivo de la Planta de
Olefinas I……………………………………………………………………………………….. 47
5 Diagrama esquemático del proceso productivo de la Planta de
Olefinas II……………………………………………………………………………………… 49
6 Diagrama esquemático de un sistema de compresión de gas de
procesos en una planta de Olefinas…………………………………………… 50
7 Tiempo de tránsito……………………………………………………………………… 61
8 Diagrama esquemático de las corrientes involucradas en un
intercambiador de calor…………………………………………………………….. 64
9 Coeficiente global de transferencia de calor por diseño y de
operación promedio por etapas de los intercambiadores
asociados al compresor 181-J……………………………………………………. 78
10 Diferencias de temperatura y calor de diseño y operación de los
intercambiadores asociados al compresor 181-J……………………… 79
11 Aporte de las relaciones de calor/coeficiente global de
transferencia de calor de casa proceso (enfriamiento, convección
natural y condensación) al proceso global de los
intercambiadores asociados al compresor 181-J……………………….. 81
12 Coeficiente global de transferencia de calor por diseño y de
operación promedio por etapas de los intercambiadores
asociados al compresor C-3101…………………………………………………. 83

12
13 Diferencias de temperatura y calor de diseño y operación de los
intercambiadores asociados al compresor C-3101…………………….
84
14 Aporte de las relaciones de calor/coeficiente global de
transferencia de calor de casa proceso (enfriamiento, convección
natural y condensación) al proceso global de los
intercambiadores asociados al compresor C-3101………………….. 85
15 Factores de ensuciamiento de los intercambiadores de calor
asociados al compresor 181-J…………………………………………………… 89
16
Factores de ensuciamiento de los intercambiadores de calor
asociados al compresor C-3101…………………………………………………. 90
17 Eficiencias promedio por etapa de los intercambiadores de calor
asociados al compresor 181-J……………………………………………………… 92
18 Eficiencias promedio por etapa de los intercambiadores de calor
asociados al compresor C-3101………………………………………………….. 93
19 Comportamiento del factor de ensuciamiento en función al factor
n para el intercambiador 180-C……………………………………………………. 100
20 Comportamiento del factor de ensuciamiento en función al factor
n para el intercambiador 181-C………………………………………………….. 101
21 Comportamiento del factor de ensuciamiento en función al factor
n para el intercambiador 182-C………………………………………………….. 101
22 Comportamiento del factor de ensuciamiento en función al factor
n para el intercambiador 208-C…………………………………………………… 102
23 Comportamiento del factor de ensuciamiento en función al factor
n para el intercambiador 210-C………………………………………………….. 102
24 Comportamiento del factor de ensuciamiento en función al factor
n para el intercambiador E-3101 AB…………………………………………… 103
25 Comportamiento del factor de ensuciamiento en función al factor
n para el intercambiador E-3102 AB………………………………………….. 103
26 Comportamiento del factor de ensuciamiento en función al factor
n para el intercambiador E-3103 AB………………………………………….. 104

13
27 Comportamiento del factor de ensuciamiento en función al factor
n para el intercambiador E-3104 A………………………………………………
104
28 Comportamiento del factor de ensuciamiento en función al factor
n para el intercambiador E-3104 BC……………………………………………. 105
29 Comportamiento del factor de ensuciamiento en función al factor
n para el intercambiador E-3105 AB…………………………………………… 105
30
Comportamiento del coeficiente a en función a la presión de
operación para el caso de los intercambiadores asociados al
compresor de gas de proceso 181-J………………………………………… 108
31 Comportamiento del coeficiente b en función a la presión de
operación para el caso de los intercambiadores asociados al
compresor de gas de proceso 181-J…………………………………………. 109
32 Comportamiento del coeficiente a en función a la presión de
operación para el caso de los intercambiadores asociados al
compresor de gas de proceso C-3101………………………………………. 109
33 Comportamiento del coeficiente b en función a la presión de
operación para el caso de los intercambiadores asociados al
compresor de gas de proceso C-3101……………………………………….
110
34 Comportamiento de los coeficientes a y b en función a la presión
de operación……………………………………………………………………………….. 111
A1 Perfil de temperatura del gas de proceso y agua de enfriamiento
en función al calor transferido del intercambiador 180-C…………. 126
A2 Perfil de temperatura del gas de proceso y agua de enfriamiento
en función al calor transferido del intercambiador 181-C…………. 126
A3 Perfil de temperatura del gas de proceso y agua de enfriamiento
en función al calor transferido del intercambiador 182-C…………. 126
A4 Perfil de temperatura del gas de proceso y agua de enfriamiento
en función al calor transferido del intercambiador 208-C…………. 127
A5 Perfil de temperatura del gas de proceso y agua de enfriamiento
en función al calor transferido del intercambiador 210-C…………. 127
14
A6 Perfil de temperatura del gas de proceso y agua de enfriamiento
en función al calor transferido del intercambiador E-3101 AB…….
127
A7 Perfil de temperatura del gas de proceso y agua de enfriamiento
en función al calor transferido del intercambiador E-3102 AB…….
128
A8 Perfil de temperatura del gas de proceso y agua de enfriamiento
en función al calor transferido del intercambiador E-3103 AB…… 128
A9 Perfil de temperatura del gas de proceso y agua de enfriamiento
en función al calor transferido del intercambiador E-3104 A……… 128
A10 Perfil de temperatura del gas de proceso y agua de enfriamiento
en función al calor transferido del intercambiador E-3104 BC……. 129
A11 Perfil de temperatura del gas de proceso y agua de enfriamiento
en función al calor transferido del intercambiador E-3105 AB……. 129
A12 Curvas de ensuciamiento ideales…………………………………………………. 131
A13 Comportamiento del ensuciamiento asintótico en
intercambiadores industriales……………………………………………………… 131

15
INTRODUCCIÓN
El Complejo Ana María Campos (CAMC) produce compuestos
petroquímicos bajo tres líneas estratégicas, a saber, plásticos, fertilizantes y
cloro- soda; esto se logra a partir del uso del gas natural como materia
prima y salmuera.
Dentro del complejo se encuentran las plantas de olefinas, las cuales
producen a partir del propano y etano, propileno y etileno grado polímero,
los cuales son el punto de partida para los procesos de transformación aguas
abajo.
Las Plantas de Olefinas cuentan con una sección de craqueo seguida de
la unidad de lavado con agua de procesos, compresión, purificación,
enfriamiento y fraccionamiento. Estas plantas, poseen un sistema de
compresión el cual posee un compresor centrífugo que eleva la presión del
gas de proceso a las condiciones necesarias para los distintos procesos aguas
abajo. Asociado al sistema de compresión, se encuentra un sistema de
enfriamiento interetapa con la finalidad de disminuir la temperatura de gas
de proceso posterior a cada etapa de compresión. Este sistema de
enfriamiento consiste de intercambiadores de calor tubo y carcaza que utiliza
como medio refrigerante agua de enfriamiento. Dichos intercambiadores
presentan un ensuciamiento continuo debido a las características físico-
químicas de los fluidos manejados.
Dado esto, es necesaria una evaluación continua de los
intercambiadores de calor, para constatar su estado operacional. Tomando
en consideración esto, el presente trabajo tiene como objetivo general
evaluar intercambiadores de calor de plantas de olefinas utilizando una
metodología basada en el análisis del comportamiento del factor de
ensuciamiento, a fin de predecir el tiempo de operación recomendado y

16
planificar el mantenimiento de dichos intercambiadores que utilicen como
fluidos de proceso gas de proceso-agua de enfriamiento pertenecientes a la
sección de enfriamiento interetapas del compresor de gas de proceso. Como
objetivos específicos se tienen determinar los coeficientes de película
aplicando diferentes métodos para el sistema gas de proceso - agua de
enfriamiento, determinar el grado de ensuciamiento en intercambiadores de
calor gas de proceso - agua de enfriamiento, pertenecientes a la sección de
enfriamiento interetapas de compresión de gas de proceso, evaluar el
comportamiento del factor de ensuciamiento en función a diferentes
variables operacionales y desarrollar una metodología para la evaluación de
intercambiadores según el comportamiento del grado de ensuciamiento para
el sistema gas de proceso-agua de enfriamiento.
El estudio presentado se dividió en tres capítulos. En el primero se
presentan los fundamentos teóricos más resaltantes de la investigación y los
antecedentes de proyectos relacionados. El segundo capítulo muestra de
forma detallada la metodología utilizada, describiendo la serie de pasos
necesarios para la evaluación planteada, a fin de cumplir cada uno de los
objetivos planteados. Luego, en el tercer capítulo, se analizan y discuten los
resultados obtenidos y por último se presentan, las conclusiones y
recomendaciones y se anexa toda la información referida al estudio.

17
CAPÍTULO I
MARCO TEÓRICO
1. Antecedentes
En 1981, Najjar y col1 estudiaron la influencia de las propiedades físicas
en coeficientes de películas de transferencia de calor y concluyeron que la
precisión de los datos de las propiedades de los fluidos son extremadamente
importantes cuando se calculan los coeficientes de transferencia de calor con
las relaciones de Dittus - Boelter, Sieder-Tate, y Petukhov.
En 1995, Bott2 presenta un estudio sobre el ensuciamiento en
intercambiadores de calor por reacción química a distintas temperaturas,
mostrando térmicos básicos de las reacciones involucradas (polimerización,
autoxidación y degradación térmica a coque). Las principales variables
estudiadas fueron la influencia de la temperatura, presencia de metales, flujo
y concentración de oxigeno sobre la velocidad del ensuciamiento por reacción
química de aceites, petróleo y otros compuestos orgánicos.
En 1997, Watkinson3 estudia las principales reacciones que conllevan al
ensuciamiento por polimerización de compuestos orgánicos, identificando los
reactantes y precursores, determinando la cinética de la reacción y la
locación del la formación del ensuciamiento.
En 1999, Ludwing1, plantea que el coeficiente global de transferencia de
calor utilizado en la ecuación de la forma integrada de la ecuación de Fourier
(Q=U∙A∙LMTD) es la suma de los coeficientes individuales de transferencia de
calor. Todos y cada uno de ellos, debe de ser individualmente establecido
cuando se hace un nuevo diseño, o pueden ser agrupados juntos como “U”
cuando se obtiene datos de una unidad existente.
En 2005, Forsthoffer4 estudia el ensuciamiento por polimerización en

18
compresores de gas de proceso en plantas de olefinas. Indicó los
mecanismos de ensuciamiento y su efecto sobre las condiciones
operacionales del compresor, presenta las causas del ensuciamiento, como
determinarlo y las medidas de prevención y corrección.
En 2006, Snider5 presentó un estudio sobre el ensuciamiento en sistemas
de compresión de gas de proceso en plantas de etileno, resaltando que este
ensuciamiento aumenta cuando la temperatura del gas de proceso se
encuentra por encima de los 90 °C.
En 2010, Coletti y col6 estudiaron el efecto del ensuciamiento en los
intercambiadores de calor integrados en una refinería. Obtuvieron que la
simulación de las distintas configuraciones de los intercambiadores
estudiados que maximizan la recuperación de la energía sin ensuciamiento
no puedan pasar las condiciones cuando se produce incrustaciones.
Estos antecedentes aportaron conocimientos sobre transferencia de calor
para la evaluación de intercambiadores de calor y de igual forma información
valiosa sobre problemas de ensuciamiento debido a reacciones químicas.
Las plantas de olefinas I y II poseen un sistema de compresión de gas de
proceso donde un compresor centrífugo eleva la presión del gas de proceso a
las condiciones necesarias para los distintos procesos aguas abajo. Asociado
a este sistema de compresión se encuentra un sistema de enfriamiento
interetapas que retira el calor generado producto del incremento de presión.
Dado el incremento de la presión, se eleva la temperatura del gas de
proceso y por ello se promueven reacciones indeseables generando
compuestos que tienden a adherirse sobre la superficie de transferencia de
calor limitando el proceso de remoción de energía y por ende, incremento de
la temperatura de salida del gas de proceso debido al ensuciamiento del
sistema.

19
El principal objetivo de esta investigación es evaluar intercambiadores de
calor de plantas de olefinas utilizando una metodología basada en el análisis
del comportamiento del factor de ensuciamiento, a fin de predecir el tiempo
de operación recomendado y planificar el mantenimiento de dichos
intercambiadores que utilicen como fluidos de proceso gas de proceso-agua
de enfriamiento pertenecientes a la sección de enfriamiento interetapas del
compresor de gas de proceso
2. Principios Fundamentales de la Transferencia de Calor
El estudio de los fenómenos de intercambio de calor se puede reducir a
dos variables: la temperatura y el flujo de calor. La temperatura es una
indicación de la energía media molecular de un sistema; el flujo de calor
indica el intercambio de energía térmica de un cuerpo a otro7.
Existen tres mecanismos de transferencia de calor, los cuales se
presentan dependiendo del estado físico de las sustancias involucradas,
requiriendo para ello que exista un gradiente de temperatura, siendo esta
condición la fuerza motriz para que se de el flujo de calor.
2.1. Mecanismos de Transferencia de Calor
2.1.1. Conducción
La conducción es la transferencia de calor a través de una barrera no
porosa sólida cuando existe una diferencia de temperatura a través de la
barrera. La capacidad de transferencia térmica de la barrera o pared, se
conoce como la conductividad térmica, la cual determina el gradiente de
temperatura que va a existir a través del material1.

20
La ley fundamental que regula la transferencia de calor por conducción
fue establecida en 1822 por Jean-Baptiste-Joseph Fourier7, denotada en su
forma integrada por la Ecuación [1],
tAΔL
kttA
L
kQ
C
a12
C
a [1]
Refiriéndose a la Figura 1, la conducción se produce a través de la pared
del tubo y se representa por un descenso de la temperatura (t4 — t5) y a
través del ensuciamiento en las paredes del tubo (t6 — t3) y (t4 — t5) [1].
Figura 1. Perfil de Temperatura en la transferencia de calor de dos fluidos
separados por una pared1.
El proceso de transferencia de calor por conducción se lleva a cabo en los
intercambiadores de calor estudiados en la pared del tubo que separa el gas
de proceso y agua de enfriamiento.
Ensuciamiento externo
Película de l fluido externa
Fluido dentro del tubo
Pared del tubo
Ensuciamiento interno
Película del fluido interno
Caliente
Frio
Fluido fueradel tubo

21
Dicha pared ofrece una resistencia muy mínima a la transferencia de
calor por conducción debido a la alta conductividad térmica del metal.
2.1.2. Convección
La convección es la transferencia de calor entre las partes de un fluido
existente bajo un gradiente térmico. El flujo de transferencia de calor por
convección a menudo es lento para la convección natural o libre y rápida
para la convección forzada1.
La ecuación básica para el diseño de intercambiadores de calor es la
mostrada en la Ecuación [2]
tUAΔttUAQ 12 [2]
donde
(t2 — t1) representa la diferencia de temperatura a través de una película de
fluido simple.
Refiriéndose a la Figura 1, la convección se produce a través de las
zonas denotadas por los diferenciales (t1 — t3) y (t6 — t8).
Todos los parámetros anteriores se definen a continuación,
A = Área superficial neta exterior de los tubos expuestos a fluidos
involucrados en la transferencia de calor, m2.
Q = Flujo de calor, kW.
U = Coeficiente global de transferencia de calor, kW / (m2 K).
ΔT= Diferencia de temperatura media, K.
Donde el coeficiente global de transferencia de calor (U), incluye los
efectos de transmisión de calor por conducción y convección (natural y/o
forzada) de los fluidos involucrados.

22
2.1.2.1. Convección Natural
Si el movimiento del fluido es solamente generado por diferencias de
densidades causadas por gradientes de temperatura, la convección se llama
natural7.
El análisis dimensional que permite derivar el parámetro característico
para los problemas de convección natural está dado por el Número de
Grashof, NGr, una relación adimensional dada por la Ecuación [3]7.
2
23
Gr
TglN
[3]
donde
l = Dimensión característica del sistema, m.
= Densidad del fluido involucrado, kg/m3.
g = Aceleración de la gravedad, m/s2.
Coeficiente de expansión térmica del fluido, ºC.
T Diferencia entre la temperatura el fluido frio y caliente, ºC.
Viscosidad dinámica, kg/(m*s).
En la literatura, varias soluciones teóricas han sido desarrollado para
diversas geometrías y condiciones límites en relación con el problema de la
transferencia de calor en un fluido que circula en un tubo en condiciones de
régimen laminar, suponiendo que es sobre todo debido a la conducción. Sin
embargo, estas soluciones en su mayoría pasan por alto fenómenos
naturales de convección, que en la práctica es muy importante, por lo que es
recomendable utilizar relaciones empíricas experimentales7.
El número de Grashof toma en cuenta la convección natural en procesos
de transferencia de calor; este número se correlaciona con el número de
Nusselt, NNu, mediante la Ecuación [4]7.

23
mPrGrNu )NN(N [4]
donde
NNu= Número de Nusselt, adimensional.
= Factor determinado experimentalmente, adimensional.
NGr = Número de Grashof, adimensional.
NPr Número de Prandtl, adimensional.
m Factor determinado experimentalmente, adimensional.
Los factores y m de la Ecuación [4] se determinan experimentalmente;
se han planteado varias ecuaciones para la determinación estos factores,
siendo uno de estas ecuaciones de forma explícita en la forma de la Ecuación
[5], donde el Número de Grashof corresponde al Número de Grashof
Modificado, NGr*, en el cual se plantea que el flujo de calor se presenta de
forma uniforme en toda la superficie de transferencia de calor8.
51
Pr*GrNu )NN(N [5]
Donde m equivale a y corresponde a una función del Número de
Prandtl, el cual puede ser determinado de acuerdo a la Ecuación [6]8,
Pr2
1
Pr
Pr5
N10N94
N
[6]
La Universidad de Castilla–La Mancha, en su servicio de publicaciones en
línea indica que el Número de Grashof Modificado, NGr*, se puede determinar
de acuerdo a la Ecuación [7]9,
NuGr*Gr NNN [7]
Sustituyendo las Ecuaciones [7], [6], [4] y [3] en la Ecuación [5] y
despejando el coeficiente de película, se obtiene la Ecuación [8]
51

24
41
2
23
45
conv )k
cTgl(
D
kh
N
[8]
El coeficiente de expansión térmica del aire, , se determina mediante la
Ecuación [9]
prom
12
)aire(12
)aire()aire(
aire
1tt
11
[9]
Las propiedades físico químicas de los fluidos involucrados se
determinaron mediante un simulador comercial.
Los intercambiadores de calor estudiados no presentan aislamiento, y por
ello parte del calor cedido por el gas de proceso es transferido hacia loa
alrededores por convección natural transformándose en calor perdido.
2.1.2.2. Convección Forzada
En este caso, el movimiento del fluido se produce de forma mecánica,
denominándose este mecanismo como convección forzada, siendo el más
común en procesos industriales en los que a menudo fluidos calientes y fríos,
separados por una pared, se bombean a través de los equipos de
intercambio de calor7.
Los procesos de transferencia de calor por convección forzada pueden
determinarse mediante coeficientes de película los cuales dependen
principalmente de tres correlaciones, siendo estos el número de Nusselt,
Reynolds y Prandtl, presentados en la Ecuación [10].

