
ESCUELA POLITÉCNICA NACIONALbibdigital.epn.edu.ec/bitstream/15000/5551/1/CD-4636.pdfcarrera y por...
285
ESCUELA POLITÉCNICA NACIONAL FACULTAD DE INGENIERÍA CIVIL Y AMBIENTAL ESTUDIO DE OPTIMIZACIÓN DE VARIABLES DE FUNCIONAMIENTO DE UN SISTEMA DE ELECTROCOAGULACIÓN PARA TRATAR AGUAS DE LA INDUSTRIA TEXTIL PROYECTO PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERO AMBIENTAL ESTEFANÍA PATRICIA GÓMEZ POLANCO [email protected] VÍCTOR HUGO MARTÍNEZ VALERIANO [email protected] DIRECTOR: ING. TRAJANO RAMÍREZ [email protected] Quito, enero 2013
Transcript of ESCUELA POLITÉCNICA NACIONALbibdigital.epn.edu.ec/bitstream/15000/5551/1/CD-4636.pdfcarrera y por...

ESCUELA POLITÉCNICA NACIONAL
FACULTAD DE INGENIERÍA CIVIL Y AMBIENTAL
ESTUDIO DE OPTIMIZACIÓN DE VARIABLES DE
FUNCIONAMIENTO DE UN SISTEMA DE
ELECTROCOAGULACIÓN PARA TRATAR AGUAS DE LA
INDUSTRIA TEXTIL
PROYECTO PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO AMBIENTAL
ESTEFANÍA PATRICIA GÓMEZ POLANCO [email protected]
VÍCTOR HUGO MARTÍNEZ VALERIANO [email protected]
DIRECTOR: ING. TRAJANO RAMÍREZ [email protected]
Quito, enero 2013

II
DECLARACIÓN
Nosotros, Estefanía Patricia Gómez Polanco y Víctor Hugo Martínez Valeriano,
declaramos que el trabajo aquí descrito es de nuestra autoría; que no ha sido
previamente presentado para ningún grado o calificación profesional; y, que
hemos consultado las referencias bibliográficas que se incluyen en este
documento.
La Escuela Politécnica Nacional, puede hacer uso de los derechos
correspondientes a este trabajo, según lo establecido por la Ley de Propiedad
Intelectual, por su Reglamento y por la Normativa institucional vigente.
_________________________ ___________________________
ESTEFANÍA GÓMEZ POLANCO VÍCTOR MARTÍNEZ VALERIANO

III
CERTIFICACIÓN
Certifico que el presente trabajo fue desarrollado por la Srta. Estefanía Patricia
Gómez Polanco y por el Sr. Víctor Hugo Martínez Valeriano, bajo mi supervisión.
___________________________
PROF. ING. TRAJANO RAMÍREZ
DIRECTOR DEL PROYECTO

IV
AGRADECIMIENTOS
Al ser maravilloso que cada día ha guiado mi vida, Dios, por darme valor, fortaleza
y perseverancia.
A mi papá (Tavo), mi mami (Susy), que han sido el soporte durante todo momento
de mi vida brindándome amor, confianza y enseñándome a luchar para no
decaer. A uds. papi y mami todo el amor y el respeto del mundo.
A mi hermano Pandi (Andi) que ha sido un ejemplo de lucha constante, de pasión
por lo que hace, que me ha enseñado que nunca es suficiente que siempre hay
algo más que dar. A ti querido hermano todo mi amor y admiración.
A Pablo por ser la persona que ha entrado en mi vida y en mi corazón por la
paciencia, la comprensión el apoyo y el amor que hemos compartido. Gracias
amor.
A los Ingenieros Trajano Ramírez, César Narváez y Luis Jaramillo por todas las
enseñanzas, el apoyo y la apertura para hacer posible el desarrollo de esta tesis.
A mis queridos amigos por cada uno de los momentos compartidos, por cada
sonrisa, cada lágrima y cada vivencia ,Pao, Lucy, Liz, Guisele, Isa, Naty, Vini
(amors), Joshi, Kary, Diani, Stepy….
A mi amigo de tesis Víctor por todo el apoyo brindado no sólo en la tesis sino a lo
largo de toda la carrera.
Tefa

V
AGRADECIMIENTOS
A Dios por ser mi guía y darme sabiduría en cada decisión que he tomado.
A mis queridos padres por el apoyo que me han brindaron en todo este tiempo.
En especial, a mi Papa Carlos, por enseñarme que siempre se debe luchar y ser
perseverante en la vida. A mi tía Marcia, mi eterna gratitud y cariño por su tan
abnegada vida al cuidado mío y de mis abuelitos.
A mis hermanos que siempre confiaron en mí. Por tantos momentos que no
pudimos compartir y porque me apoyaron siempre durante toda la carrera y
especial los dos últimos años.
Al Ingeniero Trajano Ramírez por su paciencia, comprensión y guía durante el
desarrollo de la tesis. A los Ingenieros César Narváez y Luis Jaramillo por sus
enseñanzas y apoyo a lo largo de mi carrera y desarrollo de esta tesis.
A mis compañeros, gracias por compartir experiencias inolvidables durante la
carrera y por todos los momentos felices un abrazo enorme para todos: Chabe,
Gigi, Stefy, Paito, Lucy, Liss, Daniel y al gran amigo Xavi. A Dianita, Naty, Josh,
Primo Vini y Kari gracias por designarme X-MEN-SO honorario.
Por todo el apoyo brindado durante la carrera, la confianza en mí y paciencia en
éstos últimos meses, por guiarme para ser mejor en la vida te agradezco
infinitamente Tefa…
Torvik

VI
DEDICATORIA
Con todo el amor del mundo dedico esta meta cumplida a mi padre, mi madre y
mi hermano que han sido mi inspiración y ejemplo. Les amo mucho.
Además, con mucho cariño y añoranza a esa persona que me ayudó a
conocerme, que me enseñó a ver ese mundo diferente que existía solo para los
dos para ti Andrew de tu niña verde mora.
“Solo no tengas miedo, que por el miedo nadie se mueve, por miedo no hacemos
nada, solo no tengas miedo coge todo lo lindo que tengas del pasado y lo que has
aprendido y para adelante”
Tefa

VII
DEDICATORIA
Todo el esfuerzo y sacrificios realizados tienen su recompensa. A la persona que
con sus sencillos consejos me enseñó a orientar mi vida, por su sacrificada labor
y todo el amor que me entregó desde pequeño hasta cuando pudo estar
conmigo…Vivirás siempre en mis pensamientos Mi abuelita Bachita….
Torvik

VIII
CONTENIDO
DECLARACIÓN…………………………………………………………………………...II
CERTIFICACIÓN .................................................................................................. III
AGRADECIMIENTOS ........................................................................................... IV
AGRADECIMIENTOS ............................................................................................ V
DEDICATORIA ...................................................................................................... VI
DEDICATORIA ..................................................................................................... VII
CONTENIDO ....................................................................................................... VIII
LISTADO DE GRÁFICOS ................................................................................... XVI
LISTADO DE CUADROS .................................................................................. XXX
LISTA DE FOTOGRAFÍAS ............................................................................. XXXIII
RESUMEN ..................................................................................................... XXXIV
SUMMARY ...................................................................................................... XXXV
PRESENTACIÓN ........................................................................................... XXXVI
CAPÍTULO 1 .......................................................................................................... 1
MARCO TEÓRICO ................................................................................................ 1
1.1 INTRODUCCIÓN .......................................................................................... 1
1.2 REACCIONES REDOX ................................................................................. 1
1.3 CELDAS ELECTROQUÍMICAS .................................................................... 2
1.3.1 CELDAS ELECTROLÍTICAS .................................................................. 3
1.3.2 CELDAS GALVÁNICAS ......................................................................... 6
1.4 LEYES DE FARADAY ................................................................................... 8
1.4.1 PRIMERA LEY DE FARADAY ............................................................... 8
1.4.2 SEGUNDA LEY DE FARADAY .............................................................. 8
1.4.3 TERCERA LEY DE FARADAY. .............................................................. 9
1.5 ELECTROCOAGULACIÓN ......................................................................... 10
1.5.1 GENERALIDADES DE LA ELECTROCOAGULACIÓN ....................... 10
1.5.2 COMPONENTES DEL SISTEMA DE ELECTROCOAGULACIÓN....... 14

IX
1.5.2.1 Factores relevantes en el proceso de electrocoagulación ............ 15
1.5.3 VENTAJAS E INCONVENIENTES DE LA ELECTROCOAGULACIÓN 16
1.5.3.1 Ventajas ......................................................................................... 16
1.5.3.2 Inconvenientes ............................................................................... 18
1.6 APLICACIONES DE LA ELECTROCOAGULACIÓN EN LA ACTUALIDAD 18
CAPÍTULO 2 ........................................................................................................ 20
INDUSTRIA TEXTIL ............................................................................................ 20
2.1 GENERALIDADES ...................................................................................... 20
2.1.1 FIBRAS TEXTILES ............................................................................... 21
2.1.1.1 Materias primas ............................................................................. 21
2.1.1.1.1 Fibras Naturales ..................................................................... 21
2.1.1.1.2 Fibras Sintéticas ..................................................................... 22
2.1.2 PROCESOS TEXTILES ....................................................................... 22
2.1.2.1 Preparación de la fibra ................................................................... 22
2.1.2.1.1 Fibra Natural .......................................................................... 22
2.1.2.1.2 Fibras artificiales .................................................................... 23
2.1.2.2 Hilatura .......................................................................................... 24
2.1.2.2.1 Blanqueo ................................................................................ 24
2.1.2.3 Tinturado ........................................................................................ 25
2.1.2.3.1 Máquinas de Tintura .............................................................. 25
2.1.2.4 Acabado ......................................................................................... 26
2.2 AGENTES QUÍMICOS UTILIZADOS EN EL PROCESO DE TINTURADO DE
LA INDUSTRIA TEXTIL ............................................................................... 26
2.2.1 TIPOS DE COLORANTES Y SU APLICACIÓN ................................... 26
2.2.2 AUXILIARES TEXTILES ...................................................................... 28
2.3 PROBLEMÁTICA AMBIENTAL DE LA INDUSTRIA TEXTIL ....................... 31
2.3.1 GENERACIÓN DE RESIDUOS ............................................................ 31
2.3.2 GENERACIÓN DE EMISIONES ATMOSFÉRICAS ............................. 32
2.3.3 GENERACIÓN DE RUIDO ................................................................... 32
2.3.4 GENERACIÓN DE EFLUENTES LÍQUIDOS ....................................... 33
2.4 IMPACTOS AMBIENTALES DE LA INDUSTRIA TEXTIL: PROCESO DE
TINTURADO ............................................................................................... 33

X
2.4.1 IMPACTO DE LOS PRODUCTOS QUÍMICOS UTILIZADOS .............. 33
2.4.1.1 Colorantes ..................................................................................... 33
2.4.1.2 Encolantes y ensimajes ................................................................. 34
2.4.1.3 Tensoactivos .................................................................................. 34
2.4.1.4 Suavizantes y tipo de acabados .................................................... 34
2.5 CONSECUENCIAS AMBIENTALES DE LOS EFLUENTES DE
TINTORERÍA… ........................................................................................... 34
2.6 INDUSTRIA TEXTIL PROLATEX ................................................................ 36
2.6.1 INFORMACIÓN GENERAL .................................................................. 37
2.6.2 DESCRIPCIÓN DE PROCESOS Y EQUIPOS ..................................... 37
2.6.3 GENERACIÓN DE EFLUENTES LÍQUIDOS ....................................... 39
2.6.4 MEDIDAS DE MITIGACIÓN ................................................................. 41
CAPÍTULO 3 ........................................................................................................ 42
DESCRIPCIÓN DEL EQUIPO DE ELECTROCOAGULACIÓN .......................... 42
3.1 DISEÑO DEL REACTOR ............................................................................ 43
3.1.1 CUERPO DEL REACTOR .................................................................... 43
3.1.2 SISTEMA DE CONTROL AUTOMÁTICO ............................................ 47
3.2 FUNCIONAMIENTO DEL SISTEMA DE ELECTROCOAGULACIÓN ......... 49
CAPÍTULO 4 ........................................................................................................ 50
METODOLOGÍA .................................................................................................. 50
4.1 ENSAYOS DE DESCONTAMINACIÓN DE AGUAS DE LA INDUSTRIAL
TEXTIL MEDIANTE EL PROCESO DE ELECTROCOAGULACIÓN ........... 51
4.1.1 OBJETIVOS ......................................................................................... 51
4.1.2 EQUIPOS, MATERIALES Y REACTIVOS ........................................... 51
4.1.2.1 Equipos .......................................................................................... 51
4.1.2.2 Materiales ...................................................................................... 52
4.1.2.3 Reactivos ....................................................................................... 53
4.1.3 VARIABLES ESTUDIADAS .................................................................. 54
4.1.4 PARÁMETROS FÍSICO-QUÍMICOS .................................................... 54
4.1.5 CONDICIONES TÉCNICAS DEL PROCESO DE ELECTRO-
COAGULACIÓN ................................................................................... 55

XI
4.1.6 MUESTREO DE AGUA RESIDUAL EN LA INDUSTRIA PROLATEX .. 56
4.1.7 PROCEDIMIENTO DE LOS ENSAYOS DE DESCONTAMINACIÓN
DEL AGUA RESIDUAL DE LA INDUSTRIA TEXTIL ............................ 57
4.1.7.1 Procedimiento inicial ...................................................................... 57
4.1.7.2 Procedimiento para el tratamiento de las aguas residuales en el
reactor de electrocoagulación ........................................................ 58
4.1.7.3 Procedimiento final ........................................................................ 58
4.1.8 PROCEDIMIENTO PARA LA DETERMINACIÓN DE LOS TIEMPOS
DE RESIDENCIA A DIFERENTES FLUJOS EN EL REACTOR DE
ELECTROCOAGULACIÓN. ................................................................. 59
4.1.8.1 Equipo, materiales y reactivos ....................................................... 59
4.1.8.2 Procedimiento ................................................................................ 59
4.2 ENSAYOS DE OPTIMIZACIÓN PARA EL TRATAMIENTO DE AGUAS DE
LA INDUSTRIA TEXTIL ............................................................................... 61
4.2.1 DESCRIPCIÓN DE LOS ENSAYOS .................................................... 62
4.2.1.1 Ensayo con diez celdas electroquímicas, con ánodo de hierro,
caudal de 7.2 L/h a 4, 8 y 16 A (ENSAYO 1). ............................... 62
4.2.1.2 Ensayo con diez celdas electroquímicas, con ánodo de aluminio,
caudal de 7.2 L/h a 4, 8 y 16 A (ENSAYO 2). ............................... 62
4.2.1.3 Ensayo con 10 celdas electroquímicas, con ánodo de hierro a 8
amperios, variando el flujo a 18, 36 y 72 L/h (ENSAYO 3). ......... 63
4.2.1.4 Ensayo con 20 celdas electroquímicas, con ánodo de hierro a 8 A y
con flujos de 114, 216 y 288 L/h (ENSAYO 4). ............................ 63
CAPÍTULO 5 ........................................................................................................ 64
ANÁLISIS DE RESULTADOS ............................................................................. 64
5.1 RESULTADOS DE LOS ANÁLISIS FÍSICO-QUÍMICOS DE AGUAS
RESIDUALES DE LA INDUSTRIA TEXTIL, TRATADAS POR EL PROCESO
DE ELECTROCOAGULACIÓN ................................................................... 64
5.2 ESTUDIO DEL EFECTO DEL PROCESO DE ELECTROCOAGULACIÓN
SOBRE LOS CONTAMINANTES PRESENTES EN LAS AGUAS
RESIDUALES DE LA INDUSTRIA TEXTIL ................................................. 65

XII
5.2.1 INFLUENCIA DE LA INTENSIDAD DE CORRIENTE DE LA CELDA
ELECTROQUÍMICA CON ÁNODO DE HIERRO A 4, 8 Y 16
AMPERIOS Y A DIFERENTES TIEMPOS DEL PROCESO DE
ELECTROCOAGULACIÓN EN LA REMOCIÓN DE LOS
CONTAMINANTES DEL AGUA RESIDUAL DE LA INDUSTRIA
TEXTIL A UN CAUDAL FIJO DE 7.2 L/h (ENSAYO E1) ...................... 66
5.2.2 INFLUENCIA DE LA INTENSIDAD DE CORRIENTE DE LA CELDA
ELECTROQUÍMICA CON ÁNODO DE ALUMINIO A 4, 8 Y 16
AMPERIOS Y A DIFERENTES TIEMPOS DEL PROCESO DE
ELECTROCOAGULACIÓN EN LA REMOCIÓN DE LOS
CONTAMINANTES DEL AGUA RESIDUAL DE LA INDUSTRIA
TEXTIL A UN CAUDAL FIJO DE 7.2 L/h (ENSAYO E2) ...................... 76
5.2.2.1 Análisis de los ensayos E1 y E2 para determinar el amperaje y el
tipo de electrodo de sacrificio óptimo para el tratamiento de agua
contaminada de la industria textil. .................................................. 86
5.2.3 INFLUENCIA DEL FLUJO DE ALIMENTACIÓN AL REACTOR DE
ELECTROCOAGULACIÓN DE 10 CELDAS ELECTROQUÍMICAS
CON ÁNODO DE HIERRO A 8 AMPERIOS Y A DIFERENTES
TIEMPOS DEL PROCESO DE ELECTROCOAGULACIÓN, EN LA
REMOCIÓN DE LOS CONTAMINANTES DEL AGUA RESIDUAL DE
LA INDUSTRIA TEXTIL. (ENSAYO E3). Los flujos de alimentación al
reactor de electrocoagulación que se establecieron fueron 18 L/h, 36
L/h y 72 L/h. ........................................................................................ 106
5.2.4 INFLUENCIA DEL FLUJO DE ALIMENTACIÓN AL REACTOR DE
ELECTROCOAGULACIÓN DE 20 CELDAS ELECTROQUÍMICAS
CON ÁNODO DE HIERRO A 8 AMPERIOS Y A DIFERENTES
TIEMPOS DEL PROCESO DE REMOCIÓN DE LOS
CONTAMINANTES DEL AGUA RESIDUAL DE LA INDUSTRIA
TEXTIL. (ENSAYO E4). Los flujos de alimentación al reactor de
electrocoagulación que se establecieron fueron 144 L/h, 216 L/h y 288
L/h. ..................................................................................................... 115

XIII
CAPÍTULO 6 ...................................................................................................... 126
DIMENSIONAMIENTO DEL SISTEMA DE ELECTROCOAGULACIÓN PARA EL
TRATAMIENTO DE AGUAS DE LA INDUSTRIA TEXTIL ................................ 126
6.1 DIMENSIONAMIENTO ............................................................................. 126
6.1.1 TANQUE DE HOMOGENIZACIÓN .................................................... 128
6.1.2 DIMENSIONAMIENTO DEL REACTOR DE
ELECTROCOAGULACIÓN ................................................................ 131
6.1.2.1 Cálculo del volumen del reactor de tipo flujo pistón ..................... 131
6.1.2.2 Dimensionamiento de los electrodos y del reactor de
electrocoagulación. ...................................................................... 138
6.1.2.3 Cálculo del número de compartimentos. ...................................... 142
6.1.3 FILTRO DE ARENA ........................................................................... 144
6.1.4 LECHO DE SECADO DE LODOS ...................................................... 150
6.1.5 RECOLECCIÓN DE LODOS FLOTANTES ........................................ 152
6.2 ESTIMACIÓN ECONÓMICA DEL PROCESO DE ELECTRO-
COAGULACIÓN........................................................................................ 153
6.2.1 COSTOS DE INVERSIÓN .................................................................. 153
6.2.1.1 Costo del reactor de electrocoagulación ...................................... 153
6.2.1.2 Costo de las unidades complementarias del proceso de
electrocoagulación ....................................................................... 155
6.2.1.3 Inversión total .............................................................................. 155
6.2.2 COSTO DE OPERACIÓN .................................................................. 155
6.2.2.1 Costo del consumo eléctrico ........................................................ 155
6.2.2.2 Costo de mano de obra ............................................................... 156
6.2.2.3 Costo total de operación .............................................................. 156
6.3 TIEMPO DE USO DE LOS ELECTRODOS ............................................... 157
CAPÍTULO 7 ...................................................................................................... 159
CONCLUSIONES Y RECOMENDACIONES ..................................................... 159
7.1 CONCLUSIONES ..................................................................................... 159
7.2 RECOMENDACIONES ............................................................................. 160

XIV
REFERENCIAS BIBLIOGRÁFICAS .................................................................. 161
ANEXOS ............................................................................................................ 164
ANEXO Nº 1 ....................................................................................................... 165
DIAGRAMA DE FLUJO DE LOS PROCESOS DE LA INDUSTRIA PROLATEX 165
ANEXO Nº 2 ....................................................................................................... 167
PRODUCTOS QUÍMICOS UTILIZADOS POR LA INDUSTRIA PROLATEX ..... 167
ANEXO Nº 3 ....................................................................................................... 169
PROCEDIMIENTOS OPERACIONALES ESTABLECIDOS POR EL
LABORATORIO DE ANÁLISIS DE AGUAS Y MICROBIOLOGÍA ..................... 169
ANEXO Nº 4 ....................................................................................................... 197
REGISTRO DE MUESTREO ............................................................................. 197
ANEXO Nº 5 ....................................................................................................... 198
RESULTADOS DE LOS ANÁLISIS DE LOS PARÁMETROS FÍSICO-QUÍMICOS
CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN
DEL AGUA DE LA INDUSTRIA TEXTIL ............................................................ 198
ANEXO Nº 6 ....................................................................................................... 211
PORCENTAJES DE REMOCIÓN DE CONTAMINANTES DE LOS ANÁLISIS DE
LOS PARÁMETROS FÍSICO-QUÍMICOS CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN DE LA MUESTRA DE AGUA DE LA
INDUSTRIA TEXTIL ENSAYO 1 ........................................................................ 211
ANEXO Nº 7 ....................................................................................................... 215
PORCENTAJES DE REMOCIÓN DE CONTAMINANTES DE LOS ANÁLISIS DE
LOS PARÁMETROS FÍSICO-QUÍMICOS CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN DE LA MUESTRA DE AGUA DE LA
INDUSTRIA TEXTIL ENSAYO 2 ........................................................................ 215
ANEXO Nº 8 ....................................................................................................... 219
PORCENTAJES DE REMOCIÓN DE CONTAMINANTES DE LOS ANÁLISIS DE
LOS PARÁMETROS FÍSICO-QUÍMICOS CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN DE LA MUESTRA DE AGUA DE LA
INDUSTRIA TEXTIL ENSAYO 3 ........................................................................ 219

XV
ANEXO Nº 9 ....................................................................................................... 223
PORCENTAJES DE REMOCIÓN DE CONTAMINANTES DE LOS ANÁLISIS DE
LOS PARÁMETROS FÍSICO-QUÍMICOS CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN DE LA MUESTRA DE AGUA DE LA
INDUSTRIA TEXTIL ENSAYO 4 ........................................................................ 223
ANEXO Nº 10 ..................................................................................................... 227
DIMENSIONAMIENTO DEL REACTOR DE ELECTROCOAGULACIÓN .......... 227
ANEXO Nº 11 ..................................................................................................... 229
DIMENSIONAMIENTO DEL FILTRO DE ARENA .............................................. 229
ANEXO Nº 12 ..................................................................................................... 231
DIMENSIONAMIENTO DEL LECHO DE SECADO ........................................... 231
ANEXO Nº 13 ..................................................................................................... 233
LÍMITES PERMISIBLES DE DESCARGA A ALCANTARILLADO PARA
INDUSTRIA TEXTIL ........................................................................................... 233
ANEXO Nº14 ...................................................................................................... 236
DETERMINACIÓN DEL ORDEN Y CONSTANTE DE LA REACCIÓN PARA EL
REACTOR DE ELECTROCOAGULACIÓN TIPO FLUJO PISTÓN .................... 236

XVI
LISTADO DE GRÁFICOS
GRÁFICO 1-1: CLASIFICACIÓN DE LAS CELDAS ELECTROQUÍMICAS ........... 3
GRÁFICO 1-2: PARTES DE UNA CELDA ELECTROLÍTICA ................................ 4
GRÁFICO 1-3: PARTES DE UNA CELDA GALVÁNICA ........................................ 7
GRÁFICO 1-4: CELDA GALVÁNICA ..................................................................... 7
GRÁFICO 1-5: PROCESOS INVOLUCRADOS EN UN REACTOR DE
ELECTROCOAGULACIÓN ......................................................... 13
GRÁFICO 2-1: DIAGRAMA DE PROCESOS DE PRODUCCIÓN DE LA
EMPRESA PROLATEX ............................................................... 38
GRÁFICO 2-2: LOCALIZACIÓN DEL PUNTO DE DESCARGA DE EFLUENTES
DE LA INDUSTRIA PROLATEX .................................................. 40
GRÁFICO 3-1: ESQUEMA DE LA UNIDAD DE ELECTROCOAGULACIÓN A
FLUJO PISTÓN, VISTA LATERAL. ............................................. 43
GRÁFICO 3-2: ZONAS DEL REACTOR DE ELECTROCOAGULACIÓN ............ 44
GRÁFICO 3-3: DIAGRAMA DE CONTROL AUTOMÁTICO................................. 48
GRÁFICO 3-4: DIAGRAMA DE FUERZA ELÉCTRICA ....................................... 48
GRÁFICO 4-1: DETERMINACIÓN DEL TIEMPO DE RESIDENCIA DEL
AFLUENTE EN EL REACTOR DE ELECTROCOAGULACIÓN. . 60
GRÁFICO 5-1: PORCENTAJE DE REMOCIÓN DE DQO DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL
TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO
EL ENSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de
corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) ........... 67
GRÁFICO 5-2: PORCENTAJE DE REMOCIÓN DE CALCIO DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL
TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO
EL ENSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de
corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) ........... 67

XVII
GRÁFICO 5-3: PORCENTAJE DE REMOCIÓN DE MAGNESIO DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL
TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO
EL ENSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de
corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) ........... 68
GRÁFICO 5-4: PORCENTAJE DE REMOCIÓN DE TURBIDEZ DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL
TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO
EL ENSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de
corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) .......... 68
GRÁFICO 5-5: PORCENTAJE DE REMOCIÓN DE COLOR DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL
TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO
EL ENSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de
corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) ........... 69
GRÁFICO 5-6: PORCENTAJE DE REMOCIÓN DE SULFATOS DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL
TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO
EL ENSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de
corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) ........... 69
GRÁFICO 5-7: PORCENTAJE DE REMOCIÓN DE FOSFATOS DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL
TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO
EL ENSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de
corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) .......... 70
GRÁFICO 5-8: PORCENTAJE DE REMOCIÓN DE SÓLIDOS TOTALES DEL
AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON
RESPECTO AL TIEMPO DEL PROCESO DE
ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (flujo del
proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A;
ánodo Fe, reactor de 10 celdas) .................................................. 70
GRÁFICO 5-9: PORCENTAJE DE REMOCIÓN DE SÓLIDOS DISUELTOS DEL
AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON

XVIII
RESPECTO AL TIEMPO DEL PROCESO DE
ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (flujo del
proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A;
ánodo Fe, reactor de 10 celdas) .................................................. 71
GRÁFICO 5-10: PORCENTAJE DE REMOCIÓN DE DETERGENTES DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
BAJO EL ENSAYO 1 (flujo del proceso de 7.2 L/h, intensidades
de corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) ..... 71
GRÁFICO 5-11: VARIACIÓN DE [HCO3-1] DEL AGUA CONTAMINADA DE LA
INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1
(flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y
16 A; ánodo Fe, reactor de 10 celdas) ........................................ 72
GRÁFICO 5-12: VARIACIÓN DE [CO3-2] DEL AGUA CONTAMINADA DE LA
INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1
(flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y
16 A; ánodo Fe, reactor de 10 celdas) ........................................ 72
GRÁFICO 5-13: VARIACIÓN DE OXÍGENO DISUELTO DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
BAJO EL ENSAYO 1 (flujo del proceso de 7.2 L/h, intensidades
de corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) ..... 73
GRÁFICO 5-14: VARIACIÓN DEL pH DEL AGUA CONTAMINADA DE LA
INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1
(flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y
16 A; ánodo Fe, reactor de 10 celdas) ........................................ 73
GRÁFICO 5-15: VARIACIÓN DE CONDUCTIVIDAD DEL AGUA CONTAMINADA
DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1

XIX
(flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y
16 A; ánodo Fe, reactor de 10 celdas) ........................................ 74
GRÁFICO 5-16: PORCENTAJE DE REMOCIÓN DE DQO DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades
de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas) ...... 77
GRÁFICO 5-17: PORCENTAJE DE REMOCIÓN DE CALCIO DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades
de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas) ...... 77
GRÁFICO 5-18: PORCENTAJE DE REMOCIÓN DE MAGNESIO DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades
de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas) ...... 78
GRÁFICO 5-19: PORCENTAJE DE REMOCIÓN DE TURBIDEZ DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades
de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas) ...... 78
GRÁFICO 5-20: PORCENTAJE DE REMOCIÓN DE COLOR DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades
de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas) ...... 79
GRÁFICO 5-21: PORCENTAJE DE REMOCIÓN DE SULFATOS DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades
de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas) ...... 79

XX
GRÁFICO 5-22: PORCENTAJE DE REMOCIÓN DE FOSFATOS DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades
de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas) ...... 80
GRÁFICO 5-23: PORCENTAJE DE REMOCIÓN DE SÓLIDOS TOTALES DEL
AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON
RESPECTO AL TIEMPO DEL PROCESO DE
ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (flujo del
proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A;
ánodo Al, reactor de 10 celdas) .................................................. 80
GRÁFICO 5-24: PORCENTAJE DE REMOCIÓN DE SÓLIDOS DISUELTOS DEL
AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON
RESPECTO AL TIEMPO DEL PROCESO DE
ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (flujo del
proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A;
ánodo Al, reactor de 10 celdas) .................................................. 81
GRÁFICO 5-25: PORCENTAJE DE REMOCIÓN DE DETERGENTES DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades
de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas) ...... 81
GRÁFICO 5-26: VARIACIÓN DE [HCO3-1] DEL AGUA CONTAMINADA DE LA
INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2
(flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y
16 A; ánodo Al, reactor de 10 celdas) ......................................... 82
GRÁFICO 5-27: VARIACIÓN DE [CO3-2] DEL AGUA CONTAMINADA DE LA
INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2
(flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y
16 A; ánodo Al, reactor de 10 celdas) ......................................... 82

XXI
GRÁFICO 5-28: VARIACIÓN DE OXÍGENO DISUELTO DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades
de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas) ...... 83
GRÁFICO 5-29: VARIACIÓN DEL pH DEL AGUA CONTAMINADA DE LA
INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2
(flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y
16 A; ánodo Al, reactor de 10 celdas) ......................................... 83
GRÁFICO 5-30: VARIACIÓN DE CONDUCTIVIDAD DEL AGUA CONTAMINADA
DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2
(flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y
16 A; ánodo Al, reactor de 10 celdas) ......................................... 84
GRÁFICO 5-31: PORCENTAJE DE REMOCIÓN DE DQO DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A
DIFERENTES TIEMPOS, BAJO EL ENSAYO 1 Y 2 (flujo del
proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A;
ánodo Fe y Al, reactor de 10 celdas) .......................................... 87
GRÁFICO 5-32: PORCENTAJE DE REMOCIÓN DE CALCIO DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A
DIFERENTES TIEMPOS, BAJO EL ENSAYO 1 Y 2 (flujo del
proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A;
ánodo Fe y Al, reactor de 10 celdas) .......................................... 88
GRÁFICO 5-33: PORCENTAJE DE REMOCIÓN DE MAGNESIO DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A
DIFERENTES TIEMPOS, BAJO EL ENSAYO 1 Y 2 (flujo del
proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A;
ánodo Fe y Al, reactor de 10 celdas) .......................................... 89

XXII
GRÁFICO 5-34: PORCENTAJE DE REMOCIÓN DE TURBIDEZ DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A
DIFERENTES TIEMPOS, BAJO EL ENSAYO 1 Y 2 (flujo del
proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A,
ánodo Fe y Al, reactor de 10 celdas) .......................................... 90
GRÁFICO 5-35: PORCENTAJE DE REMOCIÓN DE COLOR DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A
DIFERENTES TIEMPOS, BAJO EL ENSAYO 2 (flujo del proceso
de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe y
Al, reactor de 10 celdas) ............................................................. 91
GRÁFICO 5-36: PORCENTAJE DE REMOCIÓN DE SULFATOS DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A
DIFERENTES TIEMPOS, BAJO EL ENSAYO 1 Y 2 (flujo del
proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A;
ánodo Fe y Al, reactor de 10 celdas) .......................................... 92
GRÁFICO 5-37: PORCENTAJE DE REMOCIÓN DE FOSFATOS DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A
DIFERENTES TIEMPOS, BAJO EL ENSAYO 1 Y 2 (flujo del
proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A;
ánodo Fe y Al, reactor de 10 celdas) .......................................... 93
GRÁFICO 5-38: PORCENTAJE DE REMOCIÓN DE SÓLIDOS TOTALES DEL
AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON
RESPECTO AL AMPERAJE DEL PROCESO DE
ELECTROCOAGULACIÓN A DIFERENTES TIEMPOS, BAJO EL
ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de
corriente de 4, 8 y 16 A, ánodo Fe y Al, reactor de 10 celdas) ... 94
GRÁFICO 5-39: PORCENTAJE DE REMOCIÓN DE SÓLIDOS DISUELTOS DEL
AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON
RESPECTO AL AMPERAJE DEL PROCESO DE

XXIII
ELECTROCOAGULACIÓN A DIFERENTES TIEMPOS, BAJO EL
ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de
corriente de 4, 8 y 16 A; ánodo Fe y Al, reactor de 10 celdas) ... 95
GRÁFICO 5-40: PORCENTAJE DE REMOCIÓN DE DETERGENTES DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A
DIFERENTES TIEMPOS, BAJO EL ENSAYO 1 Y 2 (flujo del
proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A;
ánodo Fe y Al, reactor de 10 celdas) .......................................... 96
GRÁFICO 5-41: PORCENTAJES DE REMOCIÓN DE DQO DEL AGUA DE LA
INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1
Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 8
A; ánodo Fe y Al, reactor de 10 celdas) ...................................... 99
GRÁFICO 5-42: PORCENTAJES DE REMOCIÓN DE COLOR DEL AGUA DE LA
INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1
Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 8
A; ánodo Fe y Al, reactor de 10 celdas) .................................... 100
GRÁFICO 5-43: PORCENTAJES DE REMOCIÓN DE FOSFATOS DEL AGUA DE
LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1
Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 8
A; ánodo Fe y Al, reactor de 10 celdas) .................................... 100
GRÁFICO 5-44: PORCENTAJES DE REMOCIÓN DE SÓLIDOS DISUELTOS
DEL AGUA DE LA INDUSTRIA TEXTIL CON RESPECTO AL
TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO
EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de
corriente de 8 A; ánodo Fe y Al, reactor de 10 celdas) ............. 101
GRÁFICO 5-45: PORCENTAJES DE REMOCIÓN DE SÓLIDOS TOTALES DEL
AGUA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO
DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL

XXIV
ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de
corriente de 8 A; ánodo Fe y Al, reactor de 10 celdas) ............. 101
GRÁFICO 5-46: PORCENTAJES DE REMOCIÓN DE DETERGENTES DEL
AGUA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO
DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL
ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de
corriente de 8 A; ánodo Fe y Al, reactor de 10 celdas) ............ 102
GRÁFICO 5-47: PORCENTAJES DE REMOCIÓN DE CALCIO DEL AGUA DE LA
INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1
Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 8
A; ánodo Fe y Al, reactor de 10 celdas) .................................... 102
GRÁFICO 5-48: PORCENTAJES DE REMOCIÓN DE MAGNESIO DEL AGUA DE
LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1
Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 8
A; ánodo Fe y Al, reactor de 10 celdas) .................................... 103
GRÁFICO 5-49: PORCENTAJES DE REMOCIÓN DE TURBIDEZ DEL AGUA DE
LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1
Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 8
A; ánodo Fe y Al, reactor de 10 celdas) .................................... 103
GRÁFICO 5-50: PORCENTAJES DE REMOCIÓN DE SULFATOS DEL AGUA DE
LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1
Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 8
A; ánodo Fe y Al, reactor 10 celdas) ......................................... 104
GRÁFICO 5-51: PORCENTAJE DE REMOCIÓN DE DQO DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de
corriente media de 8 A; ánodo Fe, reactor de 10 celdas) ......... 106

