
EnterpriseOne B73.3.1 Manufacturing and Distribution Planning ...
426
EnterpriseOne B73.3.1 Manufacturing and Distribution Planning PeopleBook June 1999
Transcript of EnterpriseOne B73.3.1 Manufacturing and Distribution Planning ...

EnterpriseOne B73.3.1Manufacturing and Distribution Planning PeopleBook
June 1999

J.D. Edwards World Source Company
One Technology Way
Denver, CO 80237
Portions of this document were reproduced from material prepared by J.D. Edwards.
Copyright J.D. Edwards World Source Company, 1997 - 1999
All Rights Reserved
SKU B7331CEAMP
J.D. Edwards is a registered trademark of J.D. Edwards & Company. The names of all other products and services of J.D. Edwards used herein are trademarks or registered trademarks of J.D. Edwards World Source Company.
All other product names used are trademarks or registered trademarks of their respective owners.
The information in this guide is confidential and a proprietary trade secret of J.D. Edwards World Source Company. It may not be copied, distributed, or disclosed without prior written permission. This guide is subject to change without notice and does not represent a commitment on the part of J.D. Edwards & Company and/or its subsidiaries. The software described in this guide is furnished under a license agreement and may be used or copied only in accordance with the terms of the agreement. J.D. Edwards World Source Company uses automatic software disabling routines to monitor the license agreement. For more details about these routines, please refer to the technical product documentation.

B73.3.1 (6/99)
Table of Contents
Overview
Manufacturing and Distribution Planning Overview 1–1. . . . . . . . . . . . . Resource and Capacity Planning 1–1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Material Planning Operations 1–2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . System Integration 1–3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Terms and Concepts 1–5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Planning and Production Environments 1–6. . . . . . . . . . . . . . . . . . . . . . . . . . Planning a Total Business Solution 1–7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Tables for Manufacturing and Distribution Planning 1–10. . . . . . . . . . . . . . . . Menu Overview 1–12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Resource and Capacity Planning (G33) 1–12. . . . . . . . . . . . . . . . . . . . . . . Material Planning (G34) 1–13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Prerequisites
Prerequisites 2–1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Understanding Inventory Management 2–3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Understanding Sales Order Management 2–5. . . . . . . . . . . . . . . . . . . . . . . . . . . . Understanding Forecasting 2–7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Features 2–8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Forecasting Levels and Methods 2–9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Best Fit 2–10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Forecasting Methods 2–10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Demand Patterns 2–14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Six Typical Demand Patterns 2–14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Forecast Accuracy 2–15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Forecast Considerations 2–15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Forecasting Process 2–16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Evaluating the Forecasts 2–18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Mean Absolute Deviation 2–18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Method 1, Last Year to This Year 2–19. . . . . . . . . . . . . . . . . . . . . . . . . Method 4, Moving Average, n = 4 2–19. . . . . . . . . . . . . . . . . . . . . . . .
Percent of Accuracy 2–20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Method 1, Last Year to This Year 2–20. . . . . . . . . . . . . . . . . . . . . . . . . Method 4, Moving Average, n = 4 2–21. . . . . . . . . . . . . . . . . . . . . . . .
Tables Used by Forecasting 2–21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Working with Detail Forecasts 2–23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Creating Detail Forecasts 2–23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Creating Forecasts for Multiple Items 2–24. . . . . . . . . . . . . . . . . . . . . . . .
Processing Options: Create Detail Forecast 2–24. . . . . . . . . . . . . . . . . . . . . . .

Manufacturing and Distribution Planning
B73.3.1 (6/99)
Creating Forecasts for a Single Item 2–40. . . . . . . . . . . . . . . . . . . . . . . . . . Processing Options for Forecast Online Simulation 2–41. . . . . . . . . . . . . .
Reviewing Detail Forecasts 2–44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Example: Comparing Forecast to Sales Order History 2–44. . . . . . . . . . . . Processing Options for Forecast Review 2–46. . . . . . . . . . . . . . . . . . . . . .
Revising Detail Forecasts 2–46. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Revising Forecast Prices 2–48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Generating a Forecast Price Rollup 2–51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Processing Options for Forecast Price Rollup 2–51. . . . . . . . . . . . . . . . . .
Capacity Planning
Capacity Planning 3–1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . About Resource Requirements Planning 3–2. . . . . . . . . . . . . . . . . . . . . . . . . . Demand Forecasting 3–3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Long-Range Capacity Plans 3–3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Reviewing Work Centers 3–5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Determining Available Capacity 3–11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Units of Measure 3–11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Generating Resource Units Automatically 3–12. . . . . . . . . . . . . . . . . . . . . . . .
Resource Unit Calculations 3–12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Processing Options: Refresh Resource Units 3–13. . . . . . . . . . . . . . . . . . . . . . Revising Resource Units Manually 3–15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Processing Options for Work Center Resource Units 3–17. . . . . . . . . . . . . Generating Resource Profiles 3–19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Generating Resource Profiles Automatically 3–19. . . . . . . . . . . . . . . . . . . . . . Processing Options for Resource Profile Regeneration 3–21. . . . . . . . . . .
Defining Resource Profiles Manually 3–21. . . . . . . . . . . . . . . . . . . . . . . . . . . . Generating Resource Requirements Plans 3–25. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Processing Options for Resource Requirements Planning 3–27. . . . . . . . . Reviewing Resource Requirements Plans 3–29. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Reviewing Dispatch Groups for RRP 3–29. . . . . . . . . . . . . . . . . . . . . . . . . . . . Reviewing Work Center Load for RRP 3–31. . . . . . . . . . . . . . . . . . . . . . . . . . .
Prime Load 3–31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Resource Offset 3–32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Reviewing Period Summaries 3–34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Reviewing Message Detail 3–35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Cleared Messages 3–35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Held Messages 3–35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Deleted Messages 3–35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Validating Resource Requirements Plans 3–37. . . . . . . . . . . . . . . . . . . . . . . . . Setting Up Resource Requirements Plans 3–39. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Setting Up the Resource Requirements Display 3–39. . . . . . . . . . . . . . . . . . . . Setting Up Unit Types 3–41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Validating Master Schedules 3–43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Resource Units 3–44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Work Center Hours 3–44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Generating Rough Cut Capacity Plans 3–44. . . . . . . . . . . . . . . . . . . . . . . . . . . Rated Capacity 3–44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

Table of Contents
B73.3.1 (6/99)
MPS Load 3–45. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Reviewing Work Center Load for RCCP 3–46. . . . . . . . . . . . . . . . . . . . . . . . . Reviewing Period Summaries for RCCP 3–47. . . . . . . . . . . . . . . . . . . . . . . . . Reviewing Work Schedules for Production Status 3–48. . . . . . . . . . . . . . . . . .
Processing Options for Operation Dispatch Inquiry 3–50. . . . . . . . . . . . . . Reviewing Rate Schedule and Work Center Loads 3–50. . . . . . . . . . . . . . . . . .
Processing Options for Work Center Schedule Review 3–52. . . . . . . . . . . Validating Material Requirements Plans 3–53. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Before You Begin 3–54. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . See Also 3–54. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Generating Capacity Requirements Plans 3–54. . . . . . . . . . . . . . . . . . . . . . . . . Reviewing Capacity Requirements Plans 3–55. . . . . . . . . . . . . . . . . . . . . . . . .
Reviewing Dispatch Groups for CRP 3–55. . . . . . . . . . . . . . . . . . . . . . . . . Reviewing Work Center Load for CRP 3–56. . . . . . . . . . . . . . . . . . . . . . . Reviewing Period Summaries for CRP 3–56. . . . . . . . . . . . . . . . . . . . . . . . Reviewing MRP Work Schedules on the Dispatch List 3–57. . . . . . . . . . . Reviewing MRP Rate Schedule and Work Order Loads 3–58. . . . . . . . . . Validating the Capacity Requirements Plan 3–58. . . . . . . . . . . . . . . . . . . .
Master Production Scheduling
Master Production Scheduling 4–1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . DRP and Purchased Items 4–2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . MPS and Manufactured Items 4–2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Understanding Time Fences and the Time Series 4–5. . . . . . . . . . . . . . . . . . . . . . Time Fences 4–5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
What Are Time Fence Rules? 4–6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . The Time Series 4–7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
What Are the Time Series Calculations? 4–8. . . . . . . . . . . . . . . . . . . . . . Example: Ending Available Calculation 4–8. . . . . . . . . . . . . . . . . . . . Example: Available to Promise Calculation 4–9. . . . . . . . . . . . . . . . . Example: Cumulative Available to Promise Calculation 4–9. . . . . . .
Generating Single-Level Master Schedules 4–11. . . . . . . . . . . . . . . . . . . . . . . . . . . Generating a Master Schedule for All Items 4–11. . . . . . . . . . . . . . . . . . . . . . . Processing Options: DRP/MPS/MRP 4–12. . . . . . . . . . . . . . . . . . . . . . . . . . . . Reviewing Items for Net Change 4–21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Net Change Flag Update 4–21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Net Change Flag Control 4–22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Processing Options for Net Change Review 4–24. . . . . . . . . . . . . . . . . . . .
Generating a Master Schedule for Selected Items 4–24. . . . . . . . . . . . . . . . . . . Reviewing the Time Series 4–27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Quantity Types for DRP and MPS 4–28. . . . . . . . . . . . . . . . . . . . . . . . . . . Valid Quantity Types for DRP 4–28. . . . . . . . . . . . . . . . . . . . . . . . . . . Valid Quantity Types for MPS 4–29. . . . . . . . . . . . . . . . . . . . . . . . . . .
Period Quantities 4–29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Forecast Consumption 4–29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Negative ATP/ATPU 4–29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Cumulative Available to Promise Unadjusted (CATPU) 4–30. . . . . . . . . . Processing Options for DRP/MPS Time Series 4–32. . . . . . . . . . . . . . . . .

Manufacturing and Distribution Planning
B73.3.1 (6/99)
Working with DRP/MPS Output 4–33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Working with Messages 4–34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Order Types 4–34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Deleting Messages 4–34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Reviewing Detail Messages 4–35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Processing Options: DRP/MPS Detail Message Revisions 4–36. . . . . . . . . . . .
Processing Work Order Messages 4–40. . . . . . . . . . . . . . . . . . . . . . . . . . . . Processing Purchase Order Messages 4–41. . . . . . . . . . . . . . . . . . . . . . . . . Processing Messages for a Planning Family 4–45. . . . . . . . . . . . . . . . . . . . Processing Messages Automatically 4–46. . . . . . . . . . . . . . . . . . . . . . . . . . Processing Options for Detail Message Processing 4–46. . . . . . . . . . . . . . Placing Messages on Hold 4–47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Clearing Messages 4–48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Adding a Freeze Code to a Purchase Order 4–48. . . . . . . . . . . . . . . . . . . . . . . . Adding a Freeze Code to a Work Order 4–50. . . . . . . . . . . . . . . . . . . . . . . . . .
Understanding Forecast Consumption 4–53. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Past Due Time Buckets 4–54. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Planning Horizon Time Periods 4–54. . . . . . . . . . . . . . . . . . . . . . . . . . . . . Forecast Consumption Calculation 4–55. . . . . . . . . . . . . . . . . . . . . . . . . . .
Validating Master Schedules 4–57. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Processing Orders 4–59. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Processing Options for Work Order Generation 4–59. . . . . . . . . . . . . . . . . Working with Multi-Level Master Schedules 4–63. . . . . . . . . . . . . . . . . . . . . . . . .
What Are Planning Bills? 4–63. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Example: Exploding Planned Orders 4–64. . . . . . . . . . . . . . . . . . . . . . . . .
Setting Up Feature Planned Percentages 4–66. . . . . . . . . . . . . . . . . . . . . . . . . . Generating Multi-Level Master Schedules 4–67. . . . . . . . . . . . . . . . . . . . . . . .
Material Requirements Planning
Material Requirements Planning 5–1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . How Do You Use Bills of Material in MRP? 5–2. . . . . . . . . . . . . . . . . . . . . . What Are the Differences between MRP and MPS? 5–3. . . . . . . . . . . . . . . . . How Do You Run MRP Effectively? 5–5. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Generating Material Requirements Plans 5–7. . . . . . . . . . . . . . . . . . . . . . . . . . . . Bill of Material 5–7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Low Level Code 5–7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Generation Type 5–8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Frozen Orders 5–8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Data Selection 5–8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Working with Material Requirements Plans 5–9. . . . . . . . . . . . . . . . . . . . . . . . . . Reviewing MRP Time Series 5–9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Reviewing Planning Families for MRP 5–10. . . . . . . . . . . . . . . . . . . . . . . . . . . Working with Messages for MRP 5–11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Reviewing MRP Detail Messages 5–12. . . . . . . . . . . . . . . . . . . . . . . . . . . . Processing Work Order Messages for MRP 5–13. . . . . . . . . . . . . . . . . . . . Processing Purchase Order Messages for MRP 5–13. . . . . . . . . . . . . . . . .
Working with Scheduling Information 5–14. . . . . . . . . . . . . . . . . . . . . . . . . . . Reviewing MRP Pegging Demand 5–14. . . . . . . . . . . . . . . . . . . . . . . . . . .

Table of Contents
B73.3.1 (6/99)
Processing Options for Pegging Inquiry 5–16. . . . . . . . . . . . . . . . . . . . . . . Reviewing MRP Supply and Demand 5–16. . . . . . . . . . . . . . . . . . . . . . . . Processing Options for Supply and Demand Inquiry 5–17. . . . . . . . . . . . . Reviewing Shop Floor Workbench for MRP 5–18. . . . . . . . . . . . . . . . . . . Processing Options for Manufacturing Scheduling Workbench 5–21. . . . . Reviewing Leadtime for MRP 5–21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Processing Options for Leadtime Bill of Material Inquiry 5–22. . . . . . . . .
Validating Material Requirements Plans 5–23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . Processing Orders for MRP 5–25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Manufacturing and Distribution Environments
Manufacturing and Distribution Environments 6–1. . . . . . . . . . . . . . . . . Discrete Manufacturing 6–2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Batch Manufacturing 6–2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Process Manufacturing 6–2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Distribution 6–3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Configured Items 6–3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Working with Batch Planning 6–5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Reviewing Batch Bills of Material 6–6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Processing Options for Bill of Material Revisions 6–8. . . . . . . . . . . . . . . Generating MPS for Batch Bills 6–9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Reviewing Batch Output from MPS 6–11. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Working with Process Planning 6–13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Defining the Stocking Types for Processes 6–14. . . . . . . . . . . . . . . . . . . . . . . . Defining Co- and By-Products 6–16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Generating MPS for the Process Industry 6–18. . . . . . . . . . . . . . . . . . . . . . . . . Reviewing Process Output from MPS Generation 6–19. . . . . . . . . . . . . . . . . .
Working with Repetitive Planning 6–23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Defining Order Policy for Repetitive Items 6–24. . . . . . . . . . . . . . . . . . . . . . . Creating Repetitive Routings 6–25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Creating Line/Item Relationships 6–27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Creating Rate Schedules 6–30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Deleting Rate Schedules 6–30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Duplicating Rate Schedules 6–30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Creating Automatically 6–30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Generating MPS for Repetitive Items 6–33. . . . . . . . . . . . . . . . . . . . . . . . . . . . Reviewing Repetitive Output from MPS 6–34. . . . . . . . . . . . . . . . . . . . . . . . . Reviewing Rate Schedule Loads 6–37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Material and Capacity Planning Setup
Material and Capacity Planning Setup 7–1. . . . . . . . . . . . . . . . . . . . . . . . . Setting Up DRP, MPS, MRP, and RCCP 7–3. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Setting Up Supply and Demand Inclusion Rules 7–3. . . . . . . . . . . . . . . . . . . Processing Options for Supply/Demand Inclusion Rules 7–6. . . . . . . . . .
Setting Up Message Types for DRP, MPS, MRP, and RCCP 7–6. . . . . . . . . . Setting Up Time Fence Rules for DRP, MRP, and MPS 7–8. . . . . . . . . . . . . .

Manufacturing and Distribution Planning
B73.3.1 (6/99)
Setting Up Order Policy Rules 7–10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Setting Up Stocking Types 7–12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Setting Up Forecast Consumption Periods 7–13. . . . . . . . . . . . . . . . . . . . . . . .
Setting Up Capacity Planning Displays 7–17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Setting Up the Rough Cut Capacity Display 7–17. . . . . . . . . . . . . . . . . . . . . . . Setting Up the Capacity Requirements Display 7–19. . . . . . . . . . . . . . . . . . . .
Multi-Facility Planning
Multi-Facility Planning 8–1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . What Are the Different Types of Multi-Facility Planning? 8–2. . . . . . . . . . . .
Setting Up Multi-Facility Planning 8–5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Setting Up Supply and Demand Relationships 8–6. . . . . . . . . . . . . . . . . . . . .
Deleting Supply and Demand Relationships 8–6. . . . . . . . . . . . . . . . . . . Processing Options for Branch Relationship Revisions 8–10. . . . . . . . . . .
Reviewing Branch Relationships 8–11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Generating Multi-Facility Plans 8–13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Interplant Relationships 8–13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Processing Options: Multi-Facility DRP/MPS/MRP 8–13. . . . . . . . . . . . . . . .
Working with Multi-Facility Plans 8–25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Reviewing Multi-Facility Time Series 8–25. . . . . . . . . . . . . . . . . . . . . . . . . . . Processing Multi-Facility Transfer Order Messages 8–27. . . . . . . . . . . . . . . . .
Supplier Scheduling
Supplier Scheduling 9–1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . What Is the Effective Date Range? 9–1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . What Is a Blanket Order? 9–2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . What Is a Blanket Order Release? 9–2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . What Are the Steps for Creating a Supplier Schedule? 9–3. . . . . . . . . . . . . . .
Defining Supplier Contracts 9–5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Defining Supplier Contract Information 9–5. . . . . . . . . . . . . . . . . . . . . . . . . .
Early and Past Due Receipts 9–6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Processing Options for Vendor Schedule Master Revisions 9–10. . . . . . . .
Defining Shipment Patterns 9–10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Defining Supplier Split Percentages 9–13. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Generating Supplier Schedules 9–17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . MRP Messages 9–17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Multiple Supplier Scheduling 9–17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Processing Options for Generate Vendor Schedule Report 9–19. . . . . . . .
Revising Supplier Schedules 9–21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Processing Options for Supplier Schedule Revisions 9–25. . . . . . . . . . . . .
Releasing Supplier Schedules 9–27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Processing Options for Supplier Schedule Release Generation 9–28. . . . .
Printing Supplier Schedules 9–31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Processing Options for Supplier Schedule Print 9–31. . . . . . . . . . . . . . . . .

Table of Contents
B73.3.1 (6/99)
Appendices
Appendix A — Action Messages A–1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Appendix B — SynQuest Interface B–1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Inbound Messages B–1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Setting Up Data Export Controls B–2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Setting Up Flat File Cross-References B–11. . . . . . . . . . . . . . . . . . . . . . . . . . . Setting Up Processing Options B–17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Setting UP UDC Mappings B–20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Processing Options for Code Mapping Revision B–23. . . . . . . . . . . . . . . . Launching Outbound Subsystem UBEs B–23. . . . . . . . . . . . . . . . . . . . . . . . . . Exporting Planned Orders to SynQuest B–24. . . . . . . . . . . . . . . . . . . . . . . . . . .
Processing Options for Planned Order Extraction B–25. . . . . . . . . . . . . . . Running Outbound Item Balances B–26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Processing Options for Export Inventory Balances to SynQuest B–27. . . . Reviewing the Processing Log B–27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Glossary
Index

Manufacturing and Distribution Planning
B73.3.1 (6/99)

Overview

Manufacturing and Distribution Planning
–10 B73.3.1 (6/99)

B73.3.1 (6/99) 1–1
Manufacturing and Distribution Planning Overview
The Manufacturing and Distribution Planning system is a part of EnterpriseRequirements Planning and Execution (ERPx). ERPx allows you to coordinate yourinventory, raw materials, and labor resources to deliver products according to amanaged schedule. This closed-loop manufacturing system helps you manage yourdata and optimize resources across your entire manufacturing and distribution logisticsenvironment. ERPx formalizes the activities of company and operations planning.
Manufacturing and Distribution Planning consists of the following systems:
� ������ �� �������� � ������
� ������ � ������ ���������
Resource and Capacity Planning
Resource and Capacity Planning allows you to prepare a feasible production schedulethat reflects your demand forecasts and production capability. The Resource andCapacity Planning system consists of:
Resource RequirementsPlanning (RRP)
Uses a detail or summary forecast to estimate the time andresources that are needed to make a product family.
Rough Cut CapacityPlanning (RCCP)
Compares the master production scheduling resourcerequirements to the capacity available in critical work centers.
You use RCCP to determine if you should revise the masterschedule to create feasible work loads or improve use oflimited resources.
Capacity RequirementsPlanning (CRP)
Compares the material requirements plans to the capacityavailable in all work centers.
You use CRP to determine if you should revise the materialrequirements plan to create feasible work loads or improveuse of limited resources.

Manufacturing and Distribution Planning
1–2 B73.3.1 (6/99)
Material Planning Operations
Material Planning Operations provides a short-range plan to cover materialrequirements that are needed to make a product. Material Planning Operations analyzesdemand from all your operations, including:
� ������� ��� ��������� ����������� ������ ��� ����������
� ����� ���� ������ �� ��� ������� ��� ������ ������������
� ����������������� �������� �����
� ����������� ������� ��� ����������� ����� �� ����� ��� �������������������
� ���������������� ���������
The Material Planning Operations system consists of:
Distribution RequirementsPlanning (DRP)
Plans and controls the distribution of finished goods basedupon demand. In addition, DRP provides centralized controlof distribution inventories and creates a coordinatedreplenishment plan.
Master ProductionScheduling (MPS)
Creates a schedule of items and quantities that a companyexpects to manufacture.
Material RequirementsPlanning (MRP)
Uses the master production schedule, open orders, the bill ofmaterials, and inventory records to calculate time-phased netrequirements for every item, and creates a plan for coveringmaterial requirements.

B73.3.1 (6/99) 1–3
System Integration
The Manufacturing and Distribution Planning system integrates with the followingsystems:
Inventory Management Supplies the basic information about each item (oringredient), such as part number, description, unit of measure,stocking type, and location.
ConfigurationManagement
Supplies information for assemble-to-order and make-to-orderitems.
Forecasting Generates sales projections that are used to develop themaster production schedule.
Shop Floor Management Uses bills of material and routings to schedule work activitywithin the plant.
Product Costing Uses bill of material, routing, and work center information tocalculate the standard cost of an item.
ManufacturingAccounting
Calculates costs for labor, overhead, and material for eachprimary unit of the parent using routing and work centerinformation.
Sales Order Management Uses bills of material for kit processing and acts as a sourceof demand for purchased or manufactured items.
Procurement Uses expected delivery dates and recommends replenishmentactions.
Manufacturing and Distribution Planning
1–4 B73.3.1 (6/99)
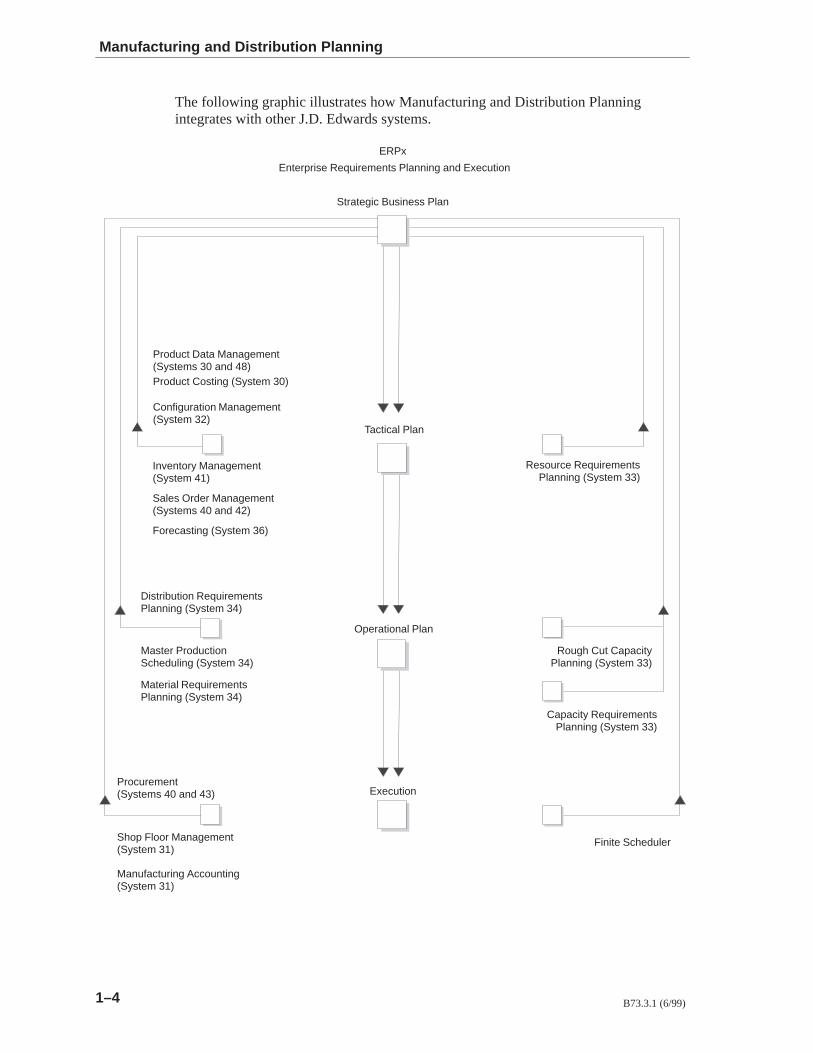
The following graphic illustrates how Manufacturing and Distribution Planningintegrates with other J.D. Edwards systems.
Resource RequirementsPlanning (System 33)
ERPx
Enterprise Requirements Planning and Execution
Tactical Plan
Operational Plan
Execution
Rough Cut CapacityPlanning (System 33)
Capacity RequirementsPlanning (System 33)
Finite Scheduler
Manufacturing Accounting(System 31)
Shop Floor Management(System 31)
Procurement (Systems 40 and 43)
Material RequirementsPlanning (System 34)
Master ProductionScheduling (System 34)
Distribution RequirementsPlanning (System 34)
Inventory Management(System 41)
Sales Order Management(Systems 40 and 42)
Forecasting (System 36)
Configuration Management(System 32)
Product Costing (System 30)
Strategic Business Plan
Product Data Management(Systems 30 and 48)

B73.3.1 (6/99) 1–5
Terms and Concepts
Manufacturing and Distribution Planning encompasses:
Bills of material The components and relationships required to produce aparent item. Use bills of material to:
� ������ ��� ������������� ��� � �� � ��������� ���� �������� ��� ��� ��
� � ��� ������� � �� ��� �� ��� �������� �� �� ������ � ��� � �� � ����� �� ������� �� ����������� ���� ��
� ��� � ������ �� �� � ������� ���� �� �� ������������� �� ���� �� �
Routings The operations required to produce the parent item. Useroutings to:
� � ��� �� �� � �� �� ����������� ���� �� ���������� � ��� ������� � �� �� �� ����
� ��� �� ��� �� ������ �� ��������
Work centers The facilities on the shop floor where the routing operationsoccur. Use work centers to:
� � ��� ���� � �� � ��� � �� � ���������� � ��� �� ��� � �� �� ����� �� ����� �� � ��� � ���� ���� ����� � �� �� �� � �� �� � ��� ���������� ��� ������ �������
Engineering change orders(ECOs)
The document that you use to define and implement changesto your product structure. Use engineering change orders to:
� ������� �� � ���� � ���� ����� ����� � ��������� ����� � ���� � �� ���� �� �� ���

Manufacturing and Distribution Planning
1–6 B73.3.1 (6/99)
Planning and Production Environments
Successful planning leads to customer satisfaction. Depending upon when you meetyour customer in the production process, the planning systems provide businesssolutions. As illustrated by arrows in the following graphic, customers impact theproduct development at different points in the various environments.
Forecasted EndItem
ForecastedOptions
CustomerOrders
Make–to–Stock Assemble–to–Order Make–to–Order
Make-to-stock You meet your customer after the product is completed. Thisenvironment generally involves retail items. Forecasting ofend items is a crucial factor.
Assemble-to-order You meet your customer after options are fabricated butbefore final assembly of the product. The customer specifiesthe options in the final end product. Some factors to considerin this environment are:
� ����� ��� �������� �������� �� ���� � ��� �� ��� ����� ��� ��������� ��� ������ ������ �� ��� �������
�� ��� ������ ���
Make-to-order You meet your customer before you begin production at anylevel in the product structure. This includes the followingfactors:
� �������� ��� ���������� �� ������� ������ �������� ����� ��� ���������� ���������� �������� ���� ��������

B73.3.1 (6/99) 1–7
Planning a Total Business Solution
PeopleTechnology
Process
A total business solution integrates three important elements:
People For the most important element in your solution, you mustprovide education and management commitment.
Process To develop the policies and practices to manage effectively,you can employ:
� �������� ������� ��#������������ ���� ������������� ���������� ������ ������������� �� ��� ������� ���� ��
����� �� �" ����������
Technology To acquire the best tools to do the job, you should use:
� ��� �!���� ����!���� ������������" ��������� � ���� �� ���� �"����� ���������

Manufacturing and Distribution Planning
1–8 B73.3.1 (6/99)
People
People are the keys to success. Involving and empowering people to get the job doneare important steps in ensuring the success of your enterprise.
Management commitment Implementing a successful business solution requires amanagement involvement that includes:
� ���� �� �� �� � � ��� ���� �� ������� �� �� �� ��� �� ��� � �
� ������ �� �� �������� �� ��� � �� �������� ��� ������ � � ��� ��� ��������� � �� �� �� �����
Implementation team Effective and thorough work on the front end ensures goodperformance in the future. To promote integrated solutions atimplementation time and during use, the future owners of theprocess should participate in the implementation process. Inaddition, the team should be cross-functional.
Education and training For knowledge of the broader business issues that areassociated with Manufacturing and Distributionimplementation, participants in the process should beeducated in the American Production and Inventory ControlSociety (APICS) (or an equivalent). Ideally, this educationshould precede participation in specific J.D. Edwards trainingcourses. Understanding best practices in the industry ensuresquality solutions.
Change management Implementing a broad-scale business solution entails greatchange in the way that people accomplish their work. Makingthis paradigm shift without disrupting product deliverancerequires skills in helping employees cope with change in theworkplace.
Partnership J.D. Edwards Response Line and consulting providescontinued support. Our relationship is ongoing for yourlong-term future success. Business partners broaden thisrelationship through additional worldwide assistance.
B73.3.1 (6/99) 1–9
Process
Costs, schedule, and quality are the direct outputs of the business process. Qualityprocesses result in a quality product. A quality product meets customer specificationsin design, schedule, and price.
J.D. Edwards strongly supports best practices as documented by industry experts. Asnew practices are presented and recommended, J.D. Edwards is committed toenhancing the software functionality to support these findings.
Technology
J.D. Edwards supports your business process re-engineering through flexibility. Thesoftware can be tailored to reflect new processes as they evolve. Multiple plants can beat different stages of the re-engineering effort, depending upon their maturity orschedule for implementation. Some of the features that J.D. Edwards software providesare:
� ���� ����� ���
� �������� �������
� ����������� ��������
� ����������� ��������
� ��������� �����
Seamless integration among all the J.D. Edwards systems provides a unified solutionto your enterprise planning. J.D. Edwards Inventory, Sales, and Procurement systemsare fully integrated distribution systems that support the Manufacturing andDistribution Planning system.

Manufacturing and Distribution Planning
1–10 B73.3.1 (6/99)
Tables for Manufacturing and Distribution Planning
The following is a list of the tables that are used throughout Manufacturing andDistribution Planning.
Item Master (F4101) Contains basic information about each item that has beendefined in inventory, such as:
� �� � ��� �� �� � ����������� �� ���� ��� �� ����� �� � ���
Branch/Plant Master(F4102)
Contains warehouse or plant-level information, such as:
� ������ ������� �� �������� ����� � � � �� ���� ��� �
Bill of Materials Master(F3002)
Contains information at the business unit level about bills ofmaterial, such as:
� ����� �� ������� � �� ������ ���� � ��� � �� �������� � � �� �� � ��� ��� �� ���
Capacity Messages (F3311) Contains the action messages that are generated by theResource Requirements Planning, Rough Cut CapacityPlanning, and Capacity Requirements Planning programs.
Forecast (F3460) Contains the forecast data that MRP uses for calculations, andthat RRP validates.
Routing (F3003) Stores routing information, including operator sequence, workcenter, run, setup, and machine time.
Resource Units (F3007) Contains the available capacity for each work center by day,month, and year.
Work Center Master(F30006)
Contains detail data about all defined work centers.
Resource Profile (F3303) Contains all resource profiles used in Resource RequirementsPlanning.
Branch RelationshipsMaster (F3403)
Contains the supply and demand relationship among thebranches.

B73.3.1 (6/99) 1–11
MPS/MRP/DRP DetailMessage Review (F3411)
Contains the action messages generated by DRP, MPS, orMRP.
MPS/MRP/DRP LowerLevel Requirements(F3412)
Contains the source of gross requirements that are posted toitems from parent items.
MPS/MRP/DRP Summary(F3413)
Contains the time series data for forms and reports.
Supplier Schedule Master(F4321)
Contains most of the data that controls schedulingarrangements with the supplier. This table also containsinformation required for creating and maintaining theschedule, including:
� ��� ������� ������� ����� ��� �������� ������� �������� ������ ��� �
The system uses information from the Supplier ScheduleMaster table for each line item on a blanket order that you usein the supplier scheduling process.
Supplier Split Percentages(F43211)
Contains the data that identifies predetermined splitpercentages between suppliers, by item.

Manufacturing and Distribution Planning
1–12 B73.3.1 (6/99)
Menu Overview
OneWorld provides access through a menu hierarchy. The hierarchy is organized bysystem and frequency of use.
Manufacturing and Distribution Planning encompasses two systems:
� ������� ��� ������� ��������
� �������� ��������
Resource and Capacity Planning (G33)
� Resource Requirements Planning (G3311)
Daily Processing (G3310)
� Rough Cut Capacity Planning (G3312)
� Capacity Requirements Planning (G3313)
� Rough Cut Capacity Planning (G3322)
Periodic Processing (G3320)
� Resource Requirements Planning (G3321)
System Setup (G3341)
Fast Path Commands for Resource and Capacity Planning
The following table illustrates the fast path commands you can use to move among theResource and Capacity Planning menus. From any menu, you can enter the fast pathcommand in the fast path box.
Title Menu Fast Path
��� ������� ����������� �������� ���� �
��� ���� ��� ������� �������� ���� ���
��� ������� ����������� �������� ���� � �
�������� ��������������� �������� ���� ����
��������������� �������� ����� ���� ����

B73.3.1 (6/99) 1–13
Material Planning (G34)
Daily Processing (G3410)
Periodic Processing (G3420)
Advanced & Technical Operations (G3444)
System Setup (G3440)
� DRP (G3411)
� MPS (G3412)
� MRP (G3413)
� Multi-Plant (G3414)
� Forecasting (G3421)
� Single Site Planning (G3422)
� Multi-Facility Planning (G3423)
� Forecasting Setup (G3441)
� Requirements Planning Setup (G3442)
� Multi-Facility Setup (G3443)

Manufacturing and Distribution Planning
1–14 B73.3.1 (6/99)
Fast Path Commands for Material Planning
The following table illustrates the fast path commands you can use to move among theMaterial Planning Operations menus. From any menu, you can enter the fast pathcommand in the fast path box.
Title Menu Fast Path
� ����� �������� �� ��
��� ����" ����� ���� ���� ���
����
�� ����" ����� ���� ���� ��
� ��
�� ����" ����� ���� ���� ��
� ��
!� �#���� �������� ����" ����� ���� ���� ����
� �
������ �� � �������� �������� ����� ���� ���� ���
!� �#���� ����� " �������� ���� � �
� ����� �������� �� !� ���� � ��
� ����� �������� �� !� ���� ���
!� �#���� �� !� ���� � �

Prerequisites

Manufacturing and Distribution Planning
1–16 B73.3.1 (6/99)

B73.3.1 (6/99) 2–1
Prerequisites
To use the Manufacturing and Distribution Planning system successfully, you shouldunderstand how the following systems affect material and capacity planning:
� �������� ��������
� �� � ��� ��������
� ����������

Manufacturing and Distribution Planning
2–2 B73.3.1 (6/99)

B73.3.1 (6/99) 2–3
Understanding Inventory Management
When you set up your item master and branch/plant information, you provide theManufacturing and Distribution Planning system with the information it needs to mostaccurately create master schedules and material requirements plans.
Use the Inventory Management system to specify, for example, the followinginformation for each item. This information is critical to the Manufacturing andDistribution Planning system:
� �������
� �������� ������
� �������� �� ��
� ���� �� �������
� �� �� ������ �� ��
� ���� �� �� ������
� �������� �� �
� �������� ����� ����
� �������� �����
� ������ �����
� ������� ������ �����
� ��� �����
� ���� �� ����������
See Also
For more information on setting up your item master and branch/plant information, seethe following topics in the Inventory Management Guide:
� �������� ���� ����� ����������
� �������� ���� ���� ����������
� ��������� ���� ��������������
� ����� ���� ������������ �� ��
� �������� ���� ��� �� ������ ����������
� �������� ���� ����������� ����������

Manufacturing and Distribution Planning
2–4 B73.3.1 (6/99)
� �� ����� �� ����� ��� �� ���# ������ ���
� �� ����� ����������� ������ ���
� ��������� �� �� � � �����������
� ������� "� � �� ��� ����
� �� ����� �� ������ ���������� ��� �����
� �� ����� �� ������� !�� � ���
� �� ����� �� ����������� ���!��� !���� ������ ���
� �!����� ��� �� ������ ��� ��� �!� ���� ����������� �

B73.3.1 (6/99) 2–5
Understanding Sales Order Management
The Sales Order Management system provides important inputs to the Manufacturingand Distribution Planning system.
Sales orders have the following important impacts on Manufacturing and DistributionPlanning:
� ����� ����� ��� ��� ������� ����� �� ���� ��� ���� ������ �����������
� ��� ���� �� ���������� ��� ��� �� ��� ��� �������� �������
� ����� ����� ���� � ���� ���� �� � ������������ ����� ���� �����
See Also
For more information on setting up and creating sales orders, see the following topicsin the Sales Order Management Guide:
� ��� �� ���� ������ ����������
� ��� �� ���� ������ ����������
Manufacturing and Distribution Planning
2–6 B73.3.1 (6/99)

B73.3.1 (6/99) 2–7
Understanding Forecasting
Effective management of distribution and manufacturing activities begins withunderstanding and anticipating the needs of the market. Forecasting is the process ofprojecting past sales demand into the future. Implementing a forecasting system allowsyou to quickly assess current market trends and sales so that you can make informeddecisions about your operations.
You can use forecasts to make planning decisions about:
� ������ � ��� ��
� ��� �����
� � ��� �� �� �����
� ���� ���
� ������ � ���� � ���
� �� ���� ���
� ���
� ������ ��
� ���� ��
� � � ���� �� �� � � ��������
� �������� � ���� � ���
The Forecasting system generates the following types of forecasts:
Detail forecasts Detail forecasts are based on individual items.
Summary forecasts Summary (or aggregated) forecasts are based on largerproduct groups, such as a product line.
Planning bill forecasts Planning bill forecasts are based on groups of items in a billof material format that reflect how an item is sold, not how itis built.

Manufacturing and Distribution Planning
2–8 B73.3.1 (6/99)
The Forecasting system generates demand projections that you use as input for the J.D.Edwards planning and scheduling systems. The planning and scheduling systemscalculate material requirements for all component levels, from raw materials tocomplex subassemblies.
Detail Forecast(F3460)
DRP Distribution Requirements Planning
RRP Resource Requirements PlanningMPS Master Production ScheduleMRP Material Requirements Planning
Detail Forecasts
The Resource Requirements Planning (RRP) system uses forecasts to estimate the timeand resources needed to make a product.
The Master Production Schedule (MPS) system plans and schedules the products yourcompany expects to manufacture. Forecasts are one MPS input that helps determinedemand before you complete your production plans.
Material Requirements Planning (MRP) is an ordering and scheduling system thatexplodes the requirements of all MPS parent items to the component levels. You canalso use forecasts as input for lower-level MRP components that are service parts withindependent demand, which is demand not directly or exclusively tied to production ofa particular product at a particular branch or plant.
Distribution Requirements Planning (DRP) is a management system that plans andcontrols the distribution of finished goods. You can use forecasts as input for DRP soyou can more accurately plan the demand that you supply through distribution.
Features
You can use the Forecasting system to:
� ����� �������
� ���� ������� ��������
� �� ��� � ���� �������� ���� ������� ��� ������� ������ �� �������

Understanding Forecasting
B73.3.1 (6/99) 2–9
� � ��"� #���#� �� ���!"! �' �� �� �#!"���
� �#��� �(� "�� !���! � �� ��!"� ' ��"� �� %����' � ���"��' "��� �� ���!
� ��� �"� �� ���!"! ��!�� �� ��' � ��� �� �� ����� ��" �� �#��! "��"��� �!! � $� ��"' �� �� ���!" !�"#�"���! '�# ����" ����#�"�
� ����#��"� %���� �� "�� �� �� �#��! � �$���! "�� ��!" ��" �� ���!"
� ������ "�� ��� � ��' "��" "�� !'!"�� #!�! "� !#��� �(� !���! � �� ��!"� ��! ��� ��"��� �� ���!"!
� � ��"� �#�"���� ��� � ����! �� ��� �!! ���� ��"��� ' ����! ��� �"����"��� ' ����!� %���� '�# ��� #!� "� !� " ��� $��% ��� �! �� "�� ��"����� ���!" "����
� �$��% ��� ���#!" ��"� �� ���!"! ��� !���! � �� ��"#��! �" ��' ��$�� ��"�� ��� � ��'
� �"�� �"� "�� ��"��� �� ���!" ��� �! ��"� � �� ���� ��� � � ���� �"���!
� �� �� ������! ���� �" ��' ��������" ��$�� "� ��"� ����� ��$��! �����%� ��$��!
� ��" � �'��!! ���� "� � �$��" ������! ���� �"�� �' "�� �� �� � �� ������� ���� "� � ��$��
� �"� � ��� ��!���' ��"� � ������ ��� ���#!"�� �#��"�"��! ��� ���#�"!
� �""��� ��!� ��"�$� "�&" "� � �� ���!" �" "�� ��"��� ��� !#��� ' ��$��!
Flexibility is a key feature of the J.D. Edwards Forecasting system. The most accurateforecasts take into account quantitative information, such as sales trends and past salesorder history, as well as qualitative information, such as changes in trade laws,competition, and government. The system processes quantitative information andallows you to adjust it with qualitative information. When you aggregate, orsummarize, forecasts, the system uses changes that you make at any level of theforecast to automatically update all other levels.
You can perform simulations based on the initial forecast to compare differentsituations. After you accept a forecast, the system updates your manufacturing anddistribution plan with any changes you have made.
The system writes zero or negative detail records. For example, if the quantities oramounts in Extract Sales Order History, Detail Forecast Generation, or Enter/ChangeActuals are zero or negative, the system creates zero or negative records in the Forecasttable (F3460).
Forecasting Levels and Methods
You can generate both detail forecasts (single-item) and summary (product line)forecasts that reflect product demand patterns. The system analyzes past sales tocalculate forecasts using 12 forecasting methods. The forecasts includes detailinformation at the item level and higher-level information about a branch or thecompany as a whole.
Manufacturing and Distribution Planning
2–10 B73.3.1 (6/99)
Best Fit
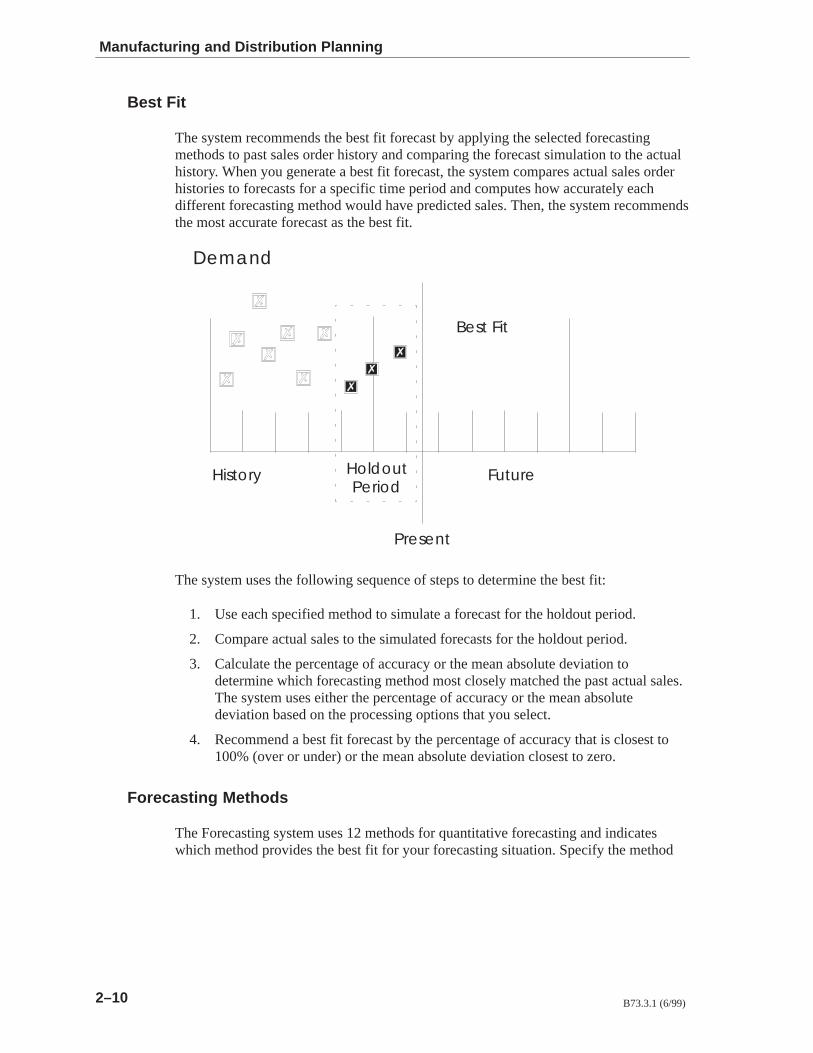
The system recommends the best fit forecast by applying the selected forecastingmethods to past sales order history and comparing the forecast simulation to the actualhistory. When you generate a best fit forecast, the system compares actual sales orderhistories to forecasts for a specific time period and computes how accurately eachdifferent forecasting method would have predicted sales. Then, the system recommendsthe most accurate forecast as the best fit.
History FutureHoldoutPeriod
Demand
Best Fit
Present
The system uses the following sequence of steps to determine the best fit:
1. Use each specified method to simulate a forecast for the holdout period.
2. Compare actual sales to the simulated forecasts for the holdout period.
3. Calculate the percentage of accuracy or the mean absolute deviation todetermine which forecasting method most closely matched the past actual sales.The system uses either the percentage of accuracy or the mean absolutedeviation based on the processing options that you select.
4. Recommend a best fit forecast by the percentage of accuracy that is closest to100% (over or under) or the mean absolute deviation closest to zero.
Forecasting Methods
The Forecasting system uses 12 methods for quantitative forecasting and indicateswhich method provides the best fit for your forecasting situation. Specify the method
Understanding Forecasting
B73.3.1 (6/99) 2–11
you want the system to use in the processing options for the Create Detail Forecastprogram (P34650).
Method 1 –
Percent Over Last Year
This method uses the Percent Over Last Year formula tomultiply each forecast period by the specified percentageincrease or decrease.
This method requires the number of periods for the best fitplus one year of sales history to forecast demand. Thismethod is useful to forecast demand for seasonal items withgrowth or decline.
Method 2 –
Calculated Percent OverLast Year
This method uses the Calculated Percent Over Last Yearformula to compare the past sales of periods specified of salesfrom the same periods of the previous year. The systemdetermines a percentage increase or decrease, then multiplieseach period by the percentage to determine the forecast.
This method requires the number of periods of sales orderhistory plus one year of sales history to forecast demand. Thismethod is useful to forecast short-term demand for seasonalitems with growth or decline.
Method 3 –
Last Year to This Year
This method uses last year’s sales for the following year’sforecast.
This method requires the number of periods best fit plus oneyear of sales order history to forecast demand. This method isuseful to forecast demand for mature products with leveldemand or seasonal demand without a trend.
Method 4 –
Moving Average
This method uses the Moving Average formula to average thespecified number of periods to project the next period. Youshould recalculate it often (monthly or at least quarterly) toreflect changing demand level.
This method requires the number of periods best fit plus thenumber of periods of sales order history to forecast demand.This method is useful to forecast demand for mature productswithout a trend.

Manufacturing and Distribution Planning
2–12 B73.3.1 (6/99)
Method 5 –
Linear Approximation
This method uses the Linear Approximation formula tocompute a trend from the number of periods of sales orderhistory and project this trend to the forecast. You shouldrecalculate the trend monthly to detect changes in trends.
This method requires the number periods best fit plus thenumber of specified number of periods of sales order history.This method is useful to forecast demand for new products orproducts with consistent positive or negative trends that arenot due to seasonal fluctuations.
Method 6 –
Least Square Regression(LSR)
This method derives an equation describing a straight-linerelationship between the historical sales data and the passageof time. LSR fits a line to the selected range of data such thatthe sum of the squares of the differences between the actualsales data points and the regression line are minimized. Theforecast is a projection of this straight line into the future.
This method requires sales data history for the periodrepresented by the number of periods best fit plus thespecified number of historical data periods. The minimumrequirement is two historical data points. This method isuseful to forecast demand when there is a linear trend in thedata.
Method 7 –
Second DegreeApproximation
This method uses the Second Degree Approximation formulato plot a curve based on the number of periods of sales historyto project the forecast.
This method requires the number periods best fit plus thenumber of periods of sales order history times three. Thismethod is not useful to forecast demand for long-term.
Method 8 –
Flexible Method (PercentOver n Months Prior)
This method allows you to select the number of periods bestfit block of sales order history starting n months prior andapply a percentage increase or decrease with which to modifyit. This method is similar to Method 1, Percent Over LastYear, except that you can specify the number of periods thatyou use as the base.
Depending on what you select as n, this method requiresperiods best fit plus the number of periods of sales dataindicated. This method is useful to forecast demand for aplanned trend.
Understanding Forecasting
B73.3.1 (6/99) 2–13
Method 9 –
Weighted Moving Average
The Weighted Moving Average formula is similar to Method4, Moving Average formula, because it averages the previousmonth’s sales history indicated to project the next month’ssales history. However, with this formula you can assignweights for each of the prior periods.
This method requires the number of weighted periods selectedplus periods best fit data. Similar to Moving Average, thismethod lags demand trends, so it is not recommended forproducts with strong trends or seasonality. This method isuseful to forecast demand for mature products with demandthat is relatively level.
Method 10 –
Linear Smoothing
This method calculates a weighted average of past sales data.Using the number of periods of sales order history to use inthe calculation (from 1 to 12) indicated in the processingoption. The system uses a mathematical progression to weighdata in the range from the first (least weight) to the final(most weight). Then, the system projects this information toeach period in the forecast.
This method requires the months best fit plus sales orderhistory for the number of periods specified in the processingoption.
Method 11 –
Exponential Smoothing
This method calculates a smoothed average, which becomesan estimate representing the general level of sales over theselected historical data periods.
This method requires sales data history for the time periodrepresented by the number of periods best fit plus the numberof historical data periods specified. The minimumrequirement is two historical data periods. This method isuseful to forecast demand when there is no linear trend in thedata.
Method 12 –
Exponential Smoothingwith Trend andSeasonality
This method calculates a trend, a seasonal index, and anexponentially smoothed average from the sales order history.The system then applies a projection of the trend to theforecast and adjusts for the seasonal index.
This method requires the number of periods best fit plus twoyears of sales data and is useful for items that have both trendand seasonality in the forecast. You can enter the alpha andbeta factor or have the system calculate them. Alpha and betafactors are the smoothing constant the system uses tocalculate the smoothed average for the general level ormagnitude of sales and the trend component of the forecast,respectively.

Manufacturing and Distribution Planning
2–14 B73.3.1 (6/99)
Demand Patterns
The Forecasting system uses sales order history to predict future demand. Differentexamples of demand follow. Forecast methods available in the J.D. EdwardsForecasting system are tailored for these demand patterns.
Six Typical Demand Patterns
Demand Demand Demand
Demand Demand Demand
Time Time Time
Time Time Time
Horizontal Demand Positive Trend Demand Negative Trend Demand
Seasonal Demand Trend–Seasonal Demand Non–Annual Cycle
You can forecast the independent demand of the following information for which youhave past data:
� ������
� ������� �� ���
� ������� �����
� ���� �����
� � ����� � ��� ��

Understanding Forecasting
B73.3.1 (6/99) 2–15
You can also forecast demand for the following manufacturing strategy types using themanufacturing environments in which they are produced:
Make-to-stock The manufacture of end items that meet customers’ demandoccurring after the product is completed.
Assemble-to-order The manufacture of subassemblies that meet customers’option selections.
Make-to-order The manufacture of raw materials and components that arestocked in order to reduce leadtime.
Forecast Accuracy
The following statistical laws govern the accuracy of a forecast:
� � ����#���� �������� �� ���� �������� ���� � �����#���� ��������� ��������� ������� ���� ��� ������ !�� ������� ��� ��������� ��� ���� ����� ��� ��������� ��� ���������
� � �������� ��� � ������� �����! ����� �� � ���� �������� ���� � ����������� ���������� ��� ��� �� ��� ������� �����!� ��� ������ ������ ��������� �� ��� ��������� ��� ���������� ����� �������"� ���� ��� �������������� � ���� �������� ���������
Forecast Considerations
You should not rely exclusively on past data to forecast future demands. The followingcircumstances might affect your business and require you to review and modify yourforecast:
� �� �������� ���� ���� �� ���� ����
� ���� ��� ������ ����� ���������
� ������� �� �������� ��� ������������� ��������
� �� �� � ��� ���������� �����������
� ������� ������� ��� ������� ���������
� ����������� ���� �����������
� �������� �������

Manufacturing and Distribution Planning
2–16 B73.3.1 (6/99)
You can also use the following kinds of long-term trend analysis to influence thedesign of your forecasts:
� ����� �������
� ������ �� � �� ����� ��
Forecasting Process
You use Extract Sales Order History to copy data from the Sales Order History table(F42119), the Sales Order Detail table (F4211), or both, into either the Forecast table(F3460) or the Forecast Summary table (F3400), depending on the kind of forecast youplan to generate.
You can generate detail forecasts or summaries of detail forecasts based on data in theForecast table. Data from your forecasts can then be revised.
The following graphic illustrates the sequences you follow when you use the detailforecasting programs.

Understanding Forecasting
B73.3.1 (6/99) 2–17
Sales Order HistoryF42119
Detail Forecasts
ForceChanges
P34610
Enter/ChangeSummaries
Summarize DetailForecasts
Price RollupsP3460
ForecastPricing P34007
GenerateDetail
Forecast
Enter/ChangeActuals
Extract SalesOrder
HistoryP3465
Review By TypeP34300
ForecastSummaryF3400
DRP/MPS/MRPGenerationP3482DRP/MPS/MRPGenerationP3483
OnlineSimulatio
n F3460 P3460
P34650
P34600
P34200
ForecastSummaryF3400
DetailForecasts
F3460
Enter/Change Actuals
F3460

Manufacturing and Distribution Planning
2–18 B73.3.1 (6/99)
Evaluating the Forecasts
You can select forecasting methods to generate as many as 12 forecasts for eachproduct. Each forecasting method will probably create a slightly different projection.When thousands of products are forecast, it is impractical to make a subjective decisionregarding which of the forecasts to use in your plans for each of the products.
The system automatically evaluates performance for each of the forecasting methodsthat you select, and for each of the products forecast. You can choose between twoperformance criteria, Mean Absolute Deviation (MAD) and Percent of Accuracy(POA). MAD is a measure of forecast error. POA is a measure of forecast bias. Both ofthese performance evaluation techniques require actual sales history data for a userspecified period of time. This period of recent history is called a “holdout period” or“periods best fit” (PBF).
To measure the performance of a forecasting method, use the forecast formulae tosimulate a forecast for the historical holdout period. There will usually be differencesbetween actual sales data and the simulated forecast for the holdout period.
When multiple forecast methods are selected, this same process occurs for eachmethod. Multiple forecasts are calculated for the holdout period, and compared to theknown sales history for that same period of time. The forecasting method producingthe best match (best fit) between the forecast and the actual sales during the holdoutperiod is recommended for use in your plans. This recommendation is specific to eachproduct, and might change from one forecast generation to the next.
Mean Absolute Deviation
Mean Absolute Deviation (MAD) is the mean (or average) of the absolute values (ormagnitude) of the deviations (or errors) between actual and forecast data. MAD is ameasure of the average magnitude of errors to expect, given a forecasting method anddata history. Because absolute values are used in the calculation, positive errors do notcancel out negative errors. When comparing several forecasting methods, the one withthe smallest MAD has shown to be the most reliable for that product for that holdoutperiod. When the forecast is unbiased and errors are normally distributed, there is asimple mathematical relationship between MAD and two other common measures ofdistribution, standard deviation and Mean Squared Error:
� �� � � Σ ������ � �������� � � �
� �������� ��������� (σ) ≅ �� ��
� ���� ������� ����� ≅ �σ
The following shows the calculation of MAD for two of the forecasting methods. Thisexample assumes that the user has specified in the processing option that the holdoutperiod length (PBF) is equal to 5 periods.

Understanding Forecasting
B73.3.1 (6/99) 2–19
Method 1, Last Year to This Year
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
�(-.+,1 �-%$ (* .'% �!)#/)!.(+* +& ���� �(0%* ��� � �
ÑÑÑÑÑÑ
�%!.ÑÑÑÑÑÑÑÑ
�!+ ÑÑÑÑÑÑ
�%"ÑÑÑÑÑÑ
�!.ÑÑÑÑÑÑ
�-.ÑÑÑÑÑÑÑÑ
�!3 ÑÑÑÑÑÑ
�1+ ÑÑÑÑÑÑ
�1* ÑÑÑÑÑÑ
�1'ÑÑÑÑÑÑ
�%-ÑÑÑÑÑÑÑÑ
�#0 ÑÑÑÑÑÑ
�,2ÑÑÑÑÑÑ
�%#
ÑÑÑÑÑÑ
���ÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
��ÑÑÑÑÑÑ
�ÑÑÑÑÑÑÑÑ
�� ÑÑÑÑÑÑ
�� ÑÑÑÑÑÑ
��
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ �%,#%*. �0%, �!-. %!, �+,%#!-. &+, .'% �+)$+/. �%,(+$ÑÑÑÑÑÑ�%!.ÑÑÑÑÑÑÑÑ�!+
ÑÑÑÑÑÑ�%"ÑÑÑÑÑÑ�!.ÑÑÑÑÑÑ�-.ÑÑÑÑÑÑÑÑ�!3
ÑÑÑÑÑÑ�1+ÑÑÑÑÑÑ�1*ÑÑÑÑÑÑ�1'ÑÑÑÑÑÑ�%-ÑÑÑÑÑÑÑÑ�#0
ÑÑÑÑÑÑ�,2ÑÑÑÑÑÑ�%#ÑÑÑ
ÑÑÑ���ÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑ
�ÑÑÑÑÑÑÑÑ
��ÑÑÑÑÑÑ
��ÑÑÑÑÑÑ
�ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
�#./!) �!)%- �(-.+,1 &+, .'% �+)$+/. �%,(+$ÑÑÑÑÑÑ
�%!.ÑÑÑÑÑÑÑÑ
�!+ ÑÑÑÑÑÑ
�%"ÑÑÑÑÑÑ
�!.ÑÑÑÑÑÑ
�-.ÑÑÑÑÑÑÑÑ
�!3 ÑÑÑÑÑÑ
�1+ ÑÑÑÑÑÑ
�1* ÑÑÑÑÑÑ
�1'ÑÑÑÑÑÑ
�%-ÑÑÑÑÑÑÑÑ
�#0 ÑÑÑÑÑÑ
�,2ÑÑÑÑÑÑ
�%#
ÑÑÑÑÑÑ
���ÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
��ÑÑÑÑÑÑ
�ÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑ
� ÑÑÑÑÑÑ
��
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
�"-+)/.% �!)/% +& �,,+,-� �#./!) � �+,%#!-.
ÑÑÑÑÑÑ
�%!.ÑÑÑÑÑÑÑÑ
�!+ ÑÑÑÑÑÑ
�%"ÑÑÑÑÑÑ
�!.ÑÑÑÑÑÑ
�-.ÑÑÑÑÑÑÑÑ
�!3 ÑÑÑÑÑÑ
�1+ ÑÑÑÑÑÑ
�1* ÑÑÑÑÑÑ
�1'ÑÑÑÑÑÑ
�%-ÑÑÑÑÑÑÑÑ
�#0 ÑÑÑÑÑÑ
�,2ÑÑÑÑÑÑ
�%#
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
�ÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑ
� ÑÑÑÑÑÑ
� ÑÑÑÑÑÑ
�
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ�%!* �"-+)/.% �%0(!.(+* � �� � � � � � � �� � � � ��
Method 4, Moving Average, n = 4
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
�(-.+,1 �-%$ (* .'% �!)#/)!.(+* +& ���� �(0%* ��� � �� * � ÑÑÑÑÑÑ
�%!.ÑÑÑÑÑÑÑÑ
�!+ ÑÑÑÑÑÑ
�%"ÑÑÑÑÑÑ
�!.ÑÑÑÑÑÑ
�-.ÑÑÑÑÑÑÑÑ
�!3 ÑÑÑÑÑÑ
�1+ ÑÑÑÑÑÑ
�1* ÑÑÑÑÑÑ
�1'ÑÑÑÑÑÑ
�%-ÑÑÑÑÑÑÑÑ
�#0 ÑÑÑÑÑÑ
�,2ÑÑÑÑÑÑ
�%#
ÑÑÑÑÑÑ
���ÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
��ÑÑÑÑÑÑÑÑ
�� ÑÑÑÑÑÑ
�� ÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
�,2)+' �2%.!'% �,.%#!/0 &,. 0(% �,*$,10 �%.),$� �)2%+ + �
��� � �� � �� � � � � � �1'� ��
��� � �� � � ��� � � �� �%-� ��
��� � � �� � �� � � � ��� ,. � �#0� ��
� � �� � � � � � � ���� ,. �� �,2� ���
��� � � � � �� � � ����� ,. �� �%#� ��ÑÑÑÑÑÑ�%!.ÑÑÑÑÑÑÑÑ�!+
ÑÑÑÑÑÑ�%"ÑÑÑÑÑÑ�!.ÑÑÑÑÑÑ�-.ÑÑÑÑÑÑÑÑ�!3
ÑÑÑÑÑÑ�1+ÑÑÑÑÑÑ�1*ÑÑÑÑÑÑ�1'ÑÑÑÑÑÑ�%-ÑÑÑÑÑÑÑÑ�#0
ÑÑÑÑÑÑ�,2ÑÑÑÑÑÑ�%#ÑÑÑ
ÑÑÑ���ÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ�ÑÑÑÑÑÑ��ÑÑÑÑÑÑÑÑ�
ÑÑÑÑÑÑ��ÑÑÑÑÑÑ��ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ�#./!) �!)%- �(-.+,1 &+, .'% �+)$+/. �%,(+$
ÑÑÑÑÑÑ
�%!.ÑÑÑÑÑÑÑÑ
�!+ÑÑÑÑÑÑ
�%"ÑÑÑÑÑÑ
�!.ÑÑÑÑÑÑ
�-.ÑÑÑÑÑÑÑÑ
�!3ÑÑÑÑÑÑ
�1+ÑÑÑÑÑÑ
�1*ÑÑÑÑÑÑ
�1'ÑÑÑÑÑÑ
�%-ÑÑÑÑÑÑÑÑ
�#0ÑÑÑÑÑÑ
�,2ÑÑÑÑÑÑ
�%#ÑÑÑÑÑÑ
���ÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
��ÑÑÑÑÑÑ
�ÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑ
�ÑÑÑÑÑÑ
��ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
�"-+)/.% �!)/% +& �,,+,-� �#./!) � �+,%#!-.
ÑÑÑÑÑÑ
�%!.ÑÑÑÑÑÑÑÑ
�!+ ÑÑÑÑÑÑ
�%"ÑÑÑÑÑÑ
�!.ÑÑÑÑÑÑ
�-.ÑÑÑÑÑÑÑÑ
�!3 ÑÑÑÑÑÑ
�1+ ÑÑÑÑÑÑ
�1* ÑÑÑÑÑÑ
�1'ÑÑÑÑÑÑ
�%-ÑÑÑÑÑÑÑÑ
�#0 ÑÑÑÑÑÑ
�,2ÑÑÑÑÑÑ
�%#
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
� ÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑ
� ÑÑÑÑÑÑ
ÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
�%!* �"-+)/.% �%0(!.(+* � �� � � � � � � � � � ��
Based on these two choices, the Moving Average, n = 4 method would berecommended, since it has the smaller MAD, 9.4, for the given holdout period.

