
ESTUDIO DE INGENIERÍA DE MÉTODOS PARA EL...
195
REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD NACIONAL ABIERTA INGENIERÍA INDUSTRIAL CENTRO LOCAL MÉRIDA ESTUDIO DE INGENIERÍA DE MÉTODOS PARA EL DEPARTAMENTO TALLER MECÁNICO DEL SISTEMA TELEFÉRICO DE MÉRIDA, BASADO EN ANÁLISIS DE LA OPERACIÓN. AUTOR: Henry José Rondón Fernández. C. I.: V-12780596 TUTOR ACADEMICO: Ing. Miguel Acevedo C.I.: V-9240195 TUTOR EMPRESARIAL: Ing. David Albornoz C.I.: V-15568986 Mérida, 08 de Octubre del 2014
Transcript of ESTUDIO DE INGENIERÍA DE MÉTODOS PARA EL...

REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD NACIONAL ABIERTA
INGENIERÍA INDUSTRIAL CENTRO LOCAL MÉRIDA
ESTUDIO DE INGENIERÍA DE MÉTODOS PARA EL DEPARTAMENTO TALLER MECÁNICO DEL SISTEMA TELEFÉRICO DE MÉRIDA, BASADO EN
ANÁLISIS DE LA OPERACIÓN.
AUTOR: Henry José Rondón Fernández.
C. I.: V-12780596
TUTOR ACADEMICO: Ing. Miguel Acevedo
C.I.: V-9240195
TUTOR EMPRESARIAL: Ing. David Albornoz
C.I.: V-15568986
Mérida, 08 de Octubre del 2014

ÍNDICE DE CONTENIDO
Introducción………………………………………….…………………………1
CAPITULO I EL PROBLEMA
Planteamiento del Problema………………………………………………....3
Objetivos de la investigación………………………………………………..6
Objetivo general……………………………………………………………...6
Objetivos específicos…………………………………………………………6
Justificación…………………………………………………………………….6
Alcance…………………………………………………………………………8
Limitaciones…………………………………………………………………..11
CAPITULO II MARCO TEORICO
Reseña Histórica………………………………………………………………9
Antecedentes…………………………………………………………………11
Bases teóricas………………………………………………………………..13
Bases Legales………………………………………………………………..28
Definición de términos básicos……………………………………………..33

CAPITULO III MARCO METODOLOGICO
Modalidad y diseño de la Investigación………………………………………..37
Tipos de Investigación……………………………………………………….......39
Fases de la investigación………………………………………………………..39
Población…………………………………………………………………………..44
Técnicas de instrumentación y recolección de datos…………………..….....45
CAPITULO IV RESULTADOS
Presentación y análisis de resultados……………………………………...….47
Fase de diagnóstico…………………………...................................................47
A. Proceso Poleas del sistema de carga…………………………………….…54
B. Proceso Mordazas del sistema de carga…………………………………...61
C. Proceso Pernos del sistema de carga………………………………….…...68
Fase áreas críticas mediante análisis de la operación……………………….77
CAPITULO V PROPUESTA
Propuestas…………………………………………………..…………………...113

CAPITULO VI
Evaluación económica……………………………………...........................142
CAPITULO VII
Conclusiones…………………………………………………………………145
Recomendaciones …………………………………………………………..147
Bibliografía…………………………………………………………………….148
ANEXOS
Práctica I………………………………………………………………………154
Práctica II……………………………………………………………………...168

CUADROS.
1- Personal que labora en el área ……………………………………..…44
2-Operacionalización de variable…………………………………………46
3-Factor K de acuerdo a las actividades industriales…………………..89
4-Análisis de la operación (polea)………………………………………...99
5-Análisis de la operación (mordaza)………………………………..….105
6-Análisis de la operación (perno)……………………………………....112

TABLAS
1-Cálculo del área de máquinas y estantes……………………………...90
2-Calculo área de trabajo torno CNC……………………………………116
3-Área con cambio propuesto……………………………………………116
4-Tiempo de recorrido actual (polea)……………………………………124
5-Tiempo de recorrido propuesto (polea)……………………………….124
6-Tiempo recuperado (polea)…………………………………………….125
7-Tiempo de recorrido actual (mordaza)………………………………..130
8-Tiempo de recorrido propuesto (mordaza)…………………………...130
9-Tiempo recuperado (mordaza)………………………………………...131
10-Tiempo de recorrido actual (perno)………………………………….135
11-Tiempo de recorrido propuesto (perno)……………………………..136
12-Tiempo recuperado (perno)…………………………………………..136
13-Costos…………………………………………………………………..143

DIAGRAMAS
1-Diagrama proceso actual (polea)……………………………………….56
1-Diagrama operación actual (polea)……………………………………..57
1-Diagrama recorrido actual (polea)………………………………………58
2-Diagrama proceso actual (mordaza)……………………………………63
2-Diagrama operación actual (mordaza)…………………………………64
2-Diagrama recorrido actual (mordaza)…………………………………..65
3-Diagrama proceso actual (perno)……………………………………….70
3-Diagrama operación actual (perno)…………………………………….71
3-Diagrama recorrido actual (perno)……………………………………...72
4-Diagrama proceso propuesta (polea)…………………………………120
4-Diagrama operación propuesta (polea)……………………………….121
4-Diagrama recorrido propuesta (polea)………………………………..122
5-Diagrama proceso propuesta (mordaza)……………………………..126
5-Diagrama operación propuesta (mordaza)…………………………...127
5-Diagrama recorrido propuesta (mordaza)…………………………….128
6-Diagrama proceso propuesta (perno)…………………………………132
6-Diagrama operación propuesta (perno)………………………………133
6-Diagrama recorrido propuesta (perno)………………………………..134

FIGURAS
1-Acciones…………………………………………………………………...18
2-Técnicas para medición del trabajo…………………………………….19
3-Medición del tiempo de trabajo………………………………………….19
4-Planilla personal jefe de taller…………………………………………...49
5-Lista de cotejo torno paralelo……………………………………………50
6-Poleas teleférico de carga……………………………………………….55
7-Mordaza teleférico de carga……………………………………………..62
8-Perno……………………………………………………………………….69
9-Área actual departamento taller………………………………………..91
10-Área propuesta departamento taller ………………………………...118
11-Planilla de identificación………………………………………………139
12-Manejo de material y equipo (grúas)………………………………...141

1
INTRODUCCIÓN
El presente estudio tiene como finalidad, realizar un rediseño del área
máquinas y herramientas del departamento Taller Mecánico de la empresa
Sistema Teleférico de Mérida, basado en un análisis de la operación. La
característica principal de esta área es la ejecución de piezas, así como
reparación de las mismas, para los respectivos mantenimientos preventivos y
correctivos de los diferentes teleféricos de la empresa.
La ingeniería de métodos es la técnica que se ocupa de incrementar la
productividad del trabajo, eliminando todos los desperdicios de materiales, de
tiempo y de esfuerzo; que procura hacer más fácil y lucrativa cada tarea. Son
muchos los investigadores y autores que han escrito sobre la ingeniería de
métodos. Los aspectos y enfoques de esta rama son de gran importancia
para el estudio que se realizará.
El departamento Taller Mecánico cuenta con 4 áreas Máquinas-
Herramienta, Soldadura, Latonería-Pintura y Mecánica Automotriz, las 2
primeras son las que se tomaran como estudio para la investigación.
Estas áreas no cuentan con un estudio de distribución de máquinas y
herramientas, así como tampoco un plan de procesos para la realización de
piezas o diseño de trabajos establecidos. Con esta investigación se pretende
implementar un análisis de la operación para poner en práctica los diferentes
enfoques que allí se estudian: Propósito de la operación, diseño de partes,
tolerancia, material, procesos de manufactura, preparación y herramientas,
manejo de material, distribución de planta, diseño de trabajo y principio de la
economía de los movimientos.

2
Estos serán puestos en práctica uno por uno, en el departamento para
mejorar los diferentes procesos, condiciones del área y ambiente de trabajo.
Todos estos enfoques deben trabajar en conjunto para contar con un
proceso eficiente tomando en cuenta como punto principal el mejoramiento
de las condiciones de trabajo. Con base a lo antes expuesto, se propone una
investigación estructurada de la siguiente manera:
Capítulo I: Se incluye el Planteamiento del Problema, además de los
objetivos, justificación, alcances y limitaciones.
Por otro lado, en el Capítulo II: El Marco Teórico, se desarrollan, la
reseña histórica, antecedentes, bases legales y definición de Términos
básicos.
De la misma forma, en el Capítulo III: Muestra el Marco Metodológico,
explica todo lo relacionado con la modalidad de la investigación, tipo de
investigación, fases, población y técnicas de instrumentación y recolección
de datos.
El Capítulo IV, muestra los Resultados, presentación y análisis de los
mismos. A sí mismo en el Capítulo V, La Propuesta, tomando en cuenta los
instrumentos evaluados en los capítulos anteriores, se propondrán mejoras
en la investigación.
El Capítulo VI: Evaluación Económica, muestra los gastos y beneficios
que se logran con la investigación.
Y finalmente, el Capítulo VII: Se darán a conocer, las conclusiones y
recomendaciones del trabajo, así como las referencias bibliográficas y
anexos de la investigación.

3
CAPITULO I
EL PROBLEMA
Planteamiento del problema
El Teleférico de Mérida fue proyectado en 1952 por un grupo de
andinistas venezolanos llamado el Club Andino Venezolano durante el
gobierno del General Marcos Pérez Jiménez, a fin de construir un sistema
que facilitara el ascenso a la Sierra Nevada de Mérida.
El Teleférico de Mérida es un sistema de cuatro (4) teleféricos, lo cual
le confiere una longitud total de 12,5 km que van desde la estación Barinitas
en la ciudad de Mérida a unos 1640 m.s.n.m hasta los 4.765 m.s.n.m en la
estación del Pico Espejo. Cada tramo posee dos lados, uno para cada
sentido. En cada uno de ellos hay a su vez un vagón o cabina con capacidad
para 36 pasajeros. La cabina se desplaza a una velocidad promedio de 5 m/s
gracias a una guaya la cual es movida por el empuje de un motor. En el
Teleférico de Mérida existen dos motores en cada estación motriz (Montaña y
Loma Redonda), el primero sirve al tramo montaña y la estación Barinitas y el
segundo motor al tramo entre montaña y la estación La Aguada. El tercer y
cuarto motor se ubica en la estación Loma Redonda y sirve a los tramos
restantes, es decir, el tercero va desde La Aguada a Loma Redonda y el
cuarto va desde Loma Redonda a Pico Espejo.
En agosto de 2008, el experto suizo Hily Manz y un comité técnico de
ese país realizaron una inspección general del sistema. Por
recomendaciones de este grupo de expertos europeos el Teleférico de

4
Mérida fue cerrado en el mismo mes para resguardar la seguridad de los
usuarios.
A partir del año 2010, el gobierno venezolano contrató los servicios de
la empresa Doppelmayr para modernizar el Sistema Teleférico de Mérida, a
fin de solventar los problemas presentados en las guayas y en algunas de las
torres del sistema. Este proceso de modernización se lleva a cabo con una
inversión de más de 200 millones de dólares e incluye la instalación de
nuevas guayas, vagones y dispositivos de seguridad.
Entre los proyectos que se realizan en el sistema teleférico de Mérida
se encuentra la modernización de los equipos eléctricos, soportes, guayas,
recuperación de torres del teleférico de carga. El mismo esta culminado en
su totalidad. Actualmente es el sistema que se utiliza para el traslado del
personal, material, equipo o maquinas necesarias para la obra que se
realiza. No obstante, el teleférico de carga actual requiere del respectivo
mantenimiento preventivo y correctivo para que se concrete la meta de la
modernización del teleférico principal cumpliendo con el tiempo establecido.
La empresa Sistema Teleférico de Mérida, cuenta con tres
departamentos técnicos: Departamento Taller, Mantenimiento Mecánico y
Departamento Eléctrico. Estos son los encargados del mantenimiento
preventivo y correctivos de las diferentes áreas del sistema, y mantener 100
% operativo el sistema llamado de carga. El Taller Mecánico cuenta con 4
áreas, Máquinas - Herramientas, Soldadura Pesada, Mecánica Automotriz y
Latonería - Pintura. La primera es la encargado de la realización y corrección
de piezas del sistema; la segunda, trabajos de soldadura pesada en poleas
o piezas metálicas que se requiera; la tercera, Mecánica Automotriz,
mantenimiento, reparación de vehículos, winches y plantas diesel y la cuarta

5
se encarga de la reparación de vehículos del sistema así como cabinas y
cualquier otro apoyo que se requiera.
El área Máquinas y Herramientas actualmente cuenta, con un torno
paralelo marca ÖRONMASKINER con bancada de 1,5 mts (ver anexo 1),
limadora marca RRE recorrido del Carnero 650 mm (ver anexo 2), fresadora
universal marca VIHL. PEDERSEN ¼” eje principal (ver anexo 3), prensa
hidráulica 80 ton (ver anexo 4), taladro de columna marca Walter Wolfel
recorrido 250 mm (ver anexo 5) y segueta mecánica recorrido 300 mm (ver
anexo 6), así como también equipos como: esmeril de banco, esmeril
manual, maquinas de soldar, tronzadora así como herramientas manuales
de diferentes tipos. Actualmente el área no funciona en forma eficiente
debido a la mala ubicación de los equipos o herramientas, además de la
poca operatividad ya que algunas no se encuentran trabajando al 100 % por
su grado de obsolescencia y por las fallas reiteradas que presentan. En
cuanto a la distribución, no existe un flujo adecuado de los distintos
materiales que se trasladan internamente en el área, así como tampoco se
facilita el desplazamiento de las operaciones entre las máquinas, debido a
que la ubicación de distintos bancos de trabajo, maquinas y equipos no
facilitan los recorridos de las diferentes operaciones.
La falta de espacio, ubicación de máquinas, equipos o herramientas,
puede conllevar al difícil acceso o manejo de materiales y equipos dentro del
área. Por lo antes expuesto, realizar un estudio de ingeniería de métodos
basado en un análisis de operaciones, tomando en cuenta los enfoques de
estas operaciones, ayudara a encontrar las posibles causas y soluciones
para el desenvolvimiento de los trabajadores y lograr eficacia y eficiencia en
el área.

6
Usar el análisis de operaciones, conlleva a estudiar todos los elementos
productivos e improductivos de una operación, con el propósito de
incrementar la productividad. El análisis de la operación es tan efectivo en la
planeación de nuevos centros de trabajo, como en el mejoramiento de los
existentes. Al usar los enfoques en todas sus facetas de la estación de
trabajo, de las herramientas necesarias y del diseño del producto, el análisis
puede desarrollar un centro de trabajo eficiente.
OBJETIVOS DE LA INVESTIGACIÓN
Objetivo General
Proponer un rediseño en el área Máquinas y Herramientas del
departamento taller, mediante los enfoques de análisis de la operación.
Objetivos Específicos
Diagnosticar la situación actual del área Máquinas y Herramientas en
cuanto al flujo de operaciones y de materiales.
Determinar las áreas críticas mediante la implementación del análisis
de la operación.
Proponer la redistribución del área de Máquinas y Herramientas de
acuerdo a los resultados obtenidos y otros cambios que se generen
tomando en cuenta los análisis del estudio
Justificación
El presente estudio, es el rediseño del área Máquinas y Herramientas
del departamento Taller Mecánico del Sistema Teleférico de Mérida. Esta
área es la que se encarga de la realización de piezas, así como también del

7
ensamblado de equipos que se requieran en el mantenimiento preventivo o
correctivo de la empresa. Actualmente esta área no cuenta con diagramas de
flujo de los operarios y de los materiales, ni con bancos de trabajo en
posiciones, que afectan el manejo de materiales o equipos. En los procesos
tampoco se especifica el material a usar.
Además, esta investigación busca realizar un estudio de análisis de la
operación que identifique las fallas del área, así como, responder a varias
preguntas para entender la importancia del estudio, tales como:
¿Por qué se realiza esta operación en esta área?
¿Por qué se realiza de esta manera?
¿Por qué la distribución de esta área?
¿Por qué el manejo de equipos y materiales se realiza de esta
manera?
¿Por qué se utiliza este material para este proceso?
¿Por qué se asigno a este operario para hacer el trabajo?
¿Por qué se trabaja en las condiciones actuales en el área?
La pregunta “¿Por qué?” Sugiere inmediatamente preguntarse “¿Cómo?”
“¿Quién?” “¿Dónde?” y “¿Cuándo?”, para cada una de las preguntas
realizadas anteriormente.
El conocer las deficiencias del área llevará a realizar el estudio y mejorar
las operaciones de flujo, manejo de equipos y materiales, el uso adecuado
de los materiales, condiciones de trabajo adecuadas, entre otros. La
eficiencia y eficacia en el área de trabajo beneficiará al trabajador mejorando
las condiciones de las misma, operaciones más seguras y sin desperdicio de
movimiento y tiempo, manejo seguros y adecuados de materiales y equipos

8
Alcance
Con este estudio se pretende alcanzar, mejoras en los ritmos de
trabajo, eliminando fases innecesarias en los procesos, mejorar el manejo de
materiales. También se pretende lograr una distribución adecuada de las
maquinas, equipos y herramientas en el departamento, tomando en cuenta
las máquinas que a futuro se pretendan instalar (distribución basada a
futuro), así como conseguir que las condiciones de trabajo sean las más
idóneas para el trabajador y que eviten enfermedades profesionales y/o
accidentes.
Esto nos permitiría mejorar la calidad de los trabajos que se realizan en
el área; uso apropiado del material evitando desperdicios mediante el
reciclaje y así disminuir los costos de la empresa. Minimizar las
enfermedades profesionales implantando el uso adecuado de manejo de
materiales; mejorar los ritmos de trabajo implementando diagramas de
recorrido con lo que mejoraría el mantenimiento tanto preventivo como
correctivo evitando de esta manera cualquier interrupción innecesaria así
como pérdidas económicas; y por último pero no menos importante,
implementar condiciones ergonómicas idóneas en el departamento que lleve
a que el obrero trabaje en condiciones seguras y aceptables para el buen
desenvolvimientos de sus funciones.

9
CAPITULO II
MARCO TEÓRICO
Reseña histórica
La ordenación de las áreas de trabajo se ha desarrollado, desde hace
muchos años. Las primeras distribuciones las desarrollaba el hombre que
llevaba a cabo el trabajo, o el arquitecto que proyectaba el edificio.
Desde el principio las cuestiones básicas sobre qué, cómo, dónde y
cuánto producir ha estado siempre patentes en la actividad productiva
organizada del hombre. Sin embargo, fue a consecuencia de la Revolución
Industrial que tales decisiones comenzaron a tener una complejidad y una
repercusión tales que requerían técnicas y métodos específicos para su
estudio. En los cien años cubiertos desde finales del siglo XVIII a finales del
XIX comenzaron a aparecer los primeros pensadores en esta materia, tales
como Adam Smith 1723-1790, Charles Babbage 1792-1871. Sus primeros
estudios teóricos fueron sobre; la Organización Industrial y en especial, sobre
los beneficios de la división y especialización del trabajo y el uso de
herramientas y utillajes. Sin embargo, se debe considerar los finales del siglo
XIX como el inicio en la aplicación del método científico basado en la
observación, medición y experimentación sistemática para confirmar o
descartar hipótesis sobre las características de los procesos analizados. En
un principio estas actividades fueron llevadas a cabo por los propios
ingenieros mecánicos e iban encaminadas a la mejora del sistema
productivo. Entre los primeros estudios prácticos que se conocen destacan
los de Mathew Boulton y James Watt Jr. (hijo del inventor de la máquina de

10
vapor), los cuales realizaron investigaciones sobre nuevas formas de
organización en su fundición del Soho londinense.
Con la llegada de la revolución industrial, se transformó el pensamiento
referente que se tenía hacia ésta buscando entonces los propietarios un
objetivo económico al estudiar las transformaciones de sus fábricas.
El análisis de operaciones estudia todos los elementos productivos e
improductivos de una operación. Los pioneros que ayudaron a los estudios
de esto fueron:
Frederick Winslow Taylor, (1875), se le conoce como el padre de la
administración científica y de la ingeniería industria. Fue la primera
persona que se valió de un cronometro para estudiar el contenido del
trabajo, y como tal, se le tiene como el fundador del estudio de tiempo.
George Elton Mayo, (1930), este sociólogo indago sobre comportamiento
organizacional para sustituirlo por otro que tuviese más en cuenta los
sentimientos, actitudes, complejidad motivacional y otros aspectos del sujeto
humano.
Frank y Liliam Gilbreth, son conocidos como los padres del estudio de
movimientos, la cual se puede definir como el estudio de los movimientos del
cuerpo, que se utilizan para ejecutar una operación, con la idea de mejorar la
operación, eliminando y simplificando los movimientos necesarios y
estableciendo después, la secuencia de movimientos más favorables para
lograr una eficiencia máxima. También desarrollaron la técnica de la cámara
de cine para estudiar los movimientos, la cual ha contribuido hasta la fecha a
la solución de muchos problemas. En la industria, esta técnica se conoce con
el nombre de Estudio de micro movimientos.

11
Antecedentes de la investigación
Las investigaciones realizadas anteriormente y que guardan alguna
relación con las técnicas usadas en la redistribución de una planta son los
siguientes:
José Alan Rau Álvarez (2009), propuso un rediseño de distribución de
planta de las instalaciones de una empresa que comercializa equipos de
bombeo para agua de procesos residuales en Lima, Perú.
Se enfocó en una empresa comercializadora de bombas industriales que
ha iniciado acciones para afrontar el panorama actual de este país, con un
crecimiento en los sectores de minería, saneamiento y en plantas de
tratamiento a nivel nacional, y tener una respuesta inmediata en sus
operaciones para hacer frente a los competidores nacionales y extranjeros.
El objetivo general de esta investigación fue el de obtener una mejora en
la distribución racional en la planta de la empresa en estudio, que brinde un
soporte efectivo para el normal flujo de las operaciones desarrolladas,
minimizando costos y actividades de acarreo y/o manipulación.
Asimismo propuso medidas de seguridad y lograr espacios adecuados
para el personal de la empresa que permita alcanzar los máximos niveles de
productividad, eficacia y eficiencia acordes a los objetivos y estrategias de
gestión de las operaciones vigentes.
Entre las recomendaciones en este proyecto a la empresa están: a)
contratar a terceros, que puedan adaptar la obra a la funcionalidad del
trabajo y no realicen modificaciones sin sustento adecuado, que pueda
alterar el trabajo en conjunto. b) la aplicación de software tipo FactoryCAD,
que se adapta a estos tipos de proyectos y facilita el aprendizaje de los
futuros profesionales.

12
Ramírez Vergel, Jhon Jairo, Universidad del Magdalena (2009), propuso
diseñar una distribución de planta en la empresa ALFERING que permita
optimizar la disposición de los elementos en el área de producción:
Máquinas, recursos humanos y materiales de tal manera que el valor creado
por el diseño implementado eleve los niveles de eficiencia de este
departamento.
Entre las recomendaciones dadas en dicho proyecto estuvieron: a)
delimitar cada una de las áreas de trabajo teniendo en cuenta cada uno de
los procesos que se desarrollan dentro del taller; b) mantener cada uno de
los equipos en buen estado y ubicados de forma organizada teniendo la
designación de cada una de las áreas de trabajo, desarrollar e implementar
un programa de mantenimiento.
Ernesto Cañipa Escobar, Oruro Bolivia(2009), propuso un rediseño del
área, de almacenes de reciclaje en la empresa Melgarejo ARMEL Ltda.,
empresa del sector de plásticos, la cual debido a su crecimiento económico y
a la demanda insatisfecha de productos, decide ampliar la planta con la
compra de un nuevo galpón y maquinaria para la fabricación de bolsas
plásticas. Es en esta planta Nro. 2 donde se realiza el estudio de la
instalación y montaje industrial, de toda la maquinaria adquirida.
Entre las conclusiones que se especifican en el proyecto, con el rediseño
del montaje electromecánico de la planta, se logra alcanzar uno de los
objetivos primordiales, el cual utiliza todos los medios humanos disponibles,
para lograr una meta común que es la de no permitir que la empresa
presente paros de producción debido a un mal montaje y dimensionamiento
de sus equipos, y por ende minimizar los costos de operación.

13
Bases teóricas
A continuación se describen las bases teóricas que nos servirán como
base para el estudio de los diferentes aspectos que encontraremos en el
campo a evaluar.
Ingeniería de métodos.
Según el Dr. Freivalds (2004), los términos análisis de operaciones,
diseño y simplificación del trabajo, ingeniería de método y reingeniería
corporativa se usan con frecuencia como sinónimos. En muchos casos, se
refieren a una técnica para aumentar la producción por unidad de tiempo o
disminuir el costo por unidad de producción. Dicho en otras palabras,
mejoramiento de la productividad.
En la ingeniería de métodos se usan procedimientos sistemáticos, para
desarrollar un centro de trabajo, fabricar un producto o proporcionar un
servicio.
Antes de que existieran las grandes empresas como las que ahora
conocemos, la producción era escasa y no cubría las necesidades de un
número de consumidores cada día más grande.
Esto se debía en gran parte al método manual de producción que era
lento y rudimentario, lo que originó que algunos hombres de ingenio se
pusieran a pensar en métodos nuevos de producción.
Con el tiempo desarrollaron máquinas que suplían con enorme ventaja a
aquellos que tenían la habilidad para hacer un determinado artículo.
Con la invención de los nuevos métodos reproducción, de hecho se
simplificó el trabajo de los artesanos y al mismo tiempo se benefició todo el
público al poder adquirir artículos en mayor cantidad y a precios bajos.