25
4
32
C
W
C
Pr
C
Re1Nu NNCN
[10]
El número de Nusselt expresa una función de densidad de flujo calorífico
adimensional para la transmisión de calor. El número de Reynolds da un
indicio del régimen del flujo del fluido y el número de Prandtl plantea que la
energía y la cantidad de movimiento se transmiten en flujo turbulento por los
mismos mecanismos. Los coeficientes C1, C2, C3 y C4 dependen fuertemente
de la naturaleza del fluido (orgánico o inorgánico), fase en la que se
encuentra (líquido o gas), régimen (laminar o turbulento), si viaja por la
carcaza o por dentro de los tubos, entre otros. El término hace referencia
a la relación entre la viscosidad del fluido en su seno y la viscosidad del
mismo a la temperatura de piel de tubo, la cual pude despreciarse
aproximadamente a la unidad.
La Ecuación [10] puede plantearse en función a la definición de cada
número de forma individual, se tiene
k
hDNu [11]
DGRe [12]
k
cPr
[13]
donde
h = Coeficiente de película del fluido, W/(m2 K).
D = Diámetro, m.
k = Conductividad térmica, W/(m K).
G Flujo másico por unidad de área, kg/(m2 s).
c Capacidad calorífica a presión constante, kJ/(kg K).
W
26
Viscosidad dinámica, kg/(m s).
No debe confundirse el térmico de la capacidad calorífica, c, con los
coeficientes C1, C2, C3 y C4. En esta investigación, los coeficientes asociados
a cada uno de los números se le indicarán un subíndice y la capacidad
calorífica a presión constante, siempre se colocará como la letra c minúscula.
Existen numerosos autores que han determinado estos coeficientes en
diferentes fluidos a varios régimen, dependiendo de la naturaleza del fluido
manejado y configuración de los deflectores.
A fin de determinar los coeficientes de películas involucrados en la
convección forzada para fluidos que fluyen dentro de los tubos se plantearon
las siguientes correlaciones:
a. Líquidos orgánicos, soluciones acuosas (no agua) y gases para
Re<210010
14.0
W
318.0
k
cDG023.0
k
hD
[14]
b. Furman11, presentó diagramas para coeficientes de películas para el
agua. Para el caso más sencillo (tubos lisos), sus resultados se ilustran
en la Figura 2.
c. Enfriamiento o calentamiento de gases turbulentos y otros fluidos de
baja viscosidad (DG/> 8000), Dittus-Boclter plantean la relación
mostrada a continuación10
14.0
W
4.08.0
k
cDG0243.0
k
hD
[15]

27
Coeficie
nte
de p
elícula
, h
i, B
TU
/(h).
(ft2
).(o
F)
Velocidad lado tubo, ft2/s
Basado en ¾” de D.E. calibre BWG16Para obtener(a) hi para otro tubo, multiplicar el
valor de la curva hic por el factorde corrección, Fw
(b) hio, multiplicar el hi corregido porla relación DI/DE
Facto
r de C
orr
ecció
n,
Fw
Diámetro interno de los tubos,
Figura 2. Coeficiente de transferencia de calor de película para el agua10.
Para el caso de los fluidos que fluyan fuera de los tubos, se plantean las
siguientes correlaciones,
a. Para hidrocarburos, compuestos orgánicos, agua, soluciones acuosas y
gases10.
14.0
W
3155.0
k
cDG36.0
k
hD
[16]

28
Esta ecuación fue probada por Short10, Bowman10 y Tinker10 para una
amplia variedad de cortes de deflectores y para varios espaciamientos para
deflectores segmentados, como lo resume Donohue10, dando buenos
resultados.
b. Los coeficientes de película lado carcasa, pueden ser determinados
mediante la ecuación de Donohue10
14.0
W
333.06.0
k
cDG22.0
k
hD
[17]
Todas las ecuaciones anteriores aplican para procesos de transferencia de
calor sin cambio de fase. Para procesos donde exista condensación, se puede
utilizar la siguiente ecuación10
3
1
f
31
2
f
3
f
2
f__ ''G4
5,1)g)()((k
h
[18]
El término , denota al coeficiente de película de condensación, y el ''G
corresponde al flujo másico del fluido condensante por unidad de longitud y
se determina mediante la Ecuación [19]
32
NtL
w''G [19]
El término w indica el flujo másico del fluido, L la longitud de los tubos y
Nt el número de tubos. Cabe destacar que las propiedades físicas de la
Ecuación [18] corresponden a aquellas pertenecientes al líquido saturado10.
Los intercambiadores de calor asociados al sistema de enfriamiento
interetapas del compresor de gas de procesos presentan procesos de
h__

29
transferencia de calor debido a la convección forzada, ya que existe un
movimiento continuo de ambos fluidos (gas de proceso y agua de
enfriamiento) lo que acelera la velocidad de transferencia de calor y por
ende, reducción de temperatura del gas de proceso y subsecuente
incremento de temperatura del agua de enfriamiento.
2.1.3. Radiación10
Es la transferencia de calor de un cuerpo a otro mediante el movimiento
de ondas electromagnéticas a través del espacio, inclusive cuando exista
vacío entre ellos y puede ocurrir a través de gases, líquidos o sólidos; pero
debido a la mayor capacidad de absorción de energía de los medios densos,
la radiación del calor es más eficiente a través de los gases. Basándose en la
segunda ley de la termodinámica, Boltzmann estableció que el flujo de calor,
Q, es
4TAQ [20]
Esto se conoce como la ley de la cuarta potencia, T es la temperatura
absoluta, σ es una constante dimensional, ε es un factor particular a la
radiación y se llama emisividad la cual debe determinarse
experimentalmente.
Los intercambiadores de calor estudiados no presentaron procesos de
transferencia de calor debido a la radiación, siendo el proceso gobernado por
los procesos de conducción y convección.

30
2.2. Coeficiente Global de Transferencia de Calor
En un proceso de transferencia de calor usualmente se tienen 5
resistencias, las cuales el flujo de calor debe vencer para transferirse desde
el seno del fluido caliente hasta el seno del fluido frío. La ecuación general se
determina mediante la siguiente Ecuación [21]1.
i
oi
i
oi
avg
oWooT
A
AR
A
Ar
A
ArrRR [21]
donde
RT = Resistencia Total a la Transferencia de Calor, (m2 K)/W.
Ro = Resistencia externa debido al fluido externo, (m2 K)/W.
ro = Resistencia al ensuciamiento externo, (m2 K)/W.
rW = Resistencia de la pared del tubo, (m2 K)/W.
Ri = Resistencia del fluido interno, (m2 K)/W.
Ao = Área externa del tubo, m2.
Ai = Área interna del tubo, m2.
Aavg= Media aritmética del área interna y externa, m2.
La resistencia total, se conoce como el inverso del coeficiente global de
transferencia de calor y puede plantearse según la Ecuación [22]
U
1RT [22]
2.1.3. Coeficiente Global de Transferencia de Calor en procesos con
cambio de fases
Un proceso de transferencia de calor con cambio de fase, se puede
plantear en el esquema mostrado en la Figura 3.

31
Para el caso de condensación de vapor de agua puro desde un estado de
vapor sobrecalentado hasta uno de líquido subenfriado, se plantea la
trayectoria mostrada en un diagrama temperatura vs. entropía. El
enfriamiento completo (desde vapor sobrecalentado hasta líquido
subenfriado) se realiza por “zonas”, donde la zona # 1, indica el proceso de
enfriamiento del vapor sobre calentado, la zona # 2, el proceso de
condensación y la zona # 3, el proceso de subenfriamiento. La zona # 1 esta
denotada por los puntos 1-2, la zona # 2 por los puntos 2-3 y la zona # 3
por los puntos 3-4.
En el caso del sistema estudiado (gas de proceso – agua de
enfriamiento), el gas de proceso pasa por un proceso de enfriamiento del
vapor sobre calentado, donde el gas se enfría desde las condiciones de
entrada de P y T hasta el punto de rocío (P y Tsaturación). Luego, existe un
proceso de condensación parcial, donde una fracción de vapor condensa a P
y Tsaturación.
0
50
100
150
200
250
300
350
400
450
0 1 2 3 4 5 6 7 8 9 10
Tem
pera
tura
,[T]
(°C)
Entropía, [s] (KJ/Kg°C)
Figura 3. Trayectoria de enfriamiento del vapor sobre calentado,
condensación y subenfriamiento de vapor de agua en un diagrama
Temperatura vs. Entropía

32
En este caso, donde existe un cambio de fase se debe determinar los
coeficientes globales de transferencia de calor de enfriamiento y
condensación por separado, utilizando para ello los coeficientes de película
sin y con cambio de fase, respectivamente.
La temperatura de saturación se estimó mediante un simulador comercial
a cada condición del equipo evaluado.
Los coeficientes globales de transferencia de calor sin y con cambio de
fase se plantean de acuerdo a las Ecuaciones [23] y [24], respectivamente.
o
ii
avg
oW
)enf(oenf
A
Ah
1
A
Ar
h
1
U
1 [23]
o
ii
avg
oW
)cond(ocond
A
Ah
1
A
Ar
h
1
U
1 [24]
Así mismo, el coeficiente global de transferencia de calor debido a la
convección natural, se planteó de acuerdo a la Ecuación [25]
o
CC
avg
oW
]conv[oconv
A
Ah
1
A
Ar
h
1
U
1
NN
[25]
Los calores de enfriamiento del gas, condensación y debido a la
convección natural se encuentran de la forma de las ecuaciones [26], [27] y
[28], respectivamente.
)TT(cmq 21GPGP
o
enf
o
[26]

33
condGP
o
cond
o
Hxmq [27]
)TT(AUq airepromconconvcon
o
NNN [28]
donde
des
o
q = Calor de enfriamiento del gas, W/(m2 ºC).
GP
o
m = Flujo másico del gas de procesos, kg/seg.
cGP = Capacidad calorífica a P constante del gas de procesos, kJ/(kg K).
T1 = Temperatura de entrada del gas de procesos, ºC.
T2 = Temperatura de salida del gas de procesos, ºC.
cond
o
q
= Calor de condensación, W/(m2 ºC).
x = Fracción de vapor que condensa, adimensional.
Hcond= Calor latente de condensación, J/kg.
Ncon
o
q
= Calor debido a la convección natural, W/(m2 ºC).
NconU
= Coeficiente global de transferencia de calor debido a la convección
natural, W/(m2 ºC).
NconA
= Área de transferencia de calor por convección natural, m2.
Tprom = Temperatura promedio del gas de procesos, ºC.
Taire = Temperatura del aire, ºC.
El coeficiente global de transferencia de calor balanceado, involucra los
tres procesos de transferencia de calor, planteado de acuerdo a la Ecuación
[29],
N
N
con
con
o
cond
cond
o
enf
enf
o
total
o
balanceado
U
q
U
q
U
q
qU
[29]

34
Donde, el calor total se determina mediante la sumatoria de los calores
de enfriamiento del gas, condensación y el debido a la convección natural, tal
como lo muestra la Ecuación [30]
Ncon
o
cond
o
enf
o
total
o
qqqq
[30]
3. Ensuciamiento en Intercambiadores de Calor
El ensuciamiento se define como la formación y acumulación de
materiales no deseados en las superficies de los equipos que puede
deteriorar la capacidad para la transferencia de calor a condiciones de
diferencia de temperatura para la cual fue diseñado10.
Estos materiales presentan un espesor y conductividad térmica tales
que contribuyen a la resistencia a la transferencia de calor. Las
incrustaciones reducen la superficie de la sección transversal de flujo e
incrementa la caída de presión en la región con ensuciamiento11.
A fin de mitigar esto, en la práctica de diseño general de
intercambiadores de calor, el área de sobre diseño cuenta con un tamaño
promedio de alrededor del 35% en términos de superficie11.
Otro enfoque es la aplicación del porcentaje OS (over surface index), por
sus siglas en inglés, el cual relaciona el área de transferencia de calor limpia
y el área de transferencia de calor con ensuciamiento, dependiendo de los
sistemas manejados11.
El ensuciamiento se relaciona con diversas variables, como por ejemplo,
flujo de fluidos, transferencia de masa y calor, energía superficial de
materiales y reacciones químicas, y así sucesivamente, por lo cual resulta
35
muy difícil comprender el mecanismo del ensuciamiento en las superficies de
transferencia de calor12.
La acumulación de los depósitos impacta, en gran medida, sobre los
costos de los procesos industriales 11.
Se ha reportado que más del 90 por ciento de los equipos de
transferencia de calor son afectados por el ensuciamiento, el cual no sólo
reduce la eficiencia de los intercambiadores de calor sino que también
aumenta el consumo de bombas, lo que resulta en pérdidas económicas
enormes12.
Se ha prestado mucha atención al ensuciamiento, pero es todavía una
cuestión sin resolver en el ámbito de la transferencia de calor12.
Existen varios tipos de ensuciamiento, entre ellos el ensuciamiento físico
(particulado, por cristalización y precipitación) y el ensuciamiento químico, el
cual es debido a reacciones indeseadas (corrosión, polimerización,
autoxidación y degradación térmica) y biológico, el cual tiene un trato
especial por involucrar microorganismos.
3.1. Ensuciamiento Físico
a. Ensuciamiento particulado
Es la deposición de partículas en suspensión de las corrientes de trabajo
en las superficies de transferencia de calor. Las incrustaciones de partículas
se ve influenciada por los siguientes factores: concentración de partículas
suspendidas, la velocidad del flujo de fluidos, condiciones de temperatura y
flujo de calor en la superficie de transferencia de calor13.

36
b. Ensuciamiento por cristalización y precipitación
Las sales disueltas en soluciones saturadas, cristalizan debido a los
cambios de solubilidad con la temperatura y posteriormente precipitan sobre
la superficie de transferencia de calor. El mecanismo del control de este
proceso es la nucleación, por lo general heterogéneo en la presencia de
impurezas y en la superficie de transferencia de calor13.
Existen diferentes sales que precipitan y cristalizan en sistemas de agua
de enfriamiento, entre ellas, el carbonato de calcio (CaCO3).
Los cristales de carbonato de calcio tienen una solubilidad inversa con la
temperatura. Cuando la temperatura de la superficie caliente es más alta que
la temperatura del agua dura, el carbonato de calcio se deposita sobre la
superficie de transferencia de calor14.
La incrustación sobre las paredes metálicas debido al contacto con agua
sobresaturada con carbonato de calcio puede crear problemas técnicos,
incluyendo el impedimento a la transferencia de calor, aumento en el
consumo de energía y mantenimiento no programado de un equipo15.
Durante la precipitación de CaCO3 de su solución iónica, la fase sólida
puede existir en tres formas diferentes, también conocido como polimorfos,
la calcita, aragonita y vaterita; la presencia de las tres formas es posible en
función del pH y la concentración de iones de calcio. La calcita es
termodinámicamente más estable, mientras que vaterita y aragonita son
metaestables, que finalmente se transforman en calcita, la fase estable15.
A fin de identificar el origen de principales incrustantes, es de gran ayuda
obtener información sobre la composición de los depósitos a través del
análisis para desarrollar un tratamiento adecuado, y como apoyo en el
desarrollo de un método de limpieza para un programa de control de
incrustaciones. Muchas de las técnicas de análisis se utilizan para

37
caracterizar el análisis de depósitos. Los métodos típicos incluyen análisis de
difracción de rayos X, la espectrometría de rayos X y espectroscopia de
emisión óptica14.
3.2. Ensuciamiento Químico
El ensuciamiento, en este caso, es el resultado de reacciones químicas
entre los compuestos químicos presentes en el fluido, en donde la superficie
del material en sí misma no es un reactivo o participante. Sin embargo, la
superficie de transferencia de calor puede actuar como como un catalizador3.
El ensuciamiento por reacciones químicas en fluidos orgánicos se
atribuyen a tres clases generales de las reacciones: auto-oxidación,
polimerización, y descomposición térmica3.
a. Corrosión
El ensuciamiento por corrosión consiste de una reacción química o
electroquímica entre la superficie de transferencia de calor y el fluido para
producir productos de corrosión que, a su vez, cambian las características
térmicas de superficie y generan el ensuciamiento13.
Este tipo de ensuciamiento puede deberse a diversos factores, entre ellos
incompatibilidad de los materiales de transferencia de calor, ataque químico,
deposición de sales, entre otros16.
Los depósitos causan la corrosión tanto directa como indirectamente. Si
los depósitos contienen sustancias corrosivas, el ataque es directo; la
interacción con el depósito agresivo causa un desgaste. El aislamiento de las
superficies debajo de los depósitos produce un ataque indirecto; la corrosión

38
ocurre como consecuencia de la cubierta de la superficie que provee el
depósito16.
b. Ensuciamiento por polimerización
El ensuciamiento por polimerización se asocia generalmente con
productos químicos orgánicos2.
El oxígeno, halogenuros, sulfuros, compuestos nitrogenados, algunos
metales y compuestos metálicos son capaces de iniciar el ensuciamiento por
polimerización. La temperatura y la estabilidad de los radicales libres
determinan el grado en que ellos participan en el proceso de
ensuciamiento2.
La presencia de oxígeno (y su concentración) tiene un efecto marcado
sobre las tasas de ensuciamiento13. Dependiendo de su concentración, pude
incrementar la velocidad de polimerización debido a la autoxidación2.
La autoxidación, o la oxidación autocatalítica de hidrocarburos, se
componen de un conjunto complejo de reacciones de los radicales libres, los
cuales producen ácidos carboxílicos y catalizan los procesos de
polimerización3.
Debido a la importancia del oxígeno, el cual juega un papel significativo
en las reacciones por polimerización, la mayoría de los procesos de fluidos
orgánico líquidos hacen la exclusión máxima de oxígeno. Bajo tales
condiciones, las reacciones que conducen al ensuciamiento son
principalmente la descomposición térmica (termólisis, pirólisis, craqueo,
entre otros) o polimerización del tipo vinílica, donde el estireno es el principal
precursor de este último tipo de polimerización3.

39
En estudios de combustible para aviones, se reportaron velocidades de
deposición significativamente más bajos en condiciones sin oxígeno, mientras
que, con el estireno, una especie común para los estudios de ensuciamiento
por reacción, la velocidad de reacción es más rápida mediante la
polimerización de vinilo que por autoxidación3.
Se estudió el ensuciamiento en intercambiador de calor por el uso de
soluciones de indeno en kerosene en diferentes concentraciones de oxígeno.
Este estudio confirmó que las reacciones de autoxidación controlan la
generación de precursores de ensuciamiento3.
La concentración de oxígeno límite por debajo de la cual la autoxidación
deja de ser dominante, no se ha establecido para la mayoría de las especies
que causan ensuciamiento. La autoxidación es el mecanismo de
ensuciamiento del indeno en soluciones con contenido de oxígeno calculado
tan bajo como 1,8 ppm3.
El proceso de autoxidación presenta una serie de pasos, siendo la
propagación el proceso por el cual los radicales alquilo se convierten en
hidroperóxidos. Esto consiste en dos reacciones secuenciales, donde el
alquilo radical reacciona rápidamente con el oxígeno molecular absorbido
para formar un peróxido radical que, posteriormente, abstrae un átomo de
hidrógeno a partir de una molécula de polímero adyacentes para producir un
hidroperóxido y otro radical alquilo17.
La propagación y todas las reacciones posteriores se limitan a las
regiones cristalinas a través de la cual el oxígeno absorbido es libre de
emigrar. A falta del oxígeno absorbido, los radicales alquilo migran hasta que
se encuentran y reaccionan con otros especies de radicales. La propagación
se considera autocatalítica, ya que se regenera un radical alquilo. La segunda
reacción del proceso de propagación es muy lenta, por lo que es la que limita
la velocidad de reacción para el proceso de autoxidación completa17.