XXV
GRÁFICO 5-52: PORCENTAJE DE REMOCIÓN DE COLOR DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de
corriente media de 8 A; ánodo Fe, reactor de 10 celdas) ......... 107
GRÁFICO 5-53: PORCENTAJE DE REMOCIÓN DE SÓLIDOS DISUELTOS DEL
AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON
RESPECTO AL TIEMPO DEL PROCESO DE
ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18,
36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe,
reactor de 10 celdas) ................................................................ 107
GRÁFICO 5-54: PORCENTAJE DE REMOCIÓN DE SÓLIDOS TOTALES DEL
AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON
RESPECTO AL TIEMPO DEL PROCESO DE
ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18,
36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe,
reactor de 10 celdas) ................................................................ 108
GRÁFICO 5-55: PORCENTAJE DE REMOCIÓN DE DETERGENTES DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
BAJO EL ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h,
intensidad de corriente media de 8 A; ánodo Fe, reactor de 10
celdas) ...................................................................................... 108
GRÁFICO 5-56: PORCENTAJE DE REMOCIÓN DE CALCIO DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de
corriente media de 8 A; ánodo Fe, reactor de 10 celdas) ......... 109
GRÁFICO 5-57: PORCENTAJE DE REMOCIÓN DE MAGNESIO DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de
corriente media de 8 A; ánodo Fe, reactor de 10 celdas) ......... 109

XXVI
GRÁFICO 5-58: PORCENTAJE DE REMOCIÓN DE SULFATOS DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de
corriente media de 8 A; ánodo Fe, reactor de 10 celdas) ......... 110
GRÁFICO 5-59: PORCENTAJE DE REMOCIÓN DE FOSFATOS DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de
corriente media de 8 A; ánodo Fe, reactor de 10 celdas) ......... 110
GRÁFICO 5-60: PORCENTAJE DE REMOCIÓN DE TURBIDEZ DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de
corriente media de 8 A; ánodo Fe, reactor de 10 celdas) ......... 111
GRÁFICO 5-61: VARIACIÓN DE [HCO3-1] DEL AGUA CONTAMINADA DE LA
INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del
proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8
A; ánodo Fe, reactor de 10 celdas) ........................................... 111
GRÁFICO 5-62: VARIACIÓN DE [CO3-2] DEL AGUA CONTAMINADA DE LA
INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del
proceso de 18, 36 y 72 L/h, intensidad de corriente óptima de 8
A; ánodo Fe, reactor de 10 celdas) ........................................... 112
GRÁFICO 5-63: VARIACIÓN DE OXÍGENO DISUELTO DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de
corriente media de 8 A; ánodo Fe, reactor de 10 celdas) ......... 112
GRÁFICO 5-64: VARIACIÓN DE pH DEL AGUA CONTAMINADA DE LA
INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del

XXVII
proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8
A; ánodo Fe, reactor de 10 celdas) ........................................... 113
GRÁFICO 5-65: VARIACIÓN DE CONDUCTIVIDAD DEL AGUA CONTAMINADA
DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del
proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8
A; ánodo Fe, reactor de 10 celdas) ........................................... 113
GRÁFICO 5-66: PORCENTAJE DE REMOCIÓN DE DQO DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad
de corriente media de 8 A; ánodo Fe, reactor de 20 celdas) .... 115
GRÁFICO 5-67: PORCENTAJE DE REMOCIÓN DE COLOR DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad
de corriente media de 8 A; ánodo Fe, reactor de 20 celdas) .... 116
GRÁFICO 5-68: PORCENTAJE DE REMOCIÓN DE SÓLIDOS DISUELTOS DEL
AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON
RESPECTO AL TIEMPO DEL PROCESO DE
ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de
144, 216 y 288 L/h, intensidad de corriente media de 8 A; ánodo
Fe, reactor de 20 celdas) .......................................................... 116
GRÁFICO 5-69: PORCENTAJE DE REMOCIÓN DE SÓLIDOS TOTALES DEL
AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON
RESPECTO AL TIEMPO DEL PROCESO DE
ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de
144, 216 y 288 L/h, intensidad de corriente media de 8 A; ánodo
Fe, reactor de 20 celdas) .......................................................... 117
GRÁFICO 5-70: PORCENTAJE DE REMOCIÓN DE DETERGENTES DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
BAJO EL ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h,

XXVIII
intensidad de corriente media de 8 A; ánodo Fe, reactor de 20
celdas) ...................................................................................... 117
GRÁFICO 5-71: PORCENTAJE DE REMOCIÓN DE CALCIO DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad
de corriente media de 8 A; ánodo Fe, reactor de 20 celdas) .... 118
GRÁFICO 5-72: PORCENTAJE DE REMOCIÓN DE MAGNESIO DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad
de corriente media de 8 A; ánodo Fe, reactor de 20 celdas) .... 118
GRÁFICO 5-73: PORCENTAJE DE REMOCIÓN DE SULFATOS DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad
de corriente media de 8 A; ánodo Fe, reactor de 20 celdas) .... 119
GRÁFICO 5-74: PORCENTAJE DE REMOCIÓN DE FOSFATOS DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad
de corriente media de 8 A; ánodo Fe, reactor de 20 celdas) .... 119
GRÁFICO 5-75: PORCENTAJE DE REMOCIÓN DE TURBIDEZ DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad
de corriente media de 8 A; ánodo Fe, reactor 20 celdas) ......... 120
GRÁFICO 5-76: VARIACIÓN DE [HCO3-1] DEL AGUA CONTAMINADA DE LA
INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del
proceso de 144, 216 y 288 L/h, intensidad de corriente media de
8 A; ánodo Fe, reactor 20 celdas) ............................................. 120

XXIX
GRÁFICO 5-77: VARIACIÓN DE [CO3-2] DEL AGUA CONTAMINADA DE LA
INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del
proceso de 144, 216 y 288 L/h, intensidad de corriente media de
8 A; ánodo Fe, reactor de 20 celdas) ........................................ 121
GRÁFICO 5-78: VARIACIÓN DE OXÍGENO DISUELTO DEL AGUA
CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO
AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN,
ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad
de corriente media de 8 A; ánodo Fe, reactor de 20 celdas) .... 121
GRÁFICO 5-79: VARIACIÓN DEL pH DEL AGUA CONTAMINADA DE LA
INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL
PROCESO DE ELCTROCOAGULACIÓN, ENSAYO 4 (flujos del
proceso de 144, 216 y 288 L/h, intensidad de corriente media de
8 A; ánodo Fe, reactor de 20 celdas) ........................................ 122
GRÁFICO 5-80: VARIACIÓN DE CONDUCTIVIDAD DEL AGUA CONTAMINADA
DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del
proceso de 144, 216 y 288 L/h, intensidad de corriente media de
8 A; ánodo Fe, reactor de 20 celdas) ........................................ 122
GRÁFICO 6-1: DIAGRAMA DE UNIDADES PARA LA DESCONTAMINACIÓN DE
AGUAS DE LA INDUSTRIA TEXTIL POR
ELECTROCOAGULACIÓN ....................................................... 127
GRÁFICO 6-2: VARIACIÓN DEL CAUDAL MENSUAL RESPECTO AL CAUDAL
MEDIO ....................................................................................... 129
GRÁFICO 6-3: REACCIÓN DE ORDEN CERO ................................................. 132
GRÁFICO 6-4: REACCIÓN DE PRIMER ORDEN ............................................. 133
GRÁFICO 6-5: REACCIÓN DE SEGUNDO ORDEN ......................................... 133
GRÁFICO 6-6: ESQUEMA DE LOS ELECTRODOS DEL REACTOR DE
ELECTROCOAGULACIÓN ....................................................... 138

XXX
GRÁFICO 6-7: ESQUEMA DE LA DISPOSICIÓN DE LOS ELECTRODOS Y LAS
LÁMINAS DE DIVISIÓN EN EL REACTOR DE
ELECTROCOAGULACIÓN ....................................................... 143
GRÁFICO 6-8: EJEMPLOS VISUALES Y SU EQUIVALENICA AL TAMAÑO DE
LOS FLÓCULOS SEGÚN EL ÍNDICE DE WILLCOMB. ............ 146

XXXI
LISTADO DE CUADROS
CUADRO 2-1: CLASIFICACIÓN Y ORIGEN DE LAS FIBRAS TEXTILES .......... 21
CUADRO 2-2: MAQUINARIA UTILIZADA EN LOS PROCESOS DE TINTURA .. 25
CUADRO 2-3: CLASIFICACIÓN DE LOS COLORANTES................................... 27
CUADRO 2-4: COMPONENTES QUÍMICOS TÍPICOS QUE PUEDEN
ENCONTRARSE EN EL AGUA RESIDUAL Y SUS EFECTOS. .. 36
CUADRO 2-5: INFORMACIÓN GENERAL DE LA INDUSTRIA PROLATEX....... 37
CUADRO 2-6: PROCESO DE PRODUCCIÓN DE LA EMPRESA PROLATEX ... 39
CUADRO 2-7: CONSUMO DE AGUA Y PRODUCCIÓN DE EFLUENTES
LÍQUIDOS DE LA INDUSTRIA PROLATEX ................................. 40
CUADRO 4-1: EQUIPOS UTILIZADOS ............................................................... 51
CUADRO 4-2: MATERIALES DEL LABORATORIO ............................................ 52
CUADRO 4-3: REACTIVOS UTILIZADOS ........................................................... 53
CUADRO 4-4: EQUIPO DE PROTECCIÓN PERSONAL EN EL PROCESO DE
MUESTREO ................................................................................. 56
CUADRO 4-5: MATERIALES EN EL PROCESO DE MUESTREO ...................... 56
CUADRO 4-6: DESCRIPCIÓN DE LOS ENSAYOS Y CONDICIONES DE
OPERACIÓN DEL PROCESO DE ELECTROCOAGULACIÓN. .. 61
CUADRO 5-1: RESULTADOS DE LOS ANÁLISIS FÍSICO-QUÍMICOS DEl
EFLUENTE DE LA INDUSTRIA TEXTIL. ..................................... 64
CUADRO 5-2: VALORES MÁXIMOS DE REMOCIÓN DE LOS
CONTAMINANTES DEL AGUA RESIDUAL DE LA INDUSTRIA
TEXTIL, BAJO EL ENSAYO E1. (Flujo del proceso 7.2L/h,
intensidad de corriente de 4, 8 y 16 a; ánodo de Fe; reactor de 10
celdas) .......................................................................................... 75
CUADRO 5-3: VALORES MÁXIMOS DE REMOCIÓN DE LOS
CONTAMINANTES DEL AGUA RESIDUAL DE LA INDUSTRIA
TEXTIL, BAJO EL ENSAYO E2. (Flujo del proceso 7.2L/h,
intensidad de corriente de 4, 8 y 16 A; ánodo de Al; reactor de 10
celdas) .......................................................................................... 85

XXXII
CUADRO 5-4: INTENSIDADES DE CORRIENTE DE LA CELDA
ELECTROQUÍMICA PARA LA OBTENCIÓN DE LA MÁXIMA
REMOCIÓN DE LOS CONTAMINANTES DEL AGUA RESIDUAL
DE LA INDUSTRIA TEXTIL, BAJO LOS ENSAYOS 1 Y 2. (Flujo
del proceso 7.2L/h, intensidad de corriente de 4, 8 y 16 a; ánodo de
Fe y Al; reactor de 10 celdas) ....................................................... 98
CUADRO 5-5: TIEMPOS DEL PROCESO DE ELECTROCOAGULACIÓN
NECESARIOS PARA LA OBTENCIÓN DE PORCENTAJES DE
REMOCIÓN ASINTÓTICOS DE LOS CONTAMINANTES
PRESENTES EN LAS AGUAS DE LA INDUSTRIA TEXTIL, BAJO
LOS ENSAYOS 1 y 2. (Flujo del proceso 7.2L/h, intensidad de
corriente de 8 A; ánodo de Fe y Al; reactor de 10 celdas). ......... 105
CUADRO 5-6: PARÁMETROS ÓPTIMOS DE OPERACIÓN DEL REACTOR DE
ELECTROCOAGULACIÓN DE 20 CELDAS ELECTROQUÍMICAS
PARA EL PROCESO DE DESCONTAMINACIÓN DE LAS AGUAS
CONTAMINADAS DE LA INDUSTRIA TEXTIL PROLATEX. ..... 124
CUADRO 5-7: PORCENTAJES DE REMOCIÓN DE CONTAMINANTES EN LAS
MEJORES CONDICIONES TÉCNICAS. .................................... 125
CUADRO 6-1: DATOS DE CAUDAL FACTURADO POR LA EMPRESA
PROLATEX ................................................................................ 128
CUADRO 6-2: FRECUENCIA DE OPERACIÓN DEL REACTOR DE
ELECTROCOAGULACIÓN CONSIDERANDO EL VOLUMEN
MEDIO DESCARGADO POR LA PLANTA Y EL VOLUMEN A
TRATARSE POR EL SISTEMA DE ELECTROCOAGULACIÓN.130
CUADRO 6-3: RESULTADO DEL CÁLCULO DEL ORDEN DE LA REACCIÓN
DEL PROCESO DE ELECTROCOAGULACIÓN........................ 132
CUADRO 6-4: DATOS PARA LA COMPROBACIÓN DEL ORDEN DE LA
REACCIÓN UTILIZANDO EL MÉTODO DIFERENCIAL. ........... 134
CUADRO 6-5: VALORES DEL ORDEN DE LA REACCIÓN ENCONTRADOS EN
LOS ENSAYOS E3 Y E4 UTILIZANDO LA REPRESENTACIÓN
GRÁFICA Y EL MÉTODO DIFERENCIAL. ................................. 135
CUADRO 6-6: VALORES DE LA VELOCIDAD DE LA REACCIÓN (k) PARA LOS
ENSAYOS E3 Y E4 CON ÓRDEN DE REACCIÓN 2. ................ 136

XXXIII
CUADRO 6-7: PROCESO DE ITERACIONES ................................................... 140
CUADRO 6-8: DIMENSIONES DE LOS ELECTRODOS ................................... 141
CUADRO 6-9: DIMENSIONES DEL REACTOR DE
ELECTROCOAGULACIÓN……………….………………………..142
CUADRO 6-10: PARTES DEL FILTRO DE ARENA .......................................... 148
CUADRO 6-11: PORCENTAJE EN VOLUMEN DE LODO GENERADO EN LOS
ENSAYOS E3 Y E4. ................................................................. 150
CUADRO 6-12: CONFORMACIÓN DEL LECHO DE SECADO ......................... 152
CUADRO 6-13: ÁREA DEL REACTOR ELECTROCOAGULACIÓN,
ELECTRODOS Y PLACAS. ...................................................... 153
CUADRO 6-14: COSTO DE LAS PLANCHAS DE HIERRO, ALUMINIO Y
POLIMETACRILATO ................................................................ 154

XXXIV
LISTADO DE FOTOGRAFÍAS
FOTOGRAFÍA 3-1: REACTOR DE 10 CELDAS .................................................. 44
FOTOGRAFÍA 3-2: REACTOR DE 20 CELDAS .................................................. 45
FOTOGRAFÍA 3-3: ELECTRODO DE ALUMINIO ............................................... 46
FOTOGRAFÍA 3-4: ELECTRODO DE HIERRO ................................................... 46
FOTOGRAFÍA 3-5: PLETINAS DEL REACTOR DE 10 y 20 CELDAS ................ 47

XXXV
RESUMEN
La presente tesis se realizó con el objeto de estudiar las variables relevantes de
funcionamiento del sistema de electrocoagulación, determinar los valores óptimos
de los parámetros de operación y presentar el diseño de un prototipo de reactor
de electrocoagulación a nivel de laboratorio, con el fin de tratar efluentes de la
industria textil.
Se realizó ensayos de optimización en el reactor de electrocoagulación, que
dispone el Laboratorio de Aguas y Microbiología, el mismo que es de flujo pistón,
formado por compartimientos de reacción que contienen como electrodos hierro y
aluminio conectados a una fuente de poder de corriente continua que es
controlada por un sistema eléctrico. Mediante los ensayos y el análisis de
parámetros físico-químicos se determinaron los valores óptimos de las variables
estudiadas: intensidad de la corriente, tipo de electrodo, caudal y número de
celdas.
Los resultados de los parámetros físico-químicos: pH, DQO, color, sólidos
disueltos, sólidos totales, detergentes, [HCO3-1] y [CO3
-2] (Alcalinidad), [Ca+2] y
[Mg+2](Dureza), oxígeno disuelto (OD), sulfatos, fosfatos, turbidez, conductividad;
presentan porcentajes de remoción superiores al 70% en las condiciones de
operación del equipo que son las siguientes: intensidad de 8A, Voltaje de 3.8 V,
20 celdas electroquímicas, caudal de 216 L/h y utilizando como electrodo de
sacrificio hierro.
Sin embargo, se debería contemplar en futuros proyectos un estudio integral
sobre caracterización de lodos generados por electrocoagulación a fin de
conseguir un proceso de tratamiento más eficiente.
PALABRAS CLAVES : electrocoagulación, intensidad de corriente, electrodo de
sacrificio, celda electroquímica, parámetros físico-químicos, porcentaje de
remoción

XXXVI
SUMMARY
The present thesis was done with the purpose of study the relevant variable of the
electrocogulation system for determining the optimal values of operating
parameters and to present the design of prototype electrocoagulation´s reactor at
laboratory level to treat textile effluents.
Optimization’s assays were done in the electrocogulation reactor, existing in the
“Aguas y Microbiología” Laboratory. This reactor is the piston flow, which is formed
by reaction compartment that contain iron an aluminum as electrodes connected
to a continuous power source which is controlled by an electrical system. Through
this study and analysis of physic-chemical parameters were sought to determinate
the optimal values of the different variables, such as: current, electrode´s type,
flowed, number of cells.
The results of the physic-chemical parameters: pH, DQO, color, dissolved solids,
total solids, detergents, [HCO3-1] y [CO3
-2] (Alkalinity), [Ca+2] y [Mg+2](Hardness),
dissolved oxygen (DO), sulfates, phosphates, turbidity, conductivity; showing
removal percentages higher than 70% in the following operating equipment
conditions: current 8A, voltage 3.8 V, 20 electrolytic cells, 216 L/h flow and using
as sacrificial electrode iron.
However, it should consider in future projects an integrate study about
characterization of sludge generated by electrocoagulation to achieve a more
efficient treatment process.
KEY WORDS: electrocoagulation, current, sacrificial electrode, electrolytic cells,
physic-chemical parameters, removal percentages.

XXXVII
PRESENTACIÓN
En los últimos años ha existido una grave contaminación del agua disponible
debido a los productos químicos utilizados en las diferentes industrias. La
industria textil tiene en ello un aporte relevante ya que genera grandes volúmenes
de aguas residuales contaminadas. Debido a sus características, estos químicos
muestran gran persistencia en el ambiente.
Distintos tratamientos y combinaciones de éstos se han propuesto en la literatura
para el tratamiento de aguas residuales de la industria textil, entre los más usados
se encuentran: coagulación química, tratamiento biológico, adsorción con carbón
activado, ultrafiltración, entre otros. Sin embargo, estos tratamientos presentan
inconvenientes relacionados con la utilización de químicos y espacio físico para la
instalación de plantas de tratamiento.
En particular, en el Distrito Metropolitano de Quito las descargas de efluentes
contaminados de la industria textil no reciben tratamiento o su tratamiento no es el
adecuado provocando que las descargas sobrepasen los límites permitidos
establecidos en la ordenanza 213.
La aplicación del método de electrocoagulación presenta una alternativa viable de
tratamiento de este tipo de agua, que puede ser aplicada en un futuro cercano.
Este método presenta ventajas como alta eficiencia para remover partículas, es
un método simple, no requiere ninguna adición de productos químicos,
posibilidad de automatización y bajo costo de operación y mantenimiento.
Por esta razón, la finalidad del presente proyecto es estudiar las variables
relevantes de funcionamiento del sistema de electrocoagulación aplicado a aguas
de la industria textil.

XXXVIII
El proceso de descontaminación utilizando electrocoagulación se aplicará a
efluentes de la industria textil de la Empresa Prolatex. A continuación, se detalla el
contenido de cada capítulo del presente estudio.
Capítulo 1: contiene el marco teórico que fundamenta el presente estudio,
proporcionando conceptos específicos a cerca de las reacciones redox, celdas
electroquímicas, leyes y ecuaciones de Faraday. Además, presenta
generalidades y aplicaciones de la electrocoagulación en la actualidad.
Capítulo 2: presenta información general sobre la industria textil, procesos de
fabricación, agentes químicos utilizados en el proceso de tinturado, se describe en
forma general la problemática ambiental de la industrial textil y contiene
información específica sobre la industria Prolatex.
Capítulo 3: muestra la descripción del equipo de electrocoagulación utilizado para
el desarrollo de la fase experimental del presente estudio, también se describe el
funcionamiento del sistema de electrocoagulación.
Capítulo 4: expone la metodología para la realización de los ensayos de
descontaminación de aguas de la industria textil mediante un sistema de
electrocoagulación. Presenta equipos, materiales, reactivos utilizados, variables
estudiadas, parámetros físico- químicos a analizar y el procedimiento de los
ensayos de descontaminación. Para cada ensayo se presenta los parámetros de
medición y las condiciones técnicas específicas.
Capítulo 5: muestra los resultados y análisis de los ensayos de descontaminación
de aguas residuales de la industria textil Prolatex, tratadas por el proceso de
electrocoagulación.

XXXIX
Capítulo 6: presenta el dimensionamiento del sistema de electrocoagulación para
el tratamiento de aguas de la industria textil, para lo cual se obtiene el orden de la
reacción del proceso de electrocoagulación.
Se dimensiona unidades complementarias al sistema de electrocoagulación
como: tanque de homogenización, filtro de arena y lecho de secado. Además, se
realiza una estimación económica del proceso de electrocoagulación.
Capítulo 7: presenta las conclusiones y recomendaciones identificadas durante el
desarrollo del presente estudio.

1
1. CAPÍTULO 1
MARCO TEÓRICO
1.1 INTRODUCCIÓN
El fundamento de este proyecto se encuentra establecido en el Marco Teórico de
este capítulo, en el cual se presenta conceptos específicos a cerca de las
reacciones redox, celdas electroquímicas, leyes y ecuaciones de Faraday, que
permitan explicar las bases del funcionamiento de la electrocoagulación.
Los conceptos establecen la estrecha relación existente entre las reacciones
físico-químicas dentro de un sistema de electrocoagulación, siendo la base
necesaria para el desarrollo del presente proyecto.
1.2 REACCIONES REDOX (1), (2), (3), (4), (9)
Las reacciones redox o también llamadas reacciones de óxido reducción son
aquellas en las que se transfieren uno o más electrones.
Las reacciones redox están formadas por dos semireacciones, de manera que un
proceso de oxidación se da simultáneamente con otro de reducción.
Oxidación
Se refiere a la media reacción donde un átomo o un grupo de átomos pierden
electrones (e-). En este caso, el número de oxidación de la especie que se oxida
tiende a aumentar.
Reducción
Se refiere a la media reacción donde un átomo o un grupo de átomos ganan
electrones (e-). En este caso el número de oxidación de la especie que reduce
disminuye.

2
El número de oxidación también llamado estado de oxidación es el número de
electrones que ha ganado, perdido o compartido un elemento. El número de
oxidación se asigna a cada tipo de átomo de un compuesto o ión, o a un
elemento, empleando un conjunto de reglas.
En una reacción redox siempre habrá una sustancia que se oxida (pierde e-) para
que otra pueda reducirse (ganar e-), es decir, habrá un agente reductor y un
agente oxidante.
Agente Oxidante
Es la especie química que en un proceso redox acepta electrones y, por tanto, se
reduce en dicho proceso (disminuye su número de oxidación).
Agente Reductor
Es la especie química que en un proceso redox pierde electrones y, por tanto, se
oxida en dicho proceso (aumenta su número de oxidación).
Las reacciones de oxidación y de reducción son semireacciones, que al
combinarlas se obtiene la reacción redox, donde el número de electrones que
pierde un agente reductor debe ser igual al número de electrones ganados por un
agente oxidante.
1.3 CELDAS ELECTROQUÍMICAS (5), (8)
Una celda electroquímica es un dispositivo que permite generar electricidad
mediante una reacción redox espontánea en donde la sustancia oxidante está
separada de la reductora.
En una celda el agente reductor pierde electrones por tanto se oxida. El electrodo
en donde se verifica la oxidación se llama ánodo. En el otro electrodo, la
sustancia oxidante gana electrones y por tanto se reduce. El electrodo en el que
se verifica la reducción se llama cátodo.
La corriente eléctrica fluye del ánodo al cátodo porque hay una diferencia de
energía potencial entre los electrodos. La diferencia de potencial eléctrico entre el

3
ánodo y el cátodo se mide en forma experimental con un voltímetro, donde la
lectura es el voltaje de la celda.
Las celdas electroquímicas se clasifican en: celdas electrolíticas y celdas
galvánicas como se presenta en el siguiente gráfico:
GRÁFICO 1-1: CLASIFICACIÓN DE LAS CELDAS ELECTROQUÍ MICAS
Fuente: Cerón, María., 2004
1.3.1 CELDAS ELECTROLÍTICAS (6), (7), (8), (9)
Las celdas electrolíticas son celdas electroquímicas donde ocurren reacciones no
espontáneas, es decir las reacciones ocurren en presencia de un agente externo,
por ejemplo, si se aplica voltajes eléctricos. Este proceso se denomina electrólisis.
Las celdas electroquímicas constan de un recipiente para el material de reacción,
dos electrodos sumergidos dentro de dicho material y conectados a una fuente de
corriente continua.
El recipiente en el que se realiza el proceso recibe el nombre de celda
electroquímica.

4
Una celda electroquímica está compuesta por dos electrodos de un material
conductor sólido, generalmente un metal; uno se llama cátodo y en él tiene lugar
la reducción, el otro se llama ánodo y en él tiene lugar la oxidación. El cátodo se
conecta al polo negativo de una fuente de corriente continua y el ánodo al polo
positivo. Los dos electrodos se sumergen en el electrolito que es un conductor
iónico, generalmente una disolución acuosa de iones o una sal fundida.
Las partes de una celda electrolítica se exponen en el gráfico 1-2
GRÁFICO 1-2: PARTES DE UNA CELDA ELECTROLÍTICA
Fuente: Cañizares, P., 2004
A continuación se describe el proceso de electrólisis que se lleva a cabo en una
celda electrolítica:
• La energía eléctrica se traslada desde la fuente externa de corriente
directa hacia los respectivos electrodos.
• La corriente eléctrica que pasa a través de la solución electrolítica
ocasiona que los cationes disueltos se dirijan hacia el cátodo (polo
negativo) y los aniones se dirijan hacia el ánodo (polo positivo).

5
• La reducción ocurre en el cátodo, con la ganancia de electrones y la
oxidación ocurre en el ánodo con la pérdida de electrones; dando como
resultado la reacción global redox.
Dado que la reacción redox es el resultado de las reacciones en las celdas
electrolíticas, ocurre solamente una de las tres reacciones que se presentan a
continuación:
• La del electrodo
Si el electrodo es inerte (Pt(S), grafito), la reacción no ocurre
• La del ión que rodea el electrodo
Si el ión es −3NO o −2
4SO , no se genera la reacción, dado que estos iones son
inertes.
• La del electrolito.
Si el agua es acidificada, la reacción de oxidación y reducción se produce
Existen diversas aplicaciones de la celda electrolítica, a continuación se detallan
algunas.
• El cloro y el álcali son producidos por la electrólisis a gran escala de
salmuera.
• Otros productos químicos producidos incluyen hidrógeno y oxígeno (por
la electrólisis de agua), cloratos, peroxisulfato, y permanganato.
• Las superficies de metal también pueden electrolíticamente ser
oxidadas (anodizado) para formar estratos protectores de óxido. Esta
técnica de acabado de superficie es más ampliamente usada para
aluminio pero sirve también para titanio, cobre y acero.
• Los metales pueden ser purificados por electrorefinación. Así, el metal
impuro es utilizado como el ánodo, el cual se disuelve durante la
electrólisis. El metal es depositado, en forma más pura, en el cátodo. El

6
cobre, el níquel, el cobalto, el plomo y el estaño son todos purificados
por esta técnica.
• Las celdas electroquímicas también pueden usarse para purificar
corrientes residuales, por ejemplo, por la deposición y recuperación
catódica de metales y la oxidación de contaminantes orgánicos.
1.3.2 CELDAS GALVÁNICAS (7), (8), (10)
Las celdas galvánicas se las conoce también con el nombre de pila galvánica,
batería, fuente de corriente eléctrica o acumuladores. Son celdas electroquímicas
en las cuales las reacciones espontáneas de oxi-reducción producen energía
eléctrica. Las dos soluciones que intervienen en la reacción de oxi-reducción, se
encuentran separadas, por lo que la transferencia de electrones debe efectuarse
a través de un circuito externo o puente.
Una celda galvánica se diferencia de una celda electrolítica en que los procesos
de reducción y de oxidación deben separarse para evitar la reacción directa. Las
disoluciones se unen mediante un puente salino que contiene una disolución
conductora como KNO3(aq) o Na2SO4(aq) y que permite cerrar el circuito
eléctrico. Además en las celdas galvánicas, el cátodo es positivo y el ánodo es
negativo.
La celda galvánica está formada por: (gráfico 1-3)
• Recipiente que contiene la solución
• Ánodo (-): Oxidación
• Cátodo (+): Reducción
• Puente salino o tapón poroso: flujo de iones

7
GRÁFICO 1-3: PARTES DE UNA CELDA GALVÁNICA
Fuente: Fuente: Cerón, María., 2004
En la solución se sumerge un vaso poroso que contiene una solución de sulfato
de zinc, dentro de la cual contiene una lámina limpia de zinc.
Cuando el circuito se cierra usando conductores metálicos se observa un flujo de
corriente desde la lámina de zinc hacia la de cobre. En la superficie de la lámina
de zinc (ánodo) y en la lámina de cobre se realiza la reducción (cátodo). Lo
anteriormente descrito se presenta en el gráfico 1-4.
GRÁFICO 1-4: CELDA GALVÁNICA
Fuente: Cerón, María., 2004

8
1.4 LEYES DE FARADAY (13), (14), (15)
La electrocoagulación es generada a través del fenómeno llamado “electrólisis”, a
continuación se explica con mayor detalle dicho fenómeno.
El fenómeno de la electrólisis fue descubierto en 1820 por el físico y químico
inglés Michael Faraday, quien realizó estudios cuantitativos referentes a la
cantidad de electricidad que pasa por una solución. El resultado de sus
investigaciones los enunció en las leyes que llevan su nombre.
La electrólisis consiste en la descomposición producida por medio de la corriente
eléctrica dando como productos sustancias ionizadas denominadas electrolitos.
Para que tenga lugar la electrólisis de un compuesto es preciso que éste sea un
ácido, una base o una sal disociable en iones, y que se halle en estado líquido o
en disolución.
Las leyes que describen la electrólisis son:
1.4.1 PRIMERA LEY DE FARADAY
La masa de un elemento liberada en la electrólisis es independiente de la
composición química del electrolito, siempre que el estado de oxidación del
elemento sea el mismo.
1.4.2 SEGUNDA LEY DE FARADAY
La masa de una sustancia liberada en un electrodo, durante un proceso
electrolítico, es directamente proporcional a la cantidad de electricidad que circula
a través de la celda, de acuerdo a la siguiente ecuación:
(1.1)
Donde:
m: masa depositada o liberada
E: equivalente electroquímico que resulta al dividir el equivalente químico o peso
equivalente (Peq) para el valor de la constante de Faraday (F).

9
Q: carga que resulta de multiplicar la intensidad de corriente I (amperios) por el
tiempo t (segundos), transcurrido en el proceso electrolítico (Q= I x t, expresado
en coulomb).
F: constante de Faraday, representa la cantidad de electricidad necesaria para
depositar o desprender un equivalente químico de cualquier sustancia. De tal
forma, 1 mol de electrones se denomina 1 Faraday, que también es expresado en
coulomb.
1F= 96500 coulomb (1.2)
Equivalente químico (equivalente gramo, Eg): valor expresado en gramos que
resulta de dividir la masa molar para el número de electrones involucrados en la
semireacción.
Intensidad de corriente (I): carga que atraviesa la sección de un conductor en la
unidad de tiempo. La unidad es el amperio, A.
1.4.3 TERCERA LEY DE FARADAY.
La masa de los elementos depositados o liberados (Ax) en una celda
electroquímica es directamente proporcional a los pesos equivalentes. Como se
presenta a continuación:
REDUCCIÓNneAx →+ −
nF
QmolesnAx =)(
(1.3)
nF
PmQm Ax
Ax
×=
(1.4)
Donde:
Q: Carga eléctrica total que pasa a través de la solución, expresada en Coulombs
n: Número de electrones
PmAx: Peso molecular

10
nAx: número de moles del elemento químico
mAx: masa del compuesto químico depositado o liberado
Cuando la intensidad de corriente es constante se tiene:
Ψ==== nFA
Adt
nFAdm
dt
nFdn
dt
dQI AxAx
(1.5)
Donde:
)( 12 −− ××=Ψ scmmoles
Adt
dnAx
(1.6)
De lo anteriormente expuesto, se concluye que la intensidad de corriente es
proporcional al área del electrodo y la cantidad de elemento depositado o liberado
por 1 Faraday, que se conoce como equivalente electroquímico.
1.5 ELECTROCOAGULACIÓN
1.5.1 GENERALIDADES DE LA ELECTROCOAGULACIÓN (11), (12), (15), (16) (21)
Se puede definir a la electrocoagulación (coagulación asistida electro-
químicamente) como un proceso electroquímico, mediante el cual se produce la
desestabilización de los contaminantes suspendidos, emulsionados o disueltos de
un agua residual.
Durante la electrólisis ocurren una serie de procesos físicos y químicos que
permiten la remoción de los contaminantes. Estos procesos se describen a
continuación: el proceso inicia al introducir corriente eléctrica al agua residual, a
través de electrodos generalmente hierro o aluminio. Al establecerse una
diferencia de potencial entre los electrodos se da inicio a la reacción redox, donde
existen dos procesos:
a) reducción en el cátodo (conversión de los protones del agua en hidrógeno),
la placa que actúa como cátodo permanece sin disolverse.