14
Requisitos para simplificar el trabajo
a) Primero, tener una mente abierta.
b) Después, mantener una actitud de constante cuestionamiento:
Cuestionarse frecuentemente las cosas. En la simplificación del
trabajo significa una de las más útiles herramientas, porque
amanera de un gancho, coge las ideas.
c) Trabajar sobre las causas, no sobre los efectos. No hay que
conformarse con ver cómo la gente hace su trabajo; hay que
analizarlo y estudiarlo para simplificarlo.
d) Al hablar con los operarios, acepte las razones, no las excusas.
e) Siempre será necesario trabajar sobre los hechos, no sobre las
opiniones. Mucha gente cree que un trabajo se hace por que
desde hace muchos años antes “se está haciendo así”. Esto es
sólo una opinión, de ningún modo un hecho.
f) Es importante eliminar el miedo a la crítica, despojarse del amor
propio y de la pereza mental.
g) Después de todo lo anterior, la misión final será vencer la
resistencia al cambio. Todos, por naturaleza, nos oponemos a los
cambios, pero ellos son el requisito necesario para el progreso.
Los objetivos de los estudios de métodos.
La meta de perfeccionar los procesos de trabajo se divide en varios
objetivos:

15
Mejorar los procesos, procedimientos y la disposición de la fábrica,
taller y lugar de trabajo, así como el diseño del equipo e
instalaciones.
Economizar el esfuerzo humano para reducir la fatiga innecesaria,
además de ahorrar en el uso de materiales, máquinas y mano de
obra.
Aumentar la seguridad y crear mejores condiciones de trabajo a fin
de hacer más fácil, rápido, sencillo y seguro el desempeño de
labores.
En la mayor parte de las empresas han pasado desapercibidos durante
mucho tiempo los derroches; se ignoraban por completo, o sólo se percibían
cuando saltaban a la vista o cuando eran de magnitud extraordinaria.
Procedimiento del estudio de métodos.
Se estableció que, sin eliminar otros medios para obtener mejoras, la
simplificación busca las innovaciones deducidas analíticamente por medio de
un método sistemático de ataque.
Este método al que nos referimos consta de los siguientes pasos:
1. Seleccionar la tarea a estudiar
2. Registrar todo lo relacionado con la tarea para una mayor
comprensión de la misma.
3. Examinar críticamente el método actual de la tarea para resaltar las
deficiencias que pudiera presentar y poderle plantear mejoras.

16
4. Idear un nuevo método tomando como base las mejoras propuestas
en el punto anterior. A partir de las ideas más productivas definir el
nuevo método.
5. Implantar el nuevo método sustituyendo al actual.
6. Mantener el nuevo método para evitar el retorno del método anterior.
Estudio De Trabajo
Técnicas de registros.
Entre las herramientas que los técnicos en organización o los
especialistas en métodos emplean para el estudio y mejora de los métodos,
se encuentra el empleo de diagramas.
Estos diagramas pueden ser aplicados a cualquier clase de trabajo,
incluso a trabajos administrativos.
Los diagramas, en general se pueden dividir en:
Diagramas de Operaciones de Proceso (DOP), que describen las
operaciones e inspecciones a realizarse para la elaboración del producto y la
secuencia en la que se desarrollará.
Diagramas de Actividades del Proceso (DAP), que describen las
actividades del proceso e indica los tiempos de cada actividad.
Los diagramas que se emplean en esta actividad son:
Diagrama del Proceso o de Ensamble,
Diagrama de Actividades del Proceso o de Flujo,
Diagrama de Recorrido,

17
Diagrama Multi producto,
Diagrama de Actividades Simultáneas
Diagrama de Proceso del Operario.
En todos ellos se hace uso de simbolismo normalizado y por medio del
cual representamos las operaciones, inspecciones, demoras y
almacenamiento.
Otros diagramas usados y que emplean análisis de procesos son:
Diagrama del proceso análisis del hombre
Abraham Camilo, (2008), representa gráficamente las diferentes etapas
en forma separada lo que una persona realiza cuando hace una determinada
tarea o labor que requiera que el trabajador se movilice de un área a otra en
el curso del trabajo. (p.p. 18,25)
Este diagrama es una ayuda para comprender y aclarar los movimiento
de las personas y se debe tener cuidado para no confundir este análisis con
los productos.
Diagrama del proceso análisis del producto
Representa gráficamente las diferentes etapas en forma separada de un
proceso, tarea o trabajo y así modificar la salida desde una etapa hasta otra.
En otras palabras, describe la secuencia de actividades comprendidas en un
trabajo.
Acciones que tienen lugar en un proceso determinado (ver figura 1)

18
Figura 1: Acciones
García Criollo Roberto (2008)
Según Fred. E Meyers (2000), el diagrama de actividades muestra todo el
manejo, inspección, operaciones, almacenajes y retrasos que ocurren con
cada componente conforme se mueve por la planta. Se emplean símbolos
convencionales para describir los pasos del proceso.
Medición Del Tiempo De Trabajo.
“Se centra en la aplicación de técnicas para determinar el tiempo que invierte un trabajador cualificado en llevar a cabo una tarea definida, efectuándola según una norma de ejecución preestablecida” (OIT, 1980).
Medir el trabajo en una empresa es de gran utilidad ya que se puede:
Lograr eliminar los tiempos improductivos en los procesos y
buscar sus mejoras;
Comparar los distintos métodos que se pueden aplicar tomando
como referencia sus tiempos;
Repartir el trabajo dentro de los equipos o grupos para hacer lo
más equitativo;

19
Determinar la carga de trabajo adecuada para una persona, entre
otras. (ver figura 2 y 3)
Figura 2: Técnicas Para Medición De Trabajo
Valencia Napan Adolfo (2000)

20
Figura 3: Medición del tiempo de trabajo.
Valencia Napan Adolfo (2002)
Análisis de la operación
Según, Niebel & Freivalds, (2004), el analista de métodos usa el análisis
de la operación para estudiar todos elementos productivos e improductivos
de una operación, con el propósito de incrementar la productividad por
unidad de tiempo y reducir los costos unitarios al tiempo que se mantiene o
mejora la calidad. (pág. 71)

21
Enfoques principales del análisis de la operación.
1. Propósito de la operación: Este quizá sea el más importante de los
enfoques del análisis de la operación. La mejor manera de simplificar una
operación es formular una manera de obtener los mismos resultados, o
mejores, sin costos adicional. La regla elemental de un analista es tratar
de eliminar o combinar una operación antes de intentar mejorarla.
2. Diseño de partes: Aún cuando puede ser difícil introducir incluso un
pequeño cambio en el diseño, un buen ingeniero de métodos debe revisar
todos los diseños en busca de mejoras posibles. Los diseños se pueden
cambiar; y si el resultado es una mejora y la actividad del trabajo es
significativa, entonces el cambio debe realizarse.
3. Tolerancia y especificaciones: Se relaciona con la calidad del
producto, es decir su habilidad para satisfacer una necesidad dada.
Mientras las tolerancias y las especificaciones siempre se toman en
cuenta al revisar el diseño, en general esto no es suficiente, deben
estudiarse independientemente de otros enfoques del análisis de la
operación.
4. Material: Uno de los primeros puntos que considera un ingeniero al
diseñar un nuevo producto es, “¿Qué material debe usarse?”. Como la
elección del material adecuado es difícil debido a la gran variedad
disponible, con frecuencia es más práctico incorporar un material mejor y
más económico al diseño existente.
Los analistas de métodos deben examinar las siguientes posibilidades,
para los materiales directos e indirectos que se usan en un proceso.
Encontrar un material menos costoso.

22
Encontrar materiales que sean más fáciles de procesar.
Usar materiales de maneras más económicas.
Usar materiales recuperados.
Usar materiales y suministros de manera más económica.
Estandarizar los materiales.
Encontrar el mejor proveedor respecto a precio y disponibilidad.
5. Secuencia y proceso de manufactura: Los ingenieros de métodos
deben entender que el tiempo dedicado al proceso de manufactura del
proceso se divide en tres pasos: planeación y control de inventarios,
operaciones de preparación y manufactura en proceso.
Para perfeccionar el proceso de manufactura, el analista debe considerar
lo siguiente. 1) reorganización de las operaciones, 2) mecanización de las
operaciones manuales, 3) utilización más eficiente de la maquinaria en
operaciones mecánicas, 4) operaciones más eficientes de la maquinaria, 5)
fabricación cercana a la forma final del producto y 6) automatización por
medio de robots.
6. Preparaciones y herramientas: La cantidad de herramientas que
proporciona las mayores ventajas depende de: 1) la cantidad de producción,
2) lo repetitivo del negocio, 3) la mano de obra, 4) los requerimiento de
entrega y 5) el capital necesario.
7. Manejo de materiales: El manejo de materiales incluye movimiento,
tiempo, lugar, cantidad y espacio. Primero, el manejo de materiales debe
asegurar que las partes, la materia prima, los materiales en proceso, los
productos terminados y los suministros se muevan periódicamente de un

23
lugar a otro. Segundo, como la operación requiere materiales y suministros
en un tiempo especifico, el manejo de materiales asegura que ningún
proceso de producción o clientes se detenga por la llegada temprana o tardía
de materiales. Tercero garantiza que los materiales se entreguen en el lugar
correcto. Cuarto asegura que los materiales se entreguen sin daño y en la
cantidad adecuada. Por último, el manejo de materiales debe tomar en
cuenta espacio de almacén, tanto temporales como permanentes.
8. Distribución de la planta: Niebel y Freivalds (2004) acotan que el
objetivo principal de una distribución de planta efectiva es desarrollar un
sistema de producción que permita la manufactura del número deseado de
productos, con la calidad deseada. La distribución física es un elemento
importante del sistema de producción, que comprende instrumentos de
operación, control de inventarios, manejo de materiales, programación,
determinación de rutas y despacho.
Habiendo definido el número de máquinas y conociendo los requerimientos
de personal, se definen las estaciones de trabajo y se determinan las áreas
requeridas.
Para ello se pueden utilizar diferentes métodos de evaluación. A
continuación presentamos el Método Guerchet.
Por este método se calcularán los espacios físicos que se requerirán
para establecer la planta. Por lo tanto, se hace necesario identificar el
número total de maquinaria y equipo llamados elementos estáticos y también
el número de operarios y el equipo de acarreo, llamados elementos móviles.
Para cada elemento a distribuir, la superficie total necesaria se calcula
como la suma de tres superficies parciales:

24
Principios básicos de la distribución en planta
Una buena distribución en planta debe cumplir con seis principios, los
cuales se listan a continuación:
Principio de la Integración de conjunto. La mejor distribución es la que
integra las actividades auxiliares, así como cualquier otro factor, de modo
que resulte el compromiso mejor entre todas las partes.
Principio de la mínima distancia recorrida a igual de condiciones. Es
siempre mejor la distribución que permite que la distancia a recorrer por el
material entre operaciones sea más corta.
Principio de la circulación o flujo de materiales. En igualdad de
condiciones, es mejor aquella distribución o proceso que este en el mismo
orden a secuencia en que se transforma, tratan o montan los materiales.
Principio de espacio cúbico. La economía se obtiene utilizando de un
modo efectivo todo el espacio disponible, tanto vertical como horizontal.
Principio de la satisfacción y de la seguridad. En igualdad de
condiciones, será siempre más efectiva la distribución que haga el trabajo
más satisfactorio y seguro para los productores.

25
Principio de la flexibilidad. En igualdad de condiciones, siempre será
más efectiva la distribución que pueda ser ajustada o reordenada con menos
costo o inconvenientes.
9. Condiciones de trabajo: Según Niebel (2004), el diseño del lugar de
trabajo, las herramientas, el equipo y el entorno de manera que se ajusten al
operario humano se llama ergonomía. En lugar de dedicar un gran espacio a
los fundamentos teóricos de fisiología, capacidades y limitaciones del ser
humano, se presentan los principios de diseño del trabajo y la lista de
verificación adecuada para facilitar su uso. Con cada principio de diseño se
da una breve explicación de su origen o relación con el cuerpo humano.
Este enfoque ayudará al análisis de métodos en el diseño del lugar de
trabajo, equipos y herramientas para lograr el mismo tiempo las metas de 1)
mayor producción y eficiencia de la operación, 2) menores tasas de lesiones
para los operarios.
Puntos clave:
Adecuar el lugar de trabajo al operario
Proporcionar posibilidades de ajustes
Mantener posturas neutrales (articulaciones en posición natural)
Minimizar las repeticiones
Antropometría y diseño.
Continúa Niebel (2004), mostrando que lo primordial es diseñar el lugar
de trabajo para que se ajuste a la mayoría de los individuos en cuanto al
tamaño estructural del cuerpo humano. La ciencia de medir el cuerpo

26
humano se conoce como antropometría, y por lo común utiliza una variedad
de dispositivos tipo calibrador para determinar las dimensiones estructurales,
como estatura, largo del antebrazo y otros. Sin embargo, en el sentido
práctico, pocos ergonomistas o ingenieros recolectan sus propios datos,
debido a la cantidad que ya se ha reunido y tabulado.
Principio de diseño del trabajo.
El lugar de trabajo.
Determinar la altura de la superficie de trabajo según la altura del
codo.
Ajustar la altura de la superficie de trabajo según la tarea que se
realiza.
Alentar la flexibilidad en la postura
Proporcionar tapetes anti fatiga para operarios que trabajen de
pie.
Localizar todas las herramientas y materiales dentro del área
normal de trabajo.
Arreglo óptimo de herramientas, controles y otros componentes
para minimizar los movimientos.
Ergonomía, condición de trabajo.
Lo primero que hay que hacer cuando se trata de mejorar los métodos de
trabajo en una industria o en cualquier otra parte, es crear condiciones de
trabajo que permitan a los obreros ejecutar sus tareas sin fatiga innecesaria.

27
I. El que el obrero se encuentre en un ambiente grato, en
condiciones higiénicas, sin experimentar frío ni calor, con una
iluminación adecuada y con el menor ruido posible, disminuye
considerablemente su fatiga y además, al no distraer su atención
las molestias personales, puede concentrarse en su trabajo y
realizarlo mejor.
II. Las malas condiciones de trabajo figuran entre las causas citadas
de tiempo improductivo por deficiencias de dirección.
III. Las condiciones de trabajo dependen principalmente de la
limpieza de los locales, que se cuente con agua potable y un
ambiente higiénico.
IV. El orden de los locales, la iluminación, la ventilación, calefacción y
refrigeración.
V. También se debe tomar en cuenta el acondicionamiento
cromático, el ruido y vibraciones, la música ambiental.
10. Principio de la economía de los movimientos: Mejoramiento de
la disposición de las piezas en la estación de trabajo y de los movimientos
necesarios para realizar esa tarea.
Ambas manos deben trabajar simultáneamente
Cada mano debe efectuar los menos movimientos posibles.
El sitio de trabajo debe estar diseñado para evitar movimientos de
alcances largos.
Evite el uso de las manos como dispositivos de sujeción.

28
Análisis coste efectividad (ACE)
Según Sabalza, Michel (2006), el ACE se utiliza cuando los beneficios
tienen un valor objetivo cuantificable aunque no en dinero, sino en
indicadores objetivamente verificables.
En esta situación sigue siendo importante tener una referencia para la
comparación que nos permita tomar una decisión o emitir un juicio de valor
sobre el proyecto evaluado.
Bases legales
Al momento de realizar cualquier estudio necesario se deben tomar en
consideración las organizaciones o normas por las cuales se rige el mismo.
Pueden ser internas del país o internacionales, de ser necesarias. A
continuación se mencionan las mismas.
Ley Orgánica de la Administración Pública
La Ley Orgánica de la Administración Pública (2001), publicada en
Gaceta Oficial de la República Bolivariana de Venezuela, 37.305 de fecha 17
de octubre de 2001, sanciona:
Artículo 14. La Administración Pública será responsable ante los
particulares por la gestión de sus respectivos órganos, de conformidad con la Constitución de la República Bolivariana de Venezuela y la ley, sin perjuicio de la responsabilidad que corresponda a los funcionarios o funcionarias por su actuación. La Administración Pública responderá patrimonialmente por los daños que sufran los particulares, siempre que la lesión sea imputable a su funcionamiento.
Artículo 18. El funcionamiento de los órganos y entes de la Administración Pública se sujetará a las políticas, estrategias, metas y objetivos que se establezcan en los respectivos planes estratégicos y compromisos de gestión. Igualmente, comprenderá

29
el seguimiento de las actividades, así como la evaluación y control del desempeño institucional y de los resultados alcanzados.
Artículo 19. La actividad de los órganos y entes de la Administración Pública perseguirá el cumplimiento eficaz de los objetivos y metas fijados en las normas, planes y compromisos de gestión, bajo la orientación de las políticas y estrategias establecidas por el Presidente o Presidenta de la República, por el gobernador o gobernadora, el alcalde o alcaldesa según el caso. La actividad de las unidades administrativas sustantivas de los órganos y entes de la Administración Pública se corresponderán y ceñirá a su misión, y la actividad desarrollada por las unidades administrativas de apoyo técnico y logístico se adaptará a la de aquellas. Artículo 20. La asignación de recursos a los órganos y entes de la Administración Pública se ajustará estrictamente a los requerimientos de su funcionamiento para el logro de sus metas y objetivos. El funcionamiento de la Administración Pública propenderá a la utilización racional de los recursos humanos, materiales y presupuestarios… La Administración Pública procurará que sus unidades de apoyo no consuman un porcentaje del presupuesto destinado al sector correspondiente mayor que el estrictamente necesario. A tales fines, los titulares de la potestad organizativa de los órganos y entes de la Administración Pública, previo estudio económico y con base en los índices que fueren más eficaces de acuerdo al sector correspondiente, determinarán los porcentajes mínimos de gasto permitido.
Es evidente, que la Ley exige a las instituciones públicas realizar una
buena gestión de sus recursos y, por ello, el “Sistema Teleférico de Mérida”
debe contar con un plan de de mantenimiento preventivo que le permita
mantener en buenas condiciones sus máquinas, herramientas y equipos,
evitando erogaciones innecesarias por falta del mismo.

30
Ley para la Defensa de las Personas en el Acceso a los Bienes y
Servicios (LDPABS)
De igual forma, tomando en cuenta que el “Sistema Teleférico de Mérida”
es una empresa prestadora de servicios, debe ceñirse a esta Ley, publicada
en Gaceta Oficial Nº 39.358 del 1 de febrero de 2010, la cual señala:
Artículo 8º. Son derechos de las personas en relación a los
bienes y servicios declarados o no de primera necesidad: 1. La protección de su salud y seguridad en el acceso a los bienes y servicios… 17. La disposición y disfrute de los bienes y servicios, de forma continua, regular, eficaz, eficiente e ininterrumpida… Artículo 9º. Los bienes y servicios puestos a disposición de las personas, no deben implicar riesgos para su salud o seguridad, salvo los usuales o reglamentariamente admitidos en condiciones normales y previsibles de utilización. Articulo 17. Todo proveedor o proveedora de bienes o prestador
de servicios estará obligado u obligada a respetar los términos,
plazos, fechas, condiciones, modalidades, garantías, reservas y
demás circunstancias conforme a las cuales hayan sido ofrecidos,
publicitados o convenidos con las personas para entrega del bien
o la prestación del servicio.
Se evidencia que para dar cumplimiento a la Ley, la institución objeto de
estudio debe asegurarse que el servicio ofertado brinde la mayor seguridad
posible al usuario y, de igual forma, éste se realice de manera continua. Por
lo cual es imperante llevar a cabo un correcto mantenimiento preventivo y
correctivo que elimine las condiciones inseguras y minimice la probabilidad
de cualquier suspensión mejorando los ritmos de trabajo de maquinas y
operadores en el área.

31
Ley Orgánica de Prevención, Condiciones y Medio Ambiente de Trabajo
(LOPCYMAT)
Capítulo I: Del Objeto y Ámbito de Aplicación de esta Ley
Objeto de esta Ley
Artículo 1. El objeto de la presente Ley es:
Establecer las instituciones, normas y lineamientos de las políticas, y los órganos y entes que permitan garantizar a los trabajadores y trabajadoras, condiciones de seguridad, salud y bienestar en un ambiente de trabajo adecuado y propicio para el ejercicio pleno de sus facultades físicas y mentales, mediante la promoción del trabajo seguro y saludable, la prevención de los accidentes de trabajo y las enfermedades ocupacionales, la reparación integral del daño sufrido y la promoción e incentivo al desarrollo de programas para la recreación, utilización del tiempo libre, descanso y turismo social.
Articulo 53. Los trabajadores y las trabajadoras tendrán derecho
a desarrollar sus labores en un ambiente de trabajo adecuado y propicio para el pleno ejercicio de sus facultades físicas y mentales, y que garantice condiciones de seguridad, salud y bienestar adecuadas.
Articulo 60.el empleador o empleadora deberá adecuar los
métodos de trabajo así como las maquinas, herramientas y útiles utilizados en el proceso de trabajo a las características psicológicas, cognitivas, culturales y antropométricas de los trabajadores y trabajadoras. En tal sentido, deberá realizar los estudios pertinentes e implantar los cambios requeridos tanto en los puestos de trabajo existentes como al momento de introducir nuevas maquinarias, tecnologías o métodos de organización del trabajo a fin de lograr que la concepción del puesto de trabajo permita el desarrollo de una relación armoniosa entre el trabajador y su entorno laboral

32
la Ley Orgánica del Trabajo
De la Higiene y Seguridad en el Trabajo
Artículo 236. El patrono deberá tomar las medidas que fueren necesarias para que el servicio se preste en condiciones de higiene y seguridad que respondan a los requerimientos de la salud del
trabajador, en un medio ambiente de trabajo adecuado y propicio para el ejercicio de sus facultades físicas y mentales.
El Ejecutivo Nacional, en el Reglamento de esta Ley o en disposiciones especiales, determinará las condiciones que correspondan a las diversas formas de trabajo, especialmente en
aquellas que por razones de insalubridad o peligrosidad puedan resultar nocivas, y cuidará de la prevención de los infortunios del
trabajo mediante las condiciones del medio ambiente y las con él relacionadas.
El Inspector del Trabajo velará por el cumplimiento de esta norma y fijará el plazo perentorio para que se subsanen las deficiencias. En caso de incumplimiento, se aplicarán las sanciones previstas
por la Ley.
Artículo 237. Ningún trabajador podrá ser expuesto a la acción
de agentes físicos, condiciones ergonómicas, riesgos psicosociales, agentes químicos, biológicos o de cualquier otra índole, sin ser advertido acerca de la naturaleza de los mismos, de los daños que
pudieren causar a la salud, y aleccionado en los principios de su prevención.
La empresa Sistema Teleférico de Mérida por ser un ente del Estado, se
regula por normas que acuerdan el uso de bienes y servicios, así como
también normas ambientales, ya que el sistema se encuentra en un parque
nacional. El Departamento Taller se encuentra específicamente cerca de
área con vegetación, por lo que está sujeto a estas políticas, que la protegen
a ella y que ayuden a mejorar las condiciones de sus trabajadores.

33
Normas COVENIN
Manejo de materiales y equipos 2248-87. Se tomara en cuenta esta
norma para mejorar el manejo de materiales y equipos en el área.
Normas AISI-SAE
Esta norma específica el tipo de acero que se debe usar de acuerdo al
trabajo que se requiera
Los organismos Internacionales encargados de la seguridad industrial.
La Organización Internacional del Trabajo (OTI): Promociona
oportunidades de trabajo decente y productivo para mujeres y
hombres en condiciones de libertad, igualdad, seguridad y dignidad
humana.
Organización Mundial de la Salud (OMS): Se encarga de garantizar el
cumplimiento de la seguridad social en el país adecuado.
Definición de términos básicos
Análisis: La distinción entre análisis cualitativo y análisis cuantitativo refiere
al tipo de datos con los que se trabajan. Mientras que el análisis cuantitativo
busca conocer cantidades, el análisis cualitativo se centra en características
que no pueden cuantificarse.
Antropometría: Medida, lo que viene a significar "la medida del hombre". Es
la sub-rama de la antropología biológica o física que estudia las medidas del
hombre. Se refiere al estudio de las dimensiones y medidas humanas con el
propósito de comprender los cambios físicos de este y las diferencias entre
sus razas y sub-razas.

34
Circulación: Desplazamiento de algo por un lugar siguiendo una dirección
determinada.
Coste: En economía el coste o costo es el valor monetario de los consumos
de factores que supone el ejercicio de una actividad económica destinada a
la producción de un bien o servicio. Todo proceso de producción de un bien
supone el consumo o desgaste de una serie de factores productivos. El
concepto de coste está íntimamente ligado al sacrificio incurrido para
producir ese bien. Todo coste conlleva un componente de subjetividad que
toda valoración supone.
Diagramas: Un diagrama o gráfico es un tipo de esquema de información
que representa datos numéricos tabulados.
Distribución: División de una cosa en partes dando a cada una de ellas un
destino o una posición:
Eficacia: Capacidad de lograr los objetivos y metas programadas con los
recursos disponibles en un tiempo predeterminado. Capacidad para cumplir
en el lugar, tiempo, calidad y cantidad las metas y objetivos establecidos.
Eficiencia: Acción, fuerza, producción. Se define como la capacidad de
disponer de alguien o de algo para conseguir un objetivo determinado. No
debe confundirse con eficacia que se define como la capacidad de lograr el
efecto que se desea o se espera.
Equipo: Maquinaria, utillaje e instalaciones de una industria, laboratorio, etc.
Ergonomía: La ergonomía es la disciplina tecnológica que trata del diseño
de lugares de trabajo, herramientas y tareas que coinciden con las

35
características fisiológicas, anatómicas, psicológicas y las capacidades del
trabajador.
Fatiga: Enfermedad neurológica grave, caracterizada por cansancio severo,
fiebre, sueño no reparador, intolerancia a la luz, al sonido y a los cambios de
temperatura, dolor muscular y en las articulaciones, sensación de estado
gripal permanente, pérdida sustancial de concentración y memoria,
desorientación espacial e intolerancia al estrés emocional y a la actividad
física.
Flujo: Estudio de los aspectos operacionales de una actividad de trabajo.
Herramientas: Es un objeto elaborado a fin de facilitar la realización de una
tarea mecánica que requiere de una aplicación correcta de energía (siempre
y cuando hablemos de herramienta material).
Ingeniería de métodos: Es la técnica que se ocupa de aumentar la
productividad del trabajo, eliminando todos los desperdicios de materiales, de
tiempo y esfuerzo; que procuran hacer más fácil y lucrativa cada tarea y
aumenta la calidad de los productos poniéndolos al alcance de mayor
número de consumidores.
Material: En ingeniería, un material es una sustancia (elemento o, más
comúnmente, compuesto químico) con alguna propiedad útil, sea mecánica,
eléctrica, óptica, térmica o magnética.
Máquina: Es un conjunto de elementos móviles y fijos cuyo funcionamiento
posibilita aprovechar, dirigir, regular o transformar energía o realizar un
trabajo con un fin determinado. Se denomina maquinaria (del latín
machinarĭus) al conjunto de máquinas que se aplican para un mismo fin y al
mecanismo que da movimiento a un dispositivo
Método: Palabra que proviene del término griego methodos (camino o vía) y
se refiere al medio utilizado para llegar a un fin.