40
Análisis termogravimétricos realizados a los depósitos por autoxidación
indican que la composición de dichos depósitos en las superficies de
intercambio de calor pueden ser generados por degradación térmica de
gomas de poliperóxidos3.
Algunas degradaciones térmicas son autocatalíticas, por lo que el
polímero formado se degrada más rápido si ya está parcialmente
degradado18.
Existen otros tipos de ensuciamiento por polimerización, donde no está
incluido el oxígeno como promotor de la polimerización, así como tampoco el
estireno. En este caso, la formación de las especies activas se dan producto
del ataque de ácidos inorgánicos (halogenuros), los cuales atacan
compuestos parafínicos para formar compuestos halogenados y
posteriormente reaccionan con compuestos olefínicos para producir
productos de mayor peso molecular, los cuales subsecuentemente se
depositan sobre las superficies de transferencia de calor3.
Se reporta que la composición absoluta de los depósitos no se puede dar
demasiada importancia debido al procedimiento de adecuación necesario
antes de que los intercambiadores puedan ser abiertos para inspección2.
El análisis de los depósitos puede dar alguna indicación de los procesos
por los que el depósito se formó. La presencia de oxígeno, sugiere que la
autoxidación puede o no estar involucrados en el mecanismo. La presencia
de azufre o nitrógeno en el deposito podría demostrar que un mecanismo de
radicales libres había estado involucrado en la formación de los depósitos2.

41
3.3. Factores que influyen en el ensuciamiento en
intercambiadores de calor13
Los principales parámetros que afectan el ensuciamiento son:
— Velocidad del flujo del fluido: La velocidad de flujo tiene un fuerte
efecto sobre la velocidad de ensuciamiento ya que a mayor velocidad,
la tasa de ensuciamiento tenderá a disminuir producto del descenso del
descenso del tiempo de residencia de la partícula en el fluido.
— Temperatura de la superficie: El efecto del incremento de la
temperatura de la superficie puede incrementar, disminuir o no tener
efecto sobre la velocidad del ensuciamiento. Esto depende de la
naturaleza del fluido (orgánico o inorgánico), presencia de compuestos
en el seno del fluido (sales disueltas) y/o compuestos que puedan
polimerizar producto de la temperatura
— Superficie del material: La selección de la superficie del material va de
la mano con los procesos de ensuciamiento por corrosión. El acero al
carbono se corroe en presencia de agua, pero es más barato que otros
metales que no presenten esta característica. El cobre exhibe un
comportamiento biocida, pero no puede ser utilizado en ciertas
aplicaciones tales como operaciones a altas presiones, fluido con
presencia de bacterias sulfato-reductoras y limitaciones en sistemas
donde estén involucrados fluidos relacionados con ríos, lagos, u
océanos.
— Rugosidad de la superficie: A mayor rugosidad de la superficie, mayor
será la disponibilidad de sitios de nucleación que promueven la
deposición de partículas iniciales de depósitos.
— Propiedades de los fluidos: Las principales propiedades que influyen
sobre el ensuciamiento es la viscosidad y densidad, donde tienen un
efecto marcado sobre la fuerza de corte la cual es la clave en los
procesos de remoción.

42
— Concentración de impurezas y solidos suspendidos: Raramente los
fluidos presentan un alto grado de pureza. La intrusión de pequeñas
cantidades de impurezas puede iniciar y subsecuentemente
incrementar la velocidad de ensuciamiento
3.4. Comportamiento del ensuciamiento en intercambiadores de
calor.
El comportamiento del ensuciamiento puede ser13:
— Lineal, donde la masa del depósitos aumenta gradualmente con el
tiempo y tiene una relación en línea recta de la forma Rf=t, donde ""
es la pendiente de la línea.
— Descendiente, en este modo, la masa del depósito aumenta con el
tiempo, pero no de forma lineal y no alcanza el estado estacionario de
valor asintótico.
— Asintótico, donde la velocidad de ensuciamiento disminuye
gradualmente con el tiempo, por lo que se alcanza estado de equilibrio
cuando no hay un aumento neto de depósitos en la superficie y existe
la posibilidad de continuidad del funcionamiento de los equipos sin
ensuciamiento adicional. En situaciones prácticas industriales, la
asíntota se puede alcanzar y el factor de ensuciamiento asintótico, Rf*
se obtiene en cuestión de minutos o puede tomar semanas o meses
para alcanzarse en función de las condiciones de operación.
Los comportamientos anteriormente descritos corresponden a una
tendencia ideal. En procesos industriales se presenta un comportamiento del
tipo "diente de sierra", el cual es el resultado de la eliminación parcial de
algunos depósitos por desprendimiento a seguir por un corto tiempo por una
rápida acumulación de depósitos. Este efecto explica el hecho que exista una

43
disminución del ensuciamiento y un posterior incremento superior al que
traía el equipo anteriormente13.
Se han realizado estudios experimentales del ensuciamiento en la
superficie de transferencia de calor durante la transferencia calor por
convección forzada, encontrando un comportamiento del ensuciamiento
asintótico el cual varía con el tiempo, incrementándose con una disminución
de la velocidad del fluido, incremento de la dureza y alcalinidad del fluido y
cuando la temperatura de la solución y temperatura de la superficie de
transferencia de calor se incrementa12.
El ensuciamiento de un intercambiador de calor se estudia sobre todo
para entender el mecanismo del proceso de ensuciamiento y para proteger la
superficie de intercambio de calor de manera que se pueda lograr una
operación ininterrumpida del intercambiador de calor sin la degradación
notable en su rendimiento11.
4. Proceso Productivo de las Plantas de Olefinas
4.1 Planta Olefinas I19
La Planta Olefinas I opera con etano y propano como materia prima, la
cual es suministrada desde las Plantas de Gas Natural Licuado (LGN, por sus
siglas en inglés), Bajo Grande y Cabotaje para el caso del propano y para el
etano desde las LGN y la Planta Purificadora de Etano (PPE).
La materia prima (etano y propano) se precalienta y luego se envía al
área de pirólisis que consta de siete hornos sencillos y dos hornos dobles. El
gas craqueado se enfría y lava en una torre depuradora donde se le retira los
aceites pesados, los aceites livianos y se condensa casi todo el vapor.

44
Luego el gas pasa a un compresor de cinco etapas para aumentar la
presión a los valores necesarios para los distintos procesos de hidrogenación
y separación. En la cuarta etapa el gas se hidrogena para eliminar casi todo
el acetileno existente, posteriormente se lava en un sistema de lavado
cáustico para retirar los gases ácidos y finalmente se seca en unos secadores
con lechos de alúmina, entrando finalmente a la quinta etapa del compresor
de proceso.
A la salida de la quinta etapa el gas se preenfría y envía a la torre
predesmetanizadora donde se separan los componentes más pesados; los
livianos van a la desmetanizadora. El fondo de la desmetanizadora se
alimenta a la desetanizadora para separar el etano y etileno del propano y
compuestos más pesados. El tope de la desetanizadora se alimenta a los
trenes de fraccionamiento de etano/etileno. El fondo se envía a los trenes de
fraccionamiento de propano/propileno.
Los fondos de las fraccionadoras propano/propileno ricos en propano,
butanos y compuestos con mas de circo átomos de carbono se envían a la
desbutanizadora donde el propano y parte de butanos y mas pesados se
envían hacia los hornos para craquear nuevamente. El etileno y propileno
producidos son de una pureza de 99,8 % molar y 99.6% molar grado
polímero respectivamente.
La Planta Olefinas I también consta de dos sistemas de refrigeración uno
con etileno y otro con propileno. El compresor de propileno es del tipo
centrífugo de un solo cuerpo con tres etapas de succión y dos de descarga. El
de etileno es similar al anterior con la diferencia que el compresor es de un
solo cuerpo con tres etapas de succión y una de descarga.
La Figura 4 muestra un diagrama esquemático del proceso productivo de
la planta.

45
Figura 4. Diagrama esquemático del proceso productivo de la Planta de
Olefinas I19
4.2. Planta Olefinas II20
La Planta Olefinas II utiliza el mismo tipo de materia prima que la Planta
de Olefinas I, con la diferencia que esta puede operar bajo cualquier
esquema de mezcla de etano/propano existente. El etano y propano se
precalienta, y envía hacia el área de pirólisis que está estructurada por seis
hornos dobles. El gas craqueado se enfría por unos intercambiadores de
calor de enfriamiento súbito (quench). El efluente de la sección de pirólisis ya
enfriado pasa luego por la torre de lavado donde se condensan los
hidrocarburos más pesados y el vapor de dilución.
Con el fin de obtener condiciones de presión y temperatura en el gas de
proceso, y poder efectuar la separación de sus componentes por destilación,
se comprime este gas en un compresor centrífugo de 5 etapas con
enfriamiento ínteretapa. Entre la cuarta y la quinta el gas ácido, dióxido de
carbono (CO2) y otras impurezas, se remueven mediante lavado cáustico en
una torre absorbedora con reacción química. A la salida de la quinta etapa de

46
compresión el gas pasa por un sistema de preenfriamiento para luego ir a un
adsorbedor para retirar la humedad presente en el gas.
El gas seco se somete a un proceso de hidrogenación para transformar
todo el acetileno presente en etileno. El gas hidrogenado se envía a las
separadoras de etano/propano de alta y baja presión, el fondo de estas
torres va a la torre separadora propano/butanos plus, el fondo de esta torre
va a la debutanizadora y el tope se envía hacia la fraccionadora
propano/propileno, para obtener propileno por el tope; el propano de fondo
se mezcla en el proceso junto con el butano obtenido en la desbutanizadora
como reciclo a los hornos. La corriente de tope de las separadoras etano/
propano se enfría a temperaturas criogénicas, la otra va directamente a la
fraccionadora etano/etileno.
El fondo de la separadora de metano se envía a la fraccionadora
etano/etileno en conjunto con la corriente procedente de la separadora
Etano/Propano. Del tope de la fraccionadora etano/ etileno sale etileno con
de una pureza de 99,99 % molar grado polímero y de la fraccionadora
propano/propileno un propileno al 99.6% molar grado polímero
respectivamente. La fraccionadora de fondo, etano, se calienta a
temperatura ambiente y se recicla a los hornos de pirólisis.
La Planta Olefinas II, al igual que la Planta de Olefinas I consta de dos
sistemas de refrigeración uno con etileno y otro con propileno. El compresor
de propileno es de cuatro etapas. El de etileno es similar al anterior con la
diferencia que el compresor es de tres etapas.
La Figura 5 muestra un diagrama esquemático del proceso productivo de
la planta.

47
Figura 5. Diagrama esquemático del proceso productivo de la Planta de
Olefinas II20
4.3. Sistema de Compresión y enfriamiento inter etapa del Gas de
Proceso
Las plantas de olefinas poseen un sistema de enfriamiento interetapas
asociados al compresor de gas de proceso. Un diagrama esquemático se
presenta en la Figura 6 con 3 etapas de compresión de 5 en total. A medida
que el gas de procesos se comprime, este se calienta y dicho calor se retira
en un intercambiador de calor que utiliza agua de enfriamiento como fluido
refrigerante. Posterior a este enfriamiento, parte de los vapores que contiene
el gas de procesos condensan, siendo retirados estos líquidos en los
tambores interetapas, siendo este condensado mayormente agua.
A medida que se incrementa la temperatura de descarga del gas de
procesos, así mismo se incrementa la velocidad de ensuciamiento por
polimerización lado proceso5 y se favorece la cristalización de sales presentes
en el agua de enfriamiento y su posterior precipitación13.

48
Figura 6. Diagrama esquemático de un sistema de compresión de gas de
procesos en una planta de Olefinas
El ensuciamiento en sistemas de compresión de gas de procesos y
enfriamiento interetapas se puede clasificar como ensuciamiento orgánico
(polímeros, los cuales se forman a través de mecanismo de radicales libres
catalizado por peróxidos, metales de transición y calor; depósito
deshidrogenados a lo largo del tiempo transformándose en un material
similar al coque; condensación de hidrocarburos de alto peso molecular) o
ensuciamiento inorgánico (deposición de compuestos inorgánicos de los
contaminantes en el aceite de lavado, arrastre de agua de lavado y agua
desde la torre de lavado cáustico)21.
La formación de depósitos debido a reacciones químicas es un proceso
extremadamente complejo y dependerá, en gran medida, de la naturaleza
del fluido del proceso (es decir si es o no es una mezcla de compuestos y
componentes en pequeñas cantidades) y las condiciones de temperatura a
las cuales se encuentra los fluidos involucrados2.
El ensuciamiento puede ocurrir en todas las etapas de los compresores de
gas de procesos, sólo en la primera etapa o en combinación de ellas. El
efecto global de los depósitos sobre el rendimiento del compresor será el
efecto acumulativo del deterioro de cada etapa6.

49
El efecto de la composición de la materia prima es, quizás, la más
importante de todas las variables en el ensuciamiento por reacción químicas,
debido a los subproductos que pueda tener el gas de proceso2.
Las especies principales que inician la polimerización en gas de procesos
en plantas de olefinas son el butadieno, estireno, isopreno y acetileno de
vinilo5.
Cuando la concentración de los precursores en el seno del fluido es
pequeña, el transporte de los reactivos a la superficie caliente, la reacción en
la superficie y la adherencia controlan el ensuciamiento. Este es el caso en la
mayoría de los intercambiadores de calor (excepto en rehervidores y
condensadores). La velocidad de reacción aumenta con la temperatura de la
superficie y la adherencia disminuye con el incremento de la velocidad2.
Para los sistemas desaireados, el ensuciamiento por polimerización en
vez de la autoxidación puede ocurrir a temperaturas moderadas, donde la
descomposición térmica no es importante6.
Se ha reportado que sobre una superficie limpia a alta temperatura, el
craqueo térmico puede ser responsable de las capas iniciales del depósito,
pero a medida que la temperatura de la interfase sólido / fluido cae debido al
efecto aislante del propio depósito, una temperatura más baja puede
conducir a la autoxidación en lugar de craqueo térmico2.
En compresores de gas de procesos en plantas de etileno, un ligero
cambio en las condiciones de operación puede causar formación de polímeros
los cuales se adhieren con firmeza al impulsor. En estos servicios, la
temperatura del gas de proceso debe mantenerse por debajo de la
temperatura crítica a la cual se inicia la formación de polímeros. Esta
temperatura varía con el proceso, pero en general debe ser inferior a 112ºC
para evitar problemas de ensuciamiento por polimerización5.

50
Sin embargo, recientemente se ha establecido que la temperatura a la
cual se incrementa la velocidad del proceso de polimerización en
compresores de gas de procesos de plantas de olefinas se encuentra por
encima de 80ºC21.
A fin de mantener la temperatura de descarga del compresor, se puede
introducir agua desmineralizada en los cuerpos del compresor evitando que
sobrepase al 3% del flujo másico del gas de entrada al compresor ya que
puede ocasionar erosión4.
En la práctica se utiliza el comportamiento del coeficiente global de
transferencia de calor y el factor de ensuciamiento como un método
completo y exhaustivo para medir la eficiencia y el ensuciamiento de un
intercambiador de calor. Este método utiliza tanto los datos del lado caliente
y frío para determinar la eficiencia global del intercambiador en función de
diversos parámetros operacionales11.
Los intercambiadores de calor tubo y carcasa normalmente se diseñan
bajo una resistencia debido al ensuciamiento uniforme y constante que
previamente se especifica dependiendo de los fluidos involucrados22.
La programación de la limpieza se puede basar en el conocimiento previo
del comportamiento de la resistencia térmica de los depósitos20. Esto es
posible si los parámetros de operación se han medido y registrado. Los
métodos de estudio son el coeficiente de transferencia de calor, la eficiencia,
mediciones de temperatura, mediciones de ultrasonidos y peso de los tubos
intercambiadores de calor23,24.

51
CAPÍTULO II
MARCO METODOLÓGICO
Con la finalidad de cumplir los objetivos establecidos en este proyecto, se
procede a describir el procedimiento, equipos y materiales utilizados para la
evaluación de la eficiencia de intercambiadores de calor mediante el
comportamiento del factor de ensuciamiento en plantas de olefinas.
1. Recopilación de información del proceso productivo de la planta y
equipos a evaluar
Durante esta etapa se realizó un estudio del proceso de las Plantas de
Olefinas I y II de la Unidad Socialista de Producción Ana María Campos,
específicamente de la sección de Compresión de Gas de Proceso.
1.1. Proceso Productivo
Los manuales de la planta muestran el proceso productivo con sus
especificaciones por diseño. Estos manuales presentan de forma detallada
toda la información concerniente a los datos de las corrientes de entrada y
salida de la planta, así como la especificación de la materia prima y de sus
productos.
1.2. Características de los Equipos a Evaluar
La codificación de los equipos a evaluar, dependiendo de su ubicación
dentro del sistema de enfriamiento interetapas, se muestran en la Tabla 1.
Los mismos constan de intercambiadores de calor tubo y carcaza asociados a

52
los compresores de gas de proceso de las Plantas de Olefinas I (181-J) y
Olefinas II (C-3101).
Tabla 1. Compresores de gas de procesos de las plantas y sus respectivos
intercambiadores de calor interetapas.
Compresor
de Gas de Proceso
Etapas
I II III IV V
181-J 180-C 181-C 182-C 208-C 210-C
C-3101 E-3101
AB
E-3102
AB
E-3103
AB
E-3104
A
E-3104
BC
E-3105
AB
1.3. Condiciones de Diseño y Operación del Sistema de Compresión
de Gas de Proceso
De los manuales de diseño y hoja de datos de los equipos se obtuvieron
las condiciones de operación del sistema de compresión de gas de procesos,
así como también de los intercambiadores de calor interetapas asociados a
los compresores. La Tabla 2 muestra un ejemplo para una etapa de los datos
de flujo, presión y temperatura para la succión y descarga de cada
compresor.
Tabla 2. Condiciones de flujo, presión y temperatura de cada etapa de los
compresores de gas de procesos.
Compresor
de Gas de Proceso
Etapa
Succión Descarga
Flujo [FS]
(kg/h)
Presión [PS]
(kPa)
Temperatura [TS]
(ºC)
Flujo [FD]
(kg/h)
Presión [PD]
(kPa)
Temperatura [TD]
(ºC)
181-J
C-3101

53
La Tabla 3 muestra un ejemplo de los datos reportados en las hojas de
data de un intercambiador.
Tabla 3. Hoja de datos de un intercambiador de Calor Interetapa
kPa
°C
kg/kmol
kg/m3
kJ/(kg*K)
kW/(m*K)
cP
kg/kmol
kg/m3
kJ/(kg-K)
kW/(m-K)
cP
kW
°C
Externo / Interno m2-K/(kW)
Combinado m2-K/(kW)
%
Área de Transferencia de Calor m2
EQUIPO
Capacidad Calorífica
Conductividad Térmica
Viscocidad
Peso Molecular
Densidad
Capacidad Calorífica
Conductividad Térmica
Gas
Líquido
Calor Transferido
LMTDc
Eficiencia
Viscocidad
Peso Molecular
Densidad
Carcasa Tubos
Gas Craqueado Agua de Enfiamiento
Flujo de Gas kg/h
Coeficiente Global de Transferencia
de CalorkW/(m2-ºC)
Ensuciamiento
Salida Entrada Salida
Fluido
Entrada
Temperatura de Operación
Flujo de Líquido
Presión de Operación
kg/h
Toda esta información fue tomada de las siguientes fuentes:
— Balances de Masa
— Hojas de especificación de los diferentes equipos y manuales de la
planta
— Planos de diseño.

