
ESCUELA SUPERIOR DE INGENIERÍA ECÁNICA Y LÉCTRICA...
66
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDAD AZCAPOTZALCO AUTOMATIZACIÓN DEL PROCESO DE SOLDADURA PARA LA FABRICACIÓN DE MARCOS TESIS QUE PARA OBTENER EL TÍTULO DE DIRIGIDA POR: LIC. ABRIL ARACELI GÓMEZ HERNÁNDEZ ING. MÓNICA RAMÍREZ ORTEGA P R E S E N T A: RODRIGUEZ LOPEZ LUIS FERNANDO MÉXICO, D.F. MARZO DEL 2015 INGENIERO EN ROBÓTICA INDUSTRIAL
Transcript of ESCUELA SUPERIOR DE INGENIERÍA ECÁNICA Y LÉCTRICA...

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
UNIDAD AZCAPOTZALCO
AUTOMATIZACIÓN DEL PROCESO
DE SOLDADURA PARA LA
FABRICACIÓN DE MARCOS
TESIS
QUE PARA OBTENER EL TÍTULO DE
DIRIGIDA POR: LIC. ABRIL ARACELI GÓMEZ HERNÁNDEZ ING. MÓNICA RAMÍREZ ORTEGA
P R E S E N T A:
RODRIGUEZ LOPEZ LUIS FERNANDO
MÉXICO, D.F. MARZO DEL 2015
INGENIERO EN ROBÓTICA INDUSTRIAL


Quiero dedicar este trabajo a:
Dios:
Por permitirme conseguir una meta más, brindándome esa fuerza y paciencia
necesaria para seguir adelante en los momentos de flaqueza.
Mis padres: Fernando y Francisca
Con todo mi cariño y mi amor para las personas que hicieron todo en la vida para
que yo pudiera lograr mis sueños, aunque sé que había veces que se sentían mal
por no darme muchas cosas cuando era pequeño, me dieron lo más importante de
todo, su fe en mí.
Mis hermanos: Fernando y Maribel
Que aunque no les demuestro mi agradecimiento frecuentemente, siempre han
confiado en mí, con sus pequeños y grandes detalles.
Mi sobrino: Mílan
Aunque aún es muy pequeño, es una de las mayores motivaciones que tengo para
seguir día a día superándome para así poder ser un buen ejemplo para él.
Mi novia: Gabriela
Quién me ha brindado su apoyo y comprensión, por ser parte de mi inspiración y
motivación para continuar superándome día a día, y por siempre estar
apoyándome en los momentos buenos y los momentos malos.
De todo corazón, muchas gracias por todo
Luis Fernando Rodríguez López

Quiero agradecer:
Al Instituto Politécnico Nacional:
Por toda la oportunidad de aprendizaje, y desarrollo, los cuales me permiten estar
cumplimiento una meta más en este largo camino de la vida.
A la Escuela Superior de Ingeniería Mecánica y Eléctrica Unidad Azcapotzalco:
Escuela que me brindo los conocimientos necesarios para poder afrontar la
industria actual, permitiendo alcanzar diferentes metas y objetivos,
A mis asesores:
Quienes me apoyaron para realizar este trabajo, siempre apoyando con sus
observaciones, comentarios y enseñanzas.
A mis amigos:
Quienes me apoyaron incondicionalmente durante todo mi etapa de estudiante,
así como ahora en esta nueva etapa.
1
Índice General
Introducción 6
Objetivo General. 7
Objetivos particulares 7
Justificación. 7
1. ANTECEDENTES. 10
1.1 ANTECEDENTES DEL PROCESO DE SOLDADURA 10
1.1.1 Historia 10
1.1.2 Concepto 13
1.2 TIPOLOGÍA 13
1.2.1 Soldadura por Arco Metálico. 14
1.2.2 Soldadura con un gas protector 14
1.2.3 Soldadura por Arco bajo gas Protector con electrodo de Tungsteno (GTAW) 15
1.2.4 Soldadura por Arco bajo gas Protector Metálico (GMAW) 16
1.2.5 Soldadura Láser (LBW) 17
1.2.6 Soldadura Robotizada 17
2. PROCESOS DE SOLDADURA. 19
2.1 SOLDADURA BAJO GAS PROTECTOR (GMAW) 19
2.1.1 Transferencia de metal 20
2.1.2 Transferencia de metal por rociado axial. 20
2.1.3 Transferencia Globular. 21
2.1.4 Transferencia de metal por arco pulsado. 22
2.1.5 Transferencia por cortocircuito GMAW-S 23
2.2 DERRETIDO DE ALAMBRE Y VELOCIDADES DE DEPÓSITO 23
2.3 FUENTES DE ALIMENTACIÓN DE LA SOLDADURA. 24
2.4 EQUIPO BÁSICO GMAW. 27
2.5 POSICIONES DE SOLDADURA. 28
3. DISEÑO DE LA CELDA DE SOLDADURA. 33
3.1 DESPLIEGUE DE LA FUNCIÓN DE CALIDAD QFD (QUALITY FUNCTION DEPLOYMENT) 34
3.2.Requerimientos de la optimización en el proceso. 35
3.3 METAS DE DISEÑO 36
3.4 ÁRBOL DE FUNCIONES 37
3.5 GENERACIÓN Y EVALUACIÓN DE DISEÑO. 38
3.5.1 Marco a soldar. 38
3.5.2 Rotación de los marcos de manera automática. 39

2
3.5.2 Escantillón de sujeción rápida. 40
3.5.3 Soldadura bien parametrizada. 43
3.5.4 Automatización del movimiento de la antorcha. 46
4. EFICIENCIA ECONÓMICA DEL PROCESO. 53
4.1 PRODUCTIVIDAD 53
4.1.1 Capacidad de producción actual diaria de forma manual. 56
4.1.2 Capacidad de producción estimada diaria de forma automática. 57
4.1.3 Porcentaje de aumento de productividad. 57
4.2 COSTOS DE PRODUCCIÓN E IMPLEMENTACIÓN DE LA CELDA DE SOLDADURA. 58
4.2.1 Desglose Final 59
CONCLUSIONES 60
Bibliografía 62
Documentos en Línea 62

3
Índice de Figuras
Fig. 1.1 Fundición Directa. (A) Placa Base, (B) Arena Moldeada, (C) Metal Fundido y (D) Pieza Final. 10
Fig. 1.2 Soldadura por Flujo. (A) Dos piezas de placa de metal, (B) Arena para retener el metal fundido, (C) Metal Fundido y (D) Pieza Final. 11
Fig. 1.3 Soldadura por arco bajo gas protector metálico. 13
Fig. 1.4 Clases de Soldadura. 13
Fig. 1.5 Soldadura por arco metálico. 14
Fig. 1.6 Tobera de gas y electrodo de Tungsteno. 15
Fig. 1.7 Contactos de corriente en el soplador y boquilla de gas 16
Fig. 1.8 Soldadura Láser 17
Fig. 1.9 Robot de soldadura. 17
Fig. 2.1 Transferencia de metal por rociado axial. 21
Fig. 2.2 Sistema Sinérgico de Soldadura de la marca Fronius. 22
Fig. 2.3 Cambio de Polaridad en la soldadura. 27
Fig. 2.4 Posición 1F 28
Fig. 2.5 Posición 2F 28
Fig. 2.6 Posición 4F 29
Fig. 2.7 Posición 1G 29
Fig. 2.8 Posición 5G 29
Fig. 2.9 Posición 6G 30
Fig. 2.10 Posición 2F 30
Fig. 2.11 Posición 2FR 30
Fig. 2.12 Posición 4F 30
Fig. 2.13 Posición 5F 31
Fig. 3.1 Estructura del QFD 33
Fig. 3.2 Árbol de Funciones. 37
Fig. 3.3 Sistema de rotación servo controlado. 39
Fig. 3.4 Centro de trabajo de tipo bastidor y dimensiones en mm. 39
Fig. 3.5 Escantillón para soldadura actual. 40
Fig. 3.6 Escantillón para centro de trabajo tipo bastidor. 40
Fig. 3.5 Equipo de Soldadura Fronius TPS. 45
Fig. 3.6 Robacta MTG 4000. 46
Fig. 3.7 Sistema de Soldadura Robotizado. 47
Fig. 3.8 Alcance máximo del robot. 48
Fig. 3.9 Volumen de trabajo del robot. 49

4
Fig. 3.8 Robot KUKA KR16-L8 ARC HW. 49
Fig. 3.9 Celda robotizada de soldadura. 50
Fig. 4.1 Marco a soldar. 53
Fig. 4.2 Simulación de Proceso. 54
Fig. 4.3 Posición de cordones de soldadura. 55
Fig. 4.4 Simulación de soldadura. 56

5
Índice de Tablas
Tabla 2.1 Gases protectores GMAW. 25
Tabla 3.1 Clasificación de las fallas en el proceso. 35
Tabla 3.2 Requerimientos en términos de ingeniería. 36
Tabla 3.3 Metas de diseño. 36
Tabla 3.4 Factores para la selección de la fuente de soldadura. 44
Tabla 3.5 Factores para la selección de la antorcha. 46
Tabla 3.5 Factores para la selección de la antorcha. 48
Tabla 3.6 Volumen de trabajo. 49
Tabla 4.1 Desglose de cordones. 53
Tabla 4.2 Costo escantillón. 58
Tabla 4.3 Costo robot. 58
Tabla 4.4 Costo del sistema de seguridad de la celda. 58
Tabla 4.5 Costo de las horas de programación. 59
Tabla 4.6 Costo de las horas de ingeniería. 59
Tabla 4.7 Desglose final de la celda de soldadura. 59

6
Introducción
Este trabajo contiene la información necesaria para poder optimizar el proceso de soldadura
de marcos en acero al carbón, de forma que mejore, el tiempo de fabricación de estos y
lograr estandarizar el aspecto del cordón de soldadura y de esta manera aumentar su
calidad. Algunas de las técnicas usadas han sido difíciles y muy costosas de aplicar, ya que
se realizan de forma manual, y es sumamente difícil poder controlar el proceso, para atender
esta problemática, se diseñara un sistema de soldadura automático para atender así una
posible solución.
El trabajo se conforma de cuatro capítulos, de los cuales se da una breve explicación a
continuación:
En el primer capítulo, titulado “Antecedentes”, se exponen las generalidades del proceso de
soldadura, desde su primera concepción hasta la descripción de las soluciones
automatizadas actuales. Así como también los antecedentes específicos que tienen que ver
con la automatización del proceso de soldadura en sus diversos aspectos.
En el segundo capítulo, llamado “Procesos de Soldadura”, se presentan los fundamentos
para realizar la selección del proceso adecuado y su automatización. En este capítulo
también se incluyen aspectos básicos de soldadura, y todos los dispositivos que con lleva
una solución automatizada.
En el tercer capítulo, denominado “Diseño del Sistema de Soldadura”, se toman las
propiedades del proceso y se comienza con la selección de cada uno de los componentes
de la solución planteada, para así poder diseñar la integración de cada uno de estos,
optimizando de esta manera el proceso de soldadura.
En el cuarto capítulo, nombrado “Eficiencia Económica del Proceso”, se presenta una
breve investigación sobre los diversos factores que afectan al proyecto, así como la
disponibilidad de los principales insumos que requiere el mismo , y la cuantificación de los
requerimientos de inversión que plantea el proyecto.