36
Obsolescencia: Es la caída en desuso de máquinas, equipos y tecnologías
motivada, no por un mal funcionamiento del mismo, sino por un insuficiente
desempeño de sus funciones en comparación con las nuevas máquinas,
equipos y tecnologías introducidos en el mercado.
Procesos: Es un conjunto de actividades o eventos (coordinados u
organizados) que se realizan o suceden (alternativa o simultáneamente) bajo
ciertas circunstancias con un fin determinado. Este término tiene significados
diferentes según la rama de la ciencia o la técnica en que se utilice.
Registrar: Observar o inspeccionar algo con atención. Registrar también es
anotar o consignar un cierto dato en un documento o papel.
Seguridad: La seguridad en el trabajo o seguridad laboral, junto con la salud
e higiene laboral, pretende la aplicación de medidas y el desarrollo de las
actividades necesarias para la prevención de riesgos relacionados con el
trabajo.
Taller: Es el lugar de una fábrica en que se realizan ciertas operaciones,
como el taller de soldadura.
Tolerancia: En ingeniería y diseño, la tolerancia es el margen de error
admisible en la fabricación de un producto, y se aplica mayormente a la
fabricación de piezas en serie
Trabajo: Es un conjunto de actividades realizadas. Es el esfuerzo (físico o
mental) realizado por las personas con el objetivo de alcanzar una meta, la
producción de bienes y servicios para atender las necesidades humanas.

37
CAPITULO III
MARCO METODOLOGICO
La metodología del proyecto incluye el tipo o tipos de investigación, las
técnicas y los procedimientos que serán utilizados para llevar a cabo la
indagación. Es el "cómo" se realizará el estudio para responder al problema
planteado.
“Genéricamente, la investigación es una actividad del hombre orientada a
descubrir algo desconocido” (Sierra Bravo, 1991, p. 27)
“Una investigación puede definirse como un esfuerzo que se emprende
para resolver un problema, claro está, un problema de conocimiento.”
(Sabino, 2000, p. 47).
Modalidad y diseño de la investigación
La naturaleza del problema de estudio, en la presente investigación está
marcada en los parámetros de un proyecto factible, que se complementa con
una investigación documental y de campo. Según el manual de trabajos de
grado de especialización y maestrías y tesis doctorales (UPEL) 2006 el
proyecto factible se define así:
El Proyecto Factible consiste en la investigación, elaboración y desarrollo de una propuesta de un modelo operativo viable para solucionar problemas, requerimientos o necesidades de organizaciones o grupos sociales; puede referirse a la formulación de políticas, programas, tecnologías, métodos o procesos. El Proyecto debe tener apoyo en una investigación de tipo documental, de campo o un diseño que incluya ambas modalidades (p 13).

38
Según el manual de trabajos de grado de especialización y maestrías y
tesis doctorales (UPEL) 2006 la investigación documental es:
El estudio de problemas con el propósito de ampliar y profundizar el conocimiento de su naturaleza, con apoyo, principalmente, en trabajos previos, información y datos divulgados por medios impresos, audiovisuales o electrónicos. La originalidad del estudio se refleja en el enfoque, criterios, conceptualizaciones, reflexiones, conclusiones, recomendaciones y, en general, en el pensamiento del autor (p 11).
Según el manual de trabajos de grado de especialización y maestrías y
tesis doctorales (UPEL) 2006 la investigación de campo es:
El análisis sistemático de problemas en la realidad, con el
propósito bien sea de describirlos, interpretarlos, entender su
naturaleza y factores constituyentes, explicar sus causas y
efectos, o predecir su ocurrencia, haciendo uso de métodos
característicos de cualquiera de los paradigmas o enfoques de
investigación conocidos o en desarrollo. Los datos de interés son
recogidos en forma directa de la realidad; en este sentido se trata
de investigaciones a partir de datos originales o primarios.(p11)
Los conceptos mencionados, se enfocan en la modalidad de la
investigación un proyecto factible, tomando en cuenta que con el
estudio se solucionará un problema en el Taller Mecánico, el cual se
requiere en la empresa u organización. Es documental porque, se
recolectara información de materiales impresos como libros, así como
también por vía electrónica. También es de campo debido a que la
información más importante en este proyecto, en su mayoría de los
datos a recabar, serán hechos de la realidad para entender bien su
naturaleza.

39
Tipo de investigación
Según Fidias Arias (1997), en su libro El Proyecto de Investigación
(introducción a la metodología científica), la investigación de carácter
descriptivo:
Consiste en la caracterización de un hecho, fenómeno, individuo o grupo, con el fin de establecer su estructura o comportamiento. Los resultados de este tipo de investigación se ubican en un nivel intermedio en cuanto a la profundidad de los conocimientos se refiere. (p 24)
Será de carácter descriptivo tomando en cuenta, que se describirán los
comportamientos de los trabajadores, así como de las maquinas y equipos.
Se detallarán cada uno de los pasos y se pretende mejorar los ritmos de
trabajo y desenvolvimiento en el taller mecánico con respecto a tareas y
distribución de maquinas y equipos.
Esta investigación, de ser necesario, pretende proponer una distribución
adecuada en el departamento, tomando en cuenta aspectos importantes
como el manejo de maquinas, equipos y desenvolvimiento del trabajador en
el taller así como mejorar los ritmos de trabajo siempre caracterizando los
hechos y comportamientos en el área.
Fases de la investigación.
Este estudio se regirá tomando en cuenta las siguientes fases
Fase I Revisión bibliográfica
Un buen marco teórico no surge sólo de reunir información, sino sobre
todo de tratar con detenimiento aquellos datos bibliográficos centrados en los
aspectos más relacionados con el problema y de integrarlos de un modo
lógico y coherente.

40
La revisión de la literatura debe ser selectiva sin divagar en otros temas
ajenos al estudio.
En la búsqueda y detección de literatura o documentos distinguimos tipos
básicos de fuentes de información.
a) Las fuentes primarias. Son los documentos sobre los que se escribe
directamente y proporcionan datos de primera mano. Son las que
sistematizan y profundizan más en el tema. Los ejemplos más
relevantes de este tipo de fuentes son: libros específicos, artículos de
revistas especializadas, monografías, ponencias, tesis doctorales,
trabajos presentados en congresos, capítulos de libro, documentos
oficiales, artículos de prensa, documentales, foros páginas de internet,
etc.
b) Las fuentes secundarias. Son las que procesan información de
primera mano. Ejemplos en texto escrito son libros, monografías,
enciclopedias, manuales que referencian a las fuentes primarias.
La consulta de fuentes secundarias se aconseja en la etapa inicial de la
revisión bibliográfica porque nos permite una visión más global y rápida
del tema proporcionando las referencias de fuentes primarias.
Importantes fuentes secundarias son los sumarios o catálogos
electrónicos, índices de revistas especializadas, las bases de datos,
abstractas (resúmenes de artículos en revistas especializadas).
c) Las fuentes terciarias. Son documentos que agrupan compendios
de fuentes secundarias: nombres y títulos de revistas u otras
publicaciones periódicas, conferencias y simposio, y nombres de
instituciones nacionales e internacionales al servicio de la investigación,
entre otras.
Ejemplos de fuentes secundarias son los buscadores de internet
como Google, Yahoo, Lycos, etc..,

41
Fase II Diagnosticar la situación actual basado en herramienta de
análisis
En primer lugar, se procedió a recolectar información de manera directa,
de los procedimientos que en el área se realizan, así como también verificar
la distribución actual de máquinas equipos y herramientas.
La recolección de datos que se realizó en esta fase fueron:
Entrevista al personal. Se realizará una Planilla de Control. La misma
recolectó información de los trabajadores para conocer su capacidad y
alcance dentro del departamento (ver anexo7)
Entrevistas al responsable del departamento. Se recolecto la información
referente al estado actual del departamento. (ver anexo 8).
Lista de cotejo.Este es un instrumento de observación útil para evaluar
aquellos comportamientos de los trabajadores referidos a ejecuciones
prácticas, donde se recolecta información sobre datos en forma sistemática
(ver anexo 9).
Diagramas de procesos, operaciones y recorrido. Son los principales que
se usaron en la recolección de datos tomando en cuenta la característica del
estudio (ver anexo 10 y 11).
Fase III Determinar las áreas críticas mediante la implementación del
análisis de la operación.
Se realizó el análisis con cada uno de los enfoques del análisis de la
operación.

42
El propósito de la operación. Por medio de observación directa, estudios
de los gráficos del operador y de las maquinas verificar si es el caso
operaciones innecesarias en los trabajos que se realizan.
El diseño de partes. Por medio de observación directa y estudios de los
gráficos del operador y de las máquinas, se verifico las distancias de
recorrido en las operaciones, si los materiales son los adecuados o se
pueden mejorar y reducir si es necesario el número de operaciones.
Tolerancias y especificaciones. Por medio de observación directa, lectura
de planos se observó si el diseño de los productos cumple con las
tolerancias especificadas a los trabajos que se realizan en el área,
suministrar posibles soluciones para mejorar las tolerancias y
especificaciones.
El material. Por medio de observación directa y entrevistas, se verifico si
el material que se utiliza es el adecuado, si la obtención de los mismos es
viable en la zona. Se pretende estandarizar los mismos, suministrar posibles
soluciones para mejorar la adquisición y uso.
La secuencia y procesos de manufactura. Por medio de observación
directa, estudio del operador y de las maquinas, estudio de maquinas,
equipos y herramientas. Se pretendió verificar si los procesos son eficientes
con lo que actualmente se cuenta en el área o es necesario implementar
equipo automático más moderno para agilizar y mejorar los trabajos en el
área.
La preparación y herramienta. Por medio de observación directa, se
pretendió verificar si la cantidad de herramienta que se cuenta es la
necesaria con las operaciones que se realizan, herramientas adecuadas para
los trabajos con maquinas y trabajos manuales.

43
Manejo de material. Por medio de observación directa, estudio de
gráficos de recorrido, se pretendió verificar si el manejo de los materiales y
equipo existente actual es el adecuado o de ser necesario deba mejorarse y
suministrar posibles soluciones de ser necesario.
La distribución de planta. Se estudiará en la fase IV más a fondo.
Condición del trabajo. Por medio de observación directa, se verificó si las
condiciones del área son las apropiadas, seguras y cómodas en cuanto a
iluminación, temperatura, ventilación, control del ruido, orden, limpieza,
eliminación de elementos irritantes, protección en sitios de peligro, dotación
del equipo de protección, programa de primeros auxilios. En los casos en
que fue necesario se suministraron mejoras.
Principios de la Economía de movimientos. Por medio de observación
directa se detallaron los movimientos del operario, el diseño del lugar del
trabajo y de ser necesario se darán recomendaciones en el diseño y
movimientos para las operaciones.
Se realizó un estudio de análisis de la operación por separado de cada
una de las operaciones que se están estudiando utilizando el formato que
indica cada una de los métodos (ver anexo 12).
Fase IV Proponer la redistribución del área
Por medio de observación directa, entrevistas y los diagramas de las
máquinas y operarios, se estudió el área Máquinas y Herramientas. Se
recolectaron los datos necesarios para el estudio.
Se propuso una distribución del área para el mejoramiento de las
funciones de las maquinas y de los operarios.
Se realizó una distribución tomando en cuenta maquinas nuevas el cual
cubran las anteriores por su grado de obsolescencia.

44
Población
La población con la que se trabajó en este proyecto se menciona a
continuación.
“El universo está conformado por toda la población o conjunto de
unidades que se quiere estudiar y que podrían ser observadas
individualmente en el estudio” (Bravo, 1998, p. 179).
El marco poblacional sujeto a estudio tiene como principales
características: (a) personas altamente involucradas en los procesos
promocionales de la empresa estudiada, (b) poseen más de 3 años
laborando en la empresa, (c) poseen conocimientos a cerca de la
problemática sujeta a estudio, (d) pueden suministrar datos e información
para elaborar el diagnóstico y solucionar el problema planteado, (e) personal
que necesita y requiere estrategias para la optimización de las actividades
promocionales.
A continuación se especifica la población que fueron observadas en el
estudio (ver cuadro 1)
TRABAJADOR EN EL ÁREA CARGO
1 Especialista taller
1 Soldador II
1 Tornero I
1 Ayudante taller
1 Mecánico automotriz
Cuadro 1: Personal consultado
Fuente: Rondón H, (2014)

45
Muestra
“La muestra es, en esencia, un subgrupo de la población. Es un subconjunto de elementos que pertenecen a ese conjunto definido en sus características al que se le llama población” (H. Sampieri, citado por Balestrini 1998 Pág. 141).
Una muestra no probabilística no se rige por las reglas matemáticas de la
probabilidad. De ahí que, mientras en las muestras probabilísticas es posible
calcular el tamaño del error muestral, no es factible hacerlo en el caso de las
muestras no probabilísticas. Ejemplos de éstas últimas son la muestra
accesible (que está conformada por personas de fácil acceso para el
investigador como ser colegas o alumnos de su clase.) y la muestra
voluntaria (donde los sujetos de la muestra no han sido seleccionados
matemáticamente).
Se tomó en cuenta a las 5 personas de los cargos antes mencionados en
la población (ver cuadro 1).
Técnicas e instrumentos de recolección de datos
La tarea se inició al concluir la recolección de datos. El investigador en
posesión de un cúmulo de información, debió organizarla para extraer
conclusiones que le permitieron responder a las interrogantes que lo llevaron
a realizar la investigación. Esto significa que debió realizar una serie de
operaciones estrechamente ligadas entre sí, a fin de resumir las
observaciones realizadas y que ha registrado en el instrumento utilizado. De
otra manera, sólo contará con una más a de datos aislados, sin valor por sí
mismos. Acevedo y Rivas (1999).

46
Observación directa
Lista de cotejo. Tomando en cuenta que se pretendió observar elementos
o conductas en el área así como planillas de control de personal y
maquinaria.
Entrevista
Guía de la entrevista. Se diseñó una guía de preguntas, para el o los
encargados del área, acerca de las operaciones, máquinas, equipos, etc.
Diagramas de procesos, operaciones y recorrido
Son los principales que se usaron en la recolección de datos tomando en
cuenta la característica del estudio
Revisión bibliográfica.
Se recolectó información documental (libros) así como búsqueda por
internet.
Operacionalizaciòn de variables.
OBJETIVO GENERAL VARIABLES DIMENSIONES
Proponer un rediseño en el
área máquinas y herramientas del
departamento taller, mediante los
enfoques de análisis de la
operación.
INDEPENDIENTE :
Rediseño del área de
máquinas y herramientas
DEPENDIENTE :
Mejoramiento del flujo del
proceso
Aplicación de los enfoques de
análisis de operación
Mejoramiento del área de
maquinas y herramientas del
departamento Taller Mecánico
Cuadro 2: Operacionalización de variable
Fuente: Rondón H. (2014)

47
CAPITULO IV
RESULTADOS
Presentación y Análisis de Resultados
Fase de diagnóstico
En éste capítulo, se muestran los resultados obtenidos del estudio,
producto de las técnicas e instrumentos utilizados, con el fin de vislumbrar
mediante el análisis correspondiente, al rediseño en el área máquinas y
herramientas del departamento taller, mediante los enfoques de análisis de la
operación del Taller, en el Sistema Teleférico de Mérida (STM), con sede en
la ciudad de Mérida, Estado Mérida.
Una vez presentados los resultados, se realiza la interpretación y
análisis de los mismos, en función de determinar de manera específica los
puntos críticos en el área.
A continuación se presentan los instrumentos realizados y aplicados:
1. Entrevista al personal. Se realizo Planilla de Control. La misma
recolecto información de los trabajadores para conocer su capacidad y
alcance dentro del departamento(ver figura 4).Las planillas del personal
restante (se pueden observar en el anexo 13,13.1, 13.2,13.3)
2. Entrevista, al Jefe del Departamento de Taller del STM. La misma tuvo
como finalidad determinar el procedimiento en la prestación del servicio,
fallas más comunes, el tipo de mantenimiento realizado y con qué recursos
cuenta la organización(ver anexo14)

48
3. Lista de cotejo. Esta permitió detectar características del objeto de
estudio. Con la misma se observan los parámetros necesarios que facilitan
identificar las condiciones del mantenimiento para las máquinas,
herramientas y equipos del Taller(ver figura 5).Listas de cotejos restantes(se
hallan en el anexo 15, 15.1, 15.2,15.3, 15.4)
4. Gráficos y diagramas. Son los principales que se usaron en la
recolección de datos tomando en cuenta la característica del proyecto.
Principalmente se usaron diagrama de la operación, de proceso y gráficos
de recorrido.

49
Planilla personal y maquinaria
Figura 4: Planilla control personal jefe taller.
Fuente: Rondón, H (2014)
CODIGO PLANILLA: 001.P CÓDIGO DE PERSONAL: 01.E.T
NOMBRE Y APELLIDO: JOEL FLORES
CARGO QUE DESEMPEÑA ESPECIALISTA DEL DEPARTAMENTO TALLER
MÁQUINAS U EQUIPOS QUE DOMINA:
MÁQUINAS: TORNO X FRESADORA X LIMADORA X
SEGUETA MECANICA X TALADRO DE COLUMNA X
EQUIPOS: ESMERIL DE BANCO X ESMERIL MANUAL X
TALADRO MANUAL X TALADRO MAGNETICO X
OTROS: Maneja soldadura de arco, soldadura con acetileno (oxi corte) entre otras.
HERRAMIENTAS:
Maneja herramientas manuales, como eléctricas y neumáticas si se requiere ejemplo (lima, alicates esmeril, dremell, entre otras.)
OBSERVACIONES:
Es el encargado del área, técnico medio en mención mecánica graduado en la escuela técnica industrial tiene experiencia en manejo de maquinas trabajo en una empresa rectificadora de motores, especialista en mantenimiento de motores eléctricos cambio de rodamiento ( mantenimiento preventivo)

50
LISTA DE COTEJO.
Lista de cotejo del torno paralelo condiciones y procedimientos del mismo
Nº ITEMS SI NO OBSERVACIÓN
1 ¿Las máquina torno paralelo, del área está operativa?
x Máquina antigua pero se mantiene operativa
2 ¿Las condiciones de la máquina, son las adecuadas para la ejecución de sus funciones?
x
Tomando en cuenta que el departamento no es de producción en masa la máquina cumple con las funciones que se requieren.
3 ¿Las máquina, se encuentran ubicadas en sitio idóneo para los trabajos que se realizan?
x
La máquina se encuentra en el sitio adecuado los objetos alrededor son los posibles causantes de mala ubicación.
4 ¿Existen procedimientos para la ejecución de los trabajos en el departamento con esta máquina?
x Los trabajos que se realizan se basan en la experiencia del operador.
5 ¿Existe alguna especificación técnica de la máquina que aporte información de la misma?
x No existe información de la máquina.
6
¿Existe control, registro o historial que ayude en la realización de los trabajos que se ejecutan con esta máquina?
x No existe registro o historial de trabajos.
7 ¿Existe historial de materiales que se utilicen en el departamento para las operaciones con esta máquina?
x Los materiales que se conocen los sabe el operador como tal por su experiencia.
Figura 5: Lista de cotejo torno paralelo
Fuente: Rondón, H. (2014)

51
Presentación de Resultados planilla de control y entrevista
En la planilla de control y entrevista al jefe del departamento se recolecto
la información de la capacidad de los integrantes del departamento así como
las condiciones y procedimientos que se realizan en el área tomando en
cuenta la opinión del jefe del departamento.
Esta información es importante, ya que de estas se puede detectar algún
fallo a nivel de recurso humano o algún problema que se genere en el
departamento por los procedimientos que se realizan.
El departamento cuenta con 5 personas que trabajan directamente en
esta área de Máquinas y Herramientas. De las planillas realizadas, se puede
observar que el personal que allí labora cuenta con la preparación tanto
académica, como profesional en la práctica para la función que son
requeridos.
De acuerdo a la entrevista al jefe del departamento, de las repuestas alas
preguntas realizadas se detecta poco conocimiento en el área análisis de la
operación. Por tal motivo los trabajos u operaciones que se realizan están
enfocados a las prácticas ya hechas y operaciones que constantemente se
llevan a cabo, tales como poner en práctica los análisis en el departamento y
enfocar al personal al mismo mejorara el rendimiento, seguridad y
condiciones para los trabajos que se realizan.
Para el personal que allí labora las condiciones de las máquinas son
adecuadas, al igual las operaciones que se realizan. Consideran que si son
adecuada las condiciones, al igual que los aspectos ergonómicos. Como se
puede observar, solo queda organizar el departamento con un análisis de la
operación para que el trabajo sea eficaz y eficiente, seguro y su vez
placentero para el trabajador.

52
De los resultados obtenidos, luego de la aplicación de la lista de cotejo,
pudo determinarse que las máquinas, herramientas y equipos del Taller en el
Sistema Teleférico de Mérida, aunque fueron adquiridas hace tiempo,
todavía se mantienen operativas y cumplen su función, es decir, brindan la
utilidad necesaria; además estas son las que se recomiendan para este tipo
de actividad y cumplen con las características requeridas. Se realizaron 4
listas de cotejo (ver figura 5, anexo 15, 15.1, 15.2) tomando en cuenta las
principales maquinas del departamento.
En cuanto a la ubicación de las máquinas y herramientas, se realizó un
estudio para determinar si cumplía con los requerimientos de espacio
necesario, a su vez para saber si los objetos o material alrededor podrían
afectar el desplazamiento del operador así como de materiales. No se tienen
registros o historial de los procedimientos que se realizan en el
departamento, por tal motivo se complica conocer los recorridos del operario
así como movimientos del mismo. Se concreta el estudio con la experiencia y
destreza del operador de la máquinas y realizando seguimiento de algunas
operaciones por medio de observación directa.
Debido a la antigüedad de las máquinas, no existen ningún tipo de
documento y o especificaciones de las mismas. La información que se
requiera de las mismas se localiza por medio de buscadores en Internet y se
ubica la máquina que se acerque en sus especificaciones. Con respecto al
material que se utiliza en los diferentes trabajos, no existe historial de los
mismos así como tampoco formatos de uso de los mismos. El uso de los
materiales se considera por la experiencia de los operadores de la
maquinaria tomando en cuenta especificaciones técnicas de los materiales y
adaptándolos al trabajo que se requiera para el momento.

53
La lista de cotejo Condiciones del Área (ver anexo 15.3) indica
principalmente, la iluminación en el área por los traga luz. Se podría decir
que es moderadamente buena. Afecta principalmente la iluminación entre las
máquinas la cual, para el momento de las operaciones y los momentos de
mediciones, se refleja por su deficiencia. El ruido de las máquinas no afecta
a los operarios. Esporádicamente los trabajos de latonería así como de
trabajos de herrería pueden afectar. La temperatura es la acorde para el
área. En el sitio no se trabajan con equipos que requieran temperaturas
controladas, por tal motivo este punto no afecta el área. La ventilación es
acorde en el área. Sólo el área de soldadura se debe hacer hincapié ya que
no tiene sistema de extractores para deshacer los gases tóxicos. Las
maquinas cuentan con equipos de protección tanto eléctrico como mecánico
para la seguridad del operador. Los operarios cuentan con equipos
personales de seguridad para las respectivas labores que se ejecutan.
Existen casos donde el trabajador no hace uso de los mismos por falta de
concientización en materia de seguridad industrial.
La lista de cotejo Manejo de Materiales e información de los mismos (ver
anexo 15.4), maneja información referente al tipo de material que se usa en
el área. En el departamento no existe historial del tipo de material que se
utiliza. El operario o jefe del área por su experiencia y conocimiento toman la
decisión del tipo de material tomando en cuenta las normas para cada
material composición y uso del mismo. Los materiales son los adecuados a
pesar de no existir registro del mismo. Se cumplen con las normas de los
materiales. El uso de estos es tanto nuevo como material de reciclaje. El
desplazamiento de materiales y equipos por el área, es afectado por
momentos por objetos que interfieren por su mala ubicación. Es
recomendable mejorar para evitar accidentes y agilizar los desplazamientos
por el área.