54
2. Determinación los coeficientes de película aplicando diferentes
métodos para el sistema gas de proceso-agua de enfriamiento.
2.2. Convección Natural
El número de Grashof permite estimar el coeficiente de película debido a
la convección natural. Este número fue determinado mediante la ayuda de
las Ecuaciones [3] a la [8], siendo está ultima la correspondiente al
coeficiente de película.
2.2. Convección Forzada
Los coeficientes de película correspondiente a la convección forzada se
determinaron mediante las correlaciones planteadas anteriormente, a fin de
determinar el coeficiente global de transferencia de calor balanceado
mediante la Ecuación [29]
2.3. Validación de Datos de Diseño
Una vez seleccionadas las ecuaciones, en función de la naturaleza de los
fluidos y procesos de transferencia de calor (enfriamiento del gas,
condensación y convección natural), se realizó una validación de las
ecuaciones de los coeficientes de películas planteadas a fin de determinar si
las mismas reproducen de forma satisfactorias los datos de diseño para los
procesos de transferencia de calor planteados.
El coeficiente global de transferencia de calor por diseño se determina
mediante la Ecuación [31],
DD
DD
LMTDA
QU [31]

55
donde
DU
= Coeficiente global de transferencia de calor por diseño, W/(m2-ºC).
DQ
= Calor por diseño, W.
DA
= Área por diseño, m2.
= Área por diseño, ºC.
Mediante las correlaciones de los coeficientes de película planteados, se
determinaron los coeficientes globales de transferencia de calor [Ecuación
(32)] y se compararon con los determinados con los datos reportados por las
hojas de datos de especificación de los equipos hallándose las desviaciones
respectivas.
La desviación de las ecuaciones validadas con respecto a los valores por
diseño se halló mediante la siguiente Ecuación [32]
100*U
UUD%
DISEÑO
DISEÑOCAL [32]
Como parámetro de desviación, se utilizó una desviación máxima de un
10%.
3. Determinación del grado de ensuciamiento en intercambiadores de
calor gas de proceso-agua de enfriamiento, pertenecientes a la
sección de enfriamiento interetapas de compresión de gas de
proceso
El gas de proceso, es una mezcla de hidrocarburos gaseosos, con
pequeñas cantidades de compuestos de alto peso molecular (aceites),
producidos durante el craqueo de hidrocarburos en los hornos de pirólisis.
DLMTD

56
A temperaturas superiores de 90°C los compuestos estirénicos,
butadiénicos, isoprenos y vinil acetatos, polimerizan por tres mecanismos
(polimerización por radicales libres, condensación Diels-Adler y degradación
térmica a coque)5
Estos polímeros formados viajan por las líneas a la descarga del
compresor de gas de proceso (también llamado gas craqueado), y se
depositan sobre las unidades de intercambio de calor. Por otra parte, el agua
de enfriamiento presenta sales disueltas (fosfatos, carbonatos, entre otros),
cuya solubilidad es inversa con la temperatura. A mayor temperatura, las
mismas precipitan sobre el interior de los tubos.
Es por ello, que los intercambiadores de calor que maneja un sistema
gas de proceso-agua de enfriamiento presentan un ensuciamiento progresivo
producto de la adherencia de compuestos sobre la superficie interna (sales
presentes en el agua de enfriamiento) y externa (polímeros y aceites en el
gas de proceso) del banco de tubos del intercambiador de calor.
Una forma de “estimar” el grado de ensuciamiento en intercambiadores
de calor, es mediante la determinación del factor de ensuciamiento o
también llamado factor de obstrucción y para ello, se aplicó la siguiente
metodología.
a. Carga Calórica
El calor transferido desde el fluido caliente (gas de proceso) hacia el fluido
frío (agua de enfriamiento), se determinó mediante la siguiente ecuación,
)TT(cmq salent
oo
[33]
donde
o
q= Calor transferido, W.

57 o
m = Flujo másico del fluido caliente, kg/seg.
c = Capacidad calorífica a presión constante, kJ/(kg ºC).
entT = Temperatura de entrada del gas de proceso, ºC.
salT = Temperatura de salida del gas de proceso, ºC.
Basado en el balance de energía, se planteó que el calor cedido por el
fluido caliente ( cal
o
q ) es absorbido por el fluido frío ( frio
o
q ), siendo una parte
transferido hacia los alrededores debido a la convección natural (Nconv
o
q ); por
ello se plantea la Ecuación [34]
Nconv
o
frio
o
cal
o
qqq [34]
En el sistema planteado, el gas de proceso fluye a través de la carcasa y
el agua de enfriamiento por el interior de los tubos. Parte del calor cedido por
el gas de proceso se pierde hacia los alrededores debido a la convección
natural, traduciéndose en calor perdido.
A fin de determinar la eficiencia del proceso, se hizo uso de la eficiencia
térmica, planteada por la ecuación de Dodge1
)tT()cm(
)TT(cme
11min
o
21
o
[35]
donde
e = Eficiencia térmica,
cmo
= Capacidad térmica, kJ/(seg ºC)
min)( cmo
= Capacidad térmica mínima, kJ/(seg ºC).
21 TT = Diferencia entre la temperatura de entrada y salida del fluido
caliente, ºC.

58
11 tT = Diferencia entre la temperatura de entrada de fluido caliente y del
fluido frío, ºC.
Usualmente, el fluido caliente posee la capacidad térmica mínima. Cabe
destacar que el término del numerador es el calor transferido y el del
denominador es el máximo calor que se puede transferir a una superficie de
transferencia infinita. De acuerdo a esto, la Ecuación [35], queda de la forma
de la Ecuación [36], basado en las temperaturas de los fluidos involucrados.
)tT(
)TT(e
11
21
[36]
b. Flujo de Fluidos
Los fluidos involucrados en este estudio son el gas de proceso y agua de
enfriamiento. A fin de cuantificar la magnitud de los mismos, se plantearon
una serie de criterios.
b.1. Agua de enfriamiento
El flujo de agua de enfriamiento se determinó por un equipo de medición
de flujo por ultrasonido la cual se lleva a cabo mediante la cuantificación de
la velocidad del fluido por parte del equipo por el método de tiempo de
tránsito.
El método consiste en la disposición de dos transductores situados en las
paredes de la tubería por donde circula el fluido, los cuales actúan como
emisor-receptor de ultrasonido25.
Tal como se ilustra en la Figura 7, existe uno situado en la parte superior,
el cual envía un pulso de ultrasonido en sentido descendente hasta ser
recibido por el transductor inferior. Este último transmite a su vez un pulso

59
en sentido ascendente que es recibido por el transductor situado en la parte
superior25.
Figura 7. Tiempo de tránsito25.
El equipo convierte esta señal ultrasónica emitida-recibida como una
función de la velocidad presentando, con las especificaciones del diámetro
interno de la tubería, el caudal volumétrico del fluido25.
b.2. Gas de Proceso
Este flujo se determinó mediante medidores de flujo (placas de orificio)
instalados en campo. En donde no existan tales medidores, el mismo se
determinó mediante el balance de energía, tal y como se muestra a
continuación,
Nconv
o
frio
o
cal
o
qqq [37]
El calor cedido por el fluido caliente (gas de proceso) consta de dos
calores; calor de enfriamiento del gas y calor de condensación.

60
El gas de proceso posee cierta cantidad de líquido que condensa a las
condiciones de P y T a la salida del intercambiador y esta fracción de líquido
que condensa es de suma importancia a fin de determinar los coeficientes de
películas.
Desarrollando la ecuación de calor absorbido por el fluido frío, se plantea,
)tt(cmq 12friofrio
o
frio
o
[38]
donde
frio
o
q = Calor absorbido por el fluido frío (agua de enfriamiento), W.
frio
o
m = Flujo másico del fluido frío (agua de enfriamiento), kg/seg.
)tt( 12 = Diferencia de temperatura de salida y entrada del fluido frío, ºC.
Para el caso del calor cedido por el fluido caliente, se tiene
cond21calcal
o
cal
o
Hx)TT(cmq [39]
)TT(AUq airepromconconvcon
o
NNN [28]
donde,
cal
o
q
=Calor cedido por el fluido caliente (gas de proceso), W/(m2 ºC).
cal
o
m
=Flujo másico fluido caliente, kg/seg.
ccal =Capacidad calorífica a presión constante del fluido caliente, kJ/(kgºC).
T1 =Temperatura de entrada del fluido caliente, ºC.
T2 =Temperatura de salida del fluido caliente, ºC.
x =Fracción de vapor que condensa, adimensional. Se tomó como
fracción que condensa la especificada por diseño en cada uno de los equipos.
Hcond=Calor latente de condensación, J/kg.

61
Ncon
o
q
=Calor debido a la convección natural, W/(m2 ºC).
NconU
=Coeficiente global de transferencia de calor debido a la convección
natural, W/(m2 ºC).
NconA
=Área de transferencia de calor debido a la convección natural, m2.
Tprom =Temperatura promedio del gas de procesos, ºC.
Taire =Temperatura del aire, ºC.
Planteando la igualdad de la Ecuación [37], y despejando el flujo del
fluido caliente, se tiene la Ecuación [40]
cond21cal
airepromconconv12friofrio
o
cal
o
Hx)TT(c
)TT(AU)tt(cmm NN
[40]
Donde todas las variables de la Ecuación [42] han sido definidas
anteriormente.
c. Temperatura
La temperatura del gas de proceso se determinó mediante termopares
instaladas en campo y para el caso del agua de enfriamiento, se hizo uso de
un pirómetro portátil
Para el caso de la temperatura del aire se hizo uso de un medidor de
temperatura portátil para aire.
d. Diferencia de Temperatura Media Logarítmica (LMTD)
A fin de determinar este diferencial de temperatura logarítmica, se
plantea un esquema mostrado en la Figura 8,

62
INTERCAMBIADOR
DE CALOR
1T 2T
1t2t
Figura 8. Diagrama esquemático de las corrientes involucradas en un
intercambiador de calor
Donde T1 y T2 denotan la temperatura de entrada y salida del fluido
caliente y t1 y t2 las del fluido frío.
Posterior a este planteamiento, se determina el LMTD mediante la
Ecuación [41]
)tT(
)tT(ln
)tT()tT(LMTD
12
21
1221
[41]
En intercambiadores de calor, donde exista más de un paso por los tubos,
se debe de introducir un factor de corrección, el cual depende de las
temperaturas de entrada y salida de las corrientes y de la configuración de la
carcasa. Este factor, se denomina “F” y el mismo se determina mediante la
Ecuación [42]
1R1R(S2
1R1R(S2ln
S1
SR1ln
R1
1RF
2
2
2 [42]
Adicional a esta ecuación, el factor F depende indirectamente de otros
factores denominados R, P y S, los cuales se determinan mediante las
Ecuaciones [43], [44] y [45], respectivamente.
12
21
tt
TTR
[43]

63
11
12
tT
ttP
[44]
RP1
PR1
1P1
PR1
SN
1
N
1
[45]
Donde “N” denota el número de pasos por la carcasa. Luego, haciendo
uso del factor de corrección, se obtiene la diferencia de temperatura media
logarítmica corregida mediante la Ecuación [46],
F*
)tT(
)tT(ln
)tT()tT(LMTD
12
21
1221
[46]
e. Resistencia Total a la Transferencia de Calor
Esta resistencia, RT, no es más que la suma de resistencias individuales
debido a los procesos de convección y conducción, determinada mediante la
Ecuación [21]
f. Coeficiente Global de Transferencia de Calor
f.1. Coeficiente Global de Transferencia de Calor de Operación
Este coeficiente se determina partiendo de la ecuación integrada de
Fourier para procesos de transferencia de calor por convección.
LMTDAUQ O [47]
De la ecuación anterior se despeja el coeficiente global de transferencia
de calor, quedando de la forma de la ecuación [48]

64
LMTDA
QUO [48]
La ecuación [48] da como resultado al coeficiente global de transferencia
de calor de operación (UO)
f.2. Coeficiente Global de Transferencia de Calor Limpio
Este coeficiente sólo toma en cuenta las resistencias de transferencia de
calor asociadas a los coeficientes de películas de los fluidos y la resistencia
que ofrece el espesor del tubo. Así, el coeficiente global de transferencia de
calor limpio (UL) se determina mediante la ecuación [29]
f.3. Factor de Ensuciamiento Combinado
La expresión de resistencia total a la transferencia de calor pose un factor
denominado factor de ensuciamiento combinado “f”, el cual es la resistencia
producto de la deposición de partículas sobre la superficie interna y externa
del tubo. Este factor es el mostrado en la ecuación [49]
i
oio
A
Arrf [49]
Experimentalmente no se puede determinar este coeficiente basado en
las resistencias que ofrecen las partículas y compuestos adheridos sobre la
superficie de intercambio de calor. Es por ello que se relaciona el coeficiente
global de transferencia de calor de operación y limpio a fin de determinar el
ensuciamiento combinado, planteándose para ello, la ecuación [50]
LO U
1
U
1f [50]

65
4. Evaluación del comportamiento del factor de ensuciamiento en
función a diferentes variables operacionales
Para evaluar el grado de ensuciamiento de los intercambiadores de calor
estudiados en función de variables de proceso se plantearon varias
ecuaciones, a fin de encontrar una ecuación más detallada que correlacione
estos dos parámetros (ensuciamiento – variables operacionales). Para lograr
esto, se planteó el coeficiente global de transferencia de calor en función a
otras variables.
Un intercambiador de calor en operación normal, que maneja el tipo de
sistema estudiado (gas de proceso – agua de enfriamiento), posee un
ensuciamiento continuo, que reduce poco a poco el área de transferencia de
calor, generando de esta forma que la tasa de transferencia de calor (U)
disminuya.
A fin de tomar en cuenta esto, se plantea la introducción del área de
transferencia que el término U A es el que sufre variaciones a través del
tiempo, y no solamente el término de U. Tomando en cuenta eso, planteó la
Ecuación [51]
AA
Ah
1
A
A
A
r
A
A
A
r
A
r
Ah
1
AU
1
o
ii
i
oi
avg
oWo
o
[51]
Donde todos los parámetros anteriores se han definido previamente. La
suma de estas resistencias es la resistencia global de transferencia de calor,
AU
1RT [52]

66
Las variables de proceso estudiadas en esta investigación fueron la
diferencia de temperatura media logarítmica corregida, número de Reynolds
y el producto del flujo másico por su capacidad calorífica.
Se planteó una función general (denominada f), que incluye las variables
anteriormente mencionadas en conjunto con la resistencia global de
transferencia de calor denotada por la siguiente ecuación,
02
1
2
mc
CRe,,
C
LMTDc,
AU
Cf [53]
Despejando el término (C2/UA) de la Ecuación [53], queda de la forma de
la Ecuación [54] en función a las variables independientes mencionadas
(diferencia de temperatura media logarítmica corregida, número de Reynolds
y el producto del flujo másico por su capacidad calorífica)
mc
CRe,,
C
LMTDcg
AU
C 2
1
2 [54]
La resistencia a la transferencia de calor aumenta a medida que la
diferencia de temperatura media logarítmica corregida aumenta se tiene que
esta resistencia es directamente proporcional al aumento del LMTDc. Esto es
debido a que a mayores temperaturas las partículas suspendidas en los
fluidos de procesos tienden a precipitar sobre la superficie de intercambio de
calor, aumentando la resistencia al paso del calor desde el fluido caliente al
fluido frío.
A medida que la turbulencia en los fluidos manejados aumenta, el
proceso de transferencia de calor aumenta, ya que existe un mejor contacto
entre la superficie de transferencia de calor y los fluidos involucrados; la
turbulencia reduce el tiempo de deposición de las partículas presentes
reduciendo el tiempo de ensuciamiento, indicando que la resistencia a la

67
transferencia de calor es inversamente proporcional al régimen del fluido
turbulento. Uno de los parámetros que mejor describe el régimen del flujo de
un fluido es el número de Reynolds (Re), siendo este útil para todo tipo de
fluido.
Todos los procesos de transferencia de calor se llevan a cabo desde el
fluido de mayor temperatura hacia el fluido de menor temperatura, ya que es
la temperatura la fuerza impulsora a la transferencia de calor siendo limitado
por la tasa de transferencia del fluido manejado )cm(o
. Esta condición es la
capacidad de calor que posee un fluido en aceptar o ceder calor cuando se
coloca en contacto con otro de forma directa o indirecta.; tomando en cuenta
esto, se tiene que la resistencia a la transferencia de calor disminuye a
medida que la tasa de transferencia de calor aumenta.
De acuerdo a los planteamientos anteriormente mencionados, la Ecuación
[54] queda de la forma de la Ecuación [55]
3
21
a
o
2
aa
1
2
)cm(
C
Re
1
C
LMTDc
AU
C
[55]
Siendo los coeficientes , a1, a2 y a3 coeficientes que dependen
intrínsecamente de las condiciones y/o geometría de los intercambiadores de
calor.
A fin de correlacionar estas variables con un factor que correlacione las
variables operacionales con el comportamiento del producto UA, se plantea la
Ecuación [56], siendo esta la ecuación general de transferencia de calor
planteada en esta investigación para procesos de transferencia de calor en
función de las variables de proceso estudiadas para un sistema de gas de
proceso – agua de enfriamiento.

68
3
21
J
o
2
JJ
1
n
2
)cm(
C
Re
1
C
LMTDc'
AU
C
[56]
Donde ' , J1, J2 y J3 son coeficientes que se determinarán de forma
experimental. En una primera instancia, se asumirá que todos ellos son
iguales a la unidad.
No se tomó en cuenta el número de Prandtl ya que las propiedades físicas
que involucra este número adimensional varían dentro de un rango dado.
Las constantes C1 y C2 de la ecuación anterior son constantes de
dimensionales donde C1 es la constante dimensional de temperatura (ºC) y
C2 es la constante dimensional de resistencia (kW/ºC).
Primeramente, se asumirá que la misma no depende de otras constantes.
A fin de despejar el término UA, se reestructura de la forma planteada en la
Ecuación [71], en la forma de la Ecuación [57]
2
o
1
n
2 C
)cm(Re
LMTDc
C
C
AU [57]
Despejando n de la Ecuación [57], la misma queda de la forma de la
Ecuación [58]
2
2
o
1
C
AUln
C
)cm(
1
Re
LMTDc
1Cln
n [58]
La Ecuación [58] es la ecuación general para determinar el factor n. Cabe
destacar que se utilizó para cada caso, el flujo de transferencia de calor lado
carcasa o lado tubo ( )cm(o
).