7
Objetivo General.
Diseñar un sistema que automatice el proceso de soldadura en marcos, para optimizar la
calidad, el tiempo y estandarizar el proceso en la fabricación de marcos con tubo de acero
al carbón.
Objetivos particulares
Obtener cordones de soldadura uniformes.
Reducir el tiempo en el proceso.
Garantizar la repetibilidad en el proceso.
Diseñar un escantillón de perpendicularidad.
Disminución del costo de producción.
Justificación.
El proceso de soldadura en la industria general es muy poco controlado ya que el 90% de
las empresas lo lleva acabo de una manera manual, por lo cual se llegan a presentar fallas
dentro del proceso de ensamblaje, o de soldadura, y esto se ve reflejado en trabajos
adicionales o en su defecto en merma, provocando esto pérdidas para las empresas.
Las principales causas por las cuales no se lleva a cabo un correcto proceso son:
Mal acomodo de las piezas.
Descuidos del soldador.
Fracturas en la soldadura.
Deformaciones en la pieza final.
Para lograr optimizar esto se requiere un proceso eficiente y controlado, es por eso que se
recurre a la automatización a través de equipos y programas computacionales, con el
objetivo de llegar a tener sistemas automáticos que trabajen requiriendo la mínima
intervención del ser humano.
Actualmente la industria metal mecánica moderna enfrenta dos retos principales:
1. Mayor calidad a menor costo 2. Aumento en la productividad.
8
Es por eso que se requiere que los sistemas de manufactura sean flexibles y controlados
en sus procesos, ya que las empresas necesitan responder a un mercado muy dinámico,
razón por la cual la respuesta debe ser de una manera eficiente y manteniendo sus
productos competitivos.
Actualmente las empresas prefieren invertir en sistemas de control automático para
incrementar la seguridad de sus colaboradores, la calidad del producto y su velocidad de
producción. Al lograr esto las empresas ven incrementado su nivel de utilidad.

9
En éste capítulo se presentan los
antecedentes del proceso de
soldadura, así como las principales
técnicas y procesos actuales de
manera manual y automática para
este proceso.
ANTECEDENTES

10
1. ANTECEDENTES.
Este capítulo contiene la información necesaria para poder conocer acerca del proceso de
soldadura y las diferentes formas de poder automatizarlo, partiendo de sus antecedentes
históricos, para de esta manera, poder optimizar dicho proceso.
1.1 ANTECEDENTES DEL PROCESO DE SOLDADURA
A medida que las técnicas de unión han ido mejorando a través del tiempo, también lo han
hecho el entorno y el modo de vida de los seres humanos. Los materiales, las herramientas
y la maquinaria avanzaron conforme se desarrollaba la civilización. La unión de
herramientas de trabajo comenzó cuando un individuo unió un palo a una piedra para hacer
una lanza o un hacha. En los tiempos antiguos se utilizaban otros tipos de adhesivos para
unir la madera y la piedra, sin embargo, pasó mucho tiempo antes de que nuestros ancestros
descubrieran un método para unir metales.
1.1.1 Historia
Los primeros métodos de unión de metales incluyeron procesos como el de formar un molde
de arena encima de una pieza de metal y fundir la forma deseada directamente sobre el
metal base, de manera que ambas partes se fundían juntas, formando una única pieza de
metal. Véase figura 1.1
Fig. 1.1 Fundición Directa. (A) Placa Base, (B) Arena Moldeada, (C) Metal Fundido y (D) Pieza Final.
(Jeffus, Soldadura : principios y aplicaciones, 2009)

11
Otro método de unión de metales fue el colocar dos piezas de metal muy juntas y verter
metal fundido entre ellas, cuando se fundían los bordes del metal base, se contenía el flujo
de metal y se dejaba que se endureciera, como se ilustra en la Fig. 1.2
Fig. 1.2 Soldadura por Flujo. (A) Dos piezas de placa de metal, (B) Arena para retener el metal fundido, (C)
Metal Fundido y (D) Pieza Final. (Jeffus, Soldadura : principios y aplicaciones, 2009)
La Revolución Industrial, de 1750 a 1850, introdujo un método para unir piezas de hierro
conocido como Soldadura por Forja o Soldadura con Martillo, este proceso implicaba el uso
de una forja para calentar el metal a una temperatura plástica y maleable. Los extremos del
hierro se colocaban entonces juntos y se martilleaban hasta que se produjera la fusión.
La soldadura por forja fue el principal método de soldadura hasta que en el año 1886, Elihu
Thomson desarrolló la técnica de Soldadura por Resistencia, esta técnica proporcionaba
una manera más fiable y rápida para unir los metales que el método anterior.
En 1890, C.L. Coffin registro la primera patente Americana para un proceso de soldadura
por arco usando un electrodo de metal. Alrededor de 1900, Strohmenger introdujo un
electrodo revestido en Inglaterra, el revestimiento hecho de arcilla o cal, era bastante
delgado pero lo suficiente para obtener un arco más estable. Mientras tanto, la soldadura
por resistencia seguía mejorando incluyendo la soldadura por punto y la soldadura por
proyección.

12
A medida que se fueron desarrollando las técnicas, el remache fue sustituido en Estados
Unidos y en Europa por la Soldadura de Fusión para reparar los barcos a finales de la
Primera Guerra Mundial, desde el final de la Primera Guerra Mundial, se han desarrollado
métodos de soldadura para unir metales. Estos métodos variados de soldadura juegan un
papel importante en la expansión y producción de la Industria de la soldadura. La soldadura
se ha convertido en un método fiable, eficiente y económico para unir metales. (Jeffus,
Soldadura : principios y aplicaciones, 2009)
En 1920, la soldadura automática fue inventada por el P.O. Nobel de la compañía General
Electric. El cual fue usado para construir los ejes del motor y la carcasa de los ejes traseros
en la industria automotriz. En 1948 la soldadura por arco bajo gas protector metálico
(GMAW) fue desarrollada en su totalidad en el “Battelle Memorial Institute”, uno de los
avances que hicieron el proceso más costeable fue el diámetro pequeño de los alambres de
electrodo y el constante voltaje de las fuentes de poder.
En 1957 Robert F. Gage invento la soldadura por arco de plasma, este proceso usa un arco
a través de un orificio, el cual crea un arco de plasma que tiene una temperatura mayor que
a la soldadura GMAW, este tipo de arco es usado generalmente para arco spray o para
corte.
La soldadura láser es uno de los procesos más nuevos, el láser originalmente fue
desarrollado por los Laboratorios “Bell Telephone”, como un medio de comunicación. Debido
a la tremenda concentración de energía en un pequeño espacio, probó ser una poderosa
fuente de calor. Ha sido usada esta tecnología en corte de materiales metálicos y no
metálicos. La soldadura por láser se utiliza principalmente en las operaciones
metalmecánicas de la Industria Automotriz. (Pires, 2007)
La soldadura se utiliza extensivamente en la fabricación de automóviles, maquinaria
agrícola, electrodomésticos, mobiliarios, aeronaves, artículos que van desde los aparatos
dentales a los satélites de telecomunicaciones. Pocas cosas hay en nuestro mundo
moderno que no se produzcan con algún tipo de este proceso tan versátil.

13
1.1.2 Concepto
La soldadura es una habilidad usada para manufacturar, producir, construir y reparar objetos
metálicos, este proceso se encuentra en diferentes áreas en la industria, militar,
aeroespacial, naviera, construcción, industria metalmecánica, y productos para
consumidores diversos. La AWS (Sociedad Americana de Soldadura por sus Siglas en
Ingles) define una soldadura como “una coalescencia localizada (la fusión o unión de la
estructura de granos de los materiales que se están soldando) de metales o no metales
producida mediante el calentamiento de los materiales a las temperaturas de soldadura
requeridas, con o sin la aplicación de presión o mediante la aplicación de presión sola y con
o sin el uso de material de aportación”. (Jeffus, Soldadura : principios y aplicaciones, 2009)
Fig. 1.3 Soldadura por arco bajo gas protector metálico. (Jeffus, Soldadura : principios y aplicaciones, 2009)
1.2 TIPOLOGÍA
Las clases de soldadura han crecido en los últimos años, los cuales se diferencian
principalmente en el modo en que se aplican el calor, la presión, o ambas cosas y en el tipo
de equipo utilizado, como se describe en el diagrama siguiente:
CLASES DE SOLDADURA
Soldadura mediante presión
Soldadura por fusión
Soldadura en la Fragua Soldadura por resistencia Soldadura por Oxi-Acetileno
Soldadura por arco eléctrico
Soldadura mediante rayo láser
Arco metálico Gas de protección Arco sumergido
TIG MIG MAG
Fig. 1.4 Clases de Soldadura. (Jeffus, Soldadura : principios y aplicaciones, 2009)
14
La mayoría de las aplicaciones robóticas de soldadura se realizan por arco eléctrico y
mediante rayo láser, a continuación describiremos cada una de ellas:
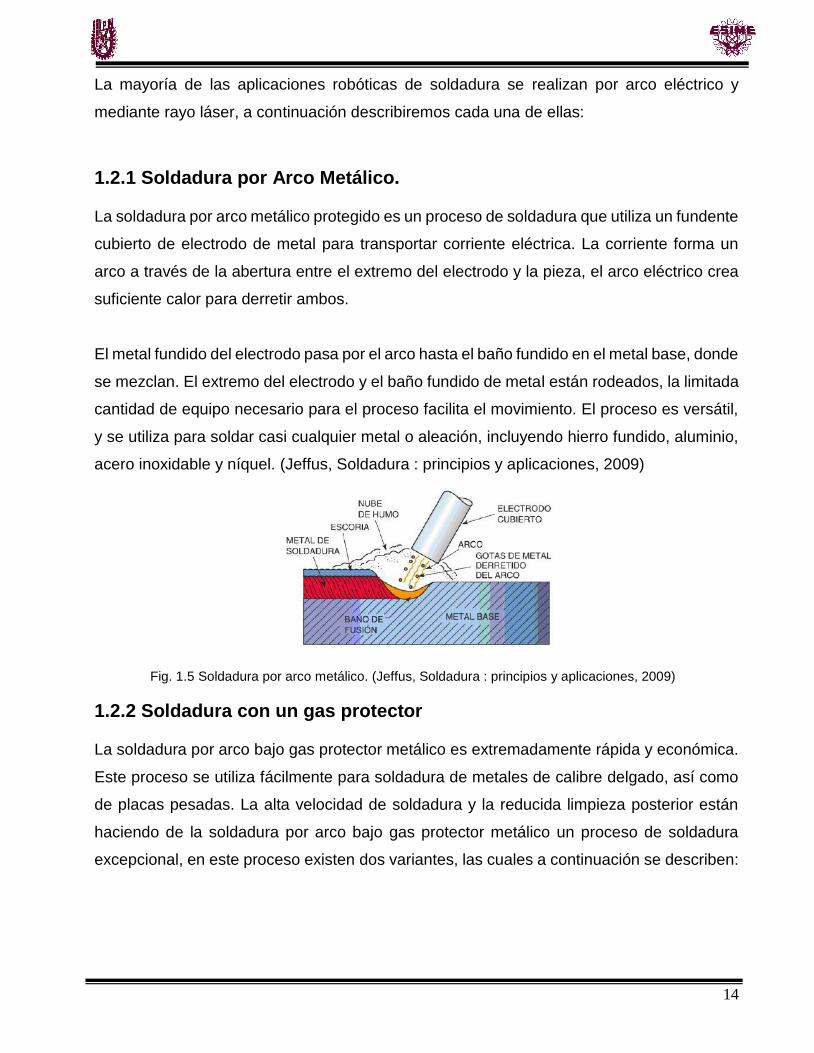
1.2.1 Soldadura por Arco Metálico.
La soldadura por arco metálico protegido es un proceso de soldadura que utiliza un fundente
cubierto de electrodo de metal para transportar corriente eléctrica. La corriente forma un
arco a través de la abertura entre el extremo del electrodo y la pieza, el arco eléctrico crea
suficiente calor para derretir ambos.
El metal fundido del electrodo pasa por el arco hasta el baño fundido en el metal base, donde
se mezclan. El extremo del electrodo y el baño fundido de metal están rodeados, la limitada
cantidad de equipo necesario para el proceso facilita el movimiento. El proceso es versátil,
y se utiliza para soldar casi cualquier metal o aleación, incluyendo hierro fundido, aluminio,
acero inoxidable y níquel. (Jeffus, Soldadura : principios y aplicaciones, 2009)
Fig. 1.5 Soldadura por arco metálico. (Jeffus, Soldadura : principios y aplicaciones, 2009)
1.2.2 Soldadura con un gas protector
La soldadura por arco bajo gas protector metálico es extremadamente rápida y económica.
Este proceso se utiliza fácilmente para soldadura de metales de calibre delgado, así como
de placas pesadas. La alta velocidad de soldadura y la reducida limpieza posterior están
haciendo de la soldadura por arco bajo gas protector metálico un proceso de soldadura
excepcional, en este proceso existen dos variantes, las cuales a continuación se describen:

