Evalith® Honeycombs In Thermoset Infusion Process.
29
Evalith® Honeycombs In Thermoset Infusion Process
-
Upload
sharyl-barker -
Category
Documents
-
view
228 -
download
1
Transcript of Evalith® Honeycombs In Thermoset Infusion Process.

Evalith® Honeycombs
In Thermoset Infusion Process

Johns Manville 2015©
A New Generation of Honeycombs Based on Polyester Spunbond
for Thermoset Applications

Johns Manville 2015©
Introduction of Johns Manville‘s spunbond
Introduction into Evalith® honeycombs
Impregnation of Evalith® honeycombs
Performance of Evalith® honeycombs
Application examples of Evalith® honeycombs

Johns Manville 2015©
Johns Manville
Johns Manville Major fiber glass manufacturer in North
America and Europe. Over 150 years of proud history ;
A Berkshire Hathaway company since 2001. Leader in key markets
Johns Manville Engineered Products Glass Fibers
• Glass fibers for compositereinforcement, glass nonwovens,and wallboard reinforcement
Nonwovens• Glass and polyester nonwovens for
roofing, flooring, filtration, and etc.

Johns Manville 2015©
Johns Manville produces polyester (PET) spunbond nonwoven fabrics for the following market applications:
Commercial RoofingCarrier material in bitumen based roofing products for flat roofs and underslating for pitched roofs
FiltrationAutomotive – cabin air
Liquid filtration – pool & spa, coolant oils
Air filtration – industrial baghouse filtration
Specialty – cover stock for HVAC and HEPA filter medias, support for PTFE lamination
Reinforcements
Carpet
Geotextile
Specialty
Spunbond
Johns Manville 2015©
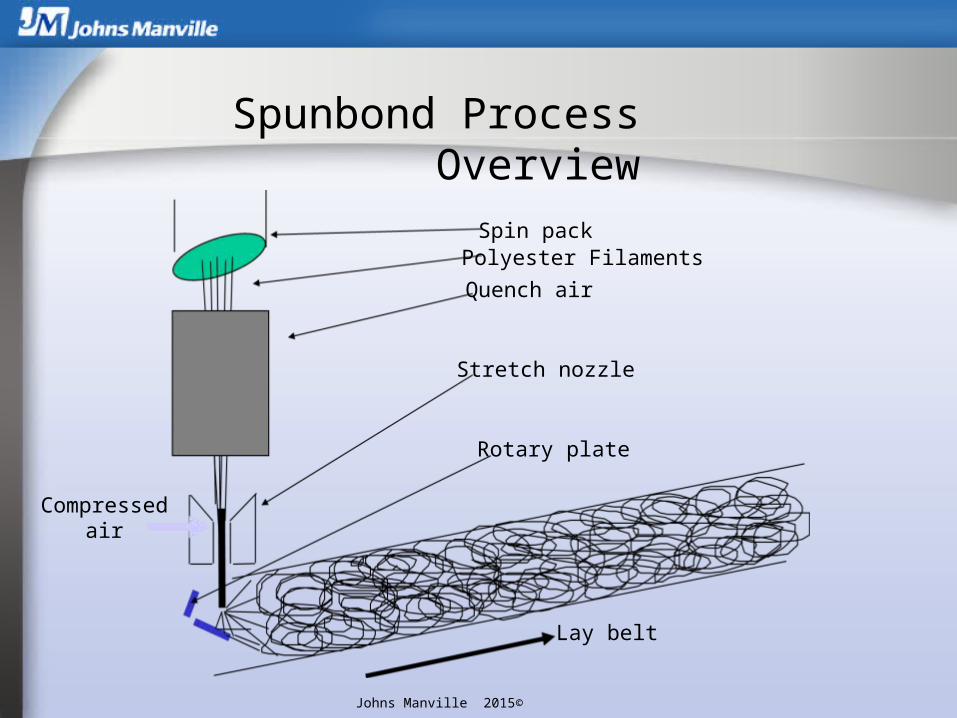
Quench air
Stretch nozzle
Lay belt
Rotary plate
Spin packPolyester Filaments
Compressedair
Spunbond Process Overview
Johns Manville 2015©
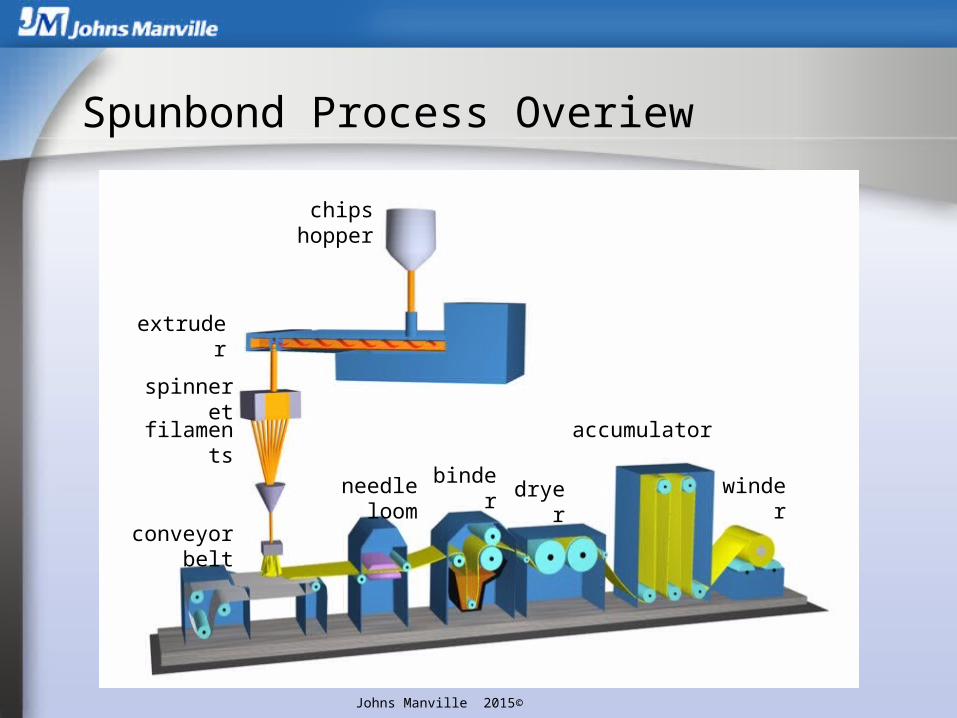
chips hopper
extruder
spinneret
filaments
winderdryerbinderneedle loom
conveyor belt
accumulator
Spunbond Process Overiew