69
Aplicando esta ecuación para el lado de la carcasa y lato tubo se tiene:
— Lado carcasa,
2
2
C
o
C1
C
C
AUln
C
)cm(
1
Re
LMTDc
1Cln
n [59]
donde Cn es el factor n lado carcasa, U es el coeficiente de transferencia de
calor de operación, CLMTD diferencia de temperatura media logarítmica
corregida, A es el área de transferencia de calor, C
o
)cm( es el flujo de
transferencia de calor lado carcasa, y C1 y C2 son constantes dimensionales.
— Lado tubo
2
2
T
o
T1
T
C
AUln
C
)cm(
1
Re
LMTDc
1Cln
n [60]
donde Tn es el factor n lado tubo, U es el coeficiente de transferencia de
calor de operación, CLMTD diferencia de temperatura media logarítmica
corregida, A es el área de transferencia de calor, T
o
cm min)( es el flujo de
transferencia de calor lado tubo, y C1 y C2 son constantes dimensionales.
Para el desarrollo de los resultados que representan el comportamiento
ensuciamiento–variables operacionales, se plantearon ecuaciones que
relacionen el factor n tanto para el lado de la carcasa como para el lado de
los tubos, planteándose de las siguientes formas:

70
a. El factor n global es la suma algebraica de los factores individuales lado
carcasa y lado tubo, no dependiendo del factor de corrección de las áreas
TCiG nnnn [61]
donde Gn es el factor n global, Cn es el factor n lado carcasa y Tn es el
factor n lado Tubo.
b. El factor n global es la suma algebraica de los factores individuales lado
carcasa y lado tubo, dependiendo del factor de las áreas
Ao
Ainnnn TCiG [62]
donde Gn es el factor n global, Cn es el factor n lado carcasa y Tn es el
factor n lado tubo y Ao
Ai Factor de corrección de áreas
c. El factor n global es el inverso de la suma de los factores individuales
lado carcasa y lado tubo, y no depende del factor de las áreas
TCi
Gnnn
n111
[63]
d. El factor n global es el inverso de la suma de los factores individuales
lado carcasa y lado tubo, dependiendo del factor de las áreas
Ao
Ain
nnn
TCi
G
111 [64]
Planteando el comportamiento de la resistencia total (RT) en función a la
dependencia del número de Reynolds, LMTDc, el flujo másico y la capacidad
calorífica para el caso del factor n, se tiene la ecuación (57)

71
5. Desarrollo una metodología para la evaluación de
intercambiadores según el comportamiento del grado de
ensuciamiento para el sistema gas de proceso-agua de
enfriamiento
En función de los resultados experimentales obtenidos, se propuso una
metodología para la evaluación de intercambiadores de calor. Para ello, se
determinó la relación existente entre el factor n y el factor de ensuciamiento.

72
CAPÍTULO III
ANÁLISIS Y EXPRESIÓN DE RESULTADOS
Con la finalidad de cumplir con los obtenidos de los objetivos establecidos
al inicio del proyecto, se procedió a presentar y analizar los resultados
obtenidos de la evaluación de la eficiencia de intercambiadores de calor
mediante el comportamiento del factor de ensuciamiento en plantas de
olefinas.
En la práctica se utiliza el comportamiento del coeficiente global de
transferencia de calor y el factor de ensuciamiento como un método
completo y exhaustivo para medir la eficiencia y el ensuciamiento de un
intercambiador de calor. Este método utiliza tanto los datos del lado caliente
y frío para determinar la eficiencia global del intercambiador en función de
diversos parámetros operacionales26.
La finalidad del estudio del comportamiento del ensuciamiento de un
intercambiador de calor radicó en entender el mecanismo del proceso de
ensuciamiento para proteger la superficie de transferencia de calor, sin la
degradación notable en su rendimiento y evitar mantenimiento no
programado.
1. Determinación los coeficientes de película aplicando diferentes
métodos para el sistema gas de proceso-agua de enfriamiento
La convección llevada a cabo en los intercambiadores de calor estudiado
presentaron dos mecanismos bien definidos; uno de ellos, la convección
natural, proceso en el cual el equipo transfiere calor hacia los alrededores
debido a que no presenta aislamiento y la convección forzada, donde el gas

73
de proceso cede la mayoría de su energía al agua de enfriamiento, producto
del gradiente de temperatura entre el fluido caliente (gas de proceso) y el
fluido refrigerante (agua de enfriamiento). Estos dos fluidos conforman el
sistema estudiado en esta investigación.
1.1. Convección Natural
La Tabla 4 presenta el calor perdido debido a la convección natural en los
equipos evaluados. Estos no presentan un valor de diseño en las hojas de
datos de los mismos. Los valores presentados de diseño corresponden a
valores calculados basados en los datos de diseño mediante las ecuaciones
planteadas anteriormente.
De acuerdo a los resultados obtenidos para los intercambiadores
asociados al compresor 181-J, los calores perdidos promedios durante toda
la investigación se encontraron en la mayoría de los equipos por debajo del
valor de diseño. Esto se debe a que los equipos presentaron temperaturas de
carcaza promedio por debajo del diseño. Para el caso del intercambiador
210-C, la temperatura de entrada se encontró cercana al diseño, lo que
genera una temperatura promedio del fluido por la carcaza (gas de proceso)
elevada en comparación a los intercambiadores en las etapas anteriores,
reflejándose esto en un calor perdido mayor al diseño.
Para el caso de los intercambiadores asociados al compresor C-3101, se
obtuvo un comportamiento inverso al presentado en los intercambiadores de
calor asociados compresor 181-J. En los equipos pertenecientes a la Planta
de Olefinas II, los calores perdidos promedios se encontraron por encima de
los valores de diseño indicando que las temperaturas de carcaza promedio de
estos intercambiadores se encontraron cercanas o superiores al diseño.

74
Tabla 4. Calor perdido debido a la convección natural en los equipos
evaluados.
Calor Perdido
[QP] (kW) Intercambiadores de Calor
180-C 181-C 182-C 208-C 210-C
Diseño 21,57 17,54 10,61 10,76 11,63
Operación 15,11 11,01 8,77 12,39 14,39
E-3101
AB
E-3102
AB
E-3103
AB
E-3104
A
E-3104
BC
E-3105
AB
Diseño 7,52 8,65 9,41 7,23 7,25 11,78
Operación 10,38 10,15 10,4 7,42 7,36 10,62
La Tabla 5 presenta el porcentaje del calor perdido debido a la convección
natural hacia los alrededores del calor total transferido. Para todos los
intercambiadores de calor evaluados, este calor perdido representó menos
del 1 % del calor total transferido. Esto se debe a una baja velocidad de
transferencia de calor por convección natural, a pesar de un elevado
gradiente térmico.
Tabla 5. Porcentaje del calor perdido debido a la convección natural en los
equipos evaluados.
Calor Perdido
[QP] (%) Intercambiadores de Calor
180-C 181-C 182-C 208-C 210-C
Diseño 0,38 0,40 0,25 0,25 0,27
Operación 0,34 0,41 0,26 0,19 0,35
E-3101
AB
E-3102
AB
E-3103
AB
E-3104
A
E-3104
BC
E-3105
AB
Diseño 0,16 0,21 0,25 0,50 0,33 0,36
Operación 0,23 0,25 0,23 0,43 0,46 0,47

75
El calor perdido jugó un papel muy importante al momento de realizar la
validación de datos de diseño. Más adelante se mostrará el efecto del calor
perdido en la validación de los datos de diseño y posterior aplicación a los
datos de operación.
1.2. Convección Forzada
El análisis de los resultados del calor transferido debido a la convección
forzada se presenta en función a las plantas de olefinas estudiadas. Los
resultados abarcan el coeficiente global de transferencia de calor de diseño y
operación, área de transferencia, diferencia de temperatura media
logarítmica por diseño y operación y el calor transferido para cada etapa del
compresor de gas de proceso.
En primera instancia, se muestran los resultados obtenidos de la planta
de Olefinas I (compresor 181-J). Posteriormente, se presentan los resultados
obtenidos de la planta de Olefinas II (compresor C-3101).
a. Planta de Olefina I
La Figura 9 presenta el coeficiente global de transferencia de calor por
diseño y de operación promedio por etapas de los equipos evaluados. El
coeficiente por diseño tiende a disminuir en los equipos de las etapas
posteriores, incrementándose en la IV etapa del compresor. Esta disminución
se debe a la condensación parcial que experimenta el gas de proceso,
tomando mayor control sobre el proceso de transferencia de calor el proceso
de enfriamiento que experimenta el gas.
Sin embargo, la etapa IV presenta por diseño un flujo de transferencia
de calor superior; esto se ve explicado por el área de transferencia de calor
inferior que presentó en comparación a las etapas predecesoras.

76
El comportamiento del coeficiente de transferencia de calor de operación
promedio de las condiciones operacionales evaluadas se encontró cercano al
diseño para las etapas II, III y IV. Para el caso de la primera etapa se
encontró por encima del diseño, indicando una alta velocidad de
transferencia de calor.
0
200
400
600
800
0,00
0,20
0,40
0,60
0,80
I II III IV V
Áre
a [
A]
(m2)
Coeficie
nte
glo
bal de t
ransfe
rencia
de
calo
r [U
] (k
W/m
2-º
C)
Etapas
Ud Uo A
Figura 9. Coeficiente global de transferencia de calor por diseño y de
operación promedio por etapas de los intercambiadores asociados al
compresor 181-J
Para el caso de la V etapa, el coeficiente global se encontró por debajo
del diseño, debido a un flujo de agua de enfriamiento inferior al diseño.
Se ha estudiado el efecto de la velocidad y temperatura en
intercambiadores de calor de la industria petrolera, reportándose que la
disminución de la velocidad del fluido y el incremento de la temperatura
tienden a incrementar el ensuciamiento24.

77
Esto explica el bajo coeficiente global de transferencia de calor con
respecto al diseño y el elevado LMTD en comparación al diseño. Este
intercambiador fue el que presentó la mayor temperatura de salida del gas
de proceso, lo que promueve el ensuciamiento en el mismo.
La Figura 10 presenta la diferencia de temperatura media logarítmica y
calor de diseño y operación por etapas de los equipos evaluados. El LMTD de
operación se encontró por debajo del diseño para las etapas I, II y III. Esto
debido al comportamiento experimentado por el calor de operación, el cual
presento un comportamiento similar para las etapas II, III y IV.
0
1000
2000
3000
4000
5000
6000
7000
0
5
10
15
20
25
30
35
I II III IV V
Calo
r [Q
] (k
W)
Difere
ncia
de t
em
pera
tura
media
lo
garítm
ica [
LM
TD
] (º
C)
Etapas
LMTDd LMTDo Qd Qo
Figura 10. Diferencias de temperatura y calor de diseño y operación de los
intercambiadores asociados al compresor 181-J
Para la mayoría de las etapas, el calor se encontró por debajo del valor
de diseño, a excepción de la IV etapa, donde se encontró por encima del
diseño. Este alto calor transferido corresponde a un elevado LMTD; esto
indica que la temperatura del gas de proceso a la salida del equipo presenta
un valor elevado con respecto al diseño, transformándose en un mayor
LMTD. Este comportamiento, a pesar de obtener un elevado calor, se

78
encuentra alejado al recomendado, ya que un incremento en el LMTD se
transformará, indirectamente, en una mayor resistencia a la transferencia de
calor.
La Tabla 6 presenta los coeficientes globales de transferencia de calor de
operación (UO), enfriamiento del gas por calor sensible (UD), condensación
(UC), convección natural (UN) y balanceado (UB) promedios por etapa de los
equipos evaluados.
Para todas las etapas, los coeficientes de condensación fueron los
superiores a excepción de la V etapa, ya que este intercambiador se
encuentra aguas abajo de los secadores que retiran la humedad del gas de
proceso.
Tabla 6. Coeficiente global de transferencia de calor de operación (UO),
enfriamiento del gas por calor sensible (UE), condensación (UC), convección
natural (UN) y balanceado (UB) de los intercambiadores del compresor 181-J
ETAPA Coeficientes globales de transferencia de calor
[U] (kW/m2-oC)
UO UE UC UN UB
I 0,604 0,436 4,471 0,013 0,753
II 0,383 0,319 4,524 0,014 0,434
III 0,343 0,742 4,800 0,010 0,455
IV 0,434 1,020 2,889 0,012 0,489
V 0,261 1,506 0,000 0,014 0,290
En todos los casos, el coeficiente debido a la convección natural se
encontró bajo en comparación a los otros coeficientes. Esto se debe al poco
calor transferido hacia los alrededores. Por su parte, el coeficiente de
transferencia de calor balanceado se encontró similar al de operación,

79
ligeramente mayor en cada una de las etapas, debido al ensuciamiento
continuo que presentan los equipos evaluados.
A fin de establecer el aporte de cada proceso (enfriamiento del gas,
condensación y convección natural), se determinó el cociente entre el calor
transferido en cada sección entre su respectivo coeficiente global de
transferencia de calor. Este valor se dividió entre la relación calor/coeficiente
de transferencia de calor balanceado, de acuerdo a lo planteado en la
Ecuación [32], y los resultados se muestran en Figura 11.
0
20
40
60
80
100
I II III IV V
Aport
e
(%)
Etapas
Calor sensible Conveccion Natural Condensación
Figura 11. Aporte de las relaciones de calor/coeficiente global de
transferencia de calor de cada proceso (enfriamiento del gas, convección
natural y condensación) al proceso global de los intercambiadores asociados
al compresor 181-J
Se puede observar que el mayor efecto de los procesos de transferencia
de calor en los equipos pertenecientes al compresor de gas de proceso 181-J
lo representa el proceso de enfriamiento del gas, seguidamente del proceso
de transferencia de calor por convección natural hacia los alrededores, y por
último el proceso de condensación.
80
Este comportamiento refleja la importancia de tomar en cuenta, al
momento de realizar evaluaciones de intercambiadores de calor, el proceso
de transferencia de calor debido a la convección natural, ya que tiene un
aporte significativo al proceso global de transferencia de calor.
b. Planta de Olefina II
La Figura 12 presenta el coeficiente global de transferencia de calor por
diseño y de operación promedio por etapas de los equipos asociados al
compresor C-3101. El coeficiente global de transferencia de calor por diseño
presentó un valor oscilante, no mostrando una tendencia definida en las
etapas evaluadas. El comportamiento del coeficiente de operación presentó
valores por encima del diseño para las primeras 4 etapas, presentando
valores por debajo del diseño en el intercambiador posterior a la IV y V
etapa.
El comportamiento del área de transferencia presenta una tendencia a
disminuir, debido a la menor cantidad de condensado que se forma al
transcurrir de una etapa a otra. El área baja de la IV etapa correspondiente
al intercambiador E-3104 A, se debe a que el mismo enfría el gas de proceso
a una temperatura superior a las otras etapas y por ello requiere un área
menor en comparación a los otros intercambiadores.
La Figura 13 presenta la diferencia de temperatura media logarítmica y
calor de diseño y operación por etapas de los equipos evaluados. El LMTD de
operación presentó valores similares en todos los casos a los
correspondientes de diseño.

81
0
200
400
600
800
1000
0,00
0,20
0,40
0,60
0,80
1,00
1,20
I II III IV IV V
Áre
a [
A]
(m2)
Coeficie
nte
glo
bal de t
ransfe
rencia
de
calo
r [U
] (k
W/m
2-º
C)
Etapas
Ud Uo A
Figura 12. Coeficiente global de transferencia de calor por diseño y de
operación promedio por etapas de los intercambiadores asociados al
compresor C-3101
Esto indica un adecuado proceso de transferencia de calor, donde se
alcanzan (en promedio) la temperatura por diseño. El calor de operación
presentó un comportamiento similar al valor de diseño, presentando valores
inferiores en la IV y V etapa.
La Tabla 7 presenta los coeficientes globales de transferencia de calor de
operación (UO), enfriamiento (UE), condensación (UC), convección natural
(UN) y por balance (UB) promedios por etapa de los equipos evaluados.

82
0
1000
2000
3000
4000
5000
0
5
10
15
20
25
30
I II III IV IV V
Calo
r [Q
] (k
W)
Difere
ncia
de t
em
pera
tura
media
lo
garítm
ica [
LM
TD
] (º
C)
Etapas
LMTDd LMTDo Qd Qo
Figura 13. Diferencias de temperatura y calor de diseño y operación de los
intercambiadores asociados al compresor C-3101
Tabla 7. Coeficientes globales de transferencia de calor de operación (UO),
enfriamiento del gas por calor sensible (UD), condensación (UC), convección
natural (UN) y por balance (UB) de los intercambiadores asociados al
compresor C-3101
ETAPA Coeficientes globales de transferencia de calor
[U] (kW/m2-oC)
UO UD UC UN UB
I 0,967 2,253 3,117 0,005 1,241
II 0,961 0,752 3,158 0,010 1,196
III 1,102 1,189 3,690 0,013 1,382
IV 0,539 0,484 3,582 0,010 0,606
IV 0,548 0,617 3,467 0,007 0,576
V 0,660 0,875 3,656 0,010 0,748

83
Análogamente al comportamiento presentado en los equipos asociados al
compresor 181-J, los coeficientes de condensación en este caso fueron los
mayores en comparación al enfriamiento y convección natural. Los
coeficientes debido a la convección natural presentaron los valores más
bajos, como resultado de un bajo calor perdido.
El aporte de cada proceso (enfriamiento, condensación y convección
natural), para el caso de los intercambiadores asociados al compresor
C-3101 se muestra en Figura 14.
0
10
20
30
40
50
60
70
80
I II III IV IV V
Aport
e
(%)
Etapas
Calor sensible Conveccion Natural Condensación
Figura 14. Aporte de las relaciones de calor/coeficiente global de
transferencia de calor de casa proceso (enfriamiento, convección natural y
condensación) al proceso global de los intercambiadores asociados al
compresor C-3101
En este caso, la convección natural presenta el mayor aporte al proceso
global de transferencia de calor, siendo gobernado en las etapas
subsiguientes por el proceso de enfriamiento del gas por calor sensible. Esto
se debe al elevado coeficiente global de transferencia de calor de

84
enfriamiento presentado en este equipo, indicando que el proceso de
enfriamiento no ofrece mayor resistencia al proceso global de transferencia
de calor.
1.3. Validación de Datos de Diseño
La validación con datos de diseño se realizó mediante la determinación de
los coeficientes globales de transferencia de calor aplicando diferentes
métodos planteados previamente en el marco metodológico.
Las desviaciones de los coeficientes globales de transferencia de calor
calculados mediante las ecuaciones planteadas con respecto al diseño se
muestran en el Anexo 1, indicando que la combinación de las correlaciones
que presentaron una menor desviación corresponde a las planteadas por
Dittus-Boclter y Donohue.
La Tabla 8 presenta las desviaciones del coeficiente global de
transferencia de calor por balance, utilizando las correlaciones planteadas
por Dittus-Boclter y Donohue para la determinación de los coeficientes de
películas.
El promedio de las desviaciones se encontró por debajo de lo máximo
esperado (10%), indicando que la combinación de correlaciones planteadas
satisfacen de forma aceptable los datos de diseño, indicando que pueden ser
utilizadas para la aplicación a los valores de operación.
En el Anexo 2 se presenta el comportamiento de la temperatura de
entrada y salida de cada corriente de proceso de los equipos evaluados en
función al calor transferido. Se hace notar la temperatura de saturación,

85
entre las dos temperaturas del gas de proceso involucradas. Esta
temperatura de saturación se determinó mediante un simulador comercial.
Tabla 8. Desviaciones del coeficiente global de transferencia de calor por
balance (calculado) con respecto al diseño.
Compresor Desviaciones (%)
181-J 180-C 181-C 182-C 208-C 210-C
Desviación 6,14 8,14 4,16 8,70 6,33
C-3101 E-3101
AB
E-3102
AB
E-3103
AB
E-3104
A
E-3104
BC
E-3105
AB
Desviación 10,64 11,31 10,93 0,42 2,64 2,37
2. Determinación del grado de ensuciamiento en intercambiadores de
calor gas de proceso-agua de enfriamiento, pertenecientes a la
sección de enfriamiento interetapas de compresión de gas de
proceso.
El ensuciamiento es un proceso muy complejo en el que muchos
parámetros geométricos, físicos y operativos son involucrados con una
interacción poco conocida27.
Existen varios métodos para determinar el grado de ensuciamiento, o
factor de ensuciamiento; en los intercambiadores de calor evaluados se
determinó por el método de LMTD, donde se estimó el coeficiente global de
transferencia de calor por balance limpio, aplicando las correlaciones
planteadas por Dittus-Boclter y Donohue para cuantificar los coeficientes de
películas de cada proceso, y comparándolo con el coeficiente global de
transferencia de calor determinado mediante la ecuación integrada de
Fourier.