15
1.2.3 Soldadura por Arco bajo gas Protector con electrodo de Tungsteno
(GTAW)
El núcleo de una boquilla de soldadura TIG, es un electrodo no consumible de tungsteno
resistente a la temperatura. El arco que viene de él, calienta y derrite el material. Según se
requiera, un alambre de relleno es alimentado manualmente o mediante una unidad de
alimentación de alambre. En muchos casos, una ranura estrecha no requiere de material de
relleno en absoluto mientras es soldada.
La ignición del electrodo normalmente ocurre sin que el electrodo de tungsteno toque la
pieza de trabajo. Esto requiere de una fuente de alto voltaje que se enciende temporalmente
durante la ignición. Para la mayoría de los metales, la soldadura en si se lleva a cabo usando
corriente directa, el aluminio, sin embargo, se suelda utilizando corriente alterna.
La boquilla para el gas protector es colocada alrededor del electrodo de tungsteno, el gas
que fluye hacia afuera, protege el material calentado de reacciones químicas con el aire
circundante, asegurando por tanto la fuerza requerida y la durabilidad del material de
soldadura. Gases inertes, tales como el argón, helio o sus compuestos son utilizados como
gases protectores, hasta el hidrogeno se llega a utilizar. El gas más utilizado para protección
es el argón, ya que optimiza las propiedades de ignición, así como la estabilidad del arco, y
ayuda a obtener una mejor zona de limpieza que el helio.
Fig. 1.6 Tobera de gas y electrodo de Tungsteno. [FRONIUS, 2015]

16
1.2.4 Soldadura por Arco bajo gas Protector Metálico (GMAW)
En la soldadura MIG/MAG, el electrodo de metal consumible es a la vez material de relleno
y portador del arco. El alambre de relleno “sin fin” es alimentado por dos o cuatro rodillos de
impulso hacia el soplete de soldadura, donde la corriente es transferida en el llamado “tubo
de contacto”. La punta libre del alambre está rodeada concéntricamente por una boquilla de
gas. El gas protector que fluye hacia afuera previene reacciones químicas entre la superficie
caliente de la pieza de trabajo y el aire circundante. De esta manera se asegura la fuerza y
durabilidad del metal soldado. Se pueden utilizar gases inertes y activos como gases
protectores. Por esto es que nos referimos a soldadura bajo gas protector inerte (MIG) y
soldadura con gas activo (MAG).
Los gases inertes más utilizados son el argón y el helio, además de sus compuestos, estos
gases son compatibles con casi todos los metales, y en especial con el aluminio y el cobre,
pero no para el acero. Los gases activos son principalmente compuestos basados en argón,
pero también contienen un poco de oxigeno o dióxido de carbono, y son comparativamente
reactivos, los gases activos son compatibles con aceros inoxidables, de alta aleación así
como con aceros no aleados y de baja aleación. Con algunas limitaciones, aún el dióxido
de carbono por sí solo es compatible con aceros no aleados o de baja aleación, y sirve como
un gas activo. [FRONIUS, 2015]
Fig. 1.7 Contactos de corriente en el soplador y boquilla de gas [FRONIUS, 2015]
17
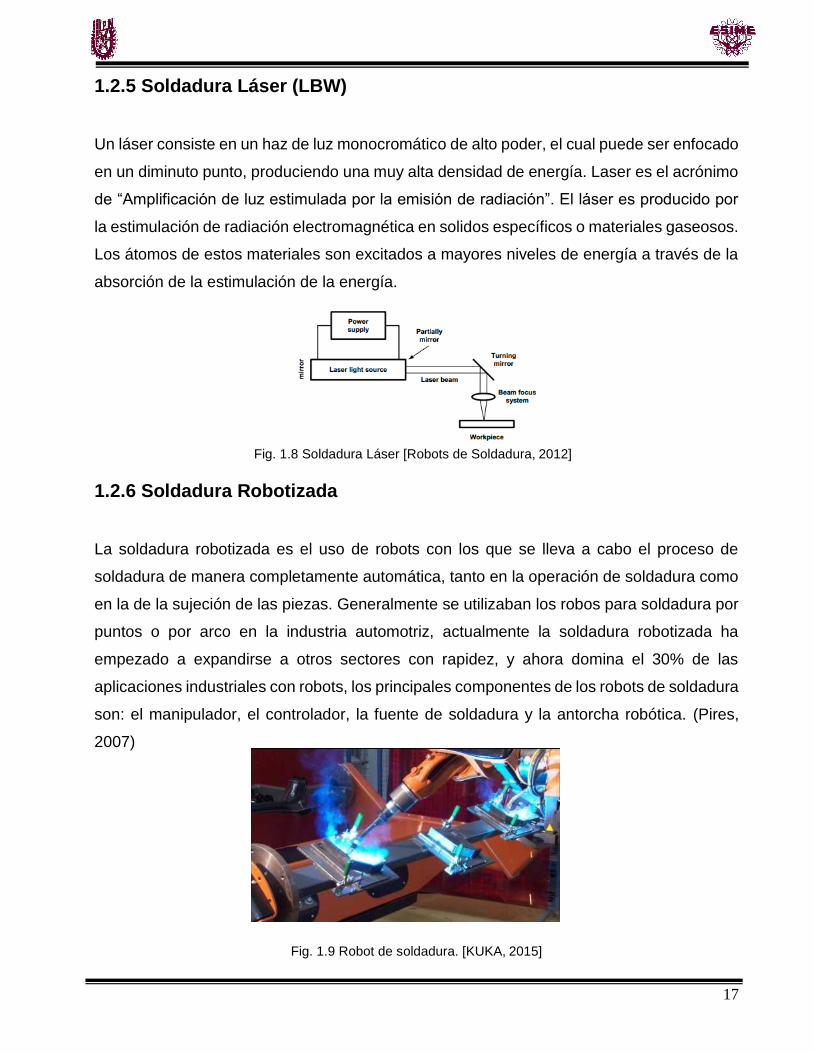
1.2.5 Soldadura Láser (LBW)
Un láser consiste en un haz de luz monocromático de alto poder, el cual puede ser enfocado
en un diminuto punto, produciendo una muy alta densidad de energía. Laser es el acrónimo
de “Amplificación de luz estimulada por la emisión de radiación”. El láser es producido por
la estimulación de radiación electromagnética en solidos específicos o materiales gaseosos.
Los átomos de estos materiales son excitados a mayores niveles de energía a través de la
absorción de la estimulación de la energía.
Fig. 1.8 Soldadura Láser [Robots de Soldadura, 2012]
1.2.6 Soldadura Robotizada
La soldadura robotizada es el uso de robots con los que se lleva a cabo el proceso de
soldadura de manera completamente automática, tanto en la operación de soldadura como
en la de la sujeción de las piezas. Generalmente se utilizaban los robos para soldadura por
puntos o por arco en la industria automotriz, actualmente la soldadura robotizada ha
empezado a expandirse a otros sectores con rapidez, y ahora domina el 30% de las
aplicaciones industriales con robots, los principales componentes de los robots de soldadura
son: el manipulador, el controlador, la fuente de soldadura y la antorcha robótica. (Pires,
2007)
Fig. 1.9 Robot de soldadura. [KUKA, 2015]

18
Este capítulo aborda de manera
general los conocimientos básicos
para la correcta selección de los
sistemas de soldadura y los
periféricos necesarios para su
automatización.
PROCESOS DE SOLDADURA

19
2. PROCESOS DE SOLDADURA.
La industria de la soldadura presenta un continuo crecimiento y una interesante serie de
oportunidades para soldadores hábiles. Incluso con las fluctuaciones económicas actuales,
existe una perspectiva positiva de trabajo en el área de soldadura. Debido a un crecimiento
constante de la demanda de objetos fabricados con ella, se necesitan nuevos procesos en
todas las áreas, como pequeñas industrias, talleres especializados y la industria automotriz.
Los dos tipos más comunes de procesos de soldadura son, la soldadura por arco protegido
por gas con electrodo de tungsteno (GTAW, por sus siglas en inglés), y la soldadura por
arco protegida por gas, esta última es la soldadura más utilizada actualmente para los
procesos de unión en calibres bajos y medios para aceros al carbón de una manera
uniforme.
2.1 SOLDADURA BAJO GAS PROTECTOR (GMAW)
En los años veinte, para ensamblar las cubiertas de los ejes posteriores de los automóviles,
se realizaba un proceso de soldadura por arco metálico, que utilizaba un alambre no
protegido. La introducción del electrodo de soldadura por arco metálico protegido
rápidamente reemplazo al alambre descubierto.
Al principio, el proceso GMAW se utilizaba para soldar aluminio, utilizando argón como gas
protector. Como resultado, al proceso se le conocía como MIG, el cual significa soldadura
de metal con gas inerte. La introducción, más tarde de CO2 y O2 al gas protector ha
introducido el término preferido por la Sociedad Americana de Soldadura, (AWS por sus
siglas en inglés) soldadura por arco metálico bajo gas protector. Aunque la AWS utiliza el
término GMAW para describir este proceso, en el sector se lo conoce por muchos otros
términos, como:
MIG, abreviatura en inglés de soldadura metálica bajo gas protector inerte.
MAG, abreviatura en inglés de soldadura metálica bajo gas protector activo.