11
b) oxidación en el ánodo (generándose el ión Al3+ si el ánodo es de aluminio,
o ión Fe3+ si el ánodo es de hierro). El ánodo provee iones metálicos que
se le conoce como electrodo de sacrificio, debido a que el metal que lo
conforma se disuelve.
A continuación se presenta las reacciones de oxi-reducción que ocurren al interior
de la celda electroquímica:
Ánodo (Oxidación): −+ +→ neMM naqs )(
0)( (1.7)
Cátodo (Reducción): −− +↑→+ nOHHneOH 22 (1.8)
↑+→+ 220
)( )( HOHMOHM ns (1.9)
Siendo M0 el metal o electrodo metálico
Cuando el ánodo de sacrificio es la lámina de hierro (Fe), las reacciones no
espontáneas son las siguientes:
−+−+ +→+→ eFeeFeFe ac
Oac 12 320 2
(1.10)
En la ecuación 1.10, el Fe0 es oxidado a Fe+2 y este a su vez es oxidado a Fe+3,
por la presencia de oxígeno disuelto en la solución.
La reacción simultánea producida en el cátodo (Al) es:
−− +↑→+ acg OHHeOH 222 )(22 (1.11)
En la ecuación (1.11) se evidencia el desprendimiento de hidrógeno
La reacción entre las especies formadas electroquímicamente (Fe+2 y Fe+3) con
los hidroxilos (OH-) produce hidróxido ferroso y férrico, como se indica en las
ecuaciones 1.12 y 1.13:
solacac OHFeOHFe 22 )(2 →+ −+
(1.12)
solacac OHFeOHFe 33 )(3 →+ −+
(1.13)

12
Luego de la formación de los hidróxidos de hierro, estos tienden a aglomerarse y
posteriormente interaccionan con otras partículas de contaminantes, permitiendo
la remoción debido a la formación de complejos o por las atracciones
electrostáticas entre estos.
Cuando el ánodo de sacrificio son láminas de aluminio (Al), las reacciones redox
no espontáneas son:
En el ánodo (Al):
−+ +→ eAlAl ac 330
(1.14)
++ +→+ )()(32
3 3)(3 acsac HOHAlOHAl (1.15)
nn OHAlOHnAl 33 )()( → (1.16)
En el cátodo (Fe):
−− +↑→+ acg OHHeOH 3333 )(22 (1.17)
Los iones producidos en la reacción de oxi-reducción tienen la función de
desestabilizar las cargas que poseen las partículas contaminantes presentes en el
agua. Cuando estas cargas se han neutralizado, los sistemas que mantienen las
partículas en suspensión desaparecen, permitiendo así la formación de
agregados de los contaminantes e iniciando así el proceso de coagulación.
Los iones que proveen los electrodos desencadenan un proceso de eliminación
de contaminantes que se puede dar por dos vías: la primera por reacciones
químicas y precipitación y la segunda, por procesos físicos de agregación de
coloides, que dependiendo de su densidad pueden flotar o precipitar.
Así también, los gases generados en uno de los electrodos dentro del proceso de
electrocoagulación al ascender a la superficie provocan los siguientes fenómenos.
(Koren y Syversen, 1995; Saur et al., 1996).

13
a) Ocurre un proceso de autolimpieza, debido a la velocidad del flujo, lo que
provoca una fuerza de arrastre considerable capaz de remover las
películas de coloides depositadas en los electrodos.
b) Al interior de la celda se favorece la mezcla, ya que, por la presencia de los
gases generados en la electrólisis, se producen corrientes ascendentes y
descendentes de la solución, ocasionando una mayor probabilidad de
contacto entre los coágulos formados. Esta agitación espontánea permite
que en el proceso de electrocoagulación no sea necesaria la agitación
mecánica.
c) Existe una separación de fases (clarificado – lodo), es decir, no sólo
permite la extracción por sedimentación clásica, sino también, por flotación
(electroflotación), debido a que los flóculos se saturan de gases
provenientes del proceso de electrólisis.
Lo anteriormente mencionado se muestra en el gráfico 1-5:
GRÁFICO 1-5: PROCESOS INVOLUCRADOS EN UN REACTOR DE ELECTROCOAGULACIÓN
Fuente: Martínez N., 2007

14
Las reacciones relevantes que pueden sufrir las partículas de contaminantes son:
hidrólisis, electrólisis, reacciones de ionización y formación de radicales libres.
Estas reacciones cambian las propiedades del sistema agua- contaminantes,
favoreciendo la eliminación de la carga contaminante del agua.
En resumen el proceso de electrocoagulación se lleva a cabo en las siguientes
etapas:
• Formación del coagulante por la reacción redox del metal del ánodo
• Desestabilización de los contaminantes y emulsiones
• Como resultado del proceso se producen flóculos formados por la
agrupación de partículas del contaminante o adsorción de estas en el
coagulante.
1.5.2 COMPONENTES DEL SISTEMA DE ELECTROCOAGULACIÓN (12), (15), (16)
El sistema de electrocoagulación está formado por:
• Celda de electrocoagulación (reactor), que a su vez está conformada
por:
− Electrodos solubles (cátodo o ánodo)
− Dieléctrico o disolución electrolítica (agua residual)
La celda puede ser tipo batch o continuo
• Fuente de poder de corriente continua: es un rectificador que transforma
la corriente alterna en corriente continua, con controles de voltaje [V] y
amperaje [A] regulables.

15
1.5.2.1 Factores relevantes en el proceso de electrocoagulación (15), (20)
Son varios los factores que intervienen en el proceso de electrocoagulación. A
continuación se explicará aquellos factores relevantes que se relacionan
directamente con la eficiencia de este proceso.
• Densidad de corriente
La densidad de corriente o la carga eléctrica aplicada es uno de los parámetros
que determina la cantidad de metal (Mn+) que se libera en el sistema: altas
densidades de corriente permiten unidades de electrocoagulación más pequeñas.
Sin embargo, cuando se emplean densidades de corriente demasiado elevadas,
aumenta el empleo de energía eléctrica para la reacción paralela de generación
de hidrógeno y también la potencia disipada en forma de calor por efecto Joule.
(Chen, 2004).
Cuando la conductividad del agua a tratar no es elevada, es frecuente la adición
de un electrolito para aumentar su valor. Una de las sales más empleadas para
este fin es el cloruro de sodio, ya que se ha determinado que los iones cloruro
pueden contrarrestar los efectos negativos de aniones como el HCO3-1 y el SO4
-2.
La existencia de iones bicarbonato y sulfato en el agua a tratar puede conducir a
la precipitación de iones Ca+2 y Mg+2, y a la formación de una capa aislante en la
superficie de los electrodos, que podría ocasionar un aumento en el potencial de
la celda (Chen, 2004), y con ello en los costos de tratamiento.
• Potencial Hidrógeno
El potencial hidrógeno (pH) influye sobre la eficiencia de la corriente en el proceso
de solubilidad del metal para formar hidróxido. Diferentes investigaciones
determinan que el pH varía durante el proceso de electrocoagulación y esta
variación es dependiente del material de los electrodos y del pH inicial del agua a
tratar.
El pH durante el proceso puede incrementarse para aguas residuales ácidas,
efecto atribuido a la generación de hidrógeno molecular que se origina en el
cátodo. En contraposición, en aguas residuales alcalinas el pH puede decrecer y,

16
dependiendo de la naturaleza del contaminante, el pH influye sobre la eficiencia
del proceso.
Se ha determinado en algunos casos que la mayor eficiencia en la remoción de
un contaminante se da dentro de un rango específico de pH, e incluso este rango
puede ser amplio.
• Temperatura
El efecto de la temperatura en el proceso de electrocoagulación ha sido poco
estudiado. Si bien se ha encontrado un máximo en la eficacia de corriente con la
temperatura a 60 ºC en el proceso de disolución de aluminio (Chen, 2004),
asimismo, se ha observado un mínimo en el consumo de energía a 35 ºC, en el
tratamiento de aguas residuales contaminadas con aceites. Sin embargo, el
calentamiento del agua para alcanzar estas condiciones no tiene sentido desde el
punto de vista económico, a menos que el agua residual a tratar salga del proceso
con una temperatura elevada, lo que favorecería al proceso de
electrocoagulación.
1.5.3 VENTAJAS E INCONVENIENTES DE LA ELECTROCOAGULACIÓN (11), (12), (15), (16), (17), (18), (20)
1.5.3.1 Ventajas
Las ventajas más relevantes que varios estudios atribuyen a la electrocoagulación
son las siguientes:
• Es rentable debido a que se obtienen resultados económicamente
ventajosos de inversión y operación, evitando gastos a mediano plazo.
• Remueve los contaminantes, produciendo agua que se puede reutilizar
en el mismo proceso, o en otro uso.
• Requiere de un equipamiento sencillo, automatizable y fácil de operar.
Además, no tiene partes móviles, lo que minimiza el costo de
mantenimiento.

17
• El tratamiento puede ser interrumpido y continuado a voluntad por el
simple corte de la corriente eléctrica suministrada a los electrodos.
• Elimina las partículas coloidales más pequeñas, ya que la aplicación de
un campo eléctrico provoca un rápido movimiento en éstas, de modo
que facilita su coagulación.
• Permite elegir la separación de fases (clarificado – lodo), es decir, no
sólo permite la extracción por sedimentación clásica, sino también, por
flotación, debido a que los flóculos se saturan de gases provenientes
del proceso de electrólisis.
• Aumenta el pH de las disoluciones a tratar por lo que se favorece la
formación de hidróxidos de metales pesados.
• Requiere bajas aplicaciones de voltaje, dependiendo directamente del
amperaje el cual es variable, de acuerdo a las características químicas
del agua.
• No es necesaria la adición de reactivos que se emplean en los
tratamientos físico-químicos convencionales para incrementar el
rendimiento del proceso de floculación. Por lo que la electrocoagulación
produce menor cantidad de lodos, que retienen menos agua y son más
estables, lo que los hace más fácil de deshidratar.
• Así mismo, la no adición de otros agentes químicos evita los problemas
derivados de la neutralización de excesos de reactivos, y la posibilidad
de contaminación secundaria causada por la adición de sustancias
químicas a altas concentraciones.
• Los contaminantes son arrastrados por las burbujas a la superficie del
agua tratada, donde pueden ser removidos con mayor facilidad.

18
1.5.3.2 Inconvenientes
Los principales inconvenientes del proceso de electrocoagulación son:
• Es necesario reponer los electrodos de sacrificio
• Los lodos contienen altas concentraciones de hierro y aluminio,
dependiendo del material del electrodo de sacrificio utilizado.
• El óxido formado en el ánodo puede, en muchos casos, formar una
capa que impide el paso de la corriente eléctrica, disminuyendo de esta
forma la eficiencia del proceso.
1.6 APLICACIONES DE LA ELECTROCOAGULACIÓN EN LA
ACTUALIDAD (20)
Una de las aplicaciones más conocidas de la electrocoagulación ha sido el
tratamiento de aguas residuales de la industria de galvanoplastía, proceso que
busca remover la carga de metales solubles en las descargas de una industria
contaminante.
La industria metalúrgica, la de producción de cromo, las curtiembres y la industria
de fertilizantes utilizan en sus procesos cromo (Cr+6), elemento de una alta
toxicidad. Las descargas de cromo son muy reguladas a nivel mundial y para su
remoción se utilizan métodos convencionales que incluyen adsorción,
precipitación química y degradación biológica, entre otros. La electrocoagulación
combinada con electroflotación ha sido probada como alternativa para la remoción
del cromo en esta agua residual. Este tratamiento ha permitido obtener aguas
tratadas con concentraciones de cromo por debajo de 0.5 ppm. (Restrepo, A.,
2006).
La industria mecánica, las refinerías, los talleres de reparación automotriz, el
transporte, la distribución y almacenamiento de aceites, producen aguas
residuales con altos contenidos de elementos propiamente aceitosos y grasosos,
que se caracterizan por presentar una gran estabilidad química de sus emulsiones
aceite-agua; lo cual representa una problemática ambiental importante. La

19
electrocoagulación ha mostrado alta efectividad en desestabilizar dichas
emulsiones y la consecuente remoción de los aceites y grasas.
La electrocoagulación también ha sido utilizada en el tratamiento de las aguas
residuales de la industria alimentaria. Estas aguas se caracterizan por altos
contenidos de DBO y DQO, además de altos porcentajes de grasas.
Una de las áreas de aplicación en las cuales se han desarrollado algunos
avances importantes de esta tecnología y que incluso ha tenido mayor
implementación de la misma, es el tratamiento de las aguas residuales de
lavanderías, tintorerías e industria textil, obteniendo eficiencias importantes en la
remoción de materia orgánica, turbiedad y color.
La electrocoagulación también ha sido probada en la potabilización de aguas. Es
importante resaltar que el paso de la corriente eléctrica a través del agua a tratar
tiene efecto desinfectante en cuanto que destruye, en porcentajes por encima del
99%, los microorganismos presentes en el agua. En esta misma aplicación se ha
venido estudiando la electrocoagulación con buenos resultados en el tratamiento
de aguas para consumo humano contaminadas con arsénico.
Otras posibles aplicaciones de la electrocoagulación es la remoción de nitratos
lixiviados en aguas superficiales y subterráneas, procedentes de los fertilizantes
artificiales usados en los cultivos.

20
CAPÍTULO 2
INDUSTRIA TEXTIL 2.
2.1 GENERALIDADES (30)
La industria textil convierte las fibras naturales o artificiales en hilos aprovechables
y de fácil manipulación. Ocupa un lugar importante en todos los países ya que
satisface las necesidades de vestido de la población. Además, ha originado un
conjunto de nuevas industrias auxiliares que han diversificado las industrias
químicas de suministro de productos químicos y materias colorantes.
La industria textil en el Ecuador se encuentra en el rango de mediana y pequeña
industria. Varias industrias especializadas en un producto se han convertido en
proveedoras de materia prima para otras de distinta especialidad, integrando y
diversificando procesos importantes para el desarrollo industrial y económico del
país.
La industria textil, también ha sido responsable de la generación de carga
contaminante para el recurso agua. Los procesos de producción de textiles
utilizan una gran variedad de productos químicos, que contaminan el agua
utilizada en los diferentes procesos de la industria textil.
Con el fin de alcanzar niveles más altos de eficiencia, competitividad, rentabilidad,
reducir los riesgos para el ser humano y el medio ambiente se implementa
tecnología innovadora para controlar procesos de producción y tratar los efluentes
contaminados de este sector productivo.

21
2.1.1 FIBRAS TEXTILES (20), (21), (22), (23), (24)
Un textil se define como un producto que se ha fabricado con fibras o hilazas
(fibras unidas por medio de un hilado).
2.1.1.1 Materias primas
La materia prima utilizada son las fibras y se clasifican en fibras naturales y
artificiales o sintéticas, como se indica en el cuadro 2-1:
CUADRO 2-1: CLASIFICACIÓN Y ORIGEN DE LAS FIBRAS TE XTILES
Fuente: Centro Ecuatoriano Producción más Limpia, 2005
Elaboración: Gómez, E.; Martínez, V.
2.1.1.1.1 Fibras Naturales
Las fibras naturales que se utilizan en la industria textil son: algodón, yute y seda.
La utilización de algodón ha sido más intensiva debido a que contiene menos
impurezas que la lana (30 a 70% de impurezas naturales). (CEPIS, 2005).

22
2.1.1.1.2 Fibras Sintéticas
El término sintéticas hace referencia a las fibras obtenidas por el hombre. Estas
fibras se clasifican en dos grupos: fibras netamente sintéticas (nylon y poliéster)
que provienen de derivados petroquímicos y las obtenidas de polímeros naturales
como las fibras celulósicas (rayón y acetato).
Los dos tipos de fibras sintéticas son extraídas en filamentos continuos, los cuales
son sometidos a un proceso de pos-tratamiento para cambiar su textura.
Los filamentos continuos pueden ser hilados directamente como hilo, o ser
cortados en longitudes cortas para luego unirse al algodón o lana e hilarse en
conjunto.
2.1.2 PROCESOS TEXTILES
La producción textil comprende cuatro etapas, cada una con su maquinaria y
equipo especializado. A continuación, se detalla las etapas de fabricación de
textiles.
2.1.2.1 Preparación de la fibra
Los procesos para preparación de la fibra varían de acuerdo al tipo de fibra que
se desea utilizar.
2.1.2.1.1 Fibra Natural
Los procesos a los que se someten las fibras naturales principalmente el algodón
y la lana son: apertura/mezcla, cardado, peinado, calandrado (estirado) y
empabilado.
• Apertura/Mezcla : El algodón llega a la industria textil en paquetes
compactos denominados balas. La fibra es clasificada y sometida a un
proceso de limpieza para retirar partículas de tierra y otros. Este
proceso se realiza en máquinas abridoras (openeres o pick-up).
• Cardado : Consiste en la transformación de las fibras textiles a mechas.
Grumos de fibra procedentes de la apertura y mezcla son llevados por

23
una corriente de aire a la máquina cardadora. La fibra es transportada
sobre una banda con agujas y en la parte superior, una serie de cepillos
rotatorios actúan sobre las fibras restregándole y alineándola en una
cinta delgada. La cinta de fibra cardada es enviada a través de un
cono, formando una cuerda de un sólo cabo denominada mecha.
• Peinado : Las mechas obtenidas del cardado son alimentadas a la
máquina peinadora, obteniéndose una mecha más homogénea.
• Calandrado (estirado) : Varias mechas son combinadas y alimentadas
a una serie de rodillos que giran a velocidades diferentes. Mientras
pasan las mechas por los rodillos estas son estiradas en un promedio
de seis veces su longitud original. Durante este proceso se realizan las
combinaciones de fibras para formar por ejemplo las mezclas de
poliéster/algodón.
• Empabilado : Las mechas obtenidas del calandrado son sometidas a un
proceso de torsión y estirado, originando una hebra con una alta
consistencia y resistencia. Las mechas se encarretan en bobinas de
plástico o carretes metálicos.
2.1.2.1.2 Fibras artificiales
Los principales métodos de producción de fibras artificiales que se dan en un
proceso de hilado son:
• Proceso húmedo : Por este proceso se obtiene el rayón y el acrílico.
Para formar la fibra el polímero es disuelto y pasa a través de un baño
líquido.
• Proceso seco : El polímero es disuelto en un solvente que se evapora
en el aire. Bajo este procedimiento se obtiene fibra acrílica, acetato y
expandes.
• Proceso por fundido : El polímero es llevado a un estado líquido
viscoso y pasado a través de hileras por presión. Por este proceso se
obtiene nylon y poliéster.

24
Las materias primas utilizadas durante los procesos anteriores son: fibras
naturales y sintéticas, aceites minerales, emulsionantes y espumantes, entre
otros.
2.1.2.2 Hilatura
Fibras naturales : La hebra pasa por un conjunto de rodillos que le someten a un
proceso de estirado. Luego es recogida en un huso de alta velocidad en el cual
viaja un anillo que le imprime torsiones al hilo. Posteriormente el hilo de los husos
es rebobinado en conos para su posterior uso.
Fibras sintéticas : Los hilos sintéticos son obtenidos en un solo proceso de
hilado. Posterior a este proceso, las fibras sintéticas son sometidas a un proceso
de estirado para orientar las moléculas del polímero y a un proceso de texturizado
para darle una textura similar a la del algodón.
2.1.2.2.1 Blanqueo
Los tejidos crudos, especialmente las fibras concentradas, contienen suciedad
que no es completamente removida por el proceso de lavado.
La mayoría de las empresas que realizan el proceso de blanqueo utilizan el
peróxido de hidrógeno (H2O2), que es un importante blanqueador; aunque
también utilizan con menor frecuencia hipoclorito de sodio (NaClO) o clorito de
sodio (NaClO2). A continuación, se mencionan los procesos más comunes de
blanqueo:
• Blanqueo de concentración: Se utilizan soluciones diluidas en
hipoclorito de sodio y peróxido de hidrógeno, compuestos clorados,
agentes de concentración y agentes secuestradores orgánicos e
inorgánicos como polifosfatos o ácido etilen-diaminotetra-acético
(EDTA).
• Blanqueo al lino: Se utilizan soluciones diluidas de ácido clorhídrico,
peróxido de hidrógeno y álcalis.

25
• Blanqueo del rayón: Se blanquea de forma similar al primero pero
requiere de tiempos más cortos y menores concentraciones de
químicos.
• Blanqueo de la seda y lana: Se blanquean utilizando dióxido de azufre y
peróxido de hidrógeno. Para estas telas no debe utilizarse compuestos
que liberen cloro, ya que causan aspereza y color amarillo en la tela.
2.1.2.3 Tinturado
La tintura es el proceso en el que las fibras absorben colorantes de una solución
de colorante. La fibra teñida presenta resistencia a devolver el colorante a la
solución. Se debe considerar dos principios fundamentales:
• La tintura consiste en una reacción del colorante con la fibra
• Es un proceso de efecto durable
2.1.2.3.1 Máquinas de Tintura
Las máquinas de tintura más usadas en la industria textil se presentan en el
cuadro 2-2:
CUADRO 2-2: MAQUINARIA UTILIZADA EN LOS PROCESOS DE TINTURA
EQUIPO CARACTERÍSTICAS Stock La fibra se coloca en una cesta perforada
Autoclave Tintura de paquetes de hilo, tejido plano
Skein Tintura de hilos de lana y acrílico en madeja.
Jet-Overflow
El baño y la tela permanecen en movimiento. Estas máquinas trabajan a altas temperaturas y permite teñir a velocidades de circulación muy elevadas (relación de baño 1:10)
Jigger
La tela se sumerge en el baño desde un rodillo alimentador es tensionada y recogida en un take-up roll. (relación del baño 1:15)
Fuente: Perinat, M., 2007
Elaboración: Gómez, E.; Martínez, V.
En el proceso de tintura se usa equipo auxiliar general como secadoras,
centrífugas y vaporizadores.

26
2.1.2.4 Acabado
El acabado comprende todas las operaciones químicas y físicas a las que son
sometidos los hilos y los tejidos para mejorar su textura y apariencia.
Los tratamientos químicos tienen la función de otorgarle a la tela ciertas
propiedades como: resistencia a las arrugas, impermeabilizada, ignífuga y anti-
mancha.
2.2 AGENTES QUÍMICOS UTILIZADOS EN EL PROCESO DE
TINTURADO DE LA INDUSTRIA TEXTIL (25), (30)
El principal proceso descrito donde se requiere el uso de agentes químicos es el
teñido. En este proceso se requiere el uso no solamente de colorantes y
químicos, sino también de varios productos especiales conocidos como auxiliares
de teñido. Estos materiales constituyen una parte integral de los procesos de
teñido, incrementando las propiedades de los productos terminados y mejorando
la calidad del teñido, la suavidad, la firmeza, la textura, resistencia a la luz, al
lavado.
A continuación se describirá cada uno de estos agentes químicos utilizados
2.2.1 TIPOS DE COLORANTES Y SU APLICACIÓN
Los colorantes se clasifican de acuerdo a su composición química o método de
aplicación. En el cuadro 2-3 se enumera los principales colorantes con algunas
características, usos finales y aplicación.

27
CUADRO 2-3: CLASIFICACIÓN DE LOS COLORANTES
Continúa….
COLORANTES CARACTERÍSTICAS USOS FINALES APLICACIÓN
Colorantes ácidos
(aniónicos)
Se fabrican a manera de
sales de sodio. Tienen
afinidad directa con las
fibras protéicas.
Colores brillantes
Mala resistencia al lavado
Para teñir lana,
seda, nylon,
rayón.
Su aplicación requiere el
uso de químicos auxiliares
como: sulfato de sodio,
ácido sulfúrico, fórmico y
acético, acetato de amonio,
sulfato de amonio, fosfato
de amonio, y agentes
igualantes.
Colorantes
básicos
(catiónicos)
Colores sólidos en
acrílicos. En fibras
naturales mala resistencia
a la luz, al lavado. Tiende
a desgastarse.
Para teñir fibras
acrílicas.
Se los utiliza
conjuntamente con ácido
acético, fórmico, oxálico,
entre otros.
Colorantes
Directos
Constituyen sales de sodio
de ácidos sulfónicos.
Buena a excelente solidez
a la luz.
Regular al lavado
Para teñir fibras
celulósicas
Los químicos auxiliares
para este tinte son: cloruro
de sodio, agentes
separadores, sulfato de
sodio, nitrito de sodio y
ácido hidroclórico.
Colorantes
dispersos
Son suspensiones de
compuestos orgánicos
finamente divididos.
Ligera solubilidad acuosa
Excelente solidez a la luz
Para teñir
acetato de
celulosa y
poliéster a alta
temperatura.
Su aplicación requiere el
uso de ácido acético,
agentes dispersantes,
entre otros.
Colorantes
Mordientes
(cromo)
Incluye a tintes naturales y
sintéticos. Colores opacos.
Excelente resistencia a la
luz y al lavado.
Se aplican a
fibras celulósicas
o protéicas que
han sido
mordentadas con
un óxido
metálico.
Colorantes
reactivos
Producen tonalidades
brillantes.
Buena resistencia al
lavado y la luz.
Usados para
teñir algodón,
lino, lana y seda.
Su aplicación requiere el
uso de cloruro de sodio,
carbonato de sodio,
hidróxido de sodio.

28
CUADRO 2-3: CLASIFICACIÓN DE LOS COLORANTES
Continuación….
Fuente: Holle, N.;Saddler, J.; Langford, A., 1993
Elaboración: Gómez, E.; Martínez, V.
2.2.2 AUXILIARES TEXTILES
Se denominan auxiliares textiles a los productos químicos que se utilizan en los
procesos de ennoblecimiento. Los auxiliares textiles forman parte de las
reacciones químicas que se desarrollan durante los procesos textiles y que se
eliminan por medio de lavados, sublimación en los secados y restos de baños de
los procesos.
A continuación se mencionan algunos de los agentes auxiliares que se emplean
comúnmente en las empresas y sus funciones.
• Agentes hidrotrópicos y solubilizantes del color
Son empleados para disolver grandes cantidades de color en una pequeña
cantidad de agua. Estos agentes incrementan la solubilidad debido a sus
propiedades anfóteras y son empleados en las técnicas de pad Batch o pad
Steam.
COLORANTES CARACTERÍSTICAS USOS FINALES APLICACIÓN
Colorantes de
sulfuro
Constituyen compuestos
complejos orgánicos que
contienen enlaces de
sulfuro.
Insolubles en agua
Excelente resistencia a la
luz y al lavado.
Tiñen lino,
algodón, rayón
Se lo disuelve en una
solución de sulfuro de
sodio.
Colorantes vat o
de tina
Se los fabrica con índigo,
antraquinona y carbozal.
Resistencia excelente al
lavado y la luz.
Se usa para teñir
algodón, lino,
rayón, seda,
lana.
Requieren de hidróxido de
sodio, hidro-sulfito de
sodio, agentes
dispersantes, peróxido de
hidrógeno, ácido acético y
cloruro de sodio.

29
Algunos solventes son empleados en el teñido y estampado para lavar los
residuos de color del equipo y aparatos empleados en el proceso. También,
algunos auxiliares empleados en el teñido continuo contienen solventes, agentes
hidrotrópicos y surfactantes, no solamente por su habilidad para solubilizar el
colorante, sino también para mejorar el proceso de fijado.
Los productos comerciales suministrados para disolver los colores contienen
mezclas de solventes, dispersantes y surfactantes.
• Agentes protectores por la reducción por calor
Bajo condiciones desfavorables, ciertos colorantes pueden cambiar su estructura
molecular durante su aplicación. En este caso agentes especiales de protección
del color son añadidos a los baños de teñido, para evitar la reducción del
colorante por el calor. También es muy importante mantener un control del pH, lo
cual se logra por la adición de una solución buffer y agentes oxidantes.
• Agentes humectantes
El pre-requisito fundamental para un adecuado teñido en un baño acuoso es un
completo remojo del textil. Esto se logra por medio de agentes humectantes cuyo
uso depende del proceso de teñido, de la naturaleza y la condición del material a
teñir.
• Dispersantes y coloides de protección
Los colorantes insolubles en forma de dispersiones acuosas son empleados en
varios procesos de teñido y estampado, por lo cual son necesarios los
dispersantes en la preparación de los colorantes, ya que estabilizan el estado
disperso durante su aplicación y pueden también prevenir que se precipite el
colorante.
Los dispersantes empleados pueden dividirse en dos clases:
a) surfactantes, y
b) oligo y polielectrolíticos solubles en agua

30
• Agentes complejos
Las impurezas insolubles y sales de metales pesados pueden causar
considerables problemas durante el teñido.
Por lo tanto, purificadores y ablandadores del agua son añadidos al baño de
teñido para que atrapen a los cationes multivalentes, especialmente iones de
calcio, de magnesio y sales de hierro, evitando que puedan interferir con el
proceso de teñido.
• Agentes anti-espumantes
Estos son aditivos que reducen las emulsiones, para así inhibir o modificar la
formación de espuma.
• Agentes secuestradores
Son los compuestos capaces de ligar iones metálicos, de tal manera, que no
exhiban sus reacciones normales en presencia de agentes precipitantes.
• Agentes de nivelación o igualadores
Los agentes de nivelación facilitan una distribución uniforme del colorante sobre el
textil, para obtener tonalidades e intensidades de coloración uniformes.
• Reguladores de pH
El pH influye sobre la absorción de los colorantes aniónicos hacia las fibras de
lana y/o poliamida y en el fijado de los colores reactivos en las fibras de celulosa.
Controlando el pH, es posible mejorar la coloración en la fase de absorción o para
controlar la fijación del colorante cuando se tiñen mezclas de algodón-poliéster
con colorantes reactivos o dispersos.
• Aceleradores del teñido
Los aceleradores del teñido son empleados en los procesos de teñido por
agotamiento de fibras sintéticas, para incrementar la velocidad de absorción del
color disperso hacia la fibra, proporcionando más rapidez de difusión dentro de la
fibra y mejorando el rendimiento del colorante.

31
• Tensoactivos
Cumplen la función de actuar en todos los casos que se necesite dispersar,
emulsionar, mantener en suspensión y lavar. Se utilizan en mayor cantidad en los
procesos de preparación para eliminar todas las impurezas naturales o
agregadas. También se usan en los procesos de tintura y acabado aunque en
menor cantidad.
• Secuestrantes
Son moléculas orgánicas capaces de mantener en solución metales pesados que
producen interferencias en los procesos húmedos de tintorería.
• Fijadores de colorantes
Son productos químicos que, aplicados después de la tintura, mejoran la
resistencia del color a los efectos del lavado y la luz.
2.3 PROBLEMÁTICA AMBIENTAL DE LA INDUSTRIA TEXTIL
(26), (28), (29), (31)
Los procesos textiles generan varias fuentes de desechos y de contaminación.
Se generan principalmente efluentes líquidos, emisiones al aire, desechos sólidos,
desechos peligrosos, ruido.
La naturaleza de los desechos tiene relación directa con el tipo de industria textil,
proceso empleado, tecnología aplicada, tipo de fibra procesada, químicos usados
y de los procesos auxiliares como generación de vapor, aire comprimido y
climatización.
2.3.1 GENERACIÓN DE RESIDUOS
• Residuos sólidos domésticos: Restos de tela, conos plásticos o de
cartón, cintas rígidas y elásticas defectuosas e hilo. En la etapa de
preparación se generan residuos de hilos, engomados, polvillo y retazos
de telas. Además, en las áreas de producción y administración se
generan plásticos, cartón, papel y madera (DAMA, 2004).

32
• Residuos sólidos peligrosos: Dentro de estos residuos se incluyen todos
aquellos provenientes de productos químicos y que son resultado de su
mal manejo (productos vencidos, dañados, envases de productos
químicos).
2.3.2 GENERACIÓN DE EMISIONES ATMOSFÉRICAS
Las emisiones al aire son el resultado de los procesos de producción. Las
emisiones de proceso comprenden sustancias orgánicas volátiles y material
particulado de la impresión, secado, tratamientos en seco de la tela, sustancias
volátiles de residuos de la tela y manejo de reactivos químicos, entre otras.
La industria textil requiere una gran cantidad de energía para calefacción y otros
propósitos. El tipo de combustible usado determinará la naturaleza y cantidad de
las emisiones. El petróleo es la fuente de energía más utilizada. La mayor parte
de la contaminación causada por el uso de este combustible es el óxido de azufre,
óxido de nitrógeno y el material particulado (INTEC, 2000).
La industria textil presenta diferentes fuentes contaminantes: el vapor de agua
caliente producido por sus calderas e intercambiadores de calor, y los diferentes
componentes orgánicos volátiles provenientes de los hidrocarburos solventes
utilizados en los procesos de acabado. Los componentes orgánicos volátiles
(COV) se originan principalmente en el secado por reacciones químicas debido al
aumento de la temperatura. Las resinas y compuestos que cubren la fibra
reaccionan entre sí y emiten gases de difícil identificación o cuantificación (CEPIS,
2008).
2.3.3 GENERACIÓN DE RUIDO
En la industria textil, la contaminación por ruido se concentra principalmente en el
sector de tejido y en la etapa de costura en el sector maquilador. El ruido es
considerado un sonido no deseado y puede causar efectos psicológicos y
sociológicos en el operario (INTEC, 2000).

33
2.3.4 GENERACIÓN DE EFLUENTES LÍQUIDOS
Los efluentes líquidos generados provienen de las secciones de tintorería,
estampado, acabados y planta de agua.
Sin embargo, el tinturado es uno de los procesos más cuestionados dentro de la
industria textil por su generación de carga contaminante por los grandes
volúmenes de agua empleada en sus procesos y el impacto al medio ambiente.
Por ser un proceso netamente húmedo genera una gran cantidad de efluente
contaminado por colorantes, auxiliares químicos y sólidos suspendidos. Los
enjuagues representan entre el 50 y 60% del total de agua descargada con
material contaminante, además de altas temperaturas.
2.4 IMPACTOS AMBIENTALES DE LA INDUSTRIA TEXTIL:
PROCESO DE TINTURADO (27), (28), (30)
2.4.1 IMPACTO DE LOS PRODUCTOS QUÍMICOS UTILIZADOS
2.4.1.1 Colorantes
La mayoría de los colorantes no son degradables y pueden contener metales
como cobre, hierro y aluminio. Pueden presentarse también emisiones de cadmio,
cromo y plomo. Existen colorantes que son extremadamente tóxicos y presentan,
por lo tanto, un efecto inhibidor sobre los lodos activados en los tratamientos
biológicos.
El problema de los metales pesados ha disminuido al dejar de utilizar colorantes
mordientes (colorantes metalizados). La mayoría de las tinturas utilizadas son
colorantes reactivos, dispersos y directos. Los agentes de teñido que contienen
compuestos aromáticos clorados son considerados como los más peligrosos para
el ambiente, aunque en la actualidad su uso es limitado.
Durante los procesos de teñido, los colorantes se fijan de una forma química y/o
mecánica sobre las fibras naturales o sintéticas, quedando un porcentaje del
mismo en los baños de tintura. También, en los sucesivos pasos de lavado del
textil se eliminan los restos de colorantes no fijados. Estos líquidos contienen

34
moléculas de colorantes que aportan color, DBO y en algunos casos, metales
pesados.
2.4.1.2 Encolantes y ensimajes
Como deben eliminarse totalmente en el proceso de preparación, aportan una
importante carga de materiales biodegradables, es decir, que requieren un
tratamiento importante e intenso en las plantas de tratamiento biológico de los
efluentes.
2.4.1.3 Tensoactivos
El carácter contaminante de los efluentes líquidos está dado por el aporte a la
DBO y a su posibilidad de degradabilidad, que depende de su composición
química. Otro punto a considerar es el aspecto bactericida de algunos productos
(catión activo) que puede afectar la calidad del proceso de tratamiento biológico.
2.4.1.4 Suavizantes y tipo de acabados
Su carácter contaminante depende de la composición química y de la cantidad
aplicada, ya que el residuo que se elimina a través de los efluentes es
proporcional a la concentración.
Su impacto radica directamente en la DBO, DQO, SS, metales, pH, temperatura y
detergentes.
2.5 CONSECUENCIAS AMBIENTALES DE LOS EFLUENTES DE
TINTORERÍA (26), (31)
El material orgánico e inorgánico, material suspendido, sólidos disueltos, color,
temperatura del agua y pH tienen un efecto determinante sobre la calidad del
recurso agua donde se efectúe las descargas del efluente industrial.
• pH: Los valores altos y bajos típicos de estos efluentes afectan
nocivamente el hábitat acuático, así como también las aguas
subterráneas. El cambio en el pH puede causar alteraciones en la
solubilidad de metales pesados y sus concentraciones.