Manufacturing and Distribution Planning
2–20 B73.3.1 (6/99)
Percent of Accuracy
Percent of Accuracy (POA) is a measure of forecast bias. When forecasts areconsistently too high, inventories accumulate and inventory costs rise. When forecastsare consistently too low, inventories are consumed and customer service declines. Aforecast that is 10 units too low, then 8 units too high, then 2 units too high, would bean unbiased forecast. The positive error of 10 is canceled by negative errors of 8 and 2.
Error = Actual – Forecast
When a product can be stored in inventory, and when the forecast is unbiased, a smallamount of safety stock can be used to buffer the errors. In this situation, it is not soimportant to eliminate forecast errors as it is to generate unbiased forecasts. Howeverin service industries, the above situation would be viewed as three errors. The servicewould be understaffed in the first period, then overstaffed for the next two periods. Inservices, the magnitude of forecast errors is usually more important than is forecastbias.
Σ Actual sales during holdout periodPOA = –––––––––––––––––––––––––––––––––––––––––––––––––––– * 100%
Σ Forecast sales during holdout period
Note the summation over the holdout period allows positive errors to cancel negativeerrors. When the total of actual sales exceeds the total of forecast sales, the ratio isgreater than 100%. Of course, it is impossible to be more than 100% accurate. When aforecast is unbiased, the POA ratio will be 100%. Therefore, it is more desirable to be95% accurate than to be 110% accurate. The POA criteria selects the forecastingmethod that has a POA ratio closest to 100%.
The following shows the calculation of POA for two of the forecasting methods. Thisexample assumes that the user has specified in the processing option that the holdoutperiod length (PBF) is equal to 5 periods.
Method 1, Last Year to This Year
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ������" ���� �� ��� ��� ������ �� ���� ��!�� �� � �ÑÑÑÑÑÑ�!�*ÑÑÑÑÑÑ��'ÑÑÑÑÑÑ�!�ÑÑÑÑÑÑÑÑ��*
ÑÑÑÑÑÑ�)*ÑÑÑÑÑÑ��/ÑÑÑÑÑÑ�-'ÑÑÑÑÑÑÑÑ�-%
ÑÑÑÑÑÑ�-#ÑÑÑÑÑÑ�!)ÑÑÑÑÑÑ� ,ÑÑÑÑÑÑ�(.ÑÑÑÑÑÑÑÑ�! ÑÑÑ
ÑÑÑ���ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑ��ÑÑÑÑÑÑ�ÑÑÑÑÑÑ��ÑÑÑÑÑÑ��ÑÑÑÑÑÑÑÑ��ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ��� ������� �!�� ��� ���� ������� ��� ��� ����� � ������
ÑÑÑÑÑÑ
�!�*ÑÑÑÑÑÑ
��'ÑÑÑÑÑÑ
�!�ÑÑÑÑÑÑÑÑ
��*ÑÑÑÑÑÑ
�)*ÑÑÑÑÑÑ
��/ÑÑÑÑÑÑ
�-'ÑÑÑÑÑÑÑÑ
�-%ÑÑÑÑÑÑ�-#ÑÑÑÑÑÑ
�!)ÑÑÑÑÑÑ
� ,ÑÑÑÑÑÑ
�(.ÑÑÑÑÑÑÑÑ
�! ÑÑÑÑÑÑ
���ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑ
ÑÑÑÑÑÑ
�ÑÑÑÑÑÑ
��ÑÑÑÑÑÑ
��ÑÑÑÑÑÑÑÑ
�ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
��� �� ����� ������" ��� ��� ����� � ������
ÑÑÑÑÑÑ
�!�*ÑÑÑÑÑÑ
��'ÑÑÑÑÑÑ
�!�ÑÑÑÑÑÑÑÑ
��* ÑÑÑÑÑÑ
�)*ÑÑÑÑÑÑ
��/ÑÑÑÑÑÑ
�-'ÑÑÑÑÑÑÑÑ
�-% ÑÑÑÑÑÑ�-# ÑÑÑÑÑÑ
�!)ÑÑÑÑÑÑ
� ,ÑÑÑÑÑÑ
�(.ÑÑÑÑÑÑÑÑ
�!
ÑÑÑÑÑÑ
���ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑ
�� ÑÑÑÑÑÑ
�ÑÑÑÑÑÑ
ÑÑÑÑÑÑ
�ÑÑÑÑÑÑÑÑ
��
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
�-& (" � ,-�%+ � ��� � � � � � � ��� � ��
�-& (" �(*! �+,+ � � � � � �� � �� � �� � ��
��� *�,$( � ��� � ��� � � � ������

Understanding Forecasting
B73.3.1 (6/99) 2–21
Method 4, Moving Average, n = 4
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
������! ���� �� ��� ����������� �� �� �� �� �� � �� � � �
ÑÑÑÑÑÑ
� �)ÑÑÑÑÑÑÑÑ
��& ÑÑÑÑÑÑ
� �ÑÑÑÑÑÑ
��)ÑÑÑÑÑÑ
�()ÑÑÑÑÑÑÑÑ
��. ÑÑÑÑÑÑ�,& ÑÑÑÑÑÑ
�,$ ÑÑÑÑÑÑ
�,"ÑÑÑÑÑÑ
� (ÑÑÑÑÑÑÑÑ
��+ ÑÑÑÑÑÑ�'-ÑÑÑÑÑÑ
� �
ÑÑÑÑÑÑ
���ÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
��ÑÑÑÑÑÑÑÑ
�� ÑÑÑÑÑÑ�� ÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ � ��� � ����� ������� ��� ��� ������� ������� �� �� � � �ÑÑÑ
ÑÑÑ� �)ÑÑÑÑÑÑÑÑ��&
ÑÑÑÑÑÑ� �ÑÑÑÑÑÑ��)ÑÑÑÑÑÑ�()ÑÑÑÑÑÑÑÑ��.
ÑÑÑÑÑÑ�,&ÑÑÑÑÑÑ�,$ÑÑÑÑÑÑ�,"ÑÑÑÑÑÑ� (ÑÑÑÑÑÑÑÑ��+
ÑÑÑÑÑÑ�'-ÑÑÑÑÑÑ� �ÑÑÑ
ÑÑÑ���ÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
�ÑÑÑÑÑÑ
��ÑÑÑÑÑÑÑÑ
� ÑÑÑÑÑÑ
��ÑÑÑÑÑÑ
��ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
������ ����� ������! ��� ��� ������� ������ÑÑÑÑÑÑ
� �)ÑÑÑÑÑÑÑÑ
��& ÑÑÑÑÑÑ
� �ÑÑÑÑÑÑ
��)ÑÑÑÑÑÑ
�()ÑÑÑÑÑÑÑÑ
��. ÑÑÑÑÑÑ�,& ÑÑÑÑÑÑ
�,$ ÑÑÑÑÑÑ
�,"ÑÑÑÑÑÑ
� (ÑÑÑÑÑÑÑÑ
��+ ÑÑÑÑÑÑ�'-ÑÑÑÑÑÑ
� �
ÑÑÑÑÑÑ
���ÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
��ÑÑÑÑÑÑ
�ÑÑÑÑÑÑÑÑ
ÑÑÑÑÑÑ
� ÑÑÑÑÑÑ
��
ÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑÑ
�,% '! ��+,�$* � ��� � � � � � � ��� � ��
�,% '! �') ��*+* � �� � �� � � � �� � ��� � � �
��� )�+#' � ��� � � �� � � � �����
Based on these two choices, the Moving Average, n = 4 method would berecommended, since it has POA closest to 100% for the given holdout period.
Tables Used by Forecasting
Business Unit Master(F0006)
Identifies branch, plant, warehouse, or business unitinformation, such as company, description, and assignedcategory codes.
Address Book Master(F0101)
Stores all address information pertaining to customers,vendors, employees, prospects, and other information.
Forecast Summary(F3400)
Contains the summary forecasts generated by the system andthe summarized sales order history created by the ExtractSales Order History program.
Forecast Summary Work(F34006)
Ties the summary records from the Forecast Summary table(F3400) to the detail records in the Forecast table (F3460).
Forecast Prices (F34007) Stores price information for item, branch, customer, andforecast type combinations.
Forecast (F3460) Contains the detail forecasts generated by the system and thesales order history created by the Extract Sales Actualsprogram.
Category Code KeyPosition (F4091)
Stores the summary constants that you have set up for eachproduct hierarchy.

Manufacturing and Distribution Planning
2–22 B73.3.1 (6/99)
Item Master (F4101) Stores basic information about each defined inventory item,such as item numbers, description, category codes, and unitsof measure.
Item Branch (F4102) Defines and maintains warehouse or plant level information,such as costs, quantities, physical locations, and branch levelcategory codes.
Sales Order Detail (F4211) Provides sales order demand by the requested date. Thesystem uses this table to update the Sales Order History table(F42119) for forecast calculations.
Sales Order History(F42119)
Contains past sales data, which provides the basis for theforecast calculations.
See Also
� ��� ������ �� ���� �� � � ��� ���� �� �� �������

B73.3.1 (6/99) 2–23
Working with Detail Forecasts
After you set up the actual sales history on which you plan to base your forecast, youcan generate the detail forecast. You can then revise the forecast to account for anymarket trends or strategies that might make future demand deviate significantly fromthe actual sales history.
Working with detail forecasts consists of the following tasks:
� ��� ���� ��� �� ����� ���
� ����� ��� ��� �� ����� ���
� �������� ��� �� ����� ���
� �������� ����� �� ������
� ����� ���� ����� �� ����� ������
Creating Detail Forecasts
The system creates detail forecasts by applying multiple forecasting methods to pastsales histories and generating a forecast based on the method that provides the mostaccurate prediction of future demand. The system can also calculate a forecast based ona method that you select.
When you generate a forecast for any method, including best fit, the system rounds offthe forecast amounts and quantities to the nearest whole number.
When you create detail forecasts, the system:
� !�� ��� � ��� ����� ������" ������ ���� ���� ��� ���� �� � ��� ������
� � ���� ��� ��� ����� ��� ����� ������� �� � "�� ������
� � ���� ��� ��� ������� �� ���� �" �� ��� �� � ������� ���� ���� ��� � ���������� ����� �� ������
� ��� ��� ����� ��� ����� �� ��� ��� ������ "�� ����� �� �� ��� ����������������
� ���������� ��� ���� ��� ����� �� ������
� ��� ��� ��� ��� �� ����� �� �� ������ ���� �� �� ����� ���� ��� ���� �������� ��

Manufacturing and Distribution Planning
2–24 B73.3.1 (6/99)
The system designates the extracted actual records as type AA and the best fit model asBF. These forecast type codes are not hard-coded, so you can specify your own codes.The system stores both types of records in the Forecast table.
Creating detail forecasts allows you to:
� ������ ��� ������ �� ������ �� ����� ��� �� ��� �� ����� ��� ���� ���
� ������� ��� �������� ��� � �������� ��� ��� ������
� ��� ��� ������� �� ����� �� ����� ���
� ������� �� �� ���� ����� ���� ��� ������
� ������ ���� ��������� �� ����� ��������� �� ����
� ��� ��� ������� ���������� ������������
Creating detail forecasts consists of the following tasks:
� ������ �������� ��� �������� �����
� ������ �������� ��� � ��� �� ����
Creating Forecasts for Multiple Items
From the Periodic Forecasting Operations menu (G3421), choose Create DetailForecast.
Use the Create Detail Forecast program to create detail forecasts for multiple items.Review the processing options to select the applicable values you want the program touse.
Processing Options: Create Detail Forecast
Method 1 – 3 Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
Use these processing options to specify which forecast types the system uses whencalculating the best fit forecast. You can also specify whether the system creates detailforecasts for the selected forecast method.
Enter a 1 to use the forecast method when calculating the best fit. The system does notcreate detail forecasts for the method. If you enter a zero before the forecast method,for example 01 for Method 1 - Percent Over Last Year, the system uses the forecastmethod when calculating the best fit and creates the forecast method in the Forecasttable (F3460). If you leave the field blank, the system does not use the forecast methodwhen calculating the best fit and does not create detail forecasts for the method.
Working with Detail Forecasts
B73.3.1 (6/99) 2–25
For more information about the forecast types and how the system calculates forecastsand the best fit, see Appendix A — Forecast Calculation Methods in the ForecastingGuide.
A period is defined as a week or month, depending on the pattern selected from theDate Fiscal Patterns table (F0008). For weekly forecasts, verify that you haveestablished 52 period dates.
1. Percent Over Last Year
This forecast method uses the Percent Over Last Year formula to multiply each forecastperiod by a percentage increase or decrease that you specify in a processing option.This method requires the periods for the best fit plus one year of sales history. Thismethod is useful for seasonal items with growth or decline.
Use this processing option to specify which type of forecast to run. Valid values are:
�� �� ��� ������ ���� ��� ��� ���� �������� ��� ������ � ���� ��� ��� ���� ��� ����� ����� ��� ������ ���� ��� ������ ��� � �� �� � ������ �� ��� �� ��� ��
����� ����
2. Percent
Use this processing option to specify the percent of increase or decrease used tomultiply by the sales history from last year. For example, type 110 for a 10% increaseor type 97 for a 3% decrease. Valid values are any percent amount, however, theamount cannot be a negative amount. Enter an amount to use or choose it from theCalculator.
3. Calculated Percent Over Last Year
This forecast method uses the Calculated Percent Over Last Year formula to comparethe periods specified of past sales to the same periods of past sales of the previous year.The system determines a percentage increase or decrease, then multiplies each periodby the percentage to determine the forecast. This method requires the periods of salesorder history indicated in the processing option plus one year of sales history. Thismethod is useful for short-term demand forecasts of seasonal items with growth ordecline.
Use this processing option to specify which type to run. Valid values are:
�� �� ��� ������ ���� ��� ��� ���� �������� ��� ������ � ���� ��� ��� ���� ��� ����� ����� ��� ������ ���� ��� � ���� ��� ������ ��� � �� �� � ������ �� ��� ��
��� �� ����� ����

Manufacturing and Distribution Planning
2–26 B73.3.1 (6/99)
4. Number of Periods
Use this processing option to specify the number of periods to include when calculatingthe percentage increase or decrease. Enter a number to use or choose a number from theCalculator.
5. Last Year to This Year
This forecast method uses Last Year to This Year formula which uses last year’s salesfor the following year’s forecast. This method uses the periods best fit plus one year ofsales order history. This method is useful for mature products with level demand orseasonal demand without a trend.
Use this processing option to specify which type of forecast to run. Valid values are:
���� ��� ������ ��� ��� ��� ���� ����� �� ��� ������ �������� ��� ���� ��� ���������� ��� ������ ���� ��� ��� �� �� ���� �� ������ �� ����� ����
���������
Methods 4 – 6 Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
Use these processing options to specify which forecast types the system uses whencalculating the best fit. You can also specify whether the system creates detail forecastsfor the selected forecast method.
Enter a 1 to use the forecast method when calculating the best fit. The system does notcreate detail forecasts for the method. If you enter a zero before the forecast method,for example 01 for Method 1 - Percent Over Last Year, the system uses the forecastmethod when calculating the best fit and creates the forecast method in the Forecasttable (F3460). If you leave the field blank, the system does not use the forecast methodwhen calculating the best fit and does not create detail forecasts for the method.
For more information about the forecast types and how the system calculates forecastsand the best fit, see Appendix A — Forecast Calculation Methods in the ForecastingGuide.
A period is defined as a week or month, depending on the pattern selected from theDate Fiscal Patterns table (F0008). For weekly forecasts, verify that you haveestablished 52 period dates.
1. Moving Average
This forecast method uses the Moving Average formula to average the months that youindicate in the processing option to project the next period. This method uses theperiods best fit from the processing option plus the number of periods of sales order

Working with Detail Forecasts
B73.3.1 (6/99) 2–27
history from the processing option. You should have the system recalculate this forecastmonthly or at least quarterly to reflect changing demand level. This method is usefulfor mature products without a trend.
Use this processing option to specify which type of forecast to run. Valid values are:
����� ��� �!���� ���� ��� ��� ���� �������� ��� �!���� ���������� ��� ��� ��� ����������� ��� �!���� ���� ��� ����� ������� ������� �� ������ ������ ����������
2. Number of Periods
Use this processing option to specify the number of periods to include in the average.Enter a number to use or choose a number from the Calculator.
3. Linear Approximation
This forecast method uses the Linear Approximation formula to compute a trend fromthe periods of sales order history indicated in the processing options and projects thistrend to the forecast. You should have the system recalculate the trend monthly todetect changes in trends. This method requires periods best fit plus the number ofperiods that you indicate in the processing option of sales order history. This method isuseful for new products or products with consistent positive or negative trends that arenot due to seasonal fluctuations.
Use this processing option to specify which type of forecast to run. Valid values are:
����� ��� �!���� ���� ��� ��� ���� �������� ��� �!���� ���������� ��� ��� ��� ����������� ��� �!���� ���� ��� ����� ����� ������� ������� �� ������ ������
����������
4. Number of Periods
Use this processing option to specify the number of periods to include in the linearapproximation ratio. Enter the number to use or choose a number from the Calculator.
5. Least Squares Regression
This forecast method derives an equation describing a straight-line relationshipbetween the historical sales data and the passage of time. Least Squares Regression(LSR) fits a line to the selected range of data such that the sum of the squares of thedifferences between the actual sales data points and the regression line are minimized.The forecast is a projection of this straight line into the future. This method is usefulwhen there is a linear trend in the data. This method requires sales data history for theperiod represented by the number of periods best fit plus the number of historical dataperiods specified in the processing options. The minimum requirement is two historicaldata points.
Manufacturing and Distribution Planning
2–28 B73.3.1 (6/99)
Use this processing option to specify which type of furecast to run. Valid values are:
����� �� ������ ���� ��� ��� ���� �������� �� ������ �� ������ ��� ���� ��� ���� ������ �� ������ ���� ��� ����� ������ ���������� ������� �� ����� ������
���� �����
6. Number of Periods
Use this processing option to specify the number of periods to include in the regression.Enter the number to use or choose a number from the Calculator.
Methods 7 – 8
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
Use these processing options to specify which forecast types the system uses whencalculating the best fit. You can also specify whether the system creates detail forecastsfor the selected forecast method.
Enter a 1 to use the forecast method when calculating the best fit. The system does notcreate detail forecasts for the method. If you enter a zero before the forecast method,for example 01 for Method 1 - Percent Over Last Year, the system uses the forecastmethod when calculating the best fit and creates the forecast method in the Forecasttable (F3460). If you leave the field blank, the system does not use the forecast methodwhen calculating the best fit and does not create detail forecasts for the method.
For more information about the forecast types and how the system calculates forecastsand the best fit, see Appendix A — Forecast Calculation Methods in the ForecastingGuide.
A period is defined as a week or month, depending on the pattern selected from theDate Fiscal Patterns table (F0008). For weekly forecasts, verify that you haveestablished 52 period dates.
1. Second Degree Approximation
This method uses the Second Degree Approximation formula to plot a curve based onthe number of periods of sales history indicated in the processing options to project theforecast. This method adds the periods best fit and the number of periods, and thenmultiplies by three. You indicate the number of periods in the processing option ofsales order history. This method is not useful for long-term forecasts.
Use this processing option to specify which type of forecast to run. Valid values are:
����� �� ������ ���� ��� ��� ���� �������� �� ������ �� ������ ��� ���� ��� ���� ����
Working with Detail Forecasts
B73.3.1 (6/99) 2–29
�� ��� �!���� ���� ��� ������ ����� ����� �� ���� ������ �� ��� ����� �� ����� ����
2. Number of Periods
Use this processing option to specify the number of periods to include in theapproximation. Enter the number to use or choose a number from the Calculator.
3. Flexible Method
This forecast method specifies the periods best fit block of sales order history starting“n” months prior and a percentage increase or decrease with which to modify it. Thismethod is similar to Method 1, Percent Over Last Year, except that you can specify thenumber of periods that you use as the base. Depending on what you select as “n”, thismethod requires periods best fit plus the number of periods indicated in the processingoptions of sales data. This method is useful for a planned trend.
Use this processing option to specify which type of forecast to run. Valid values are:
�� �� ��� �!���� ���� ��� ��� ���� �������� ��� �!���� � ���� ��� ��� ���� ��� ����� ����� ��� �!���� ���� ��� �� ���� ������ �� ��� �� ��� �� ����� ����
4. Number of Periods
Use this processing option to specify the number of periods prior to the best fit that youwant to include in the calculation. Enter the number to use or choose a number from theCalculator.
5. Percent Over Prior Period
Use this processing option to specify the number of periods prior to the best fit that youwant to include in the calculation. Enter the number to use or choose a number from theCalculator.
Methods 9 Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
Use these processing options to specify which forecast types the system uses whencalculating the best fit. You can also specify whether the system creates detail forecastsfor the selected forecast method.

Manufacturing and Distribution Planning
2–30 B73.3.1 (6/99)
Enter a 1 to have the system use the forecast method when calculating the best fit. Thesystem does not create detail forecasts for the method. If you enter a zero before theforecast method, for example 01 for Method 1 - Percent Over Last Year, the systemuses the forecast method when calculating the best fit and creates the forecast methodin the Forecast table (F3460). If you leave the field blank, the system does not use theforecast method when calculating the best fit and does not create detail forecasts for themethod.
The total of all the weights used in the Weighted Moving Average calculation mustequal 100. If you do not enter a weight for a period within the specified number ofperiods, the system uses a weight of zero for that period. The system does not useweights entered for periods greater than the number of specified periods.
For more information about the forecast types and how the system calculates forecastsand the best fit, see Appendix A — Forecast Calculation Methods in the ForecastingGuide.
A period is defined as a week or month, depending on the pattern selected from theDate Fiscal Patterns table (F0008). For weekly forecasts, verify that you haveestablished 52 period dates.
1. Weighted Moving Average
The Weighted Moving Average forecast formula is similar to Method 4, MovingAverage formula, because it averages the previous number of months of sales historyindicated in the processing options to project the next month’s sales history. However,with this formula you can assign weights for each of the prior periods in a processingoption. This method requires the number of weighted periods selected plus periods bestfit data. Similar to Moving Average, this method lags demand trends, so it is notrecommended for products with strong trends or seasonality. This method is useful formature products with demand that is relatively level.
Use this processing option to specify which type of forecast to use. Valid values are:
����� �� ������ ���� ��� ��� ���� ���� ����� �� ������ �� ������ ��� ���� ��� ���� ������ �� ������ ���� ��� ������� ������ ������� ������� �� ����� ������
���� �����
2. One Period Prior
Use this processing option to specify the weight to assign to one period prior. Enter thenumber to use or choose it from the Calculator.
3. Two Periods Prior
Use this processing option to specify the weight to assign to two periods prior. Enter anumber to use or choose it from the Calculator.

Working with Detail Forecasts
B73.3.1 (6/99) 2–31
4. Three Periods Prior
Use this processing option to specify the weight to assign to three periods prior. Enterthe number to use or choose it from the Calculator.
5. Four Periods Prior
Use this processing option to specify the weight to assign to four periods prior. Enterthe number to use or choose it from the Calculator.
Method 9 Cont. Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
Use these processing options to specify which forecast types the system uses whencalculating the best fit. You can also specify whether the system creates detail forecastsfor the selected forecast method.
Enter a 1 to use the forecast method when calculating the best fit. The system does notcreate detail forecasts for the method. If you enter a zero before the forecast method,for example 01 for Method 1 - Percent Over Last Year, the system uses the forecastmethod when calculating the best fit and creates the forecast method in the Forecasttable (F3460). If you leave the field blank, the system does not use the forecast methodwhen calculating the best fit and does not create detail forecasts for the method.
The total of all the weights used in the Weighted Moving Average calculation mustequal 100. If you do not enter a weight for a period within the specified number ofperiods, the system uses a weight of zero for that period. The system does not useweights entered for periods greater than the number of specified periods.
For more information about the forecast types and how the system calculates forecastsand the best fit, see Appendix A — Forecast Calculation Methods in the ForecastingGuide.
A period is defined as a week or month, depending on the pattern selected from theDate Fiscal Patterns table (F0008). For weekly forecasts, verify that you haveestablished 52 period dates.
1. Five Periods Prior
Use this processing option to specify the weight to assign to five periods prior. Enterthe number to use or choose a number from the Calculator.
2. Six Periods Prior
Use this processing option to specify the weight to assign to six periods prior. Enter thenumber to use or choose a number from the Calculator.

Manufacturing and Distribution Planning
2–32 B73.3.1 (6/99)
3. Seven Periods Prior
Use this processing option to specify the weight to assign to seven periods prior. Entera number to use or choose a number from the Calculator.
4. Eight Periods Prior
Use this processing option to specify the weight to assign to eight periods prior. Enterthe number to use or choose a number from the Calculator.
5. Nine Periods Prior
Use this processing option to specify the weight to assign to nine periods prior. Enterthe number to use or choose a number from the Calculator.
6. Ten Periods Prior
Use this processing option to specify the weight to assign to ten periods prior. Enter thenumber to use or choose a number from the Calculator.
Method 9 Cont. Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
Use these processing options to specify which forecast types to use when calculatingthe best fit. You can also specify whether to create detail forecasts for the selectedforecast method.
Enter a 1 to use the forecast method when calculating the best fit. No detail forecastsare created for the method. If you enter a zero before the forecast method, for example01 for Method 1 - Percent Over Last Year, the system uses the forecast method whencalculating the best fit and creates the forecast method in the Forecast table (F3460). Ifthe field is blank, the system does not use the forecast method when calculating the bestfit and no detail forecasts are created for the method
The total of all the weights used in the Weighted Moving Average calculation mustequal 100. If no weight is entered for a period within the specified number of periods, aweight of zero is used for that period. Weights entered for periods greater than thenumber of specified periods will not be used.
For more information about the forecast types and how the system calculates forecastsand the best fit, see Appendix A — Forecast Calculation Methods in the ForecastingGuide.
A period is defined as a week or month, depending on the pattern selected from theDate Fiscal Patterns table (F0008). For weekly forecasts, verify that you haveestablished 52 period dates.

Working with Detail Forecasts
B73.3.1 (6/99) 2–33
1. Eleven Periods Prior
Use this processing option to specify the weight to assign to eleven periods prior. Enterthe number to use or choose a number from the Calculator.
2. Twelve Periods Prior
Use this processing option to specify the weight to assign to twelve periods prior. Enterthe number to use or choose a number from the Calculator.
3. Periods to Include
Use this processing option to specify the number of periods to include. Enter thenumber to use or choose a number from the Calculator.
Method 10 – 11 Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
Use these processing options to specify which forecast types the system uses whencalculating the best fit. You can also specify whether the system creates detail forecastsfor the selected forecast method.
Enter a 1 to use the forecast method when calculating the best fit. No detail forecastsare created for the method. If you enter the method number, for example 11 for Method11 - Exponential Smoothing, the system uses the forecast method when calculating thebest fit and creates the forecast method in the Forecast table (F3460). If the field isblank, the system does not use the forecast method when calculating the best fit and nodetail forecasts are created for the method
For more information about the forecast types and how the system calculates forecastsand the best fit, see Appendix A — Forecast Calculation Methods in the ForecastingGuide.
A period is defined as a week or month, depending on the pattern selected from theDate Fiscal Patterns table (F0008). For weekly forecasts, verify that you haveestablished 52 period dates.
1. Linear Smoothing
This forecast method calculates a weighted average of past sales data. You can specifythe number of periods of sales order history to use in the calculation (from 1 to 12) in aprocessing option. The system uses a mathematical progression to weigh data in therange from the first (least weight) to the final (most weight). Then, the system projectsthis information for each period in the forecast. This method requires the periods bestfit plus the number of periods of sales order history from the processing option.

Manufacturing and Distribution Planning
2–34 B73.3.1 (6/99)
Use this processing option to specify which type of forecast to run. Valid values are:
���� �� ������ ��� ��� ��� ���� ����� �� �� ������ �������� ��� ���� ��� ���������� �� ������ ���� ��� ����� ��������� ����� �� ����� ���� ���������
2. Number of Periods
Use this processing option to specify the number of periods to include in the smoothingaverage. Enter the number to use or choose a number from the Calculator.
3. Exponential Smoothing
This forecast method uses one equation to calculate a smoothed average. This becomesan estimate representing the general level of sales over the selected historical range.This method is useful when there is no linear trend in the data. This method requiressales data history for the time period represented by the number of periods best fit plusthe number of historical data periods specified in the processing options. The minimumrequirement is two historical data periods.
Use this processing option to specify which type of forecast to run. Valid values are:
���� �� ������ ��� ��� ��� ���� ����� �� �� ������ �������� ��� ���� ��� ���������� �� ������ ���� ��� ���������� ��������� ����� �� ����� ����
���������
4. Number of Periods
Use this processing option to specify the number of periods to include in the smoothingaverage. Enter the number to use or choose a number from the Calculator.
5. Alpha Factor
Use this processing option to specify the alpha factor, a smoothing constant, the systemuses to calculate the smoothed average for the general level or magnitude of sales.Valid values are any amount from zero to one. Enter a number to use or choose anumber from the Calculator.
Method 12 Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
Use these processing options to specify which forecast types the system uses whencalculating the best fit. You can also specify whether the system creates detail forecastsfor the selected forecast method.

Working with Detail Forecasts
B73.3.1 (6/99) 2–35
Enter a 1 to use the forecast method when calculating the best fit. No detail forecastsare created for the method. If you enter the method number before the forecast method,for example 12 for Method 12 - Exponential Smoothing With Trend and Seasonality,the system uses the forecast method when calculating the best fit and creates theforecast method in the Forecast table (F3460). If the field is blank, the system does notuse the forecast method when calculating the best fit and no detail forecasts are createdfor the method.
For more information about the forecast types and how the system calculates forecastsand the best fit, see Appendix A — Forecast Calculation Methods in the ForecastingGuide.
A period is defined as a week or month, depending on the pattern selected from theDate Fiscal Patterns table (F0008). For weekly forecasts, verify that you haveestablished 52 period dates.
1. Exponential Smoothing with Trend and Seasonality
This forecast method calculates a trend, a seasonal index, and an exponentiallysmoothed average from the sales order history. The system then applies a projection ofthe trend to the forecast and adjusts for the seasonal index. This method requiresmonths best fit plus two years of sales data and is useful for items that have both trendand seasonality in the forecast. Use the processing options to enter the alpha and betafactor rather than have the system calculate them.
Use this processing option to specify which type of forecast to run. Valid values are:
���� �� ������ ��� ��� ��� ���� ����� �� �� ������ �������� ��� ���� ��� ���������� �� ������ ���� ��� ���������� ��������� ���� �� ����� �� �����
���� ���������
2. Alpha Factor
Use this processing option to specify the alpha factor, a smoothing constant, the systemuses to calculate the smoothed average for the general level or magnitude of sales.Valid values are any amount from zero to one. Enter a number to use or choose anumber from the Calculator.
3. Beta Factor
Use this processing option to specify the beta factor, a smoothing constant, the systemuses to calculate the smoothed average for the trend component of the forecast. Validvalues are any amount from zero to one. Enter the number to use or choose a numberfrom the Calculator.

Manufacturing and Distribution Planning
2–36 B73.3.1 (6/99)
4. Seasonality
Use this processing option to specify whether the system includes seasonality in thecalculation. Valid values are:
� �� ����� �� ��� ����� ������������ �� ����� ������ ��������������� �� ����� �� ��� ����� �����������
Defaults Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
Use these processing options to specify the defaults the system uses to calculateforecasts. The system extracts actual values from Sales History and stores the forecaststhat are generated in the Forecast table (F3460). You can define your own forecasttypes for Actuals (AA) and best fit (BF).
1. Actuals Forecast Type
Use this processing option to specify the forecast type that identifies the sales orderhistory used as the basis for the forecast calculations, or Actuals. Forecast type is a userdefined code (34/DF) that identifies the type of forecast to run. Enter the forecast typeto use as the default value or choose it from the Select User Define Code form.
2. Best Fit Forecast Type
Use this processing option to specify the forecast type that is generated as a result ofthe best fit calculation. Forecast type is a user defined code (34/DF) that identifies thetype of forecast to run. Enter the forecast type to use as the default value or choose itfrom the Select User Define Code form.
Process 1 Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
Use these processing options to specify whether the system runs the ForecastGeneration program in proof or final mode, creates forecasts for large customers,creates weekly or monthly forecasts, and to specify the start date, length and data usedwhen the system creates forecasts.
1. Mode
Use this processing option to specify whether the system runs in proof or final mode.Valid values are:
Working with Detail Forecasts
B73.3.1 (6/99) 2–37
����� � ����� ���� �� ����� ��� ������� � ���������� ������� � ����� ���� �� ����� ��� ������� ������� ������
2. Large Customers
Use this processing option to specify whether to create forecasts for large customers.Based on the Customer Master table (F0301), if the ABC code is set to A and thisoption is set to 1 the system creates separate forecasts for large customers. Valid valuesare:
����� � ����� �� ��� ���� ���� ������� ���������� � ����� ����� ���� ������� ���������
3. Weekly Forecasts
Use this processing option to specify weekly or monthly forecasts. For weeklyforecasts, use fiscal date patterns with 52 periods. For monthly forecasts, use fiscal datepatterns with 14 periods. Valid values are:
����� � ����� ����� ���� �� ���������� � ����� ����� ���� ���������� � ����� ����� ���� ���������
4. Start Date
Use this processing option to specify the date on which the system starts the forecasts.Enter a date to use or choose a date from the Calendar. If you leave this field blank, thesystem uses the system date.
5. Forecast Length
Use this processing option to specify the number of periods to forecast. You must havepreviously established fiscal date patterns for the forecasted periods. If you leave thisfield blank, the system uses 3.
6. Actual Data
Use this processing option to specify the number of periods of actual data that thesystem uses to calculate the best fit forecast. If you leave this field blank, the systemuses 3.
The system recommends the best fit forecast by applying the selected forecastingmethods to past sales order history and comparing the forecast simulation to the actualhistory. When you generate a forecast, the system compares actual sales order historiesto forecasts for the months or weeks you indicate in the processing option andcomputes how accurately each of the selected forecasting methods would havepredicted sales. Then, the system recommends the most accurate forecast as the best fit.

Manufacturing and Distribution Planning
2–38 B73.3.1 (6/99)
Process 2 Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
Use these processing options to specify how the system calculates the best fit forecast.The system recommends the best fit forecast by applying the selected forecastingmethods to past sales order history and comparing the forecast simulation to the actualhistory. When you generate a forecast, the system compares actual sales order historiesto forecasts for the months or weeks you indicate in the processing option andcomputes how accurately each of the selected forecasting methods would havepredicted sales. Then, the system recommends the most accurate forecast as the best fit.
Mean Absolute Deviation (MAD) is the mean of the absolute values of the deviationsbetween actual and forecast data. MAD is a measure of the average magnitude of errorsto expect, given a forecasting method and data history. Because absolute values areused in the calculation, positive errors do not cancel out negative errors. Whencomparing several forecasting methods, the one with the smallest MAD has shown tobe the most reliable for that product for that holdout period.
Percent of Accuracy (POA) is a measure of forecast bias. When forecasts areconsistently too high, inventories accumulate and inventory costs rise. When forecastsare consistently too low, inventories are consumed and customer service declines. Aforecast that is 10 units too low, then 8 units too high, then 2 units too high, would bean unbiased forecast. The positive error of 10 is canceled by negative errors of 8 and 2.
1. Mean Absolute Deviation
Use this processing option to specify whether the system uses the Mean AbsoluteDeviation formula or the Percent of Accuracy formula to calculate the best fit forecast.Valid values are:
���� � ���� � �� � �� � �� �� �� ������� �������� � ���� � �� � �� � � ������� � ������ �������
2. Amounts or Quantity
Use this processing option to specify whether the system calculates the best fit forecastusing amounts or quantities. If you specify to use amounts, you must also extract saleshistory using amounts. This also affects forecast pricing. Valid values are:
���� � ���� � �� � ������� ��� � ���� � �� � �������
3. Fiscal Date Pattern Type
Use this processing option to specify the fiscal date pattern type to use for the forecastcalculations. When generating weekly forecasts, the fiscal date pattern defined heremust be set up for 52 periods.

Working with Detail Forecasts
B73.3.1 (6/99) 2–39
4. Negative Values
Use this processing option to specify whether the system displays negative values.Valid values are:
����� �� ������ ���������� � ��� ����� ��� ��� �������� �������� �� ������ �������� �������� �������
Interoperability Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
Use this processing option to specify the transaction type the system uses forinteroperability.
1. Transaction Type
Use this processing option to specify the transaction type used for interoperability.Valid values are:
����� �� ������ ���� ��� ����� �������� ���� ��������� �� ������ ������ �������� ���� �����
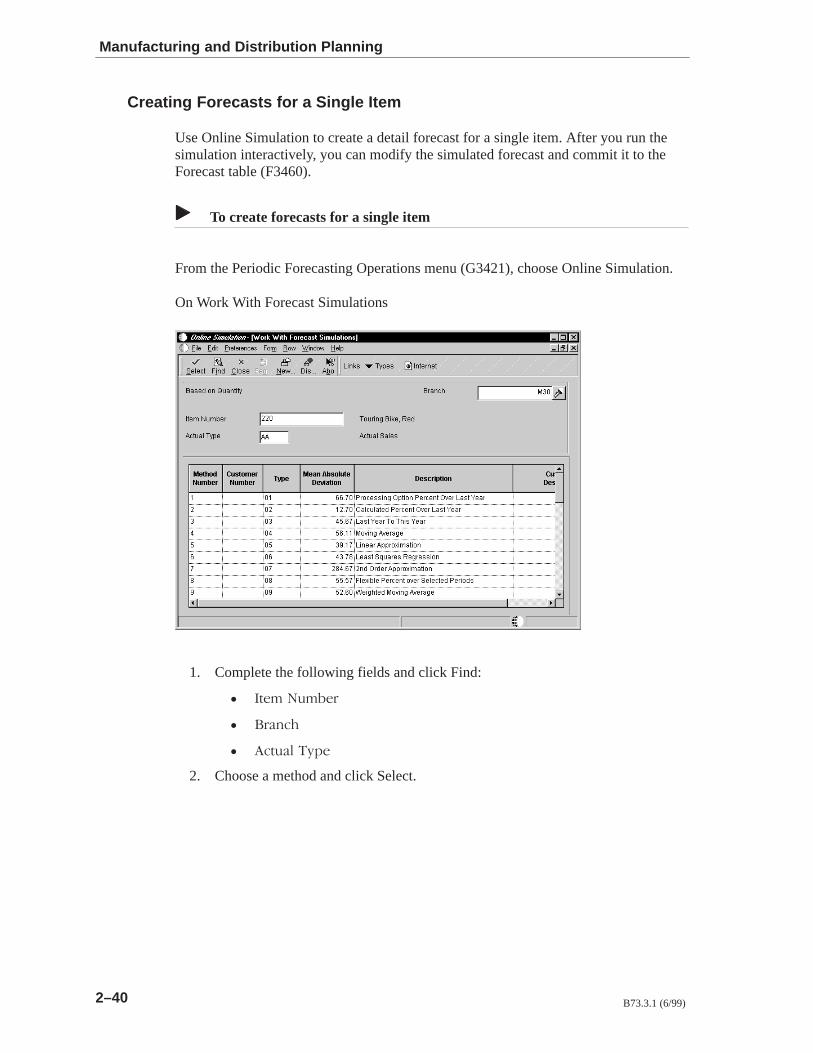
Manufacturing and Distribution Planning
2–40 B73.3.1 (6/99)
Creating Forecasts for a Single Item
Use Online Simulation to create a detail forecast for a single item. After you run thesimulation interactively, you can modify the simulated forecast and commit it to theForecast table (F3460).
To create forecasts for a single item
From the Periodic Forecasting Operations menu (G3421), choose Online Simulation.
On Work With Forecast Simulations
1. Complete the following fields and click Find:
� �� �� ��
� �����
� ����� ���
2. Choose a method and click Select.

Working with Detail Forecasts
B73.3.1 (6/99) 2–41
3. On Forecast Calculations, modify the simulated forecasts as necessary and clickOK to commit the changes to the Forecast table (F3460).
Field Explanation
Actual Type A code from the user defined code table 34/DF that indicateseither:
� �� ���������� ���� ���� �� ��������� ���� ���� ��������� ����� �� ���
� �� ������ ��������� ����� ����� ����� �� ���
Processing Options for Forecast Online Simulation
Method 1- 3
Enter a ’1’ or a Forecast Type next to the Method desired.
1.) Percent Over Last Year ____________ Percent ____________
Note: Enter the percent increase over last year (eg. 110 for a 10% increase, 97 for a 3% decrease).
2.) Calculated Percent Over Last ____________ Year Enter the number of periods to ____________ include in the percentage. 3.) Last Year to This Year ____________
Method 4 – 6
4.) Moving Average ____________

Manufacturing and Distribution Planning
2–42 B73.3.1 (6/99)
Enter the number of periods to ____________ include in the average. 5.) Linear Approximation ____________ Enter the number of periods to ____________ include in the ratio. 6.) Least Squares Regression ____________ Enter the number of periods to ____________ include in the regression.
Method 7- 8
7.) Second Degree Approximation ____________ Enter the number of periods. ____________ 8.) Flexible Method (Percent over ____________ N periods prior) Enter the number of periods ____________ prior. Enter the percent over the prior ____________ period (eg. 110 for a 10% increase, 97 for a 3% decrease).
Method 9
9.) Weighted Moving Average ____________
Note: The weights must add up to 100 (i.e. 60, 30, and 10)
Weight for one period prior ____________ Weight for two periods prior ____________ Weight for three periods prior ____________ Weight for four periods prior ____________
Method 9 Cont.
Weight for five periods prior ____________ Weight for six periods prior ____________ Weight for seven periods prior ____________ Weight for nine periods prior ____________ Weight for nine periods prior ____________ Weight for ten periods prior ____________
Method 9 Cont.
Weight for eleven periods prior ____________ Weight for twelve periods prior ____________
Note: If no weight is entered for a period within the number of periods specified, a weight of zero will be used for that period. Weights entered for periods greater than the number of periods specified will not be used.
Enter the number of periods to ____________ include.
Method 10-11
10.) Linear Smoothing ____________ Enter the number of periods to ____________ include in smoothing average. 11.) Exponential Smoothing ____________ Enter the number of periods to ____________

Working with Detail Forecasts
B73.3.1 (6/99) 2–43
include in the smoothing average. Enter the Alpha factor. If zero ____________ it will be calculated.
Method 12
12.) Exponentail Smoothing with ____________ Trend and Seasonality factors Enter the Alpha factor. If zero it ____________ will be calculated. Enter the Beta factor. If zero it ____________ will be calculated. Enter a ’1’ to include seasonality ____________ in the calculation. If blank seasonality will not be used.
Process 1
1.) Enter the Forecast Type to use ____________ when creating the Best Fit Forecast. 2.) Enter a ’1’ to create summary ____________ records for large customers (ABC = type). 3.) Enter a ’1’ to specify weekly ____________ forecasts. Blank defaults to monthly. 4.) Enter the date to start ____________ forecasts. Default of today’s date if left blank. 5.) Enter Number of periods to ____________ forecast. Default to 3 periods if blank. 6.) Enter the number of periods of ____________ actual data to be used to calculate best fit forecast. If left blank 3 periods of data will be used.
Process 2
7.) Enter a ’1’ to calculate Best ____________ Fit forecast using Mean Absolute Deviation. Blank will calculate the Best Fit using Percent of Accuracy. 8.) Enter a ’1’ to forecast using ____________ amounts. Default of blank will forecast quantities. 9.) Enter the Fiscal Date Pattern ____________ Type to use for forecast dating. 10.) Enter a ’1’ to allow negative ____________ values to be written. If left blank, negative values will be written as zeroes.
Versions
Enter the version for each program. If left blank, version ZJDE0001 will be used.
1. Forecast Review by Type ____________ (P34300)

Manufacturing and Distribution Planning
2–44 B73.3.1 (6/99)
Reviewing Detail Forecasts
Review forecasts to compare the actual sales to the detail forecast. The system displaysthe forecast values and actual quantities or sales order extended price for an item forthe specified year.
Example: Comparing Forecast to Sales Order History
ÓÓ
1,000,000
ÔÔÔ
ÔÔÔ
ÔÔÔ
ÔÔÔÔ
ÓÓÓ
ÔÔÔÔÔÔ
ÔÔÖÖ
ÓÓÓÓÓÓÓÓÓÓÓÓ
ÓÓÓÓÓÓÓÓÓÓÓÓÓÓ
900,000
800,000
700,000
600,000
500,000
400,000
300,000
200,000
Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec
ÖÖÖÖ
Sales Order History
Forecast
ÓÓÓÓÓÓÓÓÓÓ
You can review information by planner, master planning family, or both. You can thenchange the forecast type to compare different forecasts to the actual demand. You canalso display all information stored in the Forecast table, choose whether to reviewquantities or amounts, and display the data in summary or detail mode.
To review detail forecasts
From the Periodic Forecasting Operations menu (G3421), choose Review Forecast.

Working with Detail Forecasts
B73.3.1 (6/99) 2–45
On Work With Forecast Review
1. Complete the following fields:
� �����������
� �
� ��
2. Complete one of the following fields and click Find:
� ������ ������
� ������ ������� ������
3. Review the following fields:
� �������� �������
� ������ �������
� �� �
� �������� ������
� ������ ������
Detail mode lists all item numbers. Summary mode consolidates data by masterplanning family. Click the Summary option in the header area to review information insummary mode.

Manufacturing and Distribution Planning
2–46 B73.3.1 (6/99)
Field Explanation
YR A number that identifies the year that the system uses for thetransaction.
Planner Number The address number of the material planner for this item.
Master Planning Family A code (table 41/P4) that represents an item property type orclassification, such as commodity type, planning family, or soforth. The system uses this code to sort and process like items.
This field is one of six classification categories availableprimarily for purchasing purposes.
Forecast Quantity The quantity of units forecasted for production during aplanning period.
Actual Quantity The quantity of units affected by this transaction.
Qty % Threshold 2 Percent
Forecast Amount The current amount of the forecasted units for a planningperiod.
Actual Amount The number of units multiplied by the unit price.
Processing Options for Forecast Review
Defaults
1. Enter the default Forecast ____________ Type 2. Enter the default type for ____________ Actual
Versions
Enter the version for each program. If left blank, version ZJDE0001 will be used.
1. Forecast Revisions (P3460) ____________
Revising Detail Forecasts
After you generate and review a forecast, you can revise the forecast to account forchanges in consumer trends, market conditions, competitors’ activities, your ownmarketing strategies, and so on. When you revise a forecast, you can changeinformation in an existing forecast manually, add or delete a forecast, and enterdescriptive text for the forecast.
You can access the forecasts that you want to revise by item number, branch/plant,forecast type, or any combination of these elements. You can specify a beginningrequest date to limit the number of periods.

Working with Detail Forecasts
B73.3.1 (6/99) 2–47
As you revise the forecast, be aware that the following combination must be unique foreach item number and branch record:
� ����� �� ����
� ������ � ��
� �������� ������
For example, if two records have the same request date and customer number, theymust have different forecast types.
To revise detail forecasts
From the Periodic Forecasting Operations menu (G3421), choose Enter/ChangeForecast.
On Work With Forecasts
1. Complete the following fields and click Find:
� �� ����� ��
� ���� ������
� ���
� ����� �� ����
2. Choose a forecast and click Select.

Manufacturing and Distribution Planning
2–48 B73.3.1 (6/99)
3. On Detail Forecast Revisions, change the information in one of the followingfields and click OK:
� ������ � �������
� ������ � ����
4. To associate information, such as text or drawings, with a forecast type, choosethe row, then choose Attachments from the Form menu.
See �������� ���� �� ��� in the OneWorld Foundation Guide forinformation on attaching objects to records.
Field Explanation
U/M A user defined code (00/UM) that indicates the quantity inwhich to express an inventory item, for example, CS (case) orBX (box).
Revising Forecast Prices
You can enter prices for unique combinations of item number, branch/plant, forecasttype, and customer number. All these values are stored in the Forecast Prices table(34007) and are used to extend the amount or quantity on a detail forecast record in theForecast table (F3460) and the Forecast Summary table (F3400). You can roll up theseprices to the higher level items in the forecast hierarchy using the Price Rollupprogram.
If the forecast is stated in terms of quantity, you can use the Forecast Prices table toextend the forecast in amounts, for example, as a projection of revenue. In the case of a

Working with Detail Forecasts
B73.3.1 (6/99) 2–49
sales forecast, the forecast may already be stated in terms of revenue. In this case, youmight want to convert the forecast into quantities to support production planning.
To revise forecast prices
From the Periodic Forecasting Operations menu (G3421), choose Enter/ChangeForecast Price.
On Work With Forecast Prices
1. Click Find to view all unique combinations of item number, branch/plant,forecast type, and customer number.
2. Choose a forecast to which you want to change the price and click Select.

Manufacturing and Distribution Planning
2–50 B73.3.1 (6/99)
3. On Forecast Pricing Revisions, complete the following fields and click OK:
� ������� ���
� ���������� ���
� ����
Field Explanation
Effective Date A date that indicates one of the following:� � � � �������� ���� ��� ���� ���� �� � ����
�� �������� � � � ������� ��� ��� ���� ���� �� �
����� �� � ������� ��� �� ���� � � � ��� �� �� �� �� ����
The default is the current system date. You can enter futureeffective dates so that the system plans for upcoming changes.Items that are no longer effective in the future can still berecorded and recognized in Product Costing, Shop FloorManagement, and Capacity Requirements Planning. TheMaterial Requirements Planning system determines validcomponents by effectivity dates, not by the bill of materialrevision level. Some forms display data based on the effectivitydates you enter.

Working with Detail Forecasts
B73.3.1 (6/99) 2–51
Field Explanation
Expiration Date A date that indicates one of the following:� ��� � �� ������ ���� �� �� ����� �� ������ ��
� ���� �� �������� ��� � ������ ���� �� �� ����� �� ������ �� �
�������� �� �� ������ ��� �� ��� � ��� � ���� ������� �� �� ����� ������
The default is December 31 of the default year defined in theData Dictionary for Century Change Year. You can enter futureeffective dates so that the system plans for upcoming changes.Items that are no longer effective in the future can still berecorded and recognized in Product Costing, Shop FloorManagement, and Capacity Requirements Planning. TheMaterial Requirements Planning system determines validcomponents by effectivity dates, not by the bill of materialrevision level. Some forms display data based on the effectivitydates you enter.
Price The list or base price to be charged for one unit of this item. Insales order entry, all prices must be set up in the Base Pricetable (F4106).
Generating a Forecast Price Rollup
From the Periodic Forecasting Operations menu (G3421), choose Price Rollup.
Use the Price Rollup program to roll up the prices you entered on the Enter/ChangeForecast Price form to the higher level items in the forecast hierarchy. This programuses the manually entered prices to extend the amount or quantity on a detail recordand rolls up the prices through the forecasting hierarchy.
Processing Options for Forecast Price Rollup
Control
1.) Enter the Summary Code to use ____________ for pricing the summary forecast records. If left blank only the detail forecasts will be priced. 2.) Enter a ’1’ to Rollup based ____________ on Amount. Blank will default to Rollup based on Quantity.

Manufacturing and Distribution Planning
2–52 B73.3.1 (6/99)
Capacity Planning

Manufacturing and Distribution Planning
2–54 B73.3.1 (6/99)
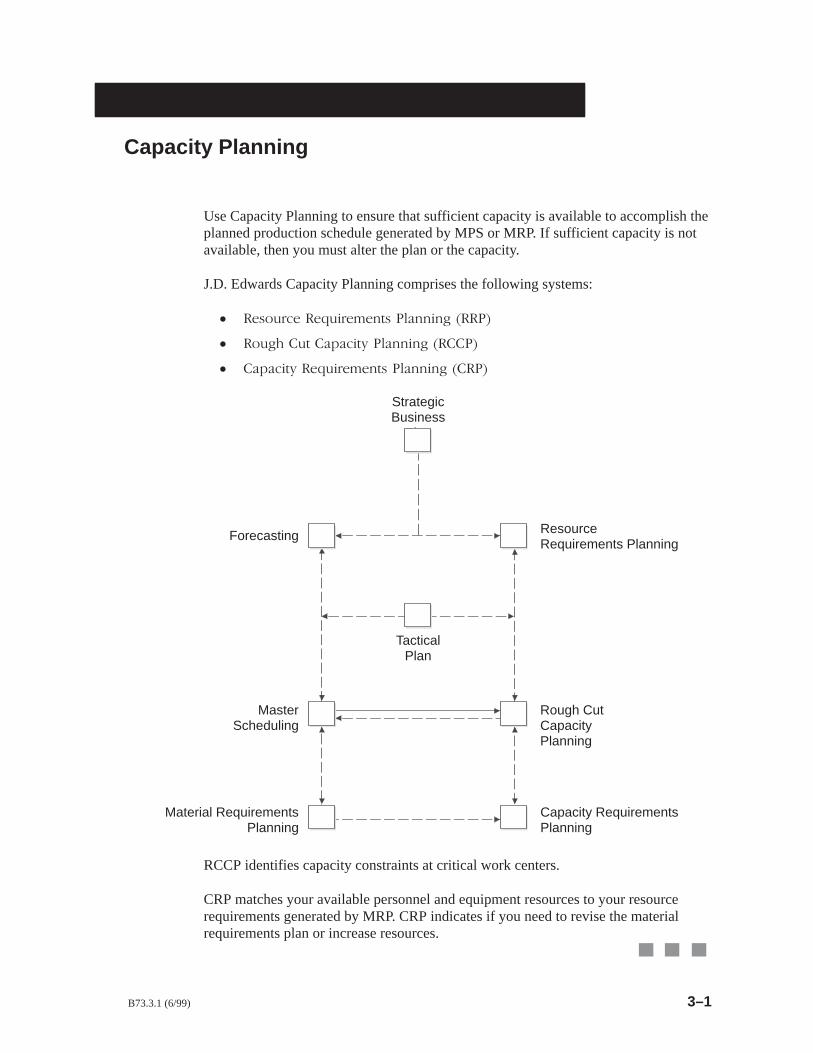
B73.3.1 (6/99) 3–1
Capacity Planning
Use Capacity Planning to ensure that sufficient capacity is available to accomplish theplanned production schedule generated by MPS or MRP. If sufficient capacity is notavailable, then you must alter the plan or the capacity.
J.D. Edwards Capacity Planning comprises the following systems:
� ������ ��������� � ����� �����
� ���� ��� �������� � ����� ������
� �������� ��������� � ����� �����
StrategicBusiness
Plan
ResourceRequirements Planning
Forecasting
Rough CutCapacityPlanning
MasterScheduling
TacticalPlan
Capacity RequirementsPlanning
Material RequirementsPlanning
RCCP identifies capacity constraints at critical work centers.
CRP matches your available personnel and equipment resources to your resourcerequirements generated by MRP. CRP indicates if you need to revise the materialrequirements plan or increase resources.

Manufacturing and Distribution Planning
3–2 B73.3.1 (6/99)
Work center capacity is based on available hours to produce products within certaintime frames. MPS, MRP, and Shop Floor Management provide the actual hours toproduce products based on the quantity required.
Capacity Planning comprises:
� ��"��#��� #��� ��� ��� ��� ��
� �� �������� �"������� ������ %
� ������ ��� ����!��� ��������
� ������ ��� ����!��� ���!������ � �����
� ��"��#��� ����!��� ���!������ � �����
� �� ��� !� ����!��� ���!������ � �����
� ����� ��� ��� �� �����!���
� ����� ��� �� ����� ���!������ � �����
About Resource Requirements Planning
You generate a resource requirements plan after you generate your long-term forecastbut before you run the Master Scheduling program. The Resource RequirementsPlanning (RRP) system uses the data from a forecast of future sales to estimate the timeand resources that are required to meet the production plan.
RRP can help you resolve long-range planning issues, such as:
� �$������� �$�� ��� ������ ���
� ���!����� ��# ������ ���
� � ������ �����
� �� �������� ���� �� �$����� !��� ��� ��!�����
RRP enables you to support your company’s strategic business plan with a realistictactical plan. The plan:
� � ���� �� �� ����� ��� �� � �� ���� ���� ��� ��� � �������� ����&�� ���� ��� �� � � %����
� ����#� �������� � �� ����!� �����% ��"�� ��� �� �� ���� �� �� ��� ��� �� � �� ���� ����
� ����� �� �� ���� ��% ���!� � ���� �� � �� �!������ ����

B73.3.1 (6/99) 3–3
Demand Forecasting
Manufacturing must determine whether the production plan is supportable as is orwhether additional future resource requirements are needed, such as:
� ��������� ��� �� ����
� ��� ��������
� ��� ��� ����� �� ��������� ��� ������
Demand forecasting is the logical starting point for developing a resource requirementsplan. However, it is important to remember that the demand forecast is not the actualplan, but that it is only input into the plan. RRP provides an estimate of the time andresources that you will need to produce a product.
Long-Range Capacity Plans
The Resource Requirements Planning program generates a capacity plan by criticalwork center. To answer long-range planning questions, you need to know your currentcapacity and the requirements to support the planned work load.

Manufacturing and Distribution Planning
3–4 B73.3.1 (6/99)

B73.3.1 (6/99) 3–5
Reviewing Work Centers
Review the work center information that corresponds to the facilities on your shopfloor. Specify whether the work center is machine- or labor-paced and whether it is acritical work center. You also specify other values, such as the percent efficiency andutilization of the work center and the crew.
You can also maintain general information about a work center, including:
� �� ������
� ����� �� �� ��
� ������ �� ������� � �������
� ���� �� �
� �������� ��������
� ����
Before You Begin
� ��� �� ���� ����� � ���!����� ������ ��� �������� ���� ����������������� �� ��� ��������� ���������� ��� ��
� ��� �� ���� ���� ������� � ������ ������ � ��� �������� ����� ����� ������ �������� ��� ��������� ����� ��� ������ ���� �������� ������ ��� ������� ���������� ��� ��
To review work centers for RRP
From the Periodic Resource/Capacity Planning menu (G3321), choose Enter/ChangeWork Centers.

Manufacturing and Distribution Planning
3–6 B73.3.1 (6/99)
On Work with Work Centers
1. Locate the work center.
2. Choose the row and click Select.
3. On Work Center Master Revisions, review the following fields:
� ���� � ��
� ������� �����
� ��� �

Reviewing Work Centers
B73.3.1 (6/99) 3–7
� �&(" ��%*�( �.'�
� �(!$� �&��
� �(!*!��# ���
� ��)&+(�� ���)�*
4. Click the Capacity & Shifts tab and review the following fields:
� �*�%��(� ��'��!*.
� ��'��!*. ���
This is the default unit of measure on Review Work Center Load.
� �!%!$+$ ��'��!*.
� ��-!$+$ ��'��!*.
� (�%�
� �&+()
� � !�*
5. Click the Hours & Efficiency tab and review the following fields:
� �+�+� �&+()
� �&,� �&+()
� ��'#�%� �()
� ��!�!�%�.
� �*!#!/�*!&%
Field Explanation
Dispatch Group A category code used to group work centers within an overallbusiness unit. For example, you can use this code to groupsimilar machines operating out of several work centers thatreport to one business unit.
Location Branch A code that represents a high-level business unit. Use thiscode to refer to a branch or plant that might have departmentsor jobs, which represent lower-level business units,subordinate to it. For example:
� (�%� ��#�%* ������� ��'* ������ ��'* ������ �&� ��� �����
Business unit security is based on the higher-level businessunit.

Manufacturing and Distribution Planning
3–8 B73.3.1 (6/99)
Field Explanation
Work Center Type A code that defines the type of work center. Valid values are :0 Stand alone work center1 Production line in a repetitive environment
Prime Load A code that determines if a work center is machine or laborintensive. The system also uses prime load codes in ResourceRequirements Planning and Capacity Requirements Planningcalculations to develop load profiles.
Valid codes are:L Run labor hours onlyM Machine hours onlyB Run labor plus setup labor hoursC Machine plus setup hoursO Other (will not generate resource units)
Critical W/C A code that identifies the work center as critical or not criticalwhen the system calculates capacity. Valid values are:
N Not a critical work center1 A critical work center in calculating resource
requirement planning only2 A critical work center in calculating capacity
requirements planning only3 A critical work center in calculating resource
requirements planning and capacity requirementsplanning
4 Not a capacity work center (will not be generated incapacity planning)
NOTE: The system displays Type 3 work centers whenevertype 1 or type 2 is selected in this field.
Resource Offset A value used in the Resource Profile table (F3303) todetermine the number of days that the actual use of a workcenter resource should be offset from the forecasted needdate.
Standard Capacity The standard capacity level at which a production line usuallyoperates.
Capacity is stated in units per hour.
Capacity UOM A unit of measure used to express the capacity of a productionline, for example, stamps, injections, and so on.
Minimum Capacity The lower limit capacity beyond which the production lineshould not operate. This value is decided by management,based on factors such as efficiencies, costs, and so on.
Capacity is stated in units per hour.
Maximum Capacity The upper limit capacity beyond which a production linecannot produce.
Capacity is stated in units per hour.
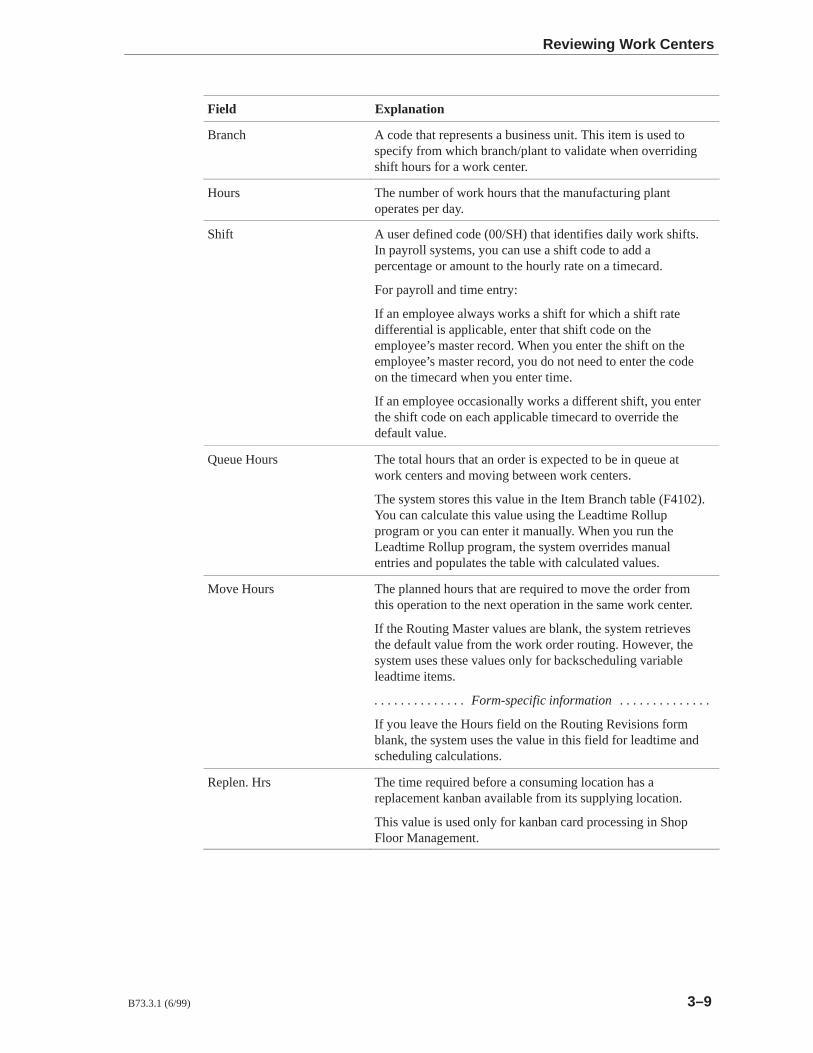
Reviewing Work Centers
B73.3.1 (6/99) 3–9
Field Explanation
Branch A code that represents a business unit. This item is used tospecify from which branch/plant to validate when overridingshift hours for a work center.
Hours The number of work hours that the manufacturing plantoperates per day.
Shift A user defined code (00/SH) that identifies daily work shifts.In payroll systems, you can use a shift code to add apercentage or amount to the hourly rate on a timecard.
For payroll and time entry:
If an employee always works a shift for which a shift ratedifferential is applicable, enter that shift code on theemployee’s master record. When you enter the shift on theemployee’s master record, you do not need to enter the codeon the timecard when you enter time.
If an employee occasionally works a different shift, you enterthe shift code on each applicable timecard to override thedefault value.
Queue Hours The total hours that an order is expected to be in queue atwork centers and moving between work centers.
The system stores this value in the Item Branch table (F4102).You can calculate this value using the Leadtime Rollupprogram or you can enter it manually. When you run theLeadtime Rollup program, the system overrides manualentries and populates the table with calculated values.
Move Hours The planned hours that are required to move the order fromthis operation to the next operation in the same work center.
If the Routing Master values are blank, the system retrievesthe default value from the work order routing. However, thesystem uses these values only for backscheduling variableleadtime items.
Form-specific information. . . . . . . . . . . . . . . . . . . . . . . . . . . .
If you leave the Hours field on the Routing Revisions formblank, the system uses the value in this field for leadtime andscheduling calculations.
Replen. Hrs The time required before a consuming location has areplacement kanban available from its supplying location.
This value is used only for kanban card processing in ShopFloor Management.