20
El proceso GMAW se puede realizar como soldadura semiautomático (SA), de máquina
(ME), o automática (AU), este proceso se realiza comúnmente como un proceso
semiautomático y frecuentemente es llamado, erróneamente, “soldadura semiautomática”.
El equipo puede realizar la mayoría de los procesos de alimentación del alambre en forma
semiautomática y el proceso GMAW puede ser automático por completo.
2.1.1 Transferencia de metal
Al principio, cuando se introdujo, el proceso GMAW se utilizaba con argón como gas
protector, para soldar aluminio. Aunque el argón (Ar) es un gas de costo elevado, el proceso
fue aceptado inmediatamente debido a que era mucho más productivo que la soldadura
GTAW y porque producía soldaduras de mayor calidad que la soldadura por arco con
electrodo metálico revestido (SMAW, por sus siglas en inglés). Este nuevo proceso de
soldadura con arco requería muy poca limpieza postsoldadura debido a que estaba libre de
escoria y salpicadura. En este proceso de soldadura se tienen diferentes tipos de
transferencias las cuales se describen a continuación. (Jeffus, Soldadura : principios y
aplicaciones, 2009)
2.1.2 Transferencia de metal por rociado axial.
Este proceso se identifica por la punta del alambre, la cual proyecta axialmente gotas muy
pequeñas a través de la abertura del arco al baño de fusión de soldadura. Cientos de gotas
por segundo cruzan del alambre al metal base. Estas gotas se expelen por fuerzas de arco
a alta velocidad en la dirección en la que el alambre esté apuntando. Esta protección de las
gotas permite realizar soldaduras en las posiciones “vertical” y “sobre-cabeza” sin perder el
control de la transferencia, este proceso de transferencia requiere tres condiciones:
protección de argón, polaridad positiva con corriente directa en el electrodo (DCEP, por sus
siglas en ingles), y un nivel de corriente, por encima de una cantidad crítica llamada
“corriente de transición”.

21
La corriente de transición depende de la aleación que se está soldando, es también
proporcional al diámetro del alambre, lo cual significa que alambres de diámetros más
grandes necesitan corrientes más altas. La necesidad de alta densidad de corriente impone
algunas restricciones en el proceso, la alta corriente obstaculiza la soldadura de chapa
metálica debido a que el calor corta la chapa metálica, también limita la utilización a las
posiciones de soldadura plana, vertical hacia arriba y horizontal.
Fig. 2.1 Transferencia de metal por rociado axial. [Fronius, 2015]
2.1.3 Transferencia Globular.
Este proceso rara vez se utiliza sólo porque transfiere el metal fundido a través del arco en
gotas mucho más grandes. Se utiliza en combinación con la transferencia por rociado
pulsada, la transferencia globular se puede utilizar con materiales delgados y a un rango de
corriente muy bajo. Se puede utilizar con corriente más alta pero no es tan efectivo como
otros modos de soldadura de transferencia de metal. (Jeffus, Soldadura : principios y
aplicaciones, 2009)
22
2.1.4 Transferencia de metal por arco pulsado.
Esta transferencia implica pulsar la corriente desde los niveles bajos de la corriente de
transición a los superiores a ésta. El intervalo de tiempo bajo la transición de corriente es lo
suficiente corto como para evitar que se desarrolle una gota. Se necesita alrededor de 0,1
segundo para formar un glóbulo, por lo que no se puede formar ninguno en la punta del
electrodo, si el intervalo de tiempo con la corriente base baja esta alrededor de 0,01
segundo. Realmente, la energía producida durante este tiempo es muy baja, justo lo
suficiente como para mantener el arco vivo. El nivel de control de entrada de calor y
velocidad de depósito del metal en la soldadura, se logra cambiando las siguientes
variables:
Frecuencia. El número de veces que se eleva la corriente y se baja para formar
un solo pulso; la frecuencia se mide en pulsos por segundo.
Amplitud. El amperaje o nivel de corriente de la potencia pico o máxima,
expresado en amperaje.
Ancho de los pulsos. La cantidad de tiempo que se permite que el amperaje
pico esté encendido.
La última generación de sistemas de arco pulsado sitúa la fuente de alimentación y el
alimentador de alambre de forma que se obtengan las configuraciones adecuadas en
cualquier trabajo ajustando un simple botón, tales sistemas han sido llamados sistemas
sinérgicos.
Fig. 2.2 Sistema Sinérgico de Soldadura de la marca Fronius. [Fronius, 2015]

23
2.1.5 Transferencia por cortocircuito GMAW-S
Las bajas corrientes permiten que el metal líquido de la punta del electrodo se transfiera por
contacto directo con el baño de fusión de la soldadura. Este proceso requiere la interacción
cercana entre el alimentador de alambre y la fuente de alimentación. El modo de
transferencia por cortocircuito es el método más común que se utiliza con soldadura GMAW.
Los electrodos de alambre en diámetros de 0,023, 0,030, 0,035 y 0,045 son los
recomendados para el modo de corto circuito. El gas protector utilizado con acero al carbono
es el dióxido de carbono (CO2), o una combinación de 25% de CO2 y 75% de argón (Ar). El
rango de amperaje puede ser tan bajo como de 35ª para materiales de calibre 24 y tan alto
como de 225 para materiales de más de 1/8 de pulgada de espesor en juntas de soldadura
de ranura cuadrada.
La fuente de alimentación es la más crítica, debe tener una salida de potencial constante y
suficiente inductancia como para controlar el rango de corriente durante el intervalo de
cortocircuito. Una inductancia demasiado pequeña provoca salpicadura, debido a las altas
oleadas de corriente, demasiada inductancia provoca que el sistema se vuelva inactivo.
(Jeffus, Soldadura : principios y aplicaciones, 2009)
2.2 DERRETIDO DE ALAMBRE Y VELOCIDADES DE DEPÓSITO
Las velocidades de derretido del alambre, las velocidades de depósito y velocidades de
alimentación del alambre de los procesos de soldadura de alambre consumible se ven
afectadas por las mismas variables. Sin embargo, antes de discutirlas, se deben definir
estos términos. La velocidad de derretido de alambre, medida en mm por segundo (mm/s)
o libras (lb/hr), es la velocidad a la que el arco consume el alambre.
La velocidad de depósito, es la medida en la que el metal se deposita, casi siempre un poco
menor que la velocidad de derretido porque no todo el alambre se convierte en metal de
24
soldadura. La cantidad de metal de soldadura depositada en razón al alambre utilizado se
llama eficiencia de depósito.
Los soldadores pueden controlar la velocidad de depósito cambiando la corriente, la
extensión del electrodo y el diámetro del alambre, para obtener velocidades de derretido
superiores, pueden aumentar la corriente o la extensión de alambre o disminuir el diámetro
del alambre. Es importante saber que la corriente afecta bastante a la velocidad de derretido
y que la extensión se debe controlar para que los resultados sean reproducibles.
2.3 FUENTES DE ALIMENTACIÓN DE LA SOLDADURA.
Para una mejor comprensión de los términos que describen las diferentes fuentes de
alimentación para soldar, es necesario conocer los siguientes términos eléctricos:
Voltaje (V) es una medida de presión eléctrica, también se conoce como fuerza
electromotriz (FEM). (Harper, 2003)
Amperaje (A) es la medida del número total de electrones que están fluyendo.
(Jeffus, Soldadura : principios y aplicaciones, 2009)
Las fuentes de alimentación GMAW, son máquinas con tipo de voltaje y potencia constante
(CV, CP), no como las fuentes de alimentación SMAW, que son máquinas de tipo de
corriente constante (CC) y algunas veces son llamadas de reducción de potencia del voltaje
de arco (DAV). Es imposible hacer soldaduras aceptables utilizando el tipo equivocado de
fuente de alimentación. Las relaciones entre la corriente y el voltaje, con combinaciones
diferentes de largo de arco o velocidades de alimentación del alambre, se llaman
características voltio-amperio, estas características son arcos de argón y largos de arco o
velocidades de alimentación del alambre constantes. El baño de fusión de la soldadura de
GMAW se puede controlar, variando los siguientes factores:
Gas protector. El gas protector seleccionado para una soldadura tiene un efecto claro en
la soldadura producida, las propiedades a las que afecta incluyen el método de transferencia
del metal, la velocidad de soldadura, el contorno de soldadura, el efecto de limpieza del arco
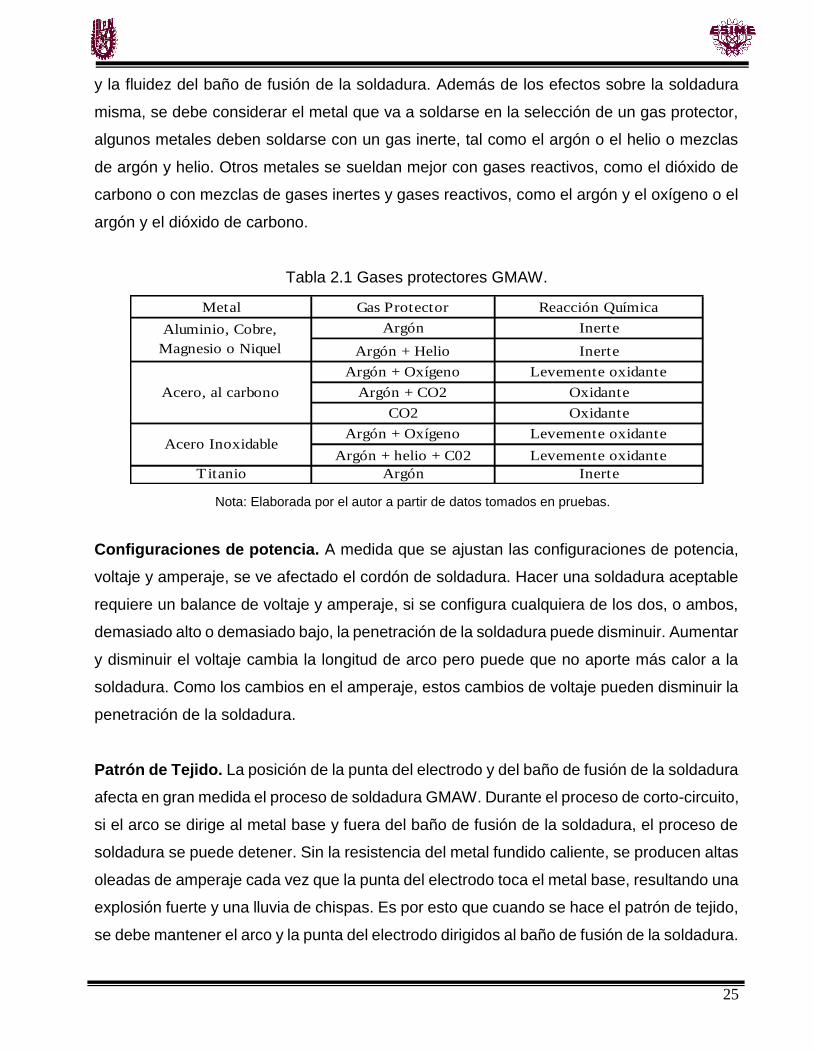
25
y la fluidez del baño de fusión de la soldadura. Además de los efectos sobre la soldadura
misma, se debe considerar el metal que va a soldarse en la selección de un gas protector,
algunos metales deben soldarse con un gas inerte, tal como el argón o el helio o mezclas
de argón y helio. Otros metales se sueldan mejor con gases reactivos, como el dióxido de
carbono o con mezclas de gases inertes y gases reactivos, como el argón y el oxígeno o el
argón y el dióxido de carbono.
Tabla 2.1 Gases protectores GMAW.
Inerte
Aluminio, Cobre,
Magnesio o Niquel
Acero, al carbono
Acero Inoxidable
Inerte
Levemente oxidante
Oxidante
Oxidante
Levemente oxidante
Levemente oxidante
Titanio
Argón + Helio
Argón + Oxígeno
Argón + CO2
CO2
Argón + Oxígeno
Argón + helio + C02
Argón
Metal Gas Protector Reacción Química
Argón Inerte
Nota: Elaborada por el autor a partir de datos tomados en pruebas.
Configuraciones de potencia. A medida que se ajustan las configuraciones de potencia,
voltaje y amperaje, se ve afectado el cordón de soldadura. Hacer una soldadura aceptable
requiere un balance de voltaje y amperaje, si se configura cualquiera de los dos, o ambos,
demasiado alto o demasiado bajo, la penetración de la soldadura puede disminuir. Aumentar
y disminuir el voltaje cambia la longitud de arco pero puede que no aporte más calor a la
soldadura. Como los cambios en el amperaje, estos cambios de voltaje pueden disminuir la
penetración de la soldadura.
Patrón de Tejido. La posición de la punta del electrodo y del baño de fusión de la soldadura
afecta en gran medida el proceso de soldadura GMAW. Durante el proceso de corto-circuito,
si el arco se dirige al metal base y fuera del baño de fusión de la soldadura, el proceso de
soldadura se puede detener. Sin la resistencia del metal fundido caliente, se producen altas
oleadas de amperaje cada vez que la punta del electrodo toca el metal base, resultando una
explosión fuerte y una lluvia de chispas. Es por esto que cuando se hace el patrón de tejido,
se debe mantener el arco y la punta del electrodo dirigidos al baño de fusión de la soldadura.