35
• Temperatura: Valores superiores a 40ºC tienen efectos directos
perjudiciales para la vida acuática.
• Demanda química de oxígeno (DQO): compuesta por químicos
orgánicos, colorantes, encolantes, entre otros; que pueden tener
efectos tóxicos diversos en la vida acuática.
• Demanda bioquímica de oxígeno (DBO): valores altos pueden
ocasionar déficit de oxígeno disuelto en la corriente que reciben las
descargas. Al ser biodegradables, el material orgánico presenta una
excesiva actividad microbiana aerobia, que consume oxígeno y produce
finalmente un déficit de oxígeno. Este déficit puede llegar a ser crítico
presentándose condiciones sépticas que generan olores y maten el
hábitat natural del sistema acuático.
• Color: Este es un contaminante visible, que es medible en valores de
DQO o por su constituyente específico. Su impacto es primariamente
visual. También puede afectar otros potenciales usuarios de aguas
subterráneas.
• Sólidos suspendidos totales (SST): permanecen en suspensión en el
líquido efluente y alimentan la turbidez del agua. Una fracción de ellos
puede llegar a sedimentarse en la corriente sobre la que se descarga,
produciendo depósitos de lodos que contribuyen al déficit de oxígeno
disuelto. Partículas orgánicas suspendidas, inhiben los procesos
fotosintéticos que ayudan a la re-aireación natural del sistema acuático.
• Espuma: Generada por la presencia de tensoactivos y detergentes,
alteran el hábitat acuático al inhibir la transferencia de oxígeno del aire
hacia el agua para disolverse en ella, mecanismo mediante el cual el
sistema tiende a suplir el déficit de oxígeno disuelto que tenga.
• Metales: Varios metales pueden estar disueltos o suspendidos en los
efluentes de tintorería. Excesivas concentraciones de ellos pueden ser
nocivas para la vida acuática o hacer que peces y plantas acuáticas no

36
sean aptas para consumo humano por la fijación de los metales en
ellos.
A continuación, en el cuadro 2-4 se presenta información acerca de los
contaminantes y sus efectos a una determinada concentración:
CUADRO 2-4: COMPONENTES QUÍMICOS TÍPICOS QUE PUEDEN ENCONTRARSE EN EL AGUA RESIDUAL Y SUS EFECTOS.
COMPONENTES EFECTO CONCENTRACIÓN CRÍTICA (mg/L)
Sólidos suspendidos
Pueden provocar deposiciones de sólidos. Afectar la transparencia del
agua Variable
Fosfatos
Estimula el crecimiento acuático y de algas
0.015
Interfiere con la coagulación 0.2-0.4 Interfiere con el ablandamiento cal-sosa 0.3
Sulfatos Acción catártica 600-1000 Calcio y magnesio Aumenta la dureza y sólidos disueltos Variable
Agentes tensoactivos
Provocan espumas y pueden interferir con la coagulación
1.0-3.0
Fuente: Metcalf, Eddy, 1995 Elaboración: Gómez, E.; Martínez, V.
Cuando los efluentes se descargan sin el debido tratamiento, se puede observar
diferencias en la coloración original del cuerpo de agua y la formación de
espumas en su superficie; esto se origina por los tintes y tensoactivos,
respectivamente.
2.6 INDUSTRIA TEXTIL PROLATEX
La muestra de efluentes líquidos contaminados de la empresa Prolatex fue
utilizada para realizar el estudio sobre la aplicación del proceso de
electrocoagulación.
La información para caracterizar a la empresa se obtuvo mediante una visita a las
instalaciones de la planta, entrevista con el técnico encargado y registros de la
empresa a fin de obtener información representativa.

37
2.6.1 INFORMACIÓN GENERAL
La empresa textil Prolatex está ubicada en la Provincia de Pichincha, cantón
Quito, en el sector de la administración zonal Eugenio Espejo en el centro-norte
de la ciudad.
La información de la industria Prolatex, se encuentra detallada en el cuadro 2-5:
CUADRO 2-5: INFORMACIÓN GENERAL DE LA INDUSTRIA PRO LATEX
EMPRESA Prolatex S.A.
GERENTE Ing. Rosa Díaz
TÉCNICO Técnico textil Pablo Jácome
UBICACIÓN Isaac Albéniz y Pasaje Godoy
TELÉFONO
022401951
Fuente: Prolatex, 2011 Elaboración: Gómez, E.; Martínez, V.
2.6.2 DESCRIPCIÓN DE PROCESOS Y EQUIPOS
Los procesos productivos que se llevan a cabo en la empresa Prolatex son
principalmente tinturado y lavado de textiles, enfocados a la elaboración de
prendas para trabajo y vestimenta a distintas escalas.
En el gráfico 2-1 y en el cuadro 2-6 se expone el diagrama del proceso de
producción de la empresa Prolatex.

38
GRÁFICO 2-1: DIAGRAMA DEL PROCESO DE PRODUCCIÓN DE LA EMPRESA PROLATEX
Fuente: Prolatex, 2011
Elaboración: Gómez, E.; Martínez, V.

39
CUADRO 2-6: PROCESO DE PRODUCCIÓN DE LA EMPRESA PRO LATEX
OPERACIÓN EQUIPO QUÍMICOS Descrude Baño Detergente
Blanqueo Baño Agua oxigenada y sosa cáustica
Tinturado Tinturadora Colorantes permitidos
Centrifugado Centrifugadora
Secado Hornos
Acabado
Fuente: Prolatex, 2011
Elaboración: Gómez, E.; Martínez, V.
La operación más relevante del proceso de producción de Prolatex es el tinturado,
en el cual se utiliza colorantes permitidos por la normativa nacional, los mismos
que se detallan en el Anexo 2.
2.6.3 GENERACIÓN DE EFLUENTES LÍQUIDOS
Los efluentes líquidos generados corresponden en mayor cantidad a los procesos
de descrude, blanqueo y tinturado, en los que adquieren una gran carga
contaminante y se descargan a la red de alcantarillado público.
Por esta razón, los efluentes descargados a la alcantarilla deben cumplir las
normas de calidad establecidas por la legislación vigente que corresponda al
recurso agua.
En el cuadro 2-7 se encuentra el consumo de agua y producción de efluentes
líquidos de la empresa Prolatex.

40
CUADRO 2-7: CONSUMO DE AGUA Y PRODUCCIÓN DE EFLUENT ES LÍQUIDOS DE LA INDUSTRIA PROLATEX
TIPO UNIDAD VALOR ACTUAL
Consumo de Agua
m3/mes
103
Cantidad de efluentesa 103
Fuente: Prolatex, 2011 Elaboración: Gómez, E.; Martínez, V.
GRÁFICO 2-2: LOCALIZACIÓN DEL PUNTO DE DESCARGA DE EFLUENTES DE LA INDUSTRIA PROLATEX
Fuente: Prolatex, 2011
Elaboración: Gómez, E.; Martínez, V.
a Los efluentes líquidos, resultado de los procesos de la planta tienen una temperatura entre 40ºC y 60ºC.

41
2.6.4 MEDIDAS DE MITIGACIÓN
Los efluentes de la industria Prolatex se descargan a través de un canal hasta
una cisterna para reducir la temperatura del agua de descarga y permitir la
sedimentación de sólidos, finalmente son enviados al sistema de alcantarillado.
Sin embargo, debido a la carga contaminante de los efluentes es necesario el
desarrollo y la investigación de tecnologías aplicables en el tratamiento de estos
efluentes.
Finalmente, las tecnologías para el tratamiento de efluentes contaminados deben
acoplarse a las necesidades económicas y técnicas de la empresa.
En el presente proyecto se desarrolla un sistema de tratamiento del agua
contaminada de la empresa Prolatex, mediante la aplicación del proceso
tecnológico de electrocoagulación.

42
CAPÍTULO 3
3. DESCRIPCIÓN DEL EQUIPO DE
ELECTROCOAGULACIÓN
Los reactores de electrocoagulación de 10 y 20 celdas que dispone el Laboratorio
de Aguas y Microbiología fueron construídos en base a la información obtenida en
el estudio sobre “Diseño, construcción y análisis de los parámetros de operación
de un sistema de electrocoagulación” (Cazco, Jarrín, 2010) y utilizando
componentes existentes en el mercado nacional.
El diseño de los reactores permite estudiar varias condiciones de operación para
la optimización de parámetros de tratamiento de efluentes contaminados.
Los principales factores que se consideraron en el diseño y construcción del
reactor de 10 y 20 celdas fueron los siguientes:
• Material de los electrodos
• Número de celdas
• Flujo de entrada
• Forma de operación: proceso continuo
• Tiempo de residencia hidráulico
• Relación voltaje e intensidad de corriente de la fuente de poder de corriente
continua.

43
3.1 DISEÑO DEL REACTOR
El reactor es de tipo flujo pistón, dividido en varios compartimientos de reacción,
permitiendo un desplazamiento vertical del flujo de agua por cada una de las
celdas.
Esta configuración hidráulica diseñada presenta menos problemas de zonas
muertas, facilita la adaptación de los electrodos en la estructura misma del reactor
y, sobre todo, permite que el tiempo de residencia del agua a tratarse sea mayor.
La entrada del flujo de agua en el reactor de electrocoagulación se localiza en la
parte posterior e inferior del reactor y la salida del agua electrocoagulada en la
parte frontal superior a través de un canal de descarga.
El esquema del reactor de electrocoagulación de 20 celdas a flujo pistón se
presenta en el gráfico 3-1:
GRÁFICO 3-1: ESQUEMA DE LA UNIDAD DE ELECTROCOAGULA CIÓN A FLUJO PISTÓN, VISTA LATERAL.
Elaboración: Gómez, E.; Martínez, V.
3.1.1 CUERPO DEL REACTOR
El cuerpo del reactor de tipo pistón fue diseñado considerando tres zonas que se
detallan a continuación:
− Zona de flotación: Se depositan los lodos menos densos y las
espumas resultado del efecto de electroflotación.
− Zona media o de reacción: Se producen las reacciones
electroquímicas; y
− Zona de sedimentación: Se depositan los lodos más densos
resultado del proceso.

44
El esquema de las zonas del reactor de electrocoagulación se presenta en el
gráfico 3-2.
GRÁFICO 3-2: ZONAS DEL REACTOR DE ELECTROCOAGULACIÓ N
Fuente: Cazco, A.; Jarrín, S, 2010
Elaboración: Gómez, E.; Martínez, V.
El cuerpo del reactor de 10 celdas y de 20 celdas está construído de
polimetacrilato transparente. Las dimensiones son: 29x14.5x16.5 cm, y
58x14.5x16.5 cm, respectivamente. Las fotos de los dos reactores de
electrocoagulación se exponen en las fotografías 3-1 y 3-2.
FOTOGRAFÍA 3-1: REACTOR DE 10 CELDAS
Fuente: Ing. Ramírez T.

45
FOTOGRAFÍA 3-2: REACTOR DE 20 CELDAS
Fuente: Ing. Ramírez T.
Las láminas de división de los compartimentos de las celdas en el reactor están
construidas de polimetacrilato transparente y sus dimensiones son:
• Lámina superior: 15x15 cm con un espesor de 3 mm
• Lámina de fondo: 13x15 cm con un espesor de 3 mm
Los electrodos utilizados en el sistema de electrocoagulación son de aluminio y de
hierro no galvanizado. Las dimensiones de las placas son: 14.5 cm de ancho por
10 cm de alto, con un espesor de 3 mm.
El diseño de los electrodos corresponde a placas rectangulares, ubicadas en serie
de forma intercalada a distancias de 0.5 cm entre ellas.
Los electrodos de aluminio y hierro se presentan en las fotografías 3-3 y 3-4,
respectivamente:

46
FOTOGRAFÍA 3-3: ELECTRODO DE ALUMINIO
Fuente: Ing. Ramírez T.
FOTOGRAFÍA 3-4: ELECTRODO DE HIERRO
Fuente: Ing. Ramírez T.
Las pletinas de bronce son utilizadas para conexión eléctrica entre la fuente de
poder y los electrodos correspondientes (fotografía 3.5). Las dimensiones de las
pletinas son:
− Reactor de 10 celdas: 30x2.56 cm, con un espesor de 3 mm
− Reactor de 20 celdas: 75.5x2.56 cm, con un espesor de 3mm

47
FOTOGRAFÍA 3-5: PLETINAS DEL REACTOR DE 10 Y 20 CEL DAS
Fuente: Ing. Ramírez T.
3.1.2 SISTEMA DE CONTROL AUTOMÁTICO (33)
El sistema de control automático tiene la función de controlar el flujo de corriente
eléctrica directa, desde la fuente de poder hacia los electrodos ubicados en el
reactor. El funcionamiento del sistema de control automático se presenta
mediante los siguientes diagramas:
• Diagrama de fuerza eléctrica
• Diagrama de control automático
Los diagramas se presentan en los gráficos 3-3 y 3-4

48
GRÁFICO 3-3: DIAGRAMA DE CONTROL AUTOMÁTICO
Fuente: Ing. Ramírez T.
GRÁFICO 3-4: DIAGRAMA DE FUERZA ELÉCTRICA
Fuente: Ing. Ramírez T.

49
3.2 FUNCIONAMIENTO DEL SISTEMA DE ELECTRO-
COAGULACIÓN (11), (16), (20)
El funcionamiento del sistema de electrocoagulación consiste en:
• La entrada del flujo de agua se ubica en la parte inferior del reactor y la
salida del agua tratada es a través de un canal de descarga en la parte
superior.
• La corriente eléctrica directa es suministrada a través de una fuente de
poder hacia el agua residual, a través de los electrodos (aluminio,
hierro) dispuestos en serie.
• Las especies catiónicas formadas (Fe+2, Fe+3) actúan como agentes
coagulantes, que se unen a los coloides por enlaces iónicos; lo que
provoca la precipitación de hidróxidos y la formación de óxidos
metálicos.
• La intensidad de corriente eléctrica provoca el desprendimiento de gas
hidrógeno en el cátodo, resultado de la interacción de la placa con el
agua residual.
• El electrodo de hierro se corroe eléctricamente debido a la oxidación por
efecto de la fuerza electroquímica en la celda, cuando actúa como
ánodo.
• Se forman dos tipos de lodos, aquellos lodos flotantes que se depositan
en la parte superior de la celda y los lodos que sedimentan.

50
CAPÍTULO 4
4. METODOLOGÍA
Para iniciar este estudio se realizó un ensayo preliminar en el reactor de
electrocoagulación y los análisis correspondientes, con el fin de determinar la
posibilidad del tratamiento de aguas de la industria textil y los parámetros físico-
químicos relevantes.
Utilizando un reactor de electrocoagulación se realizarán ensayos a distintas
condiciones técnicas de operación, se tomarán y analizarán muestras
representativas a diferentes tiempos. Los análisis a realizar comprenderán los
parámetros físico-químicos que se estipulan en la Ordenanza 213 emitida por el
Municipio del Distrito Metropolitano de Quito para descargas líquidas en el
sistema de alcantarillado.
Se analizará los porcentajes de remoción de contaminantes obtenidos para
determinar las condiciones óptimas de las variables: intensidad de corriente, tipo
de electrodo, caudal y número de celdas.
Además, con los resultados óptimos de las variables estudiadas se dimensionará
un prototipo de reactor de electrocoagulación para la descontaminación de las
aguas de la industria textil. Este dimensionamiento se basará también en las
observaciones sobre el funcionamiento del equipo.

51
4.1 ENSAYOS DE DESCONTAMINACIÓN DE AGUAS DE LA
INDUSTRIAL TEXTIL MEDIANTE EL PROCESO DE
ELECTROCOAGULACIÓN
Los ensayos para la descontaminación de aguas de la industria textil utilizando el
proceso de electrocoagulación se realizó considerando los resultados y
conclusiones obtenidos del estudio “Diseño, construcción y análisis de los
parámetros de operación de un sistema de electrocoagulación” (Cazco, A.; Jarrín,
S. ,2010). Además de la realización de ensayos preliminares con el fin de
determinar la posibilidad del tratamiento de aguas de la industria textil.
4.1.1 OBJETIVOS
• Determinar los parámetros físico-químicos a ser analizados y sus
métodos de análisis.
• Establecer las variables del proceso de electrocoagulación
• Determinar los procedimientos en la determinación de los porcentajes
de remoción de los contaminantes, considerando las condiciones
técnicas establecidas en cada serie de ensayos.
4.1.2 EQUIPOS, MATERIALES Y REACTIVOS
4.1.2.1 Equipos
En el cuadro 4-1, se indican los equipos utilizados en el estudio del proceso de
electrocoagulación de aguas contaminadas presentes en la industria textil.
CUADRO 4-1: EQUIPOS UTILIZADOS
ÍTEM MARCA Reactor de electrocoagulación SM Fuente reguladora de corriente 60V 18A. GWINSTFK PSH Bomba peristáltica (0.1hp, 110 V) Masterflex 751810 Bomba de vacío Emerson modelo SA55NXGTC-4143; 110V Compresor Modelo HX4002; 110V; presión máxima 125 psi Cronómetro Toppa sport Medidor de pH JENWAY 3510; 110V Conductivímetro Thermo SCIENTIFIC; 110V Medidor de oxígeno disuelto ORION MOD 840; 110V
Continúa….

52
CUADRO 4-1: EQUIPOS UTILIZADOS
Continuación….
ITEM MARCA
Turbidímetro 2100 P (HACH); 110V
Espectrofotómetro DR 2000 (HACH); 110V
Balanza analítica KERN ABJ; 200 g máximo; 110V Reactor de DQO COD REACTOR (HACH), 110V Estufa QF AL model 40 Baño María SM
SM: Sin Marca
Fuente: LAM
Elaboración: Gómez, E.; Martínez, V.
4.1.2.2 Materiales
Los materiales de Laboratorio que se usaron en el estudio, se exponen en el
cuadro 4-2.
CUADRO 4-2: MATERIALES DE LABORATORIO
MATERIAL DETALLE MARCA Electrodos de aluminio y
hierro
Parte del reactor de
electrocoagulación SM
Vasos de precipitación 2000, 1000, 500 y 100
mL Glassco, BOECO
Erlenmeyers 500 y 250 mL MARIENFELD
Kitasato 500 y 250 mL SCHOTT DURAN, PYREX
Embudos de Separación 500 mL LMS, MARIENFELD
Balones aforados 1000, 500, 250, 100, 50
mL LASSCO, VIDROLABOR
Celdas 25 mL HACH
Viales HACH
Continúa….

53
CUADRO 4-2: MATERIALES DE LABORATORIO
Continuación….
MATERIAL DETALLE MARCA
Membranas para filtrar 0.45 µm Whatman
Pipetas 50, 25, 10, 5 , 2, 1 mL LMS, PYREX
Probetas 500, 100, 50, 25 mL LMS, VITLAB
Crisoles 100 mL SM
Aireadores Filtro de óxido de silicio PENN PLAX XP 440
Jarras 2 L SM
Fuente: LAM Elaboración: Gómez, E.; Martínez, V.
4.1.2.3 Reactivos
Los principales reactivos que se usaron en los análisis físico-químicos del afluente
y efluente en el proceso de electrocoagulación se exponen en el cuadro 4-3.
CUADRO 4-3: REACTIVOS UTILIZADOS
PARÁMETRO REACTIVO MARCA
DQO
Viales con solución de: Ácido Sulfúrico, Dicromato de
Potasio, Sulfato de Plata y Sulfato de Mercurio.
LAM
Detergentes
Alcohol Isopropílico MERCK KGaA al 99.8% Azul de Metileno LAM
Cloroformo MERCK al 99.4% Solución de lavado LAM
Dureza Total Solución buffer de pH 10 HACH
ManVer 2 HACH EDTA HACH
Dureza Cálcica
Solución de hidróxido de potasio 8 N
LAM
CalVer 2 HACH EDTA HACH
Alcalinidad Total Verde Bromo Cresol HACH
Ácido Sulfúrico 0.02 N LAM
Alcalinidad Phenolftaleina
Solución indicadora de phenolftaleina
LAM
Ácido Sulfúrico 0.02 N LAM Sulfatos SulfaVer 4 HACH Fosfatos PhosVer 3 HACH
Fuente: LAM
Elaboración: Gómez, E.; Martínez, V.

54
4.1.3 VARIABLES ESTUDIADAS
Las variables a considerarse en el presente estudio son:
• Intensidad de corriente
• Tipo de electrodos ( Fe, Al)
• Caudal
• Número de celdas
4.1.4 PARÁMETROS FÍSICO-QUÍMICOS
Los parámetros físico-químicos del efluente de la industria textil fueron definidos
considerando:
• Características relevantes de los procesos productivos de la Industria
PROLATEX. El proceso principal de la empresa es la tintura de
prendas. En este proceso no se utiliza colorantes en base a metales
pesados.
• La Normativa Vigente del Distrito Metropolitano de Quito para el vertido
de efluentes contaminados a la alcantarilla. (Anexo 13)
• Los resultados de los informes de los análisis remitidos a la Secretaría
de Ambiente de las descargas líquidas de la empresa. El efluente
presenta un valor de concentración de detergentes que sobrepasa la
normativa vigente en el Distrito Metropolitano de Quito.
• La información presentada en la tesis “Diseño, construcción y análisis
de los parámetros de operación de un sistema de electrocoagulación”.
(Cazco, A.; Jarrín, S. ,2010)
Los parámetros físico-químicos a analizarse son los siguientes:
• Demanda química de oxígeno (DQO)
• Color real
• Detergentes
• Turbidez

55
• Conductividad
• Fosfatos [PO4 -3]
• Sulfatos [SO4 -2]
• Sólidos Totales
• Sólidos Disueltos
• Potencial de Hidrógeno (pH)
• Bicarbonatos [HCO3-1] y Carbonatos [CO3
-2]
• Calcio [Ca+2] y Magnesio [Mg+2]
• Oxígeno Disuelto (OD)
Los análisis físico-químicos del efluente textil y del agua descontaminada
utilizando el proceso de electrocoagulación, se realizaron considerando los
procedimientos operacionales establecidos por el Laboratorio de Aguas y
Microbiología - LAM, los mismos que se detallan en el Anexo 3.
4.1.5 CONDICIONES TÉCNICAS DEL PROCESO DE ELECTRO-COAGULACIÓN
Todos los ensayos se realizaron bajo las siguientes condiciones técnicas
generales:
• Flujo continuo con un caudal aproximado de 7.2 L/h (Ensayo 1-E1 y
Ensayo 2-E2); 18 L/h, 36 L/h, 72 L/h (Ensayo 3 – E3); 144 L/h, 216 L/h, 288
L/h (Ensayo 4 – E4).
• Intensidad de corriente continua constante, de acuerdo a las condiciones
del ensayo, las mismas que se detallan en el literal 4.2 de este capítulo.
• Ánodo de hierro y cátodo de aluminio; a excepción del ensayo E2 donde se
utilizó al aluminio como ánodo.
• Los ensayos E1, E2 y E3 se realizaron en el reactor de electrocoagulación
de 10 celdas; mientras que el ensayo E4 se realizó en el reactor de
electrocoagulación de 20 celdas.
• La separación entre los electrodos es de 0.5 cm.

56
• La muestra de agua residual de la empresa ingresa al sistema de
electrocoagulación con el pH propio de la industria textil.
4.1.6 MUESTREO DE AGUA RESIDUAL EN LA INDUSTRIA PROLATEX
Para realizar el muestreo de las aguas residuales de la Industria Prolatex, se
utilizó el Equipo de Protección Personal (EPP) que se presenta en el cuadro 4-4.
Además, en el cuadro 4-5 se presenta los materiales utilizados para la toma de
muestras.
CUADRO 4-4: EQUIPO DE PROTECCIÓN PERSONAL UTILIZADO DURANTE EL PROCESO DE MUESTREO
ÍTEM CARACTERÍSTICA
Mandil Algodón
Guantes Acrilonitrilo
Mascarilla Para evitar vapores orgánicos y gases
ácidos.
Gafas Plástico
Fuente: LAM Elaboración: Gómez, E.; Martínez, V.
CUADRO 4-5: MATERIALES UTILIZADOS EN EL PROCESO DE MUESTREO
ÍTEM CARACTERÍSTICA Agitador manual Varilla de vidrio
Recipientes Plástico de 2 L y 1 L
Contenedores Plástico de varios volúmenes: 10 gal, 5gal, 2 gal.
Caja térmica Temperatura al interior se mantenga a 4 ºC
Fuente: LAM Elaboración: Gómez, E.; Martínez, V.

57
El procedimiento de muestreo de las aguas de la industria textil fue de tipo simple
y se describe a continuación:
1. Se tomó la muestra a la salida del efluente resultante de todos los procesos
productivos de la industria, utilizando jarras graduadas de 2 L, hasta llenar
los contenedores de 10 galones.
2. Se homogenizó la muestra de agua de cada uno de los contenedores
utilizando un agitador manual.
3. Se tomó una muestra de agua equivalente a un volumen de 0.5 L de todos
los contenedores, utilizando una jarra graduada de 1 L y se colocó en el
recipiente plástico de 2 litros hasta llenarlo.
4. El recipiente plástico de 2 L fue colocado en una caja térmica con hielo
para preservación de la muestra original.
5. Firma del Registro de Muestreo por el técnico responsable de la Industria
PROLATEX. El registro de muestreo se presenta en el Anexo 4.
6. Se procedió al transporte de los contenedores con las muestras de agua
hasta el Laboratorio de Aguas y Microbiología de la Escuela Politécnica
Nacional.
Este procedimiento de muestreo se realizó en forma frecuencial considerando la
necesidad de muestras de agua para la realización de los diferentes ensayos de
electrocoagulación.
4.1.7 PROCEDIMIENTO DE LOS ENSAYOS DE DESCONTAMINACIÓN DE L AGUA RESIDUAL DE LA INDUSTRIA TEXTIL
El procedimiento realizado en cada uno de los ensayos con el fin de
descontaminar las aguas residuales mediante electrocoagulación, se detalla a
continuación:
4.1.7.1 Procedimiento inicial
a. El muestreo del agua residual se realizó de acuerdo al procedimiento del
numeral 4.1.6.
b. Se realizaron los análisis de los parámetros físico-químicos del agua
residual original (sin el tratamiento de electrocoagulación) de acuerdo a los
procedimientos establecidos por el Laboratorio de Aguas y Microbiología
descritos en el Anexo 3.

58
4.1.7.2 Procedimiento para el tratamiento de las aguas residuales en el reactor de
electrocoagulación
a. Llenar el reactor de electrocoagulación con agua potable, con el fin de
limpiar y estabilizar el reactor.
b. Regular el flujo del efluente del reactor de acuerdo a las condiciones de
flujo necesario para llevar a cabo los ensayos.
c. Llenar el recipiente de alimentación de agua del reactor con la muestra a
tratar.
d. Encender el sistema de control y a continuación la fuente de poder
e. Establecer en la fuente de poder el valor de amperaje, considerando las
variables a ser estudiadas en el ensayo.
f. Abrir la llave de alimentación del agua residual hacia el reactor
g. Esperar la salida del volumen de agua potable del reactor considerando
que el tiempo de residencia del flujo en el reactor es un factor importante
en el estudio de las condiciones técnicas del ensayo respectivo.
h. Se recolectó la primera muestra de agua tratada en un recipiente de
plástico, a la salida del efluente del reactor. Este procedimiento se realizó
cada15 min. por el lapso de una hora.
i. Apagar la fuente de poder y el sistema de control eléctrico
j. Limpieza del reactor
4.1.7.3 Procedimiento final
1. Las muestras tratadas se trasvasaron de los recipientes plásticos a vasos
de precipitación.
2. Se procedió al análisis de las muestras recolectadas en los vasos de
precipitación, siguiendo los procedimientos de análisis del LAM que se
detallan en el Anexo 3.
3. Se procedió a la recopilación de los resultados de los parámetros físico-
químicos de cada uno de los ensayos, los mismos que se presentan en el
Anexo 5.
4. Se realizó el cálculo de porcentajes de remoción de los contaminantes.
5. Se graficó el porcentaje de remoción de contaminantes vs el tiempo del
proceso de electrocoagulación, el porcentaje de remoción vs el amperaje

59
de operación de las celdas electroquímicas y las curvas de variación de
valores de parámetros físico-químicos vs el tiempo.
6. Se utilizó las herramientas estadísticas del programa Excel con el fin de
determinar la tendencia o regresión de cada curva.
4.1.8 PROCEDIMIENTO PARA LA DETERMINACIÓN DE LOS TIEMPOS DE RESIDENCIA A DIFERENTES FLUJOS EN EL REACTOR DE ELECTROCOAGULACIÓN.
El equipo, materiales, reactivos y procedimiento para la determinación del tiempo
de residencia del reactor se detalla a continuación:
4.1.8.1 Equipo, materiales y reactivos
• Reactor
• Recipientes para tomar muestras
• Probeta
• Cronómetro
• Permanganato de potasio
4.1.8.2 Procedimiento
a. Llenar el recipiente de alimentación de agua del reactor con agua potable
b. Abrir la llave del recipiente de alimentación para el paso del agua potable
hacia el reactor.
c. Regular el flujo de salida del agua del reactor de acuerdo a las condiciones
de flujo escogidas para llevar a cabo las pruebas.
d. Añadir el trazador (permanganato de potasio) en la zona de entrada del
flujo del reactor.
e. Registrar el tiempo que demora el trazador en salir completamente del
cuerpo del reactor.
f. Repetir el procedimiento desde los literales a,b,c,d,e para diferentes flujos.
g. Graficar los resultados de tiempo de residencia vs flujo.
h. Obtener la curva y la ecuación de tiempo de residencia utilizando las
herramientas de Excel.

60
En el gráfico 4.1, se presenta la curva y la ecuación de la curva para el cálculo del
tiempo de residencia del afluente en el reactor de electrocoagulación.
GRÁFICO 4-1: DETERMINACIÓN DEL TIEMPO DE RESIDENCIA DEL AFLUENTE EN EL REACTOR DE ELECTROCOAGULACIÓN.
Elaboración: Gómez, E.; Martínez, V.

61
4.2 ENSAYOS DE OPTIMIZACIÓN PARA EL TRATAMIENTO DE
AGUAS DE LA INDUSTRIA TEXTIL
Los ensayos de optimización se presentan, de forma resumida, en el cuadro 4-6.
CUADRO 4-6: DESCRIPCIÓN DE LOS ENSAYOS Y CONDICIONE S DE OPERACIÓN DEL PROCESO DE ELECTROCOAGULACIÓN.
VARIABLES DE ESTUDIO ENSAYO CONDICIÓN DE
OPERACIÓN OBSERVACIÓN
Tiempo del proceso de
electrocoagulación y amperaje de la
celda electroquímica con ánodo de
hierro
E1
Ánodo de hierro Variación del amperaje. Reactor de 10 celdas electroquímicas.
pH del agua muestreada es básico. Reactor de electrocoagulación con 10 celdas.
Tiempo del proceso de
electrocoagulación y amperaje de la
celda electroquímica con ánodo de
aluminio
E2
Ánodo de aluminio Variación del amperaje. Reactor de 10 celdas electroquímicas.
pH del agua muestreada es básico. Reactor de electrocoagulación con 10 celdas.
Flujo de alimentación al
reactor de electrocoagulación
con 10 celdas electroquímicas
E3
Variación del caudal Ánodo de hierro Reactor de 10 celdas electroquímicas.
Ensayo realizado con el Amperaje óptimo del ensayo E1 y E2. pH del agua muestreada es básico.
Flujo de alimentación al
reactor de electrocoagulación
con 20 celdas electroquímicas
E4
Variación del caudal Ánodo de hierro Reactor de 20 celdas electroquímicas.
pH del agua muestreada es básico.
Elaboración: Gómez, E.; Martínez, V.

62
4.2.1 DESCRIPCIÓN DE LOS ENSAYOS
4.2.1.1 Ensayo con diez celdas electroquímicas, con ánodo de hierro, caudal de 7.2 L/h
a 4, 8 y 16 A (ENSAYO 1).
4.2.1.1.1 Parámetros de medición
• Intensidad de corriente
• Voltaje
• Flujo de agua
• Análisis de los parámetros físico-químicos
4.2.1.1.2 Condiciones técnicas específicas
• Se trabajó con intensidades de corriente de 4, 8 y 16 A
• Se utilizó como ánodo láminas de hierro
• Se utilizó el reactor de 10 celdas electroquímicas
• Se trató un caudal de 7.2 L/h
4.2.1.2 Ensayo con diez celdas electroquímicas, con ánodo de aluminio, caudal de 7.2
L/h a 4, 8 y 16 A (ENSAYO 2).
4.2.1.2.1 Parámetros de medición
• Intensidad de corriente
• Voltaje
• Flujo de agua
• Análisis de los parámetros físico-químicos
4.2.1.2.2 Condiciones técnicas específicas.
• Se trabajó con intensidades de corriente de 4, 8 y 16 A
• Se utilizó como ánodo láminas de aluminio
• Se utilizó el reactor de 10 celdas electroquímicas
• Se trató un caudal de 7.2 L/h

63
4.2.1.3 Ensayo con 10 celdas electroquímicas, con ánodo de hierro a 8 amperios,
variando el flujo a 18, 36 y 72 L/h (ENSAYO 3).
4.2.1.3.1 Parámetros de medición
• Flujo de agua
• Intensidad de corriente
• Voltaje
• Análisis de los parámetros físico-químicos
4.2.1.3.2 Condiciones técnicas específicas.
• Se estableció el valor óptimo de amperaje a 8A
• Se estableció como ánodo de sacrificio las láminas de hierro
• Se trabajó variando el flujo del efluente del reactor (18, 36, 72 L/h)
• Se utilizó el reactor de 10 celdas electroquímicas
4.2.1.4 Ensayo con 20 celdas electroquímicas, con ánodo de hierro a 8 A y con flujos
de 114, 216 y 288 L/h (ENSAYO 4).
4.2.1.4.1 Parámetros de medición
• Flujo de agua
• Intensidad de corriente
• Voltaje
• Análisis de los parámetros físico-químicos
4.2.1.4.2 Condiciones técnicas específicas.
• Se estableció el valor óptimo de amperaje a 8A
• Se estableció como ánodo de sacrificio las láminas de hierro
• Se trabaja variando el flujo del efluente del reactor (114, 216, 288 L/h)
• Se utilizó el reactor de 20 celdas electroquímicas

64
CAPÍTULO 5
5. ANÁLISIS DE RESULTADOS
5.1 RESULTADOS DE LOS ANÁLISIS FÍSICO-QUÍMICOS DE
AGUAS RESIDUALES DE LA INDUSTRIA TEXTIL,
TRATADAS POR EL PROCESO DE ELECTRO-
COAGULACIÓN
Los análisis de los parámetros físico – químicos de las muestras de agua
contaminadas y tratadas por el proceso de electrocoagulación, de los ensayos se
detallan en el numeral 4.1.4 del capítulo 4.
Los ensayos de optimización expuestos en el numeral 4.2 del capítulo 4 fueron
realizados con la muestra del efluente contaminado de la industria textil
muestreada en diferentes fechas.
Los resultados de los análisis de los parámetros físico-químicos de las muestras
de agua residual antes del proceso de electrocoagulación para los diferentes
ensayos expuestos en el cuadro 4.6., se presentan en el cuadro 5-1:
CUADRO 5-1: RESULTADOS DE LOS ANÁLISIS FÍSICO-QUÍMI COS DEL EFLUENTE DE LA INDUSTRIA TEXTIL.
PARÁMETROS FÍSICO-QUÍMICOS UNIDADES ENSAYO
(E1) ENSAYO
(E2) ENSAYO
(E3) ENSAYO
(E4)
DQO mg/L 440 340 660 910 Color Real Pt-Co 1100 440 1200 360
Sólidos Disueltos mg/L 0,3 0,13 0,30 0,05
Sólidos Totales mg/L 0,3 0,15 0,30 0,14 Detergentes 7,4 40,5 10,4 36,6
Continúa….