86
a. Factor de ensuciamiento en intercambiadores de calor por el
método LMTD
Los coeficientes de ensuciamiento de los intercambiadores de calor
pertenecientes al sistema de enfriamiento interetapa del compresor 181-J y
C-3101 se presentan en la Figura 15 y Figura 16.
La toma de datos experimentales constó de la medición de flujo de agua
de enfriamiento mediante un medidor de flujo portátil por ultrasonido, y el
gas de proceso se determinó mediante placas de orificios instaladas en la
planta. Para el caso de los intercambiadores que no presentaron medidores
de flujo, el mismo se determinó mediante el balance de energía.
Los datos experimentales correspondientes a los intercambiadores
asociados al compresor 181-J se recolectaron desde abril de 2010 hasta
diciembre de 2011. Cabe destacar que en octubre de 2011, se realizó una
parada de planta programada, donde se realizó mantenimiento mayor a los
equipos evaluados, y por ello la disminución del grado de ensuciamiento.
Anterior a esta parada, a los intercambiadores de calor se les realizó su
último mantenimiento programado en la parada mayor de octubre de 2008.
Para el caso de los intercambiadores interetapas asociados al compresor
C-3101, se les realizó mantenimiento en la parada de agosto de 2009,
iniciando la toma de data a partir de octubre de 2009 hasta junio de 2011,
donde se realizó la siguiente parada de planta y se intervinieron nuevamente
estos intercambiadores, realizándoles mantenimiento mayor.
El comportamiento presentado en ambas figuras corresponde a un
incremento y disminución del factor de ensuciamiento, con una tendencia a ir
en ascenso en función al tiempo.

87
Este incremento se debe a procesos de ensuciamiento que son
removibles por el mismo gas de proceso o por variaciones en la calidad
físicoquímica del agua de enfriamiento.
Como una medida para efectuar mantenimiento en línea, se realizan retro
lavados periódicos lado agua de enfriamiento a los intercambiadores
evaluados.
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
22/01/2010 10/08/2010 26/02/2011 14/09/2011 01/04/2012Ensucia
mie
nto
(m
2-º
C/k
W)
Tiempo (t)
180-C 181-C 182-C 208-C 210-C Diseño
Figura 15. Factores de ensuciamiento de los intercambiadores de calor
asociados al compresor 181-J
El comportamiento del ensuciamiento exhibido en intercambiadores de
calor se presenta en el Anexo 3. La Figura A12 corresponde a una tendencia
ideal. En procesos industriales se presenta un comportamiento del tipo
"diente de sierra" (Figura A13), tal y como se evidencia en el
comportamiento presentado en la Figura 15 y Figura 16.

88
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
06/07/2009 22/01/2010 10/08/2010 26/02/2011 14/09/2011 01/04/2012
Ensucia
mie
nto
(m
2*ºC/k
W)
Tiempo (t)
E-3101 AB E-3102 AB E-3103 AB E-3104 A E-3104 BC E-3105 AB Diseño
Figura 16. Factores de ensuciamiento de los intercambiadores de calor
asociados al compresor C-3101
Este comportamiento en función al tiempo es el resultado de la
eliminación parcial de algunos depósitos por desprendimiento a seguir por un
corto tiempo por una rápida acumulación de ensuciamiento. Este efecto
explica el hecho que exista una disminución del ensuciamiento y un posterior
incremento superior al que traía el equipo anteriormente, correspondiendo al
comportamiento presentado en la literatura13.
Estudios anteriores han demostrado que la deposición disminuye con el
aumento de presión, mientras que la mayoría de los trabajadores informaron
que la presión no tiene ningún efecto sobre el valor límite. Estos efectos
están asociados a los fenómenos de evaporación3.
El comportamiento del ensuciamiento en los intercambiadores de calor
evaluados de la Planta de Olefinas I no presentó mayor variación en una
etapa a otra, presentando la etapa V valores mayores al inicio y en el último

89
grupo de datos experimentales previos a la parada. Este efecto contrario al
esperado se debió a un flujo de agua de enfriamiento menor al diseño.
Un análisis semiempírico sugiere que la combinación de baja temperatura
y una alta tensión de corte producen una condición límite, tal que la
velocidad de las incrustaciones será esencialmente cero [68], evidenciándose
esto en el comportamiento del ensuciamiento presente en el intercambiador
E-3105 AB, tal y como se muestra en la Figura 16.
Esto no se evidenció en el intercambiador 210-C debido a que el mismo
manejó en promedio un flujo de agua de enfriamiento menor al diseño, tal y
como se explicó anteriormente.
b. Eficiencia de los intercambiadores de calor evaluados.
La disminución de la eficiencia en el desempeño de la transferencia de
calor, debido al ensuciamiento es la principal causa de consumo superior al
requerido de energía y de la ineficiencia de muchos intercambiadores de
calor industriales como en el caso de centrales eléctricas, refinerías,
industrias de alimentos y productos lácteos27.
Las Figuras 17 y 18 presentan las eficiencias de diseño y de operación
promedio por etapa de los intercambiadores asociados a los compresores
181-J y C-3101. La eficiencia por diseño para el caso del los
intercambiadores de la Planta de Olefinas I presentan valores sin mayor
variación a medida que transcurren las etapas de compresión; esto se
traduce en un valor similar por diseño en la temperatura de salida de cada
intercambiador.
El comportamiento de la eficiencia promedio de los datos de campo
mostró una tendencia a disminuir a medida que transcurren las etapas de

90
compresión en el sistema. Esta disminución indica claramente un aumento
en la temperatura de salida del gas de proceso, desviándose del valor de
diseño, presentando su mayor alejamiento en la etapa IV, correspondiente al
intercambiador 208-C.
La eficiencia por diseño para el caso de los intercambiadores de la Planta
de Olefinas II presentan variación, principalmente en la IV etapa,
correspondiente al intercambiador E-3104 A. El mismo enfría, por diseño, el
gas de proceso desde 73 ºC hasta 60ºC, ya que esta temperatura es la
requerida antes del proceso de lavado del gas de proceso con soda cáustica a
fin de retirar los gases ácidos (CO2 + H2S). La eficiencia promedio de estos
intercambiadores presentó valores cercanos al diseño en la mayoría de los
equipos evaluados, indicando un desempeño acorde al diseño.
0,50
0,60
0,70
0,80
0,90
1,00
I II III IV V
Eficie
ncia
Etapas
Diseño Operación Figura 17. Eficiencias promedio por etapa de los intercambiadores de calor
asociados al compresor 181-J

91
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0,90
1,00
I II III IV IV
Eficie
ncia
Etapas
Diseño Operación
Figura 18. Eficiencias promedio por etapa de los intercambiadores de calor
asociados al compresor C-3101
c. Ensuciamiento debido a reacciones químicas.
El efecto de la composición de la materia prima es, quizás, la más
importante de todas las variables en el ensuciamiento por reacción químicas,
debido a los subproductos que pueda tener el gas de proceso2.
Las Plantas de Olefinas estudiadas presentan como materia prima
hidrocarburos de bajo peso molecular, trabajando con esquemas de
alimentación, propano y etano. Estas materias primas generan pocos
subproductos de elevado peso molecular, tal y como se evidencian en los
balances de masa de cada planta.
Las corrientes líquidas que se descomponen térmicamente son
particularmente susceptibles a la formación de goma y deposición. La
deposición de n-decano en el rango de 366 a 450 K se inhibe en presencia de

92
compuestos aromáticos y naftenos, pero se afianza en la presencia de
olefinas3.
El proceso de pirólisis en las plantas se lleva a cabo a elevadas
temperaturas, generalmente por encima de 1073 K, dependiendo de la
materia prima craqueada (etano o propano) con la finalidad de producir
etileno y propileno como productos principales.
En este proceso, se forman subproducto de naturaleza olefínica, vinílica y
estirénica responsable de la mayoría de los procesos de ensuciamiento por
reacción química.
Algunos compuestos que contienen azufre y nitrógeno, en particular los
que se degradan en las condiciones de operación, cerca de la superficie del
intercambiador de calor para producir radicales libres, promueven la
deposición3. El azufre es parte del proceso debido a la inyección de
compuestos sulfurados en los hornos de pirólisis para controlar la velocidad
de formación de coque en el mismo, y es por ello que estará presente
indudablemente en la corriente de gas de proceso antes de la sección de
lavado cáustico.
Previo al mantenimiento de los intercambiadores de calor, se realizó una
limpieza química mediante el lavado en un circuito cerrado con un químico
que disuelva los compuestos más livianos y acondicionarlo para su
mantenimiento. Inevitablemente, una parte de los compuestos presentes en
el ensuciamiento de los intercambiadores de calor estudiados se pierden
producto de la disolución de una cantidad de material adherido sobre la
superficie de transferencia de calor.

93
Se reportó que la composición absoluta de los depósitos no se puede dar
demasiada importancia debido al procedimiento de adecuación necesario
antes de que los intercambiadores puedan ser abiertos para inspección2.
Sin embargo, los depósitos remanentes en los intercambiadores a realizar
mantenimiento deben ser estudiados a fin de determinar su naturaleza y
establecer el mecanismo de acción que evite la formación acelerada de los
mismos.
En la parada de planta de agosto de 2009 de la Planta de Olefinas II, se
tomaron muestras de depósitos encontrados en los intercambiadores de calor
E-3101 AB, E-3102 AB y E-3103 AB, siendo enviados a Indesca28 con la
finalidad de identificar la naturaleza química de las mismas.
Los análisis realizados muestran compuestos de alto peso molecular con
presencia de compuestos oxigenados y compuestos con alto grado de
insaturación.
Estos resultados indican procesos de ensuciamiento debido a
polimerización, autoxidación y subsecuente degradación térmica.
A fin de obtener un mayor grado de información de los depósitos
encontrados en los equipos estudiados, se sugiere los siguientes análisis:
i. Análisis de la relación carbono / hidrógeno y estimar el grado de
deshidrogenación de la muestra.
ii. Solubilidad en n-heptano, con el fin de determinar el porcentaje de
resinas y aceites libres
iii. Solubilidad en tolueno y así estimar la cantidad de asfáltenos
presentes. Este análisis presentaría una clara evidencia del mecanismo
de polimerización y posterior degradación térmica.

94
iv. Depósitos insolubles en tolueno @ 820 K (coque); este análisis
presentaría la fracción de los compuestos deshidrogenados que se
degradaron térmicamente a coque.
v. Análisis elementales de las cenizas a fin de determinar los metales
presentes (hierro, sodio, calcio, zinc, magnesio).
d. Otros factores que afectan el ensuciamiento.
Entre los parámetros que inciden sobre la velocidad del ensuciamiento se
encuentra la rugosidad de la superficie, la cual es una característica de gran
influencia en los mecanismos de cristalización de los depósitos y por lo tanto,
la morfología de la deposición y adherencia a la superficie27.
Se ha investigado el efecto de la rugosidad superficial del acero
inoxidable AISI 304 BA en el ensuciamiento de una solución acuosa con el
comportamiento de solubilidad inversa en la transferencia de calor por
convección, encontrando que el coeficiente de transferencia de calor de
superficies muy rugosas (1,55 m) disminuye más rápidamente que el de
0,54 m27.
Varios hechos contribuyen a este comportamiento en particular el
aumento de la velocidad primaria de la nucleación heterogénea en las
superficies, la reducción de la tensión de corte local en los valles y reducir la
tasa de remoción de los cristales de las superficies donde los elementos de
rugosidad sobresalen de la sub-capa viscosa27.
El efecto de la rugosidad de la superficie sobre la formación de depósitos
de calcita en acero al carbono demuestra que la fuerza de adherencia de la
capa de depósitos sobre la superficie del metal es muy influida por el grado
de rugosidad de la superficie29.

95
También se ha observado que la tensión de tracción necesaria para
romper la capa de suciedad de una superficie rugosa era varias veces mayor
que la de una superficie lisa. Una posible explicación para el efecto de la
rugosidad se encuentra en la relación entre la rugosidad y la nucleación de
cristales29.
Así mismo, se demostró que una superior rugosidad de la superficie
puede aumentar el ensuciamiento al ofrecer más sitios de nucleación27.
Por lo tanto, la velocidad de cristalización es mayor en superficies con un
mayor grado de rugosidad comparada con aquellas que son más lisas27.
La rugosidad de un material se incrementa si este es atacado
químicamente por ácidos presentes en el gas de proceso que condensan a
condiciones de P y Tsaturación. Bien se sabe que en los intercambiadores de
calor estudiados ocurre un proceso de condensación, donde existirán ácidos
presentes que ataquen el metal.
Estos compuestos ácidos, se han encontrado que son principalmente
ácidos orgánicos, entre ellos ácido acético y carbónico (en mayores
proporciones), ácido acrílico, benzoico, fórmico, oxálico, propiónico y
valérico. Cuando estas especies corrosivas condensan en las subsecuentes
etapas de compresión y enfriamiento, se genera un bajo pH y ataca la
superficie de transferencia de calor30.
Por ello, surge la necesidad de realizar monitoreo de pH y concentración
de hierro en los condensados de los tambores interetapas y sistema de agua
de enfriamiento a fin de estimar el grado de corrosión presente en el sistema
y evitar la degradación de la superficie de transferencia de calor.

96
3. Evaluación del comportamiento del factor de ensuciamiento en
función a diferentes variables operacionales.
Tal y como se ha discutido previamente, los intercambiadores de calor
que manejan un sistema gas de proceso-agua de enfriamiento presentan un
ensuciamiento progresivo producto de la adherencia de compuestos sobre la
superficie interna (sales presentes en el agua de enfriamiento) y externa
(polímeros y aceites en el gas de proceso) del banco de tubos del
intercambiador de calor.
El principal objetivo de esta investigación fue el determinar el efecto
conjunto de las variables presentadas en el marco metodológico (diferencia
de temperatura media logarítmica, número de Reynolds, flujo y capacidad
calorífica) de los fluidos manejados.
La Tabla 9 presenta los coeficientes de correlaciones (R2) de los datos
experimentales de las diferentes ecuaciones planteadas.
Se puede observar que existió una correlación menor a la mínima
requerida (0,900) para el caso de las Ecuaciones [61] y [62]. Esto indica que
el coeficiente global n planteado no se representa por la sumatoria algebraica
de sus coeficientes individuales.
Por otra parte, las Ecuaciones [63] y [64] presentaron correlaciones
superiores a la mínima requerida (0,900), mostrando el comportamiento
esperado presentando un valor ligeramente menor a 0,900 para el caso de
los intercambiadores 208-C, E-3104 BC y E-3105 AB; es decir que, en la
gran mayoría de los intercambiadores estudiados, el factor de ensuciamiento
varía de forma potencial decreciente para el caso de las variables estudiadas.

97
Tabla 9. Coeficiente de correlaciones (R2) de los datos experimentales en
función a las diferentes ecuaciones planteadas
Intercambiador R2
Ec. [61] Ec. [62] Ec. [63] Ec. [64]
180-C 0,718 0,720 0,935 0,935
181-C 0,537 0,5377 0,924 0,924
182-C 0,497 0,500 0,933 0,933
208-C 0,836 0,835 0,874 0,874
210-C 0,477 0,485 0,946 0,946
E-3101AB 0,850 0,857 0,957 0,957
E-3102 AB 0,755 0,710 0,963 0,963
E-3103 AB 0,852 0,856 0,923 0,923
E-3104 A 0,810 0,815 0,952 0,952
E-3104 BC 0,861 0,970 0,8273 0,827
E-3105 AB 0,678 0,679 0,781 0,781
Dado estos resultados, se escogió como ecuación que representa el
comportamiento en función de las variables de procesos estudiadas a la
Ecuación [69], ya que se observó que el factor de relación de las áreas no
presentó mayor efecto sobre la correlación de la ecuación.
Basado en el análisis anterior, se presenta el comportamiento del factor
de ensuciamiento en función al factor n estudiado en las Figuras 19, 20, 21, ,
22, 23, 24, 25, 26, 27, 28 y 29 para los intercambiadores 180-C, 181-C,
182-C, 208-C, 210-C, E-3101 AB, E-3102 AB, E-3103 AB, E-3104 A, E-3104
BC y E-3105 AB, respectivamente.
Los puntos experimentales se denotan como puntos azules; la línea roja
indica la línea de tendencia y el punto verde denota el valor de diseño.