54
Estas listas de cotejo sirvieron como referencia para los análisis y
resultados en el área máquinas y herramientas así como también en el
análisis de la operación.
Diagrama de actividades, operación de proceso y recorrido
Es la representación grafica de los puntos en los cuales se introduce los
materiales al proceso y de la secuencia de todas las operaciones y
actividades del proceso, así como también el recorrido del operario para
realizar un trabajo determinado.
A. Proceso Poleas del sistema de carga.
A continuación se dará una breve descripción del componente y su
funcionamiento.
Una polea, es una, un dispositivo mecánico de tracción, que sirve para
transmitir una fuerza. En el caso del sistema teleférico de carga, su función
principal es la de soportar la fuerza del cable tractor y a su vez de guía del
mismo. El sistema de carga cuenta con un total de 160 poleas
aproximadamente en todo el recorrido en sus 3 teleféricos que componen
esta máquina simple (ver figura 6).

55
Figura 6: Poleas teleférico de carga
Fuente: Rondón, H. (2014)
El problema o falla que presenta este componente es debido al desgaste,
por la tracción que mantiene la guaya tractora constantemente. Por tal
motivo, se recurre a soldar la parte desgastada con soldadura especial, y a
su vez se mecaniza en el torno para la darle la forma que se requiere para
comenzar de nuevo su trabajo. El promedio de desgaste de esta polea es de
6 meses, tomado del plan de mantenimiento de la empresa.
A continuación se presenta el diagrama de actividades de este proceso.

56
1. Diagrama de proceso actual (perno).
Método actual Método propuesto Diagrama de procesos.
Sujeto del diagrama: Soldar poleas y mecanizados de Fecha: 30/09/2013 De las mismas (mantenimiento preventivo) Hecho por: Henry Rondón Diagrama N: 1 Departamento: maquinas y herramientas y soldadura Hoja: 1 de: 1
Distancia en metros.
Tiempo en días
Símbolos del diagrama
Descripción del proceso
0 m Se prepara material soladura y equipo.
21m Se traslada material a dpto. soldadura
0m Se sueldan poleas.
0m Después de cada 20 min de soldar se reposa 10 min por seguridad.
0m Se inspecciona de ser necesario se suelda algún detalle
0m La primera polea tiene una demora tomando encuentra que se debe enfriar para mecanizado.
25m Se traslada a maquinas y herramientas
0m Se acopla polea en soporte para mecanizado
4m Se traslada al torno
0m Se mecaniza polea
0m Se inspecciona polea (medidas), de ser necesario, se mecaniza de nuevo.
4m Se traslada a mesa para retirar de base
0m Se retira de base de torneado.
80m Se traslada a departamento mecánico
0m Se almacena en dpto. mecánico para su respectivo cambio.
RESUMEN
Método actual Método propuesto Diferencia
7
5
2
2
134m

57
2 6 1 1
1
2
4
5
3
7
1. Diagrama de operación actual (perno).
Empresa: SISTEMA TELEFERICO DE MERIDA Departamento : TALLER
Método: Actual X
Propuesto
Operación: REPARACION POLEAS DE ENTRADA Y SALIDA DEL SISTEMA DE CARGA
Fecha: 14/08/2013 Encargados de la Operación: Abdón Uzcategui (soldador) y Joel rincón (tornero)
Elaboro el diagrama: Henry José Rondón Fernández Diagrama 1
Soldadura poleas mecanizado poleas
2 m 1 m
2h 35 min
10s 10 s
3min 5 min
1min
Operación
Inspección
Cantidad tiempo
7 2 h 47min 0s
3 0h 0min 20s

58
Área de soldadura
Área latonería y pintura
LEYENDA
CEPILLO
TORNO
TALADRO
FRESADORA
SEGUETA
PRENSA
HERRAMIENTAS
ESMERIL DE BANCO
MATERIAL SOLDADURA
BANCO DE TRABAJO
1. Diagrama de recorrido actual (perno).
4
3
2
1
AREA DE
ALMACEN
VERNIER MEDIR
1
2
3
4

59
El diagrama de recorrido indica el camino el cual realiza el o los
operarios: 1- Se prepara material y se sueldan poleas en el área específica
para el mismo, 2- Después que la polea paso por el proceso de chequeo y
enfriado se acopla en base especial para montaje del torno, 3- Después de
acoplada se envía al torno para el respectivo mecanizado de la polea, 4- Se
retira del torno y se envía a mesa para el desmontaje de la base especial y
luego se entrega al departamento mecánico.
Examinar críticamente los hechos.
Para obtener mejoras se busca la innovación deducidas analíticamente
por medio de un método sistemático, después de seleccionado la tareas se
registran los hechos por diagramas y a continuación se examinan los hechos.
Esto se hace con la llamada “técnica de cuestionamiento o del
interrogatorio”, la cual es una serie sistemática y progresiva de preguntas
sobre el propósito, lugar, sucesión, persona y medio de la tarea en estudio.
Las preguntas preliminares que realizan en este capítulo y las preguntas
de fondo se responderán en el capitulo V (la propuesta).
Preguntas preliminares.
Propósito ¿qué?
¿Qué se hace en realidad?
Se sueldan (rellenan las poleas), para luego llevarse al torno y ser
mecanizado, y llevarse al ajuste necesario (ver anexo 16).
¿Por qué hay que hacerlo?
Hay que hacerlo para, rehusar dichos componentes tomando en cuenta
que por el desgaste excesivo por el roce de las guayas, hay que hacer
cambios por mantenimiento preventivo.

60
Lugar ¿Dónde?
¿Dónde se hace?
La soldadura se realiza específicamente en las afueras del área
maquinas y herramientas, en el área de soldadura. El mecanizado se realiza
en el área máquinas y herramientas, en el torno.
¿Por qué se hace allí?
Principalmente se hace allí porque son las aéreas que están definidas
para estas labores.
Secuencia ¿Cuándo?
¿Cuándo se hace?
Se realiza cuando hay en stock poleas para ser soldadas y para
mecanizar tomando en cuenta el plan de mantenimiento que lleve la
empresa.
¿Por qué se hace en ese momento?
Se hace en ese momento porque al llegar este material al departamento
se deben preparar para mantener el stock de repuesto para el mantenimiento
preventivo.
Persona ¿Quién?
¿Quién lo hace?
El trabajo de soldadura lo realiza el soldador especializado en esa área
al igual que el tornero es el encargado de mecanizar las piezas.
¿Por qué lo hace esa persona?
Estas personas lo hacen porque tienen la experiencia en el área, han
realizado este tipo de trabajo en otras empresas o adquirieron la misma con
los años de trabajo, tomando en cuenta que están bajo la supervisión del
jefe del área.
Medios ¿Cómo?
¿Cómo se hace?

61
Para comenzar el proceso se prepara el material de soldadura y equipo
de seguridad. Se suelda la polea, se finiquita soldadura, se deja enfriar a
temperatura ambiente, se acopla en base para torno, se coloca en el torno,
se mecaniza, se le da el ajuste necesario, se retira del torno se desarma de
la base y por último se inspecciona imperfecciones y se entrega al
departamento mantenimiento mecánico para su ensamble y montaje.
¿Por qué se hace de ese modo?
Se hace de este modo, porque es el adquirido por el tiempo y aprendizaje
de trabajadores anteriores que pasaron por estos cargos y por la estructura
que con lleva este trabajo.
B. Proceso Mordazas del sistema de carga.
A continuación se dará una breve descripción del componente y su
funcionamiento.
Una mordaza es una herramienta que mediante un mecanismo de husillo
o de otro tipo permite sujetar por fricción una pieza presionándola en forma
continua. En el caso del Sistema Teleférico de Mérida, este componente
forma parte de la polea Motriz (principal) del teleférico de carga, el cual tiene
como principal función sujetar por fricción la guaya tractora que da el
movimiento al teleférico de carga (ver figura 7).
Las mordazas están compuestas por tres componentes para su buen
funcionamiento, mordaza (perro), eje (pin) y resorte (ver anexo 17).

62
Figura 7: Mordazas teleférico de carga
Fuente: Rondón, H. (2014)
El problema principal, de este mecanismo, es el desgaste que sufren las
mordazas por la fricción existente al momento del movimiento del sistema
teleférico de carga. Véase anexo 18 para observar una mordaza soldada y
preparada para mecanizado.
A continuación se presenta el diagrama de actividades de este proceso.

63
2-Diagrama de proceso actual (mordaza)
Método actual Método propuesto
Diagrama de procesos.
Sujeto del diagrama: Soldar mordazas y mecanizados de Fecha: 30/09/2013 De las mismas (mantenimiento preventivo) Hecho por: Henry Rondón Diagrama N: 2 Departamento: maquinas y herramientas y soldadura Hoja: 1 de: 1
Distancia en metros
Tiempo en días
Simbolo del diagramas
Descripción del proceso.
0m Se prepara material soladura y equipo.
21m Se traslada material a dpto. soldadura
0m Se sueldan mordazas (perros)
0m Se inspecciona de ser necesario se suelda algún detalle
0m Las primeras mordazas tiene una demora tomando encuentra que se debe enfriar para mecanizado. 20 m
33m Se traslada a maquinas y herramientas
0m Se acopla mordazas en soporte para mecanizado (fresadora)
0m Se mecaniza mordaza (perro)
0m Se chequea medida estándar.
0m Se retira de la base (fresadora)
33m Se traslada a soldadura para mecanizado (esmerilado)
0m Se inspecciona de ser necesario se mecaniza (esmerila)
70m Se traslada a dep. Mantenimiento mecánico.
0m Se almacena para su respectivo uso.
RESUMEN
Método actual Método propuesto Diferencia
7
4
1
3
157 m

64
1
2
1 1 3
4
5
2
6
3 7
2-Diagrama de operación actual (mordaza)
Empresa: SISTEMA TELEFERICO DE MERIDA Departamento : TALLER
Método: Actual X
Propuesto
Operación: REPARACION MORDAZAS (PERROS) DE POLEAS MOTRIZ DEL TELEFERICO DE CARGA
Fecha: 21/08/2013 Encargados de la Operación: Abdón Uzcategui (soldador) y Xavier Hernández (fresador)
Elaboro el diagrama: Henry José Rondón Fernández Diagrama 2 .
Soldadura fresado esmerilado
2 min 1 min 2min
1 min 4 min 1min 10s
1 min 10 s 30s
Operación
Inspección
Cantidad Tiempo
7 0h 13min 0s
3 0h 0min 50s

65
Área de soldadura
Área latonería y pintura
LEYENDA
CEPILLO
TORNO
TALADRO
FRESADORA
SEGUETA
PRENSA
HERRAMIENTAS
ESMERIL DE BANCO
MATERIAL SOLDADURA
BANCO DE TRABAJO
2- Diagrama de recorrido actual (mordaza)
3
2
1
AREA DE
ALMACEN
VERNIER MEDIR
1
2
3

66
El diagrama de recorrido indica el camino el cual realiza el o los
operarios: 1- Se prepara material y se sueldan Mordazas en el área
específica para el mismo. 2- Después que la mordaza pasa por el proceso de
chequeo y enfriada, se acopla en base especial para fresadora y se procede
a mecanizar. 3- Se envía a el área de esmerilado se le da el acabado final a
la mordaza.
Examinar críticamente los hechos.
Para obtener mejoras se busca la innovación deducidas analíticamente
por medio de un método sistemático, después de seleccionado la tarea se
registran los hechos por diagramas y a continuación se examinan los hechos.
Esto se hace con la llamada “técnica de cuestionamiento o del
interrogatorio”, la cual es una serie sistemática y progresiva de preguntas
sobre el propósito, lugar, sucesión, persona y medio de la tarea en estudio.
Las preguntas preliminares se realizaron en este capítulo y las preguntas
de fondo se responderán en el capitulo V (la propuesta).
Preguntas preliminares.
Propósito ¿qué?
¿Qué se hace en realidad?
Se sueldan (rellena la mordaza), para luego llevarse a la fresadora y ser
mecanizado, y luego esmerilarse y darle el acabado requerido (ver anexo 18)
¿Por qué hay que hacerlo?
Hay que hacerlo para rehusar dichos componentes tomando en cuenta
que por el desgaste excesivo debido al roce de las guayas, hay que hacer
cambios por mantenimiento preventivo.
Lugar ¿Dónde?

67
¿Dónde se hace?
La soldadura se realiza específicamente en las afueras del área
máquinas y herramientas en el área de soldadura. El mecanizado se realiza
en el área maquinas y herramientas fresadora.
¿Por qué se hace allí?
Principalmente se hace allí porque son las aéreas que están definidas
para estas labores.
Secuencia ¿Cuándo?
¿Cuándo se hace?
Se realiza cuando hay en stock de las mismas para ser soldadas y para
mecanizar, tomando en cuenta el plan de mantenimiento que lleve la
empresa.
¿Por qué se hace en ese momento?
Se hace en ese momento porque al llegar este material al departamento
se deben preparar para mantener el stock de repuesto para el mantenimiento
preventivo.
Persona ¿Quién?
¿Quién lo hace?
El trabajo de soldadura lo realiza el soldador especializado en esa área
al igual que el fresador el encargado de mecanizar las piezas.
¿Por qué lo hace esa persona?
Estas personas lo hacen porque tienen la experiencia en el área, han
realizado este tipo de trabajo en otras empresas o adquirieron la misma con
los años de trabajo, tomando en cuenta que están bajo la supervisión del
jefe del área.
Medios ¿Cómo?
¿Cómo se hace?

68
Para comenzar el proceso se prepara el material de soldadura y equipo
de seguridad. Se suelda la polea, se finiquita soldadura, se deja enfriar a
temperatura ambiente, se acopla en base para fresar, se mecaniza, se le da
el acabado necesario, se retira de la maquina y por último se inspecciona
imperfecciones y se entrega al departamento mantenimiento mecánico para
su ensamble y montaje.
¿Por qué se hace de ese modo?
Se hace de este modo, porque es el adquirido por el tiempo y aprendizaje
de trabajadores anteriores que pasaron por estos cargos y por la estructura
que con lleva este trabajo.
C. Proceso Pernos del sistema de carga.
A continuación se dará una breve descripción del componente y su
funcionamiento.
El perno es una pieza metálica larga de sección constante cilíndrica,
normalmente hecha de acero o hierro. Está relacionada con el tornillo pero
tiene un extremo de cabeza redonda, una parte lisa, y otro extremo roscado
para la chaveta, tuerca, o remache, y se usa para sujetar piezas en una
estructura, por lo general de gran volumen.(ver figura 8)
Este elemento metálico es el encargado de sujetar las poleas de los
balancines así como también los balancines de las bases principales en las
torres (ver anexo 19). Esta hecho con acero especial 1045. Las
especificaciones están relacionadas con el uso del elemento así como el
tratamiento en caso de ser requerido (normas AISI-SAE). Estas especifican
el tipo de acero que se debe usar de acuerdo al trabajo que se requiera. Se

69
tomará en cuenta esta norma para reseñar el tipo de acero que se debe
utilizar de acuerdo a lo establecido en la misma).
El principal problema de este elemento es el desgaste, debido al trabajo
al que es sometido puede tener varias causas, el trabajo excesivo, mala
alineación de los balancines, desgaste de los balancines y problemas con los
rodamientos.
Figura 8: Perno
Fuente: Rondón, H. (2014)
A continuación se presenta el diagrama de actividades de este proceso.

70
3-Diagrama de proceso actual (perno)
Método actual Método propuesto
Diagrama de procesos.
Sujeto del diagrama: Mecanizado de Perno para poleas y Fecha: 30/09/2013 y balancines de carga Hecho por: Henry Rondón Diagrama N: 3 Departamento: maquinas y herramientas y soldadura Hoja: 1 de: 1
Distancia en metros
Tiempo en días
Simbolo del diagramas
Descripción del proceso.
60 m Se traslada la barra de almacén a maquinas y herramientas.
0m Se corta material (segueta mecánica)
0m Se verifica medida primer corte
0m Al primer corte hay una demora de 7 min al cortar el material.
4m Se traslada al torno y se monta en mordazas.
0m Se centra la barra y perfora entre puntos.
0m Se verifica medidas entre puntos.
0m Se cilindra a diferentes medidas de la pieza
0m Se inspecciona diferentes ajuste en la pieza
0m se realiza rosca
0m Se inspecciona roscado y acabado
6m Se traslada eje al taladro para perforación para grasera.
0m Se perfora agujeros para grasera
0m Se realiza rosca manual
0m Se verifica medidas
2 m Se traslada a fresadora
0 m Se realiza ranura para sujeción
80m Se traslada al dep. mantenimiento mecánico
0m Se almacena para su respectivo uso
RESUMEN
Método actual Método propuesto Diferencia
7
4
5
152 m

71
1
1
2
2
3
3
4
4
5
5
6
7
3-Diagrama de operación actual (perno)
Empresa: SISTEMA TELEFERICO DE MERIDA Departamento : TALLER
Método: Actual X
Propuesto
Operación: Mecanizado de Perno para poleas y balancines de carga
Fecha: 23/08/2013 Encargados de la Operación: Juan Rodríguez (mecánico) y Joel Rincón (Tornero)
Elaboro el diagrama: Henry José Rondón Fernández Diagrama 3 .
Cortar barra tornear taladrar fresadora
15m 3 m 3 m 7 m
10s 2m
10s 45m 10s
1m
25m
15s
Operación
Inspección
CANTIDAD TIEMPO
7 1h 40min 0s
5 0h 1min 45s

72
Área de soldadura
Área latonería y pintura
LEYENDA
CEPILLO
TORNO
TALADRO
FRESADORA
SEGUETA
PRENSA
HERRAMIENTAS
ESMERIL DE BANCO
MATERIAL SOLDADURA
BANCO DE TRABAJO
3-Diagrama de recorrido actual (perno)
3
2
1
AREA DE
ALMACEN
VERNIER MEDIR
1
2
3
4
4

73
El diagrama de recorrido indica el camino el cual realiza el o los
operarios: 1-Se retira material de almacén barra de acero para ser preparado
o cortado para mecanizar. 2- Después de ser cortado por la segueta
mecánica es enviado para el torno para ser mecanizado. 3-Se envía al
taladro para ser perforado y realizado la rosca para la grasera. 4- Se
mecaniza en fresadora la cabeza del perno para la base de sujeción.
Examinar críticamente los hechos.
Para obtener mejoras se busca la innovación deducidas analíticamente
por medio de un método sistemático, después de seleccionado la tarea se
registran los hechos por diagramas y a continuación se examinan los hechos.
Esto se hace con la llamada “técnica de cuestionamiento o del
interrogatorio”, la cual es una serie sistemática y progresiva de preguntas
sobre el propósito, lugar, sucesión, persona y medio de la tarea en estudio.
Las preguntas preliminares se realizaron en este capítulo y las preguntas
de fondo se responderán en el capitulo V (las propuestas).
Preguntas preliminares.
Propósito ¿qué?
¿Qué se hace en realidad?
Se corta el material (barra) se mecaniza, se perfora y se fresa la base de
sujeción.
¿Por qué hay que hacerlo?
Se debe hacer porque por el trabajo que mantiene el teleférico de carga
este material sufre fatiga y se desgasta y hay que realizarlos para mantener
el stock necesario de recambio.
Lugar ¿Dónde?
¿Dónde se hace?

74
Se hace en el área de máquinas y herramientas la mayoría de las
operaciones.
¿Por qué se hace allí?
Principalmente se hace allí porque son las aéreas que están definidas
para estas labores.
Secuencia ¿Cuándo?
¿Cuándo se hace?
Principalmente se hacen cuando el departamento mecánico necesita
para realizar recambios. Se debe tomar en cuenta que en el departamento
solo existe un solo torno y se deben alternar para varias tareas.
¿Por qué se hace en ese momento?
Se hace en ese momento porque al llegar este material al departamento
se deben preparar para mantener el stock de repuesto para el mantenimiento
preventivo.
Persona ¿Quién?
¿Quién lo hace?
El ayudante de taller realiza el corte, perforado, rosca para grasera y
sujeción para llave, el tornero realiza el mecanizado.
Medios ¿Cómo?
¿Cómo se hace?
Se busca el material en almacén, se corta, luego se envía a tornería, se
mecaniza sus diferentes operaciones (cilindrar, refrentar, entre otras). Luego
se envía al taladro para perforar y luego realizar rosca para grasera de ser
necesario (hay ejes que no necesitan ser perforados ya que el rodamiento
usado es el 2 z). Por último, se realiza en fresadora la sujeción para la llave
de retención.

75
¿Por qué se hace de ese modo?
Se hace de este modo, porque es el adquirido por el tiempo y aprendizaje
de trabajadores anteriores que pasaron por estos cargos y por la estructura
que con lleva este trabajo.
Se debe tomar en cuenta que el procedimiento para los diferentes
trabajos que se realizan en máquinas y herramientas llevan el mismo
proceso de operaciones y recorrido por tal motivo no se hacen diagramas de
todas. Al mejorar un proceso se puede usar el mismo procedimiento para las
diferentes operaciones.
Análisis diagramas y procesos
Después de elegir el trabajo, que se iba a estudiar, la siguiente etapa
fue registrar los hechos relativos al modo existente. Se idearon técnicas o
instrumentos de anotación de modo que se pudiera consignar información
detallada con precisión y al mismo tiempo en forma estandarizada al fin de
que todos los interesados las comprendan de inmediato.
Analizando los diferentes diagramas tomando en cuenta los exámenes
críticos de cada uno de ellos, se pudo observar, algunas operaciones e
inspecciones que se podían obviar para agilizar los trabajos que se realizan y
mejorar el rendimiento, así como desplazamientos del operario que podían
agilizarse o disminuirse para optimizar el tiempo de las operaciones, y
facilidades para el operario.
Con las operaciones realizadas para el momento del estudio, se pudo
constatar que el personal está capacitado para dichas labores. Las máquinas
funcionaron a la perfección sin presentar al momento retardos debido a
maquinarias o al personal.
76
Las operaciones que se realizan están determinadas por la necesidad
que requiera el teleférico de carga. Tomando en cuenta que actualmente no
se cuenta con un plan de mantenimiento destinado para estos tipos de
componentes (poleas, ejes y mordazas), el departamento taller repara las
diferentes maquinas simples y las mantiene en stock para que el
departamento mecánico se encargue de su recambio al momento que se
requiera. Un requisito principal es mantener un stock para cualquier
mantenimiento requerido.
De las diferentes evaluaciones realizadas en el área, se detalla
primordialmente, como falla principal en la operación, el recorrido que realiza
el operario. El mismo se debe mejorar creando sitios especifico del material
para disminuirlo. Así como también cambiar los espacios de las operaciones
más cercanas para disminuir los recorridos.
La creación de un espacio específico dentro del área taller para
soldadura, que cumpla con los requerimientos de seguridad
necesarias, disminuiría considerablemente los recorridos del
operario.
La remodelación del área implicaría la creación de una de
almacenaje, en la cual se mantenga en stock el material necesario
para los trabajos de soldadura y de mecanizado. Esto reduciría
considerablemente el recorrido del operario.
Creación de áreas para equipos y herramientas.
Para esto se debe considerar una remodelación de la instalación. La cual
se detalla en la fase III, distribución de planta.
Recorrer distancias cuesta dinero. Mientras menos distancia se recorra, mejor. Es posible que mediante la reorganización de máquinas o departamentos seamos capaces de reducir las distancias recorridas, (Meyers, Fred 1999, pág.51)

77
El estudio del análisis de la operación, nos dio más aspectos en los
cuales mejorar, tomando en cuenta los diferentes estudios ya realizados.
Fase áreas críticas mediante el análisis de la operación
El análisis de la operación es un procedimiento empleado por el
ingeniero de métodos para analizar todos los elementos productivos y no
productivos de una operación con vista su mejoramiento.
Este procedimiento es tan efectivo tanto en la planeación de nuevos
centros de trabajo como en el mejoramiento de los existentes. El análisis de
la operación tiene 10 enfoques: Finalidad de la operación, diseño de la pieza,
tolerancias y especificaciones, material, proceso de fabricación, preparación
y herramientas, manejo de materiales, distribución de planta, condiciones de
trabajo y principios de la economía de movimientos. En el capítulo V se da la
propuesta del análisis de los resultados.
Cuando se usan los enfoques del análisis al estudiar cada operación, la
atención se centra en las partes que tienen más oportunidad de producir
mejoras. Sin embargo no todos los enfoques se aplican en cada actividad de
un diagrama de flujo, pero en general deben considerarse más de uno.
1- Finalidad de la operación: Es el paso más importante, la
mejor manera de simplificar una operación es formular una manera de
obtener los mismos resultados o mejoras.
En este enfoque se trata de conocer la operación, la manera como se
hace, si se hace de la manera correcta, si procedimientos son los
adecuados, si se pueden eliminar operaciones o combinar las mismas,
verificar si existe tiempo de ocio ¿Es la secuencia de la operación la mejor y
se debe realizar esta operación en este departamento o se puede hacer en
otro departamento para mejorar?