Johns Manville 2015©
Filament Structure
SheathCore ←
Regular Polyester Heterofil Polyester
Spunbond Filaments

Johns Manville 2015©
Introduction of Johns Manville‘s spunbond
Introduction into Evalith® honeycombs
Impregnation of Evalith® honeycombs
Performance of Evalith® honeycombs
Application examples of Evalith® honeycombs

Johns Manville 2015©
Introduction into NW Honeycombs
Honeycombs are used in various applications to reduce weight and increase mechanical performance
Typically honeycombs cores are used between two layers of reinforced material (e.g. FRP panels)
Honeycombs can be based on paper, thermoplastic resin, Nomex, Aluminium…
Evalith® spunbond honeycombs offer higher end performance honeycombs at reasonable cost
Foam filled honeycombs allow thermal insulation in dynamic applications at reasonable cost

Johns Manville 2015©
Honeycomb Welding Process:
Evalith® spunbond is continuously inserted into honeycomb process
Welding process: Nonwoven layers are sequentially heat-melted -> compressed -> impregnated and joined
Expansion process: The material stack is reheated to softening temperature -> extended -> cooled and fixed
Evalith® Honeycomb Process

Johns Manville 2015©
Sustainability: Through innovative welding process no need for auxiliary (glueing) materials
Economics: Fast and economic process
Versatility: Infusion resins include foams and thermoset systems
Optimization: Nonwoven honeycombs are breathable and porous –
• For excellent infusion processes
• For excellent mechanical bonding of skin and core
• Amount of porosity and depth can be tailored
Porous area
Solid area
Porous area
Microscopic cross sectional view of a honeycomb wall Microscopic view of a honeycomb wall surface
Evalith® Honeycombs Advantages

Johns Manville 2015©
Thermoformable
Resin impregnated
Foam filled
100% thermoplastic PETCompressive : 0,9 Mpa @ 50 kg/m³Temperature resist. (short): > 200° C
Phenolic / Sat PET / Epoxy / PU resin compressive: > 8 Mpa @ 80 kg/m³ compressive: > 1160 psi @ 5 lb/ft³
Low friabilityHigh compressive (impregnated)Thermal conduction: 0,03 W/mK @ 85 kg/m³
Dazzling Array of Evalith® Honeycombs

Johns Manville 2015©
Evalith® honeycombs for a unique variety of requirements and processes:
Lightweight: Honeycombs offer high mechanical performance at low weights (e.g. >0,8 Mpa @ 50 kg/m³, up to 8MPa compression load for thermoset impregnated honeycombs)
Outstanding impact and shear resistance: Honeycombs impregnated with thermoset resinOffer optimized bonding between skin and core
Evalith® Honeycombs Performance
Johns Manville ©2014