98
Tal y como lo muestran los resultados de las correlaciones, el factor de
ensuciamiento determinado presentó en todos los casos un comportamiento
potencial decreciente en los intercambiadores de calor interetapas evaluados,
mostrando el comportamiento esperado.
Cabe destacar que para el caso de los intercambiadores 208-C, E-3104
BC y E-3105 AB, los cuales presentaron correlaciones menores a las mínimas
esperadas, el punto de diseño (punto verde) se encontró alejado al
comportamiento de las variables experimentales, siendo mayormente
notable para el caso de los intercambiadores E-3104 BC y E-3105 AB.
Sin embargo, a pesar de esta desviación se puede inferir que el estudio
del factor de ensuciamiento mediante el comportamiento de las variables
operacionales estudiadas representó de forma satisfactoria el resultado
esperado.
0,00
0,20
0,40
0,60
0,80
1,00
1,20
0,48 0,50 0,52 0,54 0,56 0,58
Facto
r d
e e
nsu
cia
mie
nto
(m
2-º
C/
kW
)
Factor n
Datos Reales Diseño
Figura 19. Comportamiento del factor de ensuciamiento en función al factor
n para el intercambiador 180-C

99
0,00
0,20
0,40
0,60
0,80
1,00
0,42 0,47 0,52 0,57 0,62
Facto
r d
e e
nsu
cia
mie
nto
(m
2-º
C/
kW
)
Factor n
Datos Reales Diseño
Figura 20. Comportamiento del factor de ensuciamiento en función al factor
n para el intercambiador 181-C
0,00
0,20
0,40
0,60
0,80
1,00
0,38 0,43 0,48 0,53 0,58
Facto
r d
e e
nsu
cia
mie
nto
(m
2-º
C/
kW
)
Factor n
Datos Reales Diseño
Figura 21. Comportamiento del factor de ensuciamiento en función al factor
n para el intercambiador 182-C
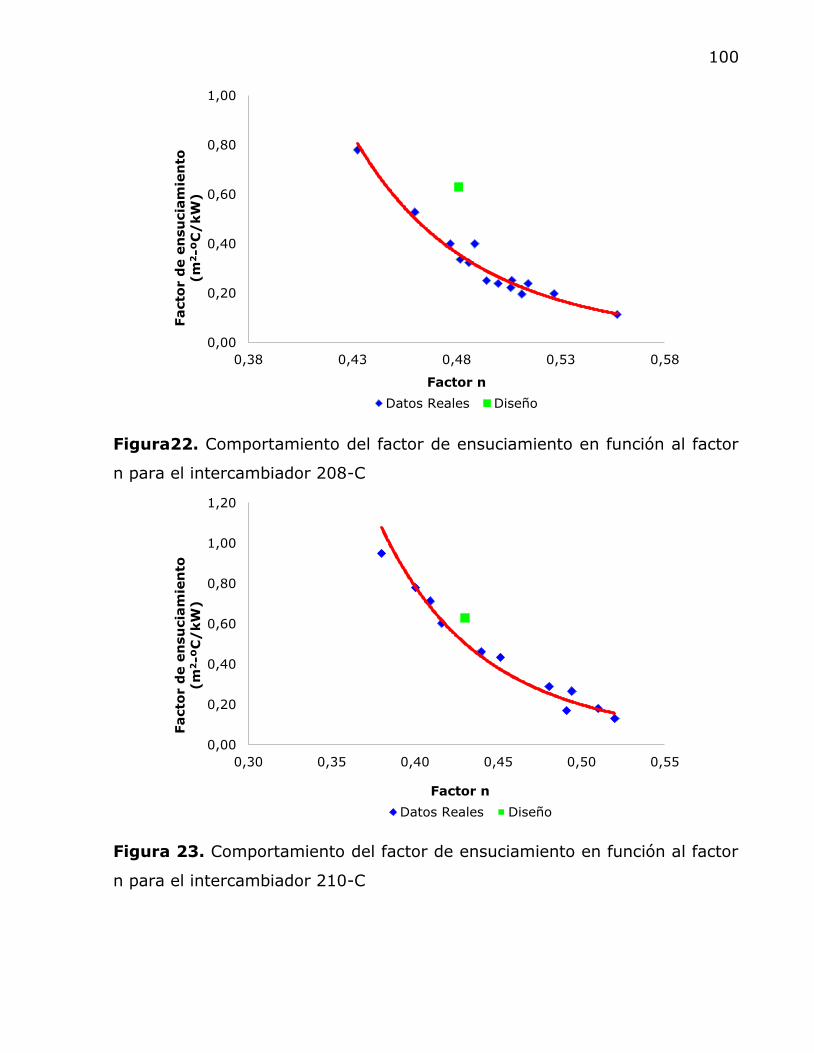
100
0,00
0,20
0,40
0,60
0,80
1,00
0,38 0,43 0,48 0,53 0,58
Facto
r d
e e
nsu
cia
mie
nto
(m
2-º
C/
kW
)
Factor n
Datos Reales Diseño
Figura22. Comportamiento del factor de ensuciamiento en función al factor
n para el intercambiador 208-C
0,00
0,20
0,40
0,60
0,80
1,00
1,20
0,30 0,35 0,40 0,45 0,50 0,55
Facto
r d
e e
nsu
cia
mie
nto
(m
2-º
C/
kW
)
Factor n
Datos Reales Diseño
Figura 23. Comportamiento del factor de ensuciamiento en función al factor
n para el intercambiador 210-C
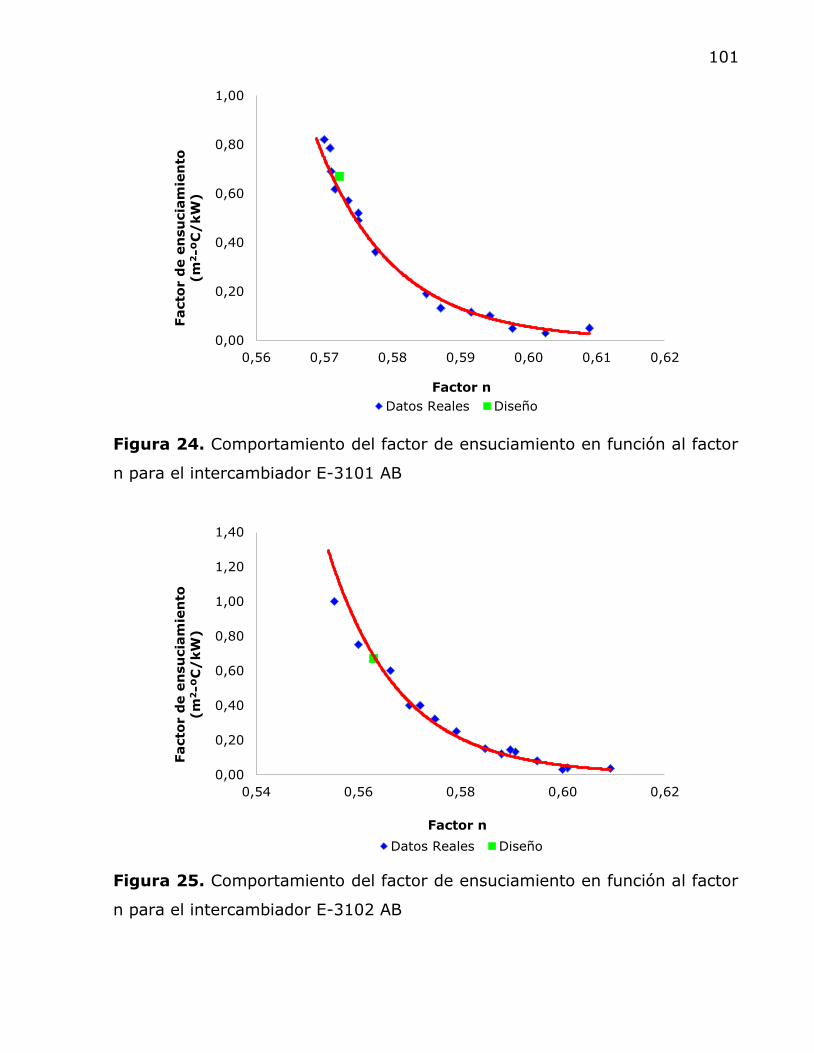
101
0,00
0,20
0,40
0,60
0,80
1,00
0,56 0,57 0,58 0,59 0,60 0,61 0,62
Facto
r d
e e
nsu
cia
mie
nto
(m
2-º
C/
kW
)
Factor n
Datos Reales Diseño
Figura 24. Comportamiento del factor de ensuciamiento en función al factor
n para el intercambiador E-3101 AB
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
0,54 0,56 0,58 0,60 0,62
Facto
r d
e e
nsu
cia
mie
nto
(m
2-º
C/
kW
)
Factor n
Datos Reales Diseño
Figura 25. Comportamiento del factor de ensuciamiento en función al factor
n para el intercambiador E-3102 AB

102
0,00
0,20
0,40
0,60
0,80
1,00
0,50 0,52 0,54 0,56 0,58 0,60
Facto
r d
e e
nsu
cia
mie
nto
(m
2-º
C/
kW
)
Factor n
Datos Reales Diseño
Figura 26. Comportamiento del factor de ensuciamiento en función al factor
n para el intercambiador E-3103 AB
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
0,38 0,41 0,43 0,46 0,48
Facto
r d
e e
nsu
cia
mie
nto
(m
2-º
C/
kW
)
Factor n
Datos Reales Diseño
Figura 27. Comportamiento del factor de ensuciamiento en función al factor
n para el intercambiador E-3104 A

103
0,000
0,200
0,400
0,600
0,800
1,000
1,200
1,400
1,600
1,800
0,43 0,46 0,48 0,51 0,53 0,56
Facto
r d
e e
nsu
cia
mie
nto
(m
2-º
C/
kW
)
Factor n
Datos Reales Diseño
Figura 28. Comportamiento del factor de ensuciamiento en función al factor
n para el intercambiador E-3104 BC
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
0,35 0,40 0,45 0,50 0,55
Facto
r d
e e
nsu
cia
mie
nto
(m
2-º
C/
kW
)
Factor n
Datos Reales Diseño
Figura 29. Comportamiento del factor de ensuciamiento en función al factor
n para el intercambiador E-3105 AB

104
4. Desarrollo una metodología para la evaluación de
intercambiadores según el comportamiento del grado de
ensuciamiento para el sistema gas de proceso-agua de enfriamiento.
Con motivo a aplicar el análisis anteriormente presentado a la evaluación
de otros intercambiadores de calor que presenten un sistema gas de
proceso–agua de enfriamiento, se presenta en la Tabla 10 la ecuación
general obtenida de la línea de tendencia de las figuras anteriormente
mostradas con las constantes respectivas para cada intercambiador
estudiado.
La ecuación general se presenta de la forma potencial, donde la variable
independiente corresponde al factor n (determinado previamente de datos de
proceso) y la variable dependiente correspondiente al factor de
ensuciamiento.
Se observa una fuerte diferencia entre las constantes a y b para el caso
de los intercambiadores correspondientes a las Plantas de Olefinas I y II.
Tabla 10. Coeficientes a y b de los intercambiadores de calor evaluados
Intercambiador f = a(n)-b
a b
180-C 0,0001 12,630
181-C 0,0009 8,638
182-C 0,0030 6,616
208-C 0,0011 7,972
210-C 0,0027 6,243
E-3101AB 3,00x10-13 50,750
E-3102 AB 8,00x10-11 39,732
E-3103 AB 3,00x10-17 22,320
E-3104 A 3,00x10-11 25,530
E-3104 BC 2,00x10-12 34,940
E-3105 AB 5, 00x10-07 16,230

105
Ambas plantas manejan una composición química del gas de proceso
muy similar, no difiriendo en gran medida la una de la otra; es por ello que
se descarta la naturaleza del gas manejado como medida que influya de
forma representativa entre los coeficientes indicados. Caso análogo para el
sistema de enfriamiento, donde se presenta agua como fluido refrigerante en
ambas plantas.
Una de las características que puede influir sobre el proceso corresponde
a la presión de operación. Es por ello que se graficaron los coeficientes de
cada intercambiador en función a la presión de operación manejada,
obteniéndose el comportamiento mostrado en las Figuras 30, 31 para el caso
de los intercambiadores de calor asociados al compresor 181-J y Figuras 32
y 33 para los intercambiadores de calor asociados al compresor C-3101.
La presión de operación manejada va desde un rango de 2,5 bar absoluto
hasta aproximadamente 38 bar absoluto; para el caso de presiones bajas
(entre 2,5 bar y 10 bar) se presentó un comportamiento lineal del
coeficiente a con una pendiente bien definida y una correlación mayor a la
mínima esperada (0,900). Se puede observar que el efecto de la presión a
valores moderados y superiores (entre 15 bar y 38 bar), la pendiente tiende
a cambiar presentando menores valores.
El efecto de la presión sobre el coeficiente b muestra un comportamiento
distinto al presentado en el coeficiente a, donde a bajas presiones muestra
una tendencia potencial decreciente, y a presiones moderadas presentó un
comportamiento lineal.
El efecto de la presión sobre el coeficiente a para el caso de los
intercambiadores asociados al compresor C-3101 mostró un comportamiento
similar al presentado en los intercambiadores de calor asociados al
compresor 181-J.

106
A pesar de presentarse valores del coeficiente a menores que para los
intercambiadores del compresor 181-J, el comportamiento resultó muy
similar, con correlaciones superiores a las esperadas.
El efecto de la presión sobre el coeficiente b, para el caso de los
intercambiadores asociados al compresor C-3101 mostró un comportamiento
distinto al presentado en el coeficiente a, pero muy similar al presentado en
los intercambiadores asociados al compresor 181-J,donde a bajas presiones
muestra una tendencia potencial decreciente, y a presiones moderadas
presentó un comportamiento lineal. En este último caso, la correlación se
presentó inferior a la esperada.
R² = 0,999 R² = 1
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
0 10 20 30 40
Co
efi
cie
nte
a x
10
-3
Presión de Operación (bar)
Presiones Bajas Presiones moderadas
Figura 30. Comportamiento del coeficiente a en función a la presión de
operación para el caso de los intercambiadores asociados al compresor de
gas de proceso 181-J.

107
R² = 0,9837R² = 1
0
2
4
6
8
10
12
14
0 10 20 30 40
Co
efi
cie
nte
b
Presión de Operación (bar)
Presiones Bajas Presiones moderadas
Figura 31. Comportamiento del coeficiente b en función a la presión de
operación para el caso de los intercambiadores asociados al compresor de
gas de proceso 181-J.
R² = 0,9001 R² = 1
0,00
1,00
2,00
3,00
4,00
5,00
6,00
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
0 10 20 30 40
Co
efi
cie
nte
a (
presio
nes
mod
erad
as)x1
07
Co
efi
cie
nte
a (
presio
nes b
aja
s) x
10
7
Presión de Operación (bar)
Presiones Bajas Presiones moderadas
Figura 32. Comportamiento del coeficiente a en función de la presión de
operación para el caso de los intercambiadores asociados al compresor de
gas de proceso C-3101

108
R² = 0,9707 R² = 0,7475
0
10
20
30
40
50
60
0 10 20 30 40
Co
efi
cie
nte
b
Presión de Operación (bar)
Presiones Bajas Presiones moderadas
Figura 33. Comportamiento del coeficiente b en función de la presión de
operación para el caso de los intercambiadores asociados al compresor de
gas de proceso C-3101
Se analizaron las principales diferencias entre los intercambiadores de
calor estudiados, presentándose principalmente una discrepancia entre el
número de pasos por los tubos y el número de pasos por la carcaza.
Los intercambiadores de calor asociados al compresor 181-J presentan
solamente dos pasos por los tubos y un solo paso por la carcaza. Para el caso
de los intercambiadores asociados al compresor C-3101, se presentaron
entre 4 y 10 pasos por los tubos y 1 ó dos pasos por la carcaza.
Se incluyó el efecto del número de pasos por los tubos y carcaza para
cada intercambiador y el efecto de la presión a fin de unificar el
comportamiento de los coeficientes a y b de todos los intercambiadores de
calor estudiados y generalizar el estudio a otros intercambiadores de calor
que manejen como sistema gas de proceso–agua de enfriamiento.

109
Se determinó la relación del logaritmo natural del cociente de los
coeficientes entre el logaritmo de la presión de operación multiplicándose por
la relación del número de pasos por la carcaza entre el número de pasos por
los tubos versus el logaritmo natural de la presión de operación,
obteniéndose un comportamiento potencial decreciente indistintamente de
las presiones de operación, pasos por carcaza y/o tubos manejados
mostrándose esto en la Figura 34.
Se puede observar un ajuste casi perfecto de los puntos manejados,
indicando que el análisis presentado satisface de forma aceptable todos los
criterios anteriormente manejados, a pesar de haber obtenido en algunos
casos correlaciones levemente inferiores a la mínima esperada.
R² = 1
0
1
2
3
4
5
6
7
8
9
0,50 1,00 1,50 2,00 2,50 3,00 3,50 4,00
ln(b
/a)/
ln(P
)*
(P
asos
C/
Pasos
T)
ln(P)
181-J C-3101
Figura 34. Comportamiento de los coeficientes a y b en función de la
presión de operación
De acuerdo al comportamiento de la línea de tendencia, se encontró que
la ecuación que mejor corresponde al comportamiento de la Figura 33
corresponde al presentado en la Ecuación [77]

110
342,1
TUBOS
CARCAZA Pln*955,5Pasos
Pasos*
Pln
a
bln
[65]
En función a los resultados obtenidos, se presenta una metodología
alternativa de evaluación de intercambiadores de calor en función a las
variables operacionales evaluadas.
a. Validación de los datos de diseño
i. Determinación de la relación de los coeficientes a y b.
1. Establecer la presión de operación.
2. Establecer la configuración del intercambiador de calor (número de pasos
por los tubos y carcaza).
3. Mediante la Ecuación [65], y con la presión determinar la relación de los
coeficientes a y b.
ii. Determinación del factor n.
1. Establecer las condiciones de operación (flujo y temperatura)
2. Determinar el número de Reynolds lado tubo y carcaza
3. Establecer el flujo másico y capacidad calorífica
4. Determinar la diferencia de temperatura media logarítmica
5. Establecer el área de diseño
6. Determinar el coeficiente global de transferencia de calor por diseño
7. Determinar el factor n lado tubo y lado carcaza (Ecuación [59] y [60])
8. Determinar el factor n global (Ecuación [63]).
9. Establecer el factor de ensuciamiento combinado por diseño (Ecuación
[49]).

111
iii. Determinación de los coeficientes a y b.
1. Mediante la relación de los coeficientes previamente determinada en el
inciso i, y con los valores del factor n y el factor de ensuciamiento y con
la ayuda de la ecuación genérica planteada en la Tabla 10, determinar los
coeficientes por separado a y b.
Nota: En este caso no es necesario determinar desviaciones con respecto al
diseño, ya que al utilizar las condiciones de diseño para determinar los
coeficientes a y b, obliga a que el comportamiento del ensuciamiento para el
intercambiador en particular pertenezca al comportamiento del
ensuciamiento de dicho intercambiador.
b. Determinación del factor de ensuciamiento de operación.
1. Establecer las condiciones de operación (flujo y temperatura) a las cuales
se realizará la evaluación
2. Determinar el número de Reynolds lado tubo y carcaza
3. Establecer el flujo másico y capacidad calorífica
4. Determinar la diferencia de temperatura media logarítmica
5. Establecer el área de diseño
6. Determinar el coeficiente global de transferencia de calor de operación
7. Determinar el factor n lado tubo y lado carcaza (Ecuación [59] y [60])
8. Determinar el factor n global (Ecuación [63]).
9. Con los coeficientes a y b y la Ecuación planteada en la Tabla 12,
determinar el factor de ensuciamiento.