65
CUADRO 5-1: RESULTADOS DE LOS ANÁLISIS FÍSICO-QUÍMI COS DEL
EFLUENTE DE LA INDUSTRIA TEXTIL.
Continuación…
PARÁMETROS FÍSICO-QUÍMICOS UNIDADES ENSAYO
(E1) ENSAYO
(E2) ENSAYO
(E3) ENSAYO
(E4) [Ca+2] mg/L 120 120 80 100 [Mg+2] mg/L 200 80 60 60 OD mg/L 0,6 0,6 0,3 1 pH 10,1 9,8 9,9 8,3 [CO3
-2 ] mg/L 560 80 88 0 [HCO3
-1 ] mg/L 40 192 148 146 Conductividad mS/cm 4,2 2,5 4,2 1,6 Turbidez mg/L 98 66 100 35 Sulfatos mg/L 30 80 85 75 Fosfatos mg/L 3,4 13,2 8,6 6,9
Elaboración: Gómez, E.; Martínez, V.
5.2 ESTUDIO DEL EFECTO DEL PROCESO DE
ELECTROCOAGULACIÓN SOBRE LOS CONTAMINANTES
PRESENTES EN LAS AGUAS RESIDUALES DE LA
INDUSTRIA TEXTIL
Para estudiar la influencia de las variables del proceso de electrocoagulación
sobre la contaminación de las especies químicas que se encuentran en los
efluentes de la industria textil, se definen los siguientes conceptos:
• Remoción de contaminantes químicos: DQO, color real, sólidos disueltos,
sólidos totales, turbidez, [Ca+2], [Mg+2], detergentes, sulfatos y fosfatos
(Anexos 6,7,8,9).
• Variación de los parámetros físico – químicos: oxígeno disuelto (OD),
potencial hidrógeno (pH), alcalinidad ([CO3-2], [HCO3
-1]) y conductividad
(Anexos 5,6,7,8,9).

66
Para calcular los porcentajes de remoción de los contaminantes, utilizando el
proceso de electrocoagulación, se aplicó la siguiente ecuación:
%100×−=i
tii C
CCPR (4.1)
Donde: PRi es el porcentaje de remoción del contaminante i; Ci, Concentración
inicial del contaminante i y Ct, Concentración del contaminante a un tiempo t.
5.2.1 INFLUENCIA DE LA INTENSIDAD DE CORRIENTE DE LA CELD A ELECTROQUÍMICA CON ÁNODO DE HIERRO A 4, 8 Y 16 AMPE RIOS Y A DIFERENTES TIEMPOS DEL PROCESO DE ELECTRO-COAGULACIÓN EN LA REMOCIÓN DE LOS CONTAMINANTES DEL AGUA RESIDUAL DE LA INDUSTRIA TEXTIL A UN CAUDAL FI JO DE 7.2 L/h (ENSAYO E1)
Los resultados de los análisis físico-químicos se exponen en el Anexo 5 y los
porcentajes de remoción de los contaminantes se reporta en el Anexo 6, para el
Ensayo 1.
Las curvas de porcentaje de remoción de DQO, calcio, magnesio, turbidez, color
real, sulfatos, fosfatos, sólidos totales, sólidos disueltos y detergentes, durante el
tratamiento del agua contaminada de la industria textil, se presentan en los
gráficos 5.1 a 5.10.
La variación de [HCO3-1], [CO3
-2], oxígeno disuelto, pH, y conductividad durante el
tratamiento del agua contaminada de la industria textil, se exponen en los gráficos
del 5.11 a 5.15 y en las tablas del Anexo 6.

67
GRÁFICO 5-1: PORCENTAJE DE REMOCIÓN DE DQO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (fl ujo del proceso de 7.2 L/h, intensidades de corriente de 4 , 8 y 16 A; ánodo Fe, reactor de 10 celdas)
GRÁFICO 5-2: PORCENTAJE DE REMOCIÓN DE CALCIO DEL A GUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (fl ujo del proceso de 7.2 L/h, intensidades de corriente de 4 , 8 y 16 A; ánodo Fe, reactor de 10 celdas)

68
GRÁFICO 5-3: PORCENTAJE DE REMOCIÓN DE MAGNESIO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (fl ujo del proceso de 7.2 L/h, intensidades de corriente de 4 , 8 y 16 A; ánodo Fe, reactor de 10 celdas)
GRÁFICO 5-4: PORCENTAJE DE REMOCIÓN DE TURBIDEZ DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (fl ujo del proceso de 7.2 L/h, intensidades de corriente de 4 , 8 y 16 A; ánodo Fe, reactor de 10 celdas)

69
GRÁFICO 5-5: PORCENTAJE DE REMOCIÓN DE COLOR DEL AG UA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (fl ujo del proceso de 7.2 L/h, intensidades de corriente de 4 , 8 y 16 A; ánodo Fe, reactor de 10 celdas)
GRÁFICO 5-6: PORCENTAJE DE REMOCIÓN DE SULFATOS DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (fl ujo del proceso de 7.2 L/h, intensidades de corriente de 4 , 8 y 16 A; ánodo Fe, reactor de 10 celdas)

70
GRÁFICO 5-7: PORCENTAJE DE REMOCIÓN DE FOSFATOS DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (fl ujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas)
GRÁFICO 5-8: PORCENTAJE DE REMOCIÓN DE SÓLIDOS TOTA LES DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECT O AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL E NSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de cor riente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas)

71
GRÁFICO 5-9: PORCENTAJE DE REMOCIÓN DE SÓLIDOS DISU ELTOS DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECT O AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL E NSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de cor riente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas)
GRÁFICO 5-10: PORCENTAJE DE REMOCIÓN DE DETERGENTES DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECT O AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL E NSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de cor riente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas)

72
GRÁFICO 5-11: VARIACIÓN DE [HCO 3-1] DEL AGUA CONTAMINADA DE LA
INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (flujo del pro ceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas)
GRÁFICO 5-12: VARIACIÓN DE [CO 3-2] DEL AGUA CONTAMINADA DE LA
INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (flujo del pro ceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas)

73
GRÁFICO 5-13: VARIACIÓN DE OXÍGENO DISUELTO DEL AGU A CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (fl ujo del proceso de 7.2 L/h, intensidades de corriente de 4 , 8 y 16 A; ánodo Fe, reactor de 10 celdas)
GRÁFICO 5-14: VARIACIÓN DEL pH DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (flujo del pro ceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas)

74
GRÁFICO 5-15: VARIACIÓN DE CONDUCTIVIDAD DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (fl ujo del proceso de 7.2 L/h, intensidades de corriente de 4 , 8 y 16 A; ánodo Fe, reactor de 10 celdas)
De los gráficos 5.1 a 5.15 se concluye lo siguiente:
• En general, la remoción de los contaminantes alcanza valores superiores al
70%, cuando el amperaje es 8 amperios para los parámetros DQO,
magnesio, calcio, turbidez, color, sulfatos, fosfatos y detergentes en el
intervalo de tiempo de 55 a 70 minutos de tratamiento a un caudal de 7,2
L/h.
• En general, la remoción de los contaminantes alcanza valores superiores al
70%, cuando el amperaje es 16 amperios para los parámetros calcio,
magnesio, turbidez, color, sulfatos, fosfatos y detergentes en el intervalo de
tiempo de 70 a 100 minutos a un caudal de 7,2 L/h.
• En general, la remoción de los contaminantes alcanza valores superiores al
60%, cuando el amperaje es 4 amperios para los parámetros calcio,
turbidez, color y fosfatos en el intervalo de tiempo de 55 a 100 minutos a un
caudal de 7,2 L/h.
• Los valores de las variaciones de los parámetros físico-químicos potencial
de hidrógeno y conductividad tienden a aumentar cuando el tratamiento se

75
realiza a ocho amperios. El pH tiende a incrementar su valor desde un
valor inicial de 10 a 12 cuando termina el tratamiento y la conductividad
tiende a incrementarse en un mS/cm para el tratamiento a ocho y 16
amperios.
• Con respecto a la alcalinidad del agua, después del tratamiento, la
formación de especies predominantes son iones hidroxilo y carbonatos
debido al valor alto del pH que tiene el agua tratada.
• Es importante indicar que el oxígeno disuelto del efluente tratado se
incrementa considerablemente de 0,5 mg/L a 4 mg/L cuando se usa una
intensidad de corriente de la celda electroquímica de 8A.
• Las remociones máximas obtenidas de DQO, magnesio, calcio, turbidez,
color, sulfatos, fosfatos, detergentes, sólidos totales y sólidos disueltos se
exponen en el cuadro 5-2.
CUADRO 5-2: VALORES MÁXIMOS DE REMOCIÓN DE LOS CONTAMINANTES DEL AGUA RESIDUAL DE LA INDUSTRIA TEX TIL, BAJO EL ENSAYO E1. (Flujo del proceso 7.2 L/h, intensidad de corriente de 4, 8 y 16 A; ánodo de Fe; reactor de 10 celdas)
PARÁMETROS FÍSICO-QUÍMICOS
REMOCIÓN MÁXIMA
(%)
INTENSIDAD DE
CORRIENTE (A)
TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN
(min)
DQO 85,2 8 A 55
Calcio 86,1 16 A 100
Magnesio 100 8 A 55
Turbidez 95,7 8 A 70
Color Real 99 8 A 85
Sulfatos 96,7 8 A 55
Fosfatos 91,2 4 A 100
Sólidos Totales 69,0 16 A 55
Sólidos Disueltos 70,2 16 A 55
Detergentes 91,7 8 A 70
Elaboración: Gómez, E.; Martínez, V.

76
En base a los resultados obtenidos de los porcentajes de remoción de los
contaminantes, a la variación de los parámetros físico-químicos (oxígeno disuelto,
potencial de hidrógeno y conductividad) y al tiempo necesario para el tratamiento
por electrocoagulación, se considera lo siguiente:
• El valor óptimo del amperaje corresponde a 8 amperios cuando el ánodo es
hierro. • El tiempo necesario para el proceso de tratamiento por electrocoagulación
es de 55 minutos cuando el ánodo es hierro a un caudal de 7,2 L/h. • Se considera necesario realizar otro ensayo utilizando el ánodo aluminio a
las mismas condiciones técnicas del ensayo E1.
5.2.2 INFLUENCIA DE LA INTENSIDAD DE CORRIENTE DE LA CELD A ELECTROQUÍMICA CON ÁNODO DE ALUMINIO A 4, 8 Y 16 AMPERIOS Y A DIFERENTES TIEMPOS DEL PROCESO DE ELECTROCOAGULACIÓN EN LA REMOCIÓN DE LOS CONTAMINANTES DEL AGUA RESIDUAL DE LA INDUSTRIA TEX TIL A UN CAUDAL FIJO DE 7.2 L/h (ENSAYO E2)
Los resultados de los análisis físico-químicos se exponen en el Anexo 5 y los
porcentajes de remoción de los contaminantes se reportan en el Anexo 7, para el
Ensayo 2.
Las curvas de porcentaje de remoción de DQO, calcio, magnesio, turbidez, color
real, sulfatos, fosfatos, sólidos totales, sólidos disueltos y detergentes, durante el
tratamiento del agua contaminada de la industria textil, se presentan en los
gráficos 5.16 a 5.25.
La variación de [HCO3-1], [CO3
-2], oxígeno disuelto, pH, y conductividad durante el
tratamiento del agua contaminada de la industria textil, se exponen en los gráficos
del 5.26 a 5.30 y en las tablas del Anexo 7.

77
GRÁFICO 5-16: PORCENTAJE DE REMOCIÓN DE DQO DEL AGU A CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (fl ujo del proceso de 7.2 L/h, intensidades de corriente de 4 , 8 y 16 A; ánodo Al, reactor de 10 celdas)
GRÁFICO 5-17: PORCENTAJE DE REMOCIÓN DE CALCIO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (fl ujo del proceso de 7.2 L/h, intensidades de corriente de 4 , 8 y 16 A; ánodo Al, reactor de 10 celdas)

78
GRÁFICO 5-18: PORCENTAJE DE REMOCIÓN DE MAGNESIO DE L AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (fl ujo del proceso de 7.2 L/h, intensidades de corriente de 4 , 8 y 16 A; ánodo Al, reactor de 10 celdas)
GRÁFICO 5-19: PORCENTAJE DE REMOCIÓN DE TURBIDEZ DE L AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (fl ujo del proceso de 7.2 L/h, intensidades de corriente de 4 , 8 y 16 A; ánodo Al, reactor de 10 celdas)

79
GRÁFICO 5-20: PORCENTAJE DE REMOCIÓN DE COLOR DEL A GUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (fl ujo del proceso de 7.2 L/h, intensidades de corriente de 4 , 8 y 16 A; ánodo Al, reactor de 10 celdas)
GRÁFICO 5-21: PORCENTAJE DE REMOCIÓN DE SULFATOS DE L AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (fl ujo del proceso de 7.2 L/h, intensidades de corriente de 4 , 8 y 16 A; ánodo Al, reactor de 10 celdas)

80
GRÁFICO 5-22: PORCENTAJE DE REMOCIÓN DE FOSFATOS DE L AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (fl ujo del proceso de 7.2 L/h, intensidades de corriente de 4 , 8 y 16 A; ánodo Al, reactor de 10 celdas)
GRÁFICO 5-23: PORCENTAJE DE REMOCIÓN DE SÓLIDOS TOT ALES DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECT O AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL E NSAYO 2 (flujo del proceso de 7.2 L/h, intensidades de cor riente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas)

81
GRÁFICO 5-24: PORCENTAJE DE REMOCIÓN DE SÓLIDOS DIS UELTOS DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECT O AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL E NSAYO 2 (flujo del proceso de 7.2 L/h, intensidades de cor riente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas)
GRÁFICO 5-25: PORCENTAJE DE REMOCIÓN DE DETERGENTES DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECT O AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL E NSAYO 2 (flujo del proceso de 7.2 L/h, intensidades de cor riente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas)

82
GRÁFICO 5-26: VARIACIÓN DE [HCO 3-1] DEL AGUA CONTAMINADA DE LA
INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (flujo del pro ceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas)
GRÁFICO 5-27: VARIACIÓN DE [CO 3-2] DEL AGUA CONTAMINADA DE LA
INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (flujo del pro ceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas)

83
GRÁFICO 5-28: VARIACIÓN DE OXÍGENO DISUELTO DEL AGU A CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (fl ujo del proceso de 7.2 L/h, intensidades de corriente de 4 , 8 y 16 A; ánodo Al, reactor de 10 celdas)
GRÁFICO 5-29: VARIACIÓN DEL pH DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (flujo del pro ceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas)

84
GRÁFICO 5-30: VARIACIÓN DE CONDUCTIVIDAD DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (fl ujo del proceso de 7.2 L/h, intensidades de corriente de 4 , 8 y 16 A; ánodo Al, reactor de 10 celdas)
De los gráficos 5.16 a 5.30 se concluye lo siguiente:
• En general, la remoción de los contaminantes alcanza valores superiores al
70%, cuando el amperaje es 8 amperios para los parámetros DQO,
magnesio, turbidez, color, sulfatos, fosfatos y detergentes en el intervalo de
55 a 70 minutos a un caudal de 7,2 L/h.
• La remoción de los contaminantes alcanza valores superiores al 70%,
cuando el amperaje es 16 amperios para los parámetros fosfatos y
detergentes, en el intervalo de 55 a 70 minutos a un caudal de 7,2 L/h.
• La remoción de los contaminantes alcanza valores superiores al 70%,
cuando el amperaje es 4 amperios para los parámetros turbidez, color,
sólidos disueltos y fosfatos, en el intervalo de tiempo de 55 a 85 minutos a
un caudal de 7,2 L/h.
• Los valores de los parámetros físico-químicos oxígeno disuelto y
conductividad tienden a aumentar cuando el tratamiento se realiza a 16
amperios. La conductividad tiende a aumentar desde un valor de 2,5
mS/cm hasta un valor de 7 mS/cm, mientras que, a cuatro y ocho

85
amperios la conductividad tiende a permanecer constante. El oxígeno
disuelto alcanza un valor de 4,3 mg/L desde un valor inicial de 0,6 mg/L.
• La remoción de calcio es siempre creciente en el tiempo del proceso de
electrocoagulación, a cualquier amperaje de las celdas electroquímicas,
llegando a valores del 30% cuando el tiempo del proceso es de 100
minutos a bajos amperajes de las celdas electroquímicas, con un caudal de
alimentación de 7,2 L/h.
• Las remociones máximas obtenidas de DQO, magnesio, calcio, turbidez,
color, sulfatos, fosfatos, detergentes, sólidos disueltos y sólidos totales se
exponen en el cuadro 5-3.
CUADRO 5-3: VALORES MÁXIMOS DE REMOCIÓN DE LOS CONTAMINANTES DEL AGUA RESIDUAL DE LA INDUSTRIA TEX TIL, BAJO EL ENSAYO E2. (Flujo del proceso 7.2 L/h, intensida d de corriente de 4, 8 y 16 A; ánodo de Al; reactor de 10 celdas)
PARÁMETROS FÍSICO-
QUÍMICOS
REMOCIÓN MÁXIMA
(%)
INTENSIDAD DE
CORRIENTE (A)
TIEMPO DEL PROCESO DE
ELECTROCOAGULACIÓN (min)
DQO 87,4 8A 100 Calcio 33,3 16A 100 Magnesio 65 8A 100 Turbidez 97 8A 55 Color Real 75,0 8A 100 Sulfatos 47,5 8A 100 Fosfatos 99,2 8A 100 Sólidos Totales 20,8 4A 85 Sólidos Disueltos 78,4 4A 100
Detergentes 86,1 8A 85
Elaboración: Gómez, E.; Martínez, V.

86
Sobre la base de los resultados obtenidos de los porcentajes de remoción de
contaminantes, la variación de parámetros físico-químicos oxígeno disuelto,
conductividad, potencial de hidrógeno y al tiempo necesario para el tratamiento se
considera lo siguiente:
• El valor óptimo del amperaje corresponde a ocho amperios cuando el
ánodo es aluminio. • El tiempo necesario para el tratamiento es 100 minutos cuando el ánodo es
aluminio.
5.2.2.1 Análisis de los ensayos E1 y E2 para determinar el amperaje y el tipo de
electrodo de sacrificio óptimo para el tratamiento de agua contaminada de la
industria textil.
a) Análisis de la variable intensidad de corriente de la celda electroquímica
de acuerdo a los ensayos E 1 y E 2
Los porcentajes de remoción de DQO, calcio, magnesio, turbidez, color real,
sulfatos, fosfatos, sólidos totales, sólidos disueltos y detergentes en función del
amperaje utilizado en el proceso de coagulación, a diferentes tiempos del proceso
de electrocoagulación del agua contaminada de la industria textil, se presentan los
gráficos 5.31 a 5.40

87
GRÁFICO 5-31: PORCENTAJE DE REMOCIÓN DE DQO DEL AGU A CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A DIFERENTES TIEM POS, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/ h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe y Al, reactor de 10 celdas)
11.5A;
85.33%
9A;
90%

88
GRÁFICO 5-32: PORCENTAJE DE REMOCIÓN DE CALCIO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A DIFERENTES TIEM POS, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h , intensidades de corriente de 4, 8 y 16 A; ánodo Fe y Al, reactor de 10 celdas)
13A;
86.80%

89
GRÁFICO 5-33: PORCENTAJE DE REMOCIÓN DE MAGNESIO DE L AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A DIFERENTES TIEM POS, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h , intensidades de corriente de 4, 8 y 16 A; ánodo Fe y Al, reactor de 10 celdas)
10A;
100%
9.5A;
80%

90
GRÁFICO 5-34: PORCENTAJE DE REMOCIÓN DE TURBIDEZ DE L AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A DIFERENTES TIEM POS, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h , intensidades de corriente de 4, 8 y 16 A, ánodo Fe y Al, reactor de 10 celdas)
11A;
100%
9A;
95%

91
GRÁFICO 5-35: PORCENTAJE DE REMOCIÓN DE COLOR DEL A GUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A DIFERENTES TIEM POS, BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, in tensidades de corriente de 4, 8 y 16 A; ánodo Fe y Al, reactor de 10 celdas )
5A;
100%
9.5A;
90%

92
GRÁFICO 5-36: PORCENTAJE DE REMOCIÓN DE SULFATOS DE L AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A DIFERENTES TIEM POS, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h , intensidades de corriente de 4, 8 y 16 A; ánodo Fe y Al, reactor de 10 celdas)
12A;
100%
10A; 60%

93
GRÁFICO 5-37: PORCENTAJE DE REMOCIÓN DE FOSFATOS DE L AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A DIFERENTES TIEM POS, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h , intensidades de corriente de 4, 8 y 16 A; ánodo Fe y Al, reactor de 10 celdas)
11A;
100%
8A;
96%
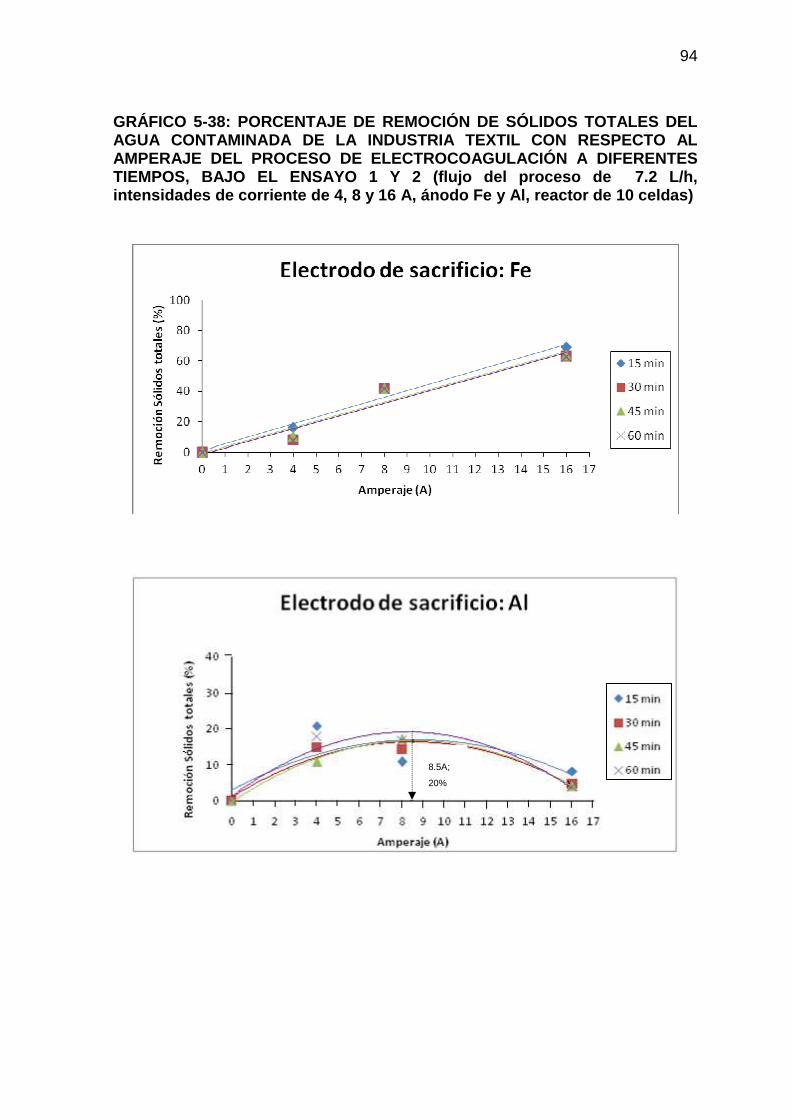
94
GRÁFICO 5-38: PORCENTAJE DE REMOCIÓN DE SÓLIDOS TOT ALES DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECT O AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A DIFERE NTES TIEMPOS, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A, ánodo Fe y Al, reactor de 10 celdas)
8.5A;
20%

95
GRÁFICO 5-39: PORCENTAJE DE REMOCIÓN DE SÓLIDOS DIS UELTOS DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECT O AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A DIFERE NTES TIEMPOS, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe y Al, reactor de 10 celdas)
7.5A;
81%

96
GRÁFICO 5-40: PORCENTAJE DE REMOCIÓN DE DETERGENTES DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECT O AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A DIFERE NTES TIEMPOS, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe y Al, reactor de 10 celdas)
11A;
91.8%
11A;
90%

97
De los gráficos 5.31 a 5.40 se concluye lo siguiente:
• La forma de las curvas de porcentajes de remoción de los contaminantes
presentes en el agua contaminada de la industria textil en función del
amperaje de las celdas electroquímicas presentan máximos con excepción
de la curva de remoción de calcio cuando se usa ánodo de hierro.
• La remoción de DQO utilizando ánodo Fe (Ensayo E1) alcanza el valor de
85,3% cuando el amperaje es 11,5 A. En el Ensayo E2, la remoción llega al
90% cuando el amperaje es 9A, utilizando ánodo de aluminio.
• La remoción de calcio utilizando ánodo Al (Ensayo E2) alcanza valores
menores que los obtenidos con ánodo de hierro; no se tienen valores
superiores al 44%, aún cuando se utilice amperajes altos.
• El porcentaje de remoción de color, utilizando como electrodo de sacrificio
Fe, alcanza valores asintóticos cercanos al 100% a partir de un amperaje
de 5 A. Mientras que con ánodo de Al se alcanza valores máximos del 90%
a un amperaje de 9,5 A.
• El porcentaje de remoción de fosfatos utilizando ánodo Fe alcanza el valor
máximo del 100% a un amperaje de 11 A. Cuando el ánodo es Al, el valor
de remoción de fosfatos tiende a valores asintóticos del 95,6% a una
intensidad de corriente de la celda de 8 A.
• La remoción de sólidos totales presenta una tendencia lineal con la
intensidad de corriente de la celda electroquímica hasta alcanzar un valor
del 65%, cuando la intensidad de corriente de la celda llega a 16 amperios,
utilizando ánodo de hierro. Con ánodo de aluminio, la remoción máxima
asciende al 20% a una intensidad de corriente de 8,5 A; valor muy por
debajo de lo alcanzado con el ánodo de hierro.
• La remoción de sólidos disueltos cuando el ánodo es Fe (Ensayo 1) varía
con la intensidad de corriente en forma lineal, alcanzado valores de
remoción cercanos al 70% para un amperaje de 16 A. Para el caso de
operar con electrodo Al, la remoción es del 80,6% para un amperaje de
8A.
De los resultados expuestos en los gráficos 5-31 a 5-40 se determina las
intensidades de la corriente de la celda electroquímica para la obtención de la

98
máxima remoción de los contaminantes en el agua residual de la industria textil,
bajo los Ensayos 1 y 2, los mismos se exponen en el cuadro 5.4.
CUADRO 5-4: INTENSIDADES DE CORRIENTE DE LA CELDA ELECTROQUÍMICA PARA LA OBTENCIÓN DE LA MÁXIMA REMOC IÓN DE LOS CONTAMINANTES DEL AGUA RESIDUAL DE LA INDUSTRIA TEXTIL, BAJO LOS ENSAYOS 1 Y 2. (Flujo del proceso 7.2 L/h, intensidad de corriente de 4, 8 y 16 A; ánodo de Fe y Al; reactor de 10 celdas)
PARÁMETROS FÍSICO-
QUÍMICOS
INTENSIDAD DE CORRIENTE ÓPTIMA (A)
Máxima Remoción (%)
Tiempo del Proceso (min)
Ánodo de Fe
Ánodo de Al
Con ánodo de Fe
Con ánodo de Al
Con ánodo de Fe
Con ánodo de Al
DQO 11,5 9 85,3 90 15 60 Calcio 13 16 86,8 44 60 60 Magnesio 10 9,5 100 80,1 60 60 Turbidez 11 9 100 95 30 30 Color Real 5 9,5 100 90 15 60 Sulfatos 12 10 100 65 45 60 Fosfatos 11 8 100 96 60 60 Sólidos Totales 16 8,5 65 20 100 60 Sólidos Disueltos 16 8 70 81 45 60 Detergentes 11 11 91,8 90,5 45 30
Elaboración: Gómez, E.; Martínez, V.
De los resultados expuestos en el cuadro 5-4 se deduce lo siguiente:
• El valor óptimo de la intensidad de corriente necesaria para la remoción de
un contaminante de las aguas contaminadas de la industria textil depende
del tipo de ánodo que se utilice y de la especie química existente como
contaminante. En forma general, la intensidad de corriente óptima de la
celda electroquímica varía entre 4 A y 12 A. Un valor promedio de
intensidad de corriente de 8 A se tomará como constante para continuar el
estudio de la influencia de la variación del caudal del influente del reactor
de electrocoagulación.
• El reactor de electrocoagulación con celdas electroquímicas donde el
ánodo es hierro produce una mayor remoción del contaminante presente

99
en el agua residual de la industria textil para la mayor parte de
contaminantes, tales como: calcio, magnesio, eliminación de colorantes
(color), sulfatos, fosfatos, sólidos totales y detergentes.
• En general, el tiempo del proceso de descontaminación de las aguas de la
industria textil para la obtención de la remoción máxima de sus
contaminantes depende de la intensidad de corriente de la celda
electroquímica, del tipo de ánodo utilizado y de la clase de contaminante
presente en la solución.
b) Análisis de la variable tiempo de residencia del agua contaminada de la
industria textil, en el reactor de electrocoagulación de acuerdo a los
ensayos E1 y E2.
Los porcentajes de remoción de DQO, calcio, magnesio, turbidez, color real,
sulfatos, fosfatos, sólidos totales, sólidos disueltos y detergentes, en función del
tiempo de permanencia en el reactor de electrocoagulación durante el tratamiento
del agua contaminada de la industria textil, se presentan en los gráficos 5.41 a
5.50
GRÁFICO 5-41: PORCENTAJES DE REMOCIÓN DE DQO DEL AG UA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidad de corriente de 8 A; ánodo Fe y Al, reactor de 10 celdas)

100
GRÁFICO 5-42: PORCENTAJES DE REMOCIÓN DE COLOR DEL AGUA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROC ESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidad de corriente de 8 A; ánodo Fe y Al, reactor de 10 celdas)
GRÁFICO 5-43: PORCENTAJES DE REMOCIÓN DE FOSFATOS D EL AGUA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL P ROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidad de corriente de 8 A; ánodo Fe y Al, reactor de 10 celdas)
55 min; 97.3%
70 min; 86% 82 min; 93%

101
GRÁFICO 5-44: PORCENTAJES DE REMOCIÓN DE SÓLIDOS DI SUELTOS DEL AGUA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIE MPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidad de corriente de 8 A ; ánodo Fe y Al, reactor de 10 celdas)
GRÁFICO 5-45: PORCENTAJES DE REMOCIÓN DE SÓLIDOS TO TALES DEL AGUA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidad de corriente de 8 A ; ánodo Fe y Al, reactor de 10 celdas)
55 min; 41.8%

102
GRÁFICO 5-46: PORCENTAJES DE REMOCIÓN DE DETERGENTE S DEL AGUA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidad de corriente de 8 A ; ánodo Fe y Al, reactor de 10 celdas)
GRÁFICO 5-47: PORCENTAJES DE REMOCIÓN DE CALCIO DEL AGUA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROC ESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidad de corriente de 8 A; ánodo Fe y Al, reactor de 10 celdas)
70 min; 90%
55 min; 50%
65 min; 16.7%

103
GRÁFICO 5-48: PORCENTAJES DE REMOCIÓN DE MAGNESIO D EL AGUA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL P ROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidad de corriente de 8 A; ánodo Fe y Al, reactor de 10 celdas)
GRÁFICO 5-49: PORCENTAJES DE REMOCIÓN DE TURBIDEZ D EL AGUA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROC ESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidad de corriente de 8 A; ánodo Fe y Al, reactor de 10 celdas)
55 min; 100%
55 min; 95.7%

104
GRÁFICO 5-50: PORCENTAJES DE REMOCIÓN DE SULFATOS D EL AGUA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL P ROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidad de corriente de 8 A; ánodo Fe y Al, reactor 10 celdas)
Del análisis de los gráficos 5-41 a 5-50 se concluye lo siguiente:
• En general, las formas de las curvas de remoción por electrocoagulación
para DQO, color, fosfatos, sólidos totales, detergentes, calcio, magnesio,
turbidez y sulfatos presentes en las aguas de la industria textil tienen una
tendencia asintótica con respecto al tiempo del proceso cuando se utiliza
ánodo de hierro y cuando se utiliza ánodo de aluminio. Las curvas de
remoción para fosfatos, sólidos totales, detergentes, calcio, magnesio,
turbidez y sulfatos también tienen una tendencia asintótica con respecto al
tiempo del proceso de electrocoagulación.
• Las formas de las curvas de remoción por electrocoagulación para DQO y
color con ánodo de aluminio y sólidos disueltos con ánodo de hierro y
aluminio tienen una tendencia lineal con respecto al tiempo del proceso de
electrocoagulación.
En base a los resultados obtenidos de los porcentajes de remoción de
contaminantes en función del tiempo del proceso de electrocoagulación, con
ánodo de hierro y aluminio, expuestos en los gráficos 5-41 a 5-50, se desarrolla el
55 min; 96.7%

105
cuadro 5-5, donde se expone los tiempos del proceso de descontaminación por
electrocoagulación necesarios para obtener valores de remoción asintóticos,
utilizando ánodos de hierro y aluminio.
CUADRO 5-5: TIEMPOS DEL PROCESO DE ELECTROCOAGULACI ÓN NECESARIOS PARA LA OBTENCIÓN DE PORCENTAJES DE REMO CIÓN ASINTÓTICOS DE LOS CONTAMINANTES PRESENTES EN LAS A GUAS DE LA INDUSTRIA TEXTIL, BAJO LOS ENSAYOS 1 Y 2. (FLUJO DEL PROCESO 7.2 L/h, INTENSIDAD DE CORRIENTE DE 8 A; ÁNODO DE F e Y Al; REACTOR DE 10 CELDAS).
CONTAMINANTE
PORCENTAJES Y TIEMPOS DE REMOCIÓN DE LOS CONTAMINANTES DEL PROCESO DE ELECTROCOAGULACIÓN
Ánodo de Hierro Ánodo de Aluminio
Remoción asintótica (%)
Tiempo proceso de electrocoagulación
(min)
Remoción asintótica
(%)
Tiempo proceso de electrocoagulación
(min)
DQO 72 70 - -
Calcio 50 55 16,7 65
Magnesio 100 55 50 65
Turbidez 95,7 55 97 55
Color Real 97,3 55 - -
Sulfatos 96,7 55 41,3 55
Fosfatos 86 70 93 82
Sólidos Totales 41,8 55 17,2 55
Detergentes 90 70 85 70
Elaboración: Gómez, E.; Martínez, V.
De los datos expuestos en el cuadro 5-5 se concluye lo siguiente:
• El tiempo del proceso de electrocoagulación para llegar a valores de
remoción asintóticos de los contaminantes cuando se utiliza ánodo de
hierro a 8A es 55 minutos con un flujo de 7,2 L/h en el reactor de 10 celdas
electroquímicas, excepto para la remoción de DQO, fosfatos y detergentes
que es necesario 70 minutos del proceso.
• De los gráficos presentados y de las conclusiones anteriores se deduce
que el electrodo de sacrificio que presenta los mejores valores de remoción
corresponde al ánodo de hierro. Por lo tanto, los análisis siguientes se
realizarán con ánodo de hierro como electrodo de sacrificio a una
intensidad de corriente de ocho amperios (8 A), incrementando el caudal a
tratarse como variable de estudio.