26
Velocidad de desplazamiento. Debido a que la posición del arco dentro del baño de fusión
de la soldadura es importante, la velocidad de desplazamiento no puede exceder la
capacidad del arco al derretir el metal base. Una velocidad de desplazamiento demasiado
alta puede provocar un sobrante de baño de fusión de la soldadura y un arco incontrolable.
Extensión del Electrodo. Es la distancia del tubo de contacto al arco medido a lo largo del
alambre. Los ajustes en esta distancia producen un cambio en la resistencia del alambre y
el cordón de soldadura resultante. Las corriente de soldadura GMAW son relativamente
altas para los tamaños del alambre, aún para los valores de corriente bajos utilizados en la
transferencia de metal de arco por cortocircuito.
Ángulo de la antorcha. La antorcha de soldadura se puede sostener para que el ángulo
relativo entre la antorcha, la pieza y el cordón de soldadura que se está haciendo sea vertical
o tenga un ángulo de arrastre o un ángulo de empuje. Los cambios en este ángulo afectarán
el cordón de soldadura, el efecto se nota más claramente en los modos de arco por
cortocircuito y de transferencia globular. La soldadura inversa es la técnica de soldadura
que utiliza un ángulo de arrastre, la técnica que utiliza un ángulo de empuje se conoce como
soldadura directa, las cuales a continuación se describen:
Soldadura inversa. La técnica de ángulo de arrastre, o la soldadura inversa dirige la
fuerza del arco hacia el baño de fusión de la soldadura de metal, esta acción, a la
vez, fuerza el metal fundido de vuelta hacia el borde de arrastre del baño de fusión
de la soldadura y expone más cantidad del metal base no derretido.
Soldadura directa. Utilizando un ángulo de empuje, o la técnica de soldadura directa,
la fuerza del arco empuja el metal de soldadura sobre el metal más frio delante de la
soldadura, el calor y el metal se dispersan en un área más amplia, el perfil de sección
del cordón es amplio, mostrando una penetración poco profunda, con poca
acumulación.

27
Fig. 2.3 Cambio de Polaridad en la soldadura. (Rowe, 2008)
2.4 EQUIPO BÁSICO GMAW.
El equipo básico GMAW consiste en la antorcha, la unidad de alimentación del electrodo, la
fuente de alimentación, la fuente de gas protector con regulador/medidor de flujo, el circuito
de control y las mangueras, los forros y los cables relacionados, sistemas más grandes y
más complejos pueden tener agua para el enfriamiento, solenoides para controlar el flujo de
gas y carros para mover la pieza o a la antorcha, a continuación se describen más a detalle
los elementos básicos de un sistema de soldadura.
Fuente de alimentación. La fuente de alimentación puede ser de tipo transformador,
generador o inversor, la máquina de soldadura produce una corriente de soldadura
CC que varía de 40 a 600 amperios con 10 voltios a 40 voltios, dependiendo de la
máquina.
Unidad de alimentación del electrodo. El propósito del alimentador del alambre es
proporcionar una alimentación segura y fiable del alambre a la soldadura. Los
cambios ligeros en la velocidad a la cual el alambre se alimenta tienen efectos
distintos en la soldadura.
Sistema de alimentación del electrodo lineal. Los sistemas de alimentación del
electrodo lineal utilizan un método distinto para mover el alambre y cambiar la
velocidad de alimentación.
Antorcha. Se une al final del cable de corriente, el conducto del electrodo y la
manguera del gas protector, para iniciar o detener el ciclo de soldadura se utiliza un
interruptor de disparo.

28
2.5 POSICIONES DE SOLDADURA.
En soldadura existen distintas posiciones de soldeo, tanto en ángulo o de rincón designada
con la letra F y la soldadura a tope designada con la letra G según la normativa americana
(A.W.S.) según la normativa europea (U.N.E.) siempre se denomina con la letra P.
2.5.1 Posiciones de soldeo plano
Posición 1F (UNE = PA). Soldadura acunada o plana y una de las chapas inclinadas
a 45º más o menos.
Fig. 2.4 Posición 1F (Rowe, 2008)
Posición 2F (UNE = PB). Soldadura horizontal y una de las chapas en vertical.
Fig. 2.5 Posición 2F (Rowe, 2008)

29
Posición 4F (UNE = PD). Soldadura bajo techo.
Fig. 2.6 Posición 4F (Rowe, 2008)
2.5.2 Posiciones de soldeo en tubería
Posición 1G (UNE = PA). Tuberías horizontales, con movimiento de rotación o
revolución; soladura "plana", el depósito del material de aporte se realiza en la parte
superior del tubo o caño.
Fig. 2.7 Posición 1G (Rowe, 2008)
Posición 5G (UNE = PF). Tuberías horizontales e inmóviles; Esta posición abarca
todas las posiciones, soldadura plana, vertical y bajo techo.
Fig. 2.8 Posición 5G (Rowe, 2008)
Posición 6G (UNE = H-L045). Tuberías inmóviles con sus ejes inclinados a 45º más
o menos; Esta soldadura abarca: soldadura bajo techo, vertical y plana.

30
Fig. 2.9 Posición 6G (Rowe, 2008)
2.5.3 Posición de soldeo en tubería en ángulo con chapas
Posición 2F (UNE = PB). Conjunto inmóvil durante el soldeo, tubo vertical; Soldadura
horizontal.
Fig. 2.10 Posición 2F. (Rowe, 2008)
Posición 2FR. Conjunto con movimiento horizontal de rotación. Soldadura plana o
sobremesa.
Fig. 2.11 Posición 2FR. (Rowe, 2008)
Posición 4F (UNE = PD). Conjunto inmóvil durante el soldeo, tubo vertical; Soldadura
bajo techo.
Fig. 2.12 Posición 4F. (Rowe, 2008)

31
Posición 5F (UNE = PF,PG). Conjunto inmóvil durante el soldeo; Soldadura bajo
techo, vertical ascendente y soldadura plana.
Fig. 2.13 Posición 5F. (Rowe, 2008)
Hacer una soldadura GMAW satisfactoria requiere más que habilidad manipulativa, la
configuración, el voltaje, el amperaje, la extensión del electrodo y el ángulo de soldadura así
como otros factores pueden afectar dramáticamente la soldadura producida, esto es poco
controlable debido a que la mayoría son procesos manuales o semi-automáticos. El
incremento de la productividad puede requerir sólo cambiar el sistema con el cual se suelda,
y de esta manera hacer de manera más rentable el proceso.

32
En este capítulo se presenta el
procedimiento seguido para
determinar la selección de cada uno
de los elementos que conlleva el
sistema de soldadura automático.
DISEÑO DEL SISTEMA DE
SOLDADURA

33
3. DISEÑO DE LA CELDA DE SOLDADURA.
En el proceso que tiene para la elaboración de proyectos, es necesario implementar una
metodología de diseño adecuada, que nos permita obtener con claridad los requerimientos
del cliente, para de esta manera poder homogeneizar tales requerimientos con el diseño y
la ingeniería que se aplicará. La metodología lineal de diseño, nos ayuda en la realización
de proyectos, pues la estructura que sigue es la siguiente:
Fig. 3.1 Estructura del QFD (Cohen, 1995)
Identificación de la necesidad
Fase 1: Adquisición de Datos
Fase 2: Diseño conceptual
Fase 3: Presentación de Diseño a detalle
Análisis de Factibilidad
34
Esta metodología es muy útil por los pasos que se establecen para obtener la solución del
problema, pero también se pude apoyar de otras herramientas de diseño como es el QFD,
diagramas de flujo, diagrama causa – efecto, entre otras. La principal herramienta será QFD,
la cual explicaremos brevemente a continuación:
3.1 DESPLIEGUE DE LA FUNCIÓN DE CALIDAD QFD (QUALITY
FUNCTION DEPLOYMENT)
QFD es una metodología para concebir, configurar y desarrollar un producto o servicio a
partir de los deseos y necesidades del cliente, el QFD se enmarca dentro de la filosofía de
calidad total, entendida como satisfacción de las necesidades del cliente. La respuesta del
QFD a estas necesidades es global, es decir, considera el ciclo completo necesario para el
lanzamiento de un nuevo producto al mercado: desde la concepción y el diseño hasta la
distribución y el servicio técnico. [Moya, 1997]
Esta herramienta tiene muchos beneficios, sobre todo en las empresas interesadas en lograr
la competitividad, el aumento de cuota en el mercado, mejorando la productividad. Las
empresas que han adoptado el QFD han tenido reducciones de costos significativamente.
[Madu, 2006]
Objetivos:
Determinar características primordiales para el consumidor.
Identificar y optimizar requisitos en el diseño de un producto (o servicio).
Generar productos con las características indispensables para satisfacer las
expectativas de los consumidores deseadas por el mercado.
Mejorar la calidad.
Incrementar competitividad de la empresa.
Permite identificar oportunidades de innovación.
Beneficios:
Cambios oportunos.
Menor tiempo de desarrollo.