Manufacturing and Distribution Planning
3–10 B73.3.1 (6/99)
Field Explanation
Efficiency A user defined value that indicates how efficiently a workcenter operates. This value usually refers to staff efficiency.When you enter a value in this field, and the Modify Cost byWork Center Efficiency field in the Job Shop ManufacturingConstants table (F3009) is set to Y, the system creates a newcost component (B4) from the cost calculated from the directlabor cost (B1).
For example, if the constant is set to Y, the value of this fieldis 80%, and the direct labor cost is 10, the system creates a B4cost component for 2 in the Item Cost Component Add-Onstable (F30026).
The Refresh Resource Units program also uses this value as adefault when calculating rated capacity.
Enter percents as whole numbers. For example, enter 80% as80.00.
Note: The system expects that the routing times entered foreach operator are the actual times it takes to complete anoperation. Efficiency does not affect total cost. Efficiencydoes reassign some of the costs into different costcomponents. Efficiency does not change the duration orbackscheduling of a work order.
Utilization A percentage that indicates how intensively a work center isbeing used. This value usually refers to machine use. It is theratio of the direct time charged for production activities to theplanned hours.
The Refresh Resource Units program also uses this value as adefault when calculating rated capacity.
Enter percents as whole numbers. For example, enter 80% as80.00.

B73.3.1 (6/99) 3–11
Determining Available Capacity
You must determine how much production capacity your work centers have. Youdetermine a work center’s available capacity on a given day by entering resource units.
You can have the system generate resource units, or you can enter or revise themmanually. Use the Generate Resource Units program to automatically recalculate thework center hours. The system generates resource units based on an hours (HR) unit ofmeasure. Revise units manually if you need to make adjustments.
Complete the following tasks:
� ������� ������� ����� ���������
� ������ ������� ����� ������ ���������
Units of Measure
You can assign resource units for different units of measure in different work centers.For example, you might want to estimate the square footage you need to store items aswell as the hours needed to produce an item.
Before You Begin
� ���� � ��� ���� ������ ����� �� �� ������� ����� ��� ��� ������ ����������� ��� ����� �
� ��� �� ��� ���� � ������ �� ��� ��������� ��������

Manufacturing and Distribution Planning
3–12 B73.3.1 (6/99)
Generating Resource Units Automatically
From the Periodic Resource/Capacity Planning menu (G3321), choose RefreshResource Units.
Run this program to automatically recalculate the work center hours. You can view theresults on Enter/Change Resource Units.
You should run this program whenever you revise the hours per day on theManufacturing Constants form, the number of machines in a work center, or thenumber of employees assigned to a work center. You can also run the program todefine resource units for specific time periods.
The system recalculates the resource units for a work center based on the followinginformation:
� ��# ! �� ��% �� "�� �� � ��"� �!"� "���� �������
� ���� ���� �������
� ��#���"# ��� ��!"��"! "����
Any manual changes that you have made to the units on Enter/Change Resource Unitswill be overwritten when you run the Refresh Resource Units program.
Resource Unit Calculations
The program uses the following resource unit calculations.
Machine-related hours (primeload code = C or M)
Number of machines x work hours per day
Labor-related hours(prime load code = L or B)
Number of employees x work hours per day
Before You Begin
� ��" #� ���#���"# ��� ���!"��"!� ��� ������ � ���� ���� ���� �������
� �"� ���� "�� � ���������"! �� $���� %�# $��" "� ���� �"� �!�# ��#��"!�
� �� ��% "��" � �# ��" !��� ������� �� "�� "��� �� ��� %�# !�����% �! !�"#��

Determining Available Capacity
B73.3.1 (6/99) 3–13
Processing Options: Refresh Resource Units
Defaults Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
These processing options define default values.
1. From Date
Use this processing option to specify the beginning date that the system uses whengenerating resource units. Enter the beginning date or select a date from the Calendar.The default is the system date. This processing option is required before you can runthe generation.
2. Thru Date
Use this processing option to specify the ending date that the system uses whengenerating resource units. Enter the ending date or select a date from the Calendar. Thedefault is December 31 of the default Century Change Year, as defined in the datadictionary. This processing option is required before you can run the generation.
3. Branch/Plant
Use this processing option to specify the branch/plant updated by the system in theWork Center Resource Units table when you generate resource units. Enter thebranch/plant or select a branch/plant from the Business Unit Master Search form. Thisprocessing option is required before you can run the generation.
Process Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
These processing options define processing criteria.
1. Shift Code
A user defined code (06/SH) that identifies the type of shift. For example, day, night,or graveyard.
These processing options specify the shift codes to be included in the resource unitgeneration. You can enter up to six different shift codes. Enter the code or select it fromthe Select User Define Code form. If you leave all shift codes blank, the systemprocesses all valid shifts for the requested branch/plant.
Manufacturing and Distribution Planning
3–14 B73.3.1 (6/99)
2. Shift 2 Code
A user defined code (06/SH) that identifies the type of shift. For example, day, night,or graveyard.
These processing options specify the shift codes to be included in the resource unitgeneration. You can enter up to six different shift codes. Enter the code or select it fromthe Select User Define Code form. If you leave all shift codes blank, the systemprocesses all valid shifts for the requested branch/plant.
3. Shift 3 Code
A user defined code (06/SH) that identifies the type of shift. For example, day, night,or graveyard.
These processing options specify the shift codes to be included in the resource unitgeneration. You can enter up to six different shift codes. Enter the code or select it fromthe Select User Define Code form. If you leave all shift codes blank, the systemprocesses all valid shifts for the requested branch/plant.
4. Shift 4 Code
A user defined code (06/SH) that identifies the type of shift. For example, day, night,or graveyard.
These processing options specify the shift codes to be included in the resource unitgeneration. You can enter up to six different shift codes. Enter the code or select it fromthe Select User Define Code form. If you leave all shift codes blank, the systemprocesses all valid shifts for the requested branch/plant.
5. Shift 5 Code
A user defined code (06/SH) that identifies the type of shift. For example, day, night,or graveyard.
These processing options specify the shift codes to be included in the resource unitgeneration. You can enter up to six different shift codes. Enter the code or select it fromthe Select User Define Code form. If you leave all shift codes blank, the systemprocesses all valid shifts for the requested branch/plant.
6. Shift 6 Code
A user defined code (06/SH) that identifies the type of shift. For example, day, night,or graveyard.
These processing options specify the shift codes to be included in the resource unitgeneration. You can enter up to six different shift codes. Enter the code or select it fromthe Select User Define Code form. If you leave all shift codes blank, the systemprocesses all valid shifts for the requested branch/plant.

Determining Available Capacity
B73.3.1 (6/99) 3–15
Revising Resource Units Manually
Revise resource units manually if you need to make adjustments to them. For example,you might need to make adjustments to account for machine downtime or employeevacations.
You can change the values on the Enter/Change Resource Units form to account forscheduled or unscheduled downtime, additional shifts, or vacation time. However, eachtime you run Refresh Resource Units, the program recalculates the form values andoverwrites your manual changes based on information in the Work Center Master table(F3006), the Shop Floor Calendar program, and the Manufacturing Constants table(F3009).
To define resource units manually
From the Periodic Resource/Capacity Planning menu (G3321), choose Enter/ChangeResource Units.
On Work with Resource Units
1. Complete the following fields:
� ������� ���
� ������� ����
2. Complete the following optional fields and click Find:
� �����
� ���

Manufacturing and Distribution Planning
3–16 B73.3.1 (6/99)
3. Review the following fields:
� ��
� ��� ������ � �������
� ��� ������ ����������
4. Choose the record for which you want to define resource units and click Select.
5. On Work Center Resource Unit Revision, complete the following field for eachday in the shop floor calendar:
� �������� ����� ��� ��
Enter the number of units available in that work center that day, based onthe unit of measure. For example, if the unit of measure is hour (HR),enter the number of hours available in that work center that day.
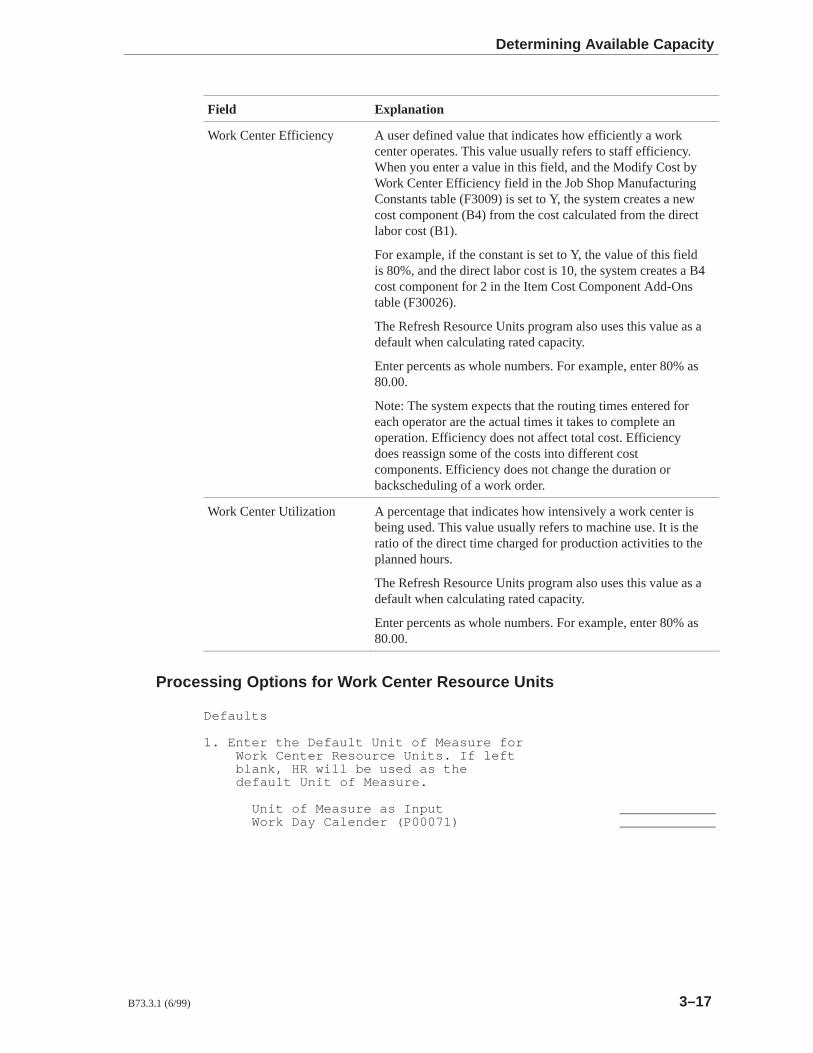
Determining Available Capacity
B73.3.1 (6/99) 3–17
Field Explanation
Work Center Efficiency A user defined value that indicates how efficiently a workcenter operates. This value usually refers to staff efficiency.When you enter a value in this field, and the Modify Cost byWork Center Efficiency field in the Job Shop ManufacturingConstants table (F3009) is set to Y, the system creates a newcost component (B4) from the cost calculated from the directlabor cost (B1).
For example, if the constant is set to Y, the value of this fieldis 80%, and the direct labor cost is 10, the system creates a B4cost component for 2 in the Item Cost Component Add-Onstable (F30026).
The Refresh Resource Units program also uses this value as adefault when calculating rated capacity.
Enter percents as whole numbers. For example, enter 80% as80.00.
Note: The system expects that the routing times entered foreach operator are the actual times it takes to complete anoperation. Efficiency does not affect total cost. Efficiencydoes reassign some of the costs into different costcomponents. Efficiency does not change the duration orbackscheduling of a work order.
Work Center Utilization A percentage that indicates how intensively a work center isbeing used. This value usually refers to machine use. It is theratio of the direct time charged for production activities to theplanned hours.
The Refresh Resource Units program also uses this value as adefault when calculating rated capacity.
Enter percents as whole numbers. For example, enter 80% as80.00.
Processing Options for Work Center Resource Units
Defaults
1. Enter the Default Unit of Measure for Work Center Resource Units. If left blank, HR will be used as the default Unit of Measure.
Unit of Measure as Input ____________ Work Day Calender (P00071) ____________

Manufacturing and Distribution Planning
3–18 B73.3.1 (6/99)

B73.3.1 (6/99) 3–19
Generating Resource Profiles
Long-range load is an estimate of how many load hours are required to meet salesprojections. To determine long-range load, the system uses resource profiles. Theresource profile is a list of all work centers and their load requirements for a masterscheduled item. It is the sum of all labor, machine, and setup hours required for allwork centers and for all parts in the master scheduled item’s multi-level bills ofmaterial.
You can have the system automatically generate a resource profile, or you canmanually enter the profile.
Complete the following tasks:
� ������� ������� ��� ���� ���������
� �� ��� ������� ��� ���� ������
Generating Resource Profiles Automatically
From the Periodic Resource/Capacity Planning menu (G3321), choose GenerateResource Profile.
If you have defined bills of material (BOMs) and routings for an end item and all itssubassemblies, you can run Generate Resource Profile to automatically generate theresource profile. The program calculates the load on a work center by extending thehours in the routing by the forecasted quantities for the master scheduled items.
The Generate Resource Profile program creates units of measure only in hours (HR).Enter the resource profile manually if you want to use other units of measure.
Generate Resource Profile changes or updates the resource profile using componentswith effectivity dates within the period that you specify. The specific items affected bythe program are determined by the following factors:
� ��� ������ ��������� �������� ���� �� ��� ��������� ��� �� � ����������� ��� ���� � � ������� ���� �� ��� ��������� ������� �� ���������������
� ��� ������ ����� ������� ��� ���� ���� ��� ��� ��������� ����� ������� ���� ��� �� ������ ��� � ������� ���� ������� �� ��� ������ ��� ��������� ��������

Manufacturing and Distribution Planning
3–20 B73.3.1 (6/99)
� �� ���� ���� ���� ���� �� ��� ������ � ������� �� ��� ������ �� ��� ����� ����� ��� ������ ������� ��� ���� �� ��� ������� ���� ���� ���� ������
� �� ������ � ������� ���� ���� ������ ���� �� ��� �������� �� ��� ����� ����� ��� ������ ������� ��� ���� �� ��� ������� ���� ���� ������ ������
The following graphic illustrates all the BOMs and routings with effectivity dates thatare within the Effective From and Effective Through dates.
Regeneration Effectivity Dates: 4/01– 10/31
BOM Component1: 1/1 – 2/28
BOM Component2: 3/1 – 11/30
BOM Component3: 2/1 – 8/15
Operation Sequence 1 Operation Sequence 2
Included in generation
1/1 1/31 2/28 3/31 4/30 5/31 6/30 7/31 8/31 9/30 10/31 11/30 12/31
Before You Begin
� ����� ��� ����� ���� ����� �� ��������� ��������� ��� ���� ������� �� ������������ ���� � �� ��� ��� ��� ���� ���������� ��� ��
� ������ ���� ����� �� ��������
� ������ ���� �������
� ������ ���� ��� �������

Generating Resource Profiles
B73.3.1 (6/99) 3–21
Processing Options for Resource Profile Regeneration
Process
1. Enter the effectivity dates for the regeneration:
Effective From: ____________ Effective Thru: ____________
Defining Resource Profiles Manually
You manually enter the profile if you have not defined bills of material (BOMs) androutings for an end item. You can also use the manual method for prototype items andnew products.
Before You Begin
� ���� ��� �������� ��� ����������� � ��� ���� ������������������� �� �� ��� ����� ��� � �� ���� �
To define a resource profile manually
From the Periodic Resource/Capacity Planning menu (G3321), choose Enter/ChangeResource Profile.
On Work With Resource Profile Revisions
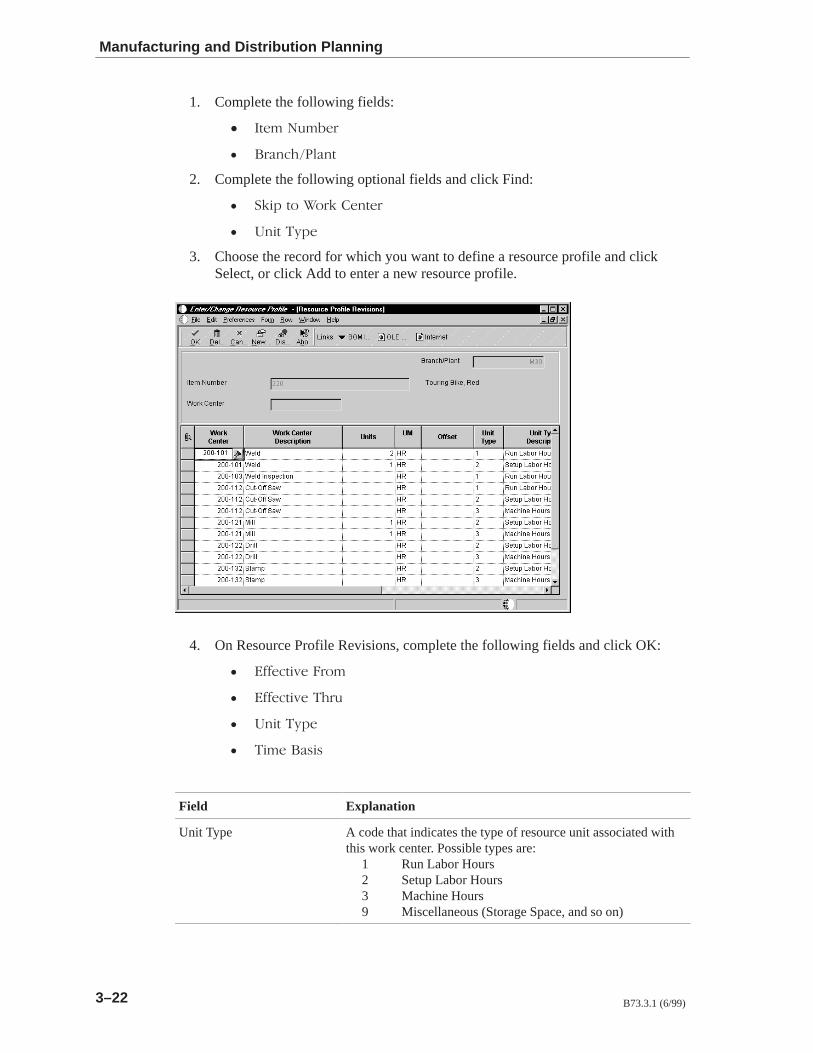
Manufacturing and Distribution Planning
3–22 B73.3.1 (6/99)
1. Complete the following fields:
� ���� ������
� �����������
2. Complete the following optional fields and click Find:
� ��� �� ��� ������
� ���� � ��
3. Choose the record for which you want to define a resource profile and clickSelect, or click Add to enter a new resource profile.
4. On Resource Profile Revisions, complete the following fields and click OK:
� ��������� ����
� ��������� ����
� ���� � ��
� ���� �����
Field Explanation
Unit Type A code that indicates the type of resource unit associated withthis work center. Possible types are:
1 Run Labor Hours2 Setup Labor Hours3 Machine Hours9 Miscellaneous (Storage Space, and so on)
Generating Resource Profiles
B73.3.1 (6/99) 3–23
Field Explanation
Effective From A date that indicates one of the following:� ��� � �� ������ ���� ��� ���� ������ �� � ����
�� �������� ��� � ������ ���� ��� ���� ������ �� �
�������� �� �� ������ ��� �� ��� � ��� � ���� ������� �� �� ������
The default is the current system date. You can enter futureeffective dates so that the system plans for upcoming changes.Items that are no longer effective in the future can still berecorded and recognized in Product Costing, Shop FloorManagement, and Capacity Requirements Planning. TheMaterial Requirements Planning system determines validcomponents by effectivity dates, not by the bill of materialrevision level. Some forms display data based on theeffectivity dates you enter.
Effective Thru A date that indicates one of the following:� ��� � �� ������ ���� �� �� ����� �� ������ ��
� ���� �� �������� ��� � ������ ���� �� �� ����� �� ������ �� �
�������� �� �� ������ ��� �� ��� � ��� � ���� ������� �� �� ����� ������
The default is December 31 of the default year defined in theData Dictionary for Century Change Year. You can enterfuture effective dates so that the system plans for upcomingchanges. Items that are no longer effective in the future canstill be recorded and recognized in Product Costing, ShopFloor Management, and Capacity Requirements Planning.The Material Requirements Planning system determines validcomponents by effectivity dates, not by the bill of materialrevision level. Some forms display data based on theeffectivity dates you enter.
Time Basis A user defined code (30/TB) that indicates how machine orlabor hours are expressed for a product. Time basis codesidentify the time basis or rate to be used for machine or laborhours entered for every routing step. For example, 25 hoursper 1,000 pieces or 15 hours per 10,000 pieces. You canmaintain the time basis codes in Time Basis Codes.
The system uses the values in the Description-2 field on theUser Defined Codes form for costing and schedulingcalculations. The description is what the code represents, butis not used in calculations.

Manufacturing and Distribution Planning
3–24 B73.3.1 (6/99)

B73.3.1 (6/99) 3–25
Generating Resource Requirements Plans
From the Periodic Resource/Capacity Planning menu (G3321), choose ResourceRequirements Planning.
After you have entered resource units and resource profiles, you run the program thatgenerates the resource requirements plan. The plan contains long-range estimates of thecapacity needs at your work centers. These needs might include:
� ��� !' ��$ "� #$"�'�&�"! %&��� &��& +"' !��� &" ��$� !") &" ��& �'&'$�#$"�'�&�"! !���%
� ��� !' ��$ "� ����&�"!�� ����!�% +"' )��� !��� �"$ � !�) #$"�'�& ��!�
� ��� $��� �%&�&� +"' )��� !��� &" �'+ �"$ ����&�"!�� ������&��%
Because you use the forecast in place of work orders for long-range planning, the datathat this program creates is an estimate of capacity needs based on the forecast. Theresource profile offsets required dates for capacity.
The types of data you can create include:
� �(�$,��#���&+ "$ '!��$,��#���&+ �%%���%
� ��$�"� %' �$��% ��"'& )"$� ��!&�$%
� �) �"�� #$"���� �!�"$ �&�"! ��%�� "! &�� &+#� "� )"$� ��!&�$ �"��
� ��&�� #$"���� �% &�� �(������� '!�&% ���'$� �$" &�� ��%"'$�� �!�&%&���� �������
� �"���� #$"���� �% &�� �"$���%&�� �"�� ��$�(�� �$" &�� �%&�$#��!!�� �&� %� �"$���%&% �!� &���$ $�%"'$�� #$"����%
� ��$��!& $�%"'$�� '%�� �% &�� �"���� #$"���� ��(���� �+ &�� $�&��#$"����
� ��%"'$�� �(������� �% &�� $�&�� #$"���� �!'% &�� �"���� #$"����
� ��' '��&�� $�%"'$��% �(������� �% � $'!!�!� &"&�� "� &�� $�%"'$��%�(�������
Before You Begin
� ��$��+ &��& $�%"'$�� '!�&% �*�%& �"$ ��� )"$� ��!&�$% �! +"'$ ������&+� �������������� ������ �������
� ��$��+ &��& $�%"'$�� #$"����% �*�%& �"$ ��� �%&�$ %����'��� �&� %� ������������ �������� ��� �����

Manufacturing and Distribution Planning
3–26 B73.3.1 (6/99)
� ���� ���� ��� �������� ������� �� ��� �� ��� ��� ����������� ����� ���������� �� ��� ��� � ������� �� ���� ����� �� �������� �������� ���� ������� ���������
� ������ � ����� �������� ��� ��� ������ ���� ��� ����� ����� ��������������� ��������� �������� ��� ������� !��� ��� �� ����� ��� �� �������� ����� ������
� ��������� ����� �������� � ��� �� ���� �� ��� �� ��� ����������� ����� ��� � ������� �� ����� ��� ������ �� ��� �" ����� ��� �� �������� ����� ������
� ��� �� ��� ���� ����� �� ��� ��� ������ ���� ����� � ��� ����� ������ �� �������� �������� ������������ ������ ��� ������ ��� ��� ������� ������ ���� �� ��� ��� ����� � � ������ ������
See Also
� � ��!��� ������� ����������� �� ��
Data Selection for Critical Work Centers
The options you have for data selection determine whether to process only criticalwork centers or all work centers. The choices in the Critical Work Center data selectionoption are:
N Process only noncritical work centers
1 Process critical work centers in calculating resource requirements plans only
2 Process critical work centers in calculating capacity requirements plans only
3 Process critical work centers in calculating resource requirements plans and capacityrequirements plans
4 Not a capacity work center (will not be processed in the Capacity RequirementsPlanning system)
Type 3 work centers also appear whenever you select Type 1 or Type 2.
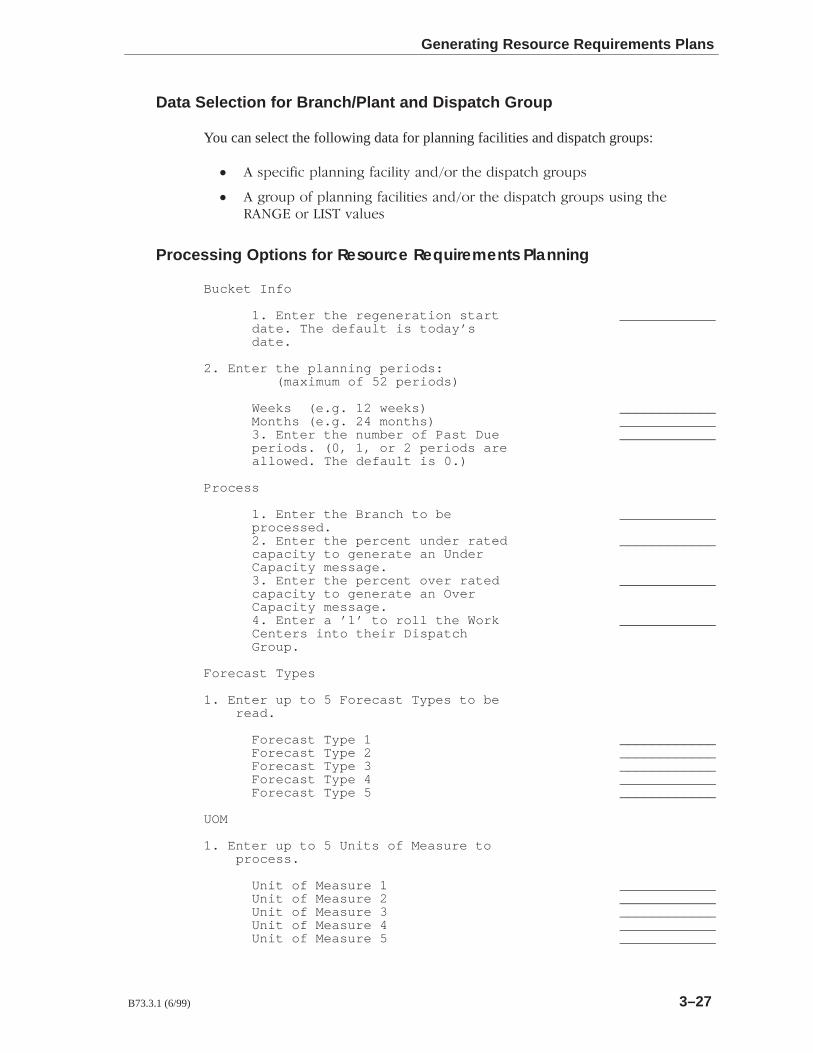
Generating Resource Requirements Plans
B73.3.1 (6/99) 3–27
Data Selection for Branch/Plant and Dispatch Group
You can select the following data for planning facilities and dispatch groups:
� � ��� ��� �������� �� ����� ������ ��� ������ � ������
� � ����� �� �������� �� ������� ������ ��� ������ � ������ ����� ������� �� ��� ������
Processing Options for Resource Requirements Planning
Bucket Info
1. Enter the regeneration start ____________ date. The default is today’s date.
2. Enter the planning periods: (maximum of 52 periods)
Weeks (e.g. 12 weeks) ____________ Months (e.g. 24 months) ____________ 3. Enter the number of Past Due ____________ periods. (0, 1, or 2 periods are allowed. The default is 0.)
Process
1. Enter the Branch to be ____________ processed. 2. Enter the percent under rated ____________ capacity to generate an Under Capacity message. 3. Enter the percent over rated ____________ capacity to generate an Over Capacity message. 4. Enter a ’1’ to roll the Work ____________ Centers into their Dispatch Group.
Forecast Types
1. Enter up to 5 Forecast Types to be read.
Forecast Type 1 ____________ Forecast Type 2 ____________ Forecast Type 3 ____________ Forecast Type 4 ____________ Forecast Type 5 ____________
UOM
1. Enter up to 5 Units of Measure to process.
Unit of Measure 1 ____________ Unit of Measure 2 ____________ Unit of Measure 3 ____________ Unit of Measure 4 ____________ Unit of Measure 5 ____________

Manufacturing and Distribution Planning
3–28 B73.3.1 (6/99)
B73.3.1 (6/99) 3–29
Reviewing Resource Requirements Plans
When you generate a resource requirements plan, the system creates a time series thatshows the load during each planning period for a work center. If you have organizedseveral work centers as a dispatch group according to common functions, similaroperations, or steps in routing, you can view the group to see how the production planaffects capacity of the work centers as a group.
Complete the following tasks:
� ������ �������� ����� �� ���
� ������ ��� ������ ���� �� ���
� ������ ������ ���������
� ������ ������ ������
� �������� �������� ������������ �����
You can review summaries of each period to determine the load that is placed on awork center by each item or order. You can also review messages for each work centerand delete, clear, or hold messages.
If the system encounters over-capacity or under-capacity conditions, you can reviewthe plan and identify the periods or work centers in which the conditions occur. Itmight be necessary to adjust the forecast or capacity and generate the resourcerequirements plan again.
Reviewing Dispatch Groups for RRP
If you have several work centers that are organized as a dispatch group, you can reviewthe group to determine how capacity affects all of the work centers in the group.Dispatch groups enable you to organize work centers according to common functions,similar operations, or steps in routing.
When you review dispatch groups, you can also review messages about all the workcenters in the group and use that information to redistribute the load within the group.

Manufacturing and Distribution Planning
3–30 B73.3.1 (6/99)
To review dispatch groups
From the Daily Resource Requirements Planning menu (G3311), choose ReviewDispatch Group.
On Work With Capacity Message Summary
1. Complete the following field:
� �������� �����
2. Complete the following optional fields and click Find:
� �������� ��
� ������� ����
� ��
3. Review the following field:
� ������� ��� ��������
Field Explanation
Dispatch Group A category code used to group work centers within an overallbusiness unit. For example, you can use this code to groupsimilar machines operating out of several work centers thatreport to one business unit.

Reviewing Resource Requirements Plans
B73.3.1 (6/99) 3–31
Field Explanation
Critical W/C A code that identifies the work center as critical or not criticalwhen the system calculates capacity. Valid values are:
N Not a critical work center1 A critical work center in calculating resource
requirement planning only2 A critical work center in calculating capacity
requirements planning only3 A critical work center in calculating resource
requirements planning and capacity requirementsplanning
4 Not a capacity work center (will not be generated incapacity planning)
NOTE: The system displays Type 3 work centers whenevertype 1 or type 2 is selected in this field.
Message Type A code that distinguishes different messages that aregenerated in the Capacity Planning system. Valid codes are:
A Warning messagesM Manual messagesO Over capacityU Under capacity
Outstanding Messages A brief description of an item, remark, or explanation.
Form-specific information. . . . . . . . . . . . . . . . . . . . . . . . . . . .
A summary of the detailed messages for the work center. Forexample, if the work center has four under-capacity messages(message type U), this field displays UUUU.
Reviewing Work Center Load for RRP
This program provides a numerical breakdown, by planning period, of the capacityload placed on a work center. Use this information to determine whether to adjustcapacity or the forecast.
Prime Load
The code in the Prime Load field on Work Center Master Revisions determines thetype of load. For example, if you enter machine and setup hours as the prime loadcode, the numbers that appear differ from those that appear if you enter machine hoursonly.

Manufacturing and Distribution Planning
3–32 B73.3.1 (6/99)
Calculations for the types of load are:
Rated profile The amount of capacity available for a work center.
Loaded profile The capacity that is required to meet the forecast.
Loaded profile = (forecast quantity x labor or machine hours)/ (efficiency x utilization) x time basis code
Percent resource used The loaded profile divided by the rated profile.
Resource available The rated profile minus the loaded profile.
Accumulated resourcesavailable
A running total of resources available.
Resource Offset
The demand is offset by the number of days set on the Resource Profile form.
Before You Begin
� ����� ��� ���� �������� � �� � � �������� �������� �� ��� �������� ��
To review work center load for RRP
From the Daily Resource Requirements Planning menu (G3311), choose Review WorkCenter Load.
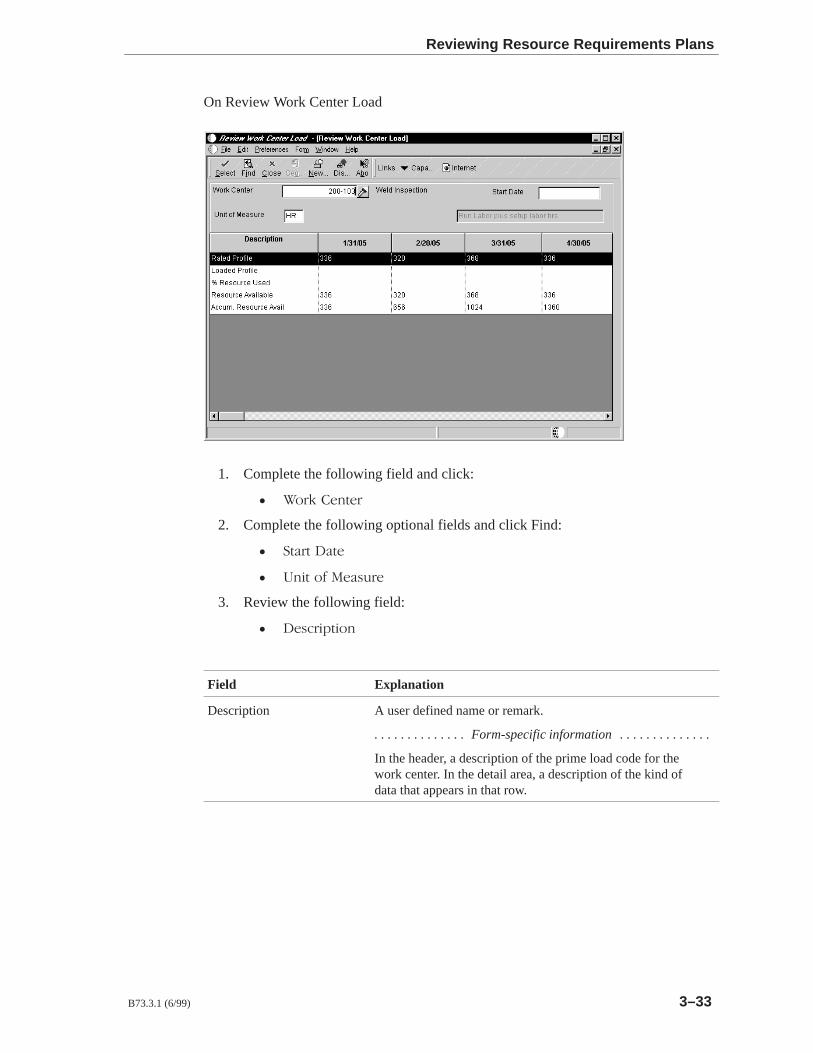
Reviewing Resource Requirements Plans
B73.3.1 (6/99) 3–33
On Review Work Center Load
1. Complete the following field and click:
� ��� ����
2. Complete the following optional fields and click Find:
� ����� ���
� ���� �� �����
3. Review the following field:
� ���������
Field Explanation
Description A user defined name or remark.
Form-specific information. . . . . . . . . . . . . . . . . . . . . . . . . . . .
In the header, a description of the prime load code for thework center. In the detail area, a description of the kind ofdata that appears in that row.

Manufacturing and Distribution Planning
3–34 B73.3.1 (6/99)
Reviewing Period Summaries
In addition to reviewing the capacity load of a work center, you can also evaluate theload that is placed on a work center by period and by item. You can review:
� ��� ����� ���� ��� ������ ��� � ���� ������
� ��� ������ �� ����� �� �� ���� ���� ���� �� ��� ����
� ��� ������ �� ��� ����� ��� �� ��� ���� ����� ���� �� ��� � ������������ �������� ��� ������ ���������� ��� ��� �� ��� ����� ���� ������� �� ������� ���� ��� �������
You use this information to determine whether to adjust the forecast or the capacity atthe work center.
To review period summaries
From the Daily Resource Requirements Planning menu (G3311), choose ReviewPeriod Summary.
On Work With Period Summary Review
1. Complete the following field:
� ���� ������

Reviewing Resource Requirements Plans
B73.3.1 (6/99) 3–35
2. Complete the following optional fields and click Find:
� ��� �� �������
� ������ ����
� �
3. Review the following fields:
� ������ ���
� ����
� ����
� ��� ���
� ����� ������
Reviewing Message Detail
Each time you generate a resource requirements plan, the system creates messages toidentify work centers whose loads are in conflict with planned capacity. ReviewMessage Detail indicates whether you have overload or underload conditions.Messages for each work center appear alphabetically by message type.
Use Review Message Detail to clear, hold, or delete messages. You cannot processcapacity messages. You can add remarks for each message as a record of the actionsyou take. In addition, you can access related forms to confirm or change dates,amounts, and key plant manufacturing data for the work center.
Cleared Messages
To clear a message, select the row and choose Clear from the Row menu. When youclear or delete messages, those messages no longer appear on the Review MessageDetail form. Check the Include Cleared box and click Find to view cleared messages.
Held Messages
To hold or release a message, select the row and choose Hold/Release from the Rowmenu. The system retains held messages until you manually release, clear, or deletethem. The system highlights held messages.
Deleted Messages
To delete a message, choose Revisions from the Row menu. On Capacity MessageRevisions, choose the row and click Delete.
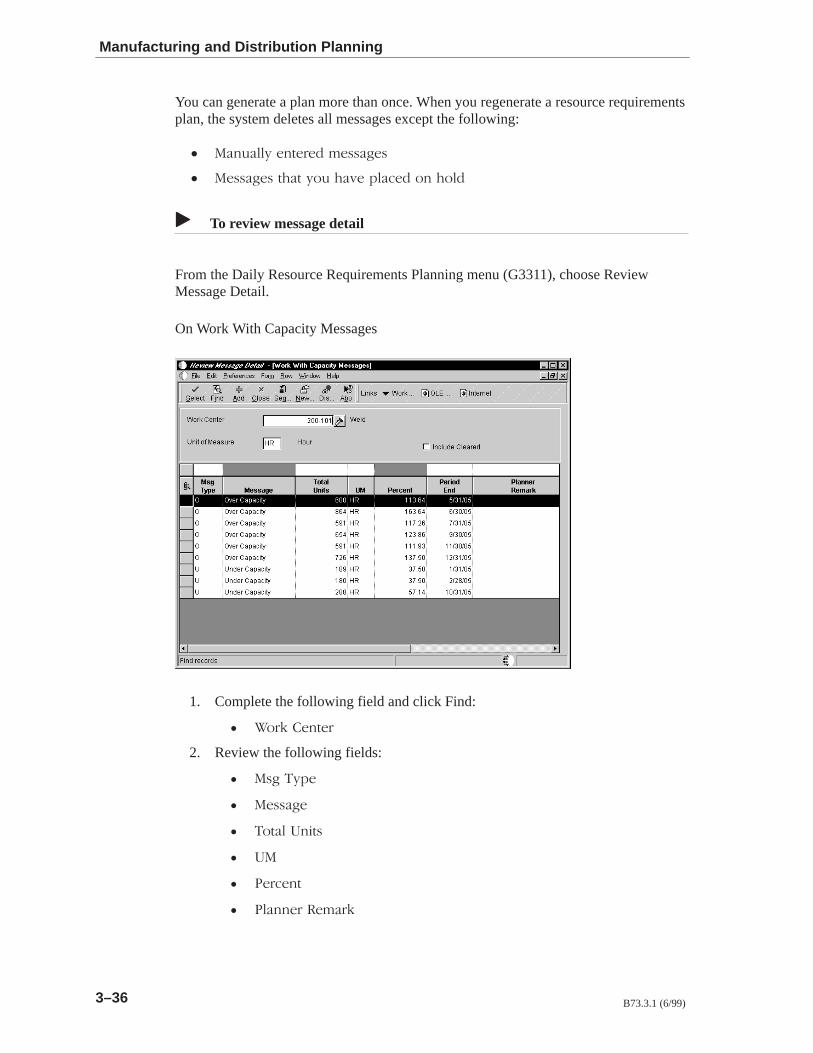
Manufacturing and Distribution Planning
3–36 B73.3.1 (6/99)
You can generate a plan more than once. When you regenerate a resource requirementsplan, the system deletes all messages except the following:
� ������ ������� ���� ��
� ���� �� ��� ��� ��� ���� �� ����
To review message detail
From the Daily Resource Requirements Planning menu (G3311), choose ReviewMessage Detail.
On Work With Capacity Messages
1. Complete the following field and click Find:
� ���� ������
2. Review the following fields:
� �� ����
� ���� �
� ���� �����
� ��
� ������
� ������ �����

Reviewing Resource Requirements Plans
B73.3.1 (6/99) 3–37
Validating Resource Requirements Plans
Validating a resource requirements plan consists of identifying the overloaded workcenters, making adjustments in forecast or resources, and generating the plan again tosee whether your adjustments distributed the loads among the work centers.
1. Complete the steps for reviewing the resource requirements plan.
See �������� ������� ������������ ����.
2. Revise the forecast.
See ������ ���� ��������� ����� ������� in the Forecasting Guide.
3. Complete the steps for regenerating the resource requirements plan.
See �������� ������� ������������ ����.
4. Complete the steps for reviewing the revised resource requirements plan.
See �������� ������� ������������ ����.
5. Repeat the steps until all loads at each work center are appropriate.

Manufacturing and Distribution Planning
3–38 B73.3.1 (6/99)
B73.3.1 (6/99) 3–39
Setting Up Resource Requirements Plans
Before you generate a resource requirements plan, you must define information forprocessing. The system uses setup information to determine how to select and displaydata.
Complete the following tasks:
� ��� � ��� �������� ����������� ��� ��
� ��� � ���� �� ��
Setting Up the Resource Requirements Display
The resource requirements display identifies the types of loads on a work center. Youcan review these on the Review Work Center Load form. See ������� ��� �������� �� ��� for more information on the calculations for the types of load.
To set up resource requirements display
From the Resource/Capacity Planning Setup menu (G3341), choose ResourceRequirements Display.
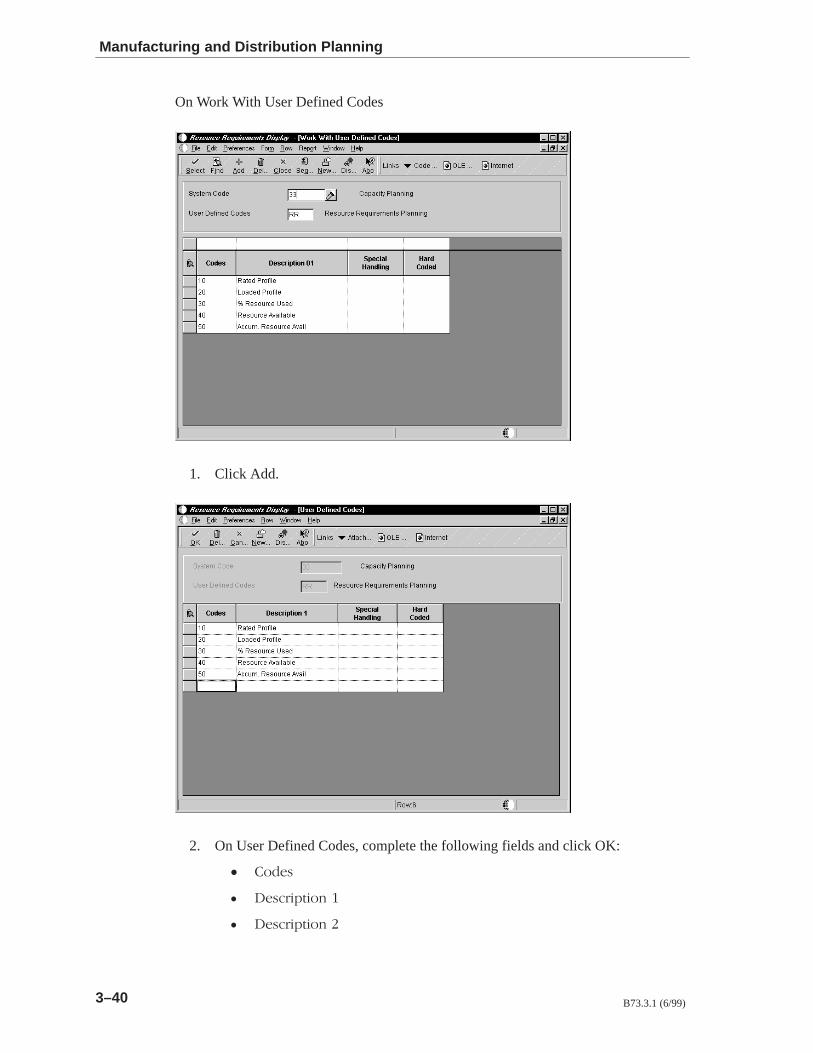
Manufacturing and Distribution Planning
3–40 B73.3.1 (6/99)
On Work With User Defined Codes
1. Click Add.
2. On User Defined Codes, complete the following fields and click OK:
� �����
� ���� ��� �
� ���� ��� �

Setting Up Resource Requirements Plans
B73.3.1 (6/99) 3–41
Setting Up Unit Types
You need to identify all the different types of resource units that can be associated withany work center.
To set up unit types
From the Resource/Capacity Planning Setup menu (G3341), choose Unit Types.
On Work With User Defined Codes
1. Click Add.

Manufacturing and Distribution Planning
3–42 B73.3.1 (6/99)
2. On User Defined Codes, complete the following fields and click OK:
� �����
� ���� ��� �
� ���� ��� �
B73.3.1 (6/99) 3–43
Validating Master Schedules
After you create the master schedule, validate it to ensure that you have sufficient workcenter capacity. Use the Rough Cut Capacity Planning (RCCP) batch program togenerate capacity planning information.
In J.D. Edwards software, the same batch program generates capacity planninginformation for both RCCP and Capacity Requirements Planning (CRP). The onlydifference is in the work centers that you identify in the data selection.
The system uses the following inputs to RCCP:
� ���� �� ���� �� ��� �� ������� ������������
� ������ �� ���� �� ��� �� ������� ������������
If critical work centers appear in the routings of component work orders that aregenerated by Material Requirements Planning (MRP), then the system can also includeMRP orders in RCCP, because both RCCP and CRP use the same batch program.
The system generates the following outputs from RCCP:
� ���� �������� �� �� �� �������� ��������
� ��� ������ ���
� ����� �������
Rough Cut Capacity Planning consists of:
� � ��������� �������� ���� �������
� � ��������� ��� ������ �������� ��� �������� ���� �������
� ����������� ��� ���� �������� ��� �������� ���� �������
� ����������� ��� �� ��� ��� �������� ���� �������
The pacing resource for critical work centers is either labor or machine, depending onwhich one would increase the work center’s capacity. A work center is paced by laborif adding employees to the work center increases capacity. A work center is paced bymachine if adding machines increases capacity. Use the Prime Load Code on WorkCenter Master Revisions to define the pacing resource.
Validating the master schedule consists of the following tasks:
� ���������� ����� ��� �������� �����
Manufacturing and Distribution Planning
3–44 B73.3.1 (6/99)
� �������� ��� ������ ���� �� ����
� �������� ������ ��������� �� ����
� �������� ��� ��������� �� ���������� ������
� �������� ���� �������� ��� ��� ������ �����
Resource Units
The resource units indicate the hours that are associated with a work center for eachworkday on the Work Day Calendar. The system uses this information to backschedulework orders in the Shop Floor Management system and to calculate available hours forcapacity planning. You can manually enter or revise resource unit information for eachwork center and for each workday using the Enter/Change Resource Units program.
Work Center Hours
Use the Refresh Resource Units program to recalculate the work center hours. You canuse this program only for processing data. It does not produce a printed report.However, you can view the results of the most recent refresh operation on the WorkCenter Resource Units form.
Generating Rough Cut Capacity Plans
From the Periodic Rough Cut Capacity Planning menu (G3321), choose Rough CutCapacity Plan.
Use the rough cut capacity plan (RCCP) to compare prospective MPS resourcerequirements to the capacity available in critical work centers. RCCP indicates if youshould revise the master schedule to create feasible work loads or improve use oflimited resources.
Rated Capacity
To calculate rated capacity for critical work centers, the system uses the followingstandard formula:
Number of employees (or machines) x hours per day x efficiency factor xutilization factor
You can manually calculate efficiency by dividing standard hours by actual hours. Forexample, if it takes a crew 10 hours to complete a job that has standard hoursestablished at 8 hours, the crew is working at 80% efficiency (8 / 10 = .80).
For reference, the inverse (actual hours / standard hours) is called realization.

Validating Master Schedules
B73.3.1 (6/99) 3–45
Utilization is calculated by finding the number of hours in a day that the work center isactually available for working compared to standard. Therefore, 100% utilization is anunrealistic goal because preventive maintenance, employee breaks, and other factorstypically affect utilization.
MPS Load
You calculate the MPS load for critical work centers by using either the routing tablefor planned work orders (+PLO) or the routing instruction table for firm work orders(+WO) with a routing attached. If the work order is firm (header created) but does nothave a routing instruction attached, the system uses the routing table. The formulas forcalculating MPS load are:
Planned orders x pacing hours from the routing table
Firm orders x pacing hours from the routing instruction table
The code in the Prime Load field in the Work Center Master table (F30006) determinesthe type of pacing at the work center.
Operations are backscheduled using the same logic in the Shop Floor Managementsystem. This operation schedule places load into the proper time frame. You must enterthe time basis code and order quantity into the equation for load calculation.
The system uses the following formula to calculate the load for an operation:
Work order quantity x number of pacing hours on routing/time basis code
The system generates messages that indicate if your load is either over-capacity orunder-capacity.
Before You Begin
� � ���� ����� �� ������� � ��� �� ������ ��� � ����� � �� ������������ � �� ���� ��� �� ����� � ��� � � � � ��� � ������ ��� ������� ���� ��� �� � ���� ��� � ������������ ����� ��� ����������� �� ���� ����� ��������� ������
� ���� ��� � ����� ����� ���� ��� �� ������� ���� � �� �� �� ����� � ������ � ������� � ������������ ����������� �� �� ���� �������������� ������
� � � �� ������ �� � ��� ��������� ��� � ��� ����� � ������� � ����� ��� ������ ��������� ������
� ��� �� ��� � ���������� ��� ��� ������� � ���������� ������!���������� ����������
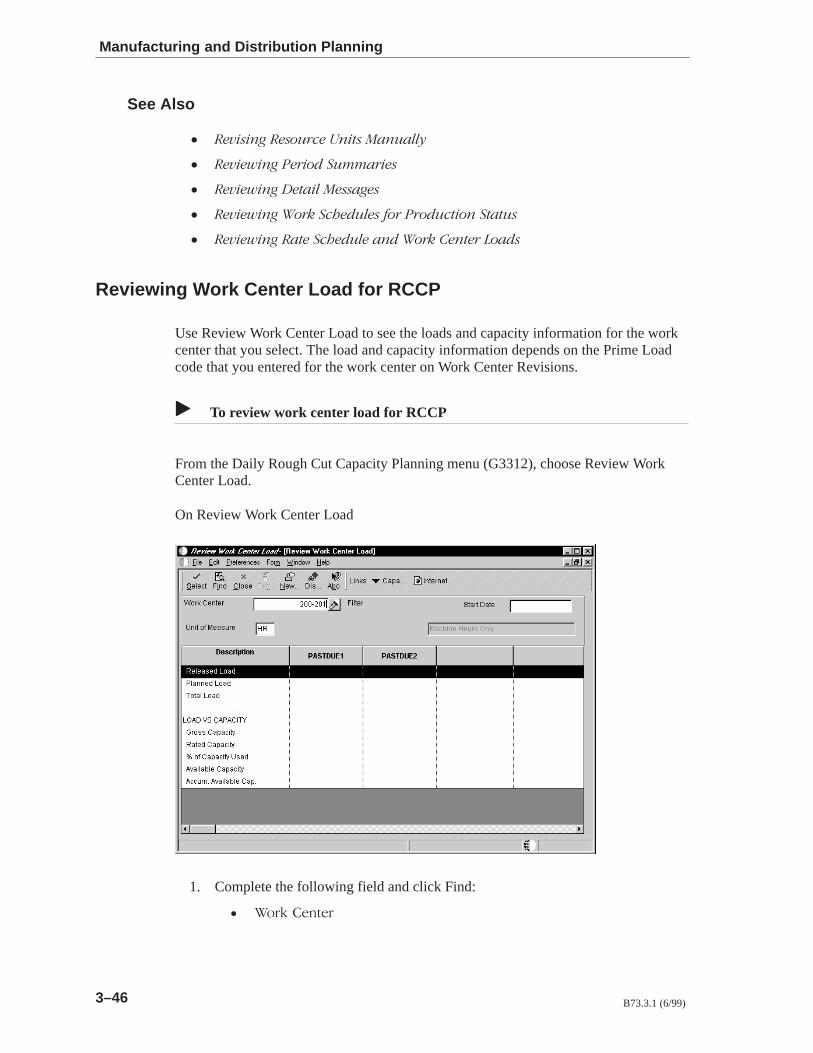
Manufacturing and Distribution Planning
3–46 B73.3.1 (6/99)
See Also
� �������� �������� ���� ��������
� ��������� ����� ���������
� ��������� ������ ��������
� ��������� ��� ���� ���� ��� ��� ������ ������
� ��������� ���� ���� ��� �� ��� ������ ��� �
Reviewing Work Center Load for RCCP
Use Review Work Center Load to see the loads and capacity information for the workcenter that you select. The load and capacity information depends on the Prime Loadcode that you entered for the work center on Work Center Revisions.
To review work center load for RCCP
From the Daily Rough Cut Capacity Planning menu (G3312), choose Review WorkCenter Load.
On Review Work Center Load
1. Complete the following field and click Find:
� ���� �����

Validating Master Schedules
B73.3.1 (6/99) 3–47
2. Review the following fields:
� ����� ���
� ���� �� �����
� ���������
Reviewing Period Summaries for RCCP
Use Review Period Summary to review specific items that make up the capacity loadfor a defined period for a work center. You can view the detail of all current and futureorders that have been scheduled to enter a work center.
The system summarizes the load by period using the unit of measure that you select.The system also shows the percentage of total load planned for that period for an itemon an order.
To review period summaries for RCCP
From the Daily Rough Cut Capacity Planning menu (G3312), choose Period Summary– Rough Cut Capacity.
On Work With Period Summary Review
1. Complete the following fields and click Find:
� ��� ����
� ���� �� �����

Manufacturing and Distribution Planning
3–48 B73.3.1 (6/99)
� ����� ����
� �
2. Review the following fields:
� ����� ���
� �!��
� ���!
� �����!
� ���� �"����
Reviewing Work Schedules for Production Status
Use Operation Dispatch Inquiry to locate and update work center schedulinginformation. This workbench environment serves as a starting point for work centerscheduling and the release of work to the floor. Use this program to:
� ���� $��� ����� �������!���� ����"���� !�� ������� !�� ���! �� !� ��� !����"!��� �� !�"�!���
� ��#��$ $��� ����� �������!���� "�� � $��� ���!��� ��������� ������ ���������� ��� �!"� ��"�
� ���! $��� ����� �% !��! ��!�� ���"� !�� ��!�� �� �����!��� !�!" ����
� ������ !�� $��� ����� !�!" ����� !��! ��!�� �� ���"� !�� ��!�
To review work schedules for production status
From the Daily Rough Cut Capacity Planning menu (G3312), choose OperationDispatch Inquiry.

Validating Master Schedules
B73.3.1 (6/99) 3–49
On Work With Operation Dispatch
Complete the following fields and click Find:
� ��� �����
� ���� �����
Field Explanation
Thru Status User defined code system 31, type OS. The thru operationstatus is used as an end point to select work order informationto display.

Manufacturing and Distribution Planning
3–50 B73.3.1 (6/99)
Processing Options for Operation Dispatch Inquiry
Defaults
1. Enter the Default Status Information to preload to the screen at initial inquiry. If left blank, no value will be preloaded:
From Status ____________ Thru Status ____________
2. Enter the Default Number of Days:
Prior to todays date for the From ____________ Date After todays date for the Thru ____________ Date
Versions
Enter the version of Work Order Parts Inquiry to execute. If left blank, ’ZJDE0001’ will be used:
Work Order Parts Inquiry Version ____________
Process
1. Enter ’1’ to subtract Quantity ____________ Cancelled/Scrapped from the Remaining Quantity. If left blank, the remaining quantity value will include cancelled/scrapped quantity.
Reviewing Rate Schedule and Work Center Loads
Use Schedule Review to review the rate schedule load and the work order load for awork center for a day, week, or month. You can also select a specific date range forwhich to view the load for the work center. If you need to adjust the scheduled load atthe work center, you can access several different forms to make adjustments.
Schedule Review is used primarily for rate based items and is an alternative forviewing the load on a work center. A processing option allows you to includework-order-generated loads before or after rate loads.
To review rate schedule and work center loads
From the Daily Processing – Repetitive menu (G3115), choose Work Center ScheduleReview.

Validating Master Schedules
B73.3.1 (6/99) 3–51
On Work Center Schedule Review
1. To locate your work center schedule, complete the following fields:
� ������������
� ��� ������
2. To narrow your search, complete the following optional fields and click Find:
� �� �� ���
� ��������� ����
� ���

Manufacturing and Distribution Planning
3–52 B73.3.1 (6/99)
Processing Options for Work Center Schedule Review
Defaults
1. Document Type ____________
A specific document type Blank = No default
Disp Options
1. Subfile Dates ____________
1 = Monthly 2 = Weekly 3 = Daily
WO Processing
1. Include Work Order Generated ____________ Loads
1 = Before Rate loads 2 = After Rate loads Blank = No Work Order loads 2. From Operation Status ____________
Include as an active operation Blank = No specific status to include 3. To Operation Status ____________
Include as an active operation Blank = No specific status to include
Versions
Exit Versions
A specific version Blank = ZJDE0001
1. Rate Revisions (P3109) ____________
B73.3.1 (6/99) 3–53
Validating Material Requirements Plans
After you generate the material requirements plan, you can validate it to ensure thatyou have sufficient work center capacity. Use Capacity Requirements Planning (CRP)to determine whether the material plan can be executed with the available resources.
You also use CRP to:
� �� �"#� �� ��� � !��� �������
� �������" ��� � ���� �������� ��� !��� �������� !���� �� ������ � ��� ��� ������ ��������� �� !���� ��� !���� ����� �� !��� ��������� � ���"
� � ���� �� ��� � ��� � � ���" ��� !��� �������
� � ���� �� ��� �� �� � ��� !��� �������
In J.D. Edwards software, the same batch program generates capacity planninginformation for both CRP and Rough Cut Capacity Planning (RCCP). You can varythe settings in the processing options to accommodate the different requirements forCRP.
The primary differences between CRP and RCCP are:
� �� � �"#�� �� ��� � !��� ������� ����� � �� ���" ��� ������ � !����������
� �� ������ ���� ����� �� �� �� �� �� � � ���� ��� ���� �� ��
The system uses the following inputs to CRP:
� ���� �� !��� ������ �� ������� ������������
� � ���� �� !��� ������ �� ��������
� ������� �� ��� ���
The system generates the following outputs from CRP:
� ��$� � ���" �� �����$� � ���" ���� ���
� ���� ������ �� �
� ����� ���� �"

Manufacturing and Distribution Planning
3–54 B73.3.1 (6/99)
Validating the material requirements plan consists of the following tasks:
� ������ ��� ������ % ���!������ � �����
� �"��#��� ������ % ���!������ � �����
The programs that you use to validate the material requirements plan are the sameprograms that you use to validate the master schedule for DRP, MPS, and RCCP.
Before You Begin
� �� �����#� �� ���� ��"�� �� ����� ����� �������� �� ��� �! ���!���%�������&� �� �����#��� � ��� ��� �� � �� ��� ���
� ��� �������� ����&��
� ��� #��� ����� ���!��� %��� ��� � � !��� �� �� �!���% ��������� ����!���� �!���
See Also
� ��� ����� ������ ���� ���� ��� �� ����� ������� ��� �� ���� ��������
Generating Capacity Requirements Plans
From the Periodic Resource/Capacity Planning menu (G3321), choose CapacityRequirements Plan.
Use the Capacity Requirements Plan program to compare prospective MRP resourcerequirements to the capacity available in work centers. CRP indicates if you shouldrevise the material requirements plan to create feasible work loads or improve use oflimited resources.
Before You Begin
� ���� ��!�� ��� �!�� � ��� ��� ����� ���� �� ��� ������ � �� ��� ����%������ � � ���!�� �� �� ���!��� ��� ������� ���� ��� ������ � ��� ������ ��� ����� �� ���������� �� �� ���� ����� ������������� ��
� �����% �� ����!��� !�� � �$�� ��� ��� #��� ��� ��� �� %�!� ������ ���� ��������� � ������������� ����������� �� �� ���� ����� ������������� ��

Validating Material Requirements Plans
B73.3.1 (6/99) 3–55
� ��� �� ������ �� ����� �������� ������ ��� ������ �� ����� ��������� �� ������ �����
� ��� ��� ���������� ��� ���������� �������� ����������� ������
See Also
� ���������� ���� ��� ���� ��� ����� �� �� ������� �� ��� ����������������
� ������� ����� � ����� ��������
Reviewing Capacity Requirements Plans
When you generate a capacity requirements plan, the system creates a time series thatshows the load during each planning period for a work center. If you have organizedseveral work centers as a dispatch group according to common functions, similaroperations, or steps in routing, you can view the group to see how capacity affects allof the work centers in the group.
You can review summaries of each period to determine the load that is placed on awork center by each item or order. You can also review messages for each work centerand delete, clear, or hold messages. If the system encounters over-capacity orunder-capacity conditions, you can review the plan and identify the periods or workcenters in which the conditions occur. It might be necessary to adjust the forecast orcapacity and generate the capacity requirements plan again.
Reviewing the capacity requirements plan involves the same programs used to reviewthe resource requirements plan.
Complete the following tasks:
� ������ ������ ������ �� ���
� ������ ���� ����� ��� �� ���
� ������ ������ �������� �� ���
� ������ ��� ���� �������� �� ��� ������ ����
� ������ ��� ��� ������� �� ���� ����� ����
� ������ ��� ���� ������������ ���
Reviewing Dispatch Groups for CRP
From the Daily Capacity Requirements menu (G3313), choose Review DispatchGroup.