106
5.2.3 INFLUENCIA DEL FLUJO DE ALIMENTACIÓN AL REACTOR DE ELECTROCOAGULACIÓN DE 10 CELDAS ELECTROQUÍMICAS CON ÁNODO DE HIERRO A 8 AMPERIOS Y A DIFERENTES TIEMPOS DEL PROCESO DE ELECTROCOAGULACIÓN, EN LA REMOCIÓN DE LO S CONTAMINANTES DEL AGUA RESIDUAL DE LA INDUSTRIA TEX TIL. (ENSAYO E3). Los flujos de alimentación al reactor de electrocoagulación que se establecieron fueron 18 L/h, 36 L/h y 72 L/h.
Las curvas de porcentaje de remoción de DQO, calcio, magnesio, turbidez, color
real, sulfatos, fosfatos, sólidos totales, sólidos disueltos y detergentes, durante el
tratamiento del agua contaminada de la industria textil, se presentan en los
gráficos 5.51 a 5.60 y en las tablas del Anexo 8.
La variación de [HCO3-1], [CO3
-2], oxígeno disuelto, pH y conductividad durante el
tratamiento del agua contaminada de la industria textil, se exponen en los gráficos
del 5.61 a 5.65 y en las tablas del Anexo 8.
GRÁFICO 5-51: PORCENTAJE DE REMOCIÓN DE DQO DEL AGU A CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 10 celdas)

107
GRÁFICO 5-52: PORCENTAJE DE REMOCIÓN DE COLOR DEL A GUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 10 celdas)
GRÁFICO 5-53: PORCENTAJE DE REMOCIÓN DE SÓLIDOS DIS UELTOS DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECT O AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corrien te media de 8 A; ánodo Fe, reactor de 10 celdas)

108
GRÁFICO 5-54: PORCENTAJE DE REMOCIÓN DE SÓLIDOS TOT ALES DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECT O AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corrien te media de 8 A; ánodo Fe, reactor de 10 celdas)
GRÁFICO 5-55: PORCENTAJE DE REMOCIÓN DE DETERGENTES DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECT O AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL E NSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensida d de corriente media de 8 A; ánodo Fe, reactor de 10 celdas)

109
GRÁFICO 5-56: PORCENTAJE DE REMOCIÓN DE CALCIO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 10 celdas)
GRÁFICO 5-57: PORCENTAJE DE REMOCIÓN DE MAGNESIO DE L AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 10 celdas)

110
GRÁFICO 5-58: PORCENTAJE DE REMOCIÓN DE SULFATOS DE L AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 10 celdas)
GRÁFICO 5-59: PORCENTAJE DE REMOCIÓN DE FOSFATOS DE L AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 10 celdas)

111
GRÁFICO 5-60: PORCENTAJE DE REMOCIÓN DE TURBIDEZ DE L AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 10 celdas)
GRÁFICO 5-61: VARIACIÓN DE [HCO 3-1] DEL AGUA CONTAMINADA DE LA
INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, rea ctor de 10 celdas)

112
GRÁFICO 5-62: VARIACIÓN DE [CO 3-2] DEL AGUA CONTAMINADA DE LA
INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente óptima de 8 A; ánodo Fe, re actor de 10 celdas)
GRÁFICO 5-63: VARIACIÓN DE OXÍGENO DISUELTO DEL AGU A CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 10 celdas)

113
GRÁFICO 5-64: VARIACIÓN DE pH DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, rea ctor de 10 celdas)
GRÁFICO 5-65: VARIACIÓN DE CONDUCTIVIDAD DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 10 celdas)

114
De los gráficos 5.51 a 5.65 se concluye lo siguiente:
• La remoción de DQO para un caudal de 18 L/h y 36 L/h presenta valores
similares, alcanzando un valor de 77% aproximadamente a los 45
minutos de tratamiento. Para un caudal de 72 L/h, los porcentajes de
remoción tienen una tendencia decreciente a los obtenidos a 18 y 36 L/h.
El valor de remoción de DQO más alto obtenido a 72 L/h es 57% a los 60
minutos de proceso.
• Los resultados de la remoción de los diferentes contaminantes presentes
en el agua contaminada de la industria textil disminuyen con el
incremento del caudal de alimentación al reactor de electrocoagulación.
Para el caso de los valores de remoción de DQO, sólidos disueltos,
calcio, magnesio, sulfatos, fosfatos y turbidez, el rango de disminución es
relevante y oscila entre el 26% al 45%, aproximadamente.
• Los porcentajes de remoción de detergentes prácticamente no son
influenciados con el aumento del caudal del afluente al reactor de
electrocoagulación.
• El incremento del caudal del agua contaminada de la industria textil tiene
poca influencia en la disminución del porcentaje de remoción de color y
de los sólidos totales, oscila entre el 4% al 8% aproximadamente.
• El incremento del oxígeno disuelto es muy relevante con el aumento del
caudal de alimentación, desde un valor de 0,5 mg/L a 7 mg/L
aproximadamente, lo cual significa una descontaminación rápida por
efecto del proceso de electrocoagulación.
En base a los resultados mencionados y con el propósito de incrementar los
valores de remoción de los contaminantes presentes en el agua contaminada de
la industria textil se consideró necesario aumentar el número de celdas y el caudal
para la siguiente serie de ensayos.

115
5.2.4 INFLUENCIA DEL FLUJO DE ALIMENTACIÓN AL REACTOR DE ELECTROCOAGULACIÓN DE 20 CELDAS ELECTROQUÍMICAS CON ÁNODO DE HIERRO A 8 AMPERIOS Y A DIFERENTES TIEMPOS DEL PROCESO DE REMOCIÓN DE LOS CONTAMINANTES DEL AGUA RESIDUAL DE LA INDUSTRIA TEXTIL. (ENSAYO E4). Los flujos de alimentación al reactor de electrocoagulación que se establecieron fueron 144 L/h, 216 L/h y 288 L/h.
Las curvas de porcentaje de remoción de DQO, calcio, magnesio, turbidez, color
real, sulfatos, fosfatos, sólidos totales, sólidos disueltos y detergentes, durante el
tratamiento del agua contaminada de la industria textil, se presentan en los
gráficos 5.66 a 5.75.
La variación de [HCO3-1], [CO3
-2], oxígeno disuelto, pH, y conductividad durante el
tratamiento del agua contaminada de la industria textil, se exponen en los gráficos
del 5.76 a 5.80 y en las tablas del Anexo 9.
GRÁFICO 5-66: PORCENTAJE DE REMOCIÓN DE DQO DEL AGU A CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media d e 8 A; ánodo Fe, reactor de 20 celdas)

116
GRÁFICO 5-67: PORCENTAJE DE REMOCIÓN DE COLOR DEL A GUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media d e 8 A; ánodo Fe, reactor de 20 celdas)
GRÁFICO 5-68: PORCENTAJE DE REMOCIÓN DE SÓLIDOS DIS UELTOS DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECT O AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corrie nte media de 8 A; ánodo Fe, reactor de 20 celdas)
Reactor de 20 celdas

117
GRÁFICO 5-69: PORCENTAJE DE REMOCIÓN DE SÓLIDOS TOT ALES DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECT O AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corrie nte media de 8 A; ánodo Fe, reactor de 20 celdas)
GRÁFICO 5-70: PORCENTAJE DE REMOCIÓN DE DETERGENTES DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECT O AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL E NSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensid ad de corriente media de 8 A; ánodo Fe, reactor de 20 celdas)

118
GRÁFICO 5-71: PORCENTAJE DE REMOCIÓN DE CALCIO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media d e 8 A; ánodo Fe, reactor de 20 celdas)
GRÁFICO 5-72: PORCENTAJE DE REMOCIÓN DE MAGNESIO DE L AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media d e 8 A; ánodo Fe, reactor de 20 celdas)
Reactor de 20 celdas
Reactor de 20 celdas

119
GRÁFICO 5-73: PORCENTAJE DE REMOCIÓN DE SULFATOS DE L AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media d e 8 A; ánodo Fe, reactor de 20 celdas)
GRÁFICO 5-74: PORCENTAJE DE REMOCIÓN DE FOSFATOS DE L AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media d e 8 A; ánodo Fe, reactor de 20 celdas)
Reactor de 20 celdas
Reactor de 20 celdas

120
GRÁFICO 5-75: PORCENTAJE DE REMOCIÓN DE TURBIDEZ DE L AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media d e 8 A; ánodo Fe, reactor 20 celdas)
GRÁFICO 5-76: VARIACIÓN DE [HCO 3-1] DEL AGUA CONTAMINADA DE LA
INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media de 8 A; ánodo Fe , reactor 20 celdas)
Reactor de 20 celdas

121
GRÁFICO 5-77: VARIACIÓN DE [CO 3-2] DEL AGUA CONTAMINADA DE LA
INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media de 8 A; ánodo Fe , reactor de 20 celdas)
GRÁFICO 5-78: VARIACIÓN DE OXÍGENO DISUELTO DEL AGU A CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos de l proceso de 144, 216 y 288 L/h, intensidad de corriente media d e 8 A; ánodo Fe, reactor de 20 celdas)

122
GRÁFICO 5-79: VARIACIÓN DEL pH DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELCTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media de 8 A; ánodo Fe , reactor de 20 celdas)
GRÁFICO 5-80: VARIACIÓN DE CONDUCTIVIDAD DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media d e 8 A; ánodo Fe, reactor de 20 celdas)

123
De los gráficos 5.66 a 5.80 se concluye lo siguiente:
• La forma de las curvas de remoción de los contaminantes presentes en el
agua de la industria textil son similares a las obtenidas en el ensayo 3
donde ya se incrementó el caudal al reactor de 10 celdas hasta 72 L/h.
• El aumento del número de celdas del reactor de electrocoagulación de 10
celdas a 20 celdas con ánodo de hierro permite aumentar el caudal de
alimentación al reactor de electrocoagulación hasta 216 L/h manteniendo
un amperaje de la celda electroquímica en ocho amperios. Bajo estas
condiciones, los rendimientos de la remoción de contaminantes del agua
residual de la industria textil tienden a ser semejantes a los obtenidos con
el reactor de 10 celdas a un flujo de 36 L/h. Un caudal de 288 L/h con el
reactor de 20 celdas disminuye los porcentajes de remoción de los
diferentes contaminantes del agua de la industria textil, en todos los casos.
• La remoción de DQO para un caudal de 144 y 216 L/h con el reactor de 20
celdas presenta valores superiores al 90% a los 30 minutos de tratamiento.
Sin embargo, para un caudal de 288 L/h, el porcentaje de remoción de
DQO alcanza valores de tan sólo el 20% aproximadamente a un tiempo de
operación del reactor de 60 minutos.
• La remoción de colorantes (color) alcanza un valor máximo cercano al 70%
para un caudal de 144 L/h a 60 minutos de tratamiento y un valor cercano
al 90% para el caudal de 216 L/h a los 15 minutos de tratamiento. Para un
caudal de 288 L/h, la remoción alcanza un valor de 20% a los 60 minutos
de tratamiento.
• La remoción de sólidos disueltos con un caudal de 144 y 216 L/h alcanza
valores bajos cercanos al 20%. Para el caudal de 288 L/h, la remoción
disminuye a valores inferiores al 10%. Un comportamiento similar se
observó para los sulfatos, fosfatos, calcio, magnesio, sólidos totales y
turbidez.
• La remoción de detergentes para un caudal de 144 y 216 L/h presenta
valores superiores al 60% con el reactor de 20 celdas.

124
Considerando el análisis de los resultados realizados en los Ensayos E1, E2, E3 y
E4 de este capítulo, la información obtenida de la Empresa Prolatex y el
cumplimiento de la legislación ambiental vigente instaurada en la Ordenanza 213
establecida por la autoridad ambiental del Distrito Metropolitano de Quito que se
presenta en el Anexo 13; se establece los valores de los parámetros de operación
que se consideran óptimos para el tratamiento de aguas residuales de la industria
textil Prolatex, utilizando el proceso de electrocoagulación. Dichos valores se
exponen en el cuadro 5-6. Además, el resumen de los parámetros de remoción
de contaminantes en las condiciones óptimas de operación del reactor de
electrocoagulación de 20 celdas electroquímicas se presenta en el cuadro 5-7.
CUADRO 5-6: PARÁMETROS ÓPTIMOS DE OPERACIÓN DEL REA CTOR DE ELECTROCOAGULACIÓN DE 20 CELDAS ELECTROQUÍMICAS PAR A EL PROCESO DE DESCONTAMINACIÓN DE LAS AGUAS CONTAMINAD AS DE LA INDUSTRIA TEXTIL PROLATEX.
PARÁMETROS DE OPERACIÓN
VALOR / CONDICIÓN ÓPTIMA
Intensidad de corriente 8 A
Caudal de tratamiento 216 L/h
Tiempo del proceso en el
reactor a caudal de 216 L/h 60 minutos
Número de celdas 20 celdas
Área de la celda 0,015 m2
Densidad de corriente 552 A/m2
Tipo de ánodo Ánodo de hierro
Elaboración: Gómez, E.; Martínez, V.

125
CUADRO 5-7: PORCENTAJES DE REMOCIÓN DE CONTAMINANTE S EN LAS MEJORES CONDICIONES TÉCNICAS.
PARÁMETROS FÍSICO-
QUÍMICOS
REMOCIÓN MÁXIMA
(%)
CONDICIÓN TÉCNICA
Intensidad
de la celda
electroquímica
(A)
Q (L/h) t (min) ánodo # Celdas
electroquímicas
DQO 94,95 8 216 45 hierro 20
Calcio 20 8 216 30 hierro 20
Magnesio 36 8 216 60 hierro 20
Turbidez 38,3 8 216 60 hierro 20
Color Real 73,1 8 216 60 hierro 20
Sulfatos 60 8 216 60 hierro 20
Fosfatos 50,72 8 216 60 hierro 20
Sólidos Totales 63,56 8 216 60 hierro 20
Sólidos Disueltos
19,33 8 216 60 hierro 20
Detergentes 73,71 8 216 45 hierro 20
Elaboración: Gómez, E.; Martínez, V.

126
CAPÍTULO 6
6. DIMENSIONAMIENTO DEL SISTEMA DE
ELECTROCOAGULACIÓN PARA EL TRATAMIENTO DE
AGUAS DE LA INDUSTRIA TEXTIL
6.1 DIMENSIONAMIENTO
Con el fin de presentar el dimensionamiento del proceso de electrocoagulación,
para el tratamiento de aguas residuales de la industria textil PROLATEX se realizó
un estudio de las variables del proceso de electrocoagulación detallados en el
Capítulo 5.
Se analizó los resultados obtenidos con el fin de determinar los valores óptimos
de los parámetros de operación del reactor de electrocoagulación que permitió el
dimensionamiento del proceso de electrocoagulación para el tratamiento del agua
residual de la industria textil.
Para el funcionamiento integral del sistema de electrocoagulación se ha
contemplado el dimensionamiento de las siguientes unidades: tanque de
homogenización, reactor de electrocoagulación, filtro de arena y lecho de secado.
El diagrama de flujo del proceso de electrocoagulación y las unidades
complementarias al proceso se presenta en el gráfico 6-1.

127
GRÁFICO 6-1: DIAGRAMA DE UNIDADES PARA LA DESCONTAM INACIÓN DE AGUAS DE LA INDUSTRIA TEXTIL POR ELECTROCOAGULAC IÓN
Elaboración: Gómez, E.; Martínez, V.

128
6.1.1 TANQUE DE HOMOGENIZACIÓN (31)
La determinación del caudal del agua residual a tratar es fundamental para el
diseño de las diferentes instalaciones que tendrá una planta de tratamiento.
Dado que los caudales de aguas residuales generadas en la industria textil no
son constantes, la homogenización del caudal es una alternativa que se utiliza
con el fin de superar los problemas de la variación de las descargas con distintas
concentraciones de contaminantes. La homogenización consiste en amortiguar
las variaciones de caudal con el propósito de obtener un caudal constante de
alimentación al reactor.
Por lo anteriormente descrito se ha contemplado acoplar un tanque de
homogenización, para lo cual se ha considerado la siguiente información:
CUADRO 6-1: DATOS DE CAUDAL FACTURADO POR LA EMPRES A PROLATEX
Nº MES MES AÑO CAUDAL
FACTURADO (m3/mes)
1 Noviembre 2010 52 2 Diciembre 2010 104 3 Enero 2011 100 4 Febrero 2011 101 5 Marzo 2011 116 6 Abril 2011 124 7 Mayo 2011 125 8 Junio 2011 141 9 Julio 2011 115
10 Agosto 2011 83 11 Septiembre 2011 105 12 Octubre 2011 83 13 Noviembre 2011 93 14 Diciembre 2011 98
Fuente: Prolatex, 2011 Elaboración: Gómez, E.; Martínez, V.
Con la información expuesta en el cuadro 6-1, se procede a graficar la variación
del caudal mensual expuesto en el gráfico 6-2.

129
GRÁFICO 6-2: VARIACIÓN DEL CAUDAL MENSUAL RESPECTO AL CAUDAL MEDIO
Elaboración: Gómez, E.; Martínez, V.
De los datos expuestos en el gráfico 6-2, el caudal medio mensual es de 103
m3/mes.
Como se observa en el gráfico 6-2, el caudal pico presenta un valor de 141
m3/mes, que corresponde a 0,88 m3/h debido a que la empresa opera 20 días al
mes con una jornada de trabajo de 8 horas.
El sistema de electrocoagulación será diseñado para tratar el caudal pico (0,88
m3/h). Actualmente, la empresa descarga un caudal medio de 0,64 m3/h. El
volumen correspondiente a este caudal medio se almacenará en el tanque de
homogenización durante las dos primeras horas de operación de la planta a fin de
completar un volumen igual o cercano al volumen que puede tratar el sistema de
electrocoagulación.
La frecuencia de operación del reactor de electrocoagulación se determina
mediante la diferencia entre el volumen medio descargado por la planta y el
volumen a tratarse por el sistema de electrocoagulación, esta información se
presenta en el cuadro 6-2.

130
CUADRO 6-2: FRECUENCIA DE OPERACIÓN DEL REACTOR DE ELECTROCOAGULACIÓN CONSIDERANDO EL VOLUMEN MEDIO DESCARGADO POR LA PLANTA Y EL VOLUMEN A TRATARSE PO R EL SISTEMA DE ELECTROCOAGULACIÓN.
Tiempo de operación
de la planta (h)
Volumen medio
descargado de la planta
(m³)
Volumen a tratarse por el sistema de
electrocoagulación (m³)
Volumen sin tratar
(m³)
Frecuencia de operación del reactor de electrocoagulación
1 0,64 0 0,64 Reactor no opera
2 1,28 0,88 0,4 Inicio de operación del
reactor
3 1,04 0,88 0,16 Continúa la operación
del reactor
4 0,8 0,88 0 Reactor no opera al final
de las cuatro horas 5 0,64 0 0,64 Reactor no opera
6 1,28 0,88 0,4 Inicio de operación del
reactor
7 1,04 0,88 0,16 Continúa la operación
del reactor
8 0,8 0,88 0 Reactor no opera al final
de las ocho horas
Elaboración: Gómez, E.; Martínez, V.
Considerando la información obtenida en el cuadro 6-2 se observa que a la
segunda hora de operación de la planta se descarga el máximo volumen de agua
contaminada. Por lo tanto, el reactor de electrocoagulación iniciará el proceso de
descontaminación a la segunda hora de operación de la planta y el reactor dejará
de operar al término de la cuarta hora, quedando un tiempo de una hora de paro
del reactor que puede ser utilizada para el mantenimiento del mismo en caso de
ser necesario. El reactor de electrocoagulación iniciará nuevamente su ciclo de
operación a la sexta hora.
Observando los datos del cuadro 6-2, se concluye que el máximo volumen de
agua contaminada descargado por la planta es de 1,28 m3. Por lo cual, el tanque
de homogenización deberá tener un volumen igual al descargado por la planta en
la segunda hora de operación más un factor de seguridad del 50%.
El volumen del tanque de homogenización será de:

131
Se considera un tanque comercial de polietileno de alta densidad b de 2 m3 para
almacenar el agua descargada.
6.1.2 DIMENSIONAMIENTO DEL REACTOR DE ELECTROCOAGULACIÓN
El dimensionamiento del reactor de electrocoagulación se realizó partiendo de las
siguientes consideraciones:
1. Los ensayos realizados con los reactores de 10 y 20 celdas
2. Caudal pico de descarga de la empresa de 882 L/h
3. Tipo de reactor: flujo pistón
6.1.2.1 Cálculo del volumen del reactor de tipo flujo pistón (37), (38), (39)
Mediante los resultados obtenidos en el capítulo 5 se determinó el orden de la
reacción y la constante de velocidad del proceso de coagulación, como se indica
a continuación:
• Se utilizó los resultados de los ensayos E3 (18 L/h, 36 L/h, 72 L/h) y
E4 (144 L/h, 216 L/h) referente al DQO para realizar la representación
gráfica siguiente: C vs t (reacción de orden cero), -ln(C/Co) vs t
(reacción de orden uno) y 1/C vs t (reacción de orden dos).
• De la representación gráfica mencionada se obtuvo el coeficiente de
regresión (R2) y se determinó el orden de la reacción considerando el
valor más cercano a uno del R2.
• Se comprobó el orden de la reacción utilizando el método diferencial en
base a los resultados obtenidos.
• Una vez definido el orden de la reacción, se procedió a obtener el valor
de la constante de la velocidad de reacción (k).
• Finalmente, obtenido el orden de la reacción y el valor de la constante
de la velocidad de reacción (k), se calcula el volumen del reactor.
Un ejemplo de cálculo del orden de la reacción del proceso de electrocoagulación,
mediante el procedimiento mencionado anteriormente, utilizando los valores de
DQO del Ensayo 4, se expone en el cuadro 6-3.
b Los tanques de polietileno de alta densidad son resistentes a temperaturas hasta 100 oC

132
CUADRO 6-3: RESULTADO DEL CÁLCULO DEL ORDEN DE LA R EACCIÓN DEL PROCESO DE ELECTROCOAGULACIÓN.
DATOS DE DQO DEL ENSAYO 4 – CAUDAL 216 L/h
DQO mgO2/L 910 210 98 46 49
t h 0 0,25 0,5 0,75 1
Datos para la representación gráfica
n=0 Ct 910 210 98 46 49
n=1 - (ln Cf/Co) 0 1,46 2,22 2,98 2,92
n=2 1/Ct 0.001 0,004 0,01 0,02 0,02
(Co, DQO inicial; Cf, DQO final y Ct, DQO al tiempo t)
Elaboración: Gómez, E.; Martínez, V.
La representación gráfica de acuerdo a los órdenes de reacción se presenta en
los gráficos 6-3, 6-4 y 6-5:
GRÁFICO 6-3: REACCIÓN DE ORDEN CERO
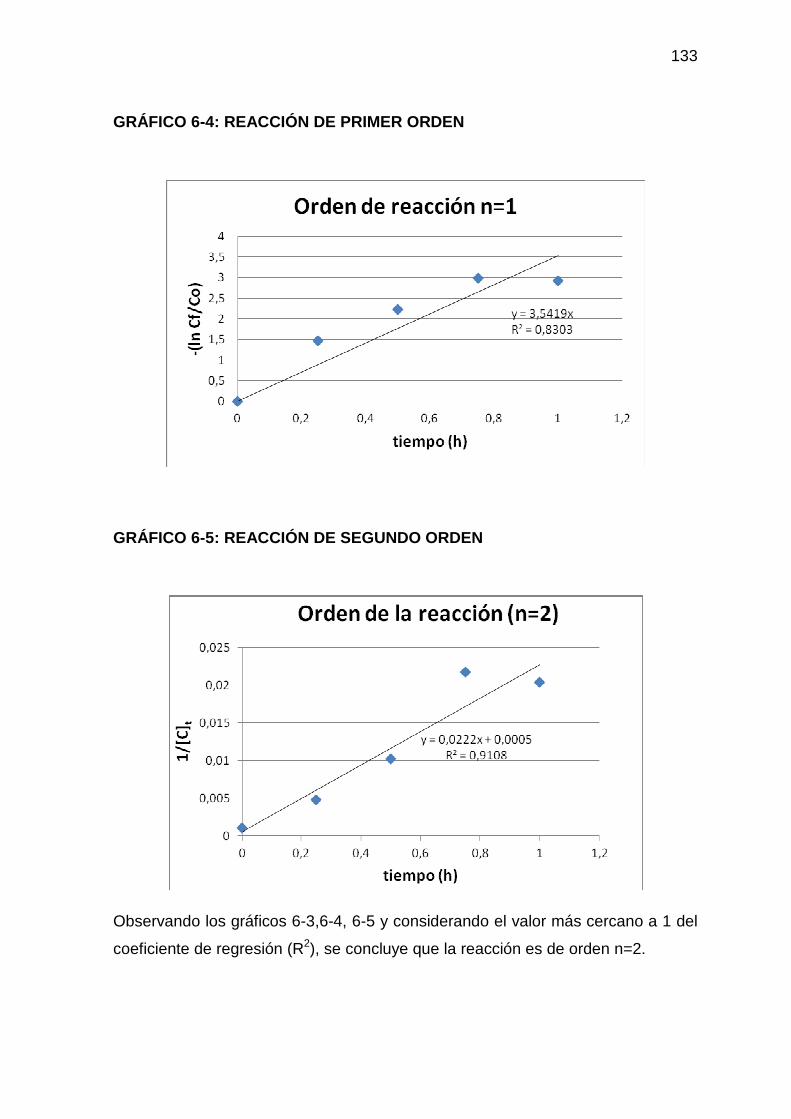
133
GRÁFICO 6-4: REACCIÓN DE PRIMER ORDEN
GRÁFICO 6-5: REACCIÓN DE SEGUNDO ORDEN
Observando los gráficos 6-3,6-4, 6-5 y considerando el valor más cercano a 1 del
coeficiente de regresión (R2), se concluye que la reacción es de orden n=2.

134
Comprobación del orden de la reacción
El orden de la reacción del proceso de electrocoagulación obtenido por medio del
valor más alto del coeficiente de regresión lineal en el ejemplo anterior se
comprueba por medio del método diferencial utilizando la ecuación siguiente
(Crites, Techobanoglous, 2000):
(6.1)
Donde:
C1; DQO al tiempo t-1
C2; DQO al tiempo t+1
Utilizando los datos del cuadro 6-3 se genera el cuadro 6-4, previo a la aplicación
de la ecuación 6.1.
CUADRO 6-4: DATOS PARA LA COMPROBACIÓN DEL ORDEN DE LA REACCIÓN UTILIZANDO EL MÉTODO DIFERENCIAL.
DATOS DE DQO DEL ENSAYO 4 – CAUDAL 216 L/h
Tiempo (h)
Concentración de DQO mgO2/L ([Ct+1] - [Ct-1])/2 d[Ct]/d[t] d[Ct]/d[t]
0 910
0,25 210 (98-910)/2 -406
0,5 98 (46-210)/2 -82
0,75 46
1 49
Elaboración: Gómez, E.; Martínez, V.
Reemplazando los valores del cuadro 6-4 en la ecuación 6.1 se tiene:
En el ejemplo de cálculo desarrollado, el orden de la reacción se obtiene tomando
el valor más alto del coeficiente de regresión lineal. El mayor valor de la regresión
lineal corresponde a 0,91 obtenido en la representación gráfica de una reacción

135
de segundo orden (1/C vs t) expuesto en el gráfico 6.5, deduciendo que el orden
de la reacción es igual a 2. Este orden de la reacción se comprueba aplicando el
método diferencial a través de la ecuación 6.1, obteniendo un orden de la
reacción n=2 calculado anteriormente. Por lo tanto, el orden de la reacción del
proceso de electrocoagulación es de segundo orden para el ejemplo propuesto.
Con el fin de confirmar el orden de la reacción del proceso de electrocoagulación,
se aplica el procedimiento descrito en el ejemplo a los resultados de DQO de los
ensayos E3 y E4. Sus representaciones gráficas y cálculos del orden de la
reacción se presentan en el Anexo 14.
En el cuadro 6-5 se resume los valores del orden de la reacción obtenidos con el
mayor valor del coeficiente de regresión lineal.
CUADRO 6-5: VALORES DEL ORDEN DE LA REACCIÓN ENCONT RADOS EN LOS ENSAYOS E3 Y E4 UTILIZANDO LA REPRESENTACIÓN GR ÁFICA Y EL MÉTODO DIFERENCIAL.
Ensayos Caudal (L/h)
Representación gráfica Método
diferencial n R2
E3
18 2 0,98 2,4
36 2 0,99 2,2
72 2 0,96 2,3
E4 144 2 0,96 1,7
216 2 0,91 2
Elaboración: Gómez, E.; Martínez, V.
De los resultados presentados en el cuadro 6-5, se observa que el orden de la
reacción para los ensayos E3 (18 L/h, 36 L/h, 72 L/h) y E4 (144 L/h, 216 L/h)
referente al DQO es de n= 2 en promedio. En conclusión, la reacción del proceso
de electrocoagulación es de segundo orden.
Por otro lado, el valor de la constante de la reacción de segundo orden (k) se
determina mediante las pendientes de las rectas representadas en los gráficos
1/C vs t que se exponen en el Anexo 14 para los ensayos E3 y E4.
En el cuadro 6-6, se resume los valores de la constante de velocidad de la
reacción de segundo orden para los ensayos E3 y E4.

136
CUADRO 6-6: VALORES DE LA VELOCIDAD DE LA REACCIÓN (k) PARA LOS ENSAYOS E3 Y E4 CON ÓRDEN DE REACCIÓN 2.
Ensayos Caudal (L/h) Orden de la reacción (n)
Constante de velocidad de la reacción de 2do orden k
L/(mg)h
E3
18 2 0,008
36 2 0,005
72 2 0,004
E4 144 2 0,05
216 2 0,02
Elaboración: Gómez, E.; Martínez, V.
De acuerdo a los valores de la constante de velocidad de la reacción de segundo
orden (k) presentados en el cuadro 6-6, se observa que el valor de k varía en un
rango de 0,004 a 0,05 L/(mg)h.
Al calcular el valor promedio de la velocidad de la reacción con los valores
presentados en el cuadro 6-6, se obtiene un valor de 0,0174 L/(mg)h. Este valor
calculado se aproxima al valor práctico k= 0,02 L/(mg)h obtenido
experimentalmente para el ensayo óptimo del proceso de coagulación (E4),
cuando el caudal es de 216 L/h. En conclusión, el valor de la constante de la
velocidad de la reacción de segundo orden para el proceso de electrocoagulación
es de 0,02 L/(mg) h.
Finalmente, se calcula el volumen del reactor con la siguiente información:
• Qpico de descarga= 882 L/h
• k= 0,02 L/(mg)h
• Para la demanda química de oxígeno inicial se tomará el valor máximo
de la muestra sin tratar encontrado en los ensayos E3 y E4. Por lo
tanto, el valor de la demanda química de oxígeno inicial será de 1200
mgO2/L.
• Para la demanda química de oxígeno final se tomará el valor promedio
después del proceso de descontaminación de los efluentes de la
industria textil por electrocoagulación encontrado en los ensayos E3 y

137
E4. Por lo tanto, el valor de la demanda química de oxígeno final será
de 130 mgO2/L.
Con los datos anteriormente mencionados, se calculó el volumen del reactor
utilizando la ecuación para un reactor de tipo flujo pistón para una reacción de
segundo orden, ósea (Levenspiel O. 1996):
(6.2)
Donde:
V: volumen del reactor de electrocoagulación (L)
Q: caudal de alimentación al reactor (L/h)
k: constante de velocidad de reacción en el reactor de electrocoagulación L/(mg) h
Cf: concentración final de la demanda química de oxígeno (mgO2/L)
Co: concentración inicial de la demanda química de oxígeno (mgO2/L)
Reemplazando los valores en la ecuación 6.2 se tiene:
Para el cálculo del volumen del reactor de electrocoagulación se consideró un
factor de seguridad del 50%.
El volumen del reactor de electrocoagulación será de:

138
6.1.2.2 Dimensionamiento de los electrodos y del reactor de electrocoagulación.
Las dimensiones de los electrodos del reactor de electrocoagulación se calcularon
mediante iteraciones con la condición que sus dimensiones deberán mantener el
valor de la densidad de corriente presentado en el cuadro 5-6 del capítulo 5 que
es de 552 A/m2.
En el gráfico 6-6, se presenta un esquema de los electrodos
GRÁFICO 6-6: ESQUEMA DE LOS ELECTRODOS DEL REACTOR DE
ELECTROCOAGULACIÓN
Elaboración: Gómez, E.; Martínez, V.
A continuación, se presentan las ecuaciones para el cálculo de las dimensiones
de los electrodos y del reactor de electrocoagulación:
• (6.3)
• (6.4)
• (6.5)
• (6.6)

139
Donde:
D: Densidad de corriente (A/m2)
I: Intensidad (A)
A: Área útil (m2)
g: Relación entre altura del reactor (Ht) y altura útil del electrodo (Hu) obtenida a
partir de los ensayos experimentales.
V: Volumen del reactor (m3)
L: Longitud del reactor (m)
El procedimiento para determinar las dimensiones de los electrodos y del reactor
de electrocoagulación se detalla a continuación:
• Con la ecuación 6.3 y la ecuación 6.4 se obtiene una expresión donde
el ancho útil del electrodo está en función de la densidad de corriente, la
intensidad y la altura útil del electrodo, así:
De la ecuación 6.3, se despeja A:
La expresión anterior se iguala con la ecuación 6.4. para obtener:
De la expresión anterior, se despeja Au (ancho útil del electrodo):
• En la expresión anterior, se supone un valor para la altura útil del
electrodo (Hu) y se calcula el valor del ancho útil del electrodo (Au). Se
realizan las iteraciones con las dimensiones de los electrodos hasta que
la densidad de corriente sea igual a 552 A/m2.

140
• Se obtiene el valor de la relación de alturas “g”, utilizando la ecuación
6.5 que relaciona la altura del reactor con la altura útil del electrodo
utilizado en los ensayos experimentales.
• Utilizando el valor obtenido de la relación “g” se calcula la altura del
reactor de electrocoagulación.
• El ancho del reactor es aproximadamente igual al valor del ancho útil de
los electrodos.
• Finalmente, con las dimensiones de ancho, altura y volumen del reactor,
se calcula la longitud del mismo.
El procedimiento anterior se repite hasta encontrar las medidas adecuadas de los
electrodos y del reactor, considerando la densidad de corriente de 552 A/m2 como
parámetro de comparación.
En el cuadro 6-7, se muestra un ejemplo del proceso de iteraciones
CUADRO 6-7: PROCESO DE ITERACIONES
DIMENSIONES DE LOS ELECTRODOS
Densidad de Corriente 552 A/m2
Altura útil del electrodo (Hu) 0.4 m
Intensidad (I) 90 A
Ancho útil del electrodo (Au) 0.408 m
Área útil de los electrodos(A) 0.16 m2
DIMENSIONES DEL REACTOR DE
ELECTROCOAGULACIÓN
Volumen del reactor de electrocoagulación 0.45 m3
g 1.65
Longitud del reactor (L) 1.66 m
Ancho del reactor (B) 0.41 m
Altura del reactor (H) 0.66 m
Elaboración: Gómez, E.; Martínez, V.
SIGNIFICADO DE COLORES
Dimensiones obtenidas del reactor de electrocoagulación
Resultados en base de cálculos
Datos de entrada
Condición que debe cumplir

141
Las dimensiones óptimas de los electrodos siguiendo el procedimiento
mencionado anteriormente se presentan en el cuadro 6-8.
CUADRO 6-8: DIMENSIONES DE LOS ELECTRODOS
DIMENSIONES DE LOS ELECTRODOS
Ancho útil (Au) 0.41 m
Altura útil (Hu) 0.4 m
Área útil de los electrodos (A) 0.16 m2
Elaboración: Gómez, E.; Martínez, V.
Para encontrar las dimensiones del reactor de electrocoagulación se consideró el
siguiente procedimiento:
• Se calcula el valor de la relación “g”:
• Utilizando el valor de la altura útil del electrodo presentada en el cuadro
6-8 y el valor de “g” se encuentra la altura del reactor de la siguiente
manera:
• La dimensión del ancho del reactor de electrocoagulación debe ser igual
al ancho útil del electrodo, es decir, 0,41 m.
• Por último, se despeja, L, de la ecuación 6.6 para calcular la longitud del
reactor:

142
Reemplazando los valores en la ecuación se tiene:
Las dimensiones del reactor de electrocoagulación siguiendo el procedimiento
mencionado, se exponen en el cuadro 6-9.
CUADRO 6-9: DIMENSIONES DEL REACTOR DE ELECTROCOAGU LACIÓN
DIMENSIONES DEL REACTOR
Ancho 0,41 m
Altura 0,66 m
Largo 1,66 m
Elaboración: Gómez, E.; Martínez, V.
6.1.2.3 Cálculo del número de compartimentos.
El reactor de electrocoagulación está conformado por varios compartimentos y
cada uno de ellos de longitud “x” contiene: (Ver gráfico 6-7)
• electrodo de aluminio,
• electrodo de hierro,
• lámina de división de fondo de polimetacrilato de metilo
• electrodo de aluminio,
• electrodo de hierro y
• lámina de división
En el gráfico 6-7, se presenta la disposición de electrodos y láminas de división
del reactor de electrocoagulación, en cada uno de los compartimentos de longitud
“x”.