35
Menos problemas al iniciar la fabricación.
Reducción de costos de garantía.
3.2 APLICACIÓN DE LA METODOLOGÍA AL PROYECTO
El problema que atiende al diseño, surge a partir de la necesidad de optimizar el proceso de
soldadura y mejorar de esta manera la productividad y mantener la calidad en la soldadura
de los marcos.
3.2.1 Requerimientos de la optimización en el proceso.
Al evaluar el proceso actual de la soldadura de marcos, podemos obtener la información
siguiente:
Lentitud en la rotación de los marcos para poder realizar el cordón en las dos caras.
Incongruencias en los cortes del material.
No se tiene una separación mínima entre piezas para ser soldadas.
Exceso de soldadura para poder rellenar.
Distracción del soldador y el ensamblador.
Una vez que hemos obtenido las problemáticas en el proceso, debemos clasificarlos en
fallas controlables y fallas no controlables, para de esta manera conceptualizar que fallas
son primordiales a solucionar en nuestro diseño.
Tabla 3.1 Clasificación de las fallas en el proceso.
Nota: Elaborada por el autor a partir de datos adquiridos con el cliente.
Fallas controlables Fallas no controlables
Reducir el tiempo en la rotación de los marcos.
Incongruencias en el corte del material.
Separación mínima entre piezas.
Soldadura precisa.
Cero distracciones.

36
Para poder reducir o eliminar las fallas del proceso, tenemos que traducir las fallas
mencionadas, a términos de ingeniería.
Tabla 3.2 Requerimientos en términos de ingeniería.
Fallas del Proceso Términos de ingeniería
Rotación muy tardada. Rotación manual y
pesada
Separación mínima entre piezas.
Gap1 mayor a 3 mm
Soldadura precisa. Exceso de soldadura
Cero distracciones. Cordones poco uniformes
Incongruencias en el corte del material.
Corte irregular
Nota: Elaborada por el autor a partir de datos adquiridos con el cliente.
3.3 METAS DE DISEÑO
Una vez que tenemos nuestras fallas en términos de ingeniería, formulamos nuestras metas
de diseño.
Tabla 3.3 Metas de diseño.
Términos de ingeniería Metas de diseño Rotación manual y pesada Rotación de los marcos de manera automática.
Gap mayor a 3 mm Escantillón de sujeción rígida.
Exceso de soldadura Soldadura bien parametrizada.
Cordones poco uniformes Automatización del movimiento de la antorcha.
Corte irregular Maquinado de las piezas. Nota: Elaborada por el autor a partir de datos adquiridos.
1 Gap. Término utilizado para definir la separación mínima entre piezas a ser soldadas.

37
3.4 ÁRBOL DE FUNCIONES
El análisis funcional de nuestro sistema tiene como objetivo conocer cada una de las
acciones que se realizan en el proceso de soldadura. De acuerdo a las funciones principales
con las que cuenta nuestro sistema planteamos el siguiente árbol de funciones, con el fin
de utilizarlo como apoyo para la generación del sistema de soldadura.
Fig. 3.2 Árbol de Funciones. (Rodríguez, 2015)
Soldar la primera cara del cuadro
Soldar la 2ª parte del cuadro
Quitar la sujeción
Levantar cuadro pre-soldado
Colocar en escantillón
Soldadura de marco
Sujetar tubos
Rotar el cuadro
Tomar tubo
Colocar en escantillón
Golpear para sujetar a presión.

38
3.5 GENERACIÓN Y EVALUACIÓN DE DISEÑO.
Una vez analizadas las fallas y determinadas las metas de diseño, se procede a la selección
de los elementos a integrar, obteniendo de esta manera las siguientes selecciones para
cada meta.
3.5.1 Marco a soldar.
El marco para andamio está fabricado con dos tipos de tubos estructurales cedula 30, uno
de 1 ¼” de diámetro y otro de ¾” de diámetro con las siguientes especificaciones:
Plano M-152:

39
3.5.2 Rotación de los marcos de manera automática.
El objetivo de cada solución de automatización es mejorar la productividad y la calidad, es
por eso que se recurre a sistemas de posicionamiento automáticos, ya que estos permiten
el giro, la alineación de las piezas de una manera rápida y precisa, es por esto que
recurrimos a la instalación de un sistema de posicionamiento, servo - controlado, el cual nos
permitirá poder rotar los cuadros sin la necesidad de tener que quitarlos.
Fig. 3.3 Sistema de rotación servo controlado. (R.L., 2015)
Una vez que hemos seleccionado el sistema de rotación del posicionador, se realizar un
centro de trabajo de tipo bastidor el cual ira soldado al plato del posicionador permitiendo
así un montaje más eficiente de las piezas.
Fig. 3.4 Centro de trabajo de tipo bastidor y dimensiones en mm. (Rodríguez, 2015)

40
3.5.2 Escantillón de sujeción rápida.
Estos dispositivos son un "patrón" o "guía" a seguir para la colocación de las piezas para
poder ser soldadas y de esta manera garantizar la repetibilidad en el proceso, la función de
los escantillones, es que dos o más productos similares, tengan las mismas medidas, y así
poder decir que son realmente similares.
Fig. 3.5 Escantillón para soldadura actual. (USUARIO FINAL, 2014)
El diseño del escantillón es de suma importancia en el proceso de soldadura de los marcos,
ya que con este garantizaremos la repetibilidad en el proceso, así como la reducción de las
fallas en el mismo. Por esta razón y ya que tenemos diseñado el centro de trabajo, el
escantillón debe de ser ajustable a este tipo de centro de trabajo, y para la colocación
precisa de los tubos se diseñó un sistema de bloques de ¾” x ¾” x 2” para colocarse en los
puntos de sujeción del marco y así colocarse a presión garantizando la perpendicularidad
de los tubos y su correcta alineación para el proceso de soldadura
Fig. 3.6 Escantillón para centro de trabajo tipo bastidor. (Rodríguez, 2015)

41
Plano E-001:

42
Plano E-002

43
3.5.3 Soldadura bien parametrizada.
El primer paso es entender las necesidades internas del proceso. Para determinar esto, es
necesario examinar los procesos de soldadura utilizados más comúnmente y que materiales
son los más adecuados. La soldadura GMAW utiliza una bobina de hilo en el interior de la
fuente de corriente o desde el exterior con un devanador. Este hilo o relleno de material se
alimenta a través de una pistola. La fuente de corriente es utilizada para iniciar y mantener
el arco entre al hilo y el metal base.
La soldadura GMAW o MIG utiliza hilo macizo, el cual requiere gas de protección para
proteger el baño de la soldadura de la atmósfera. De igual manera se requiere al menos la
habilidad de un soldador, ya que el equipo se alimenta del hilo. El soldador tiene la pistola
en una mano y al apretar el pulsador el gas de protección hace que un arco suave se
mantenga estable. Dado que otros procesos requieren posición específica de los electrodos
y manipulación, la soldadura GMAW es el proceso más rápido. Con unidades compactas
con un costo accesible y la capacidad de soldar con facilidad material mucho más delgado
que con el electrodo recubierto, este modelo de equipo está siendo muy popular.
Las velocidades de soldadura son elevadas debido a la alimentación continua del hilo,
ausencia de escoria y tasas de deposición elevadas. Su factor de operación es típicamente
del 30-50 por ciento sobre 3-5 minutos de cada 10 que se pueden utilizar creando un arco.
GMAW puede utilizarse en la mayoría de los metales.
El uso incrementado de técnica digital y microelectrónica ha adelantado al proceso de
soldadura MIG/MAG en años recientes. Los resultados son fuentes de corriente cada día
más ligeras, movimientos rápidos controlados y mejoras en el proceso de ignición. Es por
este motivo que seleccionamos un equipo de soldadura del cual su funcionamiento es a
través de microelectrónica, el cual nos permite poder tener una línea sinérgica facilitando
así las tareas del operador.
Para seleccionar adecuadamente la fuente de soldadura es necesario analizar las
condiciones de trabajo en particular y luego determinar el tipo y diámetro de electrodo que

44
más se adapte a estas condiciones. Los factores básicos para una selección en la fuente
son:
1. Tipo de metal base.
2. Dimensiones de la sección a soldar.
3. Gas de protección.
4. En qué posición o posiciones se soldará.
5. Material de aporte.
6. Espesor del metal base.
Después de considerar cuidadosamente los factores antes indicados, se selecciona el
equipo de soldadura adecuado para este proceso, el cual le dará un arco estable, depósitos
parejos, escoria fácil de remover y un mínimo de salpicaduras, que son las condiciones
esenciales para obtener un trabajo óptimo.
Para el proceso de soldadura de marcos se tienen los siguientes datos:
Tabla 3.4 Factores para la selección de la fuente de soldadura.
Factores para la selección de la Fuente de soldadura
Metal base Acero al carbón
Dimensiones ᴓ =1.315”
Gas de protección 80% CO2 + 5% O2 + Ar2
Posición de soldeo Tubería 2F
Material de aporte ER70S-6
Espesor del metal base 0.075”
Nota: Elaborada por el autor a partir de datos adquiridos en prácticas.
Con base a estos factores se procede a la selección del equipo de soldadura adecuado para
el proceso de soldadura de tubos, la cual será una fuente TPS 4000 de la marca Fronius.

45
La fuente FRONIUS TPS 4000 (por sus siglas en inglés Trans Puls Synergic), es la más
apropiada, ya que se trata de una de las primeras fuentes con inversores totalmente
digitalizados, de regulación digital y por microprocesador, de precisión inigualable. Con esta
fuente tenemos diferentes variantes de ignición, arco voltaico hecho a medida, programas
de arranque para aluminio, e incluye un regulador de fuente de energía integrado.
A continuación se enlistan algunas de las propiedades de la fuente TPS 4000 de la marca FRONIUS. TransPuls Synergic 4000:
Interfaz: Fieldbus AB.
Material de Aporte: Acero Ø 0.8mm.
Rango de Corriente: 3 – 400 A.
Gama de Tensión: 3 x 380 – 460 V.
Antorcha: Refrigerada por Gas.
Grado de Protección: IP 23
Fig. 3.5 Equipo de Soldadura Fronius TPS. (GmbH, 2006-2015)
Todo ello permite cumplir con las características que el proceso de soldadura requiere.