Manufacturing and Distribution Planning
3–56 B73.3.1 (6/99)
If you have several work centers that are organized as a dispatch group, you can viewthe group to determine how capacity affects all of the work centers in the group.Dispatch groups enable you to organize work centers according to common functions,similar operations, or routing steps.
When you review dispatch groups, you can also review messages about all the workcenters in the group and use that information to redistribute the load within the group.
When you review dispatch groups for CRP you use the same program as when youreview dispatch groups for Resource Requirements Planning. You can vary the settingsin the processing options to accommodate the different requirements for CRP.
See Also
� ��������� ������ ������ �� ���
Reviewing Work Center Load for CRP
From the Daily Capacity Requirements menu (G3313), choose Review Work CenterLoad.
You can review the capacity load at each work center. Use this information todetermine whether to adjust capacity or the forecast. The spreadsheet provides anumerical breakdown, by planning period, of the load placed on a work center.
Review Work Center Load for CRP uses the same program as Review Work CenterLoad for Resource Requirements Planning. You can vary the settings in the processingoptions to accommodate the different requirements for CRP.
Before You Begin
� ���� ���� ���� ������ ����� ��� �������� ��������� ���� �� �������
See Also
� ��������� ���� ������ ��� �� ���
Reviewing Period Summaries for CRP
From the Daily Capacity Requirements menu (G3313), choose Period Summary –Capacity Requirements.
In addition to reviewing the capacity load of a work center, you can evaluate the loadplaced on a work center by item. You can review:
� �� ���� ���� �� ������� �� � ��� ����
� �� ����� � ����� � �� ��� ���� �� �� �� ����

Validating Material Requirements Plans
B73.3.1 (6/99) 3–57
� �� ��� ��� �� ��� ����� ���� �� ��� ��� ����� ���� �� ��� � ��� ��� ������ ���� ���
You use this information to determine whether to adjust the forecast or the capacity atthe work center.
When you review period summaries for CRP you use the same program as when youreview period summaries for Resource Requirements Planning. You can vary thesettings in the processing options to accommodate the different requirements for CRP.
To evaluate the load placed on a work center by item, you can review the PeriodSummary Report.
See Also
� ������� �� �� ��� ��
Reviewing MRP Work Schedules on the Dispatch List
From the Daily Capacity Requirements Planning menu (G3313), choose Dispatch List.
Use the Dispatch List to locate and update work center scheduling information. Thisworkbench environment serves as a starting point for work center scheduling and therelease of work to the floor. Use this program to:
� � ��� ��� ����� ������������ �� � �� ��� ������ ��� ����� ����
� �� ��� ����� ������������ �� � �� ��� ������ ��������� �������� ���� ������ ��� ����� �����
� ���� ��� ������ �! ����� ����� ��������� ����� �� ������ ��� ���������
� ������ ��� ��� ����� ������ ���� ����� ����� �� ��������� ����
If a work center is overloaded, you might consider the following alternatives todistribute material and labor requirements to make the work center load as even aspossible:
� �������� ��������
� �������� ������"����� ������ ����� �! �����
� ����������� ��������
� ������ ������
� �������� �� ������ �� ���� ����� ��� ������
� ������� ���
The Dispatch List for MRP uses the same program as the Dispatch List for DRP/MPS.You can vary the settings in the processing options to accommodate the differentrequirements for MRP.

Manufacturing and Distribution Planning
3–58 B73.3.1 (6/99)
See Also
� ��������� ��� ��� ���� ��� ��� ������ ����� �� ��� � ������� �������� ���� � �� �
Reviewing MRP Rate Schedule and Work Order Loads
From the Daily Processing – Repetitive menu (G3115), choose Work Center ScheduleReview.
Use Schedule Review to review the rate schedule load and the work order load for awork center for a day, week, or month. You can also select a specific date range forwhich to view the load for the work center. If you need to adjust the scheduled load atthe work center, you can access several different forms to make adjustments.
Schedule Review is used primarily for rate based items and is an alternative forviewing the load on a work center. A processing option allows you to includework-order-generated loads before or after rate loads.
When you review schedules for MRP you use the same program as when you reviewschedules for DRP and MPS. You can vary the settings in the processing options toaccommodate the different requirements for MRP.
See Also
� ��������� ���� ��� ��� �� ��� ������ ��� �
Validating the Capacity Requirements Plan
Validating the capacity requirements plan consists of identifying the overloaded workcenters, making adjustments in forecast or resources, and generating the plan again tosee if the adjustments you have made have evenly distributed the loads on the workcenters.
1 Complete the steps for reviewing the capacity requirements plan.
See ��������� ������� ������������ �����.
2. Revise the forecast.
See �������� ���� �� �� ������ in the Forecasting Guide.
3. Complete the steps for regenerating the capacity requirements plan.
See ���������� ������� ������������ �����.
4. Complete the steps for reviewing the revised capacity requirements plan.
See ��������� ������� ������������ �����.
5. Repeat the steps until all loads at each work center are appropriate.

Master Production Scheduling

Manufacturing and Distribution Planning
3–60 B73.3.1 (6/99)

B73.3.1 (6/99) 4–1
Master Production Scheduling
A master schedule is a statement of what the company expects to produce based on thetactical plan and budget constraints. A master scheduled item is critical in its impact onlower-level components or resources, such as skilled labor, key machines, or revenues.Single-level scheduling implies master scheduling at the end deliverable item level.Multi-level master schedules explode planned orders down to component items.
The master scheduling process consists of:
� ��"� ������ %��" &�# ���� ��� ���!"� �#!"��� � �� !� ��� ��"� ����"������!�
� �#�" ��"��� %��" &�# ��$� ���$��"� &� �# ���!� � �� !� ��� %� � � �� !�
� ����#��"��� ��" ��#� ����"! ��� %��� &�# ���� "���
You can generate a master schedule for all items or for a net change generation, whichincludes only items that have been affected by transactions since the last generation.After you generate the master schedule, you can review and respond to messages.
Producing a master schedule consists of the following:
� ��� !"������ "��� �����! ��� "�� "��� !� ��!
� ���� �"��� !�����'��$�� ��!"� !����#��!
� ��$��%��� "�� "��� !� ��!
� �� ���� %�"� ���� �#"�#"
� ��� !"������ �� ���!" ���!#��"���
� ������"��� ��!"� !����#��!
� ���!!��� � �� !
� �� ���� %�"� �#�"�'��$�� ��!"� !����#��!

Manufacturing and Distribution Planning
4–2 B73.3.1 (6/99)
DRP and Purchased Items
For distribution businesses, DRP provides centralized control of distributioninventories and creates a coordinated replenishment plan.
Tactical Plan
Demand Supply
Forecast Open Purchase Orders
Open Sales Orders Inventory
In Receipt Routing
Product DataManagement
Purchase Orders Messages
Time Series
Supply/Demand Inquiry
DRP
MPS and Manufactured Items
You use MPS to generate the master schedule for manufactured items. J.D. Edwardssystems plan replenishment for both purchased items and manufactured items in the

B73.3.1 (6/99) 4–3
same generation program. Processing options control how the system runs thegeneration.
Tactical Plan
Demand Supply
Validated Forecast Firm Work Orders
Open Sales Orders Rate Schedules
Open Purchase Orders
In Receipt Routing
Inventory
Product Data Management Rough Cut Capacity Planning
Purchase Orders Planned Work Orders
Firm Work Orders
Messages
Time Series
Supply/Demand Inquiry
MPS
Validated Master Schedule
Material Requirements Planning

Manufacturing and Distribution Planning
4–4 B73.3.1 (6/99)
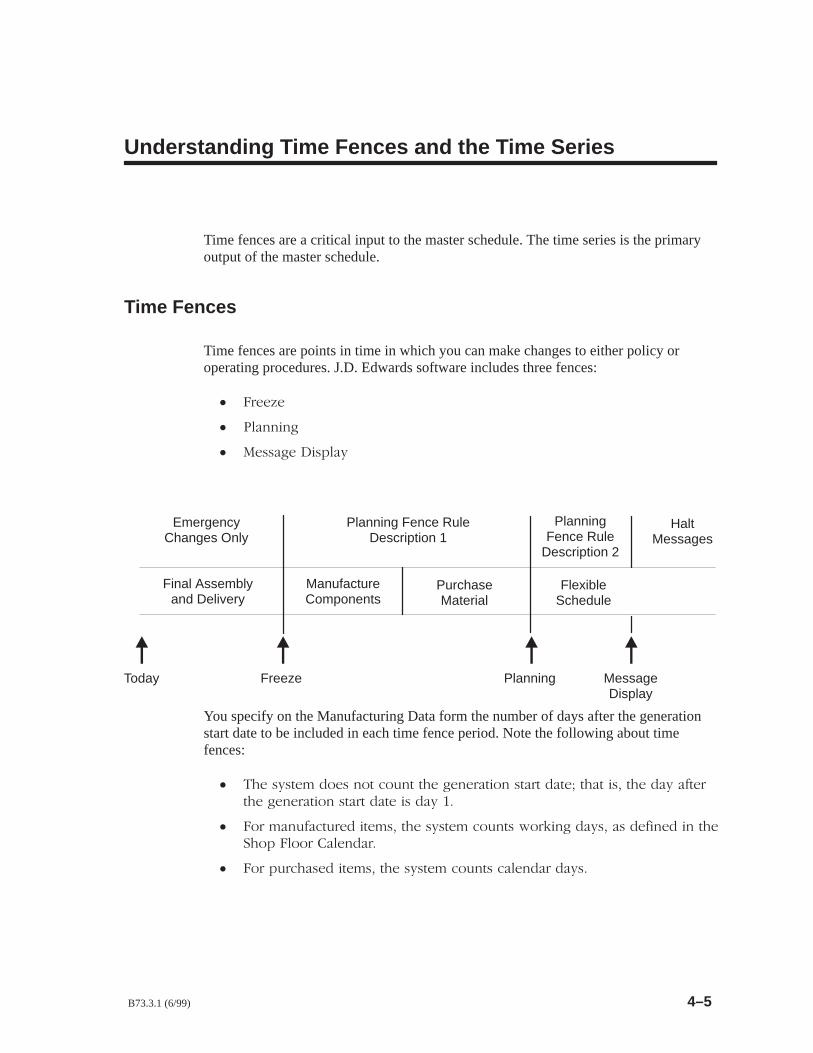
B73.3.1 (6/99) 4–5
Understanding Time Fences and the Time Series
Time fences are a critical input to the master schedule. The time series is the primaryoutput of the master schedule.
Time Fences
Time fences are points in time in which you can make changes to either policy oroperating procedures. J.D. Edwards software includes three fences:
� ����!�
� � �����
� ��� �� �����
EmergencyChanges Only
Planning Fence RuleDescription 1
PlanningFence Rule
Description 2
HaltMessages
Final Assemblyand Delivery
ManufactureComponents
PurchaseMaterial
FlexibleSchedule
Today Freeze Planning MessageDisplay
You specify on the Manufacturing Data form the number of days after the generationstart date to be included in each time fence period. Note the following about timefences:
� ��� � ���� ���� ��� ����� ��� ����� ���� �� �� � ��� �� � ��� ��� � ������� ����� ���� �� �� � �� �� � ��
� ��� � ��� ������ ������ ��� � ���� ������ ������� � �� � ������� �� ������� ����� � ���� ��
� ��� ����� ��� ������ ��� � ���� ������ � ���� � � ��

Manufacturing and Distribution Planning
4–6 B73.3.1 (6/99)
Freeze Fence (F) The number of days from the generation start date withinwhich the system should not display order messages.
For example, if the generation start date is 01/03/05, and thefreeze time fence is 3 days, the planning system does notdisplay messages with dates less than or equal to 01/06/05.
Planning Fence (P) The number of days that the system uses in conjunction withthe time fence rule to determine how the forecast is used. Enterthe number of days after the start date when the time fence rulechanges from the first rule to the second rule.
For example, if the time fence rule is S (customer demandbefore the time fence, forecast after the time fence), thegeneration start date is 01/03/05, and the planning time fence is3 days, the system plans using customer demand through01/06/05. Beginning on 01/07/05, the system plans using theforecast.
Message Display Fence (D)
The number of days after the generation start date within whichthe system should display order messages.
For example, if the generation start date is 01/01/05, and themessage time fence is 30 days, the system displays messageswith dates less than or equal to 01/31/05. The system does notdisplay messages with dates of 02/01/05 or later. However, theplanning horizon for orders continues past this date and isreflected in available to promise totals.
What Are Time Fence Rules?
When you use a planning time fence rule that calculates an ending available amountthat is based on the greater of forecast or customer demand, the forecast is “consumed.”For rules C and G, this means that the forecast is reduced by the amount of thecustomer demand on that same time bucket. The system displays all adjusted andunadjusted values. In the following table, this applies to rules C, G, and H.
J.D. Edwards software uses the following planning time fence rules:
Rule C Description 1
� ����� �� �� ���
Description 2
� ��������� �� ������� ������� �� ����� �� �� ���

Understanding Time Fences and the Time Series
B73.3.1 (6/99) 4–7
Rule F Description 1
� �������
Description 2
� ������� ���� ������� ����
Rule G Description 1
� �������� �� ������� ������� �� ������� ����
Description 2
� �������
Rule G is the default.
Rule H Description 1
� �������� �� ������� ������� �� ������� ����
When you use planning fence rule H, J.D. Edwardsrecommends that you set the Planning Fence field on the PlantManufacturing Data form to 999.
See ����������� � ������ � ������ �.
Rule S Description 1
� �������� �����
Description 2
� �������
Rule 1 Description 1
� ����
Description 2
� �������
Rule 3 Description 1
� ����
Description 2
� ������� ���� ������� ����
The Time Series
The time series represents the proposed master schedule. Review the time series todecide whether to accept the planning the system suggests, or to override it.

Manufacturing and Distribution Planning
4–8 B73.3.1 (6/99)
What Are the Time Series Calculations?
The Manufacturing and Distribution Planning systems provide four different timeseries calculations. These are:
� ������ �#�������
� �#������� !� ���� �
� "�"��!�#� �#������� !� ���� �
See Also
� �� ����� �������� ����������
Example: Ending Available Calculation
Ending Available (EA) is the amount of product available at the end of a time bucketafter the system calculates the effect of all supplies and all demands for the timebucket.
The system uses the planning time fence rule and the following formula to calculate theending available amount:
� ��� $�!��� !�� !��� �"���!�
� ��������� �#������� �����
For the first weekly time period, +BA = quantity on hand – safety stock
For remaining time periods, +BA = Ending Available from the previoustime period (=EA)
� �"�!���! ��������� !� !�� �������� !��� ����� �"���
� ������ ! ������
� " !���� ����� � ��� ����� ��� ��!������! �������
� ��� ��������� � !�� ������ �#������� ����
The following table shows how the system calculates the amount of product availableat the end of a time period. Assume that the Lot Size = Lot for Lot, Safety Stock = 20,

Understanding Time Fences and the Time Series
B73.3.1 (6/99) 4–9
Planning Time Fence Rule = C, and leadtime = 1. The planning fence is betweenperiods four and five.
��� ���
�& ��&� � � � � � � � � � �
��� �� � � � � � � �
����� � � � � � � � �
��� � �� � �
��� � � � � � � � �
���� �� � � � �
��*��* �,�*,� �� � � � �
Example: Available to Promise Calculation
Available to Promise (ATP) is the uncommitted portion of a company’s inventory orplanned acquisitions. You use this amount to accurately promise customer orders.
As long as manufacturing produces according to the MPS and sales makescommitments according to the ATP information, this method increases customerservice and reduces inventory carrying cost.
Available to Promise uses actual customer orders to identify inventory that may bepromised to a customer. The planning time fence rule has no effect on ATP. Forecast isnever included in ATP calculations.
The system uses the following formula to calculate the ATP quantity:
� �"*+, (�*"'� ��� � '&1!�&� ��$�&�� � +� �,0 +,'�# � .'*# '*��*+ �(-*�!�+� '*��*+ � ($�&&�� '*��*+ � +�$�+ '*��*+ � .'*# '*��* (�*,+ $"+,��%�&� � "&,�*($�&, ��%�&� � -&�'&+-%�� �/("*�� $', )-�&,","�+
� � ,�* ,!� "*+, (�*"'�� ��� � .'*# '*��*+ � (-*�!�+� '*��*+ � ($�&&��'*��*+ � +�$�+ '*��*+ � .'*# '*��* (�*,+ $"+, ��%�&� � "&,�*($�&, ��%�&� �-&�'&+-%�� �/("*�� $', )-�&,","�+
The system does not display negative ATP for following periods. However, thesystem reduces the Cumulative Available to Promise (CATP) by the negativeamount.
Example: Cumulative Available to Promise Calculation
Cumulative Available to Promise (CATP) is a running total of the ATP.
For new products or seasonal products, building inventory might be part of themanagement strategy. In these cases, sales and marketing might not be expected to sellwithin the replenishment buckets. The bulk of sales might not be in the near future.

Manufacturing and Distribution Planning
4–10 B73.3.1 (6/99)
The system calculates CATP as follows:
� �#)*+ (�)#'� ���� � ��!#&&#&! �-�#$��$� � )�($�&#*"%�&+ � *,% ' �,*+'%�) ')��)* �&� (�)�&+ ��%�&� �� ')� +"� &�.+ )�($�&#*"%�&+
� � +�) +"� #)*+ (�)#'�� ���� � ���� )'% $�*+ (�)#'� � )�($�&#*"%�&+ �*,% ' �,*+'%�) ')��)* �&� (�)�&+ ��%�&� �� ')� +"� &�.+ )�($�&#*"%�&+
CATP does not assume complete depletion. Rather, the system continues to addinventory.
The following table shows how the system calculates CATP. Assume that the Lot Size= Fixed 60, Safety Stock = 0, Planning Time Fence Rule = C, and leadtime = 1. Theplanning fence is between periods four and five.
���
�& ��&� � � � � � � � � � �
��� � � � � � ��
����� �� �� �� �� �� �� �� ��
��� �� � �� �� �
��� � � � � �� ��
���� �� ��
��� � �� �
���� � � �� �� ��

B73.3.1 (6/99) 4–11
Generating Single-Level Master Schedules
You can generate a master schedule for a single item or all items. When you generate amaster schedule, the system evaluates selected information, performs calculations, andrecommends a time-phased planning schedule for all selected items. You shouldgenerate a master schedule weekly, at a minimum, to keep the plan current.
You can use net change processing to include only items that have changed since thelast generation. Use Net Change Review to determine which items to include in the netchange generation.
Complete the following tasks:
� �������� � ������ � ������ ��� ��� �����
� ������ ����� ��� ��� �����
� �������� � ������ � ������ ��� ���� ��� �����
Before You Begin
� �������� � ���� ��� ��� ����������� ������ ������ �� ����� �� ���� ��������� �� ��� ������� �� �� ��
� �������� � ������ � ������������ ����� �� ������� �� ����������� ������� ������
Generating a Master Schedule for All Items
From the Periodic Single Site Planning menu (G3422), choose DRP or MPSRegeneration.
DRP and MPS regenerations use the same program to produce a single-level DRP orMPS schedule for all items that meet the data selection criteria. The program:
� ����� ��� ���� ��� ���� ��� �� ����� ������
� ��� ���� ���� ��� ���������� �� ������ ����� �� �� ����������������� ��� ������ ������� �����
� ���� ��� � ����� ������� ������ �� ��� ���� �� �������� ���������
Manufacturing and Distribution Planning
4–12 B73.3.1 (6/99)
You can also generate a master schedule for items using forecast consumption planningrule H. Forecast consumption occurs when forecasted demand is reduced by actualsales orders received or shipped up to the forecasted quantity. By consuming theforecast, you can revise your production schedules to reflect the most up-to-dateinformation.
Before the program generates a schedule, it deletes the message and time series tablesfor the selected items.
See Also
� ����������� � ������ � ������ �
Data Selection
Base your selection on branch/plant, category codes (usually Master Planning Family),and planning code. Any selection from based-on table fields can be processed.
Data Sequence
Copy the data sequence from the report example. Do not change this sequence orunpredictable results might occur.
Processing Options: DRP/MPS/MRP
Horizon Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
These processing options specify dates and time periods the program uses whencreating the plan.
1. Generation Start Date
Use this processing option to specify the date the program uses to start the planningprocess. This date is also the beginning of the planning horizon.
2. Past Due Periods
The program includes supply and demand from this number of periods prior to theGeneration Start Date.

Generating Single-Level Master Schedules
B73.3.1 (6/99) 4–13
Valid values are:
� � ������� �����!� ��� � �������� � ��������
3. Planning Horizon Periods
Number of planning days
Use this processing option to specify the number of days to be included in the plan. Forexample, when you view the time series, you see daily data for the number of planningdays, then weekly data for the number of planning weeks, then monthly data for thenumber of planning months.
Number of planning weeks
Use this processing option to specify the number of weeks to be included in the plan.For example, when you view the time series, you see daily data for the number ofplanning days, then weekly data for the number of planning weeks, then monthly datafor the number of planning months.
Number of planning months
Use this processing option to specify the number of months to be included in the plan.For example, when you view the time series, you see daily data for the number ofplanning days, then weekly data for the number of planning weeks, then monthly datafor the number of planning months.
Parameters Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
Use these processing options to define processing criteria. Please note the followingabout your choice of generation type.
Generation Type 1 = single-level MPS/DRP. This generation type can be used either ina distribution environment for purchased parts with no parent/component relationship,or in a manufacturing environment with parent/component relationships.
� ��� ������� ����!��� � ��� ������ ��� ���� � �� ��������� �� �� �� ������ ��� "� � � ������� ��� �� � �� �� ��� ���!��� !���� � � �����"�� ��� �� � �� �� ���!��� !��� �� �!��������
� ��� ���!��� !��� � ���� �� ������ �� �#������ ��"� � ���������� �� ��� ������ ��� $�� � �� $�! "�� � ������� ���$ �� ��� �������!��� ��� � ��� ���� � ��!� $�! ��� � �����%� �� �����!�� ������������� ������ �� �� �������� ��

Manufacturing and Distribution Planning
4–14 B73.3.1 (6/99)
� � ������� ������� ��� ��������
Generation Type 2 = planning bill. Use this generation type to plan for items that havea planning bill of material. A planning bill has a “pseudo” parent item that is neveractually manufactured, but rather used to represent the average composition of a groupof products.
This generation type explodes a parent forecast to its components by multiplying theparent’s forecast by the Feature Planned Percent (from the bill of material) for eachcomponent. The program then creates a new forecast for the components. For example,a pseudo parent item bike might have a forecast of 1,000. The program distributes thatforecast into a forecast of 100 mountain bikes, 500 touring bikes, and 400 commuterbikes.
The following must be set up correctly to use this generation type:
� ��� ������ ������ ���� ���� �� � � �������� ���� �� � �� ����������������� ����
� ��� ���������� ���� �� � � �������� ���� �� �
� ��� ������� ������� �������� ���� �� ��� �� ��������#
� �� ���� ������# �� ���������� ������� ��� �������� �#�� �� ���� ���� ���������� ��� �� ������ ��� ��� ����������
Generation Type 3 = multi-level MPS. This generation type is an alternative togeneration type 1, and performs a complete top-to-bottom processing of masterscheduled items. The program explodes demand for all parent items you specify in thedata selection down to the components. You must specify all items to be processed inthe data selection, not just the parent items. The program also creates pegging records.
Generation Type 4 = MRP with or without MPS. This generation type has the samefunctionality as generation type 3. If you have done a complete generation andstabilized your master schedule, you can limit data selection to MRP items (withPlanning Codes of 2 or 3), thereby reducing processing time. This is possible becausedemand from the master scheduled items is still stored in the MPS/MRP/DRP LowerLevel Requirements (Pegging) table.
Generation Type 5 = MRP with frozen MPS. This generation type freezes the masterschedule after it has been stabilized. Before running this generation type, you shouldmake all necessary adjustments to master scheduled items and release orders to coverthe demand. This generation type freezes the entire planning horizon similar to the waythe freeze fence freezes a part of the horizon. Running this generation type has thefollowing results:
� � ��! ������ !��� �� ��������
� � �������� ��� �"������ ������ !��� �� ��������

Generating Single-Level Master Schedules
B73.3.1 (6/99) 4–15
� ��� ���*()�� #��#� �+��!��!� &*�#)�). �( �!!$,�� )$ �$ #���)�+��
� ��"�#� �( $#!. �-%!$��� �$,# )$ �$"%$#�#)( �'$" �-�()�#� ,$' $'��'(� ���'� �( #$ ���� ��"�#� �'$" %�'�#) �)�"(� $#!. ������"�#��
1. Generation Mode
A gross regeneration includes every item specified in the data selection. A net changeincludes only those items in the data selection that have changed since the last time youran the program.
Valid values are:
� #�) ���#���� �'$(( '���#�'�)�$#�
2. Generation Type
Please see the help for the Parameters tab for detailed information.
Valid values are:
� (�#�!� !�+�! ��������� %!�##�#� ��!!�� "*!)�0!�+�! ���� ��� ,�)� $' ,�)�$*) ���� ��� ,�)� �'$/�# ����
3. UDC Type
Use this processing option to specify the UDC table that contains the list of quantitytypes to be calculated and written to the Time Series table (F3413). Default = 34/QT.
4. Version of Supply/Demand Inclusion Rules
Use this processing option to define which version of supply/demand inclusion rulesthe program reads. These rules define the criteria used to select items for processing.
On-Hand Data Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
These processing options define how the program calculates on-hand inventory.

Manufacturing and Distribution Planning
4–16 B73.3.1 (6/99)
1. Include Lot Expiration Dates
Use this processing option to specify whether the system considers lot expiration dateswhen calculating on-hand inventory. For example, if you have 200 on-hand with anexpiration date of August 31, 2005, and you need 200 on September 1, 2005, theprogram does not recognize the expired lot and creates a message to order ormanufacture more of the item to satisfy demand.
Valid values are:
� ��� �� ��� �������� �� ���������� ����� ��� �� �� ���� ������ ����������� �������� �� ���������� ����� ��� �� �� ���� ������ ����������
2. Safety Stock Decrease
Use this processing option to specify whether to plan based on a beginning availablequantity from which the safety stock quantity has been subtracted.
Valid values are:
� ��� �� ��� ���������� ���������
3. Receipt Routing Quantities
Quantity in Transit
In a manufacturing environment, sometimes it is necessary to establish where stock is,in order to determine whether or not it is available for immediate use. Enter 1 if youwant quantities in transit to be included in the Beginning Available calculation on thetime series. Otherwise, the program includes these quantities in the In Receipt (+IR)line of the time series. The quantities are still considered available by this program. Thedifference is only in how you view the quantities in the time series.
Valid values are:
� ��� �� ��� ��� ��� �� ������ ����������� ��� ��� �� ������ ����������
Quantity in Inspection
In a manufacturing environment, sometimes it is necessary to establish where stock is,in order to determine whether or not it is available for immediate use. Enter 1 if youwant quantities in inspection to be included in the Beginning Available calculation.Otherwise, the program includes these quantities in the In Receipt (+IR) line of thetime series. The quantities are still considered available by this program, however. Thedifference is only in how you view the quantities in the time series.
Valid values are:
Generating Single-Level Master Schedules
B73.3.1 (6/99) 4–17
����� � ��� ����� �� ��� �� ���������� ����� �� ��� �� ���������
User Defined Quantity 1
In a manufacturing environment, sometimes it is necessary to establish where stock is,in order to determine whether or not it is available for immediate use. Enter 1 if youwant these user defined quantities (defined on Receipt Routings Revisions in theUpdate Operation 1 field) to be included in the Beginning Available calculation.Otherwise, the program includes these quantities in the In Receipt (+IR) line of thetime series. The quantities are still considered available by this program, however. Thedifference is only in how you view the quantities in the time series.
Valid values are:
����� � ��� ����� �� ��� �� ���������� ����� �� ��� �� ���������
User Defined Quantity 2
In a manufacturing environment, sometimes it is necessary to establish where stock is,in order to determine whether or not it is available for immediate use. Enter 1 if youwant these user defined quantities (defined on Receipt Routings Revisions in theUpdate Operation 2 field) to be included in the Beginning Available calculation.Otherwise, the program includes these quantities in the In Receipt (+IR) line of thetime series. The quantities are still considered available by this program, however. Thedifference is only in how you view the quantities in the time series.
Valid values are:
����� � ��� ����� �� ��� �� ���������� ����� �� ��� �� ���������
4. Lot Hold Codes (up to 5)
Use this processing option to specify the lots to be included in the calculation ofon-hand inventory. You can enter a maximum of 5 lot hold codes (41/L).
����� ����� �� � ���� �� ����������� �� ��� �� ���������� ����� ��� � ���� �� ����������� �� ��� �� ���������
Forecasting Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
These processing options serve two purposes:
� �� ����� � �� ������� ���� � ������� ��� �� ���
Manufacturing and Distribution Planning
4–18 B73.3.1 (6/99)
� �� ������� ������ ����� �� ������ �����������
1. Forecast Types Used (up to 5)
Forecasts are a source of demand. You can create forecasts using 12 different forecasttypes (34/DF) within the Forecasting system. One is considered the Best Fit (BF) typecompared to an item’s history of demand. Use this processing option to define whichforecast quantities created by which forecast type are included in the planning process.Enter multiple values with no spaces, for example: 0102BF.
2. MPS Forecast Type for Planning Bills
When you run generation type 2 (for planning bills), forecast for the parent is explodeddown to create forecasts for the components. Use this processing option to specify theforecast type (34/DF) you want to create for the components.
3. Forecast Consumption Logic
If you use forecast consumption, any sales order due in the same period as the forecastis included as part of the forecast for that period. It is not an additional source ofdemand.
To use forecast consumption, an item’s Planning Fence Rule must be H and thePlanning Fence must be 999. These values are set on the Plant Manufacturing Dataform.
Valid values are:
���� �� ��� �� ������ ������������� �� ������ ������������
Document Types Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
These processing options establish default document types.
1. Purchase Orders
When you receive messages related to purchase order creation, this document type willappear as the default. The default value is OP.
2. Work Orders
When you receive messages related to work order creation, this document type willappear as the default. The default value is WO.

Generating Single-Level Master Schedules
B73.3.1 (6/99) 4–19
3. Rate Schedules
When you receive messages related to rate schedule creation, this document type willappear as the default. The default value is AC.
Leadtimes Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
Use safety leadtimes to allow extra time for delays in receipt or production. Usedamper days to filter out unwanted messages.
1. Purchased Item Safety Leadtime
For items with stocking type P, the program adds the value you enter here to the item’slevel leadtime to calculate the total leadtime.
2. Manufactured Item Safety Leadtime
For items with stocking type M, the program adds the value you enter here to the item’slevel leadtime to calculate the total leadtime.
3. Expedite Damper Days
Expedite messages are suppressed, starting on the generation start date and continuingfor the number of days you enter here.
4. Defer Damper Days
Defer messages are suppressed, starting on the generation start date and continuing forthe number of days you enter here.
Performance Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
These processing options define output, and increase or decrease processing time.
1. Clear F3411/F3412/F3413 Tables
Use this processing option with extreme caution! If you enter 1, records in theMPS/MRP/DRP Message table (F3411), MPS/MRP/DRP Lower Level Requirements(Pegging) table (F3412), and MPS/MRP/DRP Summary (Time Series) (F3413) tableare purged.

Manufacturing and Distribution Planning
4–20 B73.3.1 (6/99)
Access to this program should be limited. If multiple users run this programconcurrently with this processing option set to 1, a record lock error results andprevents complete processing.
Valid values are:
���� �� ��� ����� �������� ����� �������
2. Initialize MPS/MRP Print Code
If you enter 1 in this processing option, the program updates the Item Branch recordsfor all items included in data selection that have messages created for them.Specifically, the program flags the Item Display Code field.
The Print Master Production Schedule program allows you to enter data selection basedon this field.
If you leave this field blank, processing time is decreased.
Valid values are:
���� �� ��� �� ����� ������� �� ����� ������
3. Messages and Time Series for Phantom Items
Use this processing option to specify whether the program generates messages and timeseries for phantom items.
Valid values are:
���� �� ��� ��������� ��������
4. Ending Work Order Status
Use this processing option to specify the work order status at which messages are nolonger exploded to components. If you leave this field blank, all messages are explodedto components.
5. Extend Rate Based Adjustments
Use this processing option to specify whether adjustments for rate based items areexploded to components, thereby creating messages for the components.
Valid values are:
���� �� ��� �������

Generating Single-Level Master Schedules
B73.3.1 (6/99) 4–21
� �������
6. Closed Rate Status
Enter the status of closed rates. When planning for a rate based item, the program doesnot consider rate orders at this status or higher.
Process Mfg Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
If you use process manufacturing, enter 1 to generate the plan based on the forecasts ofthe co-/by-products for the process. The program then creates messages for the process.
1. Process Planning
If you use process manufacturing, enter 1 to generate the plan based on the forecasts ofthe co-/by-products for the process. The program then creates messages for the process.
Valid values are:
���� ��������� �������
Reviewing Items for Net Change
Use the Net Change Review program to review items that have changed, either throughcertain planned or unplanned activities, throughout the Manufacturing and DistributionPlanning systems. You can locate a selected group of items by planner number,planning family, branch/plant, and specific planning codes. You can access related timeseries, inventory, and scheduling information forms for any of the items.
Net Change Flag Update
The net change flag in the Item Branch table (F4102) is activated by any transactionthat causes a change in supply or demand during the next MRP run. Examples include:
� ��� ���� ����� ����� �� �� ����� �������� ��� ��� ��������� ����� ������� ��������� ���� �������
� ��� ���� ����� ����� �� �� �������� �� �� �� �������� ��� ������������� ����� ���� �� ���������� ��������� ���� �� ���������
� ��� ���� �� ������
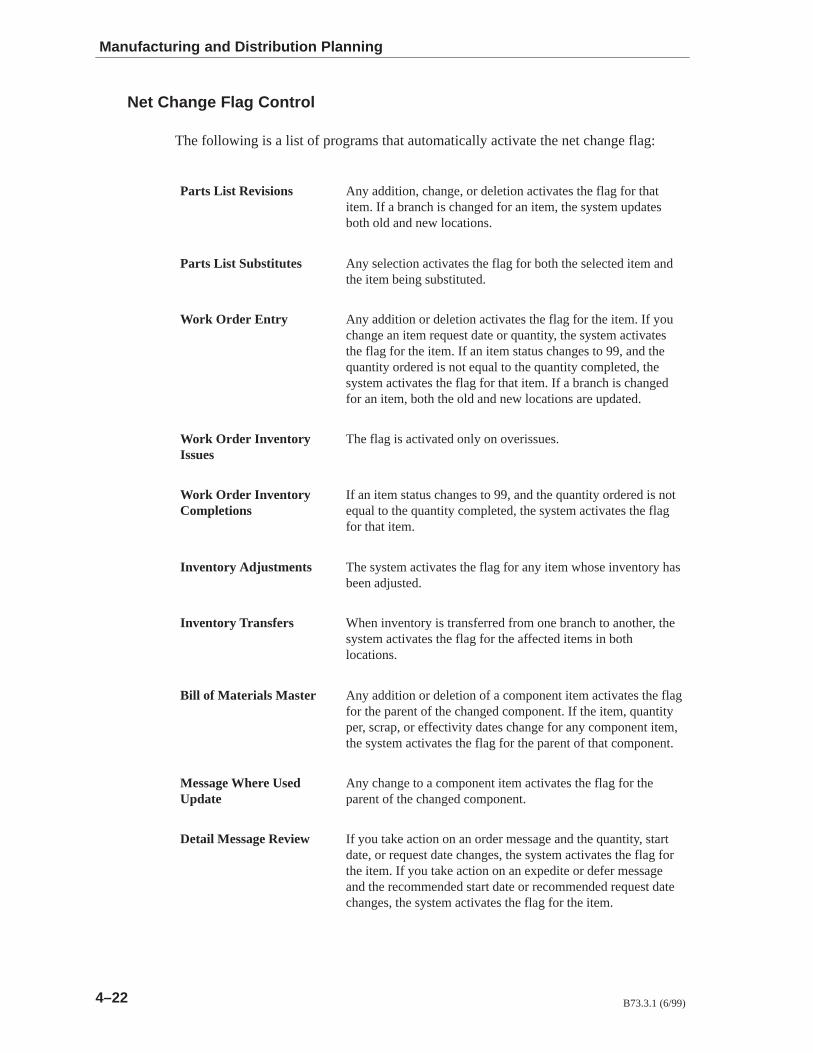
Manufacturing and Distribution Planning
4–22 B73.3.1 (6/99)
Net Change Flag Control
The following is a list of programs that automatically activate the net change flag:
Parts List Revisions Any addition, change, or deletion activates the flag for thatitem. If a branch is changed for an item, the system updatesboth old and new locations.
Parts List Substitutes Any selection activates the flag for both the selected item andthe item being substituted.
Work Order Entry Any addition or deletion activates the flag for the item. If youchange an item request date or quantity, the system activatesthe flag for the item. If an item status changes to 99, and thequantity ordered is not equal to the quantity completed, thesystem activates the flag for that item. If a branch is changedfor an item, both the old and new locations are updated.
Work Order InventoryIssues
The flag is activated only on overissues.
Work Order InventoryCompletions
If an item status changes to 99, and the quantity ordered is notequal to the quantity completed, the system activates the flagfor that item.
Inventory Adjustments The system activates the flag for any item whose inventory hasbeen adjusted.
Inventory Transfers When inventory is transferred from one branch to another, thesystem activates the flag for the affected items in bothlocations.
Bill of Materials Master Any addition or deletion of a component item activates the flagfor the parent of the changed component. If the item, quantityper, scrap, or effectivity dates change for any component item,the system activates the flag for the parent of that component.
Message Where UsedUpdate
Any change to a component item activates the flag for theparent of the changed component.
Detail Message Review If you take action on an order message and the quantity, startdate, or request date changes, the system activates the flag forthe item. If you take action on an expedite or defer messageand the recommended start date or recommended request datechanges, the system activates the flag for the item.
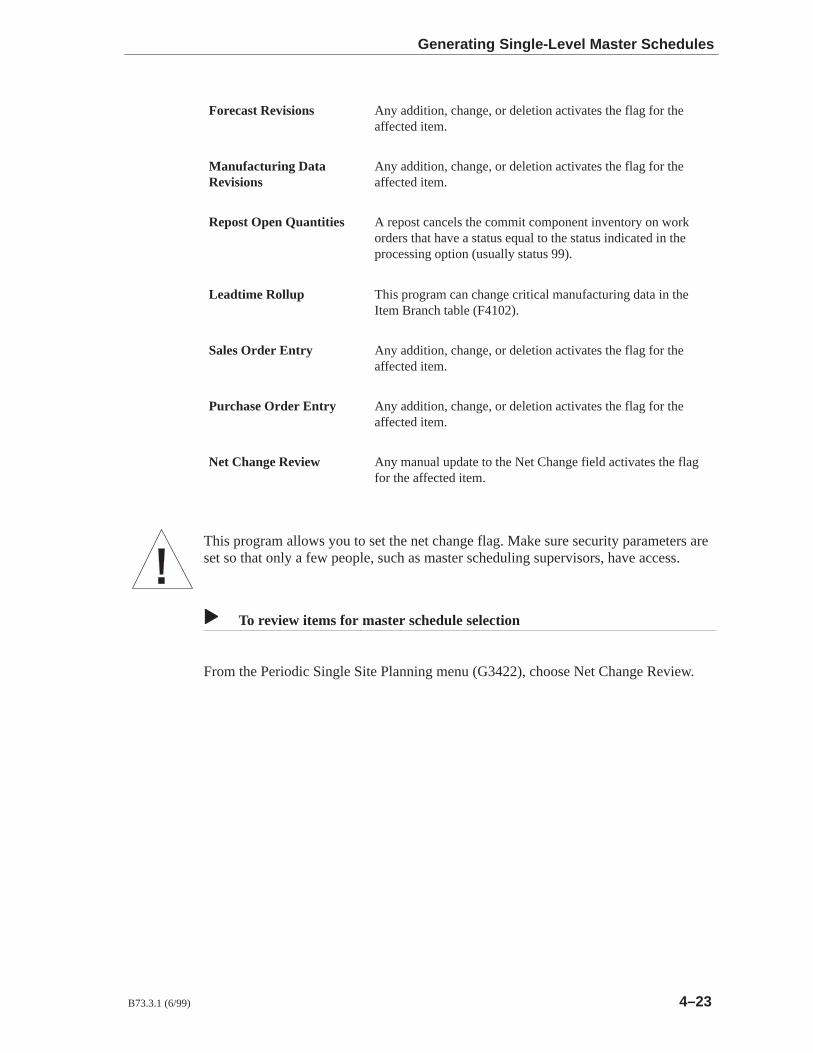
Generating Single-Level Master Schedules
B73.3.1 (6/99) 4–23
Forecast Revisions Any addition, change, or deletion activates the flag for theaffected item.
Manufacturing DataRevisions
Any addition, change, or deletion activates the flag for theaffected item.
Repost Open Quantities A repost cancels the commit component inventory on workorders that have a status equal to the status indicated in theprocessing option (usually status 99).
Leadtime Rollup This program can change critical manufacturing data in theItem Branch table (F4102).
Sales Order Entry Any addition, change, or deletion activates the flag for theaffected item.
Purchase Order Entry Any addition, change, or deletion activates the flag for theaffected item.
Net Change Review Any manual update to the Net Change field activates the flagfor the affected item.
This program allows you to set the net change flag. Make sure security parameters areset so that only a few people, such as master scheduling supervisors, have access.
To review items for master schedule selection
From the Periodic Single Site Planning menu (G3422), choose Net Change Review.

Manufacturing and Distribution Planning
4–24 B73.3.1 (6/99)
On Work with Net Change Summary
To locate the items for net change generation, complete the following fields andclick Find:
� �������� ���
� ����� � ����� ���� �
Processing Options for Net Change Review
Defaults
Enter Planning Code or a blank for All
1. Planning Code ____________
Generating a Master Schedule for Selected Items
From the Periodic Single Site Planning menu (G3422), choose DRP or MPS NetChange.
DRP and MPS net change use the same batch program as the DRP and MPSregenerations. Use a processing option to specify net change. You can further define the

Generating Single-Level Master Schedules
B73.3.1 (6/99) 4–25
data selection to include only specific items on the Net Change Review form. Whenyou run DRP Net Change or MPS Net Change, the system:
� � ������� ���� ��� �����������
� ������� �� ��������
� ��������� � ���� ������ ��� �������� ��� ��� ���� ��� �����
The system selects items from Net Change Review based on the following types ofactivities:
� ���� �� �������� ������
� �� �����" ������ �����
� ���� ��� �����������
� ���� ����� ������
� �� ���� ����� ������
� �������� ������ ���� ������� �� ��! �������� �����
� ���� ����� ������
� ������� �� ������ ����� ������������
You should run Net Change on a regular basis to continually update your schedule. Theprogram writes to the Action Message, Pegging, and Time Series tables. You can viewthe information that is generated by this program online by using the time series andmessage review programs.
See Also
� �������� � ����� �� �� ��� ��� ���� ��� ��� ��� ������ ������� ������� �������

Manufacturing and Distribution Planning
4–26 B73.3.1 (6/99)

B73.3.1 (6/99) 4–27
Reviewing the Time Series
Use the DRP or MPS time series inquiry programs to review the master schedule anddecide whether to accept the planning that is suggested by the system or to override it.This data is derived from the most recent generation or net change run. You shouldreview the action messages for individual item numbers to determine which action, ifany, to take. Use processing options in the DRP/MPS generation program to set updaily, weekly, or monthly time periods (buckets).
When you review a time series, you can:
� ��'��( %�� � �� (��� ��� #��%� � � # �� �%���
� � � ���&$%�� ��� &����&$%�� "&��%�%��$
� ����+!��$�� ��'��% #) ��%�'�%) �� ��) &��% � ���$&#�
� �'������� % !# ��$� "&��%�%��$ �� ��) '���� &��% � ���$&#�
� ����%��) %�� � �� (��� ��� #��%� ��
� ���� �����$ ��� �%�� ��'�� ����%���
� �&�&��%�'� ����%��� ��&##����$
� ���&���%&#��� ����%��� ��&##����$
� �� $� # ($ � ��� #��%� � % $����%� $&!!#�$$� # � %�
� � ���� ��%(��� %( �����#��% "&��%�%) %)!� ��$!��)$ %��% ) & $!����) ��&$�# ������� � �� "&��%�%) ��$%$
� �&� �� ����� $����� �%�� �� # � � ����#�%� �
� �&���#�*� %�� � �� (����
� ��� ������ ����$ ��% �� �� ����
� ��� $&!!�) ����$ ��% �� �� ����
� �� $� %�� � �� (����
� �&!!�)������� ��"&�#)� % '��( ��� ��%� �$ %��% �����% %�� �%���$"&��%�%��$
� ������ ��"&�#)� % ��%�#���� �# � (��#� �����# ��'�� ������$ �#������ ����#�%��
� ��$$��� ��� ��'�$� �$� % #�'��( ��$$��� ��%��� ��� %��� ��)�!!# !#��%� ��%� �$
� ���&���%&#��� ��%� ��'�$� �$� % '�#��) �%�� $�%&! ��%���$

Manufacturing and Distribution Planning
4–28 B73.3.1 (6/99)
� ����� ������ ���������� �� ������ ���� ������ �� ���� �������
� ��� ������� ���������� �� ������ ���� ��� ��������
� ������ ��� ���� ������ �� ���� ����
To review the time series, complete one of the following tasks:
� ������ ��� ���� ������
� ������ ��� ���� ������
Quantity Types for DRP and MPS
Use the DRP or MPS Time Series Inquiry form to review the quantity types that thesystem has generated for the master schedule.
When you access DRP or MPS Time Series/ATP Inquiry, you can display differentquantity types for the master schedule by creating a new user defined code table andchanging the processing option to display this new table. You can also display twodifferent tables, such as adjusted and unadjusted quantities, by changing the processingoptions.
Each table displays only those items that are pertinent to its application. For example,user defined code table 34/DR displays only those data items applicable to DRP items.If the code is not defined in user defined code table 34/DR, it does not appear on theDRP Time Series/ATP Inquiry form or report. DRP and MPS calculations are notaffected by the appearance of this code.
If you do not specify a particular user defined code list, all quantity types display.However, the time series calculation is not affected by the quantity types that are notpertinent to the application.
Valid Quantity Types for DRP
The following lists the valid quantity types and descriptions that are defined for DRP inuser defined code table 34/DR:
+BA + Beginning Available+IR + In Receipt Routing+PO + Purchase Orders–LEXP – Lot Expired–FCST – MPS/Forecast–SHIP – Shipped Quantity–SO – Sales Orders–ID – Interplant Demand=EA = Ending Available+DRP + Distribution Requirements PlanATP Available to PromiseCATP Cumulative Available to Promise

Reviewing the Time Series
B73.3.1 (6/99) 4–29
Valid Quantity Types for MPS
The following lists the valid quantity types and descriptions that are defined for MPS inuser defined code table 34/MS:
+BAU + Beginning Available (Unadjusted)+BA + Beginning Available+IR + In Receipt Routing+POU + Purchase Orders (Unadjusted)+PO + Purchase Orders+WOU + Work Orders (Unadjusted)+WO + Work Orders+RSU + Rate Schedule (Unadjusted)+RS + Rate Schedule–LEXP – Lot Expired–FCSU – MPS/Forecast (Unadjusted)–FCST – MPS/Forecast–SHIP – Shipped Quantity–SOU – Sales Orders (Unadjusted)
Period Quantities
Period quantities are either adjusted or unadjusted:
Adjusted Assumes that the user will process the messages.
Unadjusted Assumes that the action messages will not be processed. The U at the endof quantity types indicates that period quantities are unadjusted.
Forecast Consumption
When you use a planning time fence rule that calculates the ending available that isbased on the greater of forecast or customer demand, such as G, C, or H, the forecast isconsumed. This means that the forecast is reduced by the amount of the customerdemand in that same period.
Negative ATP/ATPU
After you run the MPS generation, ATP/ATPU that have a negative value appear blankon the Time Series/ATP Inquiry form, except for the first period.

Manufacturing and Distribution Planning
4–30 B73.3.1 (6/99)
Cumulative Available to Promise Unadjusted (CATPU)
The following calculation assumes the user has not acted on the messages:
� ��� � ������� ����� �� ��
If ATPU is negative inside the planning time fence, then the system displays theresulting CATPU, whether it is positive or negative, in all previous time periods.
To review DRP time series
From the Daily DRP Operations menu (G3411), choose DRP Time Series/ATP Inquiry.
On Work with Time Series
Locate the time series for your item by completing the following fields andclicking Find:
� �����������
� ���� ��� ��
To review MPS time series
From the Daily MPS Operations menu (G3412), choose MPS Time Series/ATP Inquiry.

Reviewing the Time Series
B73.3.1 (6/99) 4–31
On Work with Time Series
Locate the time series for your item by completing the following fields andclicking Find:
� �����������
� �� �� ��

Manufacturing and Distribution Planning
4–32 B73.3.1 (6/99)
Processing Options for DRP/MPS Time Series
Defaults
1. Enter the UDC for the list of ____________ row descriptions to appear(Required). 2. Enter the UDC for list of ____________ alternate rows to appear when using the alternate row check box(Optional). 3. Enter the number of past due ____________ periods. (0, 1 or 2 are allowed values; 0 is the default). 4. Enter a ’1’ to summarize the ____________ supply lines into one line and the demand lines into one line. 5. Enter ’1’ to process using ____________ Forecast Consumption Period logic
Versions
Enter the version to execute for each of the programs listed. If blank, version ZJDE0001 will be used:
1. Enter Version for Single Item ____________ MRP (R3482) to be called. 2. Enter Version for MRP Message ____________ Inquiry (P3411) to be called. 3. Enter Version of Supply/Demand ____________ Inquriy (P4021) to be called. 4. Enter Version for Forecast ____________ Revisions (P3460) to be called. 5. Enter Version for Pegging ____________ Inquiry (P3412) to be called. 6. Enter Version for Rate Schedule ____________ Revision (P3109) to be called. 7. Enter Version for Work Day ____________ Calender (P00071) to be called. 8. Enter Version for Item Branch ____________ (P41026B) to be called.

B73.3.1 (6/99) 4–33
Working with DRP/MPS Output
After you generate DRP/MPS output, the system creates action messages that:
� ����� �� ����� �������� � �������� ������� ����������
� ������� ������ ���� ��������� ��� �� ����� �������� ��� �������
The system displays messages by type. You can identify which items require attentionbased on the following message types:
A Warning Message
B Order and Expedite
C Cancel
D Defer
E Expedite
F Frozen
G Increase Order Quantity To
H Decrease Rate Quantity To
I Increase Rate Quantity To
L Decrease Order Quantity To
M Manual Reminder
N Create Rate
O Order
P Firm Order
S FPO Adjustment Suggestion
T Past Due Order

Manufacturing and Distribution Planning
4–34 B73.3.1 (6/99)
Working with DRP/MPS output consists of the following tasks:
� ������ ���� ����� ��
� ��� � ������ �� �� � ������� ����
� ��� � ������ �� �� � ���� ����
See Also
� ������ � � ���� �� ��� ��� ���� ����������� �� ���� ����������� ��� ������ �������� ����� ���
Working with Messages
Review and process messages using the Detail Message Review program or process themessages automatically using the Detail Message Processing program.
Working with messages consists of the following tasks:
� �������� ����� ����� ��
� �������� ���� ���� ����� ��
� �������� ������� ���� ����� ��
� �������� ����� �� ��� � ������� ������
� �������� ����� �� ������������
� ����� ����� �� �� ���
� ������� ����� ��
Order Types
Use the processing options for DRP/MPS/MRP to specify the default values for theorder types that appear on Detail Message Review.
The action messages for DRP/MPS/MRP are defined in user defined code table 34/MT.The character codes are hard coded. Do not change the character codes in this list.
Depending on the organization of your company, the person working with theDRP/MPS/MRP action messages should coordinate with Shop Floor or Purchasingpersonnel before taking action on messages affecting these departments.
Deleting Messages
You can delete any message that you have reviewed but did not process.

Working with DRP/MPS Output
B73.3.1 (6/99) 4–35
Reviewing Detail Messages
After you generate DRP/MPS, you review the action messages for the individual itemnumbers. After you review the message, you can place the message on hold, or clear,delete, or process the message.
To review detail messages
From DRP Daily Operations (G3411), choose DRP Detail Message Review.
On Work With Detail Messages
1. Locate the messages for the item by completing the following fields and clickingFind:
� � ��� �����
� �� � ��� �
2. Review the following fields:
� ��� ���
� � ���
� ��� � ��� �
� �� ��

Manufacturing and Distribution Planning
4–36 B73.3.1 (6/99)
Processing Options: DRP/MPS Detail Message Revisions
PO Info Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
Use these processing options to define purchase order information.
1. Line Type
Use this processing option to specify how the system processes lines on a transaction.The line type affects the systems with which the transaction interfaces (General Ledger,Job Cost, Accounts Payable, Accounts Receivable, and Inventory Management). Theline type also specifies the conditions for including a line on reports and in calculations.Some examples of valid values, which have been defined on the Line Type ConstantsRevisions form (P40205), are:
� �$ �� �$���� � � � #$� #%�� �$"��$#� " !%"���#��� $ $�� ���"�� �����"�� �� ��� %�$ ��� �$�� �%���"�� � �'#$ �� �$��� "����$�� ��&$ ��� "��$� �� �#������� %# ���"��# ��� �"���$#�� � "� �"��"�
2. Beginning Status
Use this processing option to indicate the beginning status, which is the first step in theorder process. You must specify a user defined code (40/AT) that has been set up on theOrder Activity Rules form for the order type and the line type that you are using.
3. Consolidate
Use this processing option to indicate whether you want to consolidate all processedmessages that apply to one supplier on one purchase order.
Valid values are:
� � �# ����$� ��##���#������ � � $ � �# ����$� ��##���#�
WO Info Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.

Working with DRP/MPS Output
B73.3.1 (6/99) 4–37
Use these processing options to define work order information.
1. Beginning Status
Use this processing option to specify the user defined code (00/SS) that identifies thedefault status of the work order to use when a work order is created.
2. Canceled Orders Status
Use this processing option to identify the default user defined status code (00/SS) for acanceled work order.
OT Info Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
Use this processing option to define transfer order information.
1. Consolidate
Use this processing option to indicate whether you want to consolidate all processedmessages that apply to one branch/plant on one transfer order.
Valid values are:
� ������� �� ������������ �� ��� ������� �� ��������
Blanket Info Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
Use this processing option to define blanket order information.
1. Blanket Order Document Type to Release
Use this processing option to indicate whether you want the program to perform aninteractive release against a matching blanket order when processing messages to createpurchase orders.
� ����� ������� ���� �� ������ ������
� � ��� ���� ���� ���� ����� ��� ������ ��� ��� ������ ����� ������ �� ���
Manufacturing and Distribution Planning
4–38 B73.3.1 (6/99)
Versions Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
Use these processing options to define what version to use when this program accessesanother program.
1. Blanket Order Release (P43060)
Use this processing option to specify a version of the Blanket Order Release program.The system calls this version when you access Blanket Order Release from thisprogram.
When you choose a version, review the version’s processing options to ensure that theversion meets your requirements.
2. Time Series (P3413)
Use this processing option to specify a version of the Time Series program. The systemcalls this version when you access Work with Time Series from the Form menu ofWork with Detail Messages or Detail Message Revisions.
When you choose a version, review the version’s processing options to ensure that theversion meets your requirements.
3. Pegging Inquiry (P3412)
Use this processing option to specify a version of the Pegging Inquiry program. Thesystem calls this version when you access Work with Pegging Inquiry from the Formmenu of Work with Detail Messages or Detail Message Revisions.
When you choose a version, review the version’s processing options to ensure that theversion meets your requirements.
4. Supply/Demand Inquiry (P4021)
Use this processing option to specify a version of the Supply and Demand Inquiryprogram. The system calls this version when you access Work with Supply andDemand from the Form menu of Work with Detail Messages or Detail MessageRevisions.
When you choose a version, review the version’s processing options to ensure that theversion meets your requirements.

Working with DRP/MPS Output
B73.3.1 (6/99) 4–39
5. Purchase Order Entry (P4310)
Use this processing option to specify a version of the Purchase Orders program. Thesystem calls this version when you access Work with Order Details from the Row menuof Work with Detail Messages or Detail Message Revisions.
When you choose a version, review the version’s processing options to ensure that theversion meets your requirements.
6. Work Order Entry (P48013)
Use this processing option to specify a version of the Work Order Processing program.The system calls this version when you access Work Order Processing from thisprogram.
When you choose a version, review the version’s processing options to ensure that theversion meets your requirements.
7. Rate Schedule Revisions (P3109)
Use this processing option to specify a version of the Enter/Change Rate Scheduleprogram. The system calls this version when you access Work with Rate Schedulesfrom the Form menu of Work with Detail Messages or Detail Message Revisions.
When you choose a version, review the version’s processing options to ensure that theversion meets your requirements.
8. Transfer Order Entry (P4210)
Use this processing option to specify a version of the Sales Order Entry program. Thesystem calls this version when you access Sales Order Entry from this program.
When you choose a version, review the version’s processing options to ensure that theversion meets your requirements.
9. Scheduling Workbench (P31225)
Use this processing option to specify a version of the Manufacturing SchedulingWorkbench program. The system calls this version when you access Work with WorkOrder Scheduling from the Form menu of Work with Detail Messages or DetailMessage Revisions.
When you choose a version, review the version’s processing options to ensure that theversion meets your requirements.

Manufacturing and Distribution Planning
4–40 B73.3.1 (6/99)
10. Bill of Material Inquiry (P30200)
Use this processing option to specify a version of the Bill of Material Inquiry program.The system calls this version when you access Bill of Material Inquiry from the Rowmenu of Work with Detail Messages or Detail Message Revisions.
When you choose a version, review the version’s processing options to ensure that theversion meets your requirements.
11. Item Branch (P41026B)
Use this processing option to specify a version of the Item Branch program. The systemcalls this version when you access Plant Manufacturing Data from the Row menu ofWork with Detail Messages or Detail Message Revisions.
When you choose a version, review the version’s processing options to ensure that theversion meets your requirements.
Display Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
Use this processing option to specify whether to view messages for demandbranch/plant or supply branch/plant.
1. Viewing Messages For
Use this processing option to specify whether to view messages for demandbranch/plant or supply branch/plant.
Valid values are:
� ���� �������� �� ������ ���������������� ���� �������� �� ������ �����������
Processing Work Order Messages
After you review the messages, you can process them. When you process work ordermessages, the system creates work order headers in the Work Order Master table(F4801) and assigns work order numbers. No parts list or routing is attached at thistime.
You can process work order messages using one of the following methods:
� ������ � ������ ����� ������� �� �� ����
� ������ �������� ����� �������� �� �� ����

Working with DRP/MPS Output
B73.3.1 (6/99) 4–41
� ������ �������� ����� � �������� �����
� ������ �������� ������������
After you process the work order messages, the master schedule is firm through thedate that the orders were processed. These firm orders will not be automaticallyreplanned in subsequent MPS generations. However, if the subsequent MPS generationfinds a mismatch between the supply quantities or dates and the demand quantities ordates, the program recommends realignment of the existing work orders.
When you use fixed order quantity (FOQ), MPS/DRP does not generate an Increasemessage for an existing order to cover demand. Instead, the system generates Ordermessages in multiples of FOQ as needed to cover the demand.
When you create or update an order, you can modify the status of the order to indicatethe stage of production. To do so, enter a new status in the Status field. The systemdisplays this field only for messages that are related to order processing.
To process work order messages
From MPS Daily Operations (G3412), choose MPS Detail Message Review.
On Work with Detail Messages
1. To locate the message for the item, complete the following fields and click Find:
� ������ �����
� ���� �����
2. Choose the message that you want to process.
3. From the Row menu, choose Process Message.
4. To view the messages you processed, choose Processed Messages from the Viewmenu.
Processing Purchase Order Messages
You can process a purchase order message using one of following methods:
� ������ � ������ ����� ������� ������� ������ ����� ������ ��������������
� ������ ��� �� ���� ����� �������� ���� ������ ����� ������
� ������ �������� ����� ������� ����� ������������ �� ���� ���� ������� ���� �� � ������� �����
� ������ ������� ����� �������� ����� � �������� �����
� ������ �������� ����� ��� �������� ��������� ������

Manufacturing and Distribution Planning
4–42 B73.3.1 (6/99)
J.D. Edwards recommends that you set up a different version of Work with DetailMessages for each of the previous methods. These different versions expediteprocessing messages. That is, set up one version to process a single action messagewithout blanket order checking or consolidation, another version to process one ormore action messages with blanket order checking, and so on.
Complete the following tasks:
� ������ � ������ ����� �������
� ������ �������� ����� ������������
� ����� ����� �� � ������� �����
Depending on how you set the processing option for the DRP/MPS generationprogram, the program creates either a purchase requisition (OR) or a purchase order(OP). The program places a user ID on the purchase order and uses the system date asthe date that the purchase order was created.
In addition, the program creates the purchase order in the purchasing unit of measure,even though the action message displays the primary unit of measure. The programmakes the proper unit of measure conversions. After the next DRP/MPS regeneration,the quantities associated with processed messages appear in the time series display onthe +PO quantity type row.
Processing messages will firm that portion of the DRP/MPS replenishment plan.Subsequent DRP/MPS regeneration will not change the timing or quantities associatedwith previously processed messages. However, if the new regeneration finds amismatch between the supply and demand quantities or dates, the program issues amessage recommending realignment of the existing +POs.
See Also
� �������� �����
� ������� ���� �� ����� � �� �� �������� �� ��������� ������������� ���� ������
To process a single action message
On Work with Detail Messages
1. Complete the following fields and click Find:
� ������ �����
� ���� �����
2. Choose the message that you want to process and, from the Row menu, chooseProcess Message.

Working with DRP/MPS Output
B73.3.1 (6/99) 4–43
If an item does not have a supplier assigned to it, the system displays an errormessage. Enter a supplier number and click OK.
3. Click Close.
4. On Suppliers Selected for Order, choose Generate Order(s) from the Form menu.
5. On Generated Purchase Orders, click Close.