78
Para este enfoque ya tenemos las operaciones analizadas en los
diagramas A, B, C. Se observaron y ya se plasmaron cuáles eran las
operaciones de los trabajos en estudio y los diferentes recorridos que se
realizan.
Se pueden eliminar operaciones en los diferentes procesos para agilizar
las operaciones así como re usar material en las operaciones.
En la actividad A se detalla que las operaciones que corresponden están
ajustadas a las necesidades de la operación por tal motivo un cambio de
operación no es acorde para la misma.
En la actividad B, por ser muy parecida a la actividad anterior se notan
pocos cambios. Más que tratar de eliminar las inspecciones, ya que se
detectan que las mismas se realizan a veces sin necesidad, se podría
mejorar teniendo a la mano una plantilla con la cual se evita estar realizando
mediciones de la pieza.
En la actividad C, se puede estudiar la posibilidad de eliminar la
operación, de taladrado. Esta se hace para realizar los sistemas de engrase
de los rodamientos de las poleas. La empresa adquiere rodamientos Z o RS
(una tapa).
Al eliminar la operación de taladrado, y utilizando rodamientos sellados
2Z o 2RS podemos trabajar con la vida estándar del rodamiento, teniendo
como cambio la vida útil de los mismos por hora de trabajo. Así eliminamos la
operación que lleva control del mantenimiento.
Al eliminar una operación se ahorra el costo de la instalación de un método mejorado y no hay interrupciones o retrasos, pues no se desarrolla, prueba e instala ese método mejorado. No tiene que capacitarse a los operarios y la resistencia al cambio se

79
minimiza cuando se elimina una tarea o actividad innecesaria. (Freivalds, A. pág.75)
2- Diseño de la pieza: Un buen Ing. de Métodos debe revisar todos
los diseños en busca de mejoras posibles.
En este enfoque se trata de conocer el diseño, la manera como se hace.
Si se hace de la manera correcta, si los procedimientos son los adecuados, si
se pueden eliminar operaciones o combinar las mismas, verificar si existe
tiempo de ocio. ¿Es la secuencia de la operación la mejor y se debe realizar
esta operación en este departamento o se puede hacer en otro departamento
para mejorar?
Como se detectó en la listas de cotejo de materiales y manejo (ver anexo
15.4) es nula la información que se tiene de los materiales, los productos
que se realizan van acorde a piezas ya realizadas que salen a desecho y se
usa como plantilla. De las actividades A, B y C, se concluye que debería
realizar un rediseño en el modelo C (ver anexo 20), el diseño original del eje
con la de una ranura para la fijación y apriete del mismo.
Se recomienda cambiar a un sistema tipo cuña o de llave (ver anexo 21)
el cual genera mayor confiabilidad y seguridad al trabajador. Aunque el
tiempo de operación no varía, se proporciona seguridad y mejor manejo de
la pieza.
3- Tolerancias y Especificaciones: Se relacionan con la calidad del
producto. A veces se tiende a incorporar especificaciones más rígidas de lo
necesario. Tomando en cuenta que en el departamento no se cuenta con
planos detallados de las piezas que se realizan, se complica el saber las
tolerancias con las que cuenta cada una de las piezas. Esto acarrea pérdida
de tiempo buscando la información en piezas ya existentes.

80
En cuanto a las especificaciones y tolerancias de las diferentes piezas
que hemos estudiado, no debe haber variaciones. Se recomendaría realizar
planos, de los diferentes componentes los cuales especifique las diferentes
tolerancias, para que así el operario, al realizar las piezas, sepa con el tipo
de medidas que debe trabajar.
Las tolerancias están especificadas, ya sea en manuales de ajuste de
rodamientos, o de ejes, los cuales puede estar predeterminados. Pero
mantener al operario, en contacto directo con las operaciones que realiza,
mejora la calidad de trabajo.
Investigando las tolerancias y especificaciones y tomando las medidas necesarias, la compañía puede reducir los costos de inspección, minimizar el desperdicio, disminuir costos de reparación y mantener una buena calidad, (Freivalds, A. pág.82)
4- Material: Es uno de los primeros puntos que se debe
considerar. A veces suele ser difícil escoger el material correcto debido a la
gran variedad disponible. Los analistas de métodos deben examinar las
siguientes posibilidades para los materiales directos e indirectos:
Encontrar un material menos costoso
Encontrar materiales que sean más fáciles de procesar
Usar materiales de manera más económica
Usar materiales de desecho
Usar herramientas y suministros de manera más económica
Estandarizar los materiales

81
Encontrar el mejor proveedor respecto a precio y disponibilidad
Como se ha mencionado en los puntos anteriores, una de las fallas
principales existentes es que no hay plasmado información sobre los
materiales con los cuales se trabajan.
Como recomendación principal se debe realizar un estudio, a los
materiales y verificar las características de los mismos. O aprovechar el
hecho de que existen manuales (AISI-SAE). Que indican las características
de los metales, mecanizado, uso, tratamiento térmico, estiramiento entre
otros. Tomando en cuenta esta información se puede acercar a las
características del metal y comprarlo según las exigencias.
Se pueden usar material de desecho tomando en cuenta que existen
productos que ya no se usan pero que pueden ser reciclados. Se prueba su
maquinado y se puede proceder a su reuso.
De acuerdo al costo del material, se debe buscar el proveedor más
económico. Para dichas compras, las características de la adquisición de las
barras de metal deben realizarse con 2 o 3 mm de diámetro mayoral
necesario para que el desperdicio sea mínimo. Se debe tomar en cuenta que
este diámetro mayor con el que cuente la barra es para centrar la pieza entre
puntos.
Los materiales deben ser estandarizados. Se deben realizar planillas de
identificación de las piezas con el tipo de material a usar con sus
características para que el operador tenga en cuenta el material con el que
va a trabajar.
Con frecuencia los materiales se pueden recuperar en lugar de venderse como desperdicio. Los productos secundarios de una porción no trabajada o de desperdicio, pueden ofrecer posibilidades reales de ahorro (Freivalds, A. pág.85)

82
5- Proceso de fabricación: Para perfeccionar el proceso de
manufactura , el analista debe considerar lo siguiente
Reorganización de las operaciones
Mecanizado de las operaciones manuales
Utilización de instalaciones mecánicas más eficientes
Operación más eficiente de las instalaciones mecánicas
Fabricación cerca de la forma final
Uso de robots.
Las operaciones que se realizan en el departamento, tomando en cuenta
los diferentes procesos, son los indicados de acuerdo con la maquinaria, con
la que se dispone. Se puede detallar que la maquinaria existente,
principalmente el torno que es de mayor uso, es en el mayor de los casos
manual, solo es automático el carro horizontal y vertical, por tal motivo se
podría decir que un 50% es manual y el otro 50% automático.
Esta máquina es en mayor proporción la de más uso en el
departamento. Tomando en cuenta que para el mantenimiento de los ejes
poleas y cualquier otro trabajo que se requiera es usada esta máquina, hay
momentos en los que, se requiere otro tipo de pieza, para uso del torno,
encontrándose por momentos conflictos en las operaciones.
En un proyecto más concienzudo se debe tomar la posibilidad de adquirir
un torno CNC para que acelere los trabajos de los ejes, y las poleas.
También actualizar las siguientes maquinas, segueta mecánica, prensa
hidráulica y taladro de columna, ya que a pesar que están en funcionamiento,
por su tiempo de trabajo cuentan con desgastes en sus bancadas y los
trabajos que allí se realizan tardan más tiempo de lo común y el ajuste a
veces no es el adecuado. Con esto se lograría más rapidez en las labores y
precisión en las mismas.

83
El equipo moderno es capaz de cortar a mayores velocidades con más exactitud en maquinas rígidas y flexibles que emplean controles y materiales para herramientas avanzados. (Freivalds, A. pág.87)
6- Preparación y herramientas: En la entrevista al encargado del
departamento, se pudo constatar que las herramientas con las que cuenta el
departamento son las adecuadas para las labores que allí se realizan, en
inspección visual del uso y estado de las mismas, se puede confirmar que
están operativas.
Las herramientas o útiles de corte, se mantienen en stock. Para el
momento del uso para evitar paradas innecesarias en la producción, el jefe
del departamento realiza inventarios cada 2 meses.
Las máquinas y herramientas que se requieren en un departamento de
este tipo son muy variadas, y este cuenta en su mayoría con el stock
necesario para los diferentes trabajos en el área. Equipos de medición como
tornillos micrométricos, comparador de caratula, vernier en milímetros y
pulgadas, plantilla para cuchillas, calibrador de rosca, falsa escuadra entre
otros, herramientas de corte fresas, cuchillas widia, acero rápido para
interiores y exteriores, para roscas, etc. También se pueden hallar
herramientas de corte como fresas, cuchillas, tarrajas, machos, entre otras,
herramientas manuales, martillo, llaves, copas extractores etc. Eléctricas,
taladro, esmeril, dremell, cizalla etc. así como diferentes equipos, como
maquinas de soldar, equipo de oxicorte entre otras.
Como prioridad, en este punto se pudo constatar que el afilado o
preparación de las herramientas de corte se realiza al momento de efectuar
el trabajo. Por tal motivo, se pierde tiempo, así como mejor ubicación de las
herramientas para reducir los tiempos de las operaciones.

84
Se recomienda que la preparación de las herramientas de corte sea en
momento de alguna demora de una de las operaciones o al final de la
jornada para que al otro día estén preparadas.
En cuanto a los porta herramientas, estos deben mantenerlos cerca de
cada una de las máquinas en las que se utilicen en la operación.
El tiempo de preparación incluye el tiempo dedicado a obtener herramientas y materiales, preparar la estación de trabajo para la producción, limpiarla y regresar las herramientas al almacén. Muchas veces es difícil controlar este tiempo y el trabajo que se hace es el menos eficiente. Un control de la producción efectivo puede reducirlo, si se responsabiliza la sección de despacho de proporcionar a tiempo las herramientas los calibradores y los materiales, y de que regresen al almacén después de terminar el trabajo se elimina la necesidad de que el operario deje la aérea de trabajo. (Freivalds, A. pág.97).
7- Manejo de materiales: El manejo de materiales incluye
movimiento, tiempo, lugar, cantidad y espacio. El manejo de material debe
asegurar que las partes, la materia prima y los materiales en el proceso se
muevan periódicamente de un lugar a otro.
Como es de recordar, este departamento no se caracteriza por realizar
producción en serie o en masa. Por tal motivo, el estudio del manejo de
materiales se debe basar de acuerdo a las necesidades del operario, para el
manejo de piezas que ingresan al departamento, cuidando su integridad
física, cantidad de material a transportar y el espacio necesario de
desplazamiento.
Para realizar un análisis eficiente, se deben tomar en cuenta la mayoría
los equipos y materiales que circulan por el departamento. Por la inspección
visual realizada, se pudo observar que en su mayoría los materiales que

85
circulan por el área son los mencionados en las actividades anterior
(mordazas, poleas, ejes), Se deben tomar en cuenta que en esta área se
realizan trabajo de mantenimiento y soldadura por lo que es común la
circulación de partes de motores eléctricos, reductores, ejes para poleas
entre otros, los cuales son de tamaño considerable. En muchos de los
casos algunos de estos equipos deber ser mecanizados.
La herrería es parte fundamental, por tal motivo se recomienda la
utilización de carretas para el traslado de material así como un estibador
manual hidráulico, En las propuestas capitulo V se especificara los tipo de
trasporte y necesidad.
Se pudo notar que en el torno el operario normalmente trabaja solo, y
hay materiales que requieren de una grúa para levantarlos. Se recomienda
una grúa fija en esa área que la maniobre el mismo operador. En el capitulo
V se especificará condiciones.
De ser necesario, si se realiza un área de almacenaje, se requiere de
una grúa móvil aérea para trasladar los materiales en el taller. Se
especificará en el capitulo V. En el área se detecta problemas de otro orden
tomando en cuenta que hay mesas de trabajo que están mal ubicadas y por
ende perturban el manejo de materiales. Por eso en la distribución de las
maquinarias y equipos se tomaran en cuenta estos detalles.
Con frecuencia se piensa en el manejo de materiales solo como trasporte y no se toma en cuenta el posicionamiento en la estación de trabajo que tiene la misma importancia. Como muchas veces se pasa por alto el posicionamiento del material en la estación de trabajo, quizás ofrezca mayores oportunidades de ahorro que el transporte. (Freivalds, A. pág.101)

86
Fase distribución del área.
8- Distribución de planta: La importancia principal de una
distribución de una instalación es:
Mayor aprovechamiento del espacio, equipos y personas
Mejorar el flujo de la información, materiales y personas
Mejorar la moral y la seguridad de las condiciones de trabajo
Mejorar la interacción con el cliente
Flexibilidad
Existen varios tipos de disposición de las instalaciones, disposición por
componente principal o fijo, disposición por producto o en línea, disposición
por proceso o función y distribución hibridas células de trabajo.
Para el tipo de instalación que se está estudiando trabajaremos con
Disposición por proceso o función, Todas las máquinas involucradas en
desarrollar un proceso en particular son agrupadas, fabrica de hilados,
tornerías, talleres, confección, etc.
Para conocer si las máquinas se encuentran con el espacio adecuado y
sitio acorde para los trabajos se tomarán en cuenta las gráficas de recorridos
y de procesos de actividades el cual se realizaron.
A continuación se especifica las medidas de las máquinas para el
cálculo y requerimiento de espacio según el método Guerchet. Es de
recordar que para el cálculo del espacio de las máquinas según este método
se necesitará la siguiente información.
Método de cálculo de superficies de Guerchet: La superficie total para una
sección o puesto de trabajo será la suma de tres superficies:
a) Superficie estática=Ses
b) Superficie gravitacional= Sg

87
c) Superficie evolutiva =Sev
ST=Ses+Sg+Sev
a) Superficie estática: la que ocupa físicamente la máquina
b) Superficie gravitacional: la superficie utilizada por los operarios
Sg=Ses*n
n:numero de lados operables
Para almacenes o máquinas automáticas n es cero
c) Superficie evolutiva: Superficie para el movimiento de materiales y
personal
Sev=(Ses+Sg)*k
k: coeficiente que varía entre 0.05 y 3 según el tipo de actividad productiva
Factores k:
El Factor k es el coeficiente que determina la altura de objetos desplazados,
así como de personas. Una fórmula para calcular k es la siguiente:
K=Hm/2*Hf
Donde Hm es el promedio de alturas de las máquinas o equipos móviles y Hf
es el promedio de alturas de maquinas o equipos fijos.
Observaciones:
Para los operarios se considera una superficie estática de 0,5 m2 y
una altura promedio de 1,65 m.

88
Los almacenes debidamente separados de las áreas de proceso,
mediante paredes, mallas, entre otros, no forman parte del análisis
Guerchet.
Para el cálculo de la superficie que hay que asignar a los puntos
de espera del material ubicados en las áreas de proceso, no se
considera la superficie de gravitación, sino únicamente la
superficie estática y de evolución.
Normalmente, la superficie ocupada por las piezas o los materiales
acopiados junto a un puesto de trabajo para la operación en curso
no dan lugar a una asignación complementaria, ya que está
comprendida en las superficies de gravitación y de evolución. Sin
embargo, si ocupara una superficie mayor del 30 % del área
gravitacional del puesto de trabajo, se debe considerar
independientemente como si fuera un punto de espera (punto
anterior).
Para el caso de estantes normalmente sólo se considera
superficie estática y de evolución. No obstante, si constantemente
se está trabajando con materiales, deberá considerarse además la
superficie de gravitación.
Para los equipos cuya vista de planta sean un círculo (tanques
entre otros) normalmente se considera N = 2 y la formula r2 para
el cálculo de la superficie estática.
Para el caso de hornos y equipos que tengan puertas batientes,
que para su operación deben mantenerlas cerradas, calcular la
superficie estática en esa posición.

89
Es importante señalar que el método desarrollado da los
requerimientos aproximados de área, quedando por hacer los
ajustes necesarios según las circunstancias para ampliar.
Se han estimado algunos valores de K para diferentes tipos de
industria
(Ver cuadro 3) especifica el factor K de acuerdo a la actividades productiva
Cuadro 3: Factor K de acuerdo a la actividades productiva
Fuente: Mitchell. (1990)
A continuación se especifica cálculo del área de las maquinas y estantes
presentes en el departamento maquinas y herramientas (ver tabla 1) (ver
figura 9).

90
Tabla 1: Cálculo del área máquinas y estantes.
Fuente: Henry Rondón
El requerimiento aproximado del área según los cálculos realizados es de
120 m2. A continuación se especifica la diferencia con el área existente en el
departamento.
Maquina
Can
tid
ad
La
do
s o
pe
rab
les
de
la m
aq
uin
a (
n)
Mediadas L*a
(Largo por ancho)
Su
pe
rfic
ie
está
tic
a (
Se
s=
L*a
)
Su
pe
rfic
ie
gra
vit
ac
ion
al
(sg
=S
es*
n)
Su
pe
rfic
ie
evo
luti
va
(Se
v=
(Se
s+
sg
)K
Su
pe
rfic
ies’
tota
l
ST
=S
es+
sg
+S
ev
Torno paralelo 1 2 3,65 m * 0,90 m 3,285 m2
6,57 m2 19,71 m
2 29,565 m
2
Fresadora 1 1 1,50 m * 1,45 m 2,175 m2 2,175 m
2 8,7 m
2 13,05 m
2
Taladro de columna 1 3 0,91 m * 0.60 m 0,546 m2 1,638m
2 4,368 m
2 6,552 m
2
Prensa hidráulica 1 2 1,70 m * 0,96 m 1,632 m2 3,264 m
2 9,792 m
2 14,688 m
2
Segueta mecánica 1 3 1,30 m * 0,60 m 0,78 m2 2,34 m
2 6,24 m
2 9,36 m
2
Limadora 1 1 2,20 m * 1,32 m 2,904 m2 2,904 m
2 11,61 m
2 17,424 m
2
Horno 1 1 1,50 m * 1,10 m 1,65 m2
1,65 m2
6,6 m2
9,9 m2
Estantes para herramientas
1 1 3,5 m *0,40 m 1,4 m2
0 2,8 m2
4,2 m2
Estante útiles 2 1 1,00 m * 1,00 m 1,00 m2
0
2 m2
6 m2
Mesa de trabajo 2 4 1,00 m * 1,00 m 1,00 m2 0 2 m
2 6 m
2
Esmeril de banco 1 1 1,00 m * 1,00 m 1,00 m2 0 2 m
2 3 m
2
Espacio total 119, 739 m2

91
Área de soldadura
Área latonería y pintura
LEYENDA
CEPILLO
TORNO
TALADRO
FRESADORA
SEGUETA
PRENSA
HERRAMIENTAS
MATERIAL SOLDADURA
BANCO DE TRABAJO
HORNO
11,80 m
Figura 9: Área actual departamento taller
Fuente: Rondón H. (2014)
AREA DE
ALMACEN
VERNIER
MEDIR
15,70m

92
El área cuadrada existente en el taller mecánico es de 185,26 m2. Esto
quiere decir que el área existente es suficiente para la distribución de las
máquinas. Detallando cada uno de los espacios actuales de la maquinaria
(ver figura 9), éstas se encuentran con el área requerida para cada una de
sus funciones por tal motivo no se sugieren cambios en las mismas.
El área existente 185,26 m2 - 119,739 m2 = 65, 521 m2sin uso
Posibles mejoras a realizar:
El área que sobra en el departamento es área para almacenaje de
materiales, en muchos casos desechos. Por tal motivo se sugiere para
disminuir el recorrido en el área en las actividades acondicionar un
área especial de soldadura con dos cubículos preparados con
protección de seguridad así como extractores para los gases tóxicos.
Realizar un área de materiales necesarios, para disminuir el recorrido
de ir al almacén.
Solo la máquina limadora se encuentra en un área en la cual fue
colocada una puerta. Por ello afecta las labores al momento de
usarla, Se sugiere sellar esta puerta y utilizar otras entradas alterna
mientras se usa esta máquina.
En el capítulo V Propuestas, se detallarán más a fondo los cambios a
realizar en el área.
9- Condición de trabajo: Se refiere al estado en que el
trabajador realiza una actividad. Las condiciones pueden abarcar
iluminación, ruido, calefacción, seguridad entre otras. Realizar un trabajo
altamente detallado de esta área entraría en otro proyecto tomando en
cuenta lo extenso de este tema. Por eso en el análisis de la operación solo
se detallarán problemas observados en las actividades que se realizan.

93
Como se detalló en la lista de cotejo, los equipos de seguridad
personales y para manejo de maquinas están en buen estado. La
iluminación es adecuada. Mientras se mantenga el mantenimiento de las
máquinas, los ruidos en las mismas no repercuten. Calefacción no es
necesaria.
Se debe tomar en cuenta extractores. En caso de ser necesario la
instalación del área de soldadura para extraer los gases emanados por el
mismo.
Es de tomar en cuenta que se está evaluando en general el área taller en
el análisis de la operación. La recomendación, es realizar una hoja de
análisis de la operación de cada una de las actividades que se realizan y
conocer cada una de las debilidades en cada una de las operaciones.
10- Principio de economía de movimientos: Al igual que la
condición de trabajo, este punto es extenso y abarcaría otro proyecto en
cuestión. Por tal motivo solo se detectan las posibles fallas en las
actividades que se realicen.
La posición de las herramientas a usar en cada una de las actividades que
se realicen es primordial. Las mismas deben estar al alcance del operario.
A continuación se presenta la tabla del análisis de la operación de cada
actividad.
Análisis de la operación.
La realización de un análisis de la operación de cada trabajo que se hace
especifica mantiene al corriente las debilidades y fortalezas con la que
cuenta cada operación. A continuación se realiza análisis de la operación de
las tres actividades en estudio. (Ver cuadros 4,5 y 6)

94
FECHA 10/05/2014DPTO: TALLER MECÁNICO ANÁLISIS: 1
DIAGRAMAS: Procesos, operación y recorrido INSPECTOR: Henry José Rondón Fernández
DESCRIPCIÓN DEL LA PIEZA: Soldadura y mecanizado de poleas, del sistema de carga entrada y salida
de las estaciones.
OPERACIÓN: Soldadura de arco y mecanizado en torno paralelo. OPERARIOS: Abdón Uzcategui, Xavier
Hernández (soldador), Joel rincón, Joel flores(tornero)
Determinar y describir Detalles del análisis
1-Propósito de la operación:
Se realiza soldadura a las poleas, con electrodo 7018 (relleno) se suelda a medida estándar especificada por el jefe del departamento.
Se mecaniza en torno paralelo con cuchilla de widia y acero rápido, se finaliza en medida están especifica por
el jefe del departamento.
¿Se puede utilizar mejor material
para soldar.?
Las varillas utilizadas son las especiales para este trabajo 7018 solo se debe buscar al mejor proveedor en el mercado.
¿Se puede utilizar mejor material para mecanizar?
Al igual que con la soldadura las cuchillas se deben comprar según las especificaciones técnicas existentes se debe buscar al mejor proveedor.

95
2-Diseño de la operación:
1) Soldar poleas, se realiza en el departamento de soldadura.
2) Montaje de polea en base para mecanizado, se realiza en el área de maquinas y herramientas, banco de trabajo.
3) Mecanizado de poleas, área maquinas y herramientas, torno paralelo.
4) Todas las operaciones se pueden observar en los diagramas de procesos y operaciones.
¿Se puede eliminar alguna operación?
Las operaciones especificadas son necesarias para la operación.
¿Combinarse con otra?
No
¿Realizarse en el tiempo ocioso por otra?
No
¿Es la mejor secuencia la que se usa actualmente?
Es la adecuada.
¿Puede realizarse la operación en otro departamento?
Las operaciones en esas áreas son las adecuadas.

96
3-Tolerancia y especificaciones:
las tolerancias para poleas se especifica a continuación.
Polea con soldadura vista lateral y de planta. El
diámetro exterior de la misma con soldadura debe ser
de 18,2 cm. Ranura (guaya)
La segunda parte de la operación mecanizado en
torno, las medidas de las mismas dímetro exterior
torneada 18 cm, diámetro de ranura de la guaya 16,5
cm +0,01 -0,01
¿Son necesarias estas tolerancias?
Si, ya que estás son las adecuadas para el sitio de trabajo.
Se deben realizar planos que especifique las medidas ajustes y tolerancias el cual queden plasmados en físico al momento que el operario realice el trabajo conozca las medidas correspondientes.

97
4-Material
para soldadura varillas de arco 7018 (relleno)
Cuchillas de Widia y acero rápido.
¿Es adecuado el material que se usa?
Sí, las varillas y cuchillas son las usadas en este tipo de trabajo.
¿Las especificaciones del material son las adecuadas?
Se debe tomar en cuenta que para las varillas de soldadura el largo de la misma se recomiendo de 40 cm para lograr mayor rendimiento del mismo.
Las cuchillas por sus especificaciones se recomienda marca IMPERO, ya que sus cualidades de desgaste dan mayor confiabilidad para el acabado
5-Proceso de fabricación:
Maquinaria eléctrica soldadura, torno paralelo semi automático.
¿Se debe automatizar la maquinaria?
La máquina de soldar cumple con los trabajos a los que se ajusta.
El torno, para este tipo de trabajo es el adecuado, se podría sugerir un torno CNC, pero por la cantidad de trabajo, por ahora no es necesario.
6-Preparación y herramienta
La preparación para la operación se especifica en los diagramas de operaciones y procesos (ver diagrama 1 y 1)
Herramientas: para soldadura, cepillos de alambre, quita escoria.
Para mecanizado llaves par torno, porta útil, carro transversal y vertical y horizontal, para ajuste de polea en base.
¿Puede mejorarse la preparación?
Si puede mejorarse teniendo a la mano planos y guías de las especificaciones para la operación (material, diagramas, operación tolerancias entre otras)
¿Las herramientas son las adecuadas?
Si son las propicias y las mismas se encuentran en condiciones aceptables para el trabajo, el sitio es el adecuado pero por remodelación se sugiere sitios estratégicos para las mismas adecuados para las operaciones.