143
GRÁFICO 6-7: ESQUEMA DE LA DISPOSICIÓN DE LOS ELECT RODOS Y LAS LÁMINAS DE DIVISIÓN EN EL REACTOR DE ELECTROCOAGULA CIÓN
Elaboración: Gómez, E.; Martínez, V.
Conociendo la longitud del reactor y la longitud ocupada por un compartimento, se
calcula el número de compartimentos (Nc) del reactor de electrocoagulación de la
siguiente manera:
(6.7)
Donde:
L= Longitud del reactor: 1660 (mm)
Nc= número de compartimentos
a= distancia a la pared del reactor: 10 (mm)
ep= espesor de placas y láminas de polimetacrilato de metilo: 3 (mm)
sp= separación entre placas: 10 (mm)
Reemplazando los valores en la ecuación 6.7 se calcula el número de
compartimentos, así:

144
Con el número de compartimentos y considerando que los electrodos y las
láminas de separación se ordenan de forma intercalada, el número de placas que
tendrá el reactor de electrocoagulación será:
• Electrodos de Hierro: 42
• Electrodos de Aluminio: 42
• Lámina de división de fondo: 21
• Lámina de división alta: 21
El dimensionamiento del reactor de electrocoagulación se presenta en el Anexo
10.
6.1.3 FILTRO DE ARENA (40), (41)
Para calcular el área del filtro lento de arena se utiliza la ecuación siguiente:
(6.8)
Donde:
Q: caudal de diseño (0,882m3/h)
tf: tasa de filtración (m3/m2/h)
El rango de la tasa superficial de filtración para filtros de arena está entre 0,1
m3/m2/h a 0,4 m3/m2/h (CEPIS, 1978). Se escoge una tasa superficial de filtración
de 0,4 m3/m2/h.
Reemplazando los valores señalados del caudal de diseño y la tasa superficial de
filtración en la ecuación 6.8, se calcula el área del filtro, así:

145
Se dimensionará el filtro de arena de forma rectangular con una relación largo (L)
y ancho(a) de L= 2a. El cálculo del ancho y largo del filtro se detalla a
continuación:
(6.9)
Donde:
A: área del filtro (m2)
L: largo del filtro (m)
a: ancho del filtro (m)
Reemplazando la relación L=2a en la ecuación 6.9, se tiene:
, y
Considerando un factor de seguridad del 40% en las dimensiones del filtro, se tiene:
El tamaño de las partículas de arena que se colocara en el medio filtrante se
determina en base al tamaño de los flóculos presentes en el agua después del
proceso de descontaminación por electrocoagulación. En el gráfico 6-8 se
presenta algunos ejemplos visuales y su equivalencia al tamaño de los flóculos
según el Índice de Willcomb.

146
GRÁFICO 6-8: EJEMPLOS VISUALES Y SU EQUIVALENCIA AL TAMAÑO DE LOS FLÓCULOS SEGÚN EL ÍNDICE DE WILLCOMB.
Fuente: Arboleda, J., 2000
En base al Índice de Willcomb y a la determinación del tamaño de los flóculos por
comparación con los tamaños de los flóculos observados en los ensayos E1, E2,
E3 y E4 con los expuestos en el grafico 6-8, se concluye que los flóculos tienen
un tamaño aproximado a lo indicado en la muestra D, es decir, un diámetro de
1,0 -1,5mm. Se tomará un tamaño de partícula de 1mm.
Además, el lecho filtrante tendrá dos capas de arena que se detallan a
continuación:
• Una primera capa de arena de 0,2 m de altura con partículas de
tamaño de 1,0 mm que corresponde al tamaño de partículas que son
retenidas en el tamiz Nº 18 que tiene una abertura de 1,0 mm (Norma
ASTM E-11/95).
• Una segunda capa de arena de 0,2 m de altura con partículas de
tamaño aproximado de 2,0 mm que son retenidas en el tamiz Nº 10 que
tiene una abertura de 2,0 mm (Norma ASTM E-11/95).
El drenaje del lecho estará formado por una capa de grava de 0,1 m de altura con
un tamaño de partícula de 0,5 cm.

147
Finalmente, la altura de la capa de agua sobrenadante se calcula utilizando la
siguiente ecuación (Silva, M., 1999):
(6.10)
Donde:
: altura de agua sobrenadante (m)
tf: tasa superficial de filtración (0,4 m3/m2/h)
k: coeficiente de permeabilidad de la arena (0,51 m/h) c
L: espesor de la capa de arena (0,5m)
Reemplazando los valores en la ecuación 6.10, se tiene:
Por lo tanto, la altura del filtro de arena corresponde a la sumatoria de la altura de
agua sobrenadante, la altura del lecho filtrante y la altura de la capa de grava.
Además, se considera un factor de seguridad del 30%, obteniendo una altura del
filtro de arena de:
En el cuadro 6-10, se presenta en resumen el dimensionamiento del filtro de
arena.
c Coeficiente de permeabilidad de la arena: 0,1 m/h - 1,1 m/h (Huisman, Wood, 1974)

148
CUADRO 6-10: PARTES DEL FILTRO DE ARENA
PARTES DEL FILTRO DE
ARENA
ALTURA DE LA CAPA
(m) OBSERVACIONES
Capa de agua
sobrenadante 0,4
Lecho filtrante
(arena) 0,4
Altura de la primera capa: 0,2 m
Tamaño de partícula: 1,0 mm
Altura de la segunda capa: 0,2 m
Tamaño de partícula: 2,0 mm
Drenaje 0,1 Grava
Tamaño de partícula: 0,5 cm
Elaboración: Gómez, E.; Martínez, V.
La pérdida de carga inicial en la arena se calcula utilizando la siguiente ecuación
(Fair, Hatch,1978):
(6.11)
Donde:
Hf : pérdida de carga en la arena (cm)
f : coeficiente de Kozeny (5) d
L: altura de la capa de arena (cm)
: viscosidad cinemática del agua (1,054 cm2/s)
g: gravedad (981 cm/s2)
: velocidad de filtración (Q/A=0,01 cm/s)
Po: porosidad de la arena (0,355) (Huisman, Wood, 1974);
d Arboleda, J., 2000

149
porosidad de la grava(0,4)(Huisman, Wood, 1974)
Ce: coeficiente de esfericidad (0,3)
Dc: diámetro de las partículas
Reemplazando los valores anteriores en la ecuación 6.11, se obtiene que la
pérdida de carga en la primera capa es:
La pérdida de carga en la segunda capa es:
Finalmente, la pérdida de carga en la capa de grava es:
Por lo tanto, la pérdida de carga en el lecho filtrante es:
Para calcular el número de filtros de arena, se utiliza la siguiente ecuación (Silva,
M., 1999):
(6.12)
Donde:
n: número de filtros
Q: caudal de diseño (0,882m3/h)

150
Reemplazando el valor de caudal de diseño en la ecuación 6.12 se tiene:
Del resultado de la ecuación se concluye que se requiere un filtro de arena
El dimensionamiento del filtro de arena se presenta en el Anexo 11
6.1.4 LECHO DE SECADO DE LODOS (34), (35), (41)
Para dimensionar el lecho de secado de lodos, se considera el volumen de lodo
generado en los ensayos E3 y E4, resultado del proceso de descontaminación por
electrocoagulación de las aguas de la industria textil. Por ejemplo, en el ensayo
E3 a un caudal de 18 L/h se generó un volumen de 3 litros de lodos en un tiempo
de una hora. En el cuadro 6-11, se presenta los volúmenes de lodo producidos en
los ensayos E3 y E4.
CUADRO 6-11: PORCENTAJE EN VOLUMEN DE LODO GENERADO EN LOS ENSAYOS E3 Y E4.
ENSAYO CAUDAL (L/h)
VOLUMEN DE AGUA
TRATADA (L) EN UNA HORA
VOLUMEN DE LODO
GENERADO (L)
% EN VOLUMEN DE LODO
GENERADO
E3
18 18 3 16
36 36 5 14
72 72 12 17
E4
144 144 20 14
216 216 26 12
288 288 40 14
Elaboración: Gómez, E.; Martínez, V.

151
En los ensayos realizados se observó que, en promedio, el volumen de lodos
generados corresponde al 15% del volumen de agua tratada.
Por lo tanto, el volumen de lodo generado para un caudal de 0,882 m3/h en un
tiempo de operación de 6 horas diarias del reactor de electrocoagulación es:
Se dimensiona el lecho de secado con una altura para la capa de lodos de 0,35 m
(Arboleda, J., 2000), por lo tanto el área del lecho de secado es:
Se dimensiona el lecho de secado de forma cuadrada, obteniendo una longitud
del lecho de 1,5 m y un ancho de 1,5 m.
Además, se considera un factor de seguridad del 30%, obteniendo una longitud
del lecho de 2 m y ancho de 2 m, aproximadamente.
En el cuadro 6-12, se presenta la conformación del lecho de secado. Además, se
presenta el tamaño de partículas de la capa de arena y la capa de grava del lecho
de secado.

152
CUADRO 6-12: CONFORMACIÓN DEL LECHO DE SECADO
PARTES DEL LECHO DE SECADO
ALTURA DE LA CAPA (m) OBSERVACIONES
Lodos 0,35
Arena 0,25 Tamaño de partícula: 2
mm
Grava 0,25 Tamaño de partícula:
0,5 cm
Fuente: Arboleda, J., 2000
Elaboración: Gómez, E.; Martínez, V.
El dimensionamiento del lecho de secado se presenta en el Anexo 12
6.1.5 RECOLECCIÓN DE LODOS FLOTANTES
Los lodos generados en el reactor de electrocoagulación se recolectarán de forma
manual por un operario. La función del operario será recolectar y depositar los
lodos flotantes generados al lecho de secado.

153
6.2 ESTIMACIÓN ECONÓMICA DEL PROCESO DE ELECTRO-
COAGULACIÓN. (15)
La estimación económica del proceso de electrocoagulación se realiza en base a
costos de inversión y a costos operativos.
6.2.1 COSTOS DE INVERSIÓN
Los costos de inversión se obtienen sumando el costo del reactor y el costo
estimado de las unidades complementarias del proceso de electrocoagulación.
6.2.1.1 Costo del reactor de electrocoagulación
El costo del reactor se obtiene considerando el costo de los materiales que se
detallan a continuación:
• Costo de las planchas de polimetacrilato de metilo (cuerpo del reactor y
láminas de división).
• Costo de las planchas de hierro y aluminio (electrodos)
En el cuadro 6-13, se presenta el área ocupada por la estructura del reactor de
electrocoagulación y de las partes que lo conforman:
CUADRO 6-13: ÁREA DEL REACTOR DE ELECTROCOAGULACIÓN , ELECTRODOS Y PLACAS.
ÍTEM ÁREA (m 2)
Cuerpo del reactor 3,42
Lámina de división alta 4,56
Lámina de división de fondo
4,56
Electrodos de hierro 6,72
Electrodos de aluminio 6,72
Elaboración: Gómez, E.; Martínez, V.

154
El número de planchas de polimetacrilato de metilo para el cuerpo del reactor se
obtiene dividiendo el área del cuerpo del reactor (A=3,42 m2) para el área de la
plancha de polimetacrilato (Ap=1,2 x 2,4 = 2,88 m2), así:
6.13
Donde:
Np: número de placas
A: área del cuerpo de reactor (3,42 m2)
Ap: área de la plancha de polimetacrilato de metilo (2,88 m2)
Reemplazando los valores en la ecuación 6.13 se tiene:
De la forma descrita anteriormente, se calcula el número de planchas necesarias
para las láminas de polimetacrilato para las divisiones de las celdas y las
planchas necesarias para la construcción de los electrodos de aluminio y hierro de
cada celda. En el cuadro 6-14, se presenta el número de planchas y el costo de
las mismas.
CUADRO 6-14: COSTO DE LAS PLANCHAS DE HIERRO, ALUMI NIO Y POLIMETACRILATO
DESCRIPCIÓN CANTIDAD VALOR UNITARIO ($)
VALOR TOTAL ($) DISTRIBUIDORES
Planchas de polimetacrilato (1,2mx2,4m, espesor de 12mm)
2 420,25 840,50 ACRILUX
Planchas de polimetacrilato (1,2mx2,4m espesor de 3mm)
4 88,73 354,92 PROVEACRYL
Planchas de aluminio (1,2mx2,4m espesor de 3mm)
3 160,66 481,98 Guerrero Barreno Hugo
Planchas de hierro (1,2mx2,4m espesor de 3mm)
3 80,64 241,92 ACEROPAXI
TOTAL(C1) $1919,32
Elaboración: Gómez, E.; Martínez, V.

155
6.2.1.2 Costo de las unidades complementarias del proceso de electrocoagulación
El costo estimado de las unidades complementarias es: filtro de arena 277
dólares, lecho de secado 230 dólares y tanque de homogenización 241,17 dólares
según el catálogo de productos Novacero-2012. Por lo tanto, la inversión en las
unidades complementarias es:
Inversión unidades complementarias (C 2)= $ 748,17
6.2.1.3 Inversión total
La inversión total se obtiene mediante la sumatoria del costo del reactor de
electrocoagulación y el costo de las unidades complementarias del proceso de
electrocoagulación, así:
Inversión total = C 1 + C2
Inversión total = $1919,32 + $748,17 = $ 2667,49
6.2.2 COSTO DE OPERACIÓN
El costo de operación se realiza considerando el costo del consumo eléctrico y la mano
de obra.
6.2.2.1 Costo del consumo eléctrico
El consumo eléctrico del reactor de electrocoagulación se calcula utilizando la
siguiente ecuación (Reyes, D., Martínez, I., 2003):
(6.14)
Donde:
CE: Consumo eléctrico (kwh/m3)
V: voltaje (3,8V)
D: densidad de corriente (552 A/m2)
A: área útil del electrodo (0,16 m2)
Q: Caudal (0,882 m3/h)

156
Reemplazando los valores anteriores en la ecuación 6.14, se obtiene el consumo
eléctrico por metro cúbico de agua contaminada, así:
El costo del consumo eléctrico se calcula considerando el valor de la electricidad
($0,7/kwh incluyendo costos de facturación) en la zona donde se localiza la
empresa Prolatex, así:
El costo del consumo eléctrico mensual del reactor de electrocoagulación se
calcula considerando el caudal medio de descarga de las aguas servidas de 103
m3/mes, así:
6.2.2.2 Costo de mano de obra
En el costo de mano de obra se considera el salario de un operario encargado de
la operación y mantenimiento del sistema de electrocoagulación. En la actualidad,
el salario básico de un operario es aproximadamente 300 dólares/mes.
6.2.2.3 Costo total de operación
El costo total de operación se obtiene sumando el costo del consumo eléctrico y el
costo de mano de obra, así:
Costo total de operación=

157
6.3 TIEMPO DE USO DE LOS ELECTRODOS
El tiempo de uso estimado de los electrodos hierro utilizados en el reactor se
describe a continuación:
El número de electrodos de dimensiones de 0,145 0,165 m que se obtienen de
una plancha de hierro comercial (1,22 2,4 m), se calcula así:
124
Conociendo la densidad del hierro (7850 kg/m3), el área (0.0232 m2) y el espesor
(0.003m) de los electrodos, se calcula la masa de cada electrodo:
Asumiendo que el electrodo se utilizará hasta que tenga un espesor de 1mm, se
calcula la masa (m2) del mismo, así:
De la diferencia entre m1 y m2, se obtiene la cantidad de hierro liberado:

158
Utilizando la ecuación 1.1 del capítulo 1, se calcula el tiempo de uso del electrodo:
Donde:
m: masa depositada o liberada (g)
F: constante de Faraday, 1F= 96500 coulomb/mol*e-
Eg: Equivalente químico o equivalente gramo (g/mol)
I: Intensidad de corriente (A)
t: Tiempo (s)
Reemplazando los datos en la ecuación anterior se tiene:
Por lo tanto, el electrodo tendría un tiempo de uso de 43 horas. Sin embargo, es
necesario mencionar que la diferencia de masa entre los electrodos al inicio de los
ensayos y al finalizar los experimentos fue aproximadamente el 10%, lo que
demuestra que la ecuación sobreestima la cantidad de hierro liberado en el
proceso por efecto de la intensidad de corriente.

159
7. CAPÍTULO 7
CONCLUSIONES Y RECOMENDACIONES
7.1 CONCLUSIONES
• Los análisis realizados de los ensayos E1 y E2 muestran que el reactor
de electrocoagulación con celdas electroquímicas con ánodo de hierro
presenta mayores porcentajes de remoción para la mayoría de
contaminantes. La remoción de los contaminantes alcanzó valores
superiores al 70% utilizando hierro como ánodo, a un amperaje de 8 A
para los parámetros: DQO, magnesio, turbidez, color, sulfatos, y
detergentes. Sin embargo, bajo las mismas condiciones de amperaje
se alcanzó porcentajes de remoción inferiores al 70% para los
parámetros: magnesio, calcio y sulfatos cuando se utilizó aluminio como
ánodo.
• De acuerdo a las condiciones técnicas del ensayo E3, el porcentaje de
remoción alcanza un valor de 77% para DQO a un caudal de 18 L/h y
36 L/h. Para un caudal de 72 L/h, los porcentajes de remoción tienen
una tendencia decreciente, el valor de remoción de DQO más alto
obtenido es 57%, por tal motivo se duplicó el número de celdas
electroquímicas para el ensayo E4.
• El aumento del número de celdas del reactor de electrocoagulación,
permitió incrementar el caudal de alimentación hasta 216 L/h
obteniendo porcentajes de remoción superiores al 70% para los
parámetros: DQO, color, detergentes. Siendo relevante el porcentaje
de remoción de DQO que alcanzo un valor del 95%.

160
• Se observó que bajo el procedimiento planteado en este estudio, el
caudal a tratar en el reactor depende directamente del número de
celdas.
• Para el presente estudio se estableció que el orden de la reacción para
del proceso de electrocoagulación es de segundo orden.
• El agua de la industria textil descontaminada mediante el proceso de
electrocoagulación a un caudal de 216 L/h cumple la norma de Calidad
Ambiental de descarga de efluentes: Recurso agua establecida en el
Libro VI, Anexo I del Texto Unificado de Legislación Ambiental
Secundaria (TULAS). En el ensayo al caudal mencionado el valor de
DQO fue 49 mg/L, siendo el límite máximo permisible de 500 mg/L.
Respecto a sulfatos el valor posterior al tratamiento fue de 30 mg/L y el
límite máximo permisible es 400 mg/L. La cantidad de sólidos totales
fue 0.05 mg/L respecto a un valor de 1600 mg/L que establece la
norma. Finalmente, el valor de pH después del proceso de
descontaminación fue de 8,4 estando por debajo del valor de 9 que
establece la norma como límite máximo permisible.
7.2 RECOMENDACIONES
• Controlar el caudal de entrada al reactor para evitar variaciones de flujo
que pueden afectar la efectividad del tratamiento.
• Verificar como influye el pH del agua a tratar en el efecto de la
electrocoagulación.
• Profundizar en la caracterización de los lodos generados por
electrocoagulación.
• Estudiar la influencia de las burbujas generadas debido a la formación
de gases y como favorecen los procesos de mezcla y dispersión de las
especies generadas en el proceso de electrocoagulación.

161
REFERENCIAS BIBLIOGRÁFICAS
1. Aguilar, R. (2009).Reacciones de transferencia de electrones
http://www.iesnicolascopernico.org/FQ/Química2/TEMA6.PDF
2. S/A. (2010).Reacciones de óxido- reducción y electroquímica
http://www.fq.uh.cu/dpto/qf/uclv/infoLab/practics/practicas/Electrolisis/celdas
/electroq2.pdf
3. S/A.(2011).Oxidación y reducción
http://quimicafacilrumi.blogspot.es/img/Lectura5.pdf
4. Borne, A. (2010). Clases de Química
http://clasesdequimica.blogspot.com/2009/06/agente-oxidante-y-reductor-
conceptos.html
5. Cerón, M. (2010).Elementos de Electroquímica
http://cabierta.uchile.cl/revista/29/mantenedor/sub/educacion_2.pdf
6. Universidad de Alcalá. (2011).Equilibrio Redox
www2.uah.es/edejesus/resumenes/QG/Tema_14.pdf
7. Ministerio del Poder Popular para Ciencia, Tecnología, e Industrias
intermedias, Venezuela. (2011).Electroquímica
http://www.rena.edu.ve/cuartaEtapa/quimica/Tema15.html
8. S/A.(2010). Electrólisis
http://www.plantasquimicas.com/Procesunit/Electrolysis.htm
9. S/A. (2010).Reacciones Redox
http://www.uia.mx/campus/publicaciones/quimanal/pdf/7reaccionesredox.p
10. S/A. (2010).Celdas Galvánicas y Electrolíticas
http://cátedras.química.unlp.edu.ar/qg/Com%207%20Electroquimica%20Pil
as%20y%20celdas.pdf
11. S/A.(2011).Antecedentes de la Electrocoagulación
http://www.ecofield.com.ar/archivo/a-011.htm

162
12. Global Water Systems. (2005). Sistemas de tratamiento para las aguas
residuales mediante la tecnología de electrocoagulación
13. S/A. (2011).Electrólisis
http://translate.google.com.ec/translate?hl=es&langpair=en|es&u=http://en.w
ikipedia.org/wiki/Electrolysis
14. S/A. (2011). Electrólisis – Pilas – Leyes de Faraday
http://reaccionesquimicasconcepto.blogspot.com/2009/12/electrolisis.html
15. Martínez N., F. (2007). Tratamiento de aguas residuales industriales
mediante electrocoagulación y coagulación convencional
www.aguasresiduales.info/main/index.php=&id=68.pdf
16. Chávez Álvaro. (2009). Una alternativa limpia para el tratamiento de las
aguas residuales galvánicas
www.scielo.org.co/pdf/rium/v8n14/v8n14a04.pdf
17. Universidad de Alicante. (2007). Eliminación de compuestos orgánicos en
aguas residuales por electrocoagulación
18. Universidad de Castilla-La Mancha. (2004). P. Cañizares, J. García-Gómez.
El tratamiento electroquímico en la depuración de efluentes industriales
líquidos Como alternativa a tratamientos convencionales
http://www.infoambiental.es/html/files/pdf/amb/iq/416/14ARTICULOSEP.pdf
19. ECOFIELD. (2002). Tratamiento de las Aguas Residuales Mediante
Electrocoagulación
http://ecofield.com.ar/blog/?p=317
20. Restrepo Ana P. (2006). La electrocoagulación: retos y oportunidades en el
tratamiento de aguas
http://www.futurewatercr.com/images/electrocoagulacion.pdf
21. S/A. Proceso de Producción en la Industria Textil
http://indumentariaymoda.com/2008/12/30/el-proceso-de-producción-en-la-
industria-textil-ilustrado-arg/
22. Perinat, M. (2007). Cinética de la Tintura
http://www.edym.com/CD-tex/2p/tintura/cap13.htm
23. Perinat, M. (2007). Industria Textil
http://www.edym.com/CD-tex/index2p.htm
24. Perinat, M. (2007). Industria Textil

163
http://www.edym.com/CD-tex/2p/tintura/cap14.htm
25. S/A. Industria Textil en el Mundo
http://www.sisbib.unmsm.edu.pe/bibvirtualdata/tesis/ingenie/angulo_lm/cap2
26. Hollen, N.; Saddler, J.; Langford, A. (1993). Introducción a los textiles
Primera Edición. México D.F: Limusa
27. Frey, M. (1998). Impacto ambiental de productos químicos auxiliares
usados en la industria textil argentina. CEPIS
28. CEPL. (2006). Manual de Producción más Limpia para la Industria Textil”,
Centro Ecuatoriano de Producción más Limpia. Ecuador.
29. Hollen, N., Saddler, J. (1993). Introducción a los textiles. Cuarta Edición.
México D.F: Limusa
30. Centro Ecuatoriano de Producción más Limpia. (2005). Manual de
producción más limpia para la Industria Textil. Primera Edición. Ecuador
(31)
31. Gini, C. (1951). Química Industrial: Industrias Orgánicas. Tercera Edición.
Buenos Aires: El Ateneo
32. Metcalf, Eddy. (1995). Ingeniería de Aguas Residuales. Tercera Edición.
España: McGrawHill
33. Cazco, A., Jarrín, S. (2010). Diseño, construcción y análisis de los
parámetros de operación de un sistema de electrocoagulación. Ecuador
34. CRITES, TECHOBANOGLOUS. (2000). Tratamiento de aguas residuales
en pequeñas poblaciones. Colombia: McGrawHill
35. Levenspiel O. (1996). Ingeniería de las reacciones químicas. México:
Reverté
36. Van Dijk, JC. (1978). Filtración lenta en arena para abastecimiento público
de agua en países en desarrollo. CEPIS
37. Arboleda, J. (2000). Teoría y práctica de la purificación del agua. Tercera
Edición. Colombia: McGrawHill
38. Romero, J. (2006). Purificación del agua. Segunda Edición. Colombia:
Escuela Colombiana de Ingenieros

164
ANEXOS

165
ANEXO Nº 1
DIAGRAMA DE FLUJO DE LOS PROCESOS DE LA
INDUSTRIA PROLATEX

166

167
ANEXO Nº 2
PRODUCTOS QUÍMICOS UTILIZADOS POR LA
INDUSTRIA PROLATEX

168
PRODUCTOS QUÍMICOS UTILIZADOS POR LA INDUSTRIA PROL ATEX
PRODUCTO QUÍMICO FUNCIÓN/PROCESO
Albatex LD Auxiliar textil
Albaflow Jet Auxiliar textil
Ablusoft NCS Suavizante
Novacron Naranja FNR Colorante
Novacron Amarillo FN2R Colorante
Diamer PX Lavado
Albafix Eco Fijador
Sapamina OC Suavizante
Univadina Auxiliar textil
Terasil Amarillo 2GC Colorante
Ultratex HT Suavizante
Cibaflow Jet Antiespumante
Cibatex RN Fijador
Invadina Detergente

169
ANEXO Nº 3
PROCEDIMIENTOS OPERACIONALES ESTABLECIDOS
POR EL LABORATORIO DE ANÁLISIS DE AGUAS Y
MICROBIOLOGÍA

170

171

172

173

174

175

176

177

178

179

180

181

182

183

184

185

186

187

188

189

190

191

192

193

194

195

196

197
ANEXO Nº 4
REGISTRO DE MUESTREO

198
ANEXO Nº 5
RESULTADOS DE LOS ANÁLISIS DE LOS PARÁMETROS
FÍSICO-QUÍMICOS CON RESPECTO AL TIEMPO DEL
PROCESO DE ELECTROCOAGULACIÓN DEL AGUA DE
LA INDUSTRIA TEXTIL

199
ENSAYO 1
Condiciones técnicas Intensidad de corriente: 4 A V: 2.20 V
Ánodo: Hierro Caudal: 7 L/h
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
DQO mg/L 440 278 265 250 251
Color Real Pt-Co 1100 15.00 11 6 14
Sólidos Disueltos mg/L 0.25 0.23 0.22 0.21 0.21
Sólidos Totales mg/L 0.26 0.22 0.24 0.24 0.24
Detergentes mg/L 7.44 5.88 5.36 4.84 4.46
[Ca2+] mg/L 120 60 48 48 40
[Mg2+] mg/L 200 140 112 72 40
Turbidez mg/L 98 19 18 19 19
Sulfatos mg/L 30 25 19 14 14
Fosfatos mg/L 3.4 0.29 0.03 0.08 0.08
ENSAYO 1
Condiciones Técnicas Intensidad de Corriente: 4 A Ánodo: Hierro
V: 2.20 V Caudal: 7 L/h
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 40 0.00 0 0 0
[CO32- ] mg/L 560 576 576 640 640
OD mg/L 0.6 3.30 3.2 3 2.5
pH 10.1 11.09 11.15 11.11 11.04
Conductividad mS/cm2 4.19 3.49 4.05 4.17 4.19

200
ENSAYO 1
Condiciones técnicas Intensidad de corriente: 8 A V: 5.85 V
Ánodo: Hierro Caudal: 7 L/h
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
DQO mg/L 440 65 89 117 130
Color Real Pt-Co 1100 30 23 10 22
Sólidos Disueltos mg/L 0.253 0.158 0.158 0.121 0.095
Sólidos Totales mg/L 0.26 0.15 0.15 0.15 0.15
Detergentes mg/L 7.44 1.3 0.62 0.66 0.62
[Ca2+] mg/L 80 60 60 60 48
[Mg2+] mg/L 240 0 0 0 0
Turbidez NTU 98 4.21 4.18 6.23 8.68
Sulfatos mg/L 30 1 1 1 1
Fosfatos mg/L 3.4 0.69 0.37 0.44 0.3
ENSAYO 1
Condiciones Técnicas Intensidad de Corriente: 8 A Ánodo: Hierro
V: 5.85 V Caudal: 7 L/h
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 40 0 0 0 0
[CO32- ] mg/L 560 760 880 960 1120
OD mg/L 0.6 4 3.6 3.6 3.4
pH 10.1 12.28 12.32 12.24 12.2
Conductividad mS/cm2 4.19 4.42 4.65 5.14 5.09

201
ENSAYO 1
Condiciones técnicas
Intensidad de corriente: 16 A V: 7.46 V
Ánodo: Hierro Caudal: 7 L/h
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
DQO mg/L 485 146 186 170 181
Color Real Pt-Co 1060 8 7 5 5
Sólidos Disueltos mg/L 0.93 0.28 0.30 0.30 0.32
Sólidos Totales mg/L 0.94 0.29 0.34 0.34 0.35
Detergentes mg/L 16.62 6,14 4.26 3.68 4.14
[Ca2+] mg/L 120 50 33.33 33.33 16.67
[Mg2+] mg/L 200 83.33 66.67 50.00 50.00
Turbidez mg/L 98 2.56 3 2.26 2.06
Sulfatos mg/L 30 0 0 0 0
Fosfatos mg/L 3.4 1.02 0.4 0.4 0.24
ENSAYO 1
Condiciones Técnicas Intensidad de Corriente: 16 A Ánodo: Hierro
V: 7.46 V Caudal: 7 L/h
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 40 0 0 0 0
[CO32- ] mg/L 560 1120 1080 1040 880
OD mg/L 0.6 1.1 1.6 1.8 2
pH 10.1 11.89 11.96 12.04 11.99
Conductividad mS/cm2 4.19 4.49 4.8 5.24 5.44

202
ENSAYO 2
Condiciones técnicas Intensidad de corriente: 4 A V: 1.96 V
Ánodo: Aluminio Caudal: 7 L/h
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
DQO mg/L 340 159 153 147 133
Color Real Pt-Co 440 132 129 111 101
Sólidos Disueltos mg/L 0.09 0.06 0.05 0.03 0.02
Sólidos Totales mg/L 0.15 0.13 0.13 0.12 0.12
Detergentes mg/L 40.5 20.28 17.12 22.28 22.02
[Ca2+] mg/L 120 120 100 88 80
[Mg2+] mg/L 80 56 40 32 40
Turbidez mg/L 66 7.76 5.15 10.2 11
Sulfatos mg/L 80 69 69 63 54
Fosfatos mg/L 13.2 7.40 4.2 1.2 0.43
ENSAYO 2
Condiciones Técnicas Intensidad de Corriente: 4 A Ánodo: Aluminio
V: 1.96 V Caudal: 7 L/h
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 192 300 300 300 282
[CO32- ] mg/L 80 0 0 0 36
OD mg/L 0.6 3.10 3.3 3.5 3.4
pH 9.78 7.42 7.57 8.23 8.98
Conductividad mS/cm2 2.498 2.77 2.748 2.708 2.716

203
ENSAYO 2
Condiciones técnicas Intensidad de corriente: 8 A V: 1.96 V
Ánodo: Aluminio Caudal: 7 L/h
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
DQO mg/L 340 75 62 55 43
Color Real Pt-Co 440 270 240 140 110
Sólidos Disueltos mg/L 0.13 0.10 0.09 0.06 0.06
Sólidos Totales mg/L 0.15 0.13 0.13 0.12 0.12
Detergentes mg/L 40.5 8.64 6.12 5.62 6.52
[Ca2+] mg/L 120 112 104 100 92
[Mg2+] mg/L 80 48 36 40 28
Turbidez mg/L 66 2.00 2 2 2
Sulfatos mg/L 80 47 49 45 42
Fosfatos mg/L 13.2 1.90 1.3 0.13 0.11
ENSAYO 2
Condiciones Técnicas Intensidad de Corriente: 8 A Ánodo: Aluminio
V: 1.96 Caudal: 7 L/h
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 192 148.00 120 136 148
[CO32- ] mg/L 80 268 300 304 312
OD mg/L 0.6 3.10 3.4 3.8 3.6
pH 9.78 9.83 9.79 9.91 9.93
Conductividad mS/cm2 2.498 2.63 2.65 2.668 2.634

204
ENSAYO 2
Condiciones técnicas
Intensidad de corriente: 16 A V: 3.16 V
Ánodo: Aluminio Caudal: 7 L/h
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
DQO mg/L 420 379 295 262 295
Color Real Pt-Co 2030 1160 1150 1120 1110
Sólidos Disueltos mg/L 0.56 0.53 0.55 0.55 0.55
Sólidos Totales mg/L 0.58 0.53 0.55 0.55 0.55
Detergentes 36.52 12.06 10.3 8.12 8.15
[Ca2+] mg/L 180 160 160 140 120
[Mg2+] mg/L 20 0 0 0 0
Turbidez mg/L 76 66.00 58 48 40
Sulfatos mg/L 8 7 6 5 5
Fosfatos mg/L 9.9 2.20 1.3 1.8 2.1
ENSAYO 2
Condiciones Técnicas Intensidad de Corriente: 16 A Ánodo: Aluminio
V: 3.16 V Caudal: 7 L/h
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 200 228.00 180 240 240
[CO32-] mg/L 880 912 1000 920 960
OD mg/L 0.6 4.10 4.3 4.3 4.3
pH 9.8 10.56 10.67 10.56 10.56
Conductividad mS/cm2 7.45 7.40 7.27 7.3 7.23

205
ENSAYO 3
Condiciones técnicas
Intensidad de corriente: 8 A
Caudal: 18 L/h V: 2.54 V
Número de celdas: 10 Ánodo: Hierro
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
DQO mg/L 660 300 189 150 100
Color Real Pt-Co 1200 0 0 0 0
Sólidos Disueltos mg/L 0.30 0.26 0.21 0.15 0.13
Sólidos Totales mg/L 0.30 0.278 0.27 0.22 0.22
Detergentes mg/L 10.36 6.52 5.16 4.42 3.68
[Ca2+] mg/L 80 60 40.00 20.00 20.00
[Mg2+] mg/L 60 20.00 20.00 20.00 20.00
Turbidez mg/L 100 24 23 21 21
Sulfatos mg/L 85 55 50 40 40
Fosfatos mg/L 8.6 0.06 0.04 0.04 0.04
ENSAYO 3
Condiciones Técnicas
Intensidad de Corriente: 8 A V: 2.54 V
Caudal: 18 L/h
Número de celdas: 10 Ánodo: Hierro
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 148 0 0 0 0
[CO32-] mg/L 88 0 0 0 0
OD mg/L 0.3 6.9 7.1 7.1 7.1
pH 9.9 10.98 11.02 11.25 11.19
Conductividad mS/cm2 4.22 4.37 4.42 4.4 4.38

206
ENSAYO 3
Condiciones técnicas
Intensidad de corriente: 8 A
Caudal: 36 L/h V: 3.24 V
Número de celdas: 10 Ánodo: Hierro
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
DQO mg/L 660 350 240 167 149
Color Real Pt-Co 1200 111 56 48 34
Sólidos Disueltos mg/L 0.30 0.23 0.21 0.22 0.22
Sólidos Totales mg/L 0.30 0.26 0.24 0.24 0.24
Detergentes 10.36 6.3 5.26 4.29 4.12
[Ca2+] mg/L 80 72 60.00 48.00 40.00
[Mg2+] mg/L 40 28.00 20.00 20.00 20.00
Turbidez mg/L 100 30 17 20 16
Sulfatos mg/L 85 20 20 20 20
Fosfatos mg/L 8.6 2.7 2 1.4 0.7
ENSAYO 3
Condiciones Técnicas Intensidad de Corriente: 8 A V: 3.24 V Caudal: 36 L/h
Número de celdas: 10 Ánodo: Hierro
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 148 160 180 200 160
[CO32- ] mg/L 88 320 320 280 320
OD mg/L 0.2 6.4 6.7 6.8 6.9
pH 9.9 10.6 10.78 10.71 10.84
Conductividad mS/cm 4.22 4.03 4.05 4.11 4.1