Manufacturing and Distribution Planning
4–44 B73.3.1 (6/99)
6. To display the message you processed on Work with Detail Messages, chooseProcessed Messages from the View menu. The system assigns a purchase ordernumber and displays it in the Order Number field.
To process messages using consolidation
The system creates one purchase order header with as many detail line items asnecessary. Dates correspond to the messages. If a part has more than one supplier, youcan change the supplier number in the message detail area. The system produces apurchase order for each supplier.
From OneWorld Explorer
1. On menu G3411, choose DRP Detail Message Review, and then choose Promptfor Values from the Edit menu.
2. Set the appropriate processing option to consolidate all messages for the samesupplier into one purchase order, then click OK. The system displays Work withDetail Messages.
3. On Work with Detail Messages, complete the following fields to locate themessages for the item and click Find:
� ��� ��� ��
� ��� �����
4. Choose the messages that you want to process and, from the Row menu, chooseProcess Messages.
The system assigns purchase order numbers and displays them in the OrderNumber field for each item.
If an item does not have a supplier assigned to it, the system displays an errormessage. Enter a supplier number and click OK.
5. To display the messages you processed, choose Processed Messages from theView menu.
To cancel items on a purchase order
If there are items that you do not want to include, you can delete them from thepurchase order.
On Work with Detail Messages
1. Choose the item that you want to delete from the purchase order.
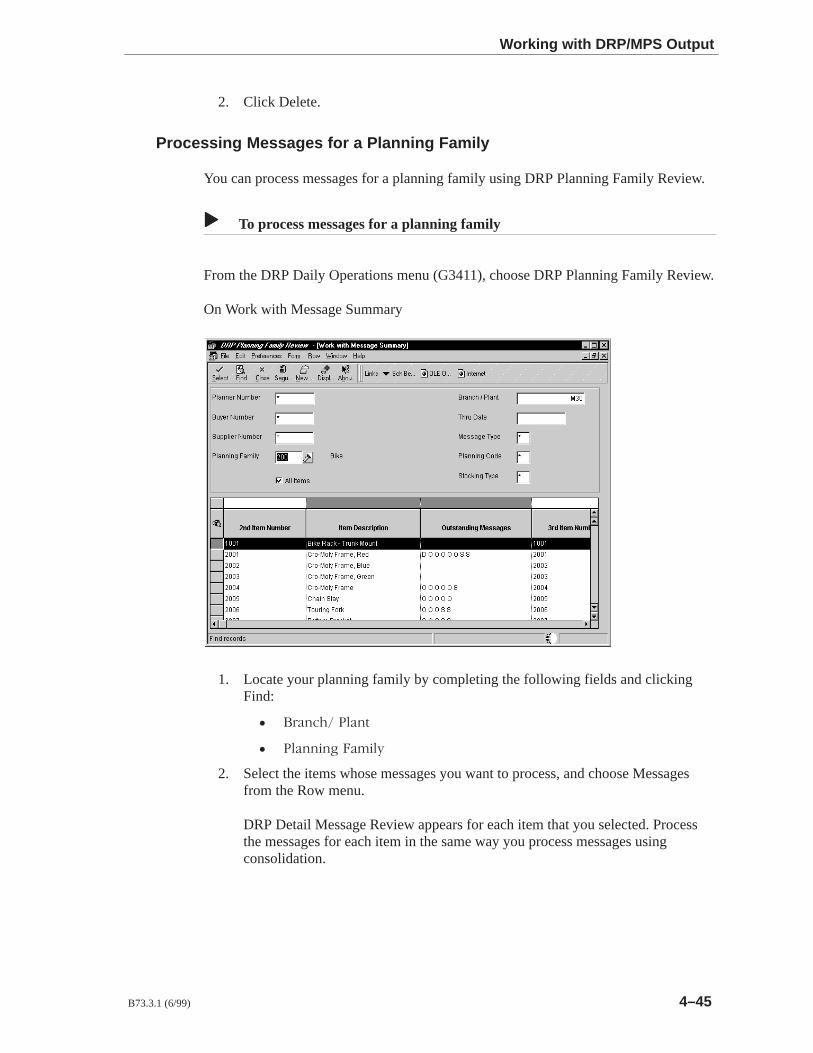
Working with DRP/MPS Output
B73.3.1 (6/99) 4–45
2. Click Delete.
Processing Messages for a Planning Family
You can process messages for a planning family using DRP Planning Family Review.
To process messages for a planning family
From the DRP Daily Operations menu (G3411), choose DRP Planning Family Review.
On Work with Message Summary
1. Locate your planning family by completing the following fields and clickingFind:
� ��� �� ��� �
� ��� � �����
2. Select the items whose messages you want to process, and choose Messagesfrom the Row menu.
DRP Detail Message Review appears for each item that you selected. Processthe messages for each item in the same way you process messages usingconsolidation.
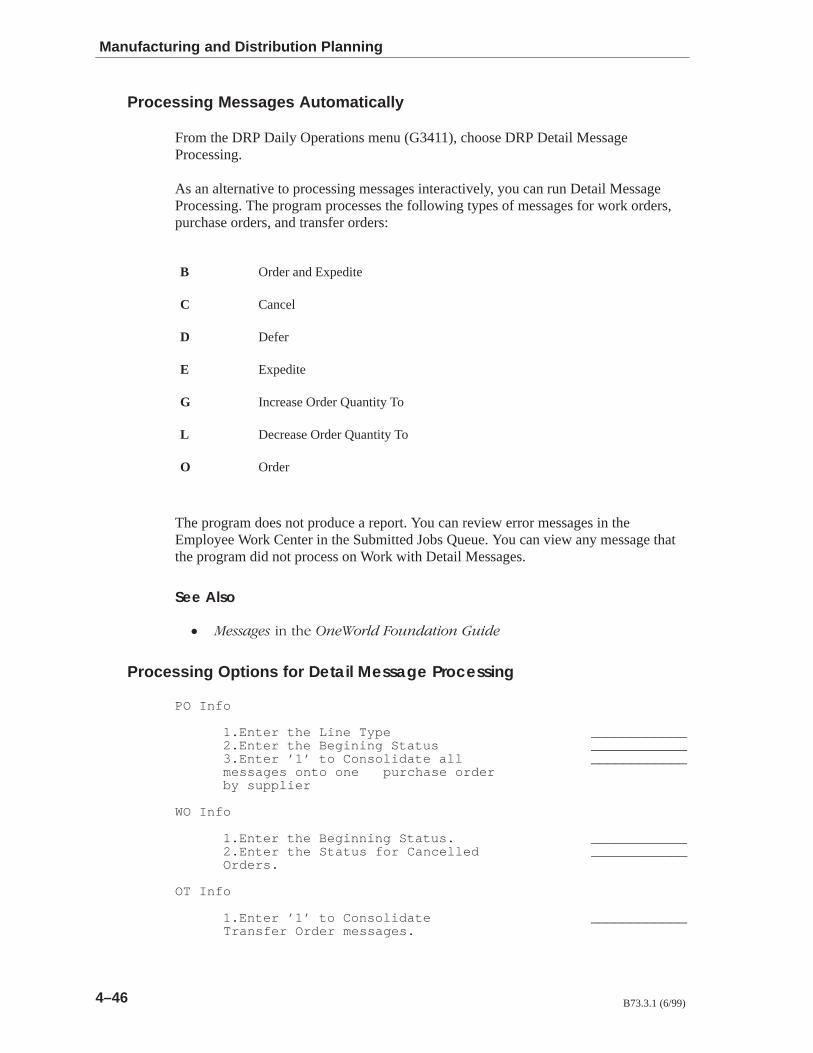
Manufacturing and Distribution Planning
4–46 B73.3.1 (6/99)
Processing Messages Automatically
From the DRP Daily Operations menu (G3411), choose DRP Detail MessageProcessing.
As an alternative to processing messages interactively, you can run Detail MessageProcessing. The program processes the following types of messages for work orders,purchase orders, and transfer orders:
B Order and Expedite
C Cancel
D Defer
E Expedite
G Increase Order Quantity To
L Decrease Order Quantity To
O Order
The program does not produce a report. You can review error messages in theEmployee Work Center in the Submitted Jobs Queue. You can view any message thatthe program did not process on Work with Detail Messages.
See Also
� ����� �� ��� � ����� ��� ����� ����
Processing Options for Detail Message Processing
PO Info
1.Enter the Line Type ____________ 2.Enter the Begining Status ____________ 3.Enter ’1’ to Consolidate all ____________ messages onto one purchase order by supplier
WO Info
1.Enter the Beginning Status. ____________ 2.Enter the Status for Cancelled ____________ Orders.
OT Info
1.Enter ’1’ to Consolidate ____________ Transfer Order messages.

Working with DRP/MPS Output
B73.3.1 (6/99) 4–47
Blanket Info
1.Enter Document Type associated ____________ with Blanket Orders. Blanks will not check for open blanket orders.
Versions
All Versions default to ZJDE0001
1.Enter the version of WO Entry ____________ (P48013) to be used. 2.Enter the version of Purchase ____________ Order Entry (P4310) to be used. 3.Enter the version of Rate ____________ Schedule Revisions (P3109) to be used. 4.Enter the version of Transfer ____________ Order Entry(P4210) to be called.
SO Hold
1.Enter the Hold Code for the ____________ related sales order if a work order is cancelled, defferred, or exprdited.Blanks will not update the sales order.
PO Hold
1. Enter the Hold Code for the ____________ related purchase order if a work order is cancelled, deferred or expedited. Blanks will not update the purchase order. The purchase order will be updated only if the work order routings are recalculated.
Subsystem Job
1.Enter a valid mode for the ____________ Subsytem Job. Use this option on the version specified for Subsystem Job.
Blank = Default Value 1 = Add Job To Subsystem
Placing Messages on Hold
You can place messages on hold so that the system does not change the message duringthe next generation (for example, to preserve a manual reminder). The system retainsheld messages until you manually clear or delete them.
Manufacturing and Distribution Planning
4–48 B73.3.1 (6/99)
To place a message on hold
From DRP Daily Operations (G3411), choose DRP Detail Message Review.
On Work with Detail Messages
1. Select a row and choose Message Revision from the Row menu.
2. Choose Hold/Release from the Row menu.
The system highlights held messages.
Clearing Messages
You can remove a message from Detail Message Review if you do not choose toprocess it.
To clear a message
From DRP Daily Operations (G3411), choose DRP Detail Message Review.
On Work with Detail Messages
1. Select a row and choose Clear Message from the Row menu.
2. To view the message again after it has been removed, choose All Messages fromthe View menu.
Adding a Freeze Code to a Purchase Order
You can freeze the time and quantity values in the purchase order so that DRP/MPSdoes not generate any action messages to change the order. You freeze purchase ordersbefore negotiations are final or when a purchasing contract has been signed with asupplier.
To add a freeze code to a purchase order
From the Purchase Order Processing menu (G43A11), choose Enter Purchase Orders.

Working with DRP/MPS Output
B73.3.1 (6/99) 4–49
On Work With Order Headers
1. To locate your purchase order, complete the following fields and click Find:
� ���� ������
� ������� ���
2. Choose the purchase order and choose Detail Revision from the Row menu.
3. On Order Detail, select a row and choose Additional Info from the Row menu.

Manufacturing and Distribution Planning
4–50 B73.3.1 (6/99)
4. On Order Detail - Page II, complete the following field and click OK:
� ������ ����
Field Explanation
Freeze Code A code that indicates if the order is frozen. MPS/MRP does notplan for frozen orders.
Valid codes are:Y Yes, freeze the order.N No, do not freeze the order (default).
Adding a Freeze Code to a Work Order
You can freeze the time and quantity values in the work order so that DRP/MPS doesnot generate any action messages to change the order. You freeze work orders when theorder is within the freeze time fence.
To add a freeze code to a work order
From the Daily Order Preparation – Discrete menu (G3111), choose Enter/ChangeOrder.

Working with DRP/MPS Output
B73.3.1 (6/99) 4–51
On Work With Manufacturing Work Orders
1. To locate the work order, complete the following fields in the QBE line and clickFind:
� ���
� ��� �� � ��� �
� ������ ����
2. Choose the work order that you want to freeze and click Select.

Manufacturing and Distribution Planning
4–52 B73.3.1 (6/99)
3. On Work Order Details, click the Status & Type tab.
4. Complete the following field and click OK:
� ������ ����

B73.3.1 (6/99) 4–53
Understanding Forecast Consumption
Forecast consumption is Planning Fence Rule H. Forecast consumption is based on theassumption that actual sales orders reduce, or consume, the forecasted quantities. Theplan begins with an estimate (forecast). Actual orders are placed that consume theestimate. Forecast consumption compares and uses the greater of forecast or salesorders in the calculation.
Forecast consumption periods (FCPs) are user defined and are stored in the ForecastConsumption Periods table (F3405). Within a FCP, the system processes sales ordersagainst the consumed forecast (quantity type of –FCSU) on a first-in, first-out (FIFO)basis. The system creates additional time periods if the forecast consumption periodsend dates do not coincide with the time series period end dates.
The additional forecast consumption time periods are incremental to the number oftime periods identified in the Distribution Requirements Planning, Master ProductionSchedule, and Material Requirements Planning generation program. The total for alltime periods cannot exceed 52.
The system only applies the forecast consumption calculations if you set theappropriate processing option.
See Also
� ������� �� ������� ����������� ������
� ����������� ���� ����� �� � � ���� ������
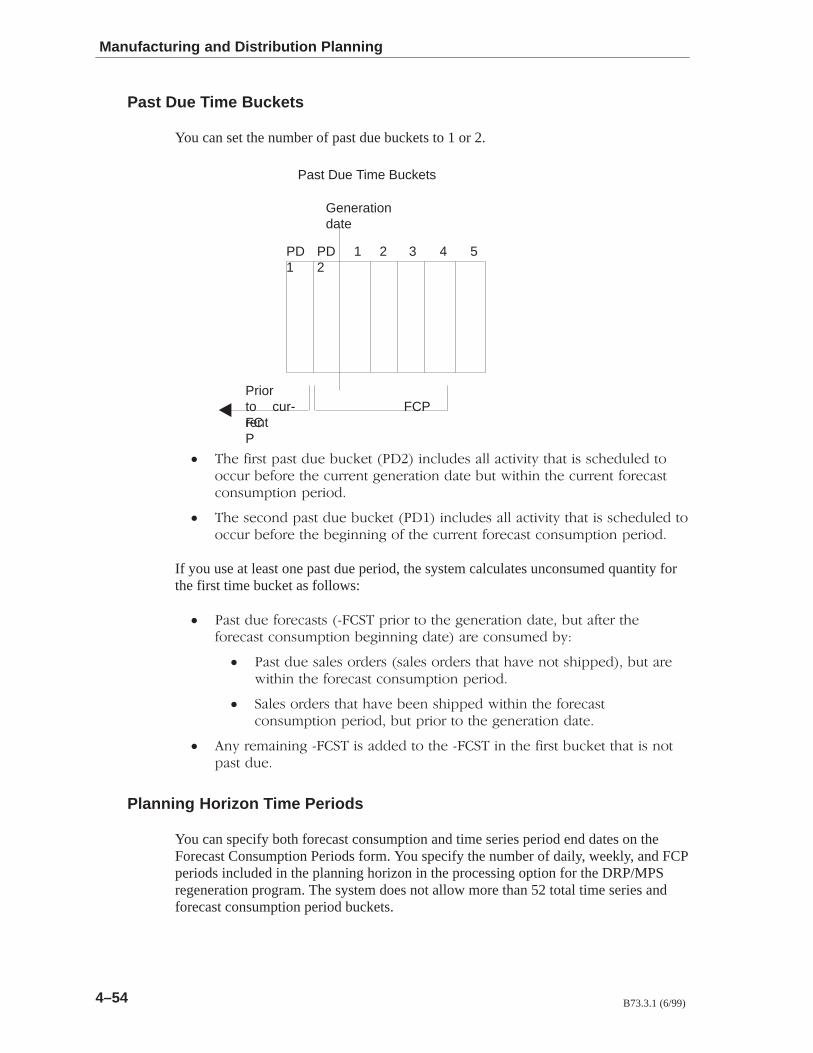
Manufacturing and Distribution Planning
4–54 B73.3.1 (6/99)
Past Due Time Buckets
You can set the number of past due buckets to 1 or 2.
Generationdate
PD1
PD2
1 2 3 4 5
Priorto cur-rentFCP
FCP
Past Due Time Buckets
� ��� ��� ! �� ! �"� �"���! � ��� ����"�� ��� ��!�#�!% !��! � ����"��� !����"� ������ !�� �"����! ������!��� ��!� �"! $�!��� !�� �"����! ������ !��� "��!��� �������
� ��� ����� �� ! �"� �"���! � ��� ����"�� ��� ��!�#�!% !��! � ����"��� !����"� ������ !�� ��������� �� !�� �"����! ������ ! ��� "��!��� �������
If you use at least one past due period, the system calculates unconsumed quantity forthe first time bucket as follows:
� � ! �"� ������ ! �&��� ����� !� !�� ������!��� ��!�� �"! ��!�� !�������� ! ��� "��!��� ��������� ��!�� ��� ��� "��� �%�
� � ! �"� ��� ����� � ��� ����� !��! ��#� ��! �������� �"! ���$�!��� !�� ������ ! ��� "��!��� �������
� ���� ����� !��! ��#� ���� ������ $�!��� !�� ������ !��� "��!��� ������� �"! ����� !� !�� ������!��� ��!��
� �% ��������� &��� � ����� !� !�� &��� �� !�� ��� ! �"���! !��! � ��!�� ! �"��
Planning Horizon Time Periods
You can specify both forecast consumption and time series period end dates on theForecast Consumption Periods form. You specify the number of daily, weekly, and FCPperiods included in the planning horizon in the processing option for the DRP/MPSregeneration program. The system does not allow more than 52 total time series andforecast consumption period buckets.

Understanding Forecast Consumption
B73.3.1 (6/99) 4–55
If you specify a number of planning horizon weeks in the processing options and thetime series end does not coincide with a forecast consumption period end, the systemcreates another time series bucket to reflect the forecast consumption period.
If you define the forecast consumption periods by month and the forecast consumptionperiod end does not coincide with the month-end date in the Shop Floor Calendar, thesystem displays the forecast consumption date (not the month-end date) as a time seriesbucket.
You can set a processing option so that the system highlights all the forecastconsumption periods on Time Series Inquiry. This helps you differentiate between thetime series and the forecast consumption periods.
Forecast Consumption Calculation
You define forecast consumption periods to represent a period in which selectedforecasts are partially, fully, or over-consumed by sales orders. This allows you toinclude more than one time series bucket in calculating the forecast consumption. Thatis, you can designate a longer period of time (the forecast consumption period) for thesystem to compare the gross forecasts to the combined gross sales and shipments.
With forecast consumption processing, the system uses the following quantity types:
–FSCU Forecast for a specific item from the detail forecast table
–SOU Actual sales orders from the sales order detail table
–SO Sales orders that exceed the forecast display only when –SO is greaterthan –FCST
–SHIP Shipments that occur within the forecast consumption period
–FCST Unconsumed forecast
+WO, +PLO Work orders and planned orders: replenishment orders that cover thegreater of forecast or actual orders over the FCP
In the following example, work orders for 50 and 150 units are open. The forecast ispositioned at the beginning of the forecast consumption period, and the shippedquantity (140) consumes some of the forecast (1242 – 140 = 1102). Work ordermessages suggest expediting and increasing the existing work order from 50 in period 3to 657 in period 1. This balances supply with demand in period 1.
The sales order positioned after the forecast does not consume the forecast. A separatesupply (the work order in period 4) covers the sales order.
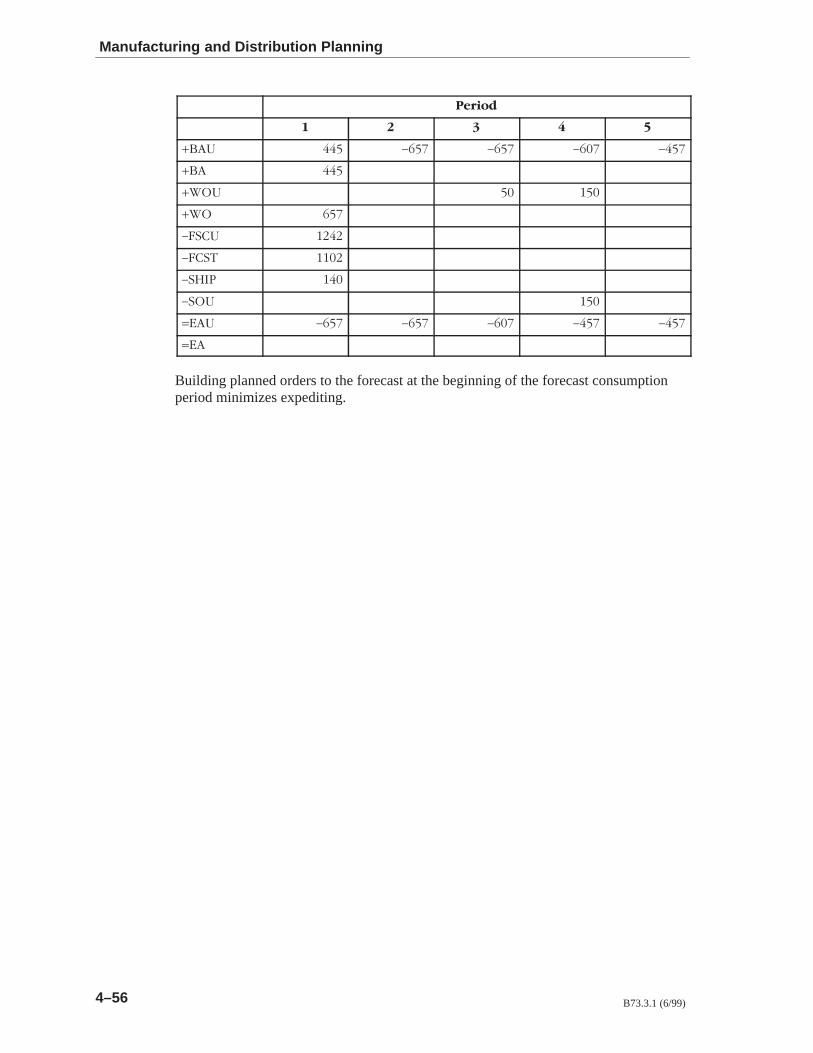
Manufacturing and Distribution Planning
4–56 B73.3.1 (6/99)
����
� � � � �
���� ��� ��� ��� ��� ���
��� ���
���� �� ���
��� ��
��� � ����
�� �� ����
����� ���
���� ���
��� ��� ��� ��� ��� ���
��
Building planned orders to the forecast at the beginning of the forecast consumptionperiod minimizes expediting.
B73.3.1 (6/99) 4–57
Validating Master Schedules
After you create the master schedule, validate it to ensure that you have sufficient workcenter capacity. Use the Rough Cut Capacity Planning (RCCP) batch program togenerate capacity planning information.
See �������� ������ �������� in the Capacity Planning section.

Manufacturing and Distribution Planning
4–58 B73.3.1 (6/99)

B73.3.1 (6/99) 4–59
Processing Orders
From the Daily Order Preparation menu (G3111), choose Order Processing.
After you run MPS Regeneration or MPS Net Change, use Order Processing to processmultiple work orders. The program:
� ��� ���� ��� � ��� ����
� ��� ���� ��� ������� ������������
� ���� � ����� � ����� �� ���
� ����� ��� ��� ���� � ����� ����������
� ��� ����
� ������ ������������
� ���� � ���� ���� �"
� ��������� ����� ���
Before You Begin
� �����" �� � !��� ������ � � ���� ������� � �� ��" �� � � ������������� ����� ��� �� � ����� ���� ��� ����� ��
See Also
� �������� ���� ������ �� ��� ���� ����� �� ����� �����
Processing Options for Work Order Generation
Process
1. Generate Parts List and ____________ Routing Instructions 1 = Parts list only 2 = Routing instructions only 3 = Both parts list and routing instructions Blank = Do not generate a parts list or routing instructions 2. Update Parts List and Routing ____________ Instructions 1 = Update the existing parts list and routing instructions. Blank = Do not update the existing parts list or routing.
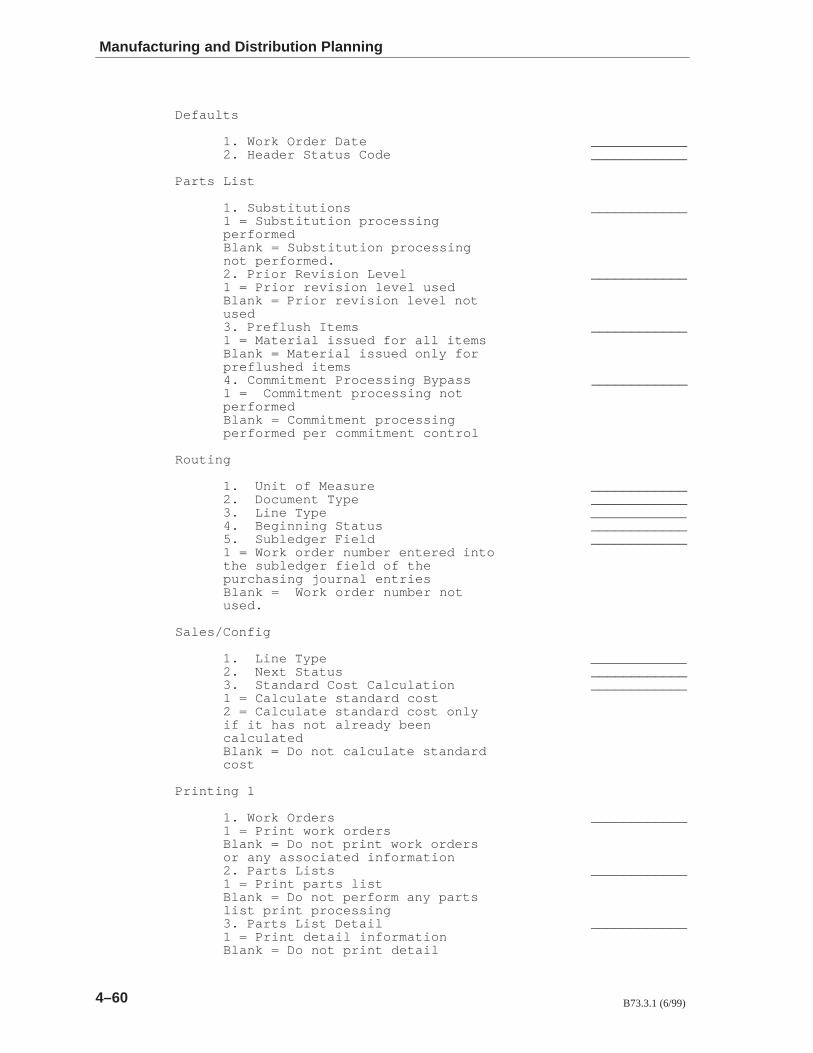
Manufacturing and Distribution Planning
4–60 B73.3.1 (6/99)
Defaults
1. Work Order Date ____________ 2. Header Status Code ____________
Parts List
1. Substitutions ____________ 1 = Substitution processing performed Blank = Substitution processing not performed. 2. Prior Revision Level ____________ 1 = Prior revision level used Blank = Prior revision level not used 3. Preflush Items ____________ 1 = Material issued for all items Blank = Material issued only for preflushed items 4. Commitment Processing Bypass ____________ 1 = Commitment processing not performed Blank = Commitment processing performed per commitment control
Routing
1. Unit of Measure ____________ 2. Document Type ____________ 3. Line Type ____________ 4. Beginning Status ____________ 5. Subledger Field ____________ 1 = Work order number entered into the subledger field of the purchasing journal entries Blank = Work order number not used.
Sales/Config
1. Line Type ____________ 2. Next Status ____________ 3. Standard Cost Calculation ____________ 1 = Calculate standard cost 2 = Calculate standard cost only if it has not already been calculated Blank = Do not calculate standard cost
Printing 1
1. Work Orders ____________ 1 = Print work orders Blank = Do not print work orders or any associated information 2. Parts Lists ____________ 1 = Print parts list Blank = Do not perform any parts list print processing 3. Parts List Detail ____________ 1 = Print detail information Blank = Do not print detail

Processing Orders
B73.3.1 (6/99) 4–61
information 4. Parts List on Separate Pages ____________ 1 = Print each parts list on a new page Blank = Print parts list on work order header page 5. Consolidated Parts List ____________ (FUTURE) 1 = Consolidate the parts list Blank = Do not consolidate the parts list 6. Parts List Component Text ____________ 1 = Print component (generic) text Blank = Do not print component text
Printing 2
1. Routing Instructions ____________ 1 = Print routing instructions Blank = Do not perform any routing instructions print processing 2. Routing Instructions on ____________ Separate Pages 1 = Print routing instructions on a new page Blank = Do not print routing instruction on new page 3. Routing Instructions Text ____________ 1 = Print routing instructions (generic) text Blank = Do not print routing instructions text 4. Shop Packet Summary ____________ 1 = Print shop packet summary Blank = Do not print summary 5. Sales Order Text Lines ____________ 1 = Print sales order text lines Blank = Do not print sales order text
Warehouse Mgt
1. Pick Requests ____________ 1 = Generate request only 2 = Generate request and process using subsystem Blank = No request processed 2. Location Driver Processing ____________ Version (R46171) 3. Staging Location ____________ 4. Staging Location Availability ____________ 1 = Check staging location for availability Blank = Does not check for availability
Versions
1. Work Order Print (R31415) ____________ 2. Shortage Report (R31418) ____________ 3. Bar Coding Report (R31413) ____________ 4. Inventory Issues (P31113) ____________ 5. Purchase Order Entry (P4310) ____________

Manufacturing and Distribution Planning
4–62 B73.3.1 (6/99)
6. Manufacturing Specifications ____________ (R37470)
Interop
1. Work Order Transaction Type ____________ 2. Parts List Transaction Type ____________ 3. Routing Instructions ____________ Transaction Type 4. Work Order Header Before Image ____________ 1 = Include before image Blank = Do not include before image 5. Parts List Before Image ____________ 1 = Include before image Blank = Do not include before image 6. Routing Instructions Before ____________ Image 1 = Include before image Blank = Do not include before image

B73.3.1 (6/99) 4–63
Working with Multi-Level Master Schedules
You set up and generate multi-level master schedules to:
� ������ ������ ����������� �� � �����# ���� ��� ���� ������� ���������
� ������ �������� ���� �� ������� ��� ������� ��� �������� #�� �"���� ������� ���� �� ���� ��������� �������� ���������� ������� ��� � ���� ���#��� �������� ��� ���� �������� ��������� !����� ��� � ���� �� ���������� �� �#���� ���� �������� ���� �� �����# �������� !��� ���������������� �� �������
� ����� � ������� ���� !��� � ������ �� �������� ������ �� ���������������������
� �������$� #��� �������� ���������� �� ������� ���# ��� ����������� #����������
� �"����� ������� ������ ��!� �� ��������� ������
Multi-level master schedules support assemble-to-order production and delivery.
Working with multi-level master schedules consists of the following tasks:
� ������� �� �������� ������� ��������
� ���������� �����%�� �� ������ ���������
What Are Planning Bills?
Planning bills are groups of items, in a bill of material format, that reflect how an itemis sold. Planning bills help you manage the acquisition of a variety of options andfeatures that might be included in a saleable end item.
Planning bills allow you to configure a “pseudo” end item. With a pseudo item youdon’t have to assign a unique part number or maintain a bill of materials for everycombination of options and features that might be included in the end product.
You define planning bills to acquire the options and features in the proportion that youexpect to sell. A final assembly schedule coordinates the material selection andassembly after you order the product options.

Manufacturing and Distribution Planning
4–64 B73.3.1 (6/99)
An example of a planning bill an automobile with engine options:
T1000 (Automobile)
(Options)
V–8 (75%) V–6 (25%)
ENG 100 (Engine Feature)
A part number can be assigned to the engine feature for planning purposes. Obviously,the two engine options cannot be assembled together, so the engine feature neveractually exists in inventory. It is a pseudo item.
A stocking type of K identifies that the parent (automobile) is planned for in the sameway as a kit. The feature item (engine) has a stocking type of 0 (phantom). Phantomscall for a special type of processing where the leadtime is zero and the order policy islot-for-lot.
The planner does not know which automobile will ship with which engine next month,but the ratio of engines consumed is fairly constant. The above planning bill ofmaterial identifies the percentages of each type of engine that you expect to ship.
By exploding this bill against the master schedule for the T1000 family ofautomobiles, the system can calculate the total requirements for each type of engine.
Example: Exploding Planned Orders
In this example, the system uses phantom processing to pass planned order releasesfrom the parent (T1000 automobile) directly through to the planned order releases ofthe engine feature. The system uses the feature planning percentages to explode theplanned order releases for the engine feature down to the gross requirements for V-8and V-6 engines.

Working with Multi-Level Master Schedules
B73.3.1 (6/99) 4–65
Weeks
Projected GrossRequirements
ScheduledReceipts
Projected AvailableBalance
Planned OrderRelease
2 3 4 5 6 7 81Weeks
Projected GrossRequirements
ScheduledReceipts
Projected AvailableBalance
Planned OrderRelease
2 3 4 5 6 7 81
Weeks
Projected GrossRequirements
Projected AvailableBalance
Planned OrderRelease
2 3 4 5 6 7 81
50 50 50
Weeks
Projected GrossRequirements
ScheduledReceipts
Projected AvailableBalance
Planned OrderRelease
2 3 4 5 6 7 81
50 50 50
50 50 50
12 12 1238 38 38
T1000 Auto
Engine Fea-ture
V-8 V-6
Leadtime = 0
Feature Planning % = 75 % Feature Planning % = 25 %
ScheduledReceipts
MRP acquires the required engine components, such as pistons, blocks, and so on, inorder to build these engines. When you receive an order for a T1000 automobile with aspecific combination of options, the desired engine is committed to the saleable enditem after you attach the parts list to the final assembly work order.
See Also
� ������ ��������� ������� � � �� ������ � ������ ��������� ������ ��� �����
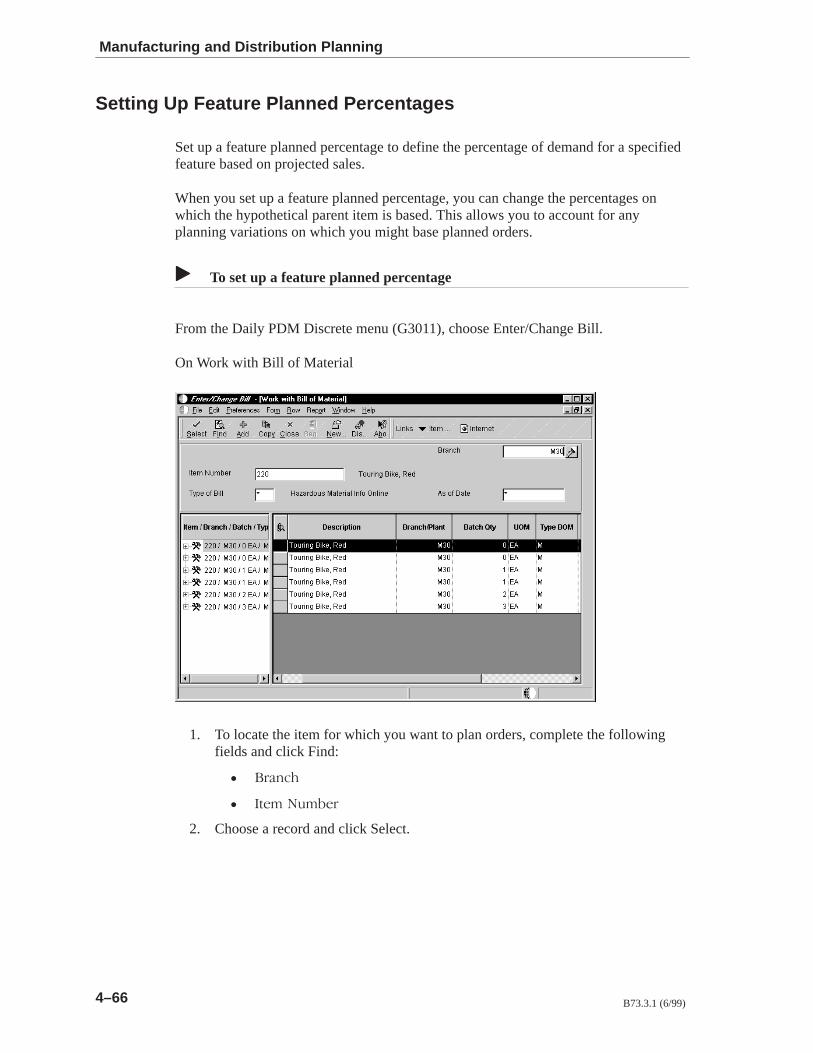
Manufacturing and Distribution Planning
4–66 B73.3.1 (6/99)
Setting Up Feature Planned Percentages
Set up a feature planned percentage to define the percentage of demand for a specifiedfeature based on projected sales.
When you set up a feature planned percentage, you can change the percentages onwhich the hypothetical parent item is based. This allows you to account for anyplanning variations on which you might base planned orders.
To set up a feature planned percentage
From the Daily PDM Discrete menu (G3011), choose Enter/Change Bill.
On Work with Bill of Material
1. To locate the item for which you want to plan orders, complete the followingfields and click Find:
� �����
� � � �����
2. Choose a record and click Select.

Working with Multi-Level Master Schedules
B73.3.1 (6/99) 4–67
3. On Enter Bill of Material Information, complete the following field and clickOK:
� ��� ���� �
Field Explanation
Feat Plan % The percentage of demand for a specified feature based onprojected production. For example, a company might produce65% of their lubricant with high viscosity, and 35% with lowviscosity, based on customer demand.
The Material Planning system uses this percentage toaccurately plan for a process’s co-products and by-products.Enter percentages as whole numbers, for example, enter 5%as 5.0. The default value is 0%.
Generating Multi-Level Master Schedules
From the Periodic Single Site Planning menu (G3422), choose MPS Regeneration.
When you run the MPS Regeneration program, the system compiles a master schedule.Choose the MPS Net Change program when you want to include only those items thathave changed since the last generation. You can create a version of the MPS NetChange program specifically for multi-level master scheduling.
When you generate a multi-level master schedule, the system explodes planned ordersto the bill of material components, and identifies the percentages of all componentitems. By exploding the bill of material against the total number of expected sales of a

Manufacturing and Distribution Planning
4–68 B73.3.1 (6/99)
parent item, you can obtain the total requirements for each item at each level in the billof material.
When you generate a master schedule, the system evaluates selected information,performs calculations, and recommends a time-phased planning schedule for allselected items.
Before You Begin
� ��� �� ���������� ����� ���������
See Also
� ���������� ������������ ������ � ����� ��� ��� ����� ����� ���������� ����� �������� ��� �� ������ �� ��������� �������
� ��������� � � ���� ������ ��� ����� ����� �� �� �� ������ �� � ��������� ������ ������ ��� ��� �� ������ �� �������� � ���������� ������������
Material Requirements Planning

Manufacturing and Distribution Planning
4–70 B73.3.1 (6/99)

B73.3.1 (6/99) 5–1
Material Requirements Planning
Material Requirements Planning (MRP) uses information from the bill of material andinventory records to calculate the time-phased net material requirements for everycomponent item and subassembly. MRP suggests a replenishment plan to support theproduction of the quantities that are specified in the Master Production Schedule.
A single-facility requirements plan critically impacts lower-level components orresources, such as skilled labor or revenues. Single-facility implies materialrequirements planning at the component level.
The MRP process consists of:
� ��"� ������ %��" &�# ���� ��� ���!"� �#!"��� � �� !� ��� ��"� ����"������!�
� �#�" ��"��� %��" &�# ��$� ���$��"� &� �# ���!� � �� !� ��� %� � � �� !�
� ����#��"��� %��" &�# ���� ��� %��� &�# ���� �"
You can process a material requirements plan in one of two ways:
� ��'� "�� ��� ��� ���� �"� � �
� ������"� "�� ��� ��� "��� ���� �"� � �������"��� �� ��� ��� � �
When you process a material requirements plan, the system summarizes gross materialrequirements for each assembly, component, and raw material part number. Therequirements plan supports the MPS for each time period in the planning horizon.
You can generate a material requirements plan for all items or for a net changegeneration, which includes only the items that have changed since the last generation.After you generate MRP output, you can review and respond to messages.
The system uses the following inputs to MRP:
� ������
� � !� $��� �� "�! �� ���!" ��� !���! � �� !
� ��� �� ��"�! ������� ��� �� � %� � � �� ������
� �#���&
� � � %� � � �� !
� �"� !����#��!
� �# ���!� � �� !
� �$��"� &

Manufacturing and Distribution Planning
5–2 B73.3.1 (6/99)
� �&1*���"(, *'-,"&
� �*'�-�, ��,�
� �,�% �*�&�! �������
� �"$$ '� ��,�*"�$+ ��+,�* �������
The system generates the following outputs from MRP:
� ��++� �+
� �,"'&
� ��*&"&
� �"%� +�*"�+ /",! ��$�-$�,�� )-�&,","�+ �'*
� &�"& .�"$��$� � �
� .�"$��$� ,' �*'%"+� ����
� �-%-$�,".� .�"$��$� �' �*'%"+� �����
� �$�&&�� '*��*+
Material requirements planning consists of the following tasks:
� ��&�*�,"& %�,�*"�$ *�)-"*�%�&,+ ($�&+
� �'*#"& /",! %�,�*"�$ *�)-"*�%�&,+ ($�&+
� ��$"��,"& %�,�*"�$ *�)-"*�%�&,+ ($�&+
� �*'��++"& '*��*+ �'* ���
How Do You Use Bills of Material in MRP?
The bill of material provides product structure information that MRP uses to explodethe master production schedule to all component items. If a parts list does not exist fora work order, MRP generation uses the standard bill of material to explode demand.
The following features determine which components explode, how to modify thequantity, and how the system calculates schedule dates:
� ����,".",0 �!��#"&
� ���,-*� ($�&&"& (�*��&,� �
� �-�&,",0 (�*
� �"$$ '� %�,�*"�$ +�*�( ���,'*
� ����,"%� '��+�,
� �(�*�,"'& +�*�(
B73.3.1 (6/99) 5–3
� ���� �� �������� �������� ��� ��������
What Are the Differences between MRP and MPS?
MPS generally has independent demand, while MRP has dependent demand.Independent demand is demand for an item that is unrelated to the demand for otheritems, such as demand for finished goods. Dependent demand is demand that isdirectly related to or derived from the bill of material structure for other items or endproducts. MRP might also include forecast and sales orders if items are sold as service(spare) parts. The majority of demand, however, is demand from parent orders. Thedemands on MRP include:
� � � �������� ���� ���� �����
� � � �������� ������ ���� �����
� ���������� �����
� � ������ ������ �������
� � ������ ������ ����� �����

Manufacturing and Distribution Planning
5–4 B73.3.1 (6/99)
The following illustration compares the flow of MRP to that of MPS.
Validated MasterProduction Schedule
Demand Supply
Service Part’s ValidatedForecast
Firm Work Orders
Messages
Time Series
Supply/Demand Inquiry
Validated Material Plan
Service Part’s Open SalesOrders
Rate Schedules
Parent’s Planned WorkOrder
Open Purchase Orders
Parent’s Firm Work OrderDemand
In-Receipt Routing
Inventory
Purchase Orders Planned Work Orders
Product DataManagement
Capacity RequirementsPlanning
MaterialRequirements
Planning
Firm Work Orders
Shop FloorManagement
Purchasing

B73.3.1 (6/99) 5–5
How Do You Run MRP Effectively?
MRP runs most effectively when you ensure the accuracy and validity of the followingitems:
Master schedule Ensure that the master schedule is at least 95% accurate.Accuracy is measured by comparing the creation of an endproduct to the performance of the schedule.
Bill of material Ensure that the bill of material is at least 98% accurate andcontains the correct components and quantities. Accuracy ismeasured by comparing how the item is built in the factory tothe correct components and quantities contained in the bill ofmaterial.
If you find a discrepancy between the parts list and the bill ofmaterial, you cannot count the bill of material as accurate.
Inventory Ensure that your inventory count is at least 95% accurate. Youcan achieve this accuracy through the cycle count process.
Leadtimes Ensure that your leadtimes are valid.
Note that the system gives you planned leadtimes. Inexecution, the actual time it takes to complete an order canvary.

Manufacturing and Distribution Planning
5–6 B73.3.1 (6/99)

B73.3.1 (6/99) 5–7
Generating Material Requirements Plans
From the Single Site Periodic Planning Operations menu (G3422), choose MRPRegeneration.
Use MRP Regeneration to produce a single-facility MRP planning schedule for theitems that you select. Alternatively, you can use MRP Net Change to produce asingle-facility MRP planning schedule. You can generate a material requirements planfor:
� � ��� � ����
� � �����
� �� � ����� ���� ��� ������ �� ������������ ����� ��� ��� ���������
When you generate a material requirements plan, the system evaluates selectedinformation, performs calculations, and recommends a time-phased replenishment planfor all selected items. MRP regeneration uses the same programs as DRP/MPSregeneration.
Bill of Material
MRP uses the bill of material to explode demand to all component items. If a parts listdoes not exist for a work order, MRP generation uses the standard bill of material toexplode demand.
You should define a bill of material type M (standard manufacturing bill) for workorder headers without a parts list and for parent planned orders. The MRP generationuses bill type M to sequence items according to how the product is built.
Low Level Code
The system uses the low level code to determine parent/component relationships. Thesystem explodes parent demand to the components. MRP generation explodes lowerlevel demand only for manufactured items. The system does not explode demand tolevels below a purchased item, even if that item has a bill of material.
Manufacturing and Distribution Planning
5–8 B73.3.1 (6/99)
Generation Type
You must use generation types 4 and 5 to generate a master planning schedule for MRPitems. If the status of MPS is frozen, generation type 5 explodes only the componentitems of the master scheduled item. Select generation type 4 to explode MPS items andcomponent items.
Frozen Orders
If you identify work orders or purchase orders for an item as frozen, the program doesnot replan any orders for the item. Instead, you receive a frozen order message for thatitem.
Data Selection
To run an MRP regeneration, base your selection on branch/plant, category codes, andplanning code. The system can process any selection from based-on table fields.
To run a net change generation, set the net change flag to 1 to select items that havechanged since the last generation of the program.
Before You Begin
� �����! �� � �� � � ���� ��� ���
� ������� �� ��� �������� �� ����� ��������� �� ����� ���� ���������� �����
� ����� �� ����� �� ��� ����������� ��� �� ������ �� �������� ��������������� �� ��� ����������� � ����
See Also
� ������� �� � �� ��� �� ��� ��� ��� ������ ���� �� �� �� �������� � � �� ��� ������ ����������
� �!��"��� ����� ��� ��� ������ ��� ������ ���� �� �� �� ��� ��� ����� ��� ���� ����� � �� ����� ����� �� � � �� �� ����� ������������� �� ���� �� ���� ���� ���������
� ���������� ������#�!�� ����� ����� ��� ��� ��� ���������� ������� ������� ����� �

B73.3.1 (6/99) 5–9
Working with Material Requirements Plans
MRP output consists of information in the time series and action messages. Use thetime series information to decide whether to accept the planning suggested by thesystem or to override it. You should review the action messages for individual itemnumbers to determine which action, if any, you need to take.
Working with the material requirements plan consists of the following tasks:
� �� � �� ��� � � �� �
� �� � �� ����� �� �� � � �� ���
� ���� �� � �� ������ �� ���
� ���� �� � �� ������ �� ������ ��
Reviewing MRP Time Series
From the MRP Daily Operations menu (G3413), choose MRP Time Series/ATPInquiry.
Use the MRP Time Series Inquiry program to review the item series for the materialrequirements plan. The time series is a record of time-phased supply and demandnetting for selected items. The system retrieves this data from the most recentgeneration or net change run. Use processing options to set up daily, weekly, ormonthly time periods (buckets).
MRP Time Series Inquiry uses the same program as DRP/MPS Time Series/ATPInquiry. You can vary the settings in the processing options to accommodate thedifferent requirements for MRP.
Use MRP Detail Message Review to review the quantity types that are generated forthe material requirements plan. These quantity types include:
Planned order (+PLO) Represents recommended replenishment orders for an item.
Planned work order(–PWO)
Represents demand for components that will be consumedwhen you manufacture the parent’s planned work order.

Manufacturing and Distribution Planning
5–10 B73.3.1 (6/99)
Work order (+WO) Represents a manufacturing order that is currently in processor that has been authorized to be worked on.
Firm work order (–FWO) Represents demand for components that will be consumedwhile manufacturing the parent’s released work order.
Before You Begin
� ������ � � �!���� �� ����� ���!������ � ���� �� ����!��� �� � �� ������ �� �� ��� �� �������� ������� �� $�! #�� � ��"��#� ������������ ������ ������������ �����
See Also
� ��������� ��� ��� ������
Reviewing Planning Families for MRP
From the MRP Daily Operations menu (G3413), choose MRP Planning FamilyReview.
After you generate the material requirements plan, you can review all item numbersthat have messages. You can display the list of items with messages by using thefollowing filters:
� �����������
� ��! �� �
� �������� ����
� ������ ��� � ������ $��
� ������� !����
� �!$�� !����
� �� �� �������� �����$
MRP Planning Family Review uses the same program as DRP/MPS Planning FamilyReview. You can vary the settings in the processing options to accommodate thedifferent requirements for MRP.
See Also
� ���������� ������� �� ������� �����

Working with Material Requirements Plans
B73.3.1 (6/99) 5–11
Working with Messages for MRP
From the MRP Daily Operations menu (G3413), choose MRP Detail Message Review.
Access the messages directly using the Detail Message Review program. Complete thefollowing tasks:
� �� � ��� ��� � ������
� ������ ���� ���� ������ �� ���
� ������ ������� ���� ������ �� ���
Each time you generate a material requirements plan, the system produces actionmessages to identify situations in which demand requires one of the following:
� ����� �� �� � �� �� ������ �����
� ���� �� �� �����
Use MRP Detail Message Review to review exception messages from the latestplanning generation. These messages might help you evaluate planned and existingorders. You can review the most critical messages first and review other items in theorder that you will process them.
MRP Detail Message Review uses the same program as DRP Detail Message Review.You can vary the settings in the processing options to accommodate the differentrequirements for MRP.
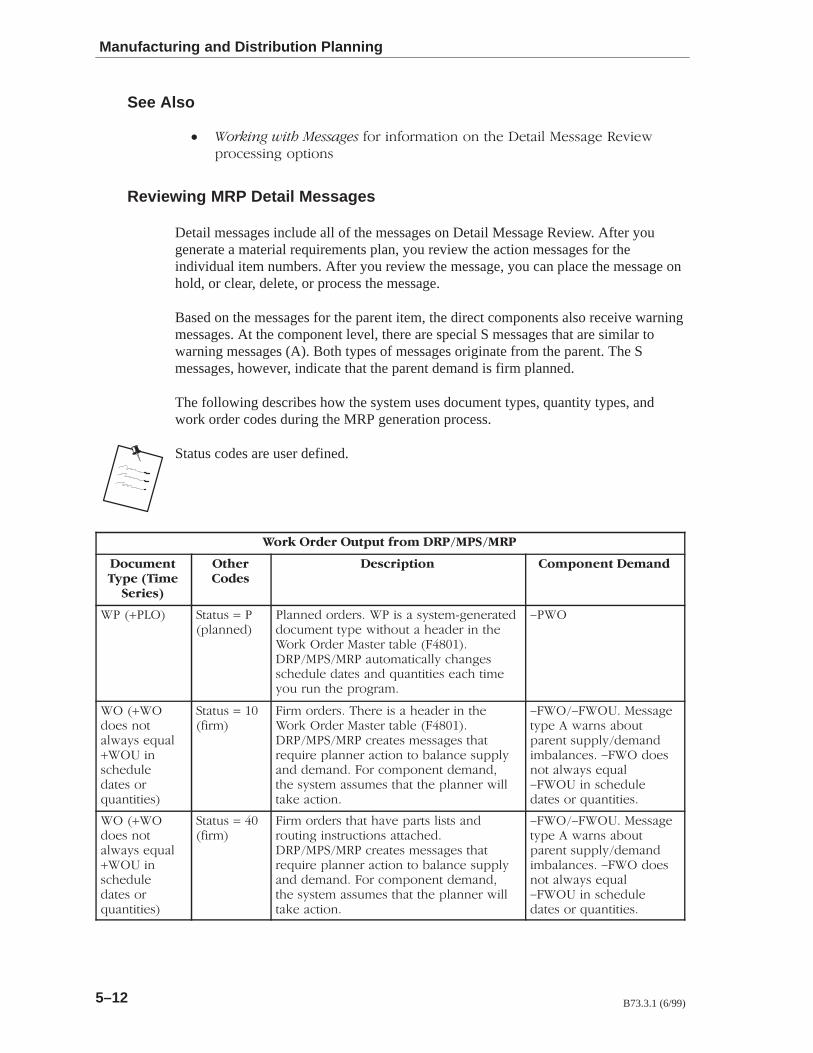
Manufacturing and Distribution Planning
5–12 B73.3.1 (6/99)
See Also
� ����� ���� �� ��� �'* "&�'*%�,"'& '& ,!� ��,�"$ ��++� � ��."�/(*'��++"& '(,"'&+
Reviewing MRP Detail Messages
Detail messages include all of the messages on Detail Message Review. After yougenerate a material requirements plan, you review the action messages for theindividual item numbers. After you review the message, you can place the message onhold, or clear, delete, or process the message.
Based on the messages for the parent item, the direct components also receive warningmessages. At the component level, there are special S messages that are similar towarning messages (A). Both types of messages originate from the parent. The Smessages, however, indicate that the parent demand is firm planned.
The following describes how the system uses document types, quantity types, andwork order codes during the MRP generation process.
Status codes are user defined.
��� ����� ������ ���� ������
������������ �����
�������
����������
����������� ��������� ������
�� ������ �,�,-+ ��($�&&���
�$�&&�� '*��*+� �� "+ � +0+,�%1 �&�*�,���'�-%�&, ,0(� /",!'-, � !����* "& ,!��'*# �*��* ��+,�* ,��$� ����������������� �-,'%�,"��$$0 �!�& �++�!��-$� ��,�+ �&� )-�&,","�+ ���! ,"%�0'- *-& ,!� (*' *�%�
����
�� �����'�+ &',�$/�0+ �)-�$���� "&+�!��-$���,�+ '*)-�&,","�+�
�,�,-+ ��"*%�
�"*% '*��*+� �!�*� "+ � !����* "& ,!��'*# �*��* ��+,�* ,��$� ����������������� �*��,�+ %�++� �+ ,!�,*�)-"*� ($�&&�* ��,"'& ,' ��$�&�� +-(($0�&� ��%�&�� �'* �'%('&�&, ��%�&��,!� +0+,�% �++-%�+ ,!�, ,!� ($�&&�* /"$$,�#� ��,"'&�
����������� ��++� �,0(� � /�*&+ ��'-,(�*�&, +-(($0���%�&�"%��$�&��+� ���� �'�+&', �$/�0+ �)-�$����� "& +�!��-$���,�+ '* )-�&,","�+�
�� �����'�+ &',�$/�0+ �)-�$���� "&+�!��-$���,�+ '*)-�&,","�+�
�,�,-+ ���"*%�
�"*% '*��*+ ,!�, !�.� (�*,+ $"+,+ �&�*'-,"& "&+,*-�,"'&+ �,,��!�������������� �*��,�+ %�++� �+ ,!�,*�)-"*� ($�&&�* ��,"'& ,' ��$�&�� +-(($0�&� ��%�&�� �'* �'%('&�&, ��%�&��,!� +0+,�% �++-%�+ ,!�, ,!� ($�&&�* /"$$,�#� ��,"'&�
����������� ��++� �,0(� � /�*&+ ��'-,(�*�&, +-(($0���%�&�"%��$�&��+� ���� �'�+&', �$/�0+ �)-�$����� "& +�!��-$���,�+ '* )-�&,","�+�

Working with Material Requirements Plans
B73.3.1 (6/99) 5–13
�� �����&�* %&+�#.�/* �(,�#���� !%*� ��,#���+�* &)(,�%+!+!�*�
�+�+,* � ��!)$'#�%%��&)��)�
�!)$ &)��) .!+ � �!)$ '#�%� � �*� �)�&)��)* + �+ �-� ���% '#�%%�� �/ ���%�)�+!&% &� ���������� *'��!�/!%�*+�+,* !% + � �%�!%� �&)" �)��) �+�+,*')&��**!%� &'+!&%� ���������� �)��+�*$�**���* + �+ )�(,!)� '#�%%�) ��+!&% +&��#�%�� *,''#/ �%� ��$�%�� �&)�&$'&%�%+ ��$�%�� + � */*+�$ �**,$�*+ �+ + � '#�%%�) .!## %&+ +�"� ��+!&%� � �$�**���* �-� ��� '#�%%�) )�$�)"*�
����������� ��**���+/'� � .�)%* ��&,+ ���'�)�%+ *,''#/���$�%�!$��#�%��*� �����#.�/* �(,�#* ����� !%*� ��,#� ��+�* &)(,�%+!+!�*�
�� �����(,�#* ����!% *� ��,#���+�* &)(,�%+!+!�*�
�%*!���)��0���%�� ��%/*+�+,*�&���
�## �!)$ &)��)* !%*!�� �)��0� ��%��� ���������� �&�* %&+ �!*'#�/ ��+!&%$�**���* !%*!�� + � �)��0� ��%��� � �')&�)�$ �)��+�* $�**��� +/'� � .�)%!%�*+& !%�!��+� + �)� !* � *,''#/ �%� ��$�%�!$��#�%�� !%*!�� + � �)��0� ��%��� � �')&�)�$ ��%�)�+�* �% ��+!&% $�**���&,+*!�� + � �)��0� ��%�� +& �&))��+ + �*,''#/���$�%� !$��#�%���
����������� � �')&�)�$ �&�* %&+ �)��+�$�**���* �)&$ + �'�)�%+ ��$�%��
�� �����(,�#* ����!% *� ��,#���+�* &)(,�%+!+!�*�
�)��0��&�� &%.&)" &)��) ����)��%/ *+�+,*�&���
�)&0�% �!)$ &)��)� ���������� �&�*%&+ �)��+� ��+!&% $�**���* �&) + !* .&)"&)��)� � � ')&�)�$ �)��+�* $�**��� +/'�� �%� � .�)%!%�*� � � ')&�)�$ �)��+�*%�. &)��) $�**���* +& *�+!*�/*,''#/���$�%� !$��#�%��*�
����������� � �')&�)�$ �&�* %&+ �)��+�$�**���* �)&$ + �'�)�%+ ��$�%��
See Also
� �� ����� ����� ��������
Processing Work Order Messages for MRP
Work order messages appear on Detail Message Review with an order type of WO.When you process work order messages, the master schedule becomes firm through thedate of the processed orders. These firm orders will not be automatically replanned insubsequent MPS generations.
Processing Purchase Order Messages for MRP
Purchase order messages appear on Detail Message Review with an order type of OP.When you process a purchase order message, you can:
� �)&��** � *!%�#� ��+!&% $�**��� .!+ &,+ �#�%"�+ &)��) � ��"!%� &)�&%*&#!��+!&%�
� �)&��** &%� &) $&)� ��+!&% $�**���* .!+ �#�%"�+ &)��) � ��"!%��
� �)&��** $�**���* ,*!%� ',)� �*� &)��) �&%*&#!��+!&% +& '#��� $&)� + �%&%� !+�$ &% � ',)� �*� &)��)�
� �)&��** ',)� �*� &)��) $�**���* ,*!%� � '#�%%!%� ��$!#/�
� �)&��** $�**���* ,*!%� + � �,''#!�) �� ��,#!%� */*+�$�
Manufacturing and Distribution Planning
5–14 B73.3.1 (6/99)
If an item does not have a supplier assigned to it, the system displays an errormessage. Enter a supplier number and click OK.
See Also
� ��������� ���� ��� ������
� ��������� ���� �� ��� ������
� ��������� ������ ��� � �������� ������
Working with Scheduling Information
In daily operations, you might need to identify detail information about items, workcenters, or planning families. Use the MRP inquiry programs to determine the status ofitems or work centers.
Complete the following tasks:
� ������ ��� �� �� ����
� ������ ��� ������ �� ����
� ������ ���� ����� �������� ��� ���
� ������ ������� ��� ���
Reviewing MRP Pegging Demand
Use Pegging Inquiry to determine, or “peg,” the source of demand for dependentrequirements. Pegging Inquiry displays only those parents that contain planned or openorders. Pegging Inquiry allows you to:
� ������� ��� ���� ����� ��� � ��������� ����
� ���� ��� ����� �� ���� ��� ��� ����
� ������� ��� �������� ������ �� � ���� �� �������� �� ���� ��� �� �� ���� ���� ��� �� ����� ����� ����� � ��� ������ ����
You can trace the path of dependent requirements up through parent items to the finalassembled item and even to the sales order or forecast. You can use this information todetermine if you need to reschedule or change orders.
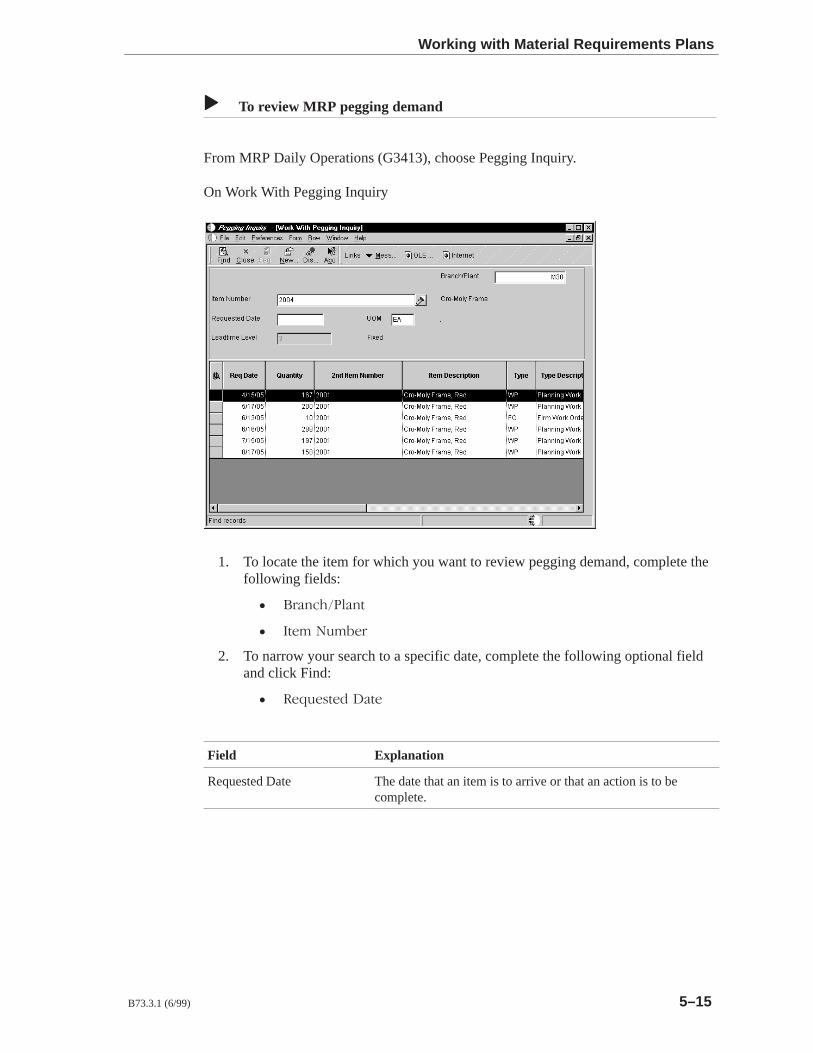
Working with Material Requirements Plans
B73.3.1 (6/99) 5–15
To review MRP pegging demand
From MRP Daily Operations (G3413), choose Pegging Inquiry.
On Work With Pegging Inquiry
1. To locate the item for which you want to review pegging demand, complete thefollowing fields:
� ����������
� �� � ��� �
2. To narrow your search to a specific date, complete the following optional fieldand click Find:
� � �� �� � ��
Field Explanation
Requested Date The date that an item is to arrive or that an action is to becomplete.