46
3.5.4 Automatización del movimiento de la antorcha.
Para poder realizar la automatización del movimiento de la antorcha es necesario, utilizar
una antorcha automática y un dispositivo capaz de moverla en las posiciones demandadas
por el proceso de soldadura, para esta selección se toman en cuenta varios factores como
son:
1. Tipo de antorcha
2. Ángulo de la antorcha.
3. Sistema de refrigeración.
4. Diámetro de la punta de contacto.
Una vez que tenemos claros los parámetros para la selección pasamos a realizarla,
Tabla 3.5 Factores para la selección de la antorcha.
Parámetros para antorcha de soldadura
Tipo de antorcha Robotizada
Ángulo de la antorcha 22°
Sistema de refrigeración Por gas
Diámetro de la punta de contacto 1.0 mm
Nota: Elaborada por el autor a partir de datos adquiridos con el proveedor.
Con base a estos datos, seleccionamos la antorcha ROBACTA MTG 4000, de la marca
FRONIUS, esta antorcha cuenta con sistema de enfriamiento en la tobera a través del gas
de protección, tiene un sistema de comunicación para activar la ignición, el ángulo de 22°
nos da la posibilidad de poder soldar en diferentes posiciones, inclusive aquellas de difícil
acceso, para el diámetro de la punta de contacto se delimita el proceso de soldadura a un
material de aporte de 0.035” por lo cual el diámetro de la punta de contacto es de 1.0 mm.
Fig. 3.6 Robacta MTG 4000. (GmbH, 2006-2015)

47
La soldadura robotizada puede considerarse como un sistema de fabricación flexible, al que
se está adaptando un número creciente de procesos: no sólo aquellos que por su elevada
velocidad de operación impidan su utilización humana, como el láser, sino también otros
que fueron diseñados inicialmente para un soldador, como son GTAW (TIG) o GMAW
(MIG/MAG). Factores como la alta reproducibilidad, el excelente control de posicionamiento,
flujo de material y parámetros de proceso, junto con un perfecto seguimiento de las
trayectorias, han introducido una sensible mejora de la calidad y disminución de los costos
de fabricación al reducir, entre otros, los tiempos de reparación.
Fig. 3.7 Sistema de Soldadura Robotizado. (GmbH, 2006-2015)
Para una correcta selección del robot2 son necesarios dos parámetros fundamentales, la
carga útil máxima y el alcance máximo del robot, términos de los cuales se dará una breve
explicación a continuación:
Carga útil máxima. Es la cantidad máxima que puede cargar un robot al centro de la
brida del robot.
Alcance máximo. Es la región máxima en la que el robot puede trabajar.
2 Robot. Manipulador multifuncional reprogramable, capaz de mover materias, piezas, herramientas
o dispositivos especiales, según trayectorias variables, programadas para realizar tareas diversas. [Barrientos, 2007]
1. TPS 4000.
2. Controlador de la fuente.
3. Alimentador de Alambre
automático.
4. Interfaz robótica.
5. Robacta MTG 4000.
6. Controlador del robot.
7. Carrete de alambre.

48
Con base a esta información comenzamos la selección para el robot, el cual debe de tener
la capacidad de cargar y poder desplazar la antorcha a cada uno de los puntos a ser
soldados.
Tabla 3.5 Factores para la selección de la antorcha.
Parámetros para selección de Robot
Carga útil máxima 78.48 N (8 kg).
Alcance máximo 2016 mm.
Nota: Elaborada por el autor a partir de datos adquiridos con el proveedor.
El Robot KUKA KR16 L8 ARC HW, es un robot industrial de seis ejes con cinemática de
articulación, para todas las tareas de punto y de trayectoria. Este Robot puede ser montado
sobre el piso, su carga nominal y cargas adicionales pueden moverse con el máximo
alcance del brazo así como a velocidad máxima.
Todos los componentes principales del Robot están fabricados con fundición de metal
liviano, este concepto fue optimizado teniendo en cuenta la eficiencia de una construcción
liviana y de alta rigidez a la torsión y a la flexión.
Fig. 3.8 Alcance máximo del robot. (R.L., 2015)

49
De ello resulta una alta repetibilidad natural del robot presentando un buen desempeño
dinámico con alta resistencia a las vibraciones.
Fig. 3.9 Volumen de trabajo del robot. (R.L., 2015)
Tabla 3.6 Volumen de trabajo.
Medidas del volumen de trabajo (mm)
A B C D E F G Volumen
2430 3220 2016 1105 910 1431 1062 29.2 m3
Nota: Elaborada por el autor a partir de datos adquiridos con el proveedor.
Las articulaciones y los reductores se mueven prácticamente libres de juego mientras que
los motores de accionamiento son servomotores sin escobillas, con tecnología adaptable,
libres de mantenimientos y asegurados contra sobrecargas.
Fig. 3.8 Robot KUKA KR16-L8 ARC HW. (R.L., 2015)

50
El alcance versátil del brazo del robot permite el uso de instalaciones relativamente simples,
y la capacidad del robot para ser reprogramado con nuevas configuraciones de las partes
permite que esta forma de automatización se justifique para cantidades de producción
relativamente bajas. Una celda robótica de soldadura GMAW consta de dos instalaciones o
centros de trabajo, dispositivos de sujeción para las piezas a ser soldadas, equipo de
soldadura robotizado, y un robot industrial.
Fig. 3.9 Celda robotizada de soldadura. (Rodríguez, 2015)
Plano: Layout
51
El cumplimiento de las normativas de seguridad en el trabajo, y la disminución de los riesgos
inherentes en el área de soldadura, al incorporar una celda de robotizada de soldadura, hay
que darse cuenta de que el trabajador a quien el robot pasa el trabajo sigue el ritmo de la
máquina, esto puede resultar muy difícil, el diseñador y el instalador tienen que conocer los
principios ergonómicos para que la fatiga y la tensión puedan mantener a un mínimo. Es por
es que se recurren a espacios confinados o áreas controladas para el uso de robots
industriales evitando así el contacto directo del ser humano con el robot, cuando este se
encuentra realizando su proceso o algún movimiento. Esto hace necesario colocar
elementos de protección, que a su vez delimiten el área de trabajo del robot.

52
En este capítulo se procede a realizar
un análisis técnico-económico, para
evaluar la factibilidad y costos del
proyecto, para así poder tomar una
decisión para su correcta
implementación.
EFICIENCIA
ECONÓMICA DEL
PROCESO

53
4. EFICIENCIA ECONÓMICA DEL PROCESO.
La eficiencia económica es una breve investigación sobre el marco de factores que influyen
en el proyecto. Esto se lleva a cabo con el objetivo de contar con la información sobre el
proyecto a realizar, mostrando un estudio tecnológico-económico de las condiciones
actuales de manufactura y analizar los resultados en manufactura del proyecto y calcular
los indicadores que permitan evaluarlo en este documento.
4.1 PRODUCTIVIDAD
La productividad es la relación entre la cantidad de productos obtenida por un sistema
productivo y los recursos utilizados para obtener dicha producción. También puede ser
definida como la relación entre los resultados y el tiempo utilizado para obtenerlos: cuanto
menor sea el tiempo que lleve obtener el resultado deseado, más productivo es el sistema.
En realidad la productividad debe ser definida como el indicador de eficiencia que relaciona
la cantidad de recursos utilizados con la cantidad de producción obtenida. A continuación
analizaremos el proceso actual en la fabricación de marcos:
Tabla 4.1 Desglose de cordones.
Nota: Elaborada por el autor a partir de datos adquiridos con el cliente.
Cordones de Soldadura
No. Longitud
(pulg)
1 3.37722
2 1.80642
3 1.80642
4 3.37722
5 2.59182
6 2.59182
7 2.59182
8 2.59182
9 3.37722
10 1.80642
11 2.59182
12 2.59182
13 1.80642
14 3.37722
Total 36.28548
Fig. 4.1 Marco a soldar.

54
Actualmente se fabrican 70 marcos aproximadamente en una jornada laboral de 8 horas,
teniendo un desglose de tiempo de la siguiente manera:
T1 – Fijación del material – 1 minuto.
T2 – Soldadura de lado A – 2 minutos.
T3 – Liberación de marco pre soldado, rotación y fijación de piezas – 1.5 minutos.
T4 – Soldadura de lado B – 2 minutos.
T5 – Liberación de marco soldado – 0.5 minuto.
Con base a la información obtenida, se realizar un análisis de tiempo de ciclo para la soldadura de marcos, teniendo como resultado lo siguiente:
Fig. 4.2 Simulación de Proceso.
Tiempo de Trayectoria
Home + Centro 1 = 5 seg.
Giro de Posicionador = 5 seg.
28 cordones = 90 seg.

55
Tabla 4.2 Desglose de tiempos de soldadura.
Con la sumatoria de estos tiempos se tendría un total de:
𝟓 + 𝟓 + 𝟗𝟎 + 𝟏𝟎 + 𝟐 + 𝟐 + 𝟏𝟎 + 𝟒 + 𝟒 + 𝟒 + 𝟒 + 𝟏𝟎 + 𝟐 + 𝟒 + 𝟒 + 𝟐 + 𝟏𝟎 = 𝟏𝟕𝟐 𝐬
Teniendo una tiempo estimado de 172 segundos por un marco, sin contemplar el tiempo
de carga de tubos y descarga de marcos.
Con estos tiempos, tenemos un cuadro terminado cada 3 minutos aproximadamente, al
optimizar el proceso de soldadura se proyectan los siguientes tiempos de ciclo:
T1 – Fijación del material centro de trabajo A – 1 minutos.
T2 – Soldadura de lado A – 1.46 minutos.
T3 – Rotación de marco – 0.08 minutos
T4 – Soldadura de lado B – 1.46 minutos.
T5 – Liberación de marco soldado – 0.5 minutos.
1
3
2
4
5
6
7
8
9 10
11
12
13 14
Tiempo de Soldadura
1. 5 seg. + 5 seg. = 10 seg.
2. 1 seg. + 1 seg. = 2 seg.
3. 1 seg. + 1 seg. = 2 seg.
4. 5 seg. + 5 seg. = 10 seg.
5. 2 seg. + 2 seg. = 4 seg.
6. 2 seg. + 2 seg. = 4 seg.
7. 2 seg. + 2 seg. = 4 seg.
8. 2 seg. + 2 seg. = 4 seg.
9. 5 seg. + 5 seg. = 10 seg.
10. 1 seg. + 1 seg. = 2 seg.
11. 2 seg. + 2 seg. = 4 seg.
12. 2 seg. + 2 seg. = 4 seg.
13. 1 seg. + 1 seg. = 2 seg.
14. 5 seg. + 5 seg. = 10 seg.
Fig. 4.3 Posición de cordones de soldadura.