112
CONCLUSIONES
— El calor transferido debido a la convección natural en los
intercambiadores asociados al compresor 181-J se encontraron por
debajo del diseño debido a una temperatura promedio de carcaza
inferior al diseño.
— Para el caso de los intercambiadores asociados al compresor C-3101, el
calor se encontró, en la mayoría de los equipos, por encima del diseño
como resultado de una temperatura promedio de carcaza superior al
diseño.
— Todos los calores obtenidos debido a la convección natural de los
intercambiadores evaluados representaron menos del 1 % del calor total
transferido; sin embargo, el mismo juega un papel importante al
momento de la evaluación de los intercambiadores de calor sin
aislamiento.
— En promedio, el mayor efecto de los procesos de transferencia de calor
en los equipos evaluados lo representa el proceso de enfriamiento del
gas por calor sensible, seguidamente del proceso de transferencia de
calor por convección natural hacia los alrededores, y por último el
proceso de condensación.
— Las correlaciones evaluadas para determinar los coeficientes de películas
que presentaron las menores desviaciones del coeficiente global de
transferencia de calor con respecto al diseño fueron las planteadas por
Dittus-Boclter y Donohue.

113
— El comportamiento del factor de ensuciamiento con respecto al tiempo
mostro una tendencia del tipo “dientes de sierra” similar al reportado en
la literatura.
— La eficiencia de los intercambiadores de calor asociados al compresor del
gas de proceso 181-J se encontraron, en promedio, menor al diseño.
— Para el caso de los intercambiadores asociados al compresor C-3101, la
eficiencia se encontró acorde al diseño.
— El ensuciamiento por reacción química en las muestras encontradas en
las tres primeras etapas del sistema de enfriamiento interetapas del
compresor C-3101 indicó que se encuentran presentes los procesos de
polimerización, autoxidación y subsecuente degradación térmica.
— El comportamiento del factor de ensuciamiento en función de las
variables de proceso estudiadas mostraron una tendencia potencial
decreciente, siendo este el comportamiento esperado.
— La metodología propuesta, basada en el comportamiento del factor de
ensuciamiento en función a variables operacionales, puede ser aplicada
a sistemas de gas de proceso – agua de enfriamiento siempre y cuando
se realice previamente una validación de los datos de diseño.

114
RECOMENDACIONES
— Utilizar esta herramienta para la estimación del grado de ensuciamiento
en equipos de intercambio de calor de tipo tubo y carcaza.
— Evaluar los equipos de intercambio de calor cada dos meses a fin de
planificar un mantenimiento programado.
— Tomar los datos de operación del equipo después de un lavado y/o
mantenimiento mayor para tener un punto de referencia.
— Estudiar el efecto de la turbulencia en los procesos de ensuciamiento por
reacción química.
— Realizar un análisis elemental de los depósitos encontrados en los
intercambiadores de calor evaluados en próximas paradas de planta a
fin de determinar los elementos presentes.
— Determinar el pH y caracterizar los condensados formado en los
tambores interetapas asociados a los intercambiadores de calor del
sistema de compresión de gas de procesos a fin de establecer sus
valores y reducir el efecto de los ácidos orgánicos presentes.
— Fomentar las investigaciones orientadas a facilitar el proceso de
evaluación de intercambiadores de calor debido a la gran importancia
que estos equipos presentan en los procesos productivos industriales.
— Determinar mediante un ajuste lineal múltiple las constantes 1, J1, J2 y
J3.

115
REFERENCIAS BIBLIOGRÁFICAS
1. LUDWIG, ERNEST E. (1999). “Applied process design for chemical and
petrochemical plants”. Gulf Professional Publishing. V. 3.
2. BOTT, T.R. (1995). “Chemical reaction fouling”. School of Chemical
Engineering, University of Birmingham, UK.
3. WATKINSON, A.P. (1997). “Chemical Reaction Fouling: A Review”.
Experimental Thermal and Fluid Science, V. 14, (361-374), 14.
4. FORSTHOFFER, W.E. (2005). “Forsthoffer's Rotating Equipment
Handbooks: Compressors”. Forsthoffer Associates Washington Crossing,
USA.
5. SNIDER, S., (2006). “Ethylene Plant Cracker Gas Compressor Fouling”.
AIChE Spring National Conference, Houston, Texas.
6. COLETTI, F., MACCHIETTO, S., POLLEY G. T., (2010). “Effects of fouling
on performance of retrofitted heat exchanger networks; a thermo-
hydraulic based analysis”, Computers & Chemical Engineering, V. 35,
Issue 5, (907-917) 6.
7. CARRÁ, STEFANO (2008). “Enciclopedia Degli Idrocarburi”. Istituto della
Enciclopedia Italiana, Milano, Italia.
8. ROY, SREEDHAN (1976). “The dependence of local Nusselt number on
Prandtl number in free convection”, Pergamon Press, V. 3, (227–230).
9. Universidad Castilla–La Mancha (Recurso Electrónico). “Transmisión de
calor por Convección”, publicaciones.uclm.es.
10. KERN, D.Q., (1950). “Process Heat Transfer”. 1st Edition. McGraw-Hill
Book Co. New York, N.Y.
11. DILLIP KUMAR MOHANTY and PRAVIN M. SINGRU, (2010), “Use of C-
factor for monitoring of fouling in a shell and tube heat exchanger”, BITS-
Pilani Goa Campus, Zuari Nagar, Goa 403726, India.
12. QUAN, Z., CHEN, Y., MA, C., (2008), “Experimental Study of Fouling on
Heat Transfer Surface During Forced Convective Heat Transfer”, The
Education Ministry Key Laboratory of Enhanced Heat Transfer and Energy

116
Conservation, of Environmental and Energy Engineering, Beijing
University of Technology, Beijing 100124, China.
13. AWAD, MOSTAFA M. (2011). “Fouling of Heat Transfer Surfaces”,
Mansoura University, Faculty of Engineering, Mech. Power Eng. Dept.,
Egypt.
14. PANA-SUPPAMASSADU, K., JEIMRITTIWONG, P., NARATARUKSA, P. AND
TUNGKAMANI, S. (2009), “Effects of Operating Conditions on Calcium
Carbonate Fouling in a Plate Heat Exchanger”, World Academy of Science,
Engineering and Technology 53.
15. AL NASSER, W.N., SHAIKH, A., MORRISS, C., HOUNSLOW, M.J.,
SALMAN, A.D., (2008), “Determining kinetics of calcium carbonate
precipitation by inline technique”, Chemical Engineering Science 63
(1381–1389). 9.
16. HERRO, H., PORT, R., (1995). “Guía Nalco para el análisis de fallas en los
sistemas de enfriamiento por agua”, Mc Graw Hill, México.
17. PEACOCK, ANDREW J., (2001). “The chemistry of polyethylene”, Polymer
Reviews, Tredgar Film Products, Terre Haute, Indiana.
18. Universidad Politécnica de Cataluña (Recurso Electrónico). “Anexo B.
Introducción a los polímeros”, upcommons.upc.edu.
19. Manual de Operación Olefinas I.
20. Manual de Operación Olefinas II.
21. SHARMA, D., (2007), “Improving Ethylene Charge Gas Compressor
Performance”. GE Water & Process Technologies.
22. BUTTERWORTH, DAVID (2002), “Design of shell-and-tube heat
exchangers when the fouling depends on local temperature and velocity”,
Applied Thermal Engineering, 22, (789–801).
23. ABD-ELHADY MS, RINDT CCM, WIJERS JG, VAN STEENHOVEN AA,
BRAMER EA, VAN DER MEER TH., (2004), “Minimum gas speed in heat
exchangers to avoid particulate fouling”. International Journal of Heat
and Mass Transfer, 47, (943-55).

117
24. ESDU, (2000), “Heat exchanger fouling in the preheat train of a crude oil
distillation unit”, ESDU data item no. 00016. London: ESDU International
plc.
25. ESPINOZA A., J., “Medición de Nivel y Caudal por Ultrasonido”,
Universidad Técnica Federico Santa María.
26. ZUBAIRSM, SHEIKHAK, YOUNAS M, BUDAIRMO, (2000), “A risk based
heat exchanger analysis subject to fouling. Part I-performance
evaluation”. Energy 2000, 25, (427-437).
27. HERZ, A., MALAYERI, M.R., MÜLLER-STEINHAGEN, H., (2008), “Fouling of
roughened stainless steel surfaces during convective heat transfer to
aqueous solutions”, Elsevier, Energy Conversion and Management, 49,
(3381–3386).
28. ARIAS, MONICA (2009), “identificación de depósito anormal en equipo de
proceso de olefinas II”, Indesca.
29. NEGRAO COR, TONIN PC, MADI M., (2007) “Supervision of the thermal
performance of heat exchanger trains”. Applied Thermal Engineering, 27,
(347-57).
30. SHARMA, D., (2011), “Corrosion at compressor intercoolers and its
effective treatment”. Technical Paper. GE Power & Water. Water &
Process Technologies.

118
ANEXOS
119
ANEXO 1
1. Desviaciones del coeficiente global de transferencia de calor calculado
mediante las correlaciones con respecto al valor de diseño de los equipos
evaluados.

120
1. Intercambiadores de calor asociados al compresor de gas de
proceso 181-J
Tabla A1. Desviaciones para el intercambiador de calor 180-C
Fluido por la carcaza Fluido por los tubos
Kern Furman Dittus-Boclter
Kern 8,55 13,35 12,26
Donohue 5,82 10,55 6,14
Tabla A2. Desviaciones para el intercambiador de calor 181-C
Fluido por la carcaza Fluido por los tubos
Kern Furman Dittus-Boclter
Kern 9,44 12,11 14,69
Donohue 12,29 12,10 8,14
Tabla A3. Desviaciones para el intercambiador de calor 182-C
Fluido por la carcaza Fluido por los tubos
Kern Furman Dittus-Boclter
Kern 4,55 12,33 4,34
Donohue 4,38 15,22 4,16
Tabla A4. Desviaciones para el intercambiador de calor 208-C
Fluido por la carcaza Fluido por los tubos
Kern Furman Dittus-Boclter
Kern 10,10 13,22 9,85
Donohue 9,55 15,33 8,70
Tabla A5. Desviaciones para el intercambiador de calor 210-C
Fluido por la carcaza Fluido por los tubos
Kern Furman Dittus-Boclter
Kern 8,55 12,20 9,20
Donohue 9,80 10,58 6,33

121
2. Intercambiadores de calor asociados al compresor de gas de
proceso C-3101
Tabla A6. Desviaciones para el intercambiador de calor E-3101 AB
Fluido por la carcaza Fluido por los tubos
Kern Furman Dittus-Boclter
Kern 14,55 18,20 11,23
Donohue 13,35 19,25 10,64
Tabla A7. Desviaciones para el intercambiador de calor E-3102 AB
Fluido por la carcaza Fluido por los tubos
Kern Furman Dittus-Boclter
Kern 15,22 15,22 10,25
Donohue 12,36 14,33 11,31
Tabla A8. Desviaciones para el intercambiador de calor E-3103 AB
Fluido por la carcaza Fluido por los tubos
Kern Furman Dittus-Boclter
Kern 13,35 12,35 10,58
Donohue 11,95 14,10 10,93
Tabla A9. Desviaciones para el intercambiador de calor E-3104 A
Fluido por la carcaza Fluido por los tubos
Kern Furman Dittus-Boclter
Kern 2,25 10,35 5,35
Donohue 8,55 5,85 0,42
Tabla A10. Desviaciones para el intercambiador de calor E-3104 BC
Fluido por la carcaza Fluido por los tubos
Kern Furman Dittus-Boclter
Kern 5,66 8,52 4,58
Donohue 5,65 8,17 2,64
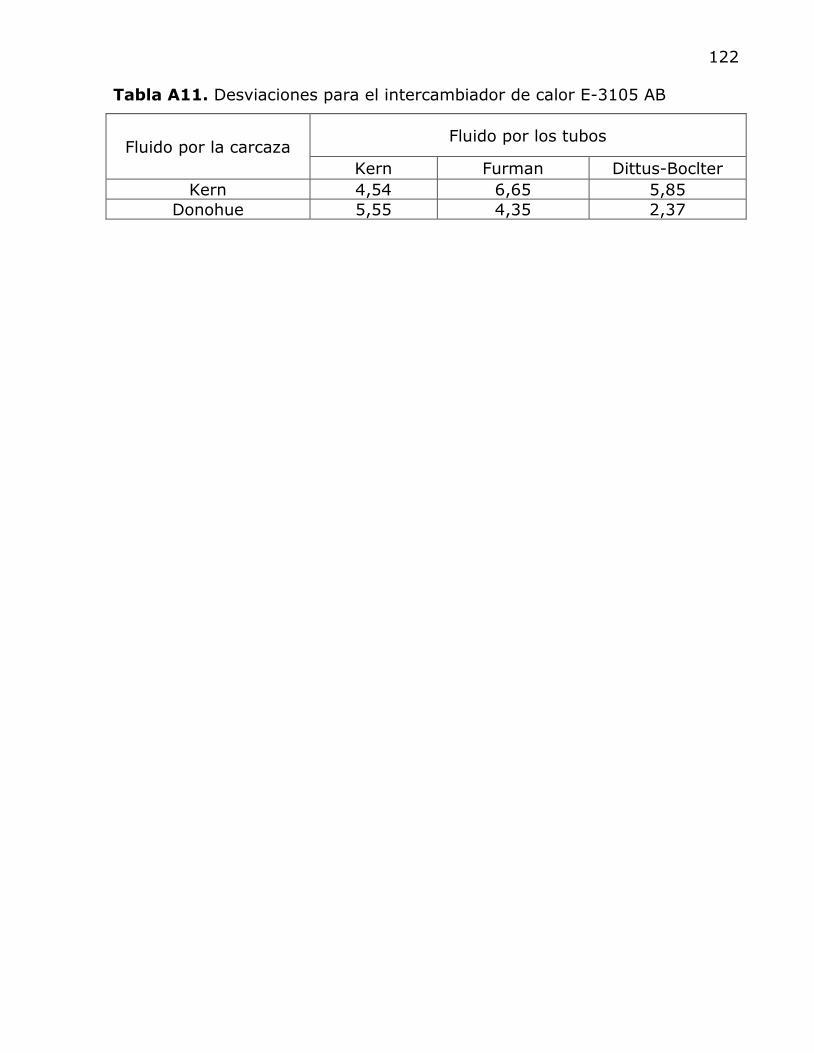
122
Tabla A11. Desviaciones para el intercambiador de calor E-3105 AB
Fluido por la carcaza Fluido por los tubos
Kern Furman Dittus-Boclter
Kern 4,54 6,65 5,85
Donohue 5,55 4,35 2,37

ANEXO 2
2. Perfil de temperatura del gas de proceso y agua de enfriamiento en
función al calor transferido

0
40
80
120
0 4020 5658
Tem
pera
tura
(ºC)
Calor (kW)
Gas de Proceso Agua de Enfriamiento
0
20
40
60
80
0 2035 4356
Tem
pera
tura
(ºC)
Calor (kW)
Gas de Proceso Agua de Enfriamiento
0
40
80
120
0 3673 4348
Tem
pera
tura
(ºC)
Calor (kW)
Gas de Proceso Agua de enfriamiento
0
40
80
0 1379 2453
Tem
pera
tura
(ºC)
Calor (kW)
Gas de Proceso Agua de Enfriamiento
0
40
80
120
0 3865 4248
Tem
pera
tura
(ºC)
Calor (kW)
Gas de Proceso Agua de Enfriamiento
0
40
80
120
0 4673 5214
Tem
pera
tura
(ºC)
Calor (kW)
Gas de Proceso Agua de Enfriamiento
a. Diseño b. Operación
Figura A1. Intercambiador 180-C
a. Diseño b. Operación
Figura A2. Intercambiador 181-C
a. Diseño b. Operación
Figura A3. Intercambiador 182-C

0
40
80
120
0 2831 4245
Tem
pera
tura
(ºC)
Calor (kW)
Gas de Proceso Agua de Enfriamiento
0
40
80
120
0 2127 5214
Tem
pera
tura
(ºC)
Calor (kW)
Gas de Proceso Agua de Enfriamiento
0
40
80
120
0 4104
Tem
pera
tura
(ºC)
Calor (kW)
Gas de Proceso Agua de Enfriamiento
0
40
80
120
0 4245
Tem
pera
tura
(ºC)
Calor (kW)
Gas de Proceso Agua de Enfriamiento
a. Diseño b. Operación
Figura A4. Intercambiador 208-C
a. Diseño b. Operación
Figura A5. Intercambiador 210-C
a. Diseño b. Operación
Figura A6. Intercambiador E-3101 AB
20
40
60
80
0 1826 4563
Tem
pera
tura
(ºC)
Calor (kW)
Gas de Proceso Agua de Enfriamiento
20
40
60
80
0 1984 4355
Tem
pera
tura
(ºC)
Calor (kW)
Gas de Proceso Agua de Enfriamiento

a. Diseño b. Operación
Figura A7. Intercambiador E-3102 AB
a. Diseño b. Operación
Figura A8. Intercambiador E-3103 AB
a. Diseño b. Operación
Figura A9. Intercambiador E-3104 A
20
40
60
80
0 2158 4148
Tem
pera
tura
(ºC)
Calor (kW)
Gas de Proceso Agua de Enfriamiento
20
40
60
80
0 1873 4059
Tem
pera
tura
(ºC)
Calor (kW)
Gas de Proceso Agua de Enfriamiento
20
40
60
80
0 2388 3875
Tem
pera
tura
(ºC)
Calor (kW)
Gas de Proceso Agua de Enfriamiento
20
40
60
80
0 2528 4549
Tem
pera
tura
(ºC)
Calor (kW)
Gas de Proceso Agua de Enfriamiento
20
40
60
80
0 930 1442
Tem
pera
tura
(ºC)
Calor (kW)
Gas de Proceso Agua de Enfriamiento
20
40
60
80
0 997 1732
Tem
pera
tura
(ºC)
Calor (kW)
Gas de Proceso Agua de Enfriamiento

a. Diseño b. Operación
Figura A10. Intercambiador E-3104 BC
a. Diseño b. Operación
Figura A11. Intercambiador E-3105 AB
20
40
60
80
0 1610 2185
Tem
pera
tura
(ºC)
Calor (kW)
Gas de Proceso Agua de Enfriamiento
20
40
60
80
0 994 1590
Tem
pera
tura
(ºC)
Calor (kW)
Gas de Proceso Agua de Enfriamiento
20
40
60
80
0 2496 3270
Tem
pera
tura
(ºC)
Calor (kW)
Gas de Proceso Agua de Enfriamiento
20
40
60
80
0 2235 2237
Tem
pera
tura
(ºC)
Calor (kW)
Gas de Proceso Agua de Enfriamiento

ANEXO 3
3. Comportamiento del ensuciamiento en función al tiempo en
intercambiadores de calor

Figura A12. Curvas de ensuciamiento ideales 13
Figura A13. Comportamiento del ensuciamiento asintótico en
intercambiadores industriales 13


