Manufacturing and Distribution Planning
5–16 B73.3.1 (6/99)
Processing Options for Pegging Inquiry
Versions
Enter the version for each program. If left blank, version ZJDE0001 will be used.
1. Message File Revisions ____________ 2. Time Series ____________ 3. Supply and Demand Inquiry ____________ 4. Item Branch (P41026B) ____________
Reviewing MRP Supply and Demand
Use Supply and Demand Inquiry to review the current demand for a selected item.Supply and Demand Inquiry allows you to:
� ���� �� �� ������ �������� ��������� ��� ���� � ����� � ���� � ��������
� ���� ��� �������� ���� �� ������ ��� ���� ���� ��� ��� �� ��� ����
To review MRP supply and demand
From MRP Daily Operations (G3413), choose Supply/Demand Inquiry.
On Work With Supply and Demand
1. To locate the item for which you want to review supply and demand, completethe following fields:

Working with Material Requirements Plans
B73.3.1 (6/99) 5–17
� ���� �����
� ���� �����
2. To narrow your search to a specific order date, complete the following optionalfield and click Find:
� � �� ���
Processing Options for Supply and Demand Inquiry
Display 1
1. Deduct Safety Stock ____________
Blank = Do not decrease 1 = Decrease
2. Receipt Routing Quantities
Quantity in Transit ____________
Blank = Do not include 1 = Include Quantity in Inspection ____________
Blank = Do not include 1 = Include User Defined Quantity 1 ____________
Blank = Do not include 1 = Include User Defined Quantity 2 ____________
Blank = Do not include 1 = Include 3. Summarize Receipt Routing Steps ____________
Blank = Do not summarize 1 = Summarize
Display 2
4. Summarize Item Location Data ____________
Blank = Do not summarize 1 = Summarize 5. Display Data in Window Mode ____________
Blank = Do not display 1 = Display 6. Include Planned Orders ____________
Blank = Do not include 1 = Include 7. Exclude Bulk Items ____________
Blank = Do not exclude 1 = Exclude
Display 3
8. Convert Qty to Standard Potency ____________
Manufacturing and Distribution Planning
5–18 B73.3.1 (6/99)
Blank = Do not convert 1 = convert 9. Reduce Expired Lot Quantities ____________
Blank = Do not reduce 1 = Reduce
Process 1
1. ATP Line Flag ____________
Blank = No ATP Line 1 = Display ATP Line 2 = Display Cum. ATP Line 2. Supply/Demand Inclusion Rule ____________ 3. Rate Based Schedule Type ____________
Process 2
4. Forecast Types (Upto Five) ____________ 5. Days from today to include ____________ Forecasts
Versions 1
Program versions to be used.
1. Purchase Order Entry (P4310) ____________ 2. Purchase Order Inquiry (P4310) ____________ 3. Sales Order Entry (P4210) ____________ 4. Sales Order Inquiry (P4210) ____________ 5. Scheduling Work Bench (P31225) ____________ 6. MPS/MRP/DRP Pegging Inquiry ____________ (P3412)
Versions 2
7. MPS/MRP/DRP Time Series ____________ (P3413) 8. MPS/MRP/DRP Msg Detail (P3411) ____________ 9. Bill of Material Inquiry ____________ (P30200) 10. Item Branch (P41026B) ____________ 11. Mfg WO Processing (P48013) ____________ 12. Enter/Change Rate Schedule ____________ (P3109) 13. Item Availability (P41202) ____________
Reviewing Shop Floor Workbench for MRP
After a work order is on the shop floor, you must review the order and check capacityat the planned production line. You might need to change a schedule to keep theMaterial Requirements Planning schedule valid.
To review shop floor workbench for MRP
From MRP Daily Operations (G3413), choose Shop Floor Workbench.
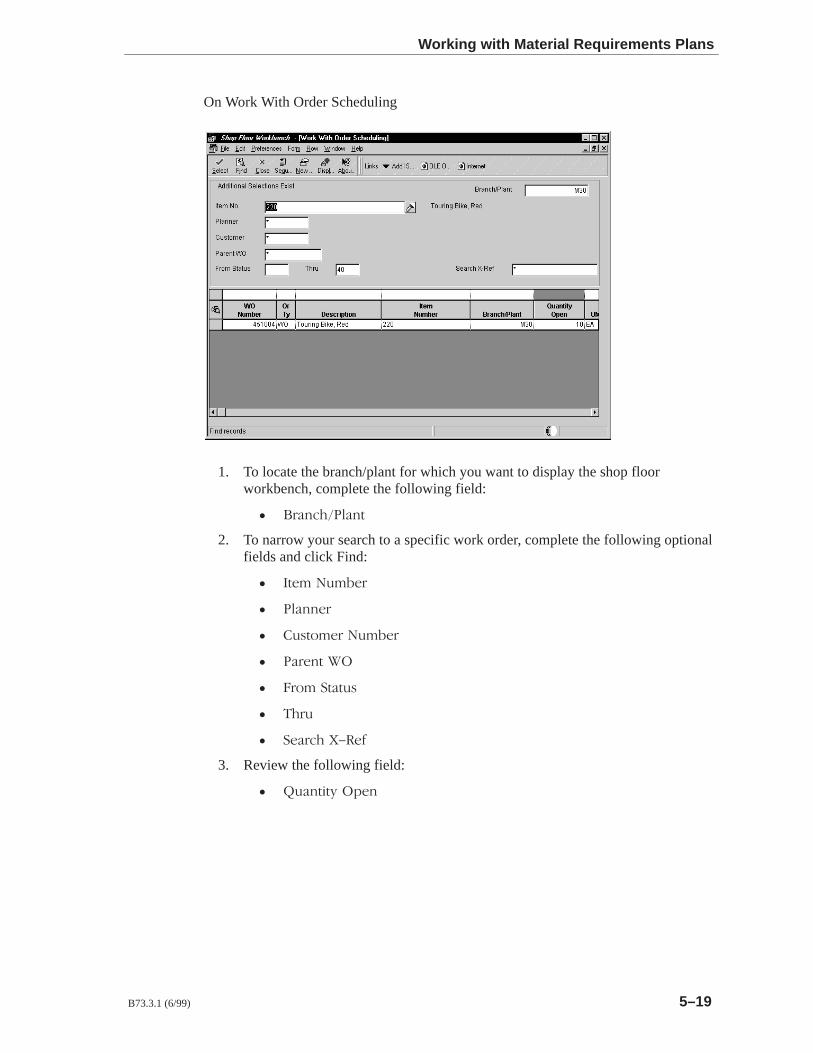
Working with Material Requirements Plans
B73.3.1 (6/99) 5–19
On Work With Order Scheduling
1. To locate the branch/plant for which you want to display the shop floorworkbench, complete the following field:
� �����������
2. To narrow your search to a specific work order, complete the following optionalfields and click Find:
� ���� � ����
� ������
� � ������ � ����
� ����� �
� ���� ��� �
� ���
� ����� �����
3. Review the following field:
� � �����! ���

Manufacturing and Distribution Planning
5–20 B73.3.1 (6/99)
Field Explanation
Planner The address book number of a manager or planner.
Note: A processing option for some forms lets you enter adefault value for this field based on values for CategoryCodes 1 (Phase), 2, and 3. Set up the default values on theDefault Managers and Supervisors form. After you set up thedefault values and the processing option, the informationdisplays automatically on any work orders that you create ifthe category code criterion is met. (You can either accept oroverride the default value.)
Customer Number A number that identifies an entry in the Address Book system.Use this number to identify employees, applicants,participants, customers, suppliers, tenants, and any otheraddress book members.
Parent WO A number that identifies the parent work order. You can usethis number to do the following:
� ����� �� ��� ����� �� ��� ���� ������� ��� ������ ��������� ������ �� �����
� ����� ���� ������ �� ������ ����� �����������
From Status User defined code system 00, type SS, that describes thestatus of a work order. Any status change from 90 thru 99automatically updates the date completed.
Search X–Ref An alphanumeric value used as a cross-reference or secondaryreference number. Typically, this is the customer number,supplier number, or job number.
Quantity Open The original quantity for the order detail line, plus or minusany changes to that quantity, minus all quantities shipped,received, and vouchered to date.
Working with Material Requirements Plans
B73.3.1 (6/99) 5–21
Processing Options for Manufacturing Scheduling Workbench
Status/Item
1. Select Status Range or Item
From WO Status ____________ Thru WO Status ____________ Item Number ____________ Item Cross Reference ____________
Addresses
1. Select Planner and/or Customer
Address Number-Planner ____________ Address Number-Customer ____________
Categories
1. Select WO Categories
WO Type ____________ WO Priority ____________ Phase (Category 1) ____________ Category 2 ____________ Category 3 ____________
Document
1. Select WO Document Type
WO Document Type ____________
Versions
1. Note: Versions will default to ZJDE0001
Sales Order Inquiry Version ____________ Purchase Order Inquiry Version ____________ Work Order Completions Version ____________ Super Backflush Version ____________ Inventory Issues Version ____________ Work Order Entry Version ____________ Sales Order Entry Version ____________ Purchase Order Entry Version ____________ Work Order Parts List Version ____________ Work Order Routing Version ____________
Reviewing Leadtime for MRP
Use Leadtime Inquiry to review leadtimes for a component or ingredient.
To review leadtime for MRP
From MRP Daily Operations (G3413), choose Leadtime Inquiry.

Manufacturing and Distribution Planning
5–22 B73.3.1 (6/99)
On Work With Leadtime BOM Inquiry
1. To locate the item for which you want to display leadtimes, complete thefollowing fields and click Find:
� �� ���
� ���� ������ � ������� ���� � �������
2. Review the information in the following fields:
� � ����� ����
� � ����� ��
� � ����� ����� ����
Processing Options for Leadtime Bill of Material Inquiry
Leadtimes
1. Enter a 1 to display the leadtime values from the Item Branch File or leave blank to display calculated leadtimes.
Calculated or Actual Leadtime ____________

B73.3.1 (6/99) 5–23
Validating Material Requirements Plans
After you generate the material requirements plan, you must validate it to ensure thatyou have sufficient work center capacity. Use Capacity Requirements Planning (CRP)to determine whether the material plan can be executed with the available resources.
See ������ ������� �������� �� ��� � in the Capacity Planning section.

Manufacturing and Distribution Planning
5–24 B73.3.1 (6/99)

B73.3.1 (6/99) 5–25
Processing Orders for MRP
From the Daily Order Preparation — Discrete menu (G3111), choose OrderProcessing.
After you run MRP Regeneration or MRP Net Change, use the Order Processing batchprogram to process multiple work orders. The system:
� ����� � �� ���� ����
� ����� � �� ������� ������������
� �� � ������ ��� � �����
� � � �� � �� ���� ��� �� ����������
� ���� ����
� ������� ������������
� ��� ��� � ������
� ������ �� ������ �
The program that you use to process orders for MRP is the same program that you useto process orders for Distribution Requirements Planning, Master Production Schedule,and Rough Cut Capacity Display.
See Also
� �������� ���� ������ �� �� ���� ����� �� ����� �����

Manufacturing and Distribution Planning
5–26 B73.3.1 (6/99)

Manufacturing and DistributionEnvironments

Manufacturing and Distribution Planning
5–28 B73.3.1 (6/99)

B73.3.1 (6/99) 6–1
Manufacturing and Distribution Environments
Today’s customer-driven manufacturing strategies require flexible manufacturing anddistribution systems.
The following graphic shows manufacturing and distribution environments that varyalong a continuum from discrete, low-volume production of customized designs toprocess, high-volume production of commodities.
Variety
Job Shop
Batch
Line
Continuous
Volume
1
2
3
4
Depending on the products manufactured, companies tend to create manufacturing anddistribution environments along the diagonal of the graph. Competitive advantagesoccur when a company can move upward and to the right (that is, manufacture morevolume along with more variety).
Sometimes a company can gain a competitive advantage by creating a mixed-modemanufacturing environment. In mixed mode, some high-volume products and somehigh-variety products are made within the same company, but in differentmanufacturing and distribution environments.
The Manufacturing and Distribution Planning system’s shared database providesmixed-mode capability. Manufacturing and Distribution Planning can simultaneouslymanage discrete items for a job shop, rate based items for a flow shop, and continuousitems for a process industry.

Manufacturing and Distribution Planning
6–2 B73.3.1 (6/99)
Working with manufacturing and distribution environments includes the followingtasks:
� ������ ��� ��� � ��������
� ������ ��� ��� ��� ��������
� ������ ��� ���������� ��������
Discrete Manufacturing
Discrete manufacturing uses bills of material and routings. The bill of material containsindividual parts or components, such as a nut, bolt, wire, or a plastic or metal part of afixed or variable quantity. Products are further divided into subassemblies that are usedin various larger assemblies.
Typical examples of products of discrete manufacturing are:
� ����
� ���������
� ��� ����� �
� ���������
Discrete manufacturing is usually further characterized by the strategy used, such as:
� ����#��#��� �� ����� ������ � �����! ���������� �� ��� ��� ����� ������!����
� ��! �� ��� "��#�������� �� � �� ����#��#������ ��������#��#������ ����������#��#�����
� �� "���#��� �� ��� ���� �����������
Batch Manufacturing
With batch manufacturing, you produce products from bills of material in a standardrun or lot size that is determined by vessel size or standard run length.
Process Manufacturing
Process manufacturing uses bills of material and ingredients. The manufacturingprocess either consumes or produces these resources. Processes create co-products, andmany create by-products as well. In a process or discrete bill of material, the quantityof a component can vary according to its grade or potency.

B73.3.1 (6/99) 6–3
Unique features of process manufacturing are:
� � ���� ��$���� ���
� �� ���� ��$���� ��� ��#$���� ��� �� ��� �����
� �������� � ���������� ������� �� �����
Distribution
Distribution systems work together with manufacturing systems to ensure that the rightitem is in the right place at the right time to meet customer demand. Supply anddemand components must balance to ensure that this can occur. For example, theInventory Management system does the following:
� ����� ���� ������ ���� ��� ��� � � � �� ���� �#�����
� ����� � ��� �� � ��� ���� ����� �� � ������� ! �� ��� �# ��� ����
� �� ��� ����� ��� ��� ����� ���� "���� #� ��� �� ��� ����
� ��� ��� ��� ��!�����# ��� �� � � ���� �� ��� ����� � ������ "��� �#�� ��� �� ��!�����# ! � ����� �� �� ! �� ����� �� ��!�����
Configured Items
MRP does not recognize configured (string) differences for a given configured item.

Manufacturing and Distribution Planning
6–4 B73.3.1 (6/99)

B73.3.1 (6/99) 6–5
Working with Batch Planning
With batch manufacturing, a product is made from a bill of material in a standard runor lot size determined by vessel size or standard run length. Typical products for batchmanufacturing include:
� � �����������
� ����
� �����
� �������� ���������
� ������
The objective for batch manufacturing is to process work orders with a batch quantitythat corresponds to a batch bill of material and to use these orders for MRP processing.Just as the bill type uniquely defines a bill of material, you can use the batch quantitywith bill type to further define a unique bill.
With this manufacturing method, some restrictions on capacity determine the size ofthe batch produced. For example, you might need to fill the vats to a certain level forthe process to perform properly.
In addition, the system specifically defines the component quantities for the batch. Forexample, a 50-gallon vat requires a given quantity of one component, but the systemdoes not necessarily double the component for a 100-gallon vat. Such components areoften enzymes or catalysts.
Vats are often physically located close to a more repetitive downstream process. Forexample, in the making of bread, the process mixes the dough in a batch and leaves itto rise before forming individual loaves and sending it for baking and packaging.
You often express units of measure for batches in terms of volume or weight, such as:
� ������ �� �������
� ��������� �� �����
After you create a batch bill of material and batch routing for the work order header,process the batch work order to attach the parts list and routing instructions to the workorder header. Then, generate a master schedule of batch work orders and review theoutput.
Working with batch planning consists of the following tasks:

Manufacturing and Distribution Planning
6–6 B73.3.1 (6/99)
� �������� ���� ���� �� ��������
� ���������� ��� ��� ���� ����
� �������� ���� ������ ���� ��� ����������
See Also
� ������� ��� �������� �� ��� ����� ���� ���������� ���� ��� ��������������� � ��� ���� ��������
Reviewing Batch Bills of Material
You use batch bills of material to accommodate physical constraints. For example,some industries, such as the pharmaceutical or food industries, use ovens or vats tomake products in fixed quantities or batches. You can enter many combinations ofbatch sizes and bill types.
Before You Begin
� ��� ��� ����������� ���������� ������ �� ������ ��� ����� ������ ������
To create a batch bill of material
From the Daily PDM Discrete menu (G3011), choose Enter/Change Bill.

Working with Batch Planning
B73.3.1 (6/99) 6–7
On Work with Bill of Material
1. To locate the bill of material, complete the following fields and click Find:
� �� � ���� �
� �����
� ��� �� ����
2. Review the following fields:
� ��
� ���� ���
� ��� �� ����
Field Explanation
Type of Bill A user defined code (40/TB) that designates the type of bill ofmaterial. You can define different types of bills of material fordifferent uses. For example:
M Standard manufacturing billRWK Rework billSPR Spare parts bill
The system enters bill type M in the work order header whenyou create a work order, unless you specify another bill type.The system reads the bill type code on the work order headerto know which bill of material to use to create the work orderparts list. MRP uses the bill type code to identify the bill ofmaterial to use when it attaches MRP messages. Batch bills ofmaterial must be type M for shop floor management, productcosting, and MRP processing.

Manufacturing and Distribution Planning
6–8 B73.3.1 (6/99)
Field Explanation
Batch Qty The quantity of finished units that you expect this bill ofmaterial or routing to produce. You can specify varyingquantities of components based on the amount of finishedgoods produced. For example, 1 ounce of solvent is requiredper unit up to 100 units of finished product. However, if 200units of finished product is produced, 2 ounces of solvent arerequired per finished unit. In this example, you would set upbatch quantities for 100 and 200 units of finished product,specifying the proper amount of solvent per unit.
See Also
� ������ ���� ����� �� �������� �� ��� ����� ���� ���� ����� ���� �� � � ���� ����� ����� ����� ��� �� ��� ��
Processing Options for Bill of Material Revisions
Defaults
1. Enter a ’1’ to default the Component Branch to the Parent Branch displayed at the top of the form.
Default Component Branch ____________
2. Enter the following default values:
Type Bill of Material ____________
3. Enter a ’1’ to default the as of date to the current date. If left blank, all dates will be shown.
Default to Current Date ____________
Display
1. Enter a ’1’ by the following fields to activate them:
Bill Type ____________ Batch Quantity ____________
Versions
Enter the version for each program. If left blank, version ZJDE0001 will be used.
1. Single Level BOM Print ____________ (P30410) 2. Multi Level BOM Print (P30415) ____________ 3. ECO Workbench (P30225) ____________ 4. Component Maintenance (P3015) ____________ 5. ECO Header [P30BREV] ____________ 6. Bill of Material Where Used ____________ (P30201)

Working with Batch Planning
B73.3.1 (6/99) 6–9
7. Item Master (P4101B) ____________ 8. Co/By Produced Inquiry ____________ (P30211) 9. Bill of Material Inquiry ____________ (P30200)
Edits
1. Enter a ’1’ to validate for an existing Branch/Item record.
Item Branch validation ____________
Sort
1. Enter a ’1’ to sequence by Line Number or enter a ’2’ to sequence by Operation. (FUTURE)
Sequence By ____________
Interop
1. Enter the Transaction type for the interoperability transaction. If left blank, outbound interoperability processing will not be performed.
Transaction Type ____________
2. Enter the version of “Process Outbound Bill of Material” (R3002Z1O). If left blank ZJDE0001 will be used.
Outbound Processing Version ____________
3. Enter a ’1’ to write the before image for a change transaction. If left blank, only the after image will be written.
Before Image Processing ____________
Generating MPS for Batch Bills
From the Periodic Single Site Planning menu (G3422), choose MPS Regeneration.
Use MPS Regeneration to generate a master schedule for all items or for selecteditems. This program functions differently depending on whether more than one batchbill exists.
If only one batch bill exists, MPS uses the batch quantity as follows:
� �� � �������� �� �� ��� ������� ���� ��� ������ ��� �� ���� ��������
� �� � ��� � � �� �� ��� ������� ���� ��� ���� ��� �� ���� ��������

Manufacturing and Distribution Planning
6–10 B73.3.1 (6/99)
In either case, the program generates a separate planned order for each batch quantity.
For example:
��"�� �#��"�"$ ��� ���#� ����" ��!#�"��� ��� ������� ��
���� ���� ����
����
���� �� ����
If one batch bill is greater than all of the batch quantities, the program uses the largestbatch quantity in combination with any of the other quantities to most accuratelysatisfy the requirement.
For example:
��"�� �#��"�"$ ��� ���#� ����" ��!#�"��� ��� ������� ��
���
���
��
����
���� ����
���
���
���
��
����
���� ����
����
����
If multiple batch bills exist and the net requirement is less than the largest batchquantity, the program uses the next highest batch quantity to satisfy the requirement.
For example:
��"�� �#��"�"$ ��� ���#� ����" ��!#�"��� ��� ������� ��
���
���
��
����
�� ��
See Also
� ������� ��� ��� ����� ����� � �� "�� � ���!!��� ��"���! �� "��! � �� ��

Working with Batch Planning
B73.3.1 (6/99) 6–11
Reviewing Batch Output from MPS
After you generate a master schedule, use MPS Time Series Inquiry and MPS DetailMessage Review to review the time series and messages from the MPS generation.
The time series is a record of time-phased supply and demand netting for selecteditems. The messages reflect how the system used batches to generate order quantitiesfor net requirements for each time period.
Reviewing batch output consists of the following:
� ��������� ��� ���� ������ ��� ���� ������
� ��������� ����� ������� ��� ���� ������
See Also
� �������� �� �� � ������ ��� ���� ���������� �� ��� ������ ��������� ��� ��� ���������� �������
� ������ ��� ������� ��� ��� ���������� ������� ��� ��� ����� ������������
To review the time series for batch output
From the MPS Daily Operations menu (G3412), choose MPS Time Series/ATPInquiry.
On Work With Time Series
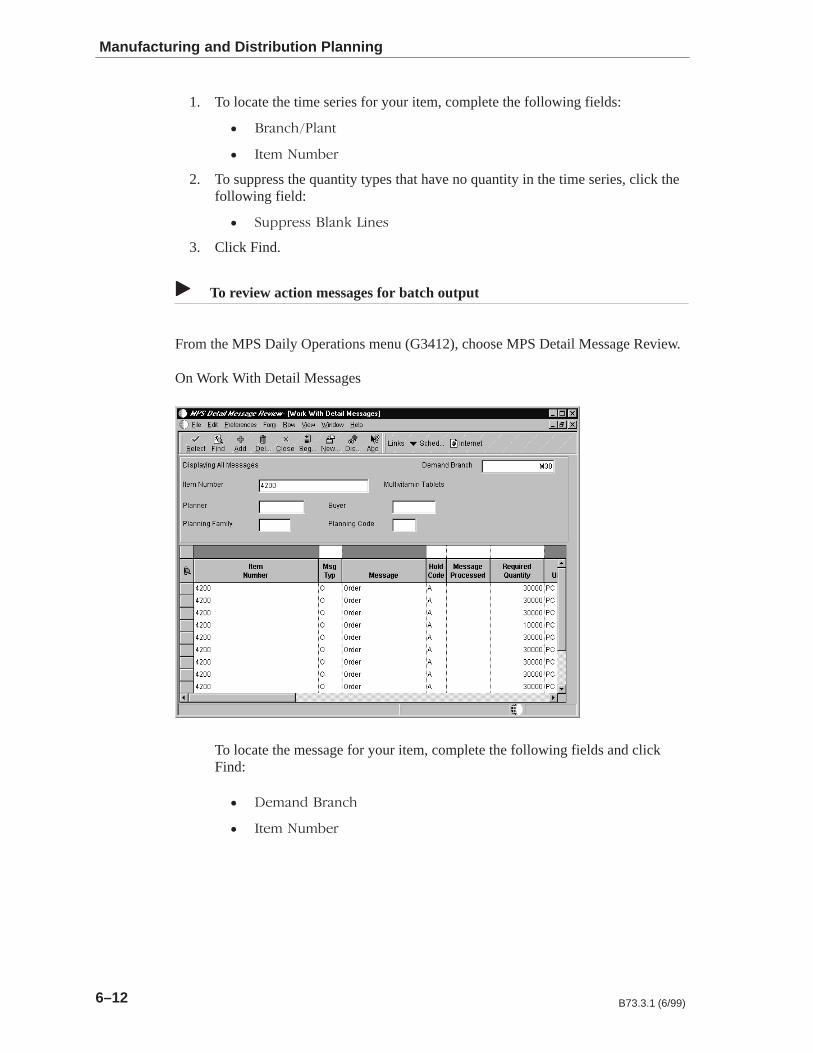
Manufacturing and Distribution Planning
6–12 B73.3.1 (6/99)
1. To locate the time series for your item, complete the following fields:
� ����������
� ���� ������
2. To suppress the quantity types that have no quantity in the time series, click thefollowing field:
� ������� ���� �����
3. Click Find.
To review action messages for batch output
From the MPS Daily Operations menu (G3412), choose MPS Detail Message Review.
On Work With Detail Messages
To locate the message for your item, complete the following fields and clickFind:
� ���� �����
� ���� ������

B73.3.1 (6/99) 6–13
Working with Process Planning
Process manufacturing produces products such as liquids, fibers, powders, or gasses.Pharmaceuticals, foodstuffs, and beverages are typical examples of process productsand represent a significant share of the manufacturing market. Products such as theseare usually manufactured by a two-step process:
� ������ �� ���� ���
� ������� �� �������
There might also be intermediate steps, such as curing, baking, or preparation.
Process manufacturing uses bills of material and ingredients. These ingredients can beeither consumed or produced during the manufacturing process. In a process bill ofmaterial, the quantity of a component can vary according to its grade or potency.
The process produces co-products and by-products. A co-product is a saleable end itemthat results from a process. A by-product is a material of value that is producedincidental to or as a residual of the process.
The different types of processing in process manufacturing are:
� ����
� ����������
In batch processing, you usually produce a product in a standard run or lot sizedetermined by vessel size, line rates, or standard run length. Because of the life cycleof the product after its completion, you typically schedule items made this way in shortproduction runs. Co-products and by-products can be generated during batchprocessing. Typical items produced with batch processing include:
� �����������
� ��� �
� ���� � �����
� �����
� ��� �� ������� ��� ����

Manufacturing and Distribution Planning
6–14 B73.3.1 (6/99)
In the continuous flow environment, production runs typically continue for anextended duration. Equipment is dedicated to one product or product line. This methodof manufacturing is characterized by difficulty in matching output volume withdemand and varying yield from process operations. Examples are petroleum-basedproducts and water purification. Co-products and by-products are generally moreprevalent in continuous processing than in batch processing.
MPS calculates the time series for co-products. Demand for the co-product generatesMPS order messages to drive the production process. Co-products that are fullysatisfied by the process do not receive order messages. Processes might also make aby-product. The by-product might have some value, but it is not the central purpose ofthe process. For example, the lubricant process has co-products of household lubricantand graphite lubricant, and a by-product of sludge. The lubricant would not beprocessed primarily to obtain sludge.
Usually, both batch and continuous processing methods require extensive recordkeeping, recording of quality and tolerance values during the process, and strictadherence to lot tracing and tracking.
To identify an item for process manufacturing, you must define the item’s stockingtype as R to distinguish it from co-products or discrete items. You must then specifyboth the percentage of the demand for co-products that is satisfied from process workorders and the percentage that is satisfied from other sources, such as work orders forthe co-products. You can then generate and review a master schedule of all processwork orders and output. This output consists of time series and messages for the co-and by-products.
Working with process planning consists of the following tasks:
� �� ����� ������� ����� �� ��������
� �� ����� �� ��� ���������
� ���������� ��� �� ��� ������ ��������
� ��������� ������ ������ ��� ��� ����������
Defining the Stocking Types for Processes
You define the stocking type to distinguish the process from its co-products or discreteitems.
To define the stocking type for the process
From the Inventory Master/Transactions menu (G4111), choose Item Master.
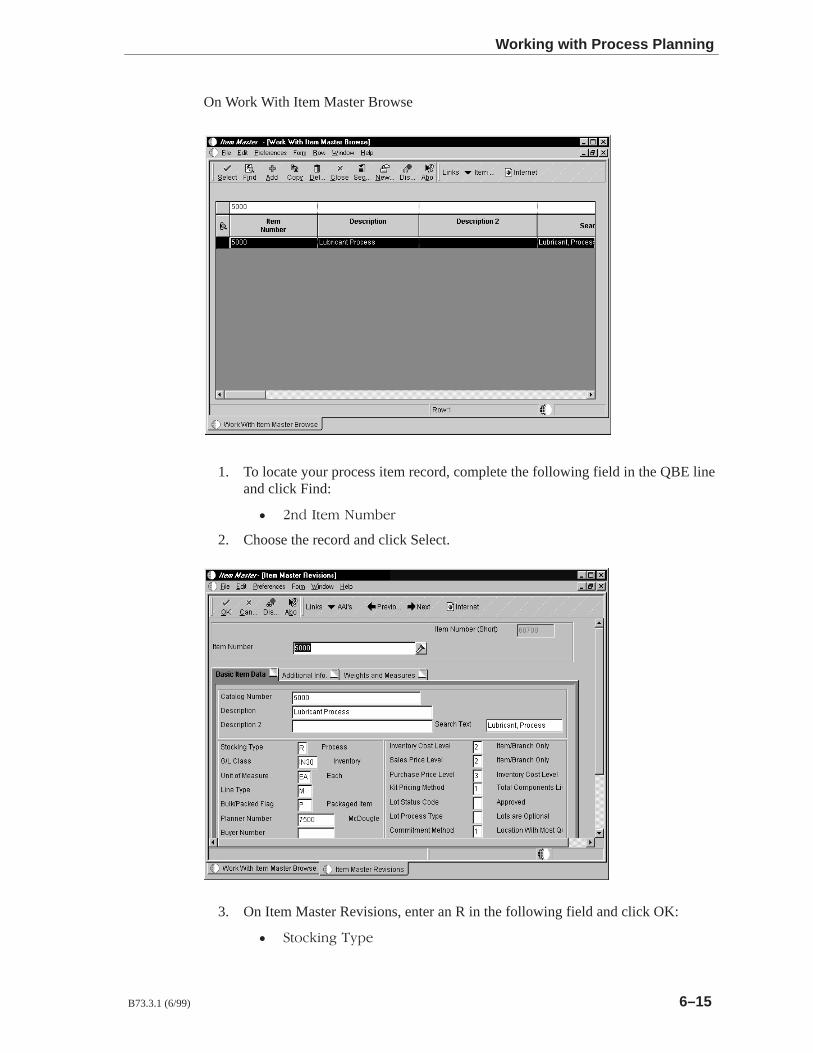
Working with Process Planning
B73.3.1 (6/99) 6–15
On Work With Item Master Browse
1. To locate your process item record, complete the following field in the QBE lineand click Find:
� �� ��� �����
2. Choose the record and click Select.
3. On Item Master Revisions, enter an R in the following field and click OK:
� ���� ��� ���

Manufacturing and Distribution Planning
6–16 B73.3.1 (6/99)
Field Explanation
Stocking Type A user defined code (41/I) that indicates how you stock anitem, for example, as finished goods or as raw materials. Thefollowing stocking types are hard-coded and you should notchange them:
0 Phantom itemB Bulk floor stockC Configured itemE Emergency/corrective maintenanceF FeatureK Kit parent itemN Nonstock
The first character of Description 2 in the user defined codetable indicates if the item is purchased (P) or manufactured(M).
Defining Co- and By-Products
Use the Co-/By-Products Planning Table to set up co- and by-product processes forMPS and MRP. This table specifies the percentage of the demand for co-products thatis satisfied from process work orders and the percentage that is satisfied from othersources.
You can also specify special circumstances. For example, by entering 75% in the table,you specify that 75% of demand is satisfied from process work orders and the balancefrom other sources. The system automatically satisfies the balance by planningco-product work orders or creating purchase orders, for example.
If a co-product can be produced by more than one process, both processes appear in thetable when you locate the co-product. For example, a 65% – 35% relationship can existbetween the two processes.
To define co- and by-products
From the Product Costing Setup menu (G3042), choose Co-/By-Products PlanningTable.

Working with Process Planning
B73.3.1 (6/99) 6–17
On Work with Co/By-Products Planning Table
1. To locate the co-/by-product table, complete the following fields and click Find:
� � ��������
� ������� �����
2. Choose a process and click Select.
3. On Co/By-Products Planning Table Revisions, complete the following fieldsand click OK:

Manufacturing and Distribution Planning
6–18 B73.3.1 (6/99)
� ��� �
� ���� �
� ��� ���� ����
� ��� ���� ��� ��
Field Explanation
Plan % The percentage of demand for a specified feature based onprojected production. For example, a company might produce65% of their lubricant with high viscosity, and 35% with lowviscosity, based on customer demand.
The Material Planning system uses this percentage toaccurately plan for a process’s co-products and by-products.Enter percentages as whole numbers, for example, enter 5%as 5.0. The default value is 0%.
Form-specific information. . . . . . . . . . . . . . . . . . . . . . . . . . . .
The percentage of supply from a specific process.
Cost % A percentage that the Simulate Cost Rollup program uses tocalculate the cost of a feature or option item as a percentageof the total cost of the parent.
Enter the percentage as a whole number, for example, enter5% as 5.0.
Form-specific information. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Used to calculate the cost of a co-product and by-productwhen it can be produced from more than one process, or froma combination of a process and a work order. This valuedetermines what percentage of the cost of the co-product andby-product is allocated to the selected process.
Generating MPS for the Process Industry
From the Periodic Single Site Planning menu (G3422), choose MPS Regeneration.
When you choose MPS Regeneration, the system:
� ����� � � � �� � ����������
� � ������ ����������
� � � �� � ��� � �� � �� � ��� � ��� �� � � �� � �� ��
See Also
� ����� �� � ����� ������ �� ����� ����

Working with Process Planning
B73.3.1 (6/99) 6–19
Reviewing Process Output from MPS Generation
After you generate a master schedule, use MPS Time Series Inquiry and MPS DetailMessage Review to review the time series and messages that the system has generated.
Many processes produce multiple co-products. In each time period, whicheverco-product has the greater demand is the pacing co-product. For example, a processmight produce both plastic and ethylene-glycol (anti-freeze). If there is greater demandfor plastic in a time period, the system plans for the process based on the demand forplastic. This might result in excess anti-freeze production.
The time series is a record of time-phased supply and demand netting for selected co-and by-products. Co-products that are fully satisfied by the process do not receiveorder messages. Instead, the system creates warning messages for co-products that areplanned by a process.
Process item numbers do not have a time series.
Reviewing process output from the MPS generation includes the following tasks:
� ������ ��� ����� � � � � ��� ����� �����
� ������ ������� � � �� ������
To review time series for co- and by-products
From the MPS Daily Operations menu (G3412), choose MPS Time Series/ATPInquiry.
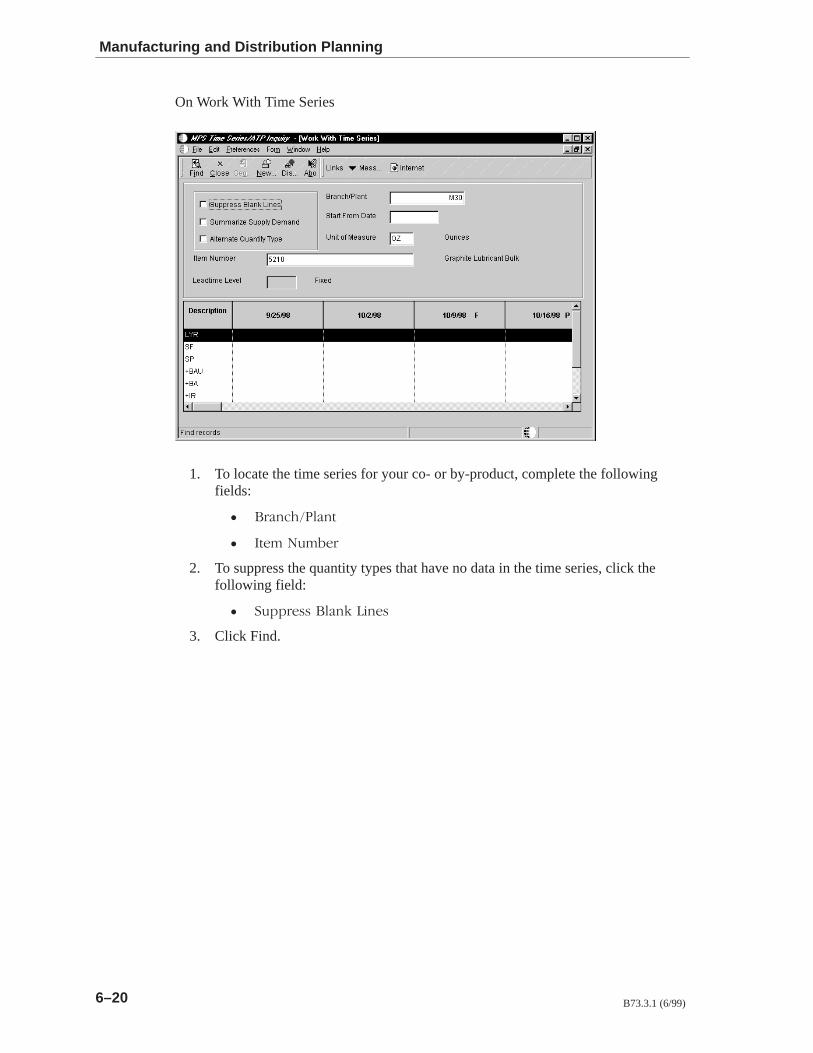
Manufacturing and Distribution Planning
6–20 B73.3.1 (6/99)
On Work With Time Series
1. To locate the time series for your co- or by-product, complete the followingfields:
� ���� �����
� ���� �����
2. To suppress the quantity types that have no data in the time series, click thefollowing field:
� �������� ���� �����
3. Click Find.

Working with Process Planning
B73.3.1 (6/99) 6–21
To review messages for processes
From the MPS Daily Operations menu (G3412), choose MPS Detail Message Review.
On Work With Detail Messages
To locate the messages for your process item, complete the following fields andclick Find:
� ��� ��� ��
� ��� �����
Co-products that are fully satisfied by the process do not receive order messages.
See Also
� �� �� ���� ������� ������

Manufacturing and Distribution Planning
6–22 B73.3.1 (6/99)

B73.3.1 (6/99) 6–23
Working with Repetitive Planning
Use repetitive manufacturing for highly repetitive production that relies on aproduction rate. Repetitive manufacturing enables you to specify a rate schedule byeffective date in daily, weekly, or monthly quantities.
Repetitive manufacturing reflects the following characteristics:
� �#!�&�%�! '!�&�� �$ $%���� � � "#����%�����
� ����%��� �$ $�!#%�
� ��%!#* ��*!&% �$ "#!�&�%-!#�� %�� � � !�%� ���#��%�#�+�� �$ ,����&��#�� &���%&#� ��� ��$$�����# !"�#�%�! $ �#� "�*$�����* �#!&"�� $! %��% %��"#!�&�% ��!($ #�"���* �#!� ! � !"�#�%�! %! %�� �)%�
� ��%&"$ �#� $�!#%� $! %��% $(�%��� � ��%(�� "#!�&�%$ �!�$ !% ��"��% %��%��� �'������� �!# "#!�&�%�! �
� �#!&" %��� !�!�* �$ !�%� � �!#"!#�%�� � %! %�� ��$�� � �� ��#� � � ��� &���%&#� � � �� ��#� � %! ���!��!��%� $!�� '�#��%* (�%� �!( ��"��%! �!$% !# "#!�&�%�! $"����
� � �% !� ���$&#� �$ !�%� ����� �!(�'�#� �% �� ��$! �� '!�&��- !#(����%-#���%�� (�� �% �$ &$�� � � � '�#! �� % %��% �$ $�����# %! "#!��$$�� &���%&#� � �$ !""!$�� %! ��$�#�%��
Some examples of repetitive products are:
� ����%#! �� �!!�$
� &%!�!����$
� �&#���� �! $&��# �!!�$ �(�$�� � ����� �$� #��#���#�%!#$� � � $! ! �
To plan for repetitive items, you:
� ��� %��* %�� �%�� �$ � #�%� $����&��� �%�� �!# � $"������ �#� ���"�� %
� #��%� � #!&%� � �!# %�� �%��
� %%��� %�� #�%� $����&��� �%�� %! � �� �
After you process the repetitive items, generate a master schedule and output that youcan review. This output consists of time series and messages. You can then validate theload on lines or cells by viewing the effects of a rate schedule on a given work centerand adjusting the priorities of the schedule.

Manufacturing and Distribution Planning
6–24 B73.3.1 (6/99)
Working with repetitive manufacturing consists of the following tasks:
� � ������ ��� � ������ ��� � � ����� �� ��
� �� ���� � � ����� ��������
� �� ���� ��� ��� � � ����������
� �� ���� �� ��� ��� �
� � � ����� �� ��� � � ����� �� ��
� � �� ���� � � ����� ������ ���� ��
� � �� ���� �� ��� ��� ����
Defining Order Policy for Repetitive Items
You must identify the item as a repetitive item for a specific branch/plant for theMPS/MRP/DRP system to process the item as repetitive.
To define order policy for repetitive items
From the Inventory Master/Transactions menu (G4111), choose Item Branch/Plant.
On Work With Item Branch

Working with Repetitive Planning
B73.3.1 (6/99) 6–25
1. Complete the following field and click Find:
� �� �� ��
2. Choose a row and choose Additional System Information from the Row menu.
3. On Additional System Info, identify the item as a rate scheduled item in thefollowing field:
� ��� ������ ��
Field Explanation
Order Policy Code A code that designates the rules for inventory reordering in theMPS/MRP/DRP systems. Valid codes are:
0 Reorder point (not planned by MPS/MRP/DRP)1 Lot-for-lot or as required2 Fixed order quantity3 Economic order quantity (EOQ)4 Periods of supply5 Rate scheduled item
The codes above are hard coded.
Creating Repetitive Routings
A routing is a list of the operations and resources that are required to complete aprocess. The repetitive routing includes line and cell information in the header area aswell for each operation.

Manufacturing and Distribution Planning
6–26 B73.3.1 (6/99)
To create repetitive routings
From the Daily PDM Discrete menu (G3011), choose Enter/Change Routing.
On Work with Routing Operations
1. Complete the following fields and click Find:
� �����������
� �� �� ��
2. Click Select.

Working with Repetitive Planning
B73.3.1 (6/99) 6–27
3. On Enter Routing Information, review the following fields for each operationsequence:
� �������
� ������ �����
� ����� �� ��������
Field Explanation
Line/Cell A number that defines a production line or cell. Detailed workcenter operations can be defined inside the line or cell.
Resource Units A number that indicates how many of the line’s resource unitsare needed to produce one item.
Consuming Location The storage location from which goods will be moved.
Creating Line/Item Relationships
Line/Item Relationships defines on what production line the product will be assembled.It also defines shift and period information for that line.
To create line/item relationships
From the Shop Floor Management Setup menu (G3141), choose Line/ItemRelationships.

Manufacturing and Distribution Planning
6–28 B73.3.1 (6/99)
On Work With Line/Item Relationships
1. Complete the following fields and click Find:
� ��� � ��� �
� ��� �����
2. Click Add.
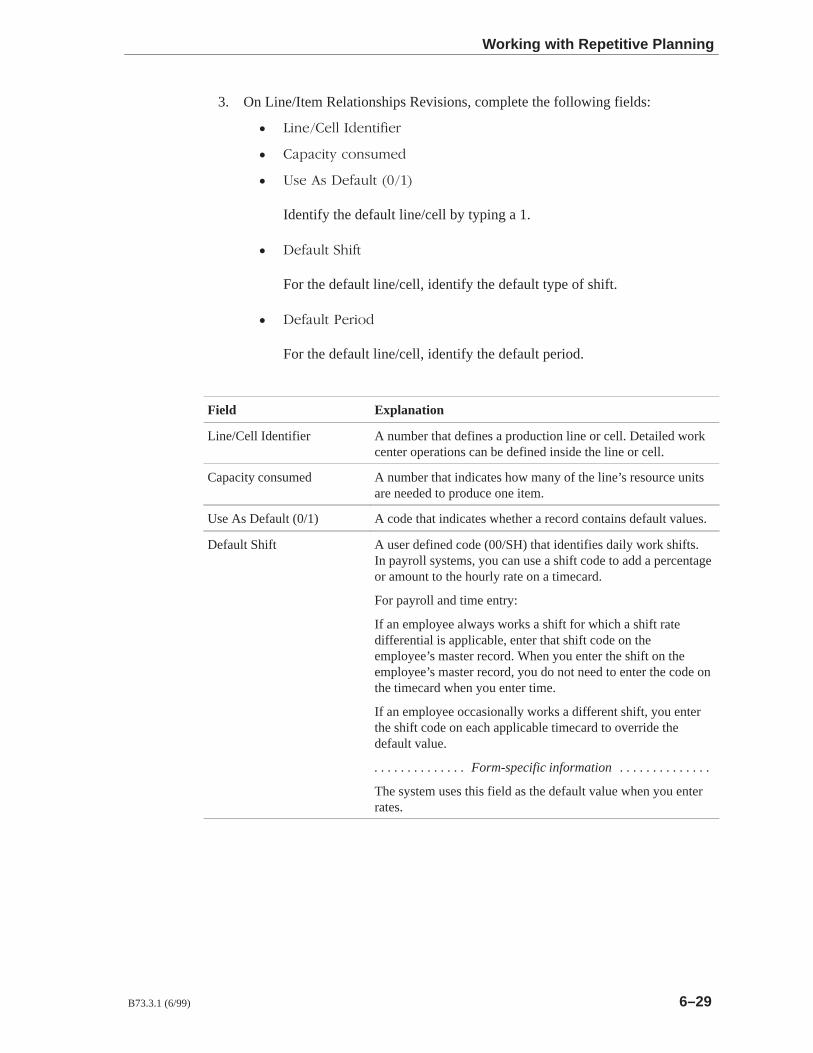
Working with Repetitive Planning
B73.3.1 (6/99) 6–29
3. On Line/Item Relationships Revisions, complete the following fields:
� ��������� ���������
� �������� ��������
� ��� �� ������ �����
Identify the default line/cell by typing a 1.
� ������ ����
For the default line/cell, identify the default type of shift.
� ������ ������
For the default line/cell, identify the default period.
Field Explanation
Line/Cell Identifier A number that defines a production line or cell. Detailed workcenter operations can be defined inside the line or cell.
Capacity consumed A number that indicates how many of the line’s resource unitsare needed to produce one item.
Use As Default (0/1) A code that indicates whether a record contains default values.
Default Shift A user defined code (00/SH) that identifies daily work shifts.In payroll systems, you can use a shift code to add a percentageor amount to the hourly rate on a timecard.
For payroll and time entry:
If an employee always works a shift for which a shift ratedifferential is applicable, enter that shift code on theemployee’s master record. When you enter the shift on theemployee’s master record, you do not need to enter the code onthe timecard when you enter time.
If an employee occasionally works a different shift, you enterthe shift code on each applicable timecard to override thedefault value.
Form-specific information. . . . . . . . . . . . . . . . . . . . . . . . . . . .
The system uses this field as the default value when you enterrates.

Manufacturing and Distribution Planning
6–30 B73.3.1 (6/99)
Field Explanation
Default Period A code that determines the frequency of the schedule. Validcodes are:
1 Monthly2 Weekly3 Daily4 Per Shift (for future use)
Form-specific information. . . . . . . . . . . . . . . . . . . . . . . . . . . .
The system uses this field as the default value when you enterrates.
Creating Rate Schedules
A rate schedule is a request to produce a certain quantity of items on a specifiedperiodic basis for a given length of time. Rate schedules eliminate the need to createmultiple work orders for items you want to produce monthly, weekly, or daily inregular quantities. You generally use rate schedules in repetitive manufacturing.
To create a rate schedule, you:
� ������ ��������� ����������� ���� �� ������ � ����� ��� ������������
� ������ ���������� ����������� ���� �� ��� ���� ��� ���������� �� �������� ���� �� �����
You can use processing options to define a default schedule type, schedule period, andspread value. You can also choose to display only active schedules. In addition, you canaccess associated forms by indicating the version of these forms in the processingoptions. You can use these forms to view and modify information for routing, workcenter, MPS/MRP/DRP time series, rate generation, and scheduling.
Deleting Rate Schedules
You can only delete a rate schedule if it has never been used. Active rate schedulescannot be deleted. You must close out the schedule.
Duplicating Rate Schedules
You can enter duplicate rate schedules.
Creating Automatically
You automatically create a rate when you process a Create Rate message in DetailMessage Review.

Working with Repetitive Planning
B73.3.1 (6/99) 6–31
Before You Begin
� ��! "� %�"� $��� ���!�� � ��� ������� � ���� ������� �� !�� ���� �������������� ������
� ��! "� %�"� ��"!��� �� !�"�!��� � ��� ��������� ������� ������������ �� !������ ����� ��������� ������
� ��! "� %�"� ������!�� ����!��� ��� � ��� �������� �������� ��������������
To create rate schedules
From the Rate Based Scheduling menu (G3115), choose Enter/Change Rate Schedule.
On Work With Rate Schedules
1. Complete the following fields and click Find:
� ������� ���!
� ����� �%��
� !�� �"����
� ��������
� �����!�#� ���� ��!�
� ���" ��!�
� ���� �!�!"

Manufacturing and Distribution Planning
6–32 B73.3.1 (6/99)
� ��� �����
2. Review the following default information:
� � ����
� �����
� �� ���� �
� �� ���� �
� �� ���� �
� ��� ����� � �
� ��� ����� �
Field Explanation
Period A code that determines the frequency of the schedule. Validcodes are:
1 Monthly2 Weekly3 Daily4 Per Shift (for future use)
Shift A user defined code (00/SH) that identifies daily work shifts.In payroll systems, you can use a shift code to add a percentageor amount to the hourly rate on a timecard.
For payroll and time entry:
If an employee always works a shift for which a shift ratedifferential is applicable, enter that shift code on theemployee’s master record. When you enter the shift on theemployee’s master record, you do not need to enter the code onthe timecard when you enter time.
If an employee occasionally works a different shift, you enterthe shift code on each applicable timecard to override thedefault value.
Category 1 A user defined code (00/W1) that indicates the current stage orphase of development for a work order. You can assign a workorder to only one phase code at a time.
Note: Certain forms contain a processing option that allowsyou to enter a default value for this field. If you enter a defaultvalue on a form for which you have set this processing option,the system displays the value in the appropriate fields on anywork orders that you create. The system also displays the valueon the Project Setup form. You can either accept or overridethe default value.

Working with Repetitive Planning
B73.3.1 (6/99) 6–33
Field Explanation
Category 2 A user defined code (00/W2) that indicates the type or categoryof a work order.
Note: A processing option for some forms lets you enter adefault value for this field. The value then displaysautomatically in the appropriate fields on any work orders thatyou create on those forms and on the Project Setup form. Youcan either accept or override the default value.
Category 3 A user defined code (00/W3) that indicates the type or categoryof the work order.
Note: A processing option for some forms lets you enter adefault value for this field. The value then displaysautomatically in the appropriate fields on any work orders thatyou create on those forms and on the Project Setup form. Youcan either accept or override the default value.
Qty Completed The number of units committed for shipment in Sales OrderEntry, using either the entered or the primary unit of measuredefined for this item.
In the Manufacturing system and Work Order Time Entry, thisfield can indicate completed or scrapped quantities. Thequantity type is determined by the type code entered.
Qty Scrapped The number of units canceled in Sales Order or Work OrderProcessing, using either the entered or the primary unit ofmeasure defined for this item.
In manufacturing, this can also be the number of units scrappedto date.
See Also
� �������� ���� � ����� �� ��� � �� ����� ���������� ����
Generating MPS for Repetitive Items
From the Single Site Periodic Planning Operations menu (G3422), choose MPSRegeneration.
When you run the MPS Net Change or Regeneration program, the system:
� ��� ����� �� ����� ����������
� ������� �� �� ������
� ��������� � ���� ������ ��� ������� �� ��� �� ����� �����

Manufacturing and Distribution Planning
6–34 B73.3.1 (6/99)
To generate MPS for repetitive items:
� ��� �� ��������� ������� �� ������� �� ������ ���������� ����� �
� ����� �� ���� �� ���� ����� � ��� ��� ���� �� ��� ��� ���������
� ��� � ��������� ������ �� ������ ���� ����������� �� ����� ��� �����
See Also
� �������� � ����� �� �� ��� ��� ����
� �������� � ����� �� �� ��� ���� ����
Reviewing Repetitive Output from MPS
After you generate a master production schedule, use MPS Time Series Inquiry andMPS Detail Message Review to review the time series and messages that the systemhas generated.
The time series is a record of time-phased supply and demand netting for selecteditems. The system links the planned order releases for the parent item to the grossrequirements of component items.
If a component does not have its own rate schedule, the system applies the demandfrom the parent item. The demand from the rate scheduled parent follows the samelogic as regular work orders. When a rate schedule is added for a component of a ratebased parent, the calculation includes the information for the component in both therate schedule (+RS) and unadjusted rate schedule (+RSU) lines of data. The componentis processed as supply, and regular MRP logic applies.
The messages reflect how the system used rate scheduled items to generate quantitiesfor net requirements for each time period. The MPS/MRP program produces three mainaction messages that pertain to repetitive items:
I = Increase rate to Updates an existing rate to the increased quantity.
H = Decrease rate to Updates an existing rate to the decreased quantity.

Working with Repetitive Planning
B73.3.1 (6/99) 6–35
N = Create rate Treats messages as a group from the MPS/MRP DetailMessage Review form. You may answer more than onemessage at a time.
Instead of creating a single rate for a given schedule periodtype over a date range, the system creates a series of rates tocover the entire period. For instance, instead of having oneweekly rate in effect for four weeks, the system creates fourweekly rates, each in effect for a week.
When you process a Create Rate message, the system canattach the parts list and routing automatically.
When the system processes messages to update rates (I and H messages), it does notcheck the validity of the dates received. The MPS/MRP regeneration producesmessages with valid dates. However, you can change these dates before processing themessage. To avoid updating invalid rates, ensure the validity of the dates you enterwhenever you change message dates before processing.
Reviewing repetitive rate scheduled output consists of the following tasks:
� ����� � �� ��� ����� ��� ���� �������� ������
� ����� � ���� �������� ��� ���� �������� ������
To review the time series for rate scheduled output
From the MPS Daily Operations menu (G3412), choose MPS Time Series/ATP Inquiry.
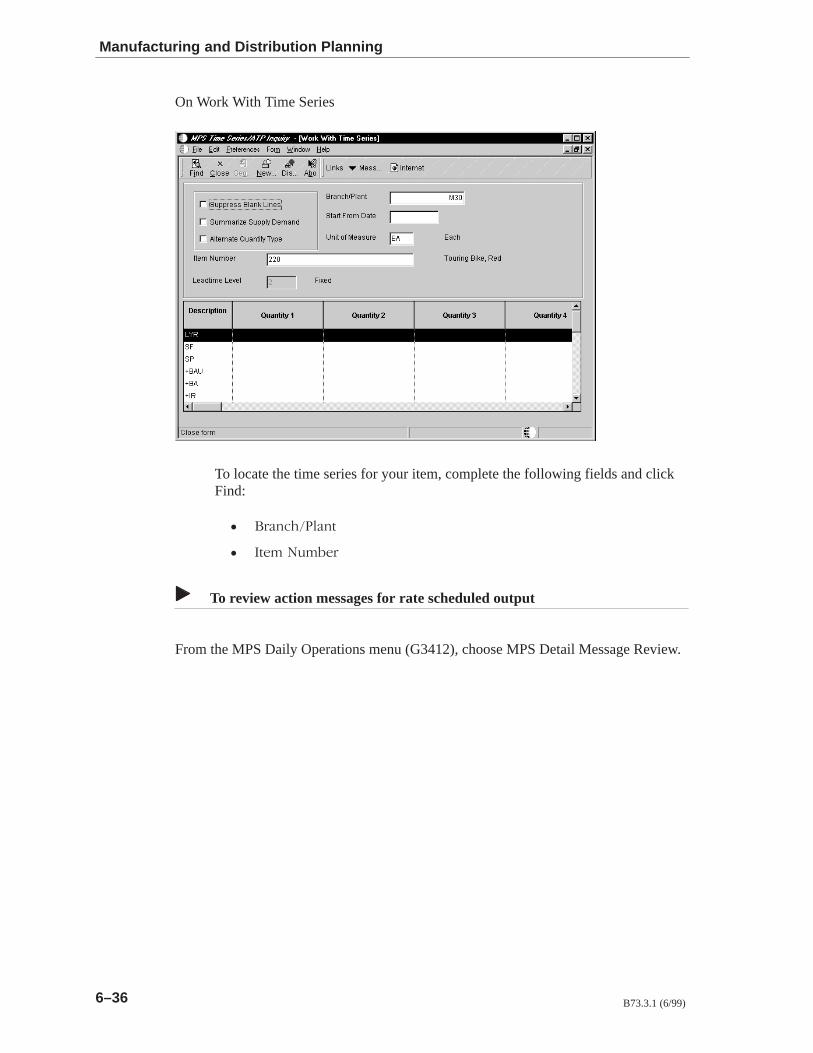
Manufacturing and Distribution Planning
6–36 B73.3.1 (6/99)
On Work With Time Series
To locate the time series for your item, complete the following fields and clickFind:
� �����������
� �� �� ��
To review action messages for rate scheduled output
From the MPS Daily Operations menu (G3412), choose MPS Detail Message Review.

Working with Repetitive Planning
B73.3.1 (6/99) 6–37
On Work With Detail Messages
1. To locate the messages for your item, complete the following fields and clickFind:
� ��� ��� ��
� ��� �����
See Also
� �� �� ���� ������� ������
Reviewing Rate Schedule Loads
From the Daily Processing – Repetitive menu (G3115), choose Work Center ScheduleReview.
Use Schedule Review to review the rate schedule load and the work order load for awork center for a day, week, or month. You can also select a specific date range forwhich to view the load for the work center. If you need to adjust the scheduled load atthe work center, you can access several different forms to make adjustments.
Schedule Review is used primarily for rate based items and is an alternative forviewing the load on a work center. A processing option allows you to includework-order-generated loads before or after rate loads.

Manufacturing and Distribution Planning
6–38 B73.3.1 (6/99)
See Also
� �� � �� ��� ����� �� ���� ���� ����
Material and Capacity Planning Setup

Manufacturing and Distribution Planning
6–40 B73.3.1 (6/99)

B73.3.1 (6/99) 7–1
Material and Capacity Planning Setup
Material and capacity planning require some setup prior to using the system. Setupincludes defining supply and demand inclusion rules, message types, time fence rules,order policy rules, stocking types, quantity types, forecast consumption periods, androw descriptions.
Setting up material and capacity planning consists of:
� ������ �� ���� ���� ���� �� ����
� ������ �� ���� ������ �������

Manufacturing and Distribution Planning
7–2 B73.3.1 (6/99)

B73.3.1 (6/99) 7–3
Setting Up DRP, MPS, MRP, and RCCP
You must define the information to use during processing of planning and schedulingprograms. The system uses setup information to determine how to select and displaydata. You must set up some of this information in other systems, such as Shop FloorManagement and Inventory Management.
Complete the following tasks:
� �� �� ������ �� ���� ��������� �����
� �� �� ������� ����� ��� ��� ��� ��� �� ���
� �� �� ���� ����� ����� ��� ��� ��� �� ��
� �� �� �� �� ������ �����
� �� �� �������� �����
� �� �� �������� ����������� ����� � ����������
Setting Up Supply and Demand Inclusion Rules
You set up supply and demand inclusion rules to view the supply and demand for anitem. The source of these quantities in supply and demand equations are as follows:
On-hand inventory Quantity on hand
Purchase orders Open quantity on purchase orders
Manufacturing workorders
Quantity entered on work order – quantity completed –quantity scrapped
Safety stock Safety stock
Sales orders Quantity entered on sales order – quantity shipped – quantitycanceled
Work order requirements Quantity required – quantity issued

Manufacturing and Distribution Planning
7–4 B73.3.1 (6/99)
Co-/by-products supplyfrom work orders
Quantity ordered – quantity completed – quantity scrapped
To set up supply and demand inclusion rules
From the Material Planning Setup menu (G3442), choose Supply/Demand InclusionRules.
On Work With Supply/Demand Inclusion Rules
1. To locate the status values for your inclusion code, complete the following fieldsand click Find:
� ���� ���� �
� �� � ����� ����
2. Choose the work order statuses to include in your supply and demandcalculations and click Select.

Setting Up DRP, MPS, MRP, and RCCP
B73.3.1 (6/99) 7–5
Field Explanation
Rule Version A user defined code (40/RV) that identifies an inclusion rulethat you want the system to use for this branch/plant. TheManufacturing and Warehouse Management systems useinclusion rules as follows:
� ��� ������������Allows multiple versions of resource rules forrunning MPS, MRP, or DRP.
� ��� ��������� ����� ����Allows multiple versions of inclusion rules forrunning putaway and picking. The system processesonly those order lines that match the inclusion rulefor a specified branch/plant.
If you leave this field blank, the system does not update thecapacity plan when you create a work order or change thestatus of a work order.

Manufacturing and Distribution Planning
7–6 B73.3.1 (6/99)
Field Explanation
Order Type A user defined code (00/DT) that identifies the type ofdocument. This code also indicates the origin of thetransaction. J.D. Edwards has reserved document type codesfor vouchers, invoices, receipts, and time sheets, which createautomatic offset entries during the post program. (These entriesare not self-balancing when you originally enter them.)
The following document types are defined by J.D. Edwardsand should not be changed:
P Accounts Payable documentsR Accounts Receivable documentsT Payroll documentsI Inventory documentsO Purchase Order Processing documents
J General Accounting/Joint Interest Billing documentsS Sales Order Processing documents
Processing Options for Supply/Demand Inclusion Rules
WO Types
1. Enter the WO document types for the Inclusion rules. These can be stacked up one after another for multiple document types. If left blank, “WO” will be used.
Work Order Document Types ____________
Setting Up Message Types for DRP, MPS, MRP, and RCCP
Message types are already defined for all the messages that the system can create whenyou generate DRP, MPS, and so on. Because the character code is hard coded, you canchange the description but not the function of the message type.
To set up message types for DRP, MPS, MRP, and RCCP
From the Material Planning Setup menu (G3442), choose Action Messages.

Setting Up DRP, MPS, MRP, and RCCP
B73.3.1 (6/99) 7–7
On Work With User Defined Codes
1. Click Add.
2. On User Defined Codes, complete the following fields and click OK:
� ����
� ���� ��� ��
� ���� ��� ��
Manufacturing and Distribution Planning
7–8 B73.3.1 (6/99)
Field Explanation
Codes A list of valid codes for a specific user defined code list.
Form-specific information. . . . . . . . . . . . . . . . . . . . . . . . . . . .
A code of blank in a user defined code list indicates that ablank is a valid entry for the code. This means that the userdefined code does not require a specific value to be assigned tothe field on a form.
Leave the codes field blank and type a period in the lastposition of the Description 1 field to set up a valid code equalto blank.
Description 01 A user defined name or remark.
Description 02 Additional text that further describes or clarifies a field in theJ.D. Edwards systems.
Setting Up Time Fence Rules for DRP, MRP, and MPS
Time fences are points of time at which you can make changes to either policy oroperating procedures. The system supports three time fences:
Freeze Fence (F) Within this time period, orders are neither created norreplanned.
Planning Fence (P) Within this time period, the system uses demand from theforecast and customer orders to calculate ending availableproduct.
Message Display Fence (D) After this time period, messages are neither created nordisplayed.
To set up time fence rules for DRP and MPS
From the Material Planning Setup menu (G3442), choose Time Fence Rules.
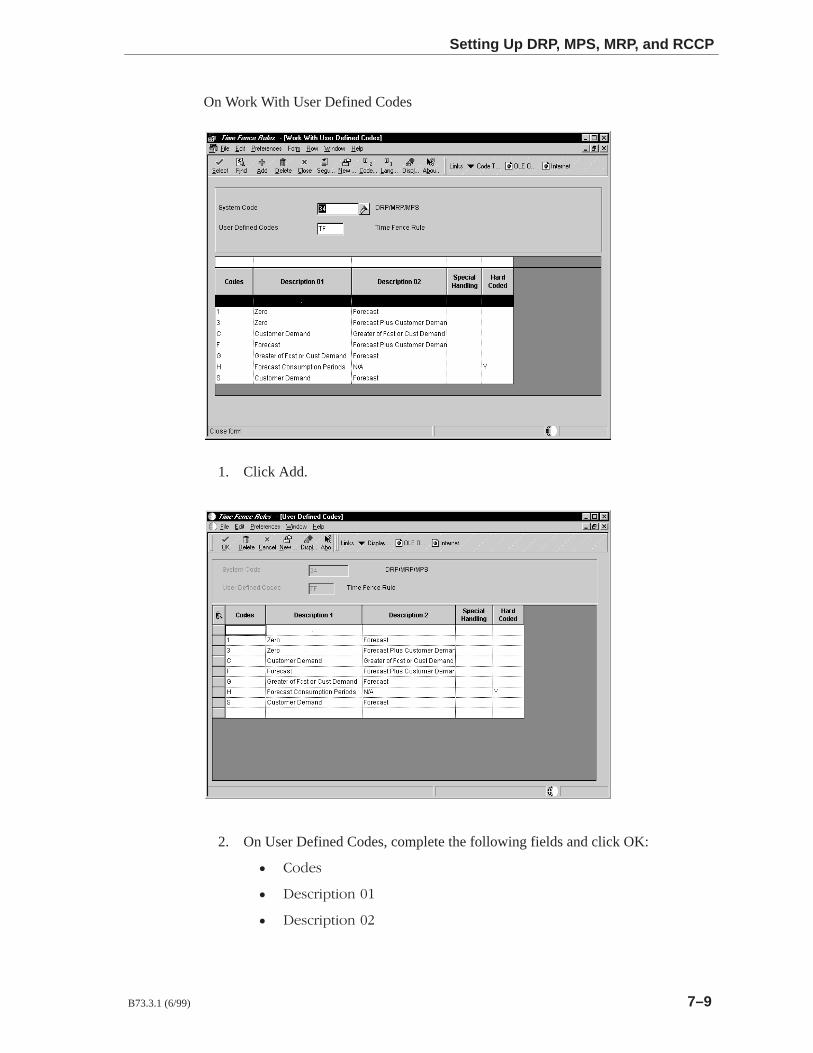
Setting Up DRP, MPS, MRP, and RCCP
B73.3.1 (6/99) 7–9
On Work With User Defined Codes
1. Click Add.
2. On User Defined Codes, complete the following fields and click OK:
� ����
� ���� ��� ��
� ���� ��� ��
Manufacturing and Distribution Planning
7–10 B73.3.1 (6/99)
Setting Up Order Policy Rules
You must set up order policy rules to control how multi-level master schedulingcalculates dates and quantities. The order policy rules that you set up are:
Planning code Include the item in the DRP, MRP, or MPS planning runs.
The system uses planning codes to process the item. Useplanning codes 1, 2, or 3 for multi-level master scheduling. Useplanning codes 4 and 5 for forecasting with a planning bill.
Order policy code Designate several different rules for reordering inventories,including fixed order quantity, lot for lot, or number of dayssupplied. For example, purchasing a 90-day supply of V-8engines.
Leadtime level forphantom items
Indicate the transfer or purchase leadtime for an item to ensurethat you have it in stock on time.
You must set the leadtime of the phantom to zero so that theparent planned orders are recorded directly to the options as agross requirement without being offset by the leadtime. Thesystem multiplies the planned orders by the feature planningpercentage before placing the planned orders as componentgross requirements.
To set up order policy rules
From the Inventory Master/Transactions menu (G4111), choose Item Branch/Plant.

Setting Up DRP, MPS, MRP, and RCCP
B73.3.1 (6/99) 7–11
On Work With Item Branch
1. To locate the item for which you want to plan orders, complete the followingfield and click Find:
� ���� �����
2. Choose a record and from the Row menu, choose Additional SystemInformation.
Manufacturing and Distribution Planning
7–12 B73.3.1 (6/99)
3. On Additional System Info, control how multi-level master schedulingcalculates dates and quantities by completing the following fields and clickingOK:
� �� �� ����� �� �
� ������ �����
� �� ���� �����
Setting Up Stocking Types
Set up a stocking type to identify how you stock an item (for example, as finishedgoods or raw materials).
To set up a stocking type
From the Inventory Master/Transactions menu (G4111), choose Item Master.
On Work With Item Master Browse
1. To locate the item for which you want to plan orders, complete the followingfield and click Find:
� �� ���� ������
2. Choose the record and click Select.