207
ENSAYO 3
Condiciones técnicas
Intensidad de corriente: 8 A
Caudal: 72 L/h V: 3.24 V
Número de celdas: 10 Ánodo: Hierro
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
DQO mg/L 340 239 197 149 145
Color Real Pt-Co 440 41 19 29 21
Sólidos Disueltos mg/L 0.134 0.134 0.13 0.12 0.12
Sólidos Totales mg/L 0.15 0.14 0.14 0.13 0.13
Detergentes mg/L 40.5 25.68 19.78 15.76 13.1
[Ca2+] mg/L 120 100 88.00 72.00 60.00
[Mg2+] mg/L 80 40.00 32.00 32.00 32.44
Turbidez mg/L 66 50 55 53 50
Sulfatos mg/L 80 48 45 45 45
Fosfatos mg/L 13.2 1.99 1.86 1.73 1.49
ENSAYO 3
Condiciones Técnicas Intensidad de Corriente: 8 A V: 3.24 V Cudal 72 L/h
Número de celdas: 10 Ánodo: Hierro
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 192 136 140 148 188
[CO32-] mg/L 80 280 240 216 184
OD mg/L 0.5 6.1 6.8 6.7 6.9
pH 9.78 10.35 10.04 9.89 10.01
Conductividad mS/cm 2.498 2.325 2.395 2.42 2.416

208
ENSAYO 4
Condiciones técnicas
Intensidad de corriente: 8 A
Caudal: 144 L/h V: 2 V
Número de celdas: 20 Ánodo: Hierro
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
DQO mg/L 820 140 45 23 20
Color Real Pt-Co 2030 880 820 690 560
Sólidos Disueltos mg/L 0.40 0.36 0.35 0.30 0.30
Sólidos Totales mg/L 0.60 0.58 0.53 0.50 0.48
Detergentes mg/L 36.52 16.8 14 10 9.14
[Ca2+] mg/L 180 140 100.00 60.00 60.00
[Mg2+] mg/L 20 18.00 16.00 16.00 16.00
Turbidez mg/L 70 67 63 57 54
Sulfatos mg/L 80 66 37 35 31
Fosfatos mg/L 9.9 9.2 6 5.8 5.8
ENSAYO 4
Condiciones Técnicas Intensidad de Corriente: 8 A V: 2 V Caudal: 144 L/h
Número de celdas: 20 Ánodo: Hierro
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 220 320 360 520 400
[CO32- ] mg/L 880 800 800 800 960
OD mg/L 0.6 2.2 2.7 3 3.3
pH 10.52 10.48 10.46 10.46 10.53
Conductividad mS/cm 7.45 7.89 7.84 7.89 7.71

209
ENSAYO 4
Condiciones técnicas
Intensidad de corriente: 8 A
Caudal: 216 L/h V: 3.82 V
Número de celdas: 20 Ánodo: Hierro
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
DQO mg/L 910 210 98 46 49
Color Real Pt-Co 360 52 50 40 30
Sólidos Disueltos mg/L 0.05 0.04 0.04 0.04 0.04
Sólidos Totales mg/L 0.14 0.06 0.05 0.05 0.05
Detergentes mg/L 36.6 11.98 9.84 9.56 10.04
[Ca2+] mg/L 100 88 80.00 80.00 80.00
[Mg2+] mg/L 60 52.00 40.00 40.00 20.00
Turbidez mg/L 35 31 27 23 16
Sulfatos mg/L 75 70 55 50 30
Fosfatos mg/L 6.9 4.9 2.9 2.8 2.4
ENSAYO 4
Condiciones Técnicas Intensidad de Corriente: 8 A V: 3.82 V Caudal: 216 L/h
Número de celdas: 20 Ánodo: Hierro
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 146 120 120 124 140
[CO32- ] mg/L 0 0 0 0 0
OD mg/L 1 5.9 6.4 6.9 7
pH 8.3 8.2 8.19 8.25 8.39
Conductividad mS/cm 1.64 1.65 1.53 1.52 1.44

210
ENSAYO 4
Condiciones técnicas
Intensidad de corriente: 8 A
Caudal: 288 L/h V: 4V
Número de celdas: 20 Ánodo: Hierro
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
DQO mg/L 1200 1150 1070 1030 1030
Color Real Pt-Co 4235 3350 3200 3150 3150
Sólidos Disueltos mg/L 1.08 1.05 1.05 1.03 1.03
Sólidos Totales mg/L 1.19 1.13 1.10 1.10 1.10
Detergentes mg/L 52.55 40.4 24.8 21.9 18.05
[Ca2+] mg/L 100 80 80 80 80
[Mg2+] mg/L 180 160 160 160 160
Turbidez mg/L 96 90 87 83 83
Sulfatos mg/L 150 150 130 120 100
Fosfatos mg/L 40.5 31.5 31 31 31
ENSAYO 4
Condiciones Técnicas Intensidad de Corriente: 8 A V: 4V Caudal: 288 L/h
Número de celdas: 20 Ánodo: Hierro
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 160 480 480 720 640
[CO32- ] mg/L 2080 1600 1600 1440 1440
OD mg/L 0.6 2 2.3 2.7 3
pH 9.92 10.18 10.19 10.27 10.22
Conductividad mS/cm 12.69 12.71 12.76 12.74 12.77

211
ANEXO Nº 6
PORCENTAJES DE REMOCIÓN DE CONTAMINANTES
DE LOS ANÁLISIS DE LOS PARÁMETROS FÍSICO-
QUÍMICOS CON RESPECTO AL TIEMPO DEL PROCESO
DE ELECTROCOAGULACIÓN DE LA MUESTRA DE
AGUA DE LA INDUSTRIA TEXTIL ENSAYO 1

212
ENSAYO: 1
Condiciones Técnicas Intensidad de Corriente: 4 A Ánodo: Hierro
V: 2.20 V Caudal: 7 L/h
Tiempo Parámetros y Unidades
0 min 15 min 30 min 45 min 60 min
Porcentaje de remoción de contaminantes (%)
DQO mg/L 0 36.82 39.77 43.18 42.95
Color Real Pt-Co 0 98.64 99.00 99.45 98.73
Sólidos Disueltos mg/L 0 9.00 12.48 17.85 15.96
Sólidos Totales mg/L 0 16.06 8.18 10.00 7.58
Detergentes 0 20.97 27.96 34.95 40.05
[Ca2+] mg/L 0 50.00 60.00 60.00 66.67
[Mg2+] mg/L 0 30.00 44.00 64.00 80.00
Turbidez mg/L 0 80.61 81.63 80.61 80.61
Sulfatos mg/L 0 16.67 36.67 53.33 53.33
Fosfatos mg/L 0 91.47 99.12 97.65 97.65
ENSAYO 1
Condiciones Técnicas Intensidad de Corriente: 4 A Ánodo: Hierro
V: 2.20 V Caudal: 7 L/h
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 40 0.00 0 0 0
[CO32-] mg/L 560 576 576 640 640
OD mg/L 0.6 3.30 3.2 3 2.5
pH 10.1 11.09 11.15 11.11 11.04
Conductividad mS/cm2 4.19 3.49 4.05 4.17 4.19
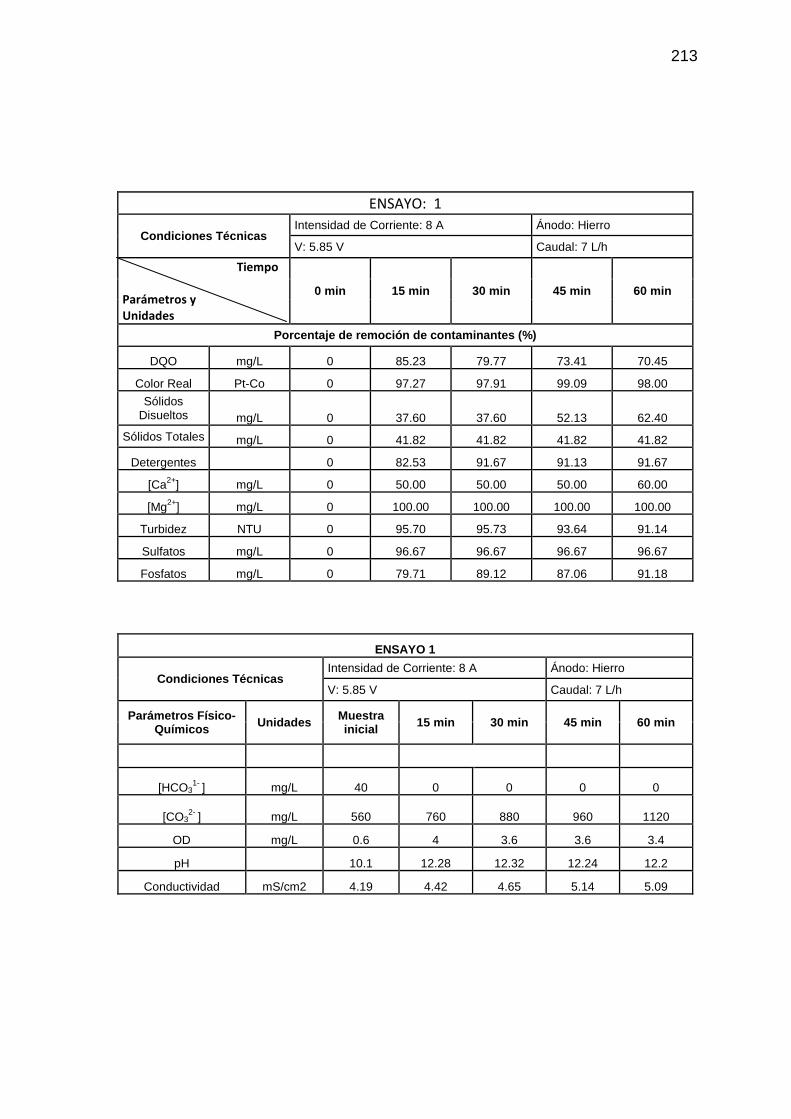
213
ENSAYO: 1
Condicio nes Técnicas Intensidad de Corriente: 8 A Ánodo: Hierro
V: 5.85 V Caudal: 7 L/h
Tiempo
Parámetros y
Unidades
0 min 15 min 30 min 45 min 60 min
Porcentaje de remoción de contaminantes (%)
DQO mg/L 0 85.23 79.77 73.41 70.45
Color Real Pt-Co 0 97.27 97.91 99.09 98.00
Sólidos Disueltos mg/L 0 37.60 37.60 52.13 62.40
Sólidos Totales mg/L 0 41.82 41.82 41.82 41.82
Detergentes 0 82.53 91.67 91.13 91.67
[Ca2+] mg/L 0 50.00 50.00 50.00 60.00
[Mg2+] mg/L 0 100.00 100.00 100.00 100.00
Turbidez NTU 0 95.70 95.73 93.64 91.14
Sulfatos mg/L 0 96.67 96.67 96.67 96.67
Fosfatos mg/L 0 79.71 89.12 87.06 91.18
ENSAYO 1
Condiciones Técnicas Intensidad de Corriente: 8 A Ánodo: Hierro
V: 5.85 V Caudal: 7 L/h
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 40 0 0 0 0
[CO32- ] mg/L 560 760 880 960 1120
OD mg/L 0.6 4 3.6 3.6 3.4
pH 10.1 12.28 12.32 12.24 12.2
Conductividad mS/cm2 4.19 4.42 4.65 5.14 5.09

214
ENSAYO: 1
Condicio nes Técnicas Intensidad de Corriente: 16 A Ánodo: Hierro
V: 7.46 V Caudal: 7 L/h
Tiempo
Parámetros y
Unidades
0 min 15 min 30 min 45 min 60 min
Porcentaje de remoción de contaminantes (%)
DQO mg/L 0 69.90 61.65 64.95 62.68
Color Real Pt-Co 0 99.25 99.34 99.53 99.53
Sólidos Disueltos mg/L 0 70.24 67.92 68.01 65.91
Sólidos Totales mg/L 0 68.99 63.43 63.69 62.96
Detergentes 0 63.06 74.37 77.86 75.09
[Ca2+] mg/L 0 58.33 72.22 72.22 86.11
[Mg2+] mg/L 0 58.33 66.67 75.00 75.00
Turbidez mg/L 0 97.39 96.94 97.69 97.90
Sulfatos mg/L 0 100.00 100.00 100.00 100.00
Fosfatos mg/L 0 70.00 88.24 88.24 92.94
ENSAYO 1
Condiciones Técnicas Intensidad de Corriente: 16 A Ánodo: Hierro
V: 7.46 V Caudal: 7 L/h
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 40 0 0 0 0
[CO32- ] mg/L 560 1120 1080 1040 880
OD mg/L 0.6 1.1 1.6 1.8 2
pH 10.1 11.89 11.96 12.04 11.99
Conductividad mS/cm2 4.19 4.49 4.8 5.24 5.44

215
ANEXO Nº 7
PORCENTAJES DE REMOCIÓN DE CONTAMINANTES
DE LOS ANÁLISIS DE LOS PARÁMETROS FÍSICO-
QUÍMICOS CON RESPECTO AL TIEMPO DEL PROCESO
DE ELECTROCOAGULACIÓN DE LA MUESTRA DE
AGUA DE LA INDUSTRIA TEXTIL ENSAYO 2

216
ENSAYO: 2
Condicio nes Técnicas Intensidad de Corriente: 4 A Ánodo: Aluminio
V: 1.96 V Caudal: 7 L/h
Tiempo
Parámetros y
Unidades
0 min 15 min 30 min 45 min 60 min
Porcentaje de remoción de contaminantes (%)
DQO mg/L 0 53.24 55.00 56.76 60.88
Color Real Pt-Co 0 70.00 70.68 74.77 77.05
Sólidos Disueltos mg/L 0 38.03 44.87 63.68 78.42
Sólidos Totales mg/L 0 10.62 14.78 20.83 17.74
Detergentes 0 49.93 57.73 44.99 45.63
[Ca2+] mg/L 0 0.00 16.67 26.67 33.33
[Mg2+] mg/L 0 30.00 50.00 60.00 50.00
Turbidez mg/L 0 88.24 92.20 84.55 83.33
Sulfatos mg/L 0 13.75 13.75 21.25 32.50
Fosfatos mg/L 0 43.94 68.18 90.91 96.74
ENSAYO 2
Condiciones Técnicas Intensidad de Corriente: 4 A Ánodo: Aluminio
V: 1.96 V Caudal: 7 L/h
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 192 300 300 300 282
[CO32- ] mg/L 80 0 0 0 36
OD mg/L 0.6 3.10 3.3 3.5 3.4
pH 9.78 7.42 7.57 8.23 8.98
Conductividad mS/cm2 2.498 2.77 2.748 2.708 2.716

217
ENSAYO: 2
Condicio nes Técnicas Intensidad de Corriente: 8 A Ánodo: Aluminio
V: 1.96 V Caudal: 7 L/h
Tiempo
Parámetros y
Unidades
0 min 15 min 30 min 45 min 60 min
Porcentaje de remoción de contaminantes (%)
DQO mg/L 0 77.94 81.76 83.82 87.35
Color Real Pt-Co 0 38.64 45.45 68.18 75.00
Sólidos Disueltos mg/L 0 23.65 30.84 53.29 54.19
Sólidos Totales mg/L 0 10.75 14.25 17.20 16.67
Detergentes 0 78.67 84.89 86.12 83.90
[Ca2+] mg/L 0 6.67 13.33 16.67 23.33
[Mg2+] mg/L 0 40.00 55.00 50.00 65.00
Turbidez mg/L 0 96.97 96.97 96.97 96.97
Sulfatos mg/L 0 41.25 38.75 43.75 47.50
Fosfatos mg/L 0 85.61 90.15 99.02 99.17
ENSAYO 2
Condiciones Técnicas Intensidad de Corriente: 8 A Ánodo: Aluminio
V: 1.96 Caudal: 7 L/h
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 192 148.00 120 136 148
[CO32- ] mg/L 80 268 300 304 312
OD mg/L 0.6 3.10 3.4 3.8 3.6
pH 9.78 9.83 9.79 9.91 9.93
Conductividad mS/cm2 2.498 2.63 2.65 2.668 2.634

218
ENSAYO: 2
Condicio nes Técnicas Intensidad de Corriente: 16 A Ánodo: Aluminio
V: 3.16 V Caudal: 7 L/h
Tiempo
Parámetros y
Unidades
0 min 15 min 30 min 45 min 60 min
Porcentaje de remoción de contaminantes (%)
DQO mg/L 0 9.76 29.76 37.62 29.76
Color Real Pt-Co 0 42.86 43.35 44.83 45.32
Sólidos Disueltos mg/L 0 5.76 2.35 1.92 1.99
Sólidos Totales mg/L 0 8.20 4.59 4.10 3.82
Detergentes 0 66.98 71.80 77.77 77.68
[Ca2+] mg/L 0 11.11 11.11 22.22 33.33
[Mg2+] mg/L 0 50.00 50.00 45.00 40.00
Turbidez mg/L 0 13.16 23.68 36.84 47.37
Sulfatos mg/L 0 12.50 25.00 37.50 37.50
Fosfatos mg/L 0 77.78 86.87 81.82 78.79
ENSAYO 2
Condiciones Técnicas Intensidad de Corriente: 16 A Ánodo: Aluminio
V: 3.16 V Caudal: 7 L/h
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 200 228.00 180 240 240
[CO32- ] mg/L 880 912 1000 920 960
OD mg/L 0.6 4.10 4.3 4.3 4.3
pH 9.8 10.56 10.67 10.56 10.56
Conductividad mS/cm2 7.45 7.40 7.27 7.3 7.23

219
ANEXO Nº 8
PORCENTAJES DE REMOCIÓN DE CONTAMINANTES
DE LOS ANÁLISIS DE LOS PARÁMETROS FÍSICO-
QUÍMICOS CON RESPECTO AL TIEMPO DEL PROCESO
DE ELECTROCOAGULACIÓN DE LA MUESTRA DE
AGUA DE LA INDUSTRIA TEXTIL ENSAYO 3

220
ENSAYO: 3
Condicio nes Técnicas Intensidad de Corriente: 8 A V: 2.54 V Caudal: 18 L/h
Número de celdas: 10 Ánodo: Hierro
Tiempo
Parámetros y
Unidades
0 min 15 min 30 min 45 min 60 min
Porcentaje de remoción de contaminantes (%)
DQO mg/L 0 54.55 71.36 77.27 84.85
Color Real Pt-Co 0 100.00 100.00 100.00 100.00
Sólidos Disueltos mg/L 0 12.73 30.03 48.53 55.23
Sólidos Totales mg/L 0 8.07 10.32 25.93 25.93
Detergentes 0 40.73 50.19 57.34 64.48
[Ca2+] mg/L 0 25.00 50.00 75.00 75.00
[Mg2+] mg/L 0 66.67 66.67 66.67 66.67
Turbidez mg/L 0 76.00 77.00 79.00 79.00
Sulfatos mg/L 0 35.29 41.18 52.94 52.94
Fosfatos mg/L 0 99.30 99.53 99.53 99.53
ENSAYO 3
Condiciones Técnicas
Intensidad de Corriente: 8 A V: 2.54 V Caudal: 18 L/h
Número de celdas: 10 Ánodo: Hierro
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 148 0 0 0 0
[CO32- ] mg/L 88 0 0 0 0
OD mg/L 0.3 6.9 7.1 7.1 7.1
pH 9.9 10.98 11.02 11.25 11.19
Conductividad mS/cm2 4.22 4.37 4.42 4.4 4.38

221
ENSAYO: 3
Condicio nes Técnicas Intensidad de Corriente: 8 A V: 3.24 V Caudal: 36 L/h
Número de celdas: 10 Ánodo: Hierro
Tiempo
Parámetros y
Unidades
0 min 15 min 30 min 45 min 60 min
Porcentaje de remoción de contaminantes (%)
DQO mg/L 0 46.97 63.64 74.70 77.42
Color Real Pt-Co 0 90.75 95.33 96.00 97.17
Sólidos Disueltos mg/L 0 23.59 28.82 24.80 26.01
Sólidos Totales mg/L 0 15.48 21.96 21.30 20.24
Detergentes 0 39.19 49.23 58.59 60.23
[Ca2+] mg/L 0 10.00 25.00 40.00 50.00
[Mg2+] mg/L 0 30.00 50.00 50.00 50.00
Turbidez mg/L 0 70.00 83.00 80.00 84.00
Sulfatos mg/L 0 76.47 76.47 76.47 76.47
Fosfatos mg/L 0 68.60 76.74 83.72 91.86
ENSAYO 3
Condiciones Técnicas Intensidad de Corriente: 8 A V: 3.24 V Caudal: 36 L/h
Número de celdas: 10 Ánodo: Hierro
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 148 160 180 200 160
[CO32- ] mg/L 88 320 320 280 320
OD mg/L 0.2 6.4 6.7 6.8 6.9
pH 9.9 10.6 10.78 10.71 10.84
Conductividad mS/cm 4.22 4.03 4.05 4.11 4.1

222
ENSAYO: 3
Condicio nes Técnicas Intensidad de Corriente: 8 A V: 3.24 V Caudal 72 L/h
Número de celdas: 10 Ánodo: Hierro
Tiempo
Parámetros y
Unidades
0 min 55 min 70 min 85 min 100 min
Porcentaje de remoción de contaminantes (%)
DQO mg/L 0 29.71 42.06 56.18 57.35
Color Real Pt-Co 0 90.68 95.68 93.41 95.23
Sólidos Disueltos mg/L 0 0.00 2.10 7.49 7.49
Sólidos Totales mg/L 0 7.32 4.88 8.94 10.57
Detergentes 0 36.59 51.16 61.09 67.65
[Ca2+] mg/L 0 16.67 26.67 40.00 50.00
[Mg2+] mg/L 0 50.00 60.00 60.00 59.45
Turbidez mg/L 0 24.24 16.67 19.70 24.24
Sulfatos mg/L 0 40.00 43.75 43.75 43.75
Fosfatos mg/L 0 84.92 85.91 86.89 88.71
ENSAYO 3
Condiciones Técnicas Intensidad de Corriente: 8 A V: 3.24 V Cudal 72 L/h
Número de celdas: 10 Ánodo: Hierro
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 192 136 140 148 188
[CO32- ] mg/L 80 280 240 216 184
OD mg/L 0.5 6.1 6.8 6.7 6.9
pH 9.78 10.35 10.04 9.89 10.01
Conductividad mS/cm 2.498 2.325 2.395 2.42 2.416

223
ANEXO Nº 9
PORCENTAJES DE REMOCIÓN DE CONTAMINANTES
DE LOS ANÁLISIS DE LOS PARÁMETROS FÍSICO-
QUÍMICOS CON RESPECTO AL TIEMPO DEL PROCESO
DE ELECTROCOAGULACIÓN DE LA MUESTRA DE
AGUA DE LA INDUSTRIA TEXTIL ENSAYO 4

224
ENSAYO: 4
Condiciones Técnicas Intensidad de Corriente: 8 A V: 2 V Caudal: 144 L/h
Número de celdas: 20 Ánodo: Hierro
Tiempo
Parámetros Unidades
0 min 15 min 30 min 45 min 60 min
Porcentaje de remoción de contaminantes (%)
DQO mg/L 0 82.93 94.51 97.20 97.56
Color Real Pt-Co 0 56.65 64.53 68.97 72.41
Sólidos Disueltos mg/L 0 9.54 13.15 23.49 25.80
Sólidos Totales mg/L 0 68.11 70.58 72.44 73.59
Detergentes 0 59.51 69.64 79.76 81.93
[Ca2+] mg/L 0 22.22 44.44 66.67 66.67
[Mg2+] mg/L 0 10.00 30.00 40.00 40.00
Turbidez mg/L 0 19.17 20.42 35.83 43.33
Sulfatos mg/L 0 17.50 53.75 56.25 61.25
Fosfatos mg/L 0 7.07 43.43 41.41 61.62
ENSAYO 4
Condiciones Técnicas Intensidad de Corriente: 8 A V: 2 V Caudal: 144 L/h
Número de celdas: 20 Ánodo: Hierro
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 220 320 360 520 400
[CO32- ] mg/L 880 800 800 800 960
OD mg/L 0.6 2.2 2.7 3 3.3
pH 10.52 10.48 10.46 10.46 10.53
Conductividad mS/cm 7.45 7.89 7.84 7.89 7.71

225
ENSAYO: 4
Condiciones Técnicas Intensidad de Corriente: 8 A V: 3.82 V Caudal: 216 L/h
Número de celdas: 20 Ánodo: Hierro
Tiempo
Parámetros y
Unidades
0 min 15 min 30 min 45 min 60 min
Porcentaje de remoción de contaminantes (%)
DQO mg/L 0 76.92 89.23 94.95 94.62
Color Real Pt-Co 0 64.62 67.69 71.54 73.08
Sólidos Disueltos mg/L 0 11.76 14.29 18.49 19.33
Sólidos Totales mg/L 0 55.69 61.22 61.52 63.56
Detergentes mg/L 0 67.05 72.94 73.71 72.39
[Ca2+] mg/L 0 12.00 20.00 20.00 20.00
[Mg2+] mg/L 0 14.29 28.57 32.14 35.71
Turbidez mg/L 0 8.57 14.29 34.00 38.29
Sulfatos mg/L 0 6.67 26.67 33.33 60.00
Fosfatos mg/L 0 14.49 26.09 43.48 50.72
ENSAYO 4
Condiciones Técnicas Intensidad de Corriente: 8 A V: 3.82 V Caudal: 216 L/h
Número de celdas: 20 Ánodo: Hierro
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 146 120 120 124 140
[CO32- ] mg/L 0 0 0 0 0
OD mg/L 1 5.9 6.4 6.9 7
pH 8.3 8.2 8.19 8.25 8.39
Conductividad mS/cm 1.64 1.65 1.53 1.52 1.44

226
ENSAYO: 4
Condicio nes Técnicas Intensidad de Corriente: 8 A V: 4V Caudal: 288 L/h
Número de celdas: 20 Ánodo: Hierro
Tiempo
Parámetros y
Unidades
0 min 15 min 30 min 45 min 60 min
Porcentaje de remoción de contaminantes (%)
DQO mg/L 0 4.17 10.83 14.17 14.17
Color Real Pt-Co 0 20.90 24.44 25.62 25.62
Sólidos Disueltos mg/L 0 3.03 3.10 4.80 4.95
Sólidos Totales mg/L 0 4.55 7.37 7.44 7.44
Detergentes 0 23.12 52.81 58.33 65.65
[Ca2+] mg/L 0 20.00 20.00 20.00 20.00
[Mg2+] mg/L 0 11.11 11.11 11.11 11.11
Turbidez mg/L 0 6.25 9.38 13.54 13.54
Sulfatos mg/L 0 0.00 13.33 20.00 33.33
Fosfatos mg/L 0 22.22 23.46 23.46 23.46
ENSAYO 4
Condiciones Técnicas Intensidad de Corriente: 8 A V: 4V Caudal: 288 L/h
Número de celdas: 20 Ánodo: Hierro
Parámetros Físico-Químicos Unidades Muestra
inicial 15 min 30 min 45 min 60 min
[HCO31- ] mg/L 160 480 480 720 640
[CO32- ] mg/L 2080 1600 1600 1440 1440
OD mg/L 0.6 2 2.3 2.7 3
pH 9.92 10.18 10.19 10.27 10.22
Conductividad mS/cm 12.69 12.71 12.76 12.74 12.77

227
ANEXO Nº 10
DIMENSIONAMIENTO DEL REACTOR DE
ELECTROCOAGULACIÓN

228

229
ANEXO Nº 11
DIMENSIONAMIENTO DEL FILTRO DE ARENA

230

231
ANEXO Nº 12
DIMENSIONAMIENTO DEL LECHO DE SECADO

232

233
ANEXO Nº 13
LÍMITES PERMISIBLES DE DESCARGA A
ALCANTARILLADO PARA INDUSTRIA TEXTIL

234
CONTROL DE DESCARGAS LÍQUIDAS DE SECTORES PRODUCTIV OS
Art. 9 Norma Técnica que regula los Contaminantes asociados a Descargas
líquidas Industriales, Comerciales y de Servicios.
NORMA TÉCNICA PARA EL CONTROL DE DESCARGAS LÍQUIDAS DE
SECTORES PRODUCTIVOS
OBJETO
La presente norma tiene por objeto limitar la concentración de contaminantes den
los efluentes líquidos de origen industrial, comercial y de servicios, vertidos a
cuerpos de agua o al sistema de alcantarillado, sobre la base del objetivo de
calidad fijado para salvaguardar la salud y el bienestar de la población así como
para permitir usos adicionales de los recursos.
ALCANCE
Todo efluente líquido residual proveniente de actividades industriales, comerciales
y de servicios, pública o privada está sujeto a la aplicación de la presente norma
técnica.
DISPOSICIONES GENERALES
1. Toda descara proveniente de actividades en plantas o bodegas industriales,
emplazamientos agropecuarios o agroindustriales, locales de comercio o de
prestación de servicios, actividades de almacenamiento o comercialización
de sustancias químicas en general, deberá ser vertida al receptor cuando se
haya verificado el cumplimiento de los valores máximos permisibles.
2. Las medidas técnicas que se implementen buscarán como prioridad la
reducción del nivel de contaminación en la fuente. En segundo lugar los
tratamientos, previos a la descarga, cuya eficiencia garantice el control de
contaminación.
3. Se prohíbe la dilución intencional de descargas líquidas no depuradas
utilizando el agua de las redes públicas o privadas, aguas subterráneas o

235
aguas lluvias, así como infiltrar en el suelo descargas líquidas no
depuradas.
4. El regulado mantendrá para el control interno y control público, registros de
los efluentes generados indicando: el proceso del que provienen,
periodicidad de producción del efluente, tratamiento aplicado a los
efluentes, características del efluente (análisis físico-químico), el caudal de
los efluentes.
5. Como parte del control interno anual, se realizarán programas de control de
las descargas líquidas y se presentarán los resultados de caracterización
físico-química durante el mes de noviembre de cada año, utilizando el
formulario establecido para el efecto.
6. Para la expedición de propuestas modificatorias a la presente norma técnica
deberá previamente existir los estudios sociales, técnicos y económicos
necesarios que justifiquen la medida, en concordancia con las políticas
ambientales locales y considerando los criterios de calidad establecidos
para el uso o los usos asignados en la normativa nacional.
A continuación se presenta la Tabla B.2, donde se establece los Límites máximos
permitidos para descargas líquidas en el sistema de alcantarillado público.
TABLA B.2: Para el Sector Textil – Sub-Sector Algod onero, Fibras artificiales
y Sintéticas.
PARÁMETROS
UNIDAD
LÍMITE MÁXIMO PERMISIBLE AL
ALCANTARILLADO
DBO5 mg/L 120
DQO mg/L 240
Sólidos Suspendidos mg/L 95
Caudal l/kg. de
producción
140
Fuente: Secretaria del Ambiente, Resolución No 003, Capitulo III.

236
ANEXO Nº14
DETERMINACIÓN DEL ORDEN Y CONSTANTE DE LA
REACCIÓN PARA EL REACTOR DE
ELECTROCOAGULACIÓN TIPO FLUJO PISTÓN

237
DATOS DE DQO DEL ENSAYO 3 – CAUDAL 18 L/h DQO mgO2/L 660 300 189 150 100
t H 0 0.25 0.5 0.75 1 Representación Gráfica
n=0 Ct 660 300 189 150 100 n=1 - (ln Cf/Co) 0 0.788 1.25 1.48 1.887 n=2 1/Ct 0.002 0.003 0.005 0.007 0.010
Elaboración: Gómez, E.; Martínez, V.
Los gráficos de C vs t, - (ln Cf/Co) vs t y 1/C vs t se presentan a continuación en
los gráficos:

238
Observando los gráficos anteriores y considerando el valor más cercano a 1 del
R2 (coeficiente de regresión) se concluye que la reacción es de orden n=2 y con
una constante de velocidad de reacción, k = 0.008 L/(mg) h.
Comprobación del orden de la reacción
Para comprobar el orden de la reacción se usa el método diferencial

239
DATOS DE DQO DEL ENSAYO 3 – CAUDAL 36 L/h DQO mgO2/L 660 350 240 167 149
t h 0 0.25 0.5 0.75 1 Representación Gráfica
n=0 Ct 660 350 240 167 149 n=1 - (ln Cf/Co) 0 0.634 1.011 1.37 1.48 n=2 1/Ct 0.0015 0.0028 0.0041 0.0059 0.0067
Elaboración: Gómez, E.; Martínez, V.
Los gráficos de C vs t, - (ln Cf/Co) vs t y 1/C vs t se presentan a continuación en
los gráficos:

240
Observando los gráficos anteriores y considerando el valor más cercano a 1 del
R2 (coeficiente de regresión) se concluye que la reacción es de orden n=2 y con
una constante de velocidad de reacción, k = 0.005 L/(mg) h.
Comprobación del orden de la reacción
Para comprobar el orden de la reacción se usa el método diferencial

241
DATOS DE DQO DEL ENSAYO 3 – CAUDAL 72 L/h DQO mgO2/L 340 239 197 149 145
t h 0 0.25 0.5 0.75 1 Representación Gráfica
n=0 Ct 340 239 197 149 145 n=1 - (ln Cf/Co) 0 0.352 0.545 0.824 0.852 n=2 1/Ct 0.002 0.004 0.005 0.0067 0.0068
Elaboración: Gómez, E.; Martínez, V.
Los gráficos de C vs t, - (ln Cf/Co) vs t y 1/C vs t se presentan a continuación en
los gráficos:

242
Observando los gráficos anteriores y considerando el valor más cercano a 1 del
R2 (coeficiente de regresión) se concluye que la reacción es de orden n=2 y con
una constante de velocidad de reacción, k = 0.004 L/(mg) h.
Comprobación del orden de la reacción
Para comprobar el orden de la reacción se usa el método diferencial

243
DATOS DE DQO DEL ENSAYO 4 – CAUDAL 144 L/h DQO mgO2/L 820 140 45 23 20
t h 0 0.25 0.5 0.75 1 Representación Gráfica
n=0 Ct 820 140 45 23 20 n=1 - (ln Cf/Co) 0 1.76 2.90 3.57 3.71 n=2 1/Ct 0.0012 0.007 0.022 0.04 0.05
Elaboración: Gómez, E.; Martínez, V.
Los gráficos de - (ln Cf/Co) vs t y 1/C vs t se presentan a continuación en los
gráficos:

244
Observando los gráficos anteriores y considerando el valor más cercano a 1 del
R2 (coeficiente de regresión) se concluye que la reacción es de orden n=2 y con
una constante de velocidad de reacción, k = 0.053 L/(mg) h.
Comprobación del orden de la reacción
Para comprobar el orden de la reacción se usa el método diferencial

245
DATOS DE DQO DEL ENSAYO 4 – CAUDAL 216 L/h DQO mgO2/L 910 210 98 46 49
t h 0 0.25 0.5 0.75 1 Datos para la representación gráfica
n=0 Ct 910 210 98 46 49 n=1 - (ln Cf/Co) 0 1.46 2.22 2.98 2.92 n=2 1/Ct 0.001 0.004 0.01 0.02 0.02
Elaboración: Gómez, E.; Martínez, V.
Los gráficos de - (ln Cf/Co) vs t y 1/C vs t se presentan a continuación en los
gráficos:

246
Observando los gráficos anteriores y considerando el valor más cercano a 1 del
R2 (coeficiente de regresión) se concluye que la reacción es de orden n=2 y con
una constante de velocidad de reacción, k = 0.022 L/(mg) h.
Comprobación del orden de la reacción
Para comprobar el orden de la reacción se usa el método diferencial


