Johns Manville 2015©
Evalith® honeycombs for a unique variety of requirements and processes:
Improved material bonding: good bonding of thermoplastic polyester fibers to filling materials like foams and resins
Complex shaping: Honeycombs offer very good thermoforming performance
Johns Manville ©2014
Evalith® Honeycombs Performance
Johns Manville 2015©
Introduction of Johns Manville‘s spunbond
Introduction into Evalith® honeycombs
Impregnation of Evalith® honeycombs
Performance of Evalith® honeycombs
Application examples of Evalith® honeycombs
Johns Manville 2015©
Evalith® Honeycombs Impregnation Process
Honeycombs between two structural composite sheets
• Wall structures can be impregnated with same resin as skin and cured in one shot
• Honeycomb walls will take up resin from skin layer prepregs (capillary effect)
• => Optimized bonding from honeycomb structures to skin layers can be achieved in all cases

Johns Manville 2015©
Evalith® Honeycombs Impregnation Process
Process requirements:
• Time for impregnation of honeycombs: ~ 20 sec (@ 1 inch width)
• Resin take up: approx. 50 – 60% of honeycomb weight added by resin (weight of honeycomb: ~ 50 kg/m³
panel of 1 inch adds ~ 1 kg/m² of resin into honeycomb walls)
• One shot impregnation of skin and core enhances shear resistance
Johns Manville 2015©
Introduction of Johns Manville‘s spunbond
Introduction into Evalith® honeycombs
Impregnation of Evalith® honeycombs
Performance of Evalith® honeycombs
Application examples of Evalith® honeycombs

Johns Manville 2015©
Evalith® Honeycombs Performance
3 point bending test According to ISO 14125 Sample size max. load Flexural stress Flexural strain εf
mm N MPa mmFloor panel:
FRP/underliner/honeycomb/FRP, 30 mm 200,0 10.298 27,9 8,8
Side wallFRP/honeycomb/FRP, 20 mm
200,0 6.414,5 39,5 9,6
Front wallFRP/honeycomb/FRP, 26 mm
200,0 >12.000 >40
compressive testAccording to ISO 14126
Compression test plate max. load max load impression depth
mm2 N N/mm2 mm
Floor panel: FRP/underliner/honeycomb/FRP, 30 mm
3600 21.705 6,03 1,54
Side wallFRP/honeycomb/FRP, 20 mm
3600 23.083 6,41 1,40
Front wallFRP/honeycomb/FRP, 26 mm
3600 22.271 6,19 1,22
PU foam panelFoam filled honeycomb, 23 mm
2500 20.000 8.00 1,70
compressive testAccording to ISO 14126
Weight / specific max. load working load specific load
Kg / kg/m² N N N/kg
Customer evaluation floor panel: FRP/underliner/honeycomb/FRP,
35 mm 1,76 / 9,8 21.000 16.500 9.375

Johns Manville 2015©
Impregnated: mechanical stability
Formed: forming processes
Filled: Foam impregnated
Transportation / construction floor panels:
Value proposition• cost of ownership (life cycle)• ease of repair• lightweight
Transportation interior trim
Value proposition• good thermoforming process • vibration / noise dampening
Insulation PanelsRenewable Energy
Value proposition • shear resistance• insulation

Johns Manville 2015©
Introduction of Johns Manville‘s spunbond
Introduction into Evalith® honeycombs
Impregnation of Evalith® honeycombs
Performance of Evalith® honeycombs
Application examples of Evalith® honeycombs

Johns Manville 2015©
Evalith® Honeycombs Value Chain
Spunbond Honeycomb Polyiso Foam
Sandwich Panel Application
Process Impregnation & composite manufacturing
Johns Manville 2015©
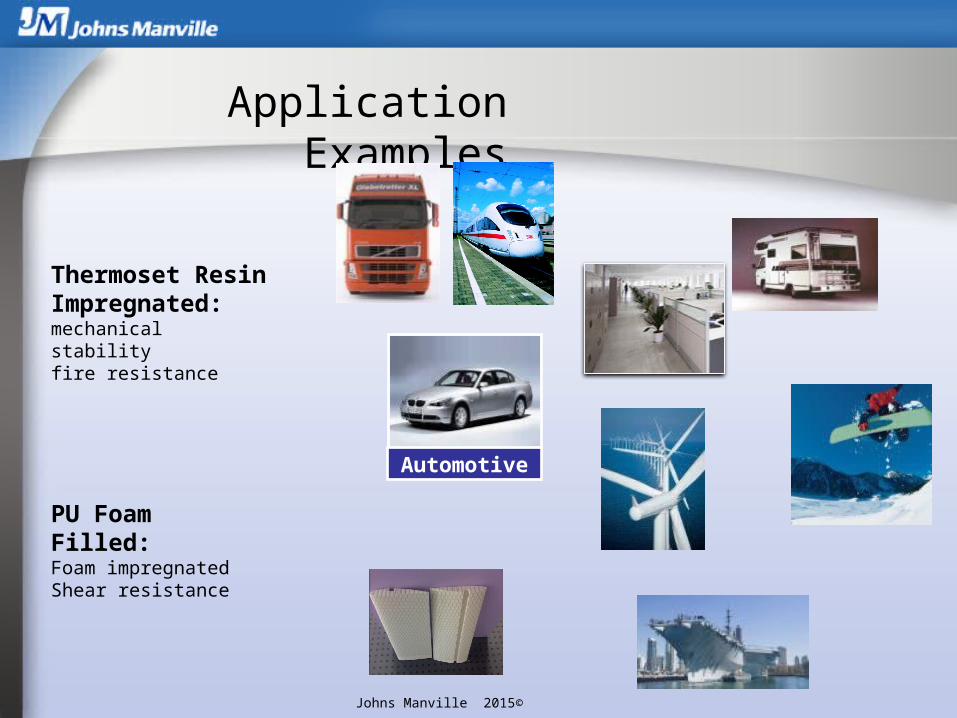
Application Examples
Thermoset Resin Impregnated: mechanical stabilityfire resistance
PU Foam Filled: Foam impregnatedShear resistance
Automotive