Setting Up DRP, MPS, MRP, and RCCP
B73.3.1 (6/99) 7–13
3. On Item Master Revisions, indicate how you stock the item for which you wantto plan orders by completing the following field and clicking OK:
� ������ � ��
Field Explanation
Stocking Type A user defined code (41/I) that indicates how you stock anitem, for example, as finished goods or as raw materials. Thefollowing stocking types are hard-coded and you should notchange them:
0 Phantom itemB Bulk floor stockC Configured itemE Emergency/corrective maintenanceF FeatureK Kit parent itemN Nonstock
The first character of Description 2 in the user defined codetable indicates if the item is purchased (P) or manufactured(M).
Setting Up Forecast Consumption Periods
You define forecast consumption periods to identify a period of time in which forecastsare consumed by sales orders. The system stores this information in the ForecastConsumption Periods table (F3405).
Manufacturing and Distribution Planning
7–14 B73.3.1 (6/99)
You define the end date for each forecast consumption period on the ForecastConsumption Periods form. The periods apply system-wide. You cannot have differentforecast consumption periods for different locations or branch/plants.
The system adds the forecast consumption time periods to the number of time seriesperiods that you specified in the processing options for the DRP/MPS generationprogram. The total for all time periods cannot exceed 52.
Before You Begin
� ��(!�. * �* * � �%""%-!$� !$�%(#�*!%$ �) ���$ )�* +&
� �"�$$!$� ��$�� (+"� � !$ +)�( ���!$�� �%�� *��"� ���
� � � %(��( *.&�) !$ +)�( ���!$�� �%�� "!)* ��� � *% !$�"+�� !$) !&&�� %(��( ��"�+"�*!%$)
� � � ����� '+�$*!*. *.&� !$ +)�( ���!$�� �%�� "!)* ����� *%��"�+"�*� ) !&&�� %(��() '+�$*!*.
� � � %(��( *.&�) !$ +)�( ���!$�� �%�� "!)* ����� *% +&��*� !$,�$*%(.�!$�"+��) %(��( *.&� ���
� � � �"�$$!$� �$�� �+"� �!�"� %$ * � �"�$* ��$+���*+(!$� ��*��%(#� -!* � ,�"+� %� �
� � � �"�$$!$� �$�� �!�"� %$ * � �"�$* ��$+���*+(!$� ��*� �%(#�-!* � ,�"+� ��.%$� * � �$� %� * � &"�$$!$� %(!/%$
� � � �&&(%&(!�*� &(%��))!$� %&*!%$) !$ * � ������� ��$�(�*!%$&(%�(�#
You must set up the planning fence field on the Plant Manufacturing Data form with avalue beyond the end of the planning horizon. (J.D. Edwards recommends a planningfence of 999.) If you do not set the planning fence beyond the planning horizon, thebatch programs (DRP/MPS/MRP Regeneration and Net Change) will not workproperly.
To set up forecast consumption periods
From the Material Planning Setup menu (G3442), choose Forecast ConsumptionPeriods.

Setting Up DRP, MPS, MRP, and RCCP
B73.3.1 (6/99) 7–15
On Work With Forecast Consumption Revisions
Complete the following fields and click OK:
� �� �� �� ����
� �� �� ����
Field Explanation
Period End Date A date on which the defined period ends.
Period Type A type of record to be used in conjunction with ForecastConsumption. Valid values are:
FC Forecast consumption periodTS Time series bucket

Manufacturing and Distribution Planning
7–16 B73.3.1 (6/99)

B73.3.1 (6/99) 7–17
Setting Up Capacity Planning Displays
Set up row descriptions for RCCP and CRP. These descriptions appear on forms andreports.
Complete the following tasks:
� ��� �� ��� � ��� ��� ������� �����
� ��� �� ��� ������� ����������� �����
Setting Up the Rough Cut Capacity Display
Use Rough Cut Capacity Display to specify row descriptions for RCCP forms andreports.
To set up a rough cut capacity display
From the Resource/Capacity Planning Setup menu (G3341), choose Rough CutCapacity Display.

Manufacturing and Distribution Planning
7–18 B73.3.1 (6/99)
On Work with User Defined Codes
1. Click Add.
2. On User Defined Codes, complete the following fields:
� �����
� ���� ��� ��

Setting Up Capacity Planning Displays
B73.3.1 (6/99) 7–19
Setting Up the Capacity Requirements Display
Use the capacity requirements display to specify row descriptions for CRP on all formsand reports.
To set up the capacity requirements display
From the Resource/Capacity Planning Setup menu (G3341), choose CapacityRequirements Display.
On Work With User Defined Codes
1. Click Add.

Manufacturing and Distribution Planning
7–20 B73.3.1 (6/99)
2. On User Defined Codes, complete the following fields:
� ���
� �� ������ �

Multi-Facility Planning

Manufacturing and Distribution Planning
7–22 B73.3.1 (6/99)

B73.3.1 (6/99) 8–1
Multi-Facility Planning
In a multi-facility operation, planned orders at the demand facility are the source ofdemand at the supply facility. You set up and maintain multi-facility plans to:
� ������ ��� �������� �� �������� ������� ������������ �������� ����������� ����� ���� �� �������
� �������!� ��� ��� ��� �� ������������ ����� ����� ��� �� �������
� ������ �������� �������� ������ �� ���� ������ ��� ������� �� �������� �������� ���� ������� �� �������
� ������ ���� ��� �� ���� ���� ��� � �� ��� �������� ��� �������������� �� ��� � �� ���� ��� ������ �� � ������ ��� ����� ����� ������� � ��
� ������ ����� ���� � ������ �� �������� ���� ������
� �� ������� ����� �� ��� ����� �� ����� ��� ������� �� � ����� � ��� ���������� ����� ��� ����� �������
� ������ ��� ������� ��������� ���������� ��� ������ ������ �������
Multi-facility plans allow greater control of your enterprise. You can define facilityrelationships at any level of detail for an entire facility, a product group, masterplanning family, or an individual item number. In addition, you can incorporate allyour facilities into a single plan.
In MRP, the system transfers items among your manufacturing plants at the componentlevel. The system transfers component items by generating a:
� ��� ���� ����� �� ��� ������ ����� ��� ��� ����� �����
� ���� ����� ���� ��� ������ ����� �� ��� ����� �����

Manufacturing and Distribution Planning
8–2 B73.3.1 (6/99)
In the following example, the demand plant (M55) receives components from threedifferent supply plants. Supply plants can also manufacture the end deliverable item.
Branch/Plant M55Item Calendar Demand Line
100 100 100 100
Branch/Plant M56 – 30% ItemCalendar Planned Orders
30 30 30 30
Branch/Plant M80 – 30% ItemCalendar Planned Orders
30 30 30 30 Branch/Plant M95 – 20% ItemCalendar Planned Orders
20 20 20 20
A breakdown of the percentage received from each supply branch/plant indicates thatM55 satisfies 80 percent of its required demands from the three supply branch/plants.In this case, the demand plant assembly also supplies the remaining 20 percent of theend item.
DRP/MPS multi-facility planning consists of the following tasks:
� ������ �� ������������� �������
� ��������� ������������� �����
� ������ ���� ������������� �����
What Are the Different Types of Multi-Facility Planning?
Two types of multi-facility planning are available:
� ������������
� ����� �������������
Consolidation multi-facility planning allows you to:
� ������� ��� ������� ������� ���� ��� ������ �������

B73.3.1 (6/99) 8–3
� �� ���� ������������ ���������� "��� ��� ��� ��� � ������ ������������������
� �� �� ��� �� ���������� ������������ �� �����" � ��� � ������������"� � ����
� ������ ���������� ������� ��� ������� ������� ��� ���#������� �� �������
� ������� �� �� ������� ������������ � ������� �����
� ����� ���� ��� ��� �� "��� �� ��� �� ��������� � ��� � � ��������� ��� ��� ����� �����"
Branch relationships multi-facility planning allows you to:
� ��� ��� ���������� ������������ �� �!��� � ��� ������� ��������" ��� ���
� ����� � ����������� �� ������� ������" �� � ��� ��������� ���� ����� ���� �� ������
� ���� �� ��������� ��� � ������ ����" ������" ������ ������� ������#������" ������� �� ��
� ������" �" ������ �� �������� �����" ��������� ��� ��� ���������
� ��� �� �� ��� �� ��� ��� ���� ��� ��� ���� �� ��� �����" ����

Manufacturing and Distribution Planning
8–4 B73.3.1 (6/99)

B73.3.1 (6/99) 8–5
Setting Up Multi-Facility Planning
You set up multi-facility planning to track supply, demand, and movement of materialamong the individual facilities of your enterprise. Multi-facility planning provides aflexible method for planning supply and resupply activities.
In multi-facility planning you must set up a table of supply and demand relationshipsamong your facilities. The system uses these relationships to generate and maintainmulti-facility plans.
Setting up multi-facility planning consists of the following tasks:
� ������� �� ������ � ��� ������������
� ��������� ����� ������������
The following describes how to set up multi-facility planning using bill of materialcomponents.
Before You Begin
� ����� ��� ��� �� ��� �� ���� ��� ���
� �� ����� ��� �������� � ����� ������� �� ������ ��� ��������� ������
� �� ����� ��� �������� � ����� ������� �� �������� ���������������������
See Also
� ������ � ���� ��� ���� �� ���� ��� ���������� �� ��� �� �������� �� ��� � �� ��� ����� ����������

Manufacturing and Distribution Planning
8–6 B73.3.1 (6/99)
Setting Up Supply and Demand Relationships
Use Branch Relationships Revisions to set up supply and demand relationships for anylevel of detail you choose, including:
� �����������
� ����� ����
� ������ ������� ������
� �������� ���� ������
This approach allows you to maintain your supply and demand relationships in onecentral location and reduce inventory errors caused by complex facility relationships.In addition, when you set up your supply and demand relationships, you can includethe following optional features:
Markup You can have the system automatically mark up the cost of anitem when you create a transfer order. The system can adjustthe cost by a fixed amount or percentage.
Availability Checking You can ensure that the branch from which you are orderinghas enough inventory in stock to fill the order. If the requiredquantity is not available, the system checks subsequentfacilities in the sequence that you define.
NOTE: To allow the system to generate transfer ordermessages, you must activate availability checking.
Effectivity dates Use effectivity dates to control the demands that are placed onyour supply branches. If an effectivity date that was assignedto a supply branch has expired, the system checks for anotherfacility.
The MRP Branch Relationship Revisions program and the DRP/MPS BranchRelationship Revisions program use the same processing options. You can vary thesettings in the processing options to accommodate the different requirements for amaterial requirements plan.
Deleting Supply and Demand Relationships
When you delete a supply and demand relationship, the system deletes the entirerecord.
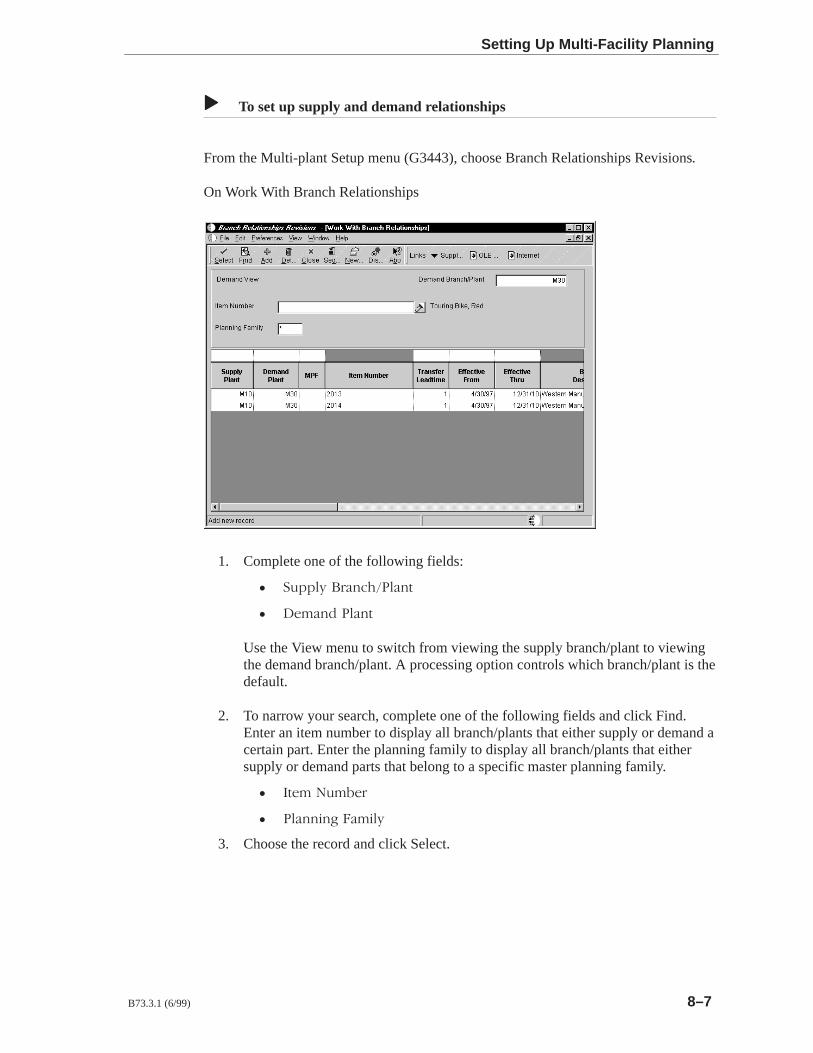
Setting Up Multi-Facility Planning
B73.3.1 (6/99) 8–7
To set up supply and demand relationships
From the Multi-plant Setup menu (G3443), choose Branch Relationships Revisions.
On Work With Branch Relationships
1. Complete one of the following fields:
� ����� ����������
� ���� ����
Use the View menu to switch from viewing the supply branch/plant to viewingthe demand branch/plant. A processing option controls which branch/plant is thedefault.
2. To narrow your search, complete one of the following fields and click Find.Enter an item number to display all branch/plants that either supply or demand acertain part. Enter the planning family to display all branch/plants that eithersupply or demand parts that belong to a specific master planning family.
� ���� ������
� ������� �����
3. Choose the record and click Select.

Manufacturing and Distribution Planning
8–8 B73.3.1 (6/99)
4. On Branch Relationship Revisions, complete the following optional fields:
� ������� �������
� ������ �!��
� ������ �������#
� �!���������# �����
5. Complete the following fields or allow the system to enter defaults, then clickOK:
� �������!� ����
� ���� ��� �"�� ��
� �� ��� �������
� ������� � ����
� ������� ��� �
� ��"�� ��� �
� ����� �"������
Field Explanation
Transfer Leadtime The number of days that are required to ship items from thesupply branch to the demand branch. This leadtime is set upin the Branch Relationships Master table and can vary fordifferent category codes or different items.

Setting Up Multi-Facility Planning
B73.3.1 (6/99) 8–9
Field Explanation
Branch Level Determines the level at which a component branch should beprocessed in multi-plant processing. The lowest levelbranches (which are assigned a higher numerical value) areprocessed first, followed by the higher level branches (whichare assigned a lower numerical value).
NOTE: Assign branch levels carefully so that the planningsystem generates all demand before allocating supply.
Branch Priority Determines the sequence within a level that the branches areprocessed in multi-plant DRP/MPS/MRP. Use this field alongwith the Branch Level field to check inventory availabilityfirst in one branch, and then another.
Availability Check Indicates if the planning system will check availability of theitem or family at the supply branch/plant. If you enableavailability checking on the item or family being demanded,the available inventory at the branch/plant will be committeduntil there is a zero balance. If you disable availabilitychecking, the inventory balance in the supplying branch/plantcan be negative.
Include/ Exclude A code that indicates whether the system includes or excludesthe item/category code in the Branch Relationships Mastertable (F3403) when generating a multi-plant schedule. If anitem/category code is excluded, then that item/category codewill be purchased or manufactured at the demand branch.
Source Percent The system uses source percentage to determine whatpercentage of the planned order should be supplied by thesource branch.
For example:Demand Branch — ATLSupply Branch — DEN source percentage = 40%,CHI source percentage = 60%If ATL needs 100 parts, the system generates amessage to transfer 40 parts from DEN and 60 partsfrom CHI.
A source percentage of 100 transfers the entire supply fromthat branch/plant.

Manufacturing and Distribution Planning
8–10 B73.3.1 (6/99)
Field Explanation
Percent To Fill A field used during multi-plant processing to determine whatpercent of an order should be filled to place a transfer ordermessage. For example:
� ������! !� ���� � ���� ����� � ��� �� !�� "���$ ������ �� �� ��� ������! �� ���
�� ���� �#�������� !��� !�� �������� $ !������� !�� !��� ��� ����� �� ����
The system generates the transfer order message when thepercent to fill is zero.
NOTE: In order to allow the system to generate transfer ordermessages, you must activate availability checking.
Percent Markup The percent markup is the percent of the cost that the systemuses as mark up when the item is transfered from one branchto another.
Fixed Markup The amount to use to mark up the cost when the item istransfered from one branch to another.
Unit/ Extended This code determines if the fixed cost markup is to be addedto the unit cost or the extended cost. Valid values are:
U Add markup to the unit costE Add markup to the extended cost
Processing Options for Branch Relationship Revisions
Defaults
Enter the default Branch Relationship display mode.
1. ’D’ = Demand branch ’S’ = ____________ Supply branch
Enter a ’1’ to automatically update the Branch Level field.
2. Branch Level update ____________
What You Should Know About Processing Options
Defaults (2) You must set this processing option to determine the level ofthe component branch to be one level higher than the headerfor the source branch.
The branch level, along with the branch priority, determinesthe sequence in which the the system processes supply anddemand plants. The system processes the branches with thehighest numerical branch level first.

Setting Up Multi-Facility Planning
B73.3.1 (6/99) 8–11
Reviewing Branch Relationships
Use the Branch Relationships Chart to review your supply and demand relationships ina graphical, hierarchical format. The Branch Relationships Chart displays thefollowing:
� �����
� ��� �� � �����
� ������ ����� � ��� � ����������� ��� �����
The MRP Branch Relationships Chart program and the DRP/MPS BranchRelationships Chart program use the same processing options. You can vary thesettings in the processing options to accommodate the different requirements for amaterial requirements plan.
To review branch relationships on the relationships chart
From Multi-Plant Setup (G3443), choose Branch Relationships Chart.
On Work With Branch Relationships Hierarchy
1. To locate the branch/plant for which you want to display supply and demandrelationships, complete the following field:
� ����� �����

Manufacturing and Distribution Planning
8–12 B73.3.1 (6/99)
2. To narrow your search to a specific level of detail, complete one of thefollowing optional fields, then click Find:
� ���� �����
� ��� ����
Field Explanation
Plan Family This is a user defined code from system 41, type P4, underwhich you can organize logically-related items.
You can simplify the master planning process byconcentrating on only the top 10% of the inventory value.This is similar to using the ABC Analysis, except that you canuse this code to allow exceptions to hard-and-fast ABC rules.
Generally, you should only include items with high inventoryinvestment in Master Planning. Excess stock can be carriedfor inventory items with little financial impact.

B73.3.1 (6/99) 8–13
Generating Multi-Facility Plans
From the Periodic Multi-Plant Planning menu (G3423), choose MPS Regeneration orMRP Regeneration.
After you have set up the supply and demand relationships among your branch/plants,you can use DRP/MPS/MRP Regeneration to generate a multi-facility plan.Alternatively, you can use DRP/MPS/MRP Net Change to generate a multi-facilityplan.
When you generate a multi-facility plan, the system evaluates selected information,performs calculations, and recommends a time-phased plan for all selected items.
Interplant Relationships
Transfer orders are not supported for configured items. Issues of stocked configureditems are not costed correctly. These incorrectly costed items cause problems formanufacturers who want to build a configured subassembly in a different branch/plantthan the configured parent.
Before You Begin
� ��� �� ������� ������������ ������ � ��� ������ �� �� ������ ���� �������
Processing Options: Multi-Facility DRP/MPS/MRP
Horizon Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
These processing options specify dates and time periods the program uses whencreating the plan.
1. Generation Start Date
Use this processing option to specify the date the program uses to start the planningprocess. This date is also the beginning of the planning horizon.
Manufacturing and Distribution Planning
8–14 B73.3.1 (6/99)
2. Past Due Periods
The program includes supply and demand from this number of periods prior to theGeneration Start Date.
Valid values are:
� � ����� ���� ���� � ������ � ������
3. Planning Horizon Periods
Number of planning days
Use this processing option to specify the number of days to be included in the plan.For example, when you view the time series, you see daily data for the number ofplanning days, then weekly data for the number of planning weeks, then monthly datafor the number of planning months.
Number of planning weeks
Use this processing option to specify the number of weeks to be included in the plan.For example, when you view the time series, you see daily data for the number ofplanning days, then weekly data for the number of planning weeks, then monthly datafor the number of planning months.
Number of planning months
Use this processing option to specify the number of months to be included in the plan.For example, when you view the time series, you see daily data for the number ofplanning days, then weekly data for the number of planning weeks, then monthly datafor the number of planning months.
Parameters Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
Use these processing options to define processing criteria. Please note the followingabout your choice of generation type.

Generating Multi-Facility Plans
B73.3.1 (6/99) 8–15
Generation Type 1 = single-level MPS/DRP. This generation type can be used either ina distribution environment for purchased parts with no parent/component relationship,or in a manufacturing environment with parent/component relationships.
� ��� !# �#�� !# �&��$ � %��� $�#��$ � # ���� �%�� $!������� �� %�� ��%�$����%� � (�%� � �������� � �� � � � %�� ����% ���&���%&#��� ��%�� #�� (��%��# %�� �%�� �$ ���&���%&#�� # !&#���$���
� # ���&���%&#�� �%��$� � ������ �$ �)!� ��� � (� % %��� �! ���%$� �$� ����#�%� � %*!� � �� * & (��% % !# ��$$ ��* %����$%�# $����&��� ��� �%��$ ��#$%� ��&$ * & ��� $%�����+� %�� $����&����� #� !������ ������ � %�� � �! ���%$�
� � !������ #�� #�$ �#� �#��%���
Generation Type 3 = multi-level MPS. This generation type is an alternative togeneration type 1 and performs a complete top-to-bottom processing of masterscheduled items. The program explodes demand for all parent items you specify in thedata selection down to the components. You must specify all items to be processed inthe data selection, not just the parent items. The program also creates pegging records.
Generation Type 4 = MRP with or without MPS. This generation type has the samefunctionality as generation type 3. If you have done a complete generation andstabilized your master schedule, you can limit data selection to MRP items (withPlanning Codes of 2 or 3), thereby reducing processing time. This is possible becausedemand from the master scheduled items is still stored in the MPS/MRP/DRP LowerLevel Requirements (Pegging) table.
Generation Type 5 = MRP with frozen MPS. This generation type freezes the masterschedule after it has been stabilized. Before running this generation type, you shouldmake all necessary adjustments to master scheduled items and release orders to coverthe demand. This generation type freezes the entire planning horizon similar to the waythe freeze fence freezes a part of the horizon. Running this generation type has thefollowing results:
� � ��( #��#$ (��� �� !�������
� � ��$$���$ � # �)�$%��� #��#$ (��� �� �#��%���
� ��� ���&$%�� ����� �'������� "&��%�%* �$ ��� (�� % � ����%�'��
� ������ �$ ��* �)!� ��� � (� % � �! ���%$ �# � �)�$%��� ( #� #��#$� ���#� �$ � ��� ������ �# � !�#��% �%��$� ��* �� �������
1. Generation Mode
A gross regeneration includes every item specified in the data selection. A net changeincludes only those items in the data selection that have changed since the last timeyou ran the program.

Manufacturing and Distribution Planning
8–16 B73.3.1 (6/99)
Valid values are:
� ��� �������� ����� �������������
2. Generation Type
Please see the help for the Parameters tab for detailed information.
Valid values are:
� ������&��!�� � ����� � ���&��!�� � �� �� "��� �� "���� � � �� �� "��� ���%�� � �
3. UDC Type
Use this processing option to specify the UDC table that contains the list of quantitytypes to be calculated and written to the Time Series table (F3413). Default = 34/QT.
4. Version of Supply/Demand Inclusion Rules
Use this processing option to define which version of supply/demand inclusion rulesthe program reads. These rules define the criteria used to select orders for processing.
On-Hand Data Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
These processing options define how the program calculates on-hand inventory.
1. Include Lot Expiration Dates
Use this processing option to specify whether the system considers lot expiration dateswhen calculating on-hand inventory. For example, if you have 200 on-hand with anexpiration date of August 31, 2005, and you need 200 on September 1, 2005, theprogram does not recognize the expired lot and creates a message to order ormanufacture more of the item to satisfy demand.
Valid values are:
����� �� ��� �������� ��� �#�������� ����� "��� ���� ������ ��&���� ��!�����$�� �������� ��� �#�������� ����� "��� ���� ������ ��&���� ��!�����$�
Generating Multi-Facility Plans
B73.3.1 (6/99) 8–17
2. Safety Stock Decrease
Use this processing option to specify whether to plan based on a beginning availablequantity from which the safety stock quantity has been subtracted.
Valid values are:
��� � �� �� ���������� ���������
3. Receipt Routing Quantities
Quantity in Transit
In a manufacturing environment, sometimes it is necessary to establish where stock is,in order to determine whether or not it is available for immediate use. Enter 1 if youwant quantities in transit to be included in the Beginning Available calculation on thetime series. Otherwise, the program includes these quantities in the In Receipt (+IR)line of the time series. The quantities are still considered available by this program.The difference is only in how you view the quantities in the time series.
Valid values are:
��� � �� �� ����� � �� � �� ������ ����� � �� � �� �����
Quantity in Inspection
In a manufacturing environment, sometimes it is necessary to establish where stock is,in order to determine whether or not it is available for immediate use. Enter 1 if youwant quantities in inspection to be included in the Beginning Available calculation.Otherwise, the program includes these quantities in the In Receipt (+IR) line of thetime series. The quantities are still considered available by this program. Thedifference is only in how you view the quantities in the time series.
Valid values are:
��� � �� �� ����� � �� � �� ������ ����� � �� � �� �����
User Defined Quantity 1
In a manufacturing environment, sometimes it is necessary to establish where stock is,in order to determine whether or not it is available for immediate use. Enter 1 if youwant these user defined quantities (defined on Receipt Routings Revisions in theUpdate Operation 1 field) to be included in the Beginning Available calculation.Otherwise, the program includes these quantities in the In Receipt (+IR) line of thetime series. The quantities are still considered available by this program. Thedifference is only in how you view the quantities in the time series.

Manufacturing and Distribution Planning
8–18 B73.3.1 (6/99)
Valid values are:
����� � ��� ����� �� ��� �� ���������� ����� �� ��� �� ���������
User Defined Quantity 2
In a manufacturing environment, sometimes it is necessary to establish where stock is,in order to determine whether or not it is available for immediate use. Enter 1 if youwant these user defined quantities (defined on Receipt Routings Revisions in theUpdate Operation 2 field) to be included in the Beginning Available calculation.Otherwise, the program includes these quantities in the In Receipt (+IR) line of thetime series. The quantities are still considered available by this program. Thedifference is only in how you view the quantities in the time series.
Valid values are:
����� � ��� ����� �� ��� �� ���������� ����� �� ��� �� ���������
4. Lot Hold Codes (up to 5)
Use this processing option to specify the lots to be included in the calculation ofon-hand inventory. You can enter a maximum of 5 lot hold codes (41/L).
����� ����� �� � ���� �� ����������� �� ��� �� ���������� ����� ��� � ���� �� ����������� �� ��� �� ���������
Forecasting Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
These processing options serve two purposes:
� �� ����� � �� ������� ���� � ������� ��� �� ���
� �� ������� ������ ����� ��� ������� �����������
1. Forecast Types Used (up to 5)
Forecasts are a source of demand. You can create forecasts using 12 different forecasttypes (34/DF) within the Forecasting system. One is considered the Best Fit (BF) typecompared to an item’s history of demand. Use this processing option to define whichforecast quantities created by which forecast type are included in the planning process.Enter multiple values with no spaces, for example: 0102BF.
Generating Multi-Facility Plans
B73.3.1 (6/99) 8–19
2. Forecast Consumption Logic
If you use forecast consumption, any sales order due in the same period as the forecastis included as part of the forecast for that period. It is not an additional source ofdemand.
To use forecast consumption, an item’s Planning Fence Rule must be H and thePlanning Fence must be 999. These values are set on the Plant Manufacturing Dataform.
Valid values are:
����� �� ��� ��� ������� ����� ������ ��� ������� ����� �����
Document Types Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
These processing options establish default document types.
1. Purchase Orders
When you receive messages related to purchase order creation, this document type willappear as the default. The default value is OP.
2. Work Orders
When you receive messages related to work order creation, this document type willappear as the default. The default value is WO.
3. Rate Schedules
When you receive messages related to rate schedule creation, this document type willappear as the default. The default value is AC.
Leadtimes Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
Use safety leadtimes to allow extra time for delays in receipt or production. Usedamper days to filter out unwanted messages.

Manufacturing and Distribution Planning
8–20 B73.3.1 (6/99)
1. Purchased Item Safety Leadtime
For items with stocking type P, the program adds the value you enter here to the item’slevel leadtime to calculate the total leadtime.
2. Manufactured Item Safety Leadtime
For items with stocking type M, the program adds the value you enter here to theitem’s level leadtime to calculate the total leadtime.
3. Expedite Damper Days
Expedite messages are suppressed, starting on the generation start date and continuingfor the number of days you enter here.
4. Defer Damper Days
Defer messages are suppressed, starting on the generation start date and continuing forthe number of days you enter here.
Performance Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
These processing options define output, and increase or decrease processing time.
1. Clear F3411/F3412/F3413 Tables
Use this processing option with extreme caution! If you enter 1, records in theMPS/MRP/DRP Message table (F3411), MPS/MRP/DRP Lower Level Requirements(Pegging) table (F3412), and MPS/MRP/DRP Summary (Time Series) (F3413) tableare purged.
Access to this program should be limited. If multiple users run this programconcurrently with this processing option set to 1, a record lock error results andprevents complete processing.
Valid values are:
��� �� ��� ��� ������� ��� ������
2. Initialize MPS/MRP Print Code
If you enter 1 in this processing option, the program updates the Item Branch recordsfor all items included in data selection that have messages created for them.Specifically, the program flags the Item Display Code field.
Generating Multi-Facility Plans
B73.3.1 (6/99) 8–21
The Print Master Production Schedule program allows you to enter data selectionbased on this field.
If you leave this field blank, processing time is decreased.
Valid values are:
� ��� �� ��� � � ���� ������� � � ���� ������
3. Messages and Time Series for Phantom Items
Use this processing option to specify whether the program generates messages andtime series for phantom items.
Valid values are:
� ��� �� ��� ��������� ��������
4. Ending Work Order Status
Use this processing option to specify the work order status at which messages are nolonger exploded to components. If you leave this field blank, all messages are explodedto components.
5. Extend Rate Based Adjustments
Use this processing option to specify whether adjustments for rate based items areexploded to components, thereby creating messages for the components.
Valid values are:
� ��� �� ��� �������� �������
Process Mfg Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
If you use process manufacturing, enter 1 to generate the plan based on the forecasts ofthe co-/by-products for the process. The program then creates messages for the process.
1. Process Planning
If you use process manufacturing, enter 1 to generate the plan based on the forecasts ofthe co-/by-products for the process. The program then creates messages for the process.

Manufacturing and Distribution Planning
8–22 B73.3.1 (6/99)
Valid values are:
����� �������� �������
Multi-Facility Tab
For information about a processing option, right-click the processing option field andchoose What’s This from the menu. Or, click the processing option field and press F1.
These processing options define criteria in a multi-facility environment.
1. Process Each Branch
If your consolidation method is 2 (branch relationships), use this processing option toprocess each branch from the Branch Relationships table at each level that branchoccurs. This option increases processing time.
Valid values are:
����� � ��� ������ �� ���� �� ������ �� ���� �
2. Date Branch
Enter the default branch/plant from which to retrieve the shop floor calendar. If youleave this field blank, the calendar for each branch/plant is used and processing timeincreases.
3. Consolidation Method
The simple consolidation method (1) adds the supply and demand for each branch,calculates a new time series, and places the result in the consolidated branch specifiedin the Consolidation Branch processing option.
The branch relationships method (2) uses the Branch Relationships table. This is thedefault.
Valid values are:
� ������ ������������� ���� ��������� ��� ���������
4. Run Regular Planning
If your consolidation method is 1 (simple consolidation), enter 1 to perform thegeneration on the branch/plants that are being consolidated, thus using the most currentdata. If you leave this field blank, the program uses existing time series data.
Generating Multi-Facility Plans
B73.3.1 (6/99) 8–23
Valid values are:
���� � ��� ����� � ����������� ����� ������� �� �� ����� � ����������� ����� ������� �� �
5. Consolidation Branch
If your consolidation method is 1 (simple consolidation), enter the branch/plant tocontain the consolidated results. If the consolidated branch/plant also contains its owntime series data, that data is included in the totals.
6. Category Code
If your consolidation method is 2 (branch relationships), enter the category code ofparts that is supplied by one branch/plant to another. There are five user definedcategory code tables.
Valid values are:
� ������ ������ ������ ������ �����
7. Manufacture at Origin
Enter 1 if there are manufactured and purchased items in the same category code, butyou only want to obtain the purchased items from another branch/plant. Transfer ordermessages are created for purchased items, and work order messages are created formanufactured items.
Valid values are:
���� ����� ������� �� ��� ��� ��������� � ������� ������� ����� ������� �� ��� ���� ��� ������� ������
8. Transfer Order Document Type
When you receive messages related to transfer order creation, this document type willappear as the default. The default value is OT.

Manufacturing and Distribution Planning
8–24 B73.3.1 (6/99)

B73.3.1 (6/99) 8–25
Working with Multi-Facility Plans
Multi-facility planning output consists of information in the time series and transferorder messages. Use the time series information to either accept the planning that issuggested by the system or to override it. You should review the transfer ordermessages for individual item numbers to determine which action, if any, you need totake.
Working with multi-facility planning output consists of the following tasks:
� ������� � �������������� ��� ����
� ��������� �������������� ������� ��� ������
Before You Begin
� ����� � ������ �������������� ����� � ���� ��� ����������� ������
Reviewing Multi-Facility Time Series
Use Time Series Inquiry to review the times series for the multi-facility schedule. Themulti-facility schedule is a record of time-phased supply and demand for selecteditems.
This data is derived from the most recent regeneration or net change run. Processingoptions in the DRP/MPS regeneration program enable you to set up daily, weekly, ormonthly time periods (buckets).
In multi-facility planning, the system uses the following quantity types in the timeseries:
+PLO Represents the recommended replenishment orders for an item. Thisquantity type appears on the demand branch’s time series.
–ID Interplant demand. Indicates the net demand that the system transfersto the supply branch/plant for all demand branch/plants.
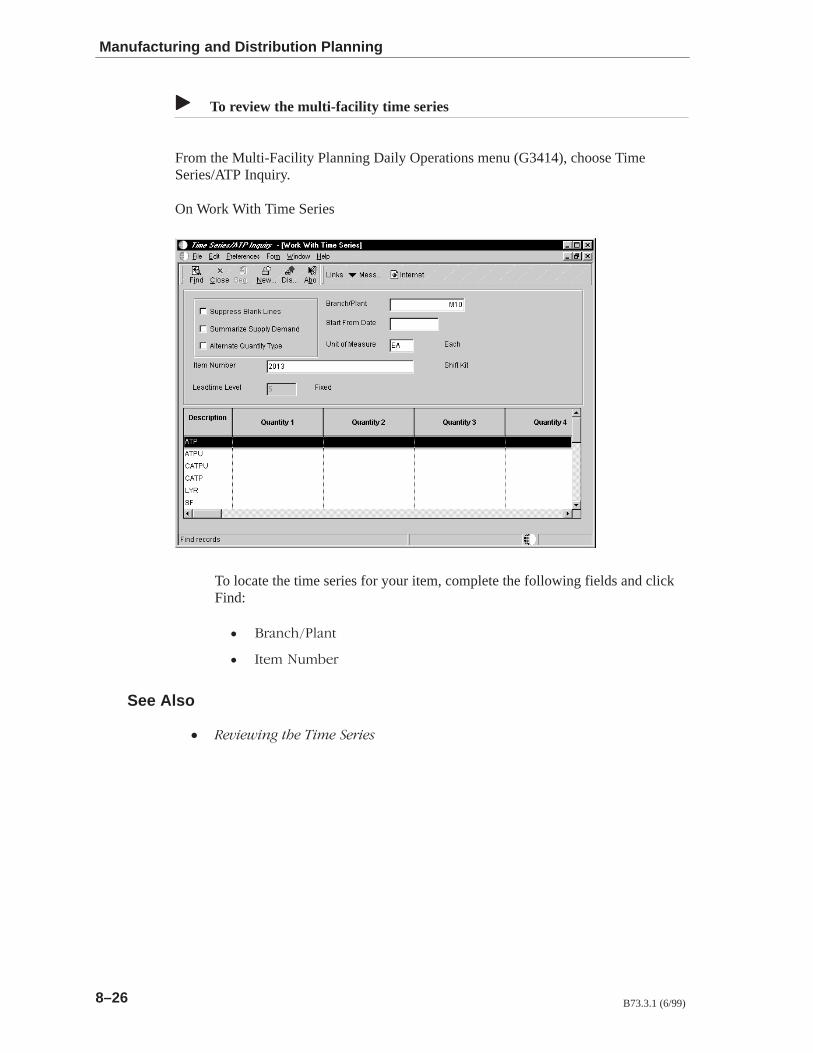
Manufacturing and Distribution Planning
8–26 B73.3.1 (6/99)
To review the multi-facility time series
From the Multi-Facility Planning Daily Operations menu (G3414), choose TimeSeries/ATP Inquiry.
On Work With Time Series
To locate the time series for your item, complete the following fields and clickFind:
� �����������
� �� �� ��
See Also
� �������� �� ��� ������
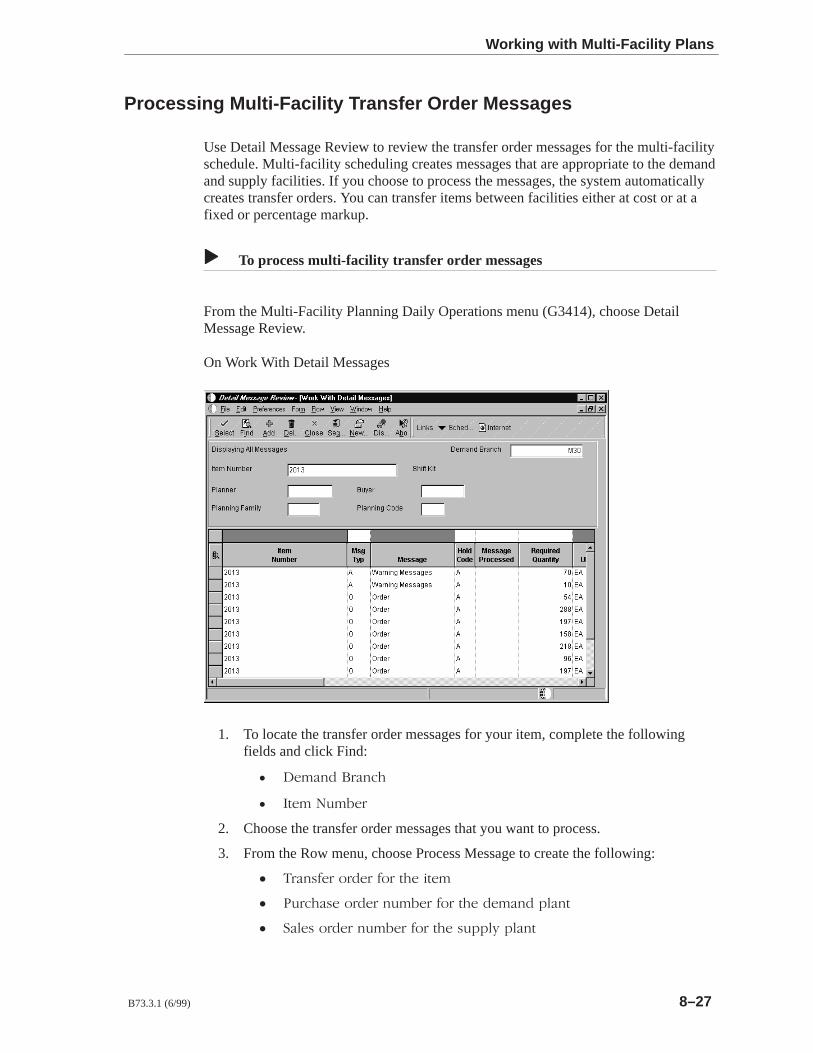
Working with Multi-Facility Plans
B73.3.1 (6/99) 8–27
Processing Multi-Facility Transfer Order Messages
Use Detail Message Review to review the transfer order messages for the multi-facilityschedule. Multi-facility scheduling creates messages that are appropriate to the demandand supply facilities. If you choose to process the messages, the system automaticallycreates transfer orders. You can transfer items between facilities either at cost or at afixed or percentage markup.
To process multi-facility transfer order messages
From the Multi-Facility Planning Daily Operations menu (G3414), choose DetailMessage Review.
On Work With Detail Messages
1. To locate the transfer order messages for your item, complete the followingfields and click Find:
� � ��� �����
� �� � ��� �
2. Choose the transfer order messages that you want to process.
3. From the Row menu, choose Process Message to create the following:
� ����� � ��� � ��� �� �� �
� ������ ��� � ��� � ��� �� � ��� ����
� �� � ��� � ��� � ��� �� ������ ����

Manufacturing and Distribution Planning
8–28 B73.3.1 (6/99)
4. Review the information for the new orders in the following fields:
� ������� ���
� ���� � ��������
� ���� � ��� ���
� ��� ���
� �� �� ������
� ���� �����
� ����� �����
Supplier Scheduling

Manufacturing and Distribution Planning
8–30 B73.3.1 (6/99)
B73.3.1 (6/99) 9–1
Supplier Scheduling
You set up and maintain supplier schedules to:
� ������ ����#��� ��� ������������� ��� � ������� ��������� �� ������������� ����
� �� �� ������� ��� ���� ������ ��� �������� �������� ������������ ����� � ��������
� �������� � �������� � ������ ��� ��� �������� � ������� ������ �����!��� ������� ����"��
� �������� �������� �������� � ������� ��� � ������ ����
� ������ ��� �������� � ������ ��� ��������� ������ ��� ����� ������������ ��������
Working with supplier schedules consists of the following tasks:
� �������� �������� ����� ��
� ���������� �������� � �������
� ������� �������� � �������
� �������� �������� � �������
� �������� �������� � ������� ����������
Setting up supplier schedules provides your suppliers with consistent shippinginformation and advanced demand profiles to support your goal of just-in-timeproduction and delivery. Using supplier schedules enables you to convert yourDRP/MPS/MRP plans into a realistic shipping schedule.
Your buyers maintain timely information to monitor contract terms against your currentneeds. The supplier schedule identifies both short- and long-term needs for purchaseditems at your facility. Suppliers can then use your supplier schedule to plan theirproduction and shipping schedules.
What Is the Effective Date Range?
The effective date range for a blanket order is specified by the beginning order entrydate and the expiration requested date.

Manufacturing and Distribution Planning
9–2 B73.3.1 (6/99)
What Is a Blanket Order?
A blanket order is a standing purchase order that you issue to a supplier for a largequantity of goods with no specific delivery date.
The process of scheduling supplier items begins in J.D. Edwards Procurement systemwith the creation of a blanket order. You must create a blanket order for every item thatyou want to schedule for supplier delivery.
Use Enter Blanket Order in the Procurement system to enter blanket orders for items.You can review all blanket orders for a single item when you set up a supplierschedule.
Supplier release scheduling allows you to set up multiple blanket orders for the samesupplier. The system uses a technique similar to effectivity dates to determine theactive order. The system uses the blanket order date as the start date and the requesteddate as the end date.
What Is a Blanket Order Release?
You use a blanket order release for suppliers to whom you periodically release ordersfor delivery of some, but not all, of the goods on a purchase order.
For example, you might issue a blanket order release for 16,000 items from a supplier.In addition, you might have an agreement to take delivery of up to 2,000 units of theitem each month until the order is filled.
When Supplier Scheduling processes the order suggestions, the system creates apurchase order against the blanket order. Receipts for the generated orders reduce thetotal quantity open on the blanket order.

B73.3.1 (6/99) 9–3
The following illustrates how the system uses blanket orders and blanket orderreleases.
Purchase OrderQuantity 2,000
Blanket Order
Open Quantity 16,000
Blanket OrderRelease
Open Quantity 16,000Shipment Pattern Weekly
Supplier
16,000
See Also
� ������� ���� � ���� �� ��� ��������� ���
What Are the Steps for Creating a Supplier Schedule?
The following illustrates the steps you follow to create a supplier schedule.
1. Blanket Order Entry
Enter an order for a specific supplier for specified items for a specific daterange.

Manufacturing and Distribution Planning
9–4 B73.3.1 (6/99)
2. Define Supplier Contract
Define the details of your contract with the supplier on the Enter/ChangeSupplier Information form.
3. Define Shipment Patterns
Define which days are valid to receive a shipment.
4. Run DRP/MPS/MRP
Run DRP/MPS/MRP to plan order quantities in terms of time and quantity.
5. Review Expedite/Defer Messages from MRP
Review any order, expedite, defer, and cancel messages.
6. Supplier Split Percentage (Optional)
Define predetermined split percentages between suppliers by item.
7. Generate Supplier Schedule
Generate a draft of your supplier schedule prior to committing to a finalschedule.
8. Review and Revise Supplier Schedule
Update system-scheduled quantities to compensate for last-minute changes tothe schedule.
9. Approve and Release Supplier Schedule
Release quantities from the blanket order and create purchase orders for allquantities within the releasable time fence.
10. Print Supplier Schedule (Optional)
Print a report showing the shipment schedule and the releasable quantities.

B73.3.1 (6/99) 9–5
Defining Supplier Contracts
You must enter the terms of your contract with each of your suppliers. The system usesthese contract terms to generate and maintain supplier schedules.
In addition, if you want to generate multiple supplier schedules for a single item, youmust define predetermined split percentages between the suppliers, by item.
Complete the following tasks:
� ����� ������ � ������ �� ���� �
� ����� ������� ��������
� ����� ������ ��� �����������
Defining Supplier Contract Information
When you define a supplier contract, you can also define time fence periods forfreezing delivery quantities, releasable schedule days, and future requirements. Therules for defining time fences are described below:
Frozen days Specify the time frame from the generation start date withinwhich deliveries are frozen.
Release days Determine the period of time from the generation start datethat purchase orders will be created for orders. Any quantitiesthat are scheduled outside this period are still considered inplanning status and do not produce actual purchase orders.
Fabrication days Determine the time period from the generation start date,within which the customer guarantees fabrication costs for thequantities they ordered on the schedule, even if the order iscanceled. This rule is optional.
Raw material days Determine the time period from the generation start date,within which raw material costs are guaranteed by thecustomer, even if the order is canceled. This rule is optional.
Manufacturing and Distribution Planning
9–6 B73.3.1 (6/99)
When you delete supplier information, the system deletes the entire record, includingthe history.
Early and Past Due Receipts
When you generate a schedule, the system sorts outstanding blanket order releases intoappropriate time periods. The system accumulates past due quantities and quantitiesthat you received prior to the requested date.
When you regenerate the schedule, the system displays the quantities in the Past Dueand Early Receipt fields on Enter/Change Supplier Information.
The system expresses past due amounts as positive numbers in the Past Due field andadds the amounts to the cumulative received quantity. The system expresses earlyreceipt amounts in the Early Receipt field.
Before You Begin
� ������ � ������ ����� ��� ����! ���� ���� !�� ��� �� �������� ��������������� ����������� ��� ����� �� ������� ����� �� ��� ������������ ��
� ����� ��� ������� �� ��������� ���� !�� ��� �� ������� ���� ����������� �� ��� ���� ������� ���� ���� �������
To define supplier contract information
From the DRP or MRP Daily Operations menu (G3411 or G3413), chooseEnter/Change Supplier Information.

Defining Supplier Contracts
B73.3.1 (6/99) 9–7
On Work With Vendor Schedule Master
1. To add schedule information for each line on the blanket order, complete thefollowing fields and click Find:
� ��� �����
� �� �����
� ��� ����� �
� ��� ���
2. Click Add.

Manufacturing and Distribution Planning
9–8 B73.3.1 (6/99)
3. On Vendor Schedule Master Revisions, complete the following fields:
� ������ ������� �� ��
� ��������� �� �
4. Complete the following optional fields and click OK:
� ������� �� ��������
� ������� �������
� ��� ����������
� ������� ��������
� ���!�� �� �
� ����������� �� �
� �� �������� �� �
� ������ ��� �!�
Field Explanation
Vendor Schedule D/W/M The number of workdays, weeks and months that will bedisplayed on the supplier schedule.
Releasable Days A time fence that indicates the number of workdays from thegeneration start date to use when identifying the cutoff datefor actual blanket order releases. The system uses the timefence when the supplier schedule release generation programis run.

Defining Supplier Contracts
B73.3.1 (6/99) 9–9
Field Explanation
Deliver to Location The location a shipment should be delivered to, such as aparticular receiving dock or work center.
Shipment Quantity This is the quantity the supplier is willing to ship as aminimum.
Ship Units/Cont The standard quantity of containers that you use in themanufacturing process (typically, in a repetitivemanufacturing environment). The quantity that you enterdetermines the number of bar code labels that you will needfor shipping. It also modifies order release quantities.
Form-specific information. . . . . . . . . . . . . . . . . . . . . . . . . . . .
Identifies the container requirements of the supplier. Whenthe system generates the supplier schedule, it calculates theshipping units per container as a multiple and adjusts theplanned quantities as needed.
Shipment Leadtime The time it takes a shipment to move from the supplier’s dockto the customer’s dock. The system uses this value to offsetthe required date to determine the actual date that theshipment should take place. Also known as Transit Time. Thelevel leadtime for a purchased item should include theshipment leadtime.
Frozen Days The number of workdays from the generation start date thatthe quantity buckets will be frozen with no changes andreleases possible. This value is also used to calculate thecumulative frozen quantity (see CFRO).
Fabrication Days The number of workdays, from the generation start date, thatthe customer guarantees the fabrication costs for the quantityordered.
Raw Material Days The number of workdays, from the generation start date, thatthe customer guarantees the raw material costs for thequantity ordered.
Vendor Lot Size A value that identifies the lot size requirements of thesupplier. When the system generates the supplier schedule, itcalculates the vendor lot size as a multiple and adjusts theplanned quantities as needed.
Manufacturing and Distribution Planning
9–10 B73.3.1 (6/99)
Processing Options for Vendor Schedule Master Revisions
Versions
Enter the version of each program. If left blank, ZJDE0001 will be used.
1. Purchase Order Header, ____________ Purchase Order Header (P4310) 2. Purchase Orders, Work With ____________ Purchase Order Detail (P4310) 3. Supplier Schedule (P34301) ____________ 4. Supplier Split Percentage ____________ (P43211)
Defaults
1. Enter the Document Type to ____________ display.
Defining Shipment Patterns
Define which days are valid to receive a shipment. You can define a pattern thatgoverns the frequency of supplier deliveries. For example, you can define one of thefollowing shipment patterns:
� ��� ���� ���
� ���� �����
� ����� � ���� ����� �� � ����� �� � �� ��� �� � ����
Defining shipment patterns consists of:
� ������� � ����� �������
� ������� � ����� �������
To create shipment patterns
From the DRP or MRP Daily Operations menu (G3411 or G3413), chooseEnter/Change Supplier Information.
On Vendor Schedule Master Revisions
1. From the Form menu, choose Shipment Pattern.
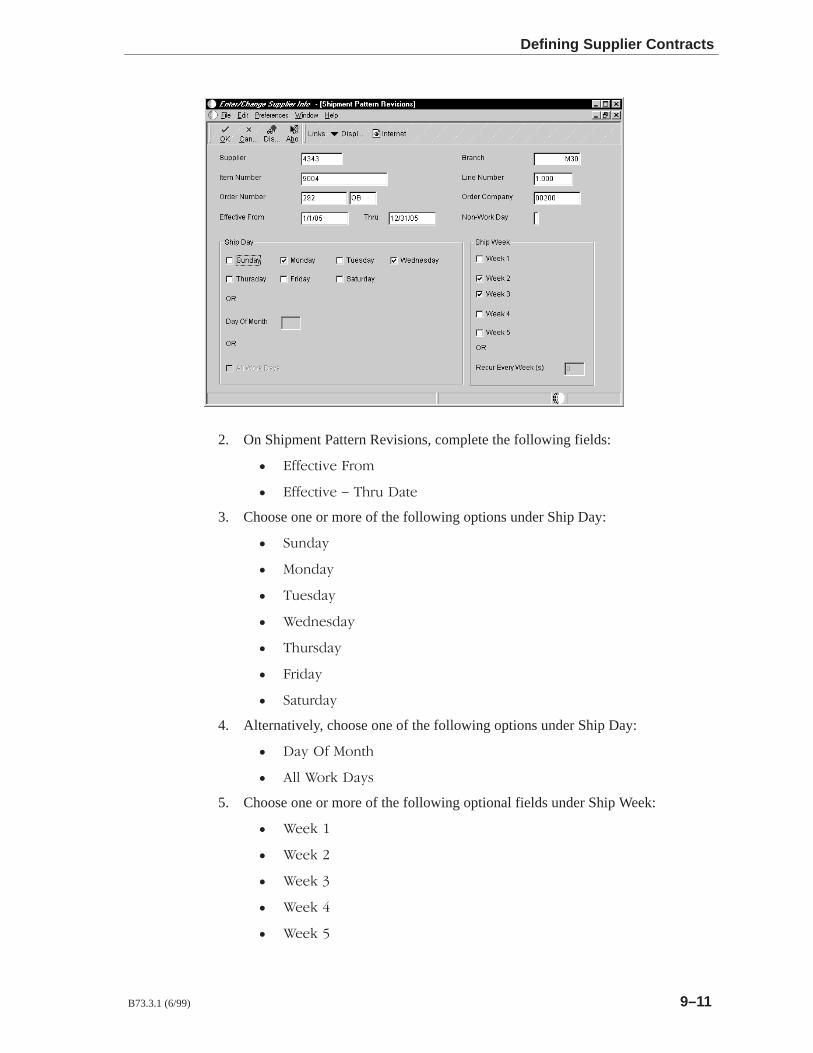
Defining Supplier Contracts
B73.3.1 (6/99) 9–11
2. On Shipment Pattern Revisions, complete the following fields:
� ������!� ����
� ������!� � ��� ���
3. Choose one or more of the following options under Ship Day:
� � ���"
� �����"
� � ����"
� ��������"
� �� ����"
� �����"
� ��� ���"
4. Alternatively, choose one of the following options under Ship Day:
� �" � �����
� ��� ���� �"�
5. Choose one or more of the following optional fields under Ship Week:
� ���� �
� ���� �
� ���� �
� ���� �
� ���� �

Manufacturing and Distribution Planning
9–12 B73.3.1 (6/99)
Note that Week 1 begins with the first day of the month. Thus a weekmight be Wednesday through Tuesday, for example.
6. Alternatively, complete the following optional field under Ship Week:
� ���� � �� ��� ���
Field Explanation
Day Of Month Day of the month ( 1 thru 31)
All Work Days A code for selecting all work days in a week.
Recur Every Week (s) A code that determines the weekly pattern that the systembuilds based on the effective from date.
Valid codes are:1 Every week is scheduled2 Every second week is scheduled
To revise shipment patterns
From the DRP or MRP Daily Operations menu (G3411 or G3413), chooseEnter/Change Supplier Information.
On Vendor Schedule Master Revisions
1. Choose Shipment Dates from the Form menu.
2. On Work With Shipment Dates, choose a record and click Select.

Defining Supplier Contracts
B73.3.1 (6/99) 9–13
3. On Shipment Date Revisions, review the shipment pattern. If necessary, revisethe pattern by completing the following field for any day in the month:
� ������ ���
Defining Supplier Split Percentages
Buyers often order from multiple suppliers for the same item to avoid relying on asingle supplier. Supplier scheduling allows multiple suppliers to supply a single itembased on a predetermined split percentage. Use Supplier Split Percentages to define thepredetermined split percentages among the suppliers, by item.
To define supplier split percentages
From the DRP or MRP Daily Operations menu (G3411 or G3413), choose SupplierSplit Percentages.

Manufacturing and Distribution Planning
9–14 B73.3.1 (6/99)
On Work With Supplier Split Percentages
1. To define split percentages among suppliers, complete the following fields andclick Find:
� �����������
� �� �� ��
2. Choose a record and click Select, or click Add.

Defining Supplier Contracts
B73.3.1 (6/99) 9–15
3. On Supplier Split Percentage Revisions, complete the following fields:
� ������� ��� ��
� �����������
� ���� �������
� ��������� ����
� ��������� ���
4. Complete the following optional fields and click OK:
� �� �� ����
� ������ �����
Field Explanation
Split Percent The percentage applied.
For Suppler Release Scheduling: The percentage of theplanned quantity that the system applies to the correspondingsupplier.
Effective From A date that indicates one of the following:� ���� � ��������� ���� ���� ���� ������ �� � ���
�� ��������� ���� � ������� ���� ���� ���� ������ �� �
�������� �� ��� ������� ��� �� ����� ���� � ���� �������� �� �� ������
The default is the current system date. You can enter futureeffective dates so that the system plans for upcoming changes.Items that are no longer effective in the future can still berecorded and recognized in Product Costing, Shop FloorManagement, and Capacity Requirements Planning. TheMaterial Requirements Planning system determines validcomponents by effectivity dates, not by the bill of materialrevision level. Some forms display data based on theeffectivity dates you enter.

Manufacturing and Distribution Planning
9–16 B73.3.1 (6/99)
Field Explanation
Effective Thru A date that indicates one of the following:� ��� � �� ������ ���� �� �� ����� �� ������ ��
� ���� �� �������� ��� � ������ ���� �� �� ����� �� ������ �� �
�������� �� �� ������ ��� �� ��� � ��� � ���� ������� �� �� ����� ������
The default is December 31 of the default year defined in theData Dictionary for Century Change Year. You can enterfuture effective dates so that the system plans for upcomingchanges. Items that are no longer effective in the future canstill be recorded and recognized in Product Costing, ShopFloor Management, and Capacity Requirements Planning.The Material Requirements Planning system determines validcomponents by effectivity dates, not by the bill of materialrevision level. Some forms display data based on theeffectivity dates you enter.

B73.3.1 (6/99) 9–17
Generating Supplier Schedules
From the Periodic Single Site Planning menu (G3422), choose Generate SupplierSchedule.
Use Generate Supplier Schedule to generate a draft of your supplier schedule prior tocommitting to a final schedule. You can review the draft of your supplier scheduleusing Enter/Change Schedule.
When you generate the supplier schedule, the system uses the messages from the mostrecent MRP generation, blanket orders, and the information defined in the SupplierSchedule Master table to create a supplier schedule. The system determines demandfrom the MRP messages.
When you run Generate Supplier Schedule, the system prints a Schedule GenerationException report that details any possible discrepancies that might make your supplierschedule ineffective.
MRP Messages
Supplier scheduling uses the messages generated from the most recent MRP generationto determine schedules. Use Detail Message Review to review these messages andchange them as you see fit.
In addition, you can set the appropriate processing option to clear these messages afterschedule generation. The system clears only those messages inside the releasable timefence.
Multiple Supplier Scheduling
The system creates multiple supplier schedules for a single item. It does this bysplitting the MRP messages by the predetermined percentages that you defined in theSupplier Split Percentages table (F43211).
Before You Begin
� ���� ���� ��� ��������� ����������� ��� ���� ��� ���
� �� ��� �� ��� � ����
� �� � ���� ������� ����� ��� ��� ����
� ���� ����� �������� ����������� ��� ��� �����
Manufacturing and Distribution Planning
9–18 B73.3.1 (6/99)
� ��� ������ ������ ����� �"��� ���� �"��� ��� ������ �� ��� ������ �������"������� ��������� ����� ���� ��� ���� ������ ���������������� ����������
� �� ��� �������� ���������� �� ���� ��� �"���� ����
� ������ ����� �������� ��� �������� ��������� �����
� ������� � ����$������ �������� ���� �� "�� ��� ����"#� ��� �������� �������� �� ������ �� ������ �������� �����������
� � ��! ��� ��� �� ��" �������� �� ��� ������� ������ � ��! ����
See Also
� � ��� �� ���� � � ��� ��� ����
� ������ ��� �����$�"�� �� �� ����!���
� ������� #� � �������
� ��"��#��� �� ���� �����
� ��"����� !������ ����!���
� ������� !������ ����!�� ������ ��� �� ��� ����� � �!��� ��� � ������������

Generating Supplier Schedules
B73.3.1 (6/99) 9–19
Processing Options for Generate Vendor Schedule Report
Processing
1. Enter the beginning date for the generation. (Default is today)
Generation Date ____________
2. Enter the Document Type to look for when retrieving an item’s blanket order. If left blank, ’OB’ will be used.
Document Type ____________
3. Enter the version of Supply/Demand Inclusion Rules to use for active blanket order selection. (Required).
Inclusion Rule ____________
Status Update
1. Enter the status to use for updates to the Vendor Schedule. If left blank, no status update will occur.
Vendor Status ____________
Message
1. Enter a ’1’ to change MPS/MRP/DRP messages to a cleared status after processing. If left blank, all messages will remain uncleared after schedule generation.
Message Control ____________
Regeneration
1. Enter a ’1’ to rerun the generation using previously cleared MPS/MRP/DRP messages. If left blank, only uncleared MPS/MRP/DRP messages will be used.
Regeneration Flag ____________
2. Enter a ’1’ to ignore Frozen Time Fence days and allow operations inside the normal Frozen Time Fence (All Frozen days = ’0’). If left blank, no quantities will be placed within the Frozen Time Fence date.
Frozen Days Flag ____________

Manufacturing and Distribution Planning
9–20 B73.3.1 (6/99)
B73.3.1 (6/99) 9–21
Revising Supplier Schedules
Use Enter/Change Schedule to review and revise the supplier schedule that yougenerated. You might need to override system-scheduled quantities to compensate forlast-minute changes to the schedule.
After you review the schedule and make any necessary revisions, you must accept theinformation on Enter/Change Schedule to commit to a final schedule.
Enter/Change Schedule allows you to:
� ������ ������� �������� �� �������� �������� �����������
� ������� � � ������ �������� � ����
� ������ ��������� �������� �����������
� ����� ������ ���������� �� � � � ���� ������ ��� ������� � ��
� �������� � � �������� � ����
The Planned field is the only field that you can change on the Add/Change Scheduleform. The system recalculates the quantities in the Cumulative Frozen, Fabricate, andRaw Material fields when a change is made.
Any changes that you make to the schedule will not affect the most recent MPS, MRP,or DRP generation. After you release the supplier schedule and create purchase ordersfor the blanket order releases, the next MPS, MRP, or DRP generation treats thepurchase orders as available supply items.
To revise a supplier schedule for a single item
From the MRP Daily Operations menu (G3413), choose Enter/Change Schedule.

Manufacturing and Distribution Planning
9–22 B73.3.1 (6/99)
On Work With Vendor Schedules
1. To display one or more blanket orders that exist for the selected item, completethe following fields and click Find:
� �� �!����
� �����������
� �� �� �� �
2. Choose a record and click Select.
3. On Vendor Schedule Revisions, review the following information:
� �!������
� ������� �!����
� ����"�� �
� � � !�
� �� ��
� �� ��� ��
� �� ������
� ������ � $
� �!� ������
� �!� ���%��
� �!� ������� �
� �!� ��# ��

Revising Supplier Schedules
B73.3.1 (6/99) 9–23
4. Accept the record by clicking OK, or complete the following field to updateplanned quantities in the schedule and then click OK:
� �������
Field Explanation
Supplier A number that identifies an entry in the Address Book system.Use this number to identify employees, applicants,participants, customers, suppliers, tenants, and any otheraddress book members.
Carrier Number The address book number of the carrier, which is specified bythe customer or by your organization. You might use thiscarrier because of route requirements or special handlingrequirements.
Deliver to The location a shipment should be delivered to, such as aparticular receiving dock or work center.
F.O.B A user defined code (42/FR) designating the method by whichsupplier shipments are delivered. For example, the suppliercould deliver to your dock, or you could pick up the shipmentat the supplier’s dock.
You can also use these codes to indicate who hasresponsibility for freight charges. For example, you can havea code indicating that the customer legally takes possession ofgoods as soon as they leave the supplier warehouse and isresponsible for transportation charges to the destination.
Item Number A number that the system assigns to an item. It can be inshort, long, or third item number format.
Branch/Plant Identifies a branch or plant.
Note: You can enter numbers and characters in this field. Thesystem right-justifies them (for example, C0123 appears as __ _ C0123). You cannot locate business units for which youhave no authority.
As of Date The promised shipment date for either a sales order orpurchase order. The supply and demand programs use thisdate to calculate available to promise (ATP) information. Thisvalue can be automatically calculated during sales order entry.This date represents the day that the item can be shipped fromthe warehouse.
Status The current status of the supplier schedule. This is updated asthe schedule moves through the system.