98
7-Manejo de materiales
Carretas de dos ruedas
Porta estivas manual
¿Son las adecuadas los sistema de
manejo de material?
Sí, son los adecuados tomando en cuenta que la cantidad de poleas son apropiadas para estas poleas.
8-Distribucion de planta
Área de soldadura, sitio fuera del taller mecánico.
Torno paralelo con espacio suficiente para sus operaciones.
¿Es adecuada la distribución?
Como se detallo en el estudio existen espacios en el departamento el cual se pueden usar para mejorar los recorridos de los operarios, realizando un rediseño del taller sin variar las maquinas ya que las mismas se encuentran en sitios bien establecidos
Se sugiere la realización del área de soldadura, en el departamento taller con todas las medidas de seguridad que se requieran. Así como también un área de almacenaje para material y equipos necesarios para las operaciones.
9- Condiciones de trabajo
En general las condiciones son satisfactorias
Luz bien
Calefacción bien
Ventilación bien
Bebederos bien
Cuarto de aseo a mejorar
Diseño de partes a mejorar no existen planos
Probabilidad de retraso bien
Producción probable. bien

99
Cuadro 4: Análisis de la operación (polea)
Fuente: Rondón H (2014)
10-Estudio de movimientos.
Se anexa bosquejo con medidas de la operación.
Polea con soldadura vista lateral y de planta. El
diámetro exterior de la misma con soldadura debe ser
de 18,2 cm.
Ranura (guaya)
La segunda parte de la operación mecanizado en
torno, días medidas de las mismas dímetro exterior
torneada 18 cm, diámetro de ranura de la guaya 16,5
cm +0,01 -0,01
a) Distribución del área de trabajo.
La colocación de materiales y herramientas. Se sugiere el cambio delos mismo en sitios más acordes para disminuir recorridos
Postura para trabajar. Los movimientos para la ejecución de la soldadura son adecuados. Se sugiere la remodelación de mesas de trabajo el cual las mismas sean de ajuste variado para adaptarse al tamaño del trabajador.
Se cumplen con los principios de economía de movimientos relacionados con el cuerpo humano.
b) Distribución del área de trabajo.
El mecanizado u operación al igual que la anterior se cumple con los principios de economía de movimientos.
Se hacen las mismas correcciones del punto anterior.

100
Análisis de operaciones mordazas
FECHA 22/08/2013 DPTO: TALLER MECÁNICO ANÁLISIS: 2
DIAGRAMAS: Procesos, operación y recorrido INSPECTOR: Henry José Rondón Fernández
DESCRIPCIÓN DEL LA PIEZA: Soldadura y mecanizado de mordazas (perros) sistema de carga
OPERACIÓN: Soldadura de arco y mecanizado en fresadora. OPERARIOS: Abdón Uzcategui, Xavier
Hernández (soldador), Juan Rodríguez, Xavier Hernández, Joel flores.
Determinar y describir Detalles del análisis
1-Propósito de la operación:
Se realiza soldadura a las mordazas, con electrodo 7018 (relleno) 1/8 preferiblemente se suelda a medida estándar especificada por el jefe del departamento.
Se mecaniza en torno paralelo con cuchilla de acero rápido, se finaliza en medida están especifica por el jefe
del departamento.
¿Se puede utilizar mejor material para soldar.?
Las varillas utilizadas son las especiales para este trabajo 7018 solo se debe buscar al mejor proveedor en el mercado.
¿Se puede utilizar mejor material para mecanizar.?
Al igual que con la soldadura las cuchillas se deben comprar según las especificaciones técnicas existentes se debe buscar al mejor proveedor.

101
2-Diseño de la operación:
1) Soldar mordazas, se realiza en el departamento de soldadura.
2) Montaje de mordaza en base para mecanizado, se realiza en el área de maquinas y herramientas, fresadora.
3) Mecanizado de mordaza , área maquinas y herramientas, fresadora.
4) Todas las operaciones se pueden observar en los diagramas de procesos y operaciones.
¿Se puede eliminar alguna operación?
Las operaciones especificadas son necesarias para la operación.
¿Combinarse con otra?
No
¿Realizarse en el tiempo ocioso por otra?
No
¿Es la mejor secuencia la que se usa actualmente?
Es la adecuada.
¿Puede realizarse la operación en otro departamento?
Sí, rediseñar el departamento maquinas y herramientas agregando cubículos para soldadura para minimizar el recorrido del operario.
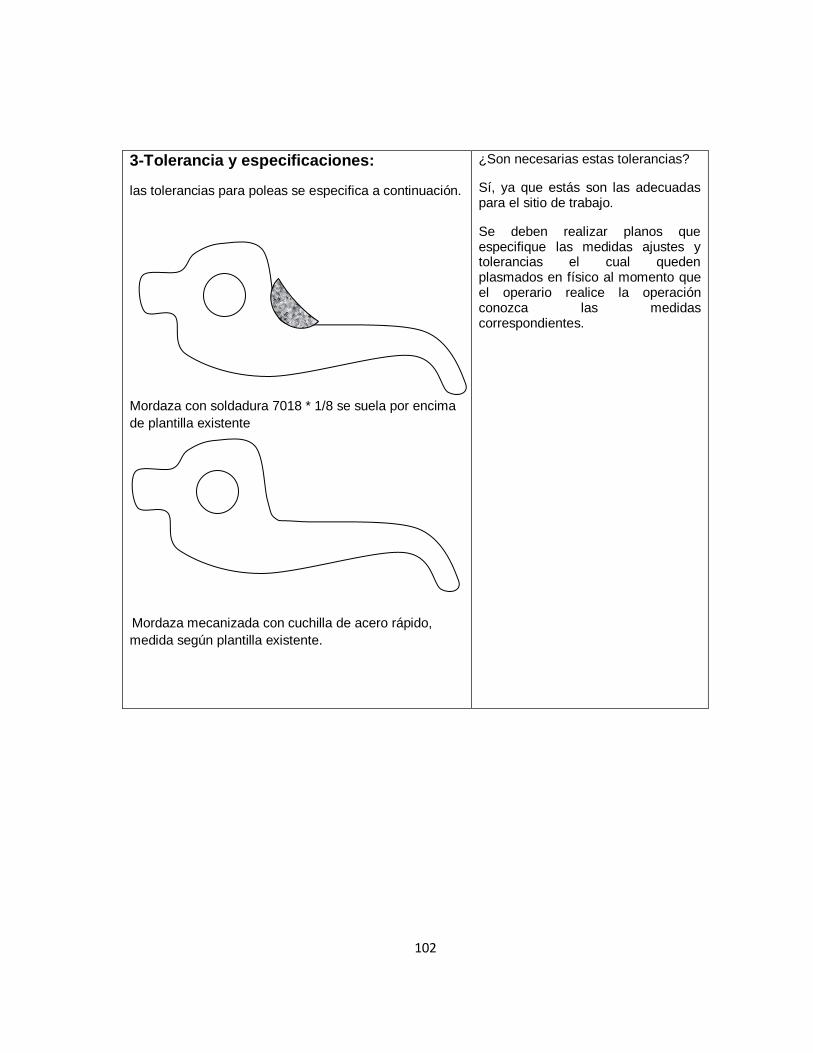
102
3-Tolerancia y especificaciones:
las tolerancias para poleas se especifica a continuación.
Mordaza con soldadura 7018 * 1/8 se suela por encima
de plantilla existente
Mordaza mecanizada con cuchilla de acero rápido,
medida según plantilla existente.
¿Son necesarias estas tolerancias?
Sí, ya que estás son las adecuadas para el sitio de trabajo.
Se deben realizar planos que especifique las medidas ajustes y tolerancias el cual queden plasmados en físico al momento que el operario realice la operación conozca las medidas correspondientes.

103
4-Material
para soldadura varillas de arco 7018 * 1/8 (relleno)
cuchillas de acero rápido.
¿Es adecuado el material que se usa?
Sí, las varillas y cuchillas son las usadas en este tipo de trabajo.
¿Las especificaciones del material son las adecuadas?
Las cuchillas por sus especificaciones se recomienda marca IMPERO, ya que sus cualidades de desgaste ya mayor confiabilidad para el acabado
5-Proceso de fabricación:
Maquinaria eléctrica soldadura, fresadora.
¿se debe automatizar la maquinaria?
La máquina de soldar cumple con los trabajos a los que se ajusta.
Para el tipo de trabajo la fresadora cumple con las expectativas no se recomienda automatizar tomando en cuenta la cantidad de trabajo y las condiciones de la maquina.
6-Preparación y herramienta
La preparación para la operación se especifica en los diagramas de operaciones y procesos
Herramientas: para soldadura, cepillos de alambre, quita escoria.
Para mecanizado, llaves para fresadora, porta útil, carro transversal y vertical y horizontal, para ajuste de mordaza en base.
¿puede mejorarse la preparación?
Si puede mejorarse teniendo a la mano planos y guías de las especificaciones para la operación (material, diagramas, operación tolerancias entre otras)
¿las herramientas son las adecuadas?
Si son las propicias y las mismas se encuentran en condiciones aceptables para el trabajo, el sitio es el adecuado pero por remodelación se sugiere sitios estratégicos para las mismas adecuados para las operaciones.

104
7-Manejo de materiales
Carretas de dos ruedas
Porta estivas manual
¿son las adecuadas los sistema de manejo de material?
Sí, son los adecuados tomando en cuenta que la cantidad de poleas son apropiadas para estas poleas.
8-Distribucion de planta
Área de soldadura, sitio fuera del taller mecánico.
fresadora con espacio suficiente para sus operaciones.
¿Es adecuada la distribución?
Como se detallo en el estudio existen espacios en el departamento el cual se pueden usar para mejorar los recorridos de los operarios. Realizando un rediseño del taller sin variar las maquinas esto es posible, ya que las mismas se encuentran en sitios bien establecidos
Se sugiere la realización del área de soldadura, en el departamento taller con todas las medidas de seguridad que se requieran. Así como también un área de almacenaje para material y equipos necesarios para las operaciones.
9- Condiciones de trabajo
En general las condiciones son satisfactorias
Luz bien
Calefacción bien
Ventilación bien
Bebederos bien
Cuarto de aseo a mejorar
Diseño de partes a mejorar no existen planos
Probabilidad de retraso bien
Producción probable. bien

105
10-Estudio de movimientos.
Se anexa bosquejo de la operación.
c) Distribución del área de trabajo.
La colocación de materiales y herramientas en sitios acordes para disminuir recorridos
Postura para trabajar. Los movimientos para la ejecución de la soldadura son adecuados. Se sugiere la remodelación de mesas de trabajo el cual las mismas sean de ajuste variado para adaptarse al tamaño del trabajador.
Se cumplen con los principios de economía de movimientos relacionados con el cuerpo humano.
d) Distribución del área de trabajo.
El mecanizado u operación al igual que la anterior se cumple con los principios de economía de movimientos.
Se hacen las mismas correcciones del punto anterior.
Cuadro 5: análisis de la operación (mordaza)
Fuente: Rondón H (2014)

106
Análisis de operaciones pernos.
FECHA 22/08/2013 DPTO: TALLER MECÁNICO ANÁLISIS: 3
DIAGRAMAS: Procesos, operación y recorrido INSPECTOR: Henry José Rondón Fernández
DESCRIPCIÓN DEL LA PIEZA: Perno de acero el cual está comprendido por una rosca y área de ajuste
para rodamiento.
OPERACIÓN: cortar, mecanizado de eje torno, taladrado. OPERARIOS: Joel rincón ,Xavier Hernández,
Juan Rodríguez, , Joel flores.
Determinar y describir Detalles del análisis
1-Propósito de la operación:
Se usa una barra de acero 1045, se mecaniza en el torno se realizan las diferentes formas al cual va a trabajar.
Rosca
Ajuste en rodamiento.
Cabeza para apriete
¿Se puede utilizar mejor material.?
El material que se utiliza, es el especial para el caso tomando en cuenta su tenacidad, maquinabilidad y estiramiento.
Es de tomar en cuenta que el material utilizado es conocido por los operarios por su experiencia, no se tiene nada por escrito de la veracidad, mas se puede chequear en los manuales ASI O SAE (es una clasificación de aceros y aleaciones de materiales no ferrosos es la más común en los Estados Unidos), la característica de este material.
Es recomendable que el operario tenga por escrito la calidad del material a usar, con sus especificaciones correspondientes.

107
2-Diseño de la operación:
1-Se retira material de almacén barra de acero para ser
preparado o cortado para mecanizar,
2- Después de ser cortado por la segueta mecánica es
enviado para el torno para ser mecanizado,
3-Se envía al taladro para ser perforado y realizado la
rosca para la grasera
4- Se mecaniza en fresadora la cabeza del perno para
la base de sujeción.
¿Se pueden eliminar alguna operación?
Las operaciones especificadas son necesarias para la operación.
¿Combinarse con otra?
No
¿Realizarse en el tiempo ocioso por otra?
No
¿Es la mejor secuencia la que se usa actualmente?
Es la adecuada.
¿Puede realizarse la operación en otro departamento?
No.

108
3-Tolerancia y especificaciones:
las tolerancias para el perno se especifica a continuación.
Material acero 1045, mecanizado en torno paralelo,
según medidas arriba descritas, como se puede
observar en la cabeza del tornillo es una ranura para
sujeción con destornillador
Tornillo con cabeza para llave fija.
¿Son las necesarias estas tolerancias?
Si, ya que estás son las adecuadas para el sitio de trabajo.
Se deben realizar planos que especifique las medidas ajustes y tolerancias el cual queden plasmados en físico al momento que el operario realice la operación conozca las medidas correspondientes.
Se recomienda la realización o el cambio en la cabeza del tornillo para sujeción con llave fija, esto facilita mejor el manejo de herramientas y seguridad en la operación asi como ahorro de tiempo.
46 mm 24 mm 40 mm 40 mm
40 mm 25 mm 24mm 24mm
7 mm
27 mm
Rosca paso 3 m
46 mm 24 mm 40 mm 40 mm
40 mm 25 mm 24mm 24mm
7 mm
27 mm
Rosca paso 3 mm

109
4-Material
Acero 1045,barra de 42,00 mm, cuchillas de widia, acero rápido para acabado y hoja de segueta mecánica.
¿Son adecuados el material que se usa?
Si son las adecuadas el material.
¿Son adecuadas las especificaciones del material?
Las cuchillas por sus especificaciones se recomienda marca IMPERO, ya que sus cualidades de desgaste ya mayor confiabilidad para el acabado ver (anexo)
5-Proceso de fabricación:
Segueta mecánica ,Torno paralelo, y taladro de columna.
¿Se debe automatizar la maquinaria?
Aunque la maquinaria cumple la función principal para el trabajo, se debe tomar en cuenta a futuro modernización para agilizar los procesos.
Los trabajos del torno en su mayoría se basan en mecanizado de poleas por tal motivo las dos operaciones no se pueden realizar al mismo tiempo, Se recomendaría realizar el estudio para la automatización a un torno control numérico que se encargue de la realización de los diferentes pernos que se necesiten así como otro trabajo que se requiera..

110
6-Preparación y herramienta
La preparación para la operación se especifica en los diagramas de operaciones y procesos
Herramientas: para mecanizado en torno llaves varias, cuchillas
¿Puede mejorarse la preparación?
Si puede mejorarse teniendo a la mano planos y guías de las especificaciones para la operación (material, diagramas, operación tolerancias entre otras) ver
¿Son adecuadas las herramientas?
Sí, son las propicias y las mismas se encuentran en condiciones aceptables para el trabajo, el sitio es el adecuado.
7-Manejo de materiales
Carretas de dos ruedas
Porta estivas manual
¿Son las adecuadas los sistema de
manejo de material?
Sí, son los adecuados tomando en cuenta que la cantidad de poleas son apropiadas para estas poleas.
8-Distribucion de planta
Área de soldadura, sitio fuera del taller mecánico.
Torno con espacio suficiente para sus operaciones.
¿Es adecuada la distribución?
Para esta operación, la maquinaria se encuentra en el sitio bien establecido por tal motivo se puede mantener esta operación sin cambios en la distribución.
Solo se debe tomar en cuenta el mejoramiento de los porta herramientas y equipos para mejorar los recorridos.

111
9- Condiciones de trabajo
En general las condiciones son satisfactorias
Luz bien
Calefacción bien
Ventilación bien
Bebederos bien
Cuarto de aseo a mejorar
Diseño de partes a mejorar no existen planos
Probabilidad de retraso bien
Producción probable. bien

112
10-Estudio de movimientos.
Se anexa bosquejo de la operación.
e) Distribución del área de trabajo.
La colocación de materiales y herramientas se sugiere el cambio del mismo para disminuir recorridos
Postura para trabajar. Los movimientos para la ejecución de la soldadura son adecuados. Se sugiere la remodelación de mesas de trabajo el cual las mismas sean de ajuste variado para adaptarse al tamaño del trabajador.
Se cumplen con los principios de economía de movimientos relacionados con el cuerpo humano.
f) Distribución del área de trabajo.
El mecanizado u operación al igual que la anterior se cumple con los principios de economía de movimientos.
Se hacen las mismas correcciones del punto anterior.
Cuadro 6: análisis de la operación (perno)
Fuente: Rondón H (2014)

113
CAPITULO V
PROPUESTA
De los instrumentos anteriormente evaluados en el área taller mecánico,
a continuación se considera la siguiente propuesta. La Reingeniería de
procesos del área máquinas y herramientas del taller mecánico. Para cumplir
con esta propuesta se incluyen las siguientes fases que a continuación se
mencionan.
1) El mejoramiento o rediseño del departamento taller tomando en cuenta
específicamente la construcción de un área de soldadura que disminuya
recorrido en las operaciones.
2) Crear diagramas de operaciones, procesos y recorrido que disminuya
específicamente el tiempo y recorrido del operario.
3) La creación de planillas de identificación, que este comprendida por
especificaciones de la pieza (material y herramientas a usar), planos con
tolerancias, diagramas de la operación así como persona capacitada para
dicho trabajo.
4) La creación de métodos de transporte en áreas especiales tomando en
cuenta otros tipos de trabajos que se realizan en el área para reducir los
riesgos de lesiones.
Para poder exponer la propuesta formulada fue necesario realizar una
valoración previa referente al actual proceso de las operaciones que se lleva
de forma manual, así como de los requerimientos necesarios para la
ejecución de la propuesta aquí presentada y la factibilidad de la misma. La
propuesta plantea la necesidad, de mejorar las operaciones que en el área
se realizan, tomando en cuenta los diferentes diagramas, un análisis de la

114
operación del proceso y así como una estructuración del departamento,
como fase principal para mejorar el recorrido de los operarios y del material.
Las operaciones que se realizan en el área cuenta con maquinas que
aunque tienen más de tres décadas se mantienen activas y cumplen la
función a la que son sometidas tomando en cuenta que las mismas tienen el
mantenimiento necesario para mantenerse operativas.
El personal que allí labora, de acuerdo a las planillas y revisión de los
mismos, está capacitado para el manejo de las máquinas, y conoce muy bien
las operaciones que allí se realizan. El mejorar la planificación, como plasmar
cada proceso en físico tomando en cuenta el análisis de las operaciones y
así como mejorar el recorrido, ayudaría al operario a un mejor
desenvolvimiento en el área con mayor seguridad.
1) El mejoramiento o rediseño del departamento taller tomando en
cuenta específicamente la construcción de un área de soldadura que
disminuya recorrido en las operaciones.
Como se detalló en la distribución de planta hay disponibilidad de área
de 65, 521 m2. Se sugiere la construcción de dos cubículos para soldadura
de poleas, mordazas, y cualquier otro trabajo que se requiera el cual reducirá
el recorrido del operario en el área.
Actualmente se cuenta con un área en la que se guarda chatarra y
herramientas (ver anexo 22), Esta se puede remodelar para realizar el
cubículo así como el sitio de almacenaje. Este espacio tiene un área de 12
m2 a continuación se especifica lugar establecido para cubículos de
soldadura.
2 Área de 3 m * 2 m c/u el cual se totaliza 6 m * 2 m = 12 m2(Ver
anexo 23)

115
Dispondrá de mesa de trabajo, el cual será removible y de graduación
para que se adapte al operario la misma contara con gabinete para
herramienta.(ver anexo 24)
Máquina de soldar ya existente en el departamento.
Cortina de soldadura, fabricadas en vinilo resistente a las chispas,
salpicaduras, agua e ignifugas filtran los rayos UV nocivos a la vista.
Son ideales para separar puestos de soldadura, cubrir islas de
soldadura o crear pasillos de inspección. Son provistas con ojales
metálicos en dos lados y ganchos para colgar.(ver anexo 25)
El extractor de humo de manguera doble, para aplicaciones de
extracción de humo de alto volumen, para trabajo pesado para
múltiples operadores. Se recomienda con volumen hasta 1300 CFM
[pies cúbicos por minuto] -- 650 CFM por manguera (ver anexo 26).
Se recomienda que el techo sea de placa para, aprovechar el espacio
y tener esta área para resguardo de material necesario (barras,
láminas, etc. Para esto es necesario estantes para este tipo de
materiales (ver anexo 27).
La construcción de dos porta herramientas, para el almacenaje de
estas con las siguientes medidas, 2m * 1 m c/u =2 m2
Tomando en cuenta la cantidad de trabajo que se requiere en el torno,
es necesario la adquisición de un torno (control numérico), que se
encargue de la realización de ejes y cualquier otro trabajo de precisión
que se requiera. Así el torno paralelo solo ocupara la labor de
mecanizado de poleas que es el trabajo más realizado en el área. Es
de acotar que las medidas estándar de un torno son 1 m * 2 m
calcularemos el área correspondiente para el mismo (ver tabla 2).

116
Tabla 2: Área Torno CNC
Fuente: Rondón H (2014)
Se toma en cuenta un torno CNC, por la precisión que se requiere y con
las medidas especificadas por los trabajos que allí se realizan (previa
consulta con el jefe encargado del departamento). No se especifica
características de la maquina ya que esto con lleva a otro estudio más
exhaustivo del mismo.
A continuación se especifica el área que se propone de trabajo con los
cambios realizados. (Ver tabla 3)
Tabla 3: Área con cambios propuestos.
Fuente: Rondón H (2014)
Maquina
Ca
nti
da
d
Lad
os
op
era
ble
s
de
la m
aq
uin
a (
n)
Mediadas
L*a
(Largo por
ancho)
Su
perf
icie
está
tica(S
es=
L*a
)
Su
perf
icie
gra
vit
acio
nal
(sg
=S
es*
n)
Su
perf
icie
evo
luti
va
(Sev=
(Ses+
sg
)K
Su
perf
icie
s’
tota
l
ST
=S
es+
sg
+S
ev
Torno CNC 1 1 1,00 m * 2,00 m 2,00 m2
2,00 m2 8,00 m
2 12 m
2
Descripción Área
Área en uso 119,739 m2
Cubículos para soldadura 12 m2
Porta herramientas 4 m2
Área torno CNC 12 m2
TOTAL 147,739 m2
AREA EXISTENTE 185,26 m2 -
AREA RESTANTE 37,521 m2

117
Como se puede detallar en el cuadro, se cuenta con un área restante de
37, 521 m2 que esta cuenta con espacios para manejo de material. Así, en
caso de futura remodelación de maquinaria se dispone de espacio necesario
para el mismo. Para observar las diferentes propuestas, que arriba se
detallan (ver figura 10)
Es de acotar que el área de soldadura, en la que se realizan los trabajas
actualmente, continuará cumpliendo la misma función tomando en cuenta
que allí se realizaran trabajos de estructura y soldadura pesada, el área de la
propuesta se encargará de soldadura de poleas y cualquier pieza no mayor a
un metro de longitud que se requiera soldar.
Con las modificaciones del departamento se pretende:
Mejorar los recorridos del operario.
Mejorar los recorridos del material.
Aprovechar al máximo el área de trabajo.
Acondicionamiento de herramientas en sitios adecuados para el
manejo de las operaciones.