Johns Manville 2015©
Evalith® Honeycombs Propertiesimpact
insulation properties
material cost
thermo- formability
resistance to humidity
peel strength
FCI (thermoset impregnated)
PURcomb (foam filled)

Johns Manville 2015©
Evalith® Honeycombs Properties vs Paperimpact
insulation properties
material cost
thermo- formability
resistance to humidity
peel strength
FCI (thermoset impregnated)
PURcomb (foam filled)
Paper honeycombs

Johns Manville 2015©
impact
insulation properties
material cost
thermo- formability
resistance to humidity
peel strength
FCI (thermoset impregnated)
PURcomb (foam filled)
PP honeycombs
Evalith® Honeycombs Properties vs PP
Johns Manville 2015©
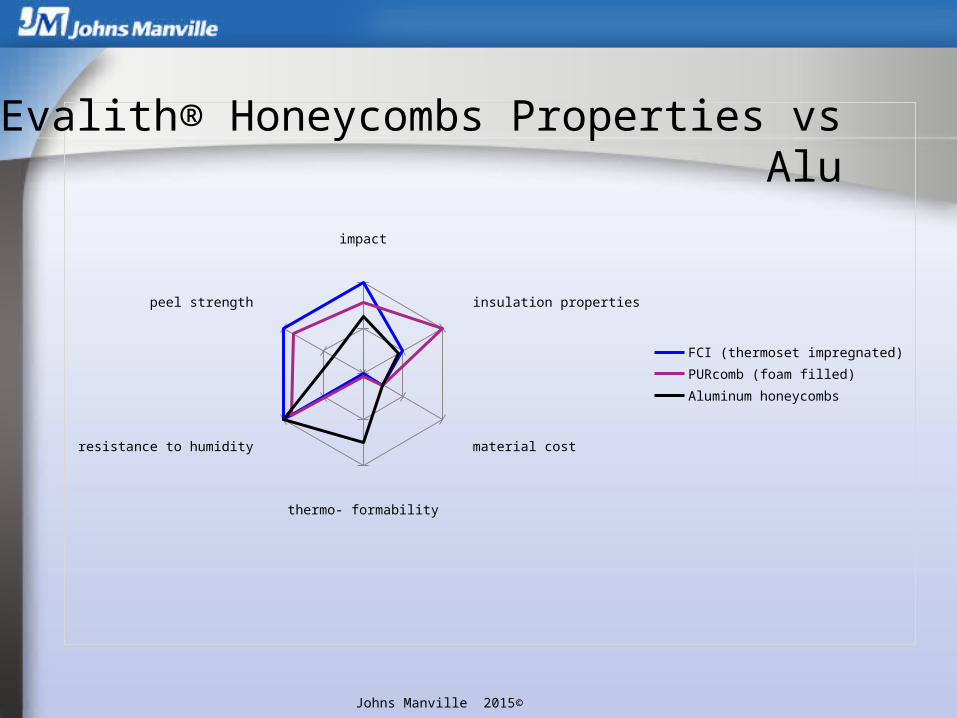
impact
insulation properties
material cost
thermo- formability
resistance to humidity
peel strength
FCI (thermoset impregnated)
PURcomb (foam filled)
Aluminum honeycombs
Evalith® Honeycombs Properties vs Alu

Johns Manville 2015©
Evalith® Honeycombs
Julia MoegelBusiness Development Manager Nonwovens Europe Johns Manville Europe GmbHMax-Fischer-Str. 11 | 86399 Bobingen | GermanyP: +49 8234 9670-542 | M: +49 172 6211985F: +49 8234 9670-558 | [email protected] | www.jm.com
For further information we would be delighted to assist!