Manufacturing and Distribution Planning
9–24 B73.3.1 (6/99)
Field Explanation
Last Rls P.O A number that identifies the original document, such as avoucher, invoice, unapplied cash, journal entry, and so on. Onentry forms, you can assign the original document number orlet the system assign it through Next Numbers.
Matching document (DOCM) numbers identify relateddocuments in the Accounts Receivable and Accounts Payablesystems. Examples:
� �������� ������� �������Original document – VoucherMatching document – Payment
� �� �������� �������Original document – Invoice
� ������ �����������Original document – InvoiceMatching document – Receipt
� ��� �� ������ ��������Original document – InvoiceMatching document – Credit Memo
� ������� ������Original document – Receipt
Last Receipt The date that the last shipment of the item was received.
Receipt Qty The quantity received on the most recent shipment.
Cum Receipt The quantity received to date against a blanket purchaseorder.
Cum Frozen Results in a calculation.
Cum Fabricate Results in a calculation.
Cum Raw Mat Results in a calculation.

Revising Supplier Schedules
B73.3.1 (6/99) 9–25
Processing Options for Supplier Schedule Revisions
Versions
Enter the version for each program. If left blank, version ZJDE0001 will be used.
1. Open Order Inquiry ____________ (P4310) 2. Supply/Demand Inquiry ____________ (P4021) 3. Purchase Order Entry ____________ (P4310) 4. Vendor/Blanket Information ____________ (P4321) 5. Pegging Information ____________ (P3412) 6. Supplier Schedule Release ____________ Generation (R34410) 7. Item Branch (P41026B) ____________
Defaults
1. Enter the Document Type to filter on the form
Document Order Type ____________
Status Update
1. Enter Status for Vendor Schedule Update
Vendor Schedule Status ____________
2. Enter status beyond which changes cannot be made to the Vendor Schedule. If left blank, the schedule will always be open to change.
To Status ____________

Manufacturing and Distribution Planning
9–26 B73.3.1 (6/99)

B73.3.1 (6/99) 9–27
Releasing Supplier Schedules
From the Periodic Single Site Planning menu (G3422), choose Release SupplierSchedule.
After you finalize a schedule using Enter/Change Schedule, you can release the currentsupplier schedule. After the schedule is processed, the system updates the plannedquantities inside the time fence.
Release Supplier Schedule uses the following:
� ���������� �������� ������
� �"������ ������ ������
� �������� ������� ����������� ���� �� �������� �� ���� ������ �����
The program uses this information to create:
� ������� ������ ��� ��� ���������� ���� ��� ������ ������ ��� ���� �����
� ������� ������ ���� ��� ��������� ��� � �������� ���� !����� � �����������
� � �������� �������� ���� �� !��� #�� ���� ��� ������ ��� ����������������� ��� ����� ������� ���� ���
� � ������ �������� ����� !��� �������� ����� ��� ���� ��������� ������� ������� �������� ����� ��� ���� ���� �������� ��� ��� ��������
Before You Begin
� �������� � ������� �������� ��������� ��� ���������� ������� ��� �����
See Also
� ������ ������� ��� ��� ������ ���������� �� ��� ������ ��� � ��� ������� ������
Manufacturing and Distribution Planning
9–28 B73.3.1 (6/99)
Processing Options for Supplier Schedule Release Generation
P.O. Options
1. Enter the Line Type to create
Line Type ____________
2. Enter the beginning Line Status
Status Code – Last ____________
3. Enter the Document Type to create. (Above values are required).
Order Type ____________
4. Enter a ’1’ to default the tax area from the ’Ship-To’ address book number. if left blank, the tax area will be defaulted from the ’Supplier’ address number.
Default the Tax Area ____________
Status Update
5. Enter the status to use for updates to the Vendor Schedule. If left blank, no change will be made to the current schedule’s status.
Status – Supplier Schedule ____________
6. Enter a ’1’ to clear MPS/MRP/DRP messages inside the releasable time fence. If left blank, no action will be taken.
Clear Messages ____________
Blanket/Quote
7. Enter a ’1’ for automatic blanket order release processing. If left blank, automatic blanket order release processing will not be performed.
Automatic Processing ____________
Price Control
8. Enter ’1’ to perform special pricing for inventory items. If left blank price from Blanket Order will be used.
Price Control ____________

Releasing Supplier Schedules
B73.3.1 (6/99) 9–29
What You Should Know About Processing Options
Status Update (6) Supplier scheduling uses the messages from the most recentMRP generation to determine demand.
You can set the appropriate processing option to clear thesemessages after you release the supplier schedule. The systemclears only those messages inside the releasable time fence.

Manufacturing and Distribution Planning
9–30 B73.3.1 (6/99)

B73.3.1 (6/99) 9–31
Printing Supplier Schedules
From the Periodic Single Site Planning menu (G3422), choose Print Supplier Release.
You can use Print Supplier Release to print the supplier schedule. This report showsthe shipment schedule, releasable quantities, and all blanket orders that are scheduledfor a specific item within a branch/plant.
The system uses the information that you have entered on the other forms along withthe version of supply/demand inclusion rules that you select to create the report.
Before You Begin
� �� � ���� ������� ����� ���� ������� � ������� �����������������
Processing Options for Supplier Schedule Print
Process
1. Enter the document type to use when retrieving an item’s blanket order. If left blank, ’OB’ will be used.
Blanket Order Type ____________
2. Enter the status to use for updates to the supplier schedule. If left blank, no change will be made to the schedule’s current status.
Supplier Schedule Status ____________
Versions
1. Enter the version of Supply/Demand Inculsion rules to use for active blanket order selection.
Supply/Demand Inculsion Rules ____________ Version
Associated Text
1. Enter a ’1’ to print associated blanket order text. If left blank, no associated text will be printed.
Print Associated Blanket Order ____________ Text

Manufacturing and Distribution Planning
9–32 B73.3.1 (6/99)

Appendices
Manufacturing and Distribution Planning
9–34 B73.3.1 (6/99)

B73.3.1 (6/99) A–1
Appendix A — Action Messages
The action messages for DRP/MPS/MRP are defined in user defined code table 34/MT.The character codes are hard-coded. Do not change the character codes in this table.
Action Messages in DRP/MPS/MRP
Type Description PlannerR k
Action the System Takes When Message is ProcessedRemarks Work Orders Purchase Orders
� ��$ � ���%%���
�� ��%%� �"�$& ��%&
�%"��+% )!$� !$��$��!' �� �!"+ &�� ���� !���&�$��� &! �$��&� � "�$&%��%&�
���
� ��$ � ���%%���
��� �!�% !& �*�%& �!$�&��
�$$!$ ��%%���� $��!$�� (�����
���
� ��$ � ���%%���
� ��� "�$&%��%&
�$$!$ ��%%���� $��!$�� (����� �!' �'%& ����$!$ ����&� ��%%����
���
� ��$ � ���%%���
���$ "�$&%��%&
�$$!$ ��%%���� $��!$�� (����� �!' �'%& ����$!$ ����&� ��%%����
���
� ��$ � ���%%���
���&��� �%,�$!
���$% ��%%���� �%"��+%)!$� !$��$�
���
� �$��$ ��*"���&�
��� � ���$% ��%%��� � ��$��&�% � ��$� !$��$��%%���� $��&�% )!$�!$��$�
���$% ��%%��� � ��$��&�% � ��$� !$��$��%%���� $��&�%"'$���%� !$��$�
� ��� ��� � ���$% ��%%���� ���%+%&�� ����&�% )!$�!$��$ "�$&% ��%& �� &��$��$� ! !'&%&� �� ��%%'�%� �� ��% %&�&'% &!���
���$% ��!%�� ��%%���! "'$���%� !$��$ �� ��&��� �� ��% %&�&'% &!����
���$ ��� � ���$% ��%%��� � ���� ��% )!$� !$��$ �&��$�#'�$�� ��&��
���$% ��%%��� � ���� ��% "'$���%� !$��$�� � �&�� $�#'�$�� ��&��
� �*"���&� ��� � ���$% ��%%��� � ���� ��% )!$� !$��$ %&�$&��&��
���$% ��%%��� � ���� ��% "'$���%� !$��$�� � �&�� %&�$& ��&��
� �$!,� !$��$ �$!,� !$��$ �! ��&�! $�#'�$��� �����%%��� $���� % ' &������&�� !$ ����$���
�! ��&�! $�#'�$��� �����%%��� $���� % ' &������&�� !$ ����$���

Manufacturing and Distribution Planning
B73.3.1 (6/99)A–2
Action Messages in DRP/MPS/MRP
Type Action the System Takes When Message is ProcessedPlannerRemarks
DescriptionType
Purchase OrdersWork Orders
PlannerRemarks
Description
�!�%��&�"%��%$(�!'�',
���!� ��&#��,& *"%� "%��%*�'� (#��'�� $(�!'�',������ �� '" ����#' '�����!��� ��� &,&'� %�����(��'�& �!� ���!��&'�� !( ��% "� %�$(�%���" #"!�!'&�
��&#��,& #(%���&� "%��%*�'� (#��'�� $(�!'�',������ �� '" ����#' '�����!���
���%��&�%�'� $(�!'�',
���!� ��&#��,& '�� %�'�&����(��� �"( (&' �!(���, ���!�� '��%�'� $(�!'�', �"% '��&(���&'�� ��'��
���
� �!�%��&� %�'�$(�!'�',
���!� ��&#��,& '�� %�'�&����(��� �"( (&' �!(���, ���!�� '��%�'� $(�!'�', �"% '��&(���&'�� ��'��
���
���%��&�"%��%$(�!'�',
���!� ��&#��,& *"%� "%��%*�'� (#��'�� $(�!'�',������ �� '" ����#' '�����!��� ��� &,&'� %�����(��'�& �!� ���!��&'�� !( ��% "� %�$(�%���" #"!�!'&�
��&#��,& #(%���&� "%��%*�'� (#��'�� $(�!'�',������ �� '" ����#' '�����!���
� ��!(��%� �!��%
�&�% �!'�%��'�+'
�" ��'�"! %�$(�%��� ��� �&&��� %� ��!& (!'������'�� "% ����%���
�" ��'�"! %�$(�%��� ��� �&&��� %� ��!& (!'������'�� "% ����%���
� �%��'� %�'� ���!� ����%& �&&��� �!��%��'�& '�� %�'�&����(��� ��&#��,& %�'�&����(�� %�)�&�"!&�
���
� �%��% ���!� ����%& �&&��� �!��%��'�& � ��% "%��% �&&���� �%��'�& *"%�"%��%�
����%& �&&��� �!��%��'�& � ��% "%��% �&&���� �%��'�&#(%���&� "%��%�
� ��% "%��% ��% "%��% �" ��'�"! %�$(�%��� ��� �&&��� %� ��!& (!'������'�� "% ����%���
�" ��'�"! %�$(�%��� ��� �&&��� %� ��!& (!'������'�� "% ����%���
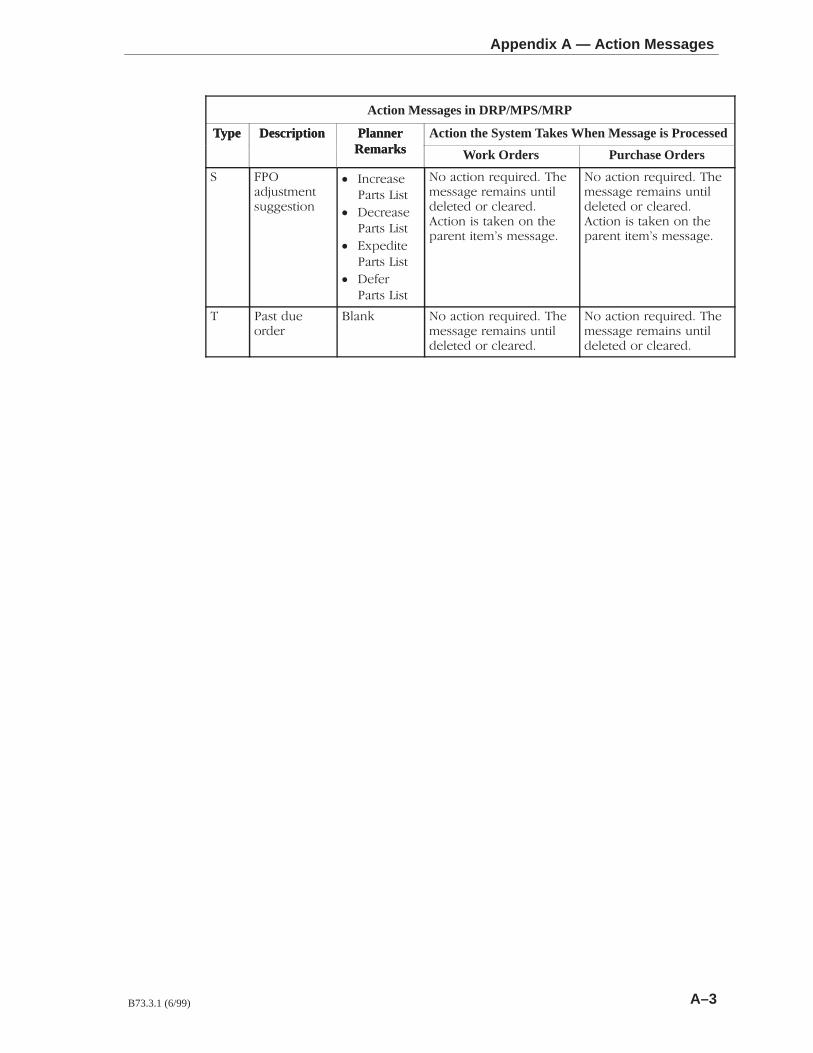
Appendix A — Action Messages
B73.3.1 (6/99) A–3
Action Messages in DRP/MPS/MRP
Type Action the System Takes When Message is ProcessedPlannerRemarks
DescriptionType
Purchase OrdersWork Orders
PlannerRemarks
Description
� � ����#!"���"!#���!"���
� �� ��!�
� "! �!"
� ��� ��!�
� "! �!"
� �$����"�
� "! �!"
� ����
� "! �!"
�� ��"��� ��#� ��� �����!!��� �����! #�"������"�� � ���� �����"��� �! "���� �� "���� ��" �"���! ��!!����
�� ��"��� ��#� ��� �����!!��� �����! #�"������"�� � ���� �����"��� �! "���� �� "���� ��" �"���! ��!!����
� �!" �#�� ��
����� �� ��"��� ��#� ��� �����!!��� �����! #�"������"�� � ���� ���
�� ��"��� ��#� ��� �����!!��� �����! #�"������"�� � ���� ���

Manufacturing and Distribution Planning
B73.3.1 (6/99)A–4

B73.3.1 (6/99) B–1
Appendix B — SynQuest Interface
The interface between J.D. Edwards planning solutions and SynQuest optimizationscheduling solutions helps you synchronize the planning and execution phases of themanufacturing shop floor. This interface lets you simulate constraints and define amodel that works to optimize within those known constraints.
The interface shares J.D. Edwards information with the SynQuest planning model,including work orders, parts lists, routing instructions, inventory availability, andpurchase orders. SynQuest then recommends date and quantity adjustments to the J.D.Edwards manufacturing work orders and purchase orders systems.
The current release of the SynQuest interface allows you to export existing work ordersand purchase orders, as well as additions, changes, and deletions.
This interface is based on the J.D. Edwards Interoperability Model developed toaccommodate both inbound and outbound transactions to third party solution providerssuch as SynQuest. This document describes how to set up the interface.
Inbound Messages
When you accept the plan in SynQuest, the system updates the J.D. Edwards tables andautomatically processes MRP messages, as if you manually processed them from DetailMessage Review (P3411). The system generates and processes the following types ofmessages:
D Defer
E Expedite
G Increase order quantity
L Decrease order quantity
Manufacturing and Distribution Planning
B73.3.1 (6/99)B–2
The SynQuest interface consists of the following tasks:
� ������ �� ���� � ���� �������
� ������ �� ���� ���� ����"������� ��
� ������ �� ��� ������ �������
� ������ �� �� ��������
� ���� ���� �������� ����!���� ���
� � ������� ������� ������ �� !������
� ������� �������� ���� ����� ��
� ��������� ��� ��� ������ ���
Setting Up Data Export Controls
From the Shop Floor Management Interoperability menu (G31311), choose DataExport Controls.
You define the export information for the interface. Currently, only firm orders (ordertype WO) and purchase orders (order type OP) are exported to SynQuest.
Setting up data export controls consists of:
� ������ �� ���� � ���� ������� ��� ���� ����� �������
� ������ �� ���� � ���� ������� ��� ���� ����� ����� �����
� ������ �� ���� � ���� ������� ��� ���� ����� ������� ������ �����
� ������ �� ���� � ���� ������� ��� ��� ���� ������
� ������ �� ���� � ���� ������� ��� ����� �� ��������
� ������ �� ���� � ���� ������� ��� ��������
� ������ �� ���� � ���� ������� ��� ���� ���� � ����
� ������ �� ���� � ���� ������� ��� ��� ���� ����� �� �����

Appendix B — SynQuest Interface
B73.3.1 (6/99) B–3
To set up data export controls for work order headers
On Work With Data Export Controls
1. Click Add.
2. On Data Export Control Revisions, enter JDEWO in the following field:
� ����������

Manufacturing and Distribution Planning
B73.3.1 (6/99)B–4
3. Enter WO in the following field:
� ����� !��
4. Enter R31SYN01 in the following field:
� ��� ���
5. Enter XJDE0001 in the following field:
� �������
6. Enter 1 in the following fields:
� � ����� ��� ���
� � ����� ��� ���
� � ����� ��� ���
� � � �� � � ���
� ������ ����������!
7. Enter 0 in the following fields:
� � ����� ��� ���
� ���� ���� � � ���
� � � ��� � � ���
8. Click OK.
To set up data export controls for work order parts lists
On Data Export Control Revisions
1. Enter JDEPL in the following field:
� ����������
2. Enter WO in the following field:
� ����� !��
3. Enter R31SYN01 in the following field:
� ��� ���
4. Enter XJDE0001 in the following field:
� �������
5. Enter 1 in the following fields:
� � ����� ��� ���
� � ����� ��� ���
� � ����� ��� ���
Appendix B — SynQuest Interface
B73.3.1 (6/99) B–5
� � � �� � � ���
� ������ ����������!
6. Enter 0 in the following fields:
� � ����� ��� ���
� ���� ���� � � ���
� � � ��� � � ���
7. Click OK.
To set up data export controls for work order routing instructions
On Data Export Control Revisions
1. Enter JDERTG in the following field:
� ����������
2. Enter WO in the following field:
� ����� !��
3. Enter R31SYN01 in the following field:
� ��� ���
4. Enter XJDE0001 in the following field:
� �������
5. Enter 1 in the following fields:
� � ����� ��� ���
� � ����� ��� ���
� � ����� ��� ���
� � � �� � � ���
� ������ ����������!
6. Enter 0 in the following fields:
� � ����� ��� ���
� ���� ���� � � ���
� � � ��� � � ���
7. Click OK.
Manufacturing and Distribution Planning
B73.3.1 (6/99)B–6
To set up data export controls for purchase orders
On Data Export Control Revisions
1. Enter JDEPOOUT in the following field:
� ����������
2. Enter OP in the following field:
� ����� !��
3. Enter R31SYN03 in the following field:
� ��� ���
4. Enter XJDE0001 in the following field:
� �������
5. Enter 1 in the following field:
� � ����� ��� ���
� � ����� ��� ���
� � ����� ��� ���
� � � �� � � ���
� ������ ����������!
6. Enter 0 in the following fields:
� � ����� ��� ���
� ���� ���� � � ���
� � � ��� � � ���
7. Click OK.
To set up data export controls for bills of material
On Data Export Control Revisions
1. Enter JDEBOM in the following field:
� ����������
2. Leave the following field blank:
� ����� !��
3. Enter R30SYN01 in the following field:
� ��� ���

Appendix B — SynQuest Interface
B73.3.1 (6/99) B–7
4. Enter XJDE0001 in the following field:
� �������
5. Enter 1 in the following field:
� � ����� ��� ���
� � ����� ��� ���
� � ����� ��� ���
� � � �� � � ���
� ������ ����������!
6. Enter 0 in the following fields:
� � ����� ��� ���
� ���� ���� � � ���
� � � ��� � � ���
7. Click OK.
To set up data export controls for routings
On Data Export Control Revisions
1. Enter JDEROU in the following field:
� ����������
2. Leave the following field blank:
� ����� !��
3. Enter R30SYN01 in the following field:
� ��� ���
4. Enter XJDE0001 in the following field:
� �������
5. Enter 1 in the following field:
� � ����� ��� ���
� � ����� ��� ���
� � ����� ��� ���
� � � �� � � ���
� ������ ����������!

Manufacturing and Distribution Planning
B73.3.1 (6/99)B–8
6. Enter 0 in the following fields:
� � ����� ��� ���
� ���� ���� � � ���
� � � ��� � � ���
7. Click OK.
To set up data export controls for item branch data
On Data Export Control Revisions
1. Enter JDEITEM in the following field:
� ����������
2. Leave the following field blank:
� ����� !��
3. Enter R41SYN01 in the following field:
� ��� ���
4. Enter XJDE0001 in the following field:
� �������
5. Enter 1 in the following field:
� � ����� ��� ���
� � ����� ��� ���
� � ����� ��� ���
� � � �� � � ���
� ������ ����������!
6. Enter 0 in the following fields:
� � ����� ��� ���
� ���� ���� � � ���
� � � ��� � � ���
7. Click OK.
Appendix B — SynQuest Interface
B73.3.1 (6/99) B–9
To set up data export controls for purchase order receipts
On Data Export Control Revisions
1. Enter JDER in the following field:
� ����������
2. Enter OP in the following field:
� ����� !��
3. Enter R43SYN01 in the following field:
� ��� ���
4. Enter XJDE0001 in the following field:
� �������
5. Enter 1 in the following fields:
� � ����� ��� ���
� � � �� � � ���
� ������ ����������!
6. Enter 0 in the following fields:
� � ����� ��� ���
� � ����� ��� ���
� � ����� ��� ���
� ���� ���� � � ���
� � � ��� � � ���
7. Click OK.
Field Explanation
Transaction A code that identifies a transaction by type.
Manufacturing and Distribution Planning
B73.3.1 (6/99)B–10
Field Explanation
Order Type A user defined code (00/DT) that identifies the type ofdocument. This code also indicates the origin of thetransaction. J.D. Edwards has reserved document type codesfor vouchers, invoices, receipts, and time sheets, which createautomatic offset entries during the post program. (These entriesare not self-balancing when you originally enter them.)
The following document types are defined by J.D. Edwardsand should not be changed:
P Accounts Payable documentsR Accounts Receivable documentsT Payroll documentsI Inventory documentsO Purchase Order Processing documents
J General Accounting/Joint Interest Billing documentsS Sales Order Processing documents
UBE Name The OneWorld architecture is object-based. This means thatdiscrete software objects are the building blocks for allapplications, and that developers can reuse the objects inmultiple applications. Each object is stored in the ObjectLibrarian. Examples of OneWorld objects include:
� ����� ������������ ����� �� ��������� ���������� ������������� �������� ��� �� �������� ���������� �������� ��������� ���� ���������� ����� ������ ���� ������ ���� ���������
Version A version is a user-defined set of specifications. Thesespecifications control how applications and reports run. Youuse versions to group and save a set of user-defined processingoption values and data selection and sequencing options.Interactive versions are associated with applications (usually asa menu selection). Batch versions are associated with batchjobs or reports. To run a batch process, you must choose aversion.
Execute For Add A code that determines whether the system uses the batchapplication to process an added transaction record.
Valid values are:1 Use batch application to process an added
transaction record0 Do not use batch application to process an added
transaction record

Appendix B — SynQuest Interface
B73.3.1 (6/99) B–11
Field Explanation
Execute For Upd A code that determines whether the system uses the batchapplication to process an updated transaction record.
Valid codes are:1 Use batch application to process an updated
transaction record0 Do not use batch application to process an updated
transaction record
Execute For Del A code that determines whether the system uses the batchapplication to process a deleted transaction record.
Valid codes are:1 Use batch application to process a deleted
transaction record0 Do not use batch application to process a deleted
transaction record
Ext DB Exp Mode A code that determines whether the transaction record shouldbe exported to an external database. Valid codes are:
1 Export transaction record to an external database.0 Do not export transaction record to an external
database.
Launch Immediately This field controls the immediate execution of a batch job. Ifthe field is set to a 1, the job will execute immediately.
Execute For Inq A code that determines whether the system uses the batchapplication to process an inquiry of a transaction record.
Valid codes are:1 Use batch application to process an inquiry of a
transaction record0 Do not use batch application to process an inquiry of
a transaction record
Flat File Exp Mode A code that determines whether the system exports thetransaction record to a flat file.
Valid codes are:1 Export transaction record to a flat file0 Do not export transaction record to a flat file
Ext API Exp Mode A code that determines whether the system exports thetransaction record transaction record to an external API.
Valid codes are:1 Export transaction record to an external API0 Do not export transaction record to an external API
Setting Up Flat File Cross-References
From the Shop Floor Management Interoperability menu (G31311), choose Flat FileCross-Reference.
Manufacturing and Distribution Planning
B73.3.1 (6/99)B–12
You define cross-reference information for the interface for inbound and outboundprocesses.
Setting up flat file cross-references consists of:
� ������ �� ���������������� ��� ���� ����� ������
� ������ �� ���������������� ��� ���� ����� ����� ����
� ������ �� ���������������� ��� ���� ����� ������ ������������
� ������ �� ���������������� ��� ������� ������
� ������ �� ���������������� ��� �� � �� �������
� ������ �� ���������������� ��� �������
� ������ �� ���������������� ��� ���� ����� ����
� ������ �� ���������������� ��� ������� ����� ��������
To set up cross-references for work order headers
On Work With Flat File Cross-Reference
1. Click Add.

Appendix B — SynQuest Interface
B73.3.1 (6/99) B–13
2. On Flat File Cross-Reference, enter JDEWO in the following field:
� ����������
3. Enter 2 in the following field:
� �������� �������
4. Enter 1 in the following field:
� ���� ����
5. Enter F4801Z1 in the following field:
� �� � ����
6. Click OK.
To set up cross-references for work order parts lists
You set up two lines of information, one for the header and one for the detail.
On Flat File Cross-Reference
1. Enter JDEPL in the following field:
� ����������
2. Enter 2 in the following field:
� �������� �������
3. On the first line, enter 1 in the following field:
� ���� ����
Manufacturing and Distribution Planning
B73.3.1 (6/99)B–14
4. Enter F4801Z1 in the following field:
� �� � ����
5. On the second line, enter 2 in the following field:
� ���� ����
6. Enter F3111Z1 in the following field:
� �� � ����
7. Click OK.
To set up cross-references for work order routing instructions
You set up two lines of information, one for the header and one for the detail.
On Flat File Cross-Reference
1. Enter JDERTG in the following field:
� ����������
2. Enter 2 in the following field:
� �������� �������
3. On the first line, enter 1 in the following field:
� ���� ����
4. Enter F4801Z1 in the following field:
� �� � ����
5. On the second line, enter 2 in the following field:
� ���� ����
6. Enter F3112Z1 in the following field:
� �� � ����
7. Click OK.
To set up cross-references for purchase orders
You set up two lines of information, one for the header and one for the detail.
On Flat File Cross-Reference
1. Enter JDEPOOUT in the following field:
� ����������

Appendix B — SynQuest Interface
B73.3.1 (6/99) B–15
2. Enter 2 in the following field:
� �������� �������
3. On the first line, enter 1 in the following field:
� ���� ����
4. Enter F4301Z1 in the following field:
� �� � ����
5. On the second line, enter 2 in the following field:
� ���� ����
6. Enter F4311Z1 in the following field:
� �� � ����
7. Click OK.
To set up cross-references for bills of material
On Flat File Cross-Reference
1. Enter JDEBOM in the following field:
� ����������
2. Enter 2 in the following field:
� �������� �������
3. Enter 1 in the following field:
� ���� ����
4. Enter F3002Z1 in the following field:
� �� � ����
5. Click OK.
To set up cross-references for routings
On Flat File Cross-Reference
1. Enter JDEROU in the following field:
� ����������
2. Enter 2 in the following field:
� �������� �������
Manufacturing and Distribution Planning
B73.3.1 (6/99)B–16
3. Enter 1 in the following field:
� ���� ����
4. Enter F3003Z1 in the following field:
� �� � ����
5. Click OK.
To set up cross-references for item branch data
You set up two lines of information, one for the header and one for the detail.
On Flat File Cross-Reference
1. Enter JDEITEM in the following field:
� ����������
2. Enter 2 in the following field:
� �������� �������
3. On the first line, enter 1 in the following field:
� ���� ����
4. Enter F4101Z1 in the following field:
� �� � ����
5. On the second line, enter 2 in the following field:
� ���� ����
6. Enter F4101Z1A in the following field:
� �� � ����
7. Click OK.
To set up cross-references for purchase order receipts
On Flat File Cross-Reference
1. Enter JDER in the following field:
� ����������
2. Enter 2 in the following field:
� �������� �������
3. Enter 1 in the following field:
� ���� ����

Appendix B — SynQuest Interface
B73.3.1 (6/99) B–17
4. Enter F43121Z1 in the following field:
� � � ���
5. Click OK.
Field Explanation
Transaction A code that identifies a transaction by type.
Direction Indicator A code that indicates the direction of the transaction.
Record Type The identifier used to mark EDI transaction records as headerand detail information. This is an EDI function only.
File Name The number of a specific table. For example, the GeneralLedger Master table name is F0901. See the Standards Manualon the programmers’ menu for naming conventions.
Within the Cross Reference Search facility, this representsnames of all types of objects (that is, programs, tables, fieldnames, data dictionary names, and so on).
Setting Up Processing Options
From the System Administration Tools menu (GH9011), choose Interactive Versions.
Set up processing options to indicate the types of transactions to be exported toSynQuest.
Setting up processing options consists of:
� ��� �� �� ������ �� ��� ��� �� ���� �����
� ��� �� �� ������ �� ��� ��� �� ���� ���� ����� � ���
� ��� �� �� ������ �� ��� ��� �� ���� ���� ���� �� ������� ���
� ��� �� �� ������ �� ��� ��� �� ������� �����
� ��� �� �� ������ �� ��� ��� �� � ��� � ���� ��
� ��� �� �� ������ �� ��� ��� �� ���� ���
� ��� �� �� ������ �� ��� ��� �� �� ������ ����
� ��� �� �� ������ �� ��� ��� �� ������� ���� �� ���

Manufacturing and Distribution Planning
B73.3.1 (6/99)B–18
To set up processing options for work orders
On Work With Interactive Versions
1. Enter P48013 in the following field and click Find:
� � ���� ��� ������� �
2. Choose version ZJDE0001, and choose Processing Options from the Row menu.
3. Click the Exporting tab and enter JDEWO in the Transaction Type field.
To set up processing options for work order parts lists
On Work With Interactive Versions
1. Enter P3111 in the following field and click Find:
� � ���� ��� ������� �
2. Choose version ZJDE0001, and choose Processing Options from the Row menu.
3. Click the Export tab and enter JDEPL in the Transaction Type field.
To set up processing options for work order routing instructions
On Work With Interactive Versions
1. Enter P3112 in the following field and click Find:
Appendix B — SynQuest Interface
B73.3.1 (6/99) B–19
� ����������� �����������
2. Choose version ZJDE0001, and choose Processing Options from the Row menu.
3. Click the Export tab and enter JDERTG in the Transaction Type field.
To set up processing options for purchase orders
On Work With Interactive Versions
1. Enter P4310 in the following field and click Find:
� ����������� �����������
2. Choose version ZJDE0001, and choose Processing Options from the Row menu.
3. Click the Interop tab and enter the following:
� ����� � �� ��� ������ ����� �����
� ����� ����� �� ��� ���������� �� �����
To set up processing options for bills of material
On Work With Interactive Versions
1. Enter P3002 in the following field and click Find:
� ����������� �����������
2. Choose version ZJDE0001, and choose Processing Options from the Row menu.
3. Click the Interop tab and enter the following:
� ����� ���� �� ��� ���������� �� �����
� ����� � �� ��� ������ ����� ���������� �����
To set up processing options for routings
On Work With Interactive Versions
1. Enter P3003 in the following field and click Find:
� ����������� �����������
2. Choose version ZJDE0001, and choose Processing Options from the Row menu.
3. Click the Interop tab and enter the following:
� ����� ����� �� ��� ���������� �� �����
� ����� � �� ��� ������ ����� ���������� �����

Manufacturing and Distribution Planning
B73.3.1 (6/99)B–20
To set up processing options for item branch data
On Work With Interactive Versions
1. Enter P41026 in the following field and click Find:
� ����� ����� ������ ����
2. Choose version ZJDE0001, and choose Processing Options from the Row menu.
3. Click the Interop tab and enter the following:
� ����� ������ �� ��� �� �� ����� ���� �����
� ����� � �� ��� ������ �� �� ��������� �����
To set up processing options for purchase order receipts
On Work With Interactive Versions
1. Enter P4312 in the following field and click Find:
� ����� ����� ������ ����
2. Choose version ZJDE0001, and choose Processing Options from the Row menu.
3. Click the Interop tab and enter the following:
� ����� ���� �� ��� �� �� ����� ���� �����
Setting UP UDC Mappings
From the Shop Floor Management Interoperability menu (G31311), choose UserDefined Code Map.
You map existing J.D. Edwards user defined codes to SynQuest codes. As mappingsare predefined by J.D. Edwards, you can add to or modify them according to yourbusiness needs.
For example:
J.D. Edwards StatusCode
SynQuestStatus Code
101520
Firmed
Appendix B — SynQuest Interface
B73.3.1 (6/99) B–21
304050
Released
To set up UDC mappings
On Work With Code Mappings
1. Click Add.
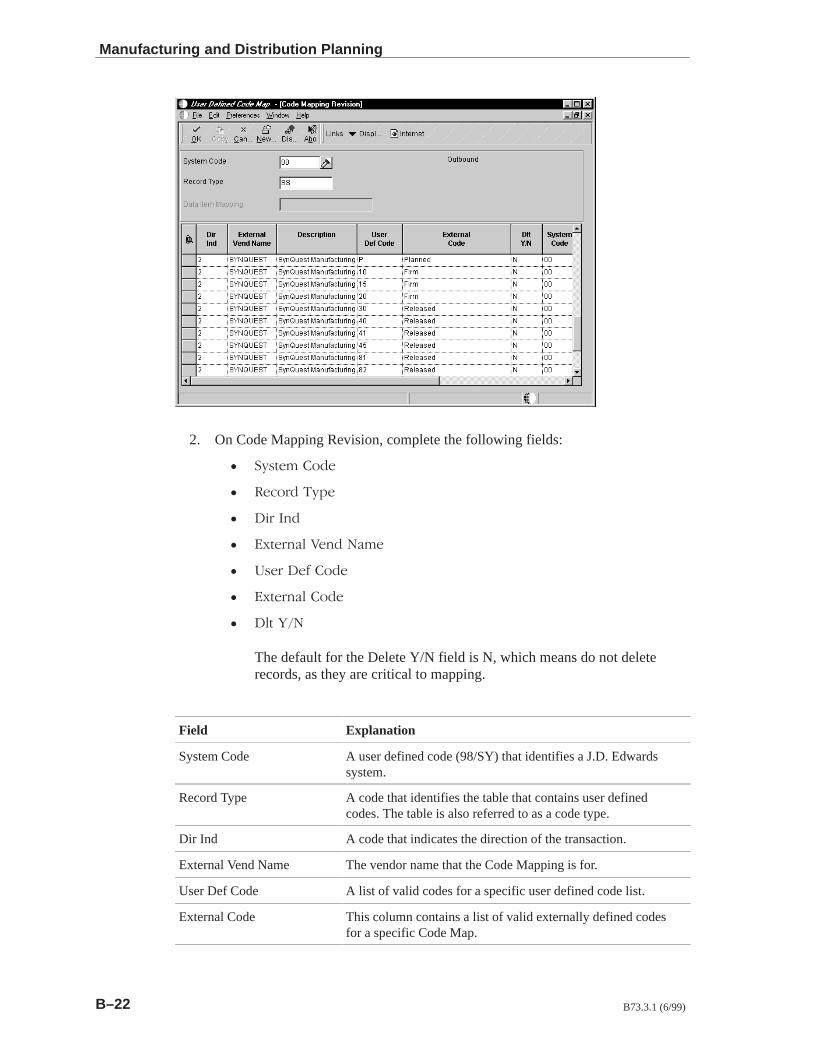
Manufacturing and Distribution Planning
B73.3.1 (6/99)B–22
2. On Code Mapping Revision, complete the following fields:
� ����� ����
� ������ ���
� ��� ���
� �������� ���� ����
� ���� ��� ����
� �������� ����
� ��� ��
The default for the Delete Y/N field is N, which means do not deleterecords, as they are critical to mapping.
Field Explanation
System Code A user defined code (98/SY) that identifies a J.D. Edwardssystem.
Record Type A code that identifies the table that contains user definedcodes. The table is also referred to as a code type.
Dir Ind A code that indicates the direction of the transaction.
External Vend Name The vendor name that the Code Mapping is for.
User Def Code A list of valid codes for a specific user defined code list.
External Code This column contains a list of valid externally defined codesfor a specific Code Map.

Appendix B — SynQuest Interface
B73.3.1 (6/99) B–23
Field Explanation
Dlt Y/N This code designates whether or not records should be deletedfrom the file. The default value is N.
Processing Options for Code Mapping Revision
Process
1. Enter the default view mode. ____________ ’ ’ – View All Mappings (default). ’1’ – View Inbound Mappings only. ’2’ – View Outbound Mappings only. 2. Enter the Mapping revision ____________ mode. ’ ’ – Enter Mappings for UDC Values. ’1’ – Enter Mappings for Data Item Values.
Launching Outbound Subsystem UBEs
From the System Administration Tools menu (GH9011), choose Batch Versions.
This program:
� ������� �������� �� ����� ���� �� ��� ������ ������� ��� ������������� �����
� ������� ��� �������� ���� ���� ������� ��� ��������� �� ���������
You cannot run Batch Versions locally, as it must be submitted to the server. Unless youexperience system failures, you only need to run this program once.

Manufacturing and Distribution Planning
B73.3.1 (6/99)B–24
To launch outbound subsystem UBEs
On Work With Batch Versions – Available Versions
1. Enter R00460 in the following field and click Find:
� ����� �����������
2. Run Version XJDE0001.
Exporting Planned Orders to SynQuest
From the Material Planning Advanced and Technical Operations menu (G3444),choose MPS/MRP Planned Order Extraction for Export.
In order to send planned order messages to SynQuest, perform the export when MRP iscompleted.
To export planned orders to SynQuest
1. Complete the fields on the Process tab as follows:
� ����� � � �
� ����� � � �
� ����� � � ������

Appendix B — SynQuest Interface
B73.3.1 (6/99) B–25
� ������ � � � ��� � ������ ���� �� ���� � �� �� ��� �� ����� ��������
� ������ � � � ��� � ������ ���� �� ���� � �� �� ��� �� ����� ��������
2. Click OK.
The program runs the default version XJDE0001.
Processing Options for Planned Order Extraction
Process
1. Enter a ’1’ to automatically ____________ attach Parts List and Routing data to the Planned Order. 2. Enter a ’1’ to export Planned ____________ Purchase Orders only; ’2’ to export Planned Work Orders only; or ’3’ to export both types of Planned Orders. 3. Enter the Vendor Name (UDC ____________ 00/VN) that will import the Planned Orders. If left blank, the UBE will end immediately. 4. Enter the Purchase Order Status ____________ that the system will use when exporting Planned Purchase Orders. (Required) 5. Enter the Work Order Status ____________ that the system will use when exporting Planned Work Orders. (Required)
SynQuest
Only one of the following parameters must be specified. If the Data Source Name is given, the Environment Name will be ignored. If the Data Source Name is left blank, the Environment Name must be supplied.
1. Enter the OneWorld Data Source ____________ Name where the SynQuest Exchange Repository resides. 2. Enter the OneWorld Environment ____________ Name which is configured to connect to the SynQuest Exchange Repository. 3. Enter a ’1’ to export Planned ____________ Orders using the Add Work Order transaction or ’2’ to export Planned Orders using the Add End Item Demand transaction.

Manufacturing and Distribution Planning
B73.3.1 (6/99)B–26
Running Outbound Item Balances
From the Shop Floor Management Interoperability menu (G31311), choose ItemBalance Extraction.
Before planning, you update SynQuest with the most current data about availablequantities in your inventory. Use the default for this program, the Branch/Plant method(rather than the MRP method) to calculate item availability. You can run this programas needed.
If you want to see a report before updating SynQuest, run Version XJDE0001 (proofmode). Then run Version XJDE0002 (final mode) to send updated inventoryinformation to SynQuest.

Appendix B — SynQuest Interface
B73.3.1 (6/99) B–27
Processing Options for Export Inventory Balances to SynQuest
Process 1
1. Enter a ’1’ to run this UBE in ____________ Final mode. If left blank, the UBE will run in Proof mode. 2. Enter a ’1’ to calculate ____________ nettable quantity based on Item Availability in Branch/Plant Constants. If left blank, nettable quantity is calculated using the following options. 3. Enter a ’1’ to reduce nettable ____________ quantity by the Safety Stock of the Item. 4. Enter a ’1’ to add Quantities ____________ in Transit to nettable quantity. 5. Enter a ’1’ to add Quantities ____________ in Inspection to nettable quantity. 6. Enter a ’1’ to add Quantities ____________ in User Defined Bucket 1 to nettable quantity. 7. Enter a ’1’ to add Quantities ____________ in User Defined Bucket 2 to nettable quantity. 8. Enter up to 5 Lot Hold Codes to ____________ include in nettable quantity calculations. Enter a “*” to add ALL held lots to nettable quantity. If left blank, no held lots will be added to nettable quantity.
Process 2
Only one of the following parameters must be specified. If the Data Source Name is given, the Environment Name will be ignored. If the Data Source Name is left blank, the Environment Name must be supplied.
1. Enter the OneWorld Data Source ____________ Name where the SynQuest Exchange Repository resides. 2. Enter the OneWorld Environment ____________ Name which is configured to connect to the SynQuest Exchange Repository.
Reviewing the Processing Log
From the Shop Floor Management Interoperability menu (G31311), choose ProcessingLog.
For tracking purposes, you can check the processing log to ensure that the interface hasprocessed the appropriate transactions.
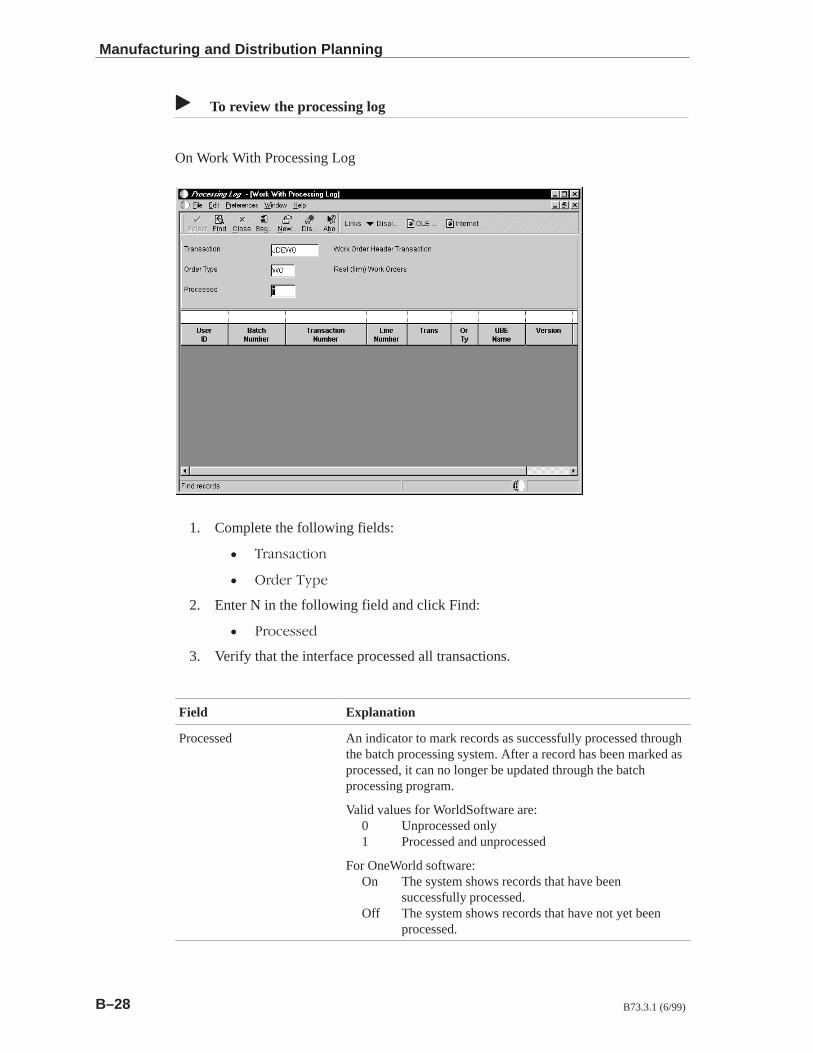
Manufacturing and Distribution Planning
B73.3.1 (6/99)B–28
To review the processing log
On Work With Processing Log
1. Complete the following fields:
� � ������
� � �� ����
2. Enter N in the following field and click Find:
� � �������
3. Verify that the interface processed all transactions.
Field Explanation
Processed An indicator to mark records as successfully processed throughthe batch processing system. After a record has been marked asprocessed, it can no longer be updated through the batchprocessing program.
Valid values for WorldSoftware are:0 Unprocessed only1 Processed and unprocessed
For OneWorld software:On The system shows records that have been
successfully processed.Off The system shows records that have not yet been
processed.

Glossary

Manufacturing and Distribution Planning
B73.3.1 (6/99)9–30

B73.3.1 (6/99)
Glossary
actual demand. Actual customer orders andallocations of items/ingredients/raw materials toproduction or distribution.
aggregate leadtime. See cumulative leadtime.
aggregate planning. The sum of all forecasteddemand (customer, distribution, manufacturing) forall items in a family for purposes of planning grossrequirements.
alternate operation. Replacement for a normaloperation or routing for an item in themanufacturing process.
alternate routing. A routing, less preferred than theprimary routing, that results in an item identical tothat produced by the primary routing.
application. A computer program or set ofprograms used to accomplish a task. In OneWorld,there are interactive applications and batchapplications. Interactive applications are made up ofa set of forms through which the user interacts withOneWorld. Interactive application identifiers beginwith “P.” For example, Address Book Revisions(P01012) is an interactive application. Batchapplications run without user interaction. Reportsand table conversions are examples of batchapplications. Batch application identifiers begin with“R.” For example, the Print Mailing Labels report(R01401) is a batch application.
assemble-to-order product. A product for whichkey components (bulk, semi-finished, intermediate,subassembly, fabricated, purchased, packaging, andso on) are planned and stocked in anticipation of acustomer order. Contrast with make-to-orderproduct.
assembly. A group of items or subassemblies that,when put together, constitute an end item.
assembly inclusion rule. A logic statement thatspecifies the conditions for using a part, adjustingthe price or cost, performing a calculation, or using arouting operation for configured items.
associated service type. See linked service type.
audit trail. The detailed, verifiable history of aprocessed transaction. The history consists of theoriginal documents, transaction entries, and postingof records and usually concludes with a report.
automatic accounting instruction (AAI). A codethat refers to an account in the chart of accounts.AAIs define rules for programs that automaticallygenerate journal entries, including interfacesbetween the Accounts Payable, AccountsReceivable, Financial Reporting, and GeneralAccounting systems. Each system that interfaceswith the General Accounting system has AAIs. Forexample, AAIs can direct the General Ledger Postprogram to post a debit to a specific expense accountand a credit to a specific accounts payable account.
availability. For packaged product, the systemchecks availability. For bulk product, you canassume it is in stock and available for sale.
backflush. To deduct from inventory records thecomponents or ingredients as a result of theproduction process. See also super backflush.
batch bill of material. A recipe or formula in whichthe quantity of each component is based on thestandard batch quantity of the parent.
batch control. A feature that verifies the number oftransactions and the total amount in each batch thatyou enter into the system.
batch input. A group of transactions loaded from anexternal source.
batch job. A task or group of tasks you submit forprocessing that the system treats as a single unitduring processing, for example, printing reports andpurging files. The system performs a batch job withlittle or no user interaction.
batch processing. A method by which the systemselects jobs from the job queue, processes them, andsends output to the outqueue. Contrast withinteractive processing.
batch quantity. See standard batch quantity.
batch type. A code assigned to a batch job thatdesignates to which system the associatedtransactions pertain, thus controlling which recordsare selected for processing. For example, the PostGeneral Journal program selects for posting onlyunposted transaction batches with a batch type of O.
bill of material (BOM). A listing of all thesubassemblies and raw materials that make up aparent assembly. The BOM is used with the master

Manufacturing and Distribution Planning
B73.3.1 (6/99)
production schedule to determine the items forwhich purchase requisitions and production ordersmust be released. Display formats for bills ofmaterial include single level, multi-level, indented,planning, and costed.
broadcast message. 1) An e-mail message that yousend to multiple recipients. 2) A message thatappears on a form instead of in your mailbox.
bucketed system. A material requirementsplanning, distribution requirements planning, orother time-phased system in which all time-phaseddata is accumulated into time periods, or buckets. Ifthe period of accumulation is one week, then thesystem is said to have weekly buckets.
bucketless system. A material requirementsplanning, distribution requirements planning, orother time-phased system in which all time-phaseddata is processed, stored, and displayed using datedrecords rather than defined time periods, or buckets.
bulk issue. Items issued from stores towork-in-process inventory, based on quantitiesestimated to cover requirements of individual workcenters and production lines instead of individualjob orders. A bulk issue can be used to cover aperiod of time or to fill a fixed-size container.
business unit. See facility.
by-product. A material of positive or negative valueproduced as a residual of or incidental to theproduction process. The ratio of by-product toprimary product is usually predictable. By-productsmight be discarded, sold as is, or used for otherpurposes. See also co-product and restrictedby-product.
capacity requirements planning (CRP). Thefunction of establishing, measuring, and adjustinglimits or levels of capacity by determining in detailhow much labor and machine resources are requiredto accomplish the tasks of production. Open shoporders and planned orders in the MaterialRequirements Planning system are inputs to CRP,which “translates” these orders into hours of workby work center and by time period.
category code. A type of user defined code forwhich you can provide the title. For example, if youwere adding a code that designated different salesregions, you could change category code 4 to SalesRegion, and define E (East), W (West), N (North),and S (South) as the valid codes. Sometimes referredto as reporting codes. See also user defined code.
certificate of analysis (COA). A document thatincludes all of the tests performed and resulting testdata for an item lot.
chart of accounts. The structure for general ledgeraccounts. The chart of accounts lists types ofaccounts, describes each account, and includesaccount numbers and posting edit codes.
committed material. Material on hand or on orderthat is assigned to specific future production orcustomer orders. Sometimes referred to as reservedmaterial.
component. A raw material, ingredient, orsubassembly that is used as an element of anotherassembly, process, or item. A component might bepackaging material for a finished item.
component changeout. See component swap.
component swap. In Equipment/Plant Management,the substitution of an operable component for onethat requires maintenance. Typically, you swapcomponents to minimize equipment downtime whileservicing one of the components.
composite leadtime. See cumulative leadtime.
configuration management. A rules-based methodof ordering assemble-to-order or make-to-orderproducts, in which characteristics of the product aredefined as part of the Sales Order Entry process.Characteristics are edited using Boolean logic andthen translated into the components and routingsteps required to produce the product. The resultingconfiguration is also priced and costed, based on thecharacteristics defined.
configured item segment. A characteristic of aconfigured item defined during sales order entry. Forexample, a customer may specify a type of computerhard drive by stating the number of megabytes of thehard drive, rather than a part number.
constants. Parameters or codes that you set and thatthe system uses to standardize the processing ofinformation by associated programs.
consuming location. The point on the productionline where a component or subassembly is used inthe production process. Consuming location is usedin kanban processing.
corrective maintenance. Any maintenance workthat falls outside the scope of preventive orpredictive maintenance. Corrective maintenance canbe planned, unplanned, or emergency, for example,

Glossary
B73.3.1 (6/99)
to respond to equipment failure. Contrast withpreventive maintenance and predictive maintenance.
corrective work order. A work order that is used toformally request corrective maintenance, and tocommunicate all details pertaining to the correctivemaintenance task.
cost component. An element of an item’s cost, forexample, material, labor, or overhead.
cost rollup. A simulated scenario in which workcenter rates, material costs, and labor costs are usedto determine the total cost of an item.
costed bill of material. A bill of material thatextends the quantity per of every component by thecost of the components. See also bill of material.
co-product. An end item produced as the result of aprocess. There are usually two or more co-products.See also end item and by-product.
crew size. The number of people required toperform an operation.
critical path leadtime. See cumulative leadtime.
cross segment edit. A logic statement thatestablishes the relationship between configured itemsegments. Cross segment edits are used to preventordering of configurations that cannot be produced.
cumulative leadtime. The longest planned length oftime needed to accomplish the activity in question.For any item planned through material requirementsplanning, cumulative leadtime is determined byreviewing the leadtime for each bill of material pathbelow the item. The path with the longest leadtimedefines the cumulative leadtime. Sometimes referredto as critical path leadtime, aggregate leadtime, orcomposite leadtime.
current cost. The cost associated with an item at thetime a parts list and routing are attached to a workorder or rate schedule. Current cost is based on thelatest bill of material and routing for the item.
data dictionary. A database table that OneWorlduses to manage the definitions, structures, andguidelines for the usage of fields, messages, andhelp text. J.D. Edwards has an active data dictionary,which means that it is accessed at runtime.
database. A continuously updated collection of allinformation that a system uses and stores. Databasesmake it possible to create, store, index, andcross-reference information online.
date pattern. A period of time set for each period instandard and 52-period accounting.
default. A code, number, or parameter that thesystem supplies when the user does not specify one.
detail. The specific information that makes up arecord or transaction. Contrast with summary.
detail area. An area of a form that displays detailedinformation associated with the records or data itemsdisplayed on the form. See also grid.
direct labor. Labor that is applied to the productbeing manufactured.
direct material. Measurable quantities of materialthat becomes a part of the final product.
dispatch list. A list of sequenced work orders orrate schedules that contain detailed information onlocation, quantity, and capacity requirements.Dispatch lists are usually generated daily and areoriented by work center or line.
effectivity date. The date on which a component oran operation is to be added or removed from a bill ofmaterial or an assembly process. Effectivity datesare used in the planning process to create demandsfor the correct items. Normally, bills of material androutings provide for an effectivity start date (from)and stop date (through), signifying the beginningand end of a particular relationship. Sometimesreferred to as effective date.
electronic commerce. See Electronic DataInterchange.
Electronic Data Interchange (EDI). The paperless,computer-to-computer exchange of businesstransactions, such as purchase orders and invoices,in a standard format with standard content.
engineering change order (ECO). A work orderused to implement and track a change in amanufactured product. This includes changes indesign, quantity of items required, and assembly orproduction process.
enterprise resource planning (ERP). Aclosed-loop, integrated system that enablesmanufacturers and distributors to coordinate all ofthe activities necessary to fulfill customer demand.This includes activities associated with suppliers,customers, inventory, shop floor, product costingand accounting, forecasting, and planning andscheduling.
Enterprise Workflow Management. A OneWorldsystem that provides a way of automating tasks,

Manufacturing and Distribution Planning
B73.3.1 (6/99)
such as notifying a manager that a requisition iswaiting for approval, using an e-mail-based processflow across a network.
expedite. To process production or purchase ordersin less than the normal leadtime.
explosion. The process of calculating the demandfor the components of a parent item by multiplyingthe parent item requirements by the quantity perspecified in the bill of material. Sometimes referredto as requirements explosion. Contrast withimplosion.
exponential smoothing. A forecasting technique inwhich past observations are geometricallydiscounted according to their age. The heaviestweight is assigned to the most recent data. Thesmoothing is termed exponential because data pointsare weighted in accordance with an exponentialfunction of their age.
facility. An entity within a business for which youwant to track costs. For example, a facility might bea warehouse location, job, project, work center, orbranch/plant. Sometimes referred to as a businessunit.
family. See master planning family.
feature. A characteristic of a product or service,such as an option, accessory, or attachment.
field. 1) An area on a form that represents aparticular type of information, such as name,document type, or amount. 2) A defined area withina record that contains a specific piece ofinformation. For example, a supplier record consistsof the fields Supplier Name, Address, and TelephoneNumber.
file. A set of information stored under one name.See also table.
finished good. See end item.
firm planned order (FPO). A work order that hasreached a user defined status. When this status isentered in the processing options for the variousmanufacturing programs, messages for those ordersare not exploded to the components.
first in, first out (FIFO). A method of inventoryvaluation for accounting purposes, based on theassumption that oldest inventory (first in) is the firstto be used (first out). There is no relationship withthe actual physical movement of specific items.
fixed cost. An expense that does not vary with theproduction volume, for example, setup cost.
fixed order quantity. A lot-sizing technique inMRP or inventory management whereby the systemgenerates planned or actual orders for apredetermined quantity. If the net requirements for aperiod exceed the fixed order quantity, the systemgenerates orders for multiples of the fixed orderquantity.
fixed overhead. Manufacturing costs that continueeven if products are not produced. Although fixedoverhead is necessary to produce the product, itcannot be directly traced to the final product.
fixed quantity. A value that indicates that theamount of a component or ingredient used in themanufacturing process of an end item remains thesame, regardless of the quantity of the end itemproduced. Contrast with variable quantity.
forecast. An estimate of future demand, determinedby mathematical means using historical data,subjective estimates from informal sources, or acombination of both.
forecast consumption. The reduction of forecastdemand, based on actual sales orders received orshipped, up to the forecast quantity.
form. The element of the OneWorld graphical userinterface by which the user exchanges data withinteractive applications. Forms are made up ofcontrols, such as fields, options, and the grid. Thesecontrols allow the user to retrieve information, addand revise information, and navigate through anapplication to accomplish a task.
frozen cost. The cost of an item, operation, orprocess, after the frozen update program is run, thatis used by the Manufacturing Accounting system.
frozen update program. A program that freezes thecurrent simulated costs, thereby finalizing them foruse by the Manufacturing Accounting system.
Gantt chart. A control chart that shows graphicallythe relationship between planned performance andactual performance.
grade. A rating assigned to an item, based on howwell the item meets required specifications.
grid. A control that displays detail information on aform. The grid is arranged into rows, whichgenerally represent records of data, and columns,which generally represent fields of the record. Seealso detail area.
header. Information at the beginning of a table orform. Header information is used to identify or

Glossary
B73.3.1 (6/99)
provide control information for the group of recordsthat follows.
indented bill of material. A multi-level bill ofmaterial that lists the highest level parent items atthe left margin and all the components going into thepatents indented to the right of the margin. Allsubsequent levels of components are indentedfarther to the right. If a component is used in morethan one parent within a given product structure, itwill appear under every subassembly in which it isused.
indented where-used. A bill of material listing forone component, every parent item and subassembly,and the respective quantities required. Each of theseparent items calls for the given component item in abill of material table. The component item is shownclosest to the left margin of the listing in the bill,with each parent indented to the right, and each oftheir respective parents indented even further to theright.
ingredient. In process manufacturing industries, theraw material or component of a recipe or formula.
integrity test. A process used to supplement acompany’s internal balancing procedures by locatingand reporting balancing problems and datainconsistencies.
interactive processing. Processing actions thatoccur in response to commands that you enterdirectly into the system. During interactiveprocessing, you are in direct communication withthe system, and it might prompt you for additionalinformation while processing your request. Contrastwith batch processing.
intermediate. Material processed beyond rawmaterial and used in higher level items.Intermediates are not stocked in inventory, sold tocustomers, or planned by material requirementsplanning.
in-process inventory. See work-in-process (WIP).
item master. A record for an item. The item mastercontains descriptive data and control values(leadtimes, lot sizes, and so on), and might containdata on inventory status, requirements, plannedorders, and costs. Item master records are linkedtogether by product structure records that define thebill of material for an item.
job queue. A group of jobs waiting to be batchprocessed. See also batch processing.
Just-in-Time (JIT). A method of manufacturingbased on planned elimination of all waste andcontinuous improvement of productivity. Theprimary elements of Just-in-Time manufacturing areto have only the required inventory when needed; toimprove quality to zero defects; to reduce leadtimesby reducing setup times, queue lengths, and lotsizes; to revise incrementally the operationsthemselves; and to keep costs to a minimum.
kanban. Information cards attached to a group orbin of items that travel in and out of a work center.Kanbans indicate to producing work centers whathas been consumed and what needs to producednext. Some companies use various shapes, sizes, andcolors of cards for ease of recognition and toindicate an item’s priority. OneWorld uses electronickanbans.
labor cost. The monetary amount of laborperformed during manufacturing.
ledger type. A code that designates a ledger used bythe system for a particular purpose. For example, alltransactions are recorded in the AA (actual amounts)ledger type in their domestic currency. The sametransactions may also be stored in the CA (foreigncurrency) ledger type.
level. The code used for every item or assembly in aproduct structure to signify the relative level inwhich that item or assembly is used within theproduct structure. Normally, the end items areassigned to level 0 with the components andsubassemblies of the item assigned to level 1 and soforth. The material requirements planning explosionprocess starts from level 0 and proceeds downward,one level at a time.
linked service type. A service type that isassociated with a primary service type. Linkedservice types are cancelled and the maintenancetasks are performed when the primary service typeto which they are linked comes due. You can specifywhether the system generates work orders for linkedservice types, as well as the status the system assignsto work orders that have already been generated.Sometimes referred to as associated service types.See also primary service type and service type.
lot. A quantity produced together that shares thesame production components. Lots are uniquelyidentified to allow for traceability.
lot number control. Assignment of unique numbersto each instance of receipt. This number carries forthinto subsequent manufacturing processes. Thus, in

Manufacturing and Distribution Planning
B73.3.1 (6/99)
review of an end item lot, each lot consumed can beidentified as having been used for the manufactureof the specific end item lot.
maintenance loop. See maintenance route.
maintenance route. A method of performing PMsfor multiple pieces of equipment from a singlepreventive maintenance work order. A maintenanceroute includes pieces of equipment that share one ormore identical maintenance tasks that can beperformed at the same time for each piece ofequipment. Sometimes referred to as maintenanceloop.
maintenance work order. In J.D. Edwards systems,a term used to distinguish work orders created forthe performance of equipment and plantmaintenance from other work orders, such asmanufacturing work orders, utility work orders, andengineering change orders.
make-to-order product. A product that is producedafter receipt of a customer’s order. The final productis usually a combination of standard purchased itemsand items specially designed to meet the needs ofthe customer. Frequently, long leadtime componentsare planned prior to the order arriving to reduce thedelivery time to the customer. Contrast withassemble-to-order product. See also make-to-stockproduct.
manufacturing and distribution planning.Planning that includes Resource and CapacityPlanning and Material Planning Operations.Resource and Capacity Planning allows you toprepare a feasible production schedule that reflectsyour demand forecasts and production capability.Material Planning Operations provides a short-rangeplan to cover material requirements that are neededto make a product.
manufacturing calendar. See work day calendar.
master planning family. Products that are groupedtogether for material planning purposes, based onshared characteristics.
Master Production Scheduling (MPS). The act ofcreating a master schedule. See also masterschedule.
master schedule. A detailed statement of how manyitems are planned to be produced and when. Themaster schedule focuses on products to be made and,through the detailed planning system, identifies theresources (materials, work force, plant equipment,
and capital) needed and the timing of the need. Seealso material requirements planning.
master table. A database table used to store dataand information that is permanent and necessary tothe system’s operation. Master tables might containdata, such as paid tax amounts, supplier names,addresses, employee information, and jobinformation.
material requirements planning (MRP). A set oftechniques that uses bill of material, inventory data,and the master schedule to calculate the time-phasednet material requirements for every component itemand subassembly. MRP suggests a replenishmentplan to support the production of the quantities thatare specified in the master schedule. See also masterschedule.
menu masking. A security feature that lets youprevent individual users from accessing specifiedmenus