118
Área de soldadura
Área latonería y pintura
LEYENDA
CEPILLO
TORNO
TALADRO
FRESADORA
SEGUETA
PRENSA
AREA SOLDADURA
MATERIAL SOLDADURA
BANCO DE TRABAJO
HORNO
AREA PARA HERRAMIENTAS Y EQUIPOS
AREA PAR ALMACENAJE
POSIBLE AREA DE TORNO CNC
Figura 10: Área de taller (propuesta)
Fuente: Rondón H. (2014)
AREA DE
ALMACEN
VERNIER
MEDIR

119
2) Crear diagramas de operaciones, procesos y recorrido el que
disminuya específicamente el tiempo y recorrido del operario.
Las mejoras en las propuestas que se mencionaron anteriormente en el
departamento taller, originará progreso en los recorridos y en los tiempos de
trabajo, de los operarios y de los materiales. A continuación se plasman las
mejoras en las graficas con los arreglos del departamento

120
4-Diagrama proceso propuesta (polea)
Método actual Método propuesto Diagrama de procesos.
Sujeto del diagrama: Soldar poleas y mecanizados de Fecha: 15/12/2013 De las mismas (mantenimiento preventivo) Hecho por: Henry Rondón Diagrama N: 4 Departamento: maquinas y herramientas y soldadura Hoja: 1 de: 1
Distancia en metros.
Tiempo en días
Símbolos del diagrama
Descripción del proceso
0m Se sueldan poleas.
0m Después de cada 20 min de soldar se reposa 10 min por seguridad.
0m Se inspecciona de ser necesario se suelda algún detalle
0m La primera polea tiene una demora tomando encuentra que se debe enfriar para mecanizado.
3m Se traslada a maquinas y herramientas
0m Se acopla polea en soporte para mecanizado
4m Se traslada al torno
0m Se mecaniza polea
0m Se inspecciona polea (medidas), de ser necesario, se mecaniza de nuevo.
4m Se traslada a mesa para retirar de base
0m Se retira de base de torneado.
80m Se traslada a departamento mecánico
0m Se almacena en dpto. Mecánico para su respectivo cambio.
RESUMEN
Método actual Método propuesto Diferencia
7 6 -1
5 4 -1
2 2 0
2 2 0
134m 91 m -43 m

121
2 5
1 1
1 3
4 2
6
4-Diagrama operación propuesta (polea)
Empresa: SISTEMA TELEFERICO DE MERIDA Departamento : TALLER
Método: Actual X
Propuesto
Operación: REPARACION POLEAS DE ENTRADA Y SALIDA DEL SISTEMA DE CARGA
Fecha: 14/08/2013 Encargados de la Operación: Abdón Uzcategui (soldador) y Joel rincón (tornero)
Elaboro el diagrama: Henry José Rondón Fernández Diagrama 4
Soldadura poleas mecanizado poleas
2 h 1 m
35 min
10s
10 s
5 min
1min
Operación
Inspección
Cantidad tiempo
6 2 h 42min 0s
2 0h 0min 20s

122
Área de soldadura
Área latonería y pintura
LEYENDA
CEPILLO
TORNO
TALADRO
FRESADORA
SEGUETA
PRENSA
AREA SOLDADURA
MATERIAL SOLDADURA
BANCO DE TRABAJO
HORNO
AREA PARA HERRAMIENTAS Y EQUIPOS
AREA PAR ALMACENAJE
POSIBLE AREA DE TORNO CNC
4-Diagrama recorrido propuesta (polea)
AREA DE
ALMACEN
VERNIER
MEDIR
1
2
3
1
2
3

123
Análisis de las mejoras en la operación reparación de poleas.
Como se puede observar en el diagrama de procesos, la mejora
principal es el recorrido del operario.
Recorrer distancias cuesta dinero, mientras menos distancia se recorra mejor, es posible que mediante la reorganización de maquinas o departamento seamos capaces de reducir las distancias recorridas, (Meyers, Fred 1999, pág.51)
La distancia en este proceso el cual se recupera es de 43 m
calculando un promedio de acuerdo a la distancia promedio que
recorre una persona tenemos.
Según la unidad derivada de la velocidad, el promedio de una persona al
caminar es de 3,6 km/h, esto se traduce a 1m/s:
Si el recorrido ganado con la propuesta es de 43 s tenemos
Jornada de trabajo 7 días 5 hábiles. El recorrido actual, que se realiza en
la operación según (ver diagrama de operación 1) es de 2h 47m, el proceso
por polea. Por tal motivo tenemos que al día se realizan 3 poleas que son
tres recorridos diarios. Para observar el tiempo de la operación y recorrido
actual (ver tabla 4) y para observar el tiempo de recorrido propuesto (ver
tabla 5)

124
Recorrido actual Tiempo de la
operación
Tiempo total de
la operación
134 metros =
0’ 2’’ 14o
2’ 47’’ 0o 2’49’’ 14o
tabla4: Sumatoria Tiempo de recorrido actual
Fuente: Rondón H (2014)
Recorrido
propuesto
Tiempo de la
operación
Tiempo total de
la operación
91 metros =
0’ 1’’ 31o
2’ 42’’ 0o 2’ 40’’ 29o
tabla5: Sumatoria Tiempo de recorrido propuesto
Fuente: Rondón H (2014
Si restamos el tiempo total de la operación actual con el tiempo total de la
operación propuesta tenemos.
2’ 49’’ 14o – 2’ 40’’ 29o=
74o-29o= 45s
48’’-40’’=8’’
2’ -2’= 0’
Total de tiempo recuperado por el proceso propuesto. 0 h 8m 45s
Para las ganancias del tiempo de las operaciones diaria, quincenal y
mensual (ver tabla 6).

125
Operaciones Tiempo recuperado Total Tiempo ganado
3 diarias 0’ 8’’ 45o 0’ 26’’ 15o
15 semanal 0’ 8’’ 45o 2’ 11’’ 15o
60 mensual 0’ 8’’ 45o 8’ 45’’ 0o
tabla6: Sumatoria Tiempo recuperado por periodos
Fuente: Rondón H (2014)
El tiempo recuperado en la jornada de trabajo al mes, es de 8h 45m 0s
esto se traduce a una jornada diaria de trabajo a la semana de ganancia para
la empresa. Al ganar una jornada diario de trabajo se tiene 60+ 3= 63 poleas
al mes.
Es de acotar que las ganancias en esta operación son las siguientes.
Se realizan tres poleas al mes, a pesar de lo poco en cantidad que se
observa como ganancia tres poleas se traduce a un tren de poleas
recuperado. (ver anexo 27).
Mejoras en los recorridos del área con respecto al material y operario.
Al disminuir recorrido disminuimos fatiga en el trabajador.

126
5-Diagrama proceso propuesta (mordaza)
Método actual Método propuesto
Diagrama de procesos.
Sujeto del diagrama: Soldar mordazas y mecanizados de Fecha: 15/12/2013 De las mismas (mantenimiento preventivo) Hecho por: Henry Rondón Diagrama N: 5 Departamento: maquinas y herramientas y soldadura Hoja: 1 de: 1
Distancia en metros
Tiempo en días
Simbolo del diagramas
Descripción del proceso.
0m Se sueldan mordazas (perros)
0m Se inspecciona de ser necesario se suelda algún detalle
0m Las primeras mordazas tiene una demora tomando encuentra que se debe enfriar para mecanizado. 20 m
3m Se traslada a maquinas y herramientas
0m Se acopla mordazas en soporte para mecanizado (fresadora)
0m Se mecaniza mordaza (perro)
0m Se chequea medida estándar.
0m Se retira de la base (fresadora)
33m Se traslada a para mecanizado (esmerilado)
0m Se inspecciona de ser necesario se mecaniza (esmerila)
70m Se traslada a dep. Mantenimiento mecánico.
0m Se almacena para su respectivo uso.
RESUMEN
Método actual Método propuesto Diferencia
7 6 -1
4 3 -1
1 1 0
3 3 0
157 m 106 -51

127
1
1 1 2
3
4
2
5
3 6
5-Diagrama operación propuesta (mordaza)
Empresa: SISTEMA TELEFERICO DE MERIDA Departamento : TALLER
Método: Actual
Propuesto X
Operación: REPARACION MORDAZAS (PERROS) DE POLEAS MOTRIZ DEL TELEFERICO DE CARGA
Fecha: 21/08/2013 Encargados de la Operación: Abdón Uzcategui (soldador) y Xavier Hernández (fresador)
Elaboro el diagrama: Henry José Rondón Fernández Diagrama 5 .
Soldadura fresado esmerilado
2 min 1 min 2min
1 min 4 min 1min 10s
10s
30s
Operación
Inspección
Cantidad Tiempo
6 0h 11min 0s
3 0h 0min 50s

128
Área de soldadura
Área latonería y pintura
LEYENDA
CEPILLO
TORNO
TALADRO
FRESADORA
SEGUETA
PRENSA
AREA SOLDADURA
MATERIAL SOLDADURA
BANCO DE TRABAJO
HORNO
AREA PARA HERRAMIENTAS Y EQUIPOS
AREA PAR ALMACENAJE
POSIBLE AREA DE TORNO CNC
5-Diagrama recorrido propuesta (mordaza)
AREA DE
ALMACEN
VERNIER
MEDIR
1
2
1
2

129
Análisis de las mejoras en la operación, soldadura de mordazas y
mecanizado.
Igual que la operación anterior la mejora principal se basa en la
reestructuración del departamento, con las mejoras antes descritas
para mejorar los recorridos, a continuación se especifica parte de las
ganancias en el proceso con estos cambios.
Detallando los diagramas se observan la disminución de una
operación y transporte así como principal la recuperación del recorrido
en 51 mts, se realizan los cálculos pertinentes para demostrar el
tiempo que se recupera en la operación al mes y la cantidad de
operaciones recuperadas.
Según la unidad derivada de la velocidad, el promedio de una
persona al caminar es de 3,6 km/h, esto se traduce a 1m/s:
Si el recorrido ganado con la propuesta es de 51 seg tenemos
Jornada de trabajo 7 días 5 hábiles. El recorrido que se realiza en
la operación según el diagrama de operaciones actual es de 0:16 27
por hora se realizan 3,5 mordazas por hora al diario 3,5* 8 hora = 28
mordazas.
Se detalla a continuación los cálculos del tiempo de recorrido total,
actual y propuesto (ver tabla 7 y 8)

130
Recorrido actual Tiempo de la
operación
Tiempo total de
la operación
157 metros =
0’ 2’’ 37o
0’ 13’’ 50o 0’16’’ 27o
Tabla 7: Sumatoria Tiempo total recorrido actual (mordaza)
Fuente: Rondón H (2014)
Recorrido
propuesto
Tiempo de la
operación
Tiempo total de
la operación
106 metros =
0’ 1’’ 46o
0’ 11’’50o 0’ 13’’ 36o
Tabla 8: Sumatoria Tiempo total recorrido propuesto (mordaza)
Fuente: Rondón H (2014)
Si restamos el tiempo total de la operación actual con el tiempo total de la
operación propuesta tenemos.
0’ 16’’ 27o – 0’ 13’’ 36o=
27o-36o= 51o
15’’-13’’=4’’
0’ -0’= 0’
Total de tiempo recuperado por operación según método propuesto. 0’ 2’’
51o
Si se realiza una mordaza en 13’’ 36o decimos que por hora 4,6 mordazas en
8 horas 36,8 mordazas diarias se realizan.

131
(Ver tabla 9) para las ganancias del tiempo de las operaciones según el
tiempo indicado.
Operaciones Tiempo recuperado Total Tiempo ganado
36,8 diarias 0’ 2’’ 51o 1’ 44’’52,8o
184 semanal 0’ 2’’ 51o 8’ 44’’ 24o
736 mensual 0’ 2’’ 51o 34’ 57’’ 36o
tabla9: Tiempo recuperado por periodo (mordaza)
Fuente: Rondón H (2014)
El tiempo recuperado en la jornada de trabajo al mes, es de 34’ 57’’ 36o
esto se traduce, si 4 mordazas se realizan por hora 35*4=140 mordazas
más al mes se realizaran.
Una polea de reenvió contiene 48 pares de estos componentes el cual se
solventaría mantener en stock 140/48= 2,91 polea para recambio.

132
6-Diagrama proceso propuesta (perno)
Método actual Método propuesto
Diagrama de procesos.
Sujeto del diagrama: Mecanizado de Perno para poleas y Fecha: 15/12/2013 y balancines de carga Hecho por: Henry Rondón Diagrama N: 6 Departamento: maquinas y herramientas y soldadura Hoja: 1 de: 1
Distancia en metros
Tiempo en días
Simbolo del diagramas
Descripción del proceso.
0m Se corta material (segueta mecánica)
0m Al primer corte hay una demora de 7 min al cortar el material.
4m Se traslada al torno y se monta en mordazas.
0m Se centra la barra y perfora entre puntos.
0m Se verifica medidas entre puntos.
0m Se cilindra a diferentes medidas de la pieza
0m Se inspecciona diferentes ajuste en la pieza
0m se realiza rosca
0m Se inspecciona roscado y acabado
6m Se traslada eje al taladro para perforación para grasera.
0m Se perfora agujeros para grasera
0m Se realiza rosca manual
0m Se verifica medidas
80m Se traslada al dep. mantenimiento mecánico
0m Se almacena para su respectivo uso
RESUMEN
Método actual Método propuesto Diferencia
7 7 0
4 4 0
5 4 -1
152 m 90 -62

133
1
2
2
3
3
4
4
5
6
5
7
6-Diagrama operación propuesta (perno)
Empresa: SISTEMA TELEFERICO DE MERIDA Departamento : TALLER
Método: Actual
Propuesto X
Operación: Mecanizado de Perno para poleas y balancines de carga
Fecha: 23/08/2013 Encargados de la Operación: Juan Rodríguez (mecánico) y Joel Rincón (Tornero)
Elaboro el diagrama: Henry José Rondón Fernández Diagrama 6 .
Cortar barra tornear taladrar
15m 3 m 3 m 7 m
10s 2m
45m 10s
1m
25m
15s
Operación
Inspección
CANTIDAD TIEMPO
7 1h 40min 0s
4 0h 1min 35s

134
Área de soldadura
Área latonería y pintura
LEYENDA
CEPILLO
TORNO
TALADRO
FRESADORA
SEGUETA
PRENSA
AREA SOLDADURA
MATERIAL SOLDADURA
BANCO DE TRABAJO
HORNO
AREA PARA HERRAMIENTAS Y EQUIPOS
AREA PAR ALMACENAJE
POSIBLE AREA DE TORNO CNC
4-Diagrama recorrido propuesta (perno)
AREA DE
ALMACEN
VERNIER
MEDIR
1
2
3
4
1
2
3
4

135
Análisis en las mejoras de la operación, mecanizado de pernos.
Igual que en las operaciones anteriores las mejoras están
basadas en la disminución de recorrido de la operación,
acondicionando el departamento taller, para que en este caso
se mantenga en stock el material a utilizar en el departamento,
acondicionando un área para el almacenamiento del mismo.
Como se puede observar en los diagramas correspondientes a
esta operación, se puede detallar que las operaciones se
mantienen igual sin cambios notables. Se tienen mejoras en el
recorrido con una disminución de 60m. A continuación se
calculan las mejoras que se tienen basado en un mes de
operación.
Según la unidad derivada de la velocidad, el promedio de una
persona al caminar es de 3,6 km/h, esto se traduce a 1m/s:
Si el recorrido ganado con la propuesta es de 60m tenemos
Calculamos en la siguiente tabla el tiempo actual y propuesto de la
operación.(ver tabla 10 y11)
Recorrido actual Tiempo de la
operación
Tiempo total de
la operación
152metros =
0’ 2’’ 32o
1’ 40’’ 45o 1’43’’ 17o
Tabla 10: Sumatoria Tiempo total recorrido actual (perno)
Fuente: Rondón H (2014)

136
Recorrido
propuesto
Tiempo de la
operación
Tiempo total de
la operación
90 metros =
0’ 1’’ 30o
1’ 40’’ 35o 1’ 42’’ 05o
Tabla 11: Sumatoria Tiempo total recorrido propuesto (perno)
Fuente: Rondón H (2014)
Si restamos el tiempo total de la operación actual con el tiempo total de la
operación propuesta tenemos.
1’ 43’’ 17o – 1’ 42’’ 05o=
17o-05o=12o
43’’-42’’=1’’
1’ -1’= 0’
Total de tiempo recuperado por el proceso propuesto. 0 h 1m 12s
Si se realiza un perno en 1h 42m 05s al día se fabrican 4,7piezas.
En la tabla siguiente (ver tabla 12) se detalla el tiempo de ganancia diaria
semanal y mensual de la operación.
Operaciones Tiempo recuperado Total Tiempo ganado
4,7 diarias 0’ 1’’ 12o 0’ 5’’ 38,4o
23,5 semanal 0’ 1’’ 12o 0’ 28’’ 12o
94 mensual 0’ 1’’ 12o 1’ 52’’ 48o
Tabla 12: Tiempo recuperado por periodo (perno)
Fuente: Rondón H (2014)

137
El tiempo recuperado en la jornada de trabajo al mes, es de 1’ 52’’ 48o
esto se traduce a, 1,2 perno mensual.
Como se detalla en esta operación el tiempo de ganancia en la operación es
poca pero al igual que en las operaciones anteriores se debe tomar en
cuenta la flexibilidad en la operación, al realizar menos recorrido hay mayor
tranquilidad en el operador entre otros factores que mejoran la labor.
Se puede detallar que el torno es semiautomático por eso de la tardanza
de las operaciones en la fabricación de los pernos. Por tal motivo en
ocasiones coinciden las operaciones de trabajos de pernos y poleas, por lo
que es recomendable el estudio de la adquisición de un torno control
numérico CNC, el cual se encargue de la fabricación de los diferentes pernos
y cualquier otra operación que se requiera, así el torno semiautomático solo
se ocupará del mecanizado de poleas y cualquier otro trabajo de mayor
diámetro que se requiera.
Es de acotar que los espacios para un torno CNC, ya están calculados en
la nueva área del método propuesto. Se recomienda para la posible
adquisición del mismo, un estudio minucioso, de la capacidad de la máquina,
componentes, estructura de la máquina.
3) La creación de planillas de identificación, que esté comprendida por
especificaciones de la pieza (material y herramientas a usar), planos
con tolerancias, diagramas de la operación así como persona
capacitada para dicho trabajo.(ver figura 11)
La creación de estas planillas de identificación, llevaría al mejoramiento de
las operaciones, conocer el material, tolerancias de la pieza, herramientas y
maquinas a usar, así como el personal adecuado para el trabajo u operación
que se realiza.

138
Entre los aspectos a tomar en cuenta al contar con estas planillas de
identificación tenemos
Disminuye el tiempo de operación teniendo plasmado en digital o en
plano las tolerancias de la pieza.
Conocer el tipo de material a utilizar tomando en cuenta las normas
que rigen este procedimiento.
Conocer el personal preparado para la operación.
Herramientas necesarias para la operación.
Materiales necesarios o repuestos.

139
PLANILLA DE IDENTIFICACIÓN PERNO POLEAS TORRES ENTRADA Y
SALIDA DE CARGA.
DEPARTAMENTO: TALLER CODIGO DE IDENTIFICACION: PL.P.1
OPERACIÓN: Perno para poleas entrada y salida del sistema de carga.
OPERARIOS: Joel Flores y Yoel Rincón (VER PLANILLAS DE PERSONAL)
MÍNIMO PREPARACIÓN PARA LA OPERACIÓN: bachiller o técnico medio mecánica: experiencia en manejo de maquinas y herramientas, conocimiento de tolerancias, experiencia comprobada.
MATERIAL A UTILIZAR: acero 1045 según especificaciones SAE.
P máx = 0,04%
S máx = 0,05%
Mn = 0,30—0,60% para aceros de bajo carbono (<0.30%C)
0,60—0,90% para aceros de alto carbono (>0,60%C) y aceros al C para cementación.
Estos aceros son seleccionados en usos donde se necesitan propiedades mecánicas más elevadas y frecuentemente llevan tratamiento térmico de endurecimiento. Son también ampliamente usados para piezas maquinadas, partiendo de barras laminadas. Dependiendo del nivel de propiedades necesarias, pueden ser o no tratadas térmicamente
HERRAMIENTAS Y MAQUINAS A UTILIZAR: segueta mecánica, Torno, taladro (si es el caso), fresadora.
Herramientas: llaves especiales del torno, cuchillas widia y acero rápido para refrentar y roscar.
Recorrido
IMAGEN VISUAL DEL PERNO:
VERNIER
MEDIR
1
2
3
4
46 mm 24 mm 40 mm 40 mm
40 mm 25 mm 24mm 24mm
7 mm
27 mm
Rosca paso 3 mm

140
TOLERANCIAS:
El roscado, es de 24 mm de diámetro con paso 3 mm
Las bases de los rodamientos 25 mm tienen como tolerancia +0,01 -0,01
El soporte para la cabeza es para llave fija 27 mm OBSERVACIÓN:
Figura 11: Planilla de identificación perno
Fuente: Rondón H (2014)
4) La creación de métodos de transporte en áreas especiales tomando
en cuenta otros tipos de trabajos que se realizan en el área para
reducir los riesgos de lesiones.
En las diferentes inspecciones visuales que se realizaron, en las
diferentes operaciones con torno, se pudo detectar, que se realizan trabajos
esporádicos con piezas mayores de 1 metro de largo y 0,50 metros de
diámetro como ejes, barras de acero, cambio de plato, colocación de luneta.
Por tal motivo se propone colocar una grúa giratoria de pared (ver figura 12),
para que, en caso de que el operario se encuentre solo realice los trabajos
con seguridad, y evitando accidentes laborales.
También se propone la construcción, de una grúa accionada
manualmente, que ayude al personal del departamento a maniobrar los
materiales que entran al taller sin riesgo de accidente (ver figura 12).
Es de acotar que estos dispositivos de transporte no tendrán costo
adicional, alguno para su construcción, tomando en cuenta que el
departamento cuenta con material como vigas polipastos, y el personal
preparado para la construcción del mismo.

141
Figura 12: Grúa giratoria y grúa manual.
Fuente: Rondón H (2014)
Grúa giratoria de pared
Grúa accionada
manualmente

142
CAPITULO VI
EVALUACIÓN ECONÓMICA.
La evaluación económica tiene por objetivo identificar las ventajas y
desventajas asociadas a la inversión en un proyecto antes de la
implementación del mismo. Como enfoque principal se refiere al análisis
comparativo de las acciones en término de costos y de beneficios.
El departamento taller como tal no dispone de un beneficio económico
directo, tomando en cuenta que este departamento se dedica en mantener
operativo un sistema. Por tal motivo el coste-beneficio es en materia de
operaciones. Eso lo podemos transformar en ganancia ya que la operación
de la empresa no detendrá sus funciones si se mejora las mismas, y no hay
perdidas por paralización de la empresa. En tal sentido, se tomará como
costos beneficios, los gastos o arreglos a implementar en el proyecto y como
beneficio la no interrupción de las operaciones de la empresa.
El cambio principal en el departamento es la construcción en el
área taller, 2 cubículos para soldadura, área 3m * 2m= 6m2
6m2 * 2= 12m2 área total a utilizar.
Adquisición necesaria.
Cubículos para área de soldadura (2) (ver anexo23), costo del
metro cuadrado de construcción según, la alcaldía del estado
Mérida es de 5650 Bs.
Bancos de trabajo dos (2), materiales a usar: 3 tubos de 2 ½ “ dos
(2) tubos de 2 “ pulgadas y una plancha de 8 mm ( ver anexo 24)
Cable para instalación eléctrica 20 metros

143
Cortinas de seguridad dos 1,84 metros * 2,44 metros(ver anexo25)
Extractor de humo 2
Es de acotar que solo se tomará en cuenta como costo el material, ya
que la mano de obra, la realiza el mismo personal que labora en la empresa,
personal preparado en dichas especialidades (ver tabla 13).
Tabla de costes
Producto Cantidad Precio Total Bs
M2 DE CONSTRUCCIÓN 12 m2 5650 bs 67800
BANCOS DE TRABAJO 2 3000 bs 6000
NCLUYE: UNIDAD ORIGO AIR, BATERÍA, CARGADOR
INTELIGENTE, FILTRO P3, CINTURON,MANGUERA,
CUBIERTA PARAMANGUERA DE PROBAN, KIT
PARAPRUEBA DEL FLUJO DE AIRE
2 77500 bs 155000
CORTINA COMPLETA,
VERDE OSCURO
1 12000 bs 24000
OTROS.
(CABLESTRIFASICO
PARA 220V NUMERO 8)
20 m 40 bs 800
Total coste. 253600
Tabla 13: costes
Fuente: Rondón H. (2014)
Por las condiciones del departamento el proyecto busca mejorar las
operaciones, para evitar retrasos o paradas el cual incurra en paralización de
la empresa.

144
Información suministrada por el Administrador de la empresa, el salario
quincenal para el personal es de aproximadamente, 498000 Bs quincenal,
498000/15= 33200 este es el costo de un día de salario para todo el
personal.
Una falla en el sistema por falta de mantenimiento, tendría una pérdida
diaria de 33200Bs, y la inversión que se debe realizar en el proyecto, para
mejorar las operaciones y evitar paradas es de 253600 bs.
Esta inversión que a largo plazo va a generar garantías para la empresa en:
Evita paradas diarias en las operaciones del transporte de personal y
material.
Evita enfermedades profesionales como estrés cansancio laboral.
Estas, causas generan un beneficio a la empresa monetario como gastos
médicos, y pagos a personal innecesario por retrasos por paradas en el
sistema.

145
CAPITULO VII
CONCLUSIONES Y RECOMENDACIONES.
Conclusiones.
La aplicación de un análisis de la operación en una industria, taller o en
cualquier área, sea cual fuere su tamaño, ayuda a mejorar tanto las
operaciones, la calidad de trabajo y reducción de costo si es el caso. Los
enfoques del análisis ayudan a conocer en una operación cual pudiera ser la
falla o un retraso en esta, sea por manejo de materiales, por tolerancia en la
realización de piezas, fallas en las operaciones así como recorridos, factores
ergonómicos entre otros.
El área taller mecánico de la empresa sistema teleférico de Mérida, no
se caracteriza por realizar, trabajos en serie. Las operaciones que se realizan
aunque son repetitivas tiende a variar, adaptándose a la labor que se
requiera al momento, tomándose en cuenta como principal requisito, el
mantenimiento del sistema de carga, en mantenerlo operativo. Para mejorar
operaciones recorridos y mejoras en el personal se usó la técnica del análisis
de la operación de la ingeniería de métodos la cual ayudó a conocer tanto los
problemas que generaban retrasos en el departamento como las fortalezas
del área en cuestión.
Se diagnostico la situación actual del departamento, con diferentes
métodos, que ayudaron a conocer, las debilidades en el área, entre estos
métodos tenemos; entrevista, lista de cotejo así como diagramas tanto del
operario como del material. Con estas se logro encontrar desperdicios en las
operaciones, así como recorridos innecesarios del operario.