56
Con estos tiempos optimizados, se tiene un total de 4.5 minutos, por tiempo de soldeo de
un marco.
Fig. 4.4 Simulación de soldadura.
4.1.1 Capacidad de producción actual diaria de forma manual.
PC = SHRP
Donde:
PC = Capacidad de producción
S= Número de turnos por Periodo
H= Horas por turno
Rp= Producción por hora de celda de soldadura.
PC = (1)(8)(8.75)
PC = 70 marcos

57
4.1.2 Capacidad de producción estimada diaria de forma automática.
PC = SHRP
Donde:
PC = Capacidad de producción
S= Número de turnos por Periodo
H= Horas por turno
Rp= Producción por hora de celda de soldadura.
PC = (1)(8)(13.33)
PC = 106.64 marcos
PC = 107 marcos aproximadamente
4.1.3 Porcentaje de aumento de productividad.
Con este promedio de producción se estima que con esta automatización el usuario final
tendra la posibilidad de aumentar su capacidad de producción en un 52%, adicionado a
esto garantizará en sus operaciones de producción cordones estandarizados, repetitibidad
en sus procesos, y reducción de costos directos de mano de obra.
58
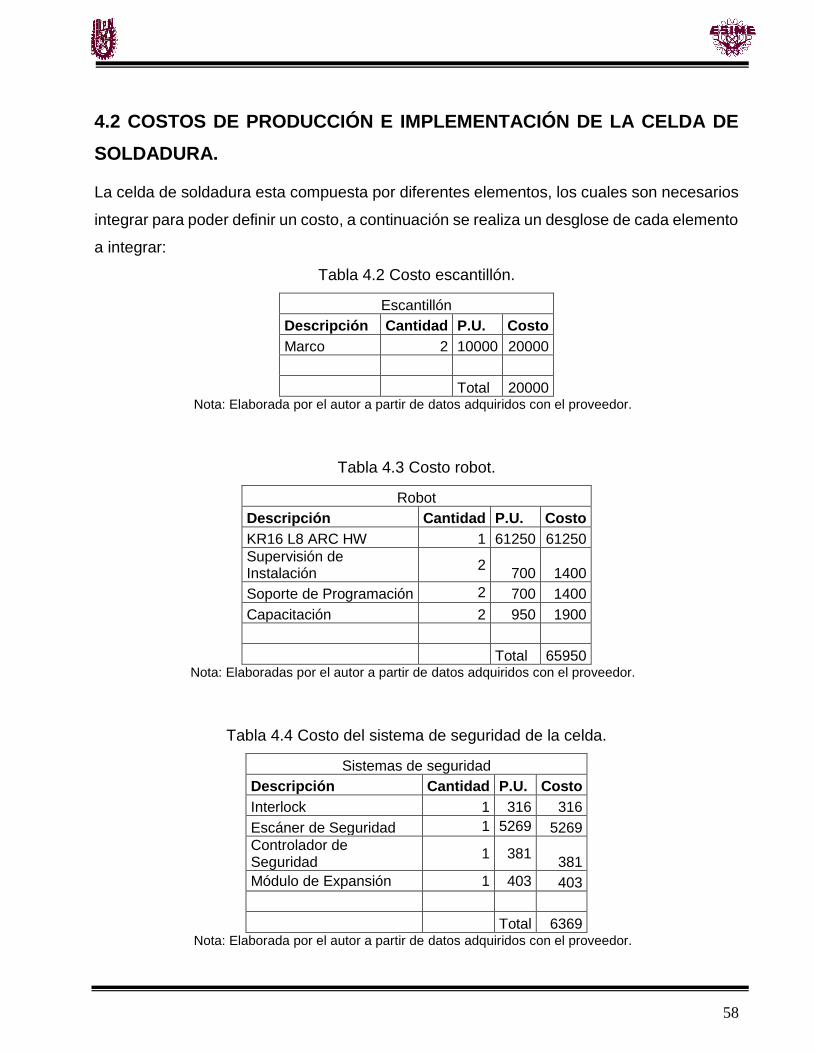
4.2 COSTOS DE PRODUCCIÓN E IMPLEMENTACIÓN DE LA CELDA DE
SOLDADURA.
La celda de soldadura esta compuesta por diferentes elementos, los cuales son necesarios
integrar para poder definir un costo, a continuación se realiza un desglose de cada elemento
a integrar:
Tabla 4.2 Costo escantillón.
Escantillón
Descripción Cantidad P.U. Costo
Marco 2 10000 20000
Total 20000 Nota: Elaborada por el autor a partir de datos adquiridos con el proveedor.
Tabla 4.3 Costo robot.
Robot
Descripción Cantidad P.U. Costo
KR16 L8 ARC HW 1 61250 61250
Supervisión de Instalación
2 700 1400
Soporte de Programación 2 700 1400
Capacitación 2 950 1900
Total 65950 Nota: Elaboradas por el autor a partir de datos adquiridos con el proveedor.
Tabla 4.4 Costo del sistema de seguridad de la celda.
Sistemas de seguridad
Descripción Cantidad P.U. Costo
Interlock 1 316 316
Escáner de Seguridad 1 5269 5269
Controlador de Seguridad
1 381 381
Módulo de Expansión 1 403 403
Total 6369 Nota: Elaborada por el autor a partir de datos adquiridos con el proveedor.

59
Tabla 4.5 Costo de las horas de programación.
Programación
Descripción Cantidad P.U. Costo
Horas de programador de robot 90 55 4950
Total 4950 Nota: Elaborada por el autor a partir de datos adquiridos con el proveedor.
Tabla 4.6 Costo de las horas de ingeniería.
Ingeniería
Descripción Cantidad P.U. Costo
Diseño Previo 30 45 1350
Diseño a Detalle 40 65 2600
Total 3950 Nota: Elaborada por el autor a partir de datos adquiridos con el proveedor.
4.2.1 Desglose Final
Tabla 4.7 Desglose final de la celda de soldadura.
Partida Descripción Costos
1 Equipo de soldadura $21,720.90
2 Perfil $3,180.00
3 Pedestal $2,120.00
4 Escantillón $21,200.00
5 Robot $71,885.50
6 Seguridad $6,751.14
7 Programación $4,950.00
8 Viáticos $2,000.00
9 Ingeniería $3,950.00
10 Sistema Neumático $2,120.00
11 Sensores $2,120.00
12 Mesas de Trabajo $10,600.00
13 Instalación $3,000.00
14 Transportación $5,300.00
15 Capacitación $1,500.00
16 Servicio $3,604.00
17 Unidad de Limpieza robotizada $5,300.00
SUB TOTAL $171,301.54
Nota: Elaborada por el autor a partir de datos adquiridos con el proveedor.

60
Se estimaron los costos para la fabricación de una celda de soldadura utilizando una
investigación del valor actual que tiene en dinero el material eléctrico, de control, robótico y
de soldadura, además de añadir costos de diseño y proceso de realización en caso de
empezar a realizar el proyecto realmente, con esto se estima un precio para el proceso de
automatización. Puede parecer muy alto el costo de la inversión, pero los beneficios directos
e indirectos permitirán una recuperación de la inversión en un mediano plazo.
CONCLUSIONES
La importancia de la optimización del proceso de soldadura, como se muestra en este
trabajo, radica en la correcta ejecución del proceso, desde que el material a soldar se
encuentre perfectamente bien delimitado, el operador lo coloque de manera adecuada en
el escantillón hasta que el sistema de soldadura se encuentre parametrizado correctamente.
Es por estos motivos que la implementación de un sistema de soldadura robotizado,
permitirá que el proceso de soldadura se lleve a cabo de una manera correcta y con un
menor tiempo de ciclo, y así sólo se tendría que garantizar que los tubos a ser soldados
para formar el cuadro, se encuentren perfectamente bien cortados, y así garantizar una
correcta aplicación del cordón.
La implementación de la propuesta proporciona una serie de beneficios:
Incremento del 52% en la producción.
Reducción del tiempo de proceso
Incremento en la calidad del producto
Repetibilidad del proceso
Disminución de producto rechazado por concepto de soldadura mal aplicada.
Reducción de costos directos en mano de obra.
Además de otros beneficios indirectos como: menor desgaste del trabajador, al no manipular
el marco pesado para voltearlo; disminución de riesgos de accidente por minimizar la
manipulación, el retrabajo al tener que limpiar los errores de la soldadura entre otros.

61
Existen diferentes procesos de soldadura, el más adecuado para este tipo de aplicación es
el proceso GMAW, del cual existen diversas áreas de aplicación, es por eso que debe de
existir una orientación y comprensión del proceso para facilitar el diseño de la aplicación.
El desarrollo de aplicaciones robotizadas de soldadura, es un proceso sumamente delicado
y exigente ya que cualquier variante en la secuencia de soldadura, la posición de la
antorcha, o una mala parametrización puede ocasionar un gran desperdicio de piezas, ya
que una vez aplicada la soldadura, no hay forma de poder recuperarlas sin algún daño,
aunado a esta parte del proceso, es vital el desarrollo de una celda robótica que cumpla con
los estándares de calidad y seguridad para el trabajo con el ser humano.
No se puede determinar el tiempo exacto de recuperación de la inversión ya que los costos
administrativos e indirectos, así como volumen y precio de venta del producto terminado no
se tienen disponibles por ser información confidencial del fabricante.
Los beneficios de la automatización son tan perceptibles que la propuesta está en proceso
de implementación.

62
Bibliografía
Barrientos, A. (2007). Fundamentos de Robótica (2a Edición ed.). Madrid: Mc Graw Hill.
Cohen, L. (1995). Quality Function Deployment (1st. Edition ed.). California: Addison Wesley
Longman.
Harper, E. (2003). El ABC del control electrónico (1ra ed.). México, D.F.: Limusa.
Jeffus, L. (2009). Soldadura : principios y aplicaciones (5a Edición ed.). Madrid, España:
Paraninfo, S.A.
Jeffus, L. (2009). Soldadura Principios y Aplicaciones (1a Edición ed.). Buenos Aires: Paraninfo,
S.A.
Pires, J. N. (2007). Industrial Robots Programming Building applications for the factories of the
future (2a Edición ed.). Portugal: Springer.
Rowe, R. (2008). Manual de Soldadura GMAW (1ra ed.). Madrid: Paraninfo.
Documentos en Línea
KUKA (2015). KUKA Robots Industriales. Recuperado el 20 de 01 de 2015, de http://www.kuka-
robotics.com/mexico/es/
ESAB. (2015). ESAB México. Recuperado el 20 de 01 de 2015, de http://www.esab.com.mx/mx/sp/
GmbH, F. I. (2006-2015). Fronius Mexico. Recuperado el 20 de 01 de 2015, de
http://www.fronius.mx/


