146
Se determinaron áreas críticas, por el método del análisis de la operación,
utilizando los 10 enfoques. Evaluado uno a uno en la operación de
investigación, logrando detectar fallas como: falta de documentación de los
materiales, de las operaciones entre otras.
El enfoque distribución de planta, se toma como investigación especial,
tomando en cuenta las características del departamento. Se realizan los
cálculos necesarios de máquinas, equipos, banco de trabajo y porta
herramientas. Y se determina que estos cumplen con el espacio físico
necesario, comparado con el espacio existente en el área.
Se propusieron cambios en el departamento, el cual beneficiara tanto al
operario como al desenvolvimiento en el mismo, mejorando el recorrido en la
operación, manejo de equipos y material y como punto principal darle
seguridad al trabajador.
Cumpliendo con este orden de ideas se puede llegar a tener un área
productiva, con condiciones de trabajo necesarias para el personal que allí
labora

147
Recomendaciones.
Aprovechar mejor los espacios en el área máquinas y
herramientas, realizando dos cubículos para soladura, con las
medidas de seguridad necesaria que se requiera.
Realizar porta herramientas en sitios específicos dentro del área
que mejoren los recorridos del operario.
Los banco o mesa de trabajo deben ser ajustables y con cajones
porta herramientas tomando en cuenta el tamaño del trabajador,
tener a la mano herramientas y así evitar posibles enfermedades
profesionales y retrasos en las labores.
En la operación de perno se recomienda el cambio en la tolerancia
del soporte, para agilizar el trabajo de montaje y evitar posible
accidente laboral.
Al momento de realizar las operaciones, el operario debe tener a
la mano, fichas técnicas de las mismas el cual especifique en su
totalidad la operación que se realiza, material, operación, operario,
herramientas a usar y tolerancias necesarias.
Se recomienda realizar ajuste en el manejo del material en el
torno, tomando en cuenta otras actividades que se realizan en el
área, para garantizar la salud laborar del operario.
La preparación del personal en lectura e interpretación de plano,
es de vital importancia tomando en cuenta la propuesta anterior
que se realizo.
Preparación del personal, en manejo y conocimiento de
materiales, especificaciones técnicas y su uso.
148
BIBLIOGRAFIA
Libros
1. Abraham J. C (2008). Manual de Tiempos y Movimientos.
México: LIMUSA
2. Arias Fidias G. (2006). El proyecto de investigación, Introducción a la
Metodología científica.
Caracas: editorial Espíteme
3. Balestrini, M (1998) Como realizar un proyecto de investigación
Caracas, Venezuela
4. Criollo G, R. (1999). Estudio del Trabajo.
Mexico: Mac Graw Hill.
5. Kanawaty, G (1996). Introduccion al estudio del trabajo. (4ª ed)
Ginebra: Oficina Internacional Del Trabajo.
6. Meyers, F. E. (2000). Estudio de tiempos y moviminetos.
Mexico: Prentice Hall.
7. Nievel, f. (1993). Ingenieria industrial. (metodos estandares y diseño
de trabajo).
Alfaomega.
8. Sabalza, Michel (2006). Evaluacion economica de proyectos de
cooperacion.
Hegoa, Diciembre, Bilbao.
9. Sabino, C. (2000) El proceso de Investigacion
Caracas: Panapo

149
10. Sierra Bravo, R. (1991) tecnicas de investigacion sociales (Teoria y
ejercicios)
Editorial PARANINFO, S.A
Documentos y reportes tecnicos
Napan, V.A. Curso: Estudio del Trabajo: Universidad Nacional de Ingenieria
LIMA PERU (1876)
FEDUPEL, manual de trabajos de grado de especializacion y maestria y tesis
doctorales, 4ta Edicion Caracas (2011)
Manual Normal UPEL caracas Venezuela
Ley Organica del trabajo
Ley Organica de Prevencioon, Condiciones y Medio Ambiente de Trabajo
(LOPCIMAT)
Ley para la defensa de las personas en elk acceso a los bienes y servicios
(LDPABS)
Ley organica de la administracion publica.
Sitios web
Página: Adam smith
http://www.adamsmith.org/adam-smith/
Fecha de la búsqueda: 06/07/2013

150
Página: CANTV.
http://www.mipagina.cantv.net/gurbanoucv23/metodologia%20de%20la%
20investigacion.htm
Fecha de la búsqueda: 28/05/2013
Página: COVENIN
http://www.aqc.com.ve/NormasCOVENIN/NormasCoveninCOVEN.htm
http://trazoide.com/wiki/index.php?title=COVENIN
Fecha de la búsqueda: 10/07/2013
Página: El ergonomista
http://www.elergonomista.com/sp16.htm
Fecha de la búsqueda: 20/06/2013
Página: El rincón del Vago.
http://html.rincondelvago.com/metodos-de-trabajo_analisis-de-la-
operacion.html
Fecha de la búsqueda: 28/06/2013
151
Página: Geocitis.
http://es.geocities.com/baudelaire1998/Oronoz.jpg
Fecha de la búsqueda: 06/07/2013
Página: ingeniería mecánica
http://ingmecanica02.blogspot.com/2009/10/grupo-6-organismos-de-
seguridad.html
Fecha de la búsqueda: 08/07/2013
Página: Mi tecnológico
http://www.mitecnologico.com/Main/DistribucionDeEquipo
Fecha de la búsqueda: 24/06/2013
Página: Rena.
http://www.rena.edu.ve/cuartaEtapa/metodologia/Tema3.html
Fecha de la búsqueda: 18/06/2013
Página: Sainz
http://lsainz.freeservers.com/tema3.htm

152
Fecha de la búsqueda: 24/06/2013
Pagina significados.
http://www.significados.info/trabajo/
http://www.significados.info/seguridad/
http://www.significados.info/tolerancia/
fecha de búsqueda 10/02/2014
Página: Wikipedia.
http://es.wikipedia.org/wiki/Elton_May
Fecha de la búsqueda: 05/07/2013
Página: Wikipedia.
http://es.wikipedia.org/wiki/Frederick_Winslow_Taylor
Fecha de la búsqueda: 05/07/2013
Página: Wikipedia
http://es.wikipedia.org/wiki/Estudio_de_caso
Fecha de la búsqueda: 01/07/2013
http://dspace.universia.net/bitstream/2024/392/1/DISTRIPLANTA-FINAL-
ALFERING.pdf

153
Fecha de la búsqueda: 01/02/2014
http://tesis.pucp.edu.pe/repositorio/bitstream/handle/123456789/1058/RA
U_ALVAREZ_JOSE_EQUIPOS_BOMBEO_AGUA_RESIDUALES.pdf?se
quence=1
Fecha de la búsqueda: 01/02/2014

154

155
ANEXO 1: torno paralelo
Fuente: Rondón, H (2014)
ANEXO 2: Limadora
Fuente: Rondón, H (2014)

156
ANEXO 3: Fresadora universal
Fuente: Rondón, H (2014)
ANEXO 4: Prensa hidráulica
Fuente: Rondón, H (2014)

157
ANEXO 5: Taladro de columna
Fuente: Rondón, H (2014)
ANEXO 6: Segueta mecánica
Fuente: Rondón, H (2014)

158
ANEXO 7: Planilla control
Fuente: Rondón, H (2014)
NOMBRE Y APELLIDO:
CARGO QUE DESEMPEÑA
MAQUINAS U EQUIPOS QUE DOMINA:
OPERACIÓN:
MAQUINAS: TORNO FRESADORA LIMADORA
SEGUETA MECANICA TALADRO DE COLUMNA
EQUIPOS: ESMERIL DE BANCO ESMERIL MANUAL
TALADRO MANUAL TALADRO MAGNETICO
OTROS:
HERRAMIENTAS:
OBSERVACIONES:

159
REPÚBLICA BOLIVARIANA DE VENEZUELA.
UNIVERSIDAD NACIONAL ABIERTA
EXTENSIÓN MÉRIDA
Guía de Entrevista Dirigida al Personal del Taller del Sistema Teleférico
de Mérida.
Estimado Sr.
__________________________________________________
La siguiente guía de entrevista se realiza con el fin de obtener la
investigación necesaria para la elaboración del proyecto, titulado “rediseño
del departamento taller, basado en análisis de métodos”
Su colaboración es muy importante de antemano le agradecemos la
misma. En las cuales se efectúan las siguientes preguntas:
1. ¿Conoce Ud. lo que es el análisis de la operación?
_____________________________________________________________
_____________________________________________________________
_________________________
2. ¿Cree Ud. que las operaciones que se realizan en el área se
deben mejorar?
_____________________________________________________________
_____________________________________________________________
_________________________
160
3. ¿ Cree Ud. que se deben reducir el número de operaciones?
_____________________________________________________________
_____________________________________________________________
________________________
4. ¿Cree Ud. que el manejo del material en el área es el
adecuado?
_____________________________________________________________
_____________________________________________________________
_______________________
5. ¿Las tolerancias en las operaciones son las adecuadas?
___________________________________________________________________
___________________________________________________________________
__________________________
6. ¿Cree Ud. que el material que se utiliza en las diferentes
operaciones es el indicado?
___________________________________________________________________
___________________________________________________________________
____________________________
7. ¿El material se utiliza en las condiciones necesarias o se puede
mejorar o reciclar?
___________________________________________________________________
___________________________________________________________________
__________________________

161
8. Las herramientas y equipos son las adecuadas para las
operaciones?
___________________________________________________________________
___________________________________________________________________
______-____
9. ¿Cree Ud. que las maquinas están distribuidas adecuadamente
para las operaciones que se realizan?
_____________________________________________________________
_____________________________________________________________
_______
10. ¿cree Ud. que se deba optimizar la operaciones (automatizar)?
_____________________________________________________________
_____________________________________________________________
_________
11. ¿Cree Ud. que las condiciones del área de trabajo en materia
de iluminación, ruido, ventilación y seguridad son las apropiadas
en el área?
_____________________________________________________________
_____________________________________________________________
__________
12. ¿Existe algún procedimiento, para los trabajos u operaciones
que se realizan para mejorar los movimientos?
_____________________________________________________________
_____________________________________________________________
__________

162
13. ¿El personal encargado del manejo de las maquinas es el
apropiado?
___________________________________________________________________
___________________________________________________________________
_____________
______________________
Firma del Entrevistado.
ANEXO 8: Entrevista al jefe de taller.
Fuente: Rondón, H (2014)

163
REPÚBLICA BOLIVARIANA DE VENEZUELA.
UNIVERSIDAD NACIONAL ABIERTA
EXTENSIÓN MÉRIDA.
LISTA DE COTEJO.
Comprensión de las actividades inherentes ejecutadas actualmente en
el Sistema Teleférico de Mérida para realizar el proyecto de rediseño del
departamento taller.
Se anexaran listas de cotejo de diferentes actividades y de maquinarias
el cual se especificaran en los anexos practica II
Nº ITEMS SI NO OBSERVACIÓN
1 Las máquinas, del área están
operativas
2
Las condiciones de las máquinas,
son las adecuadas para la ejecución
de sus funciones
3
Las máquinas, del área se
encuentran ubicadas en sitios
idóneos para los trabajos que se
realizan.
4
Existen procedimientos para la
ejecución de los trabajos en el
departamento.
5
Hay algunas especificaciones
técnicas de las máquinas,
herramientas y equipos, que aporte
información.

164
6
Existe control en algún registro o
historial que ayude en la realización
de los trabajos que se ejecutan.
7
Existe historial de materiales que se
utilicen en el departamento para las
operaciones
8
Las condiciones y equipos del área
son las idóneas para el manejo de
materiales y equipos.
9
El diseño ergonómico del entorno de
trabajo es el indicado para las
labores que se ejecutan
ANEXO 9: Lista de cotejo.
Fuente: Rondón, H (2014)

165
III II I
MONTAJE
MONTAJE
PIEZA QUE ENTRA DIRECTAMENTE
MONTAJE
DIVERSAS ALTERNATIVAS
DESMONTAJE
PIEZA
DESMONTADA RESUMEN
OPERACIONES
NUEVO MONTAJE
INSPECCION
ANEXO 10: Diagrama de operaciones.
Fuente: Rondón, H (2014)
CANTIDAD TIEMPO

166
Método actual Método propuesto
Diagrama de procesos.
Sujeto del diagrama: Fecha: Hecho por: Diagrama N: Departamento: Hoja: de:
Método actual Método propuesto Diferencia
ANEXO 11: Diagrama de procesos.
Fuente: Rondón, H (2014)

167
Fecha _________________ dpto.______________________:_____________ análisis _______:_______________________
Diagramas ______________________________________________ inspector:______________________________________
Descripción del la pieza_____________________________________________________________________________________________
Operación___________________________________________________________________________________operario:________________
Determinar y describir Detalles del análisis
1-Propósito de la operación:
2-Diseño de la operación:
3-tolerancia y especificaciones:
4-material
5-proceso de fabricación:
6-Preparación y herramienta
7-Manejo de materiales
8-distribucion de planta
9- condiciones de trabajo
10-Estudio de movimientos.
ANEXO 12: formato análisis de la operación.
Fuente: Rondón, H (2014)

168

169
Planilla personal y maquina
Anexo 13: Planilla control
Fuente: Rondón, H. (2014)
CODIGO PLANILLA: 002.P CÓDIGO DE PERSONAL: 01.M.A
NOMBRE Y APELLIDO: JUAN RODRIGUEZ
CARGO QUE DESEMPEÑA MECANICO AUTOMOTRIZ
MAQUINAS U EQUIPOS QUE DOMINA:
MAQUINAS: TORNO FRESADORA LIMADORA
SEGUETA MECANICA X TALADRO DE COLUMNA X
EQUIPOS: ESMERIL DE BANCO X ESMERIL MANUAL X
TALADRO MANUAL X TALADRO MAGNETICO X
OTROS:
HERRAMIENTAS:
Maneja herramientas manuales, como eléctricas y neumáticas si se requiere ejemplo ( lima, alicates esmeril, dremell, entre otras.)
OBSERVACIONES:
Es el encargado de la reparación y mantenimiento de los vehículos del sistema así como del mantenimiento preventivo de las plantas Diesel, apoya al soldador o al jefe en caso de trabajos en los que se requiera.

170
Planilla personal y maquinaria
Anexo 13.1: Planilla control
Fuente: Rondón, H. (2014)
CODIGO PLANILLA: 003.P CÓDIGO DE PERSONAL: 01.T
NOMBRE Y APELLIDO: YOEL RINCON
CARGO QUE DESEMPEÑA TORNERO
MAQUINAS U EQUIPOS QUE DOMINA:
MAQUINAS: TORNO X FRESADORA LIMADORA X
SEGUETA MECANICA X TALADRO DE COLUMNA X
EQUIPOS: ESMERIL DE BANCO X ESMERIL MANUAL X
TALADRO MANUAL X TALADRO MAGNETICO X
OTROS:
HERRAMIENTAS:
Maneja herramientas manuales, como eléctricas y neumáticas si se requiere ejemplo ( lima, alicates esmeril, dremell, entre otras.)
OBSERVACIONES:
Es el tornero del área, se requiere especialización en otras maquinas como fresadora, maneja soldadura a bajo nivel tiene conocimiento básicos de mecánica automotriz, está en capacidad de realizar mantenimiento preventivos a equipos como motores eléctrico.

171
Planilla personal y maquinaria
Anexo 13.2: Planilla control
Fuente: Rondón, H. (2014)
CODIGO PLANILLA: 004. P. CÓDIGO DE PERSONAL: 01.S.II
NOMBRE Y APELLIDO: ABDON UZCATEGUI
CARGO QUE DESEMPEÑA SOLDADOR II
MAQUINAS U EQUIPOS QUE DOMINA:
MAQUINAS: TORNO FRESADORA LIMADORA
SEGUETA MECANICA X TALADRO DE COLUMNA X
EQUIPOS: ESMERIL DE BANCO X ESMERIL MANUAL X
TALADRO MANUAL X TALADRO MAGNETICO X
OTROS:
HERRAMIENTAS:
Maneja herramientas manuales, como eléctricas ejemplo ( lima, alicates esmeril, dremell, entre otras.)
OBSERVACIONES:
Es el encargado de la realización de los trabajos que corresponden a soldadura en el sistema teleférico de Mérida soldadura básica como pesada, trabaja con equipo de oxi corte.

172
Planilla personal y maquinaria
Anexo 13.3: Planilla control
Fuente: Rondón, H. (2014)
CODIGO PLANILLA: 005.P CÓDIGO DE PERSONAL: 01.A.T
NOMBRE Y APELLIDO: XAVIER HERNANDEZ
CARGO QUE DESEMPEÑA AYUDANTE TALLER
MAQUINAS U EQUIPOS QUE DOMINA:
MAQUINAS: TORNO X FRESADORA X LIMADORA X
SEGUETA MECANICA X TALADRO DE COLUMNA X
EQUIPOS: ESMERIL DE BANCO X ESMERIL MANUAL X
TALADRO MANUAL X TALADRO MAGNETICO X
OTROS:
HERRAMIENTAS:
Maneja herramientas manuales, como eléctricas y neumáticas si se requiere ejemplo (lima, alicates esmeril, dremell, entre otras.)
OBSERVACIONES:
Técnico medio en mención mecánica recientemente graduado, ayuda en todos los trabajos que se requieran en el área.

173
REPÚBLICA BOLIVARIANA DE VENEZUELA.
UNIVERSIDAD NACIONAL ABIERTA
EXTENSIÓN MÉRIDA
Guía de Entrevista Dirigida al Personal del Taller del Sistema Teleférico
de Mérida.
Estimado Sr. Joel flores
La siguiente guía de entrevista se realiza con el fin de obtener la
investigación necesaria para la elaboración del proyecto, titulado “rediseño
del departamento taller, basado en análisis de métodos”
A continuación se analiza la entrevista realizada al jefe del
departamento.
14. ¿Conoce Ud. lo que es el análisis de la operación?
No solo podría decir de la misma es una revisión minuciosa de las
operaciones que se realizan en una área.
15. ¿Cree Ud. que las operaciones que se realizan en el
área se deben mejorar?
Si deben mejorarse automatizando la maquinaria por ejemplo.
16. ¿Cree Ud. que se deben reducir el número de
operaciones?

174
Para mi entender el número de operaciones está bien.
17. ¿Cree Ud. que el manejo del material en el área es el
adecuado?
Si el manejo de materiales está bien
18. ¿Las tolerancias en las operaciones son las adecuadas?
Si son las adecuadas
19. ¿Cree Ud. que el material que se utiliza en las diferentes
operaciones es el indicado?
Si es el indicado
20. ¿El material se utiliza en las condiciones necesarias o se
puede mejorar o reciclar?
El material actualmente se recicla cuando es necesario y es el indicado para
cada trabajo.
21. ¿Las herramientas y equipos son las adecuadas para las
operaciones?
Las herramientas y equipos a pesar del tiempo de uso son las adecuadas y
se mantienen operativas.
22. ¿Cree Ud. que las maquinas están distribuidas
adecuadamente para las operaciones que se realizan?
Si las maquinas están bien distribuidas a pesar de algunos objetos que
interfieran en las operaciones.

175
23. ¿cree Ud. que se deba optimizar la operaciones
(automatizar)?
Si deben automatizarse para agilizar algunos procesos.
24. ¿Cree Ud. que las condiciones del área de trabajo en
materia de iluminación, ruido, ventilación y seguridad son las
apropiadas en el área?
La iluminación en algunos casos es mala en las maquinarias, el ruido de vez
en cuando afecta el ruido por estar el departamento de latonería cerca,
ventilación es perfecta y la seguridad es buena a pesar que en el área es
poca los conocimientos que se les instruyen a los trabajadores.
25. ¿Existe algún procedimiento, para los trabajos u
operaciones que se realizan para mejorar los movimientos?
No existen procedimientos los mismos se realizan por experiencia de los
operadores.
26. ¿El personal encargado del manejo de las maquinas es
el apropiado?
Si es el apropiado son personal técnicos en las áreas y el que no es técnico
ah sido entrenado para el manejo de maquinas y herramientas.
Anexo 14: Entrevista al jefe de taller
Fuente: Rondón, H. (2014)

176
LISTA DE COTEJO
Determina condiciones y operaciones de la fresadora universal.
Nº ITEMS SI NO OBSERVACIÓN
1 ¿Las máquina fresadora, del área está operativa?
x
2 ¿Las condiciones de la máquina, son las adecuadas para la ejecución de sus funciones?
x
Es una máquina de poco uso pero para los trabajos que se a requerido a cumplido las función.
3 ¿La máquina, se encuentran ubicadas en sitio idóneo para los trabajos que se realizan?
x
4 ¿Existen procedimientos para la ejecución de los trabajos en el departamento con esta máquina?
x No existen los trabajos se realizan por la experiencia del operador
5 ¿Existe alguna especificación técnica de la máquina que aporte información de la misma?
x
6
¿Existe control, registro o historial que ayude en la realización de los trabajos que se ejecutan con esta máquina?
x
7 ¿Existe historial de materiales que se utilicen en el departamento para las operaciones con esta máquina?
x Los materiales que se conocen los sabe el operador como tal por su experiencia.
Anexo 15: lista de cotejo fresadora
Fuente: Rondón, H. (2014)

177
LISTA DE COTEJO
Determina las condiciones y operaciones de la limadora.
Nº ITEMS SI NO OBSERVACIÓN
1 ¿Las máquina limadora, del área está operativa?
x Con fallas de desgaste en la bancada pero cumple con las funciones requeridas.
2 ¿Las condiciones de la máquina, son las adecuadas para la ejecución de sus funciones?
x
3 ¿Las máquinas, se encuentran ubicadas en sitio idóneo para los trabajos que se realizan?
x El departamento fue remodelado y al lado de la misma se encuentra una puerta.
4 ¿Existen procedimientos para la ejecución de los trabajos en el departamento con esta máquina?
x No existen los trabajos se realizan por la experiencia del operador
5 ¿Existe alguna especificaciones técnicas de la máquina que aporte información de la misma?
x
6
¿Existe control, registro o historial que ayude en la realización de los trabajos que se ejecutan con esta máquina?
x
7 ¿Existe historial de materiales que se utilicen en el departamento para las operaciones con esta máquina?
x Los materiales que se conocen los sabe el operador como tal por su experiencia.
Anexo 15.1: lista cotejo limadora
Fuente: Rondón, H. (2014)

178
LISTA DE COTEJO
Determina las condiciones y operaciones del taladro de columna
Nº ITEMS SI NO OBSERVACIÓN
1 ¿Las máquina taladro de columna, del área está operativa?
x
Se encuentra operativa pero para trabajos de envergadura (grandes) ya no cumple la función ya que la misma fue reparada y presenta fallas en su caja
2 ¿Las condiciones de la máquina, son las adecuadas para la ejecución de sus funciones?
x A pesar de sus reparaciones la misma cumple con sus funciones principales.
3 ¿Las máquinas, se encuentran ubicadas en sitio idóneo para los trabajos que se realizan?
x
4 ¿Existen procedimientos para la ejecución de los trabajos en el departamento con esta máquina.?
x No existen los trabajos se realizan por la experiencia del operador
5 ¿Existe alguna especificación técnica de la máquina que aporte información de la misma?
x
6
¿Existe control, registro o historial que ayude en la realización de los trabajos que se ejecutan con esta máquina?
x
7 ¿Existe historial de materiales que se utilicen en el departamento para las operaciones con esta máquina?
x Los materiales que se conocen los sabe el operador como tal por su experiencia.
Anexo 15.2: lista cotejo taladro de columna
Fuente: Rondón, H. (2014)

179
LISTA DE COTEJO
La siguiente lista de cotejo, suministra información referente al área de
trabajo condiciones como. Iluminación, ruido entre otras.
Nº ITEMS SI NO OBSERVACIÓN
1 ¿La iluminación es la adecuada en el área de trabajo?
x
A pesar de que la iluminación es buena por el espacio y sitio los problemas de iluminación entre maquinas es mala
2 ¿El ruido influye en las operaciones que se realizan?
x El área de latonería se encuentra cerca al taller
3 ¿El área debe tener temperaturas controladas?
x No se cuenta con equipos para controlar la temperatura
4 ¿El área debe contar con ventilación? x
Para el área de soldadura se debe tener sistema de extractores par retirar los humos tóxicos y el área se mantenga ventilada
5 ¿Las maquinas cuentan con sistema de protección para operaciones?
x Los sistemas de protección tanto eléctricos como mecánicos funcionan
6 ¿El operario cuenta con equipos de seguridad para las operaciones?
x Se cuenta con equipos de protección a pesar que de momentos no se usan
Anexo 15.3: Lista cotejo condiciones del área.
Fuente: Rondón, H. (2014)

180
LISTA DE COTEJO
Lista de cotejo información los materiales y manejo de los mismos
Nº ITEMS SI NO OBSERVACIÓN
1 ¿Existe información de los materiales que se usan en las operaciones?
x La información que se maneja es por conocimiento de los operarios
2 ¿los materiales son los adecuados para las operaciones?
x Por el conocimiento y experiencia se podría decir que son los adecuados
3 ¿El material que se usa es nuevo? x De ser necesario se usa material nuevo
4 ¿El material que se usa es reciclado.?
x
Si se encuentra material en buenas condiciones se recicla material que cumpla con lo requerido
5 ¿El manejo del material y equipo es el adecuado?
x Hay manejos inadecuados
6 ¿El espacio en el área es la adecuada área el manejo de material y equipo?
x Se nota la mala ubicación de objetos que dificulta el manejo.
7 ¿Cree Ud. que es necesario mejorar los manejos de los materiales?
x Se debe mejorar el manejo para agilizar y evitar accidentes.
Anexo 15.4: Lista de cotejo manejo de material e información del mismo.
Fuente: Rondón, H. (2014)

181
Anexo 16: poleas sin proceso de operación y con el proceso culminado
Fuente: Rondón, H. (2014)
Anexo 17: Componentes mordaza polea teleférico de carga
Fuente: Rondón, H. (2014)

182
Anexo 18: Mordaza soldada lista para mecanizar
Fuente: Rondón, H. (2014)
Anexo 19: Perno en posición de trabajo
Fuente: Rondón, H. (2014)

183
46 mm 24 mm 40 mm 40 mm
40 mm 25 mm 24mm 24mm
7 mm
27 mm
Rosca paso 3 mm
Anexo 20: modificación perno
Fuente: Rondón, H. (2014)
Anexo 21: perno cabeza original
Fuente: Rondón, H. (2014)
46 mm 24 mm 40 mm 40 mm
40 mm 25 mm 24mm 24mm
7 mm
27 mm
Rosca paso 3 m

184
Anexo 22: área chatarra y herramientas
Fuente: Rondón, H. (2014)
Anexo 23:Cubículos de soldadura
Fuente: Rondón, H. (2014)

185
Anexo 24: Mesa de trabajo
Fuente: internet (2014)
Anexo 25: Cortinas de vinilo
Fuente: Mercado libre (2014)

186
Anexo 26: extractor de humo
Fuente: Internet, H. (2014)
Anexo 27:Estantes porta material
Fuente: Internet, (2014)

187
Anexo 28: Tren de poleas
Fuente: Rondón H, (2014)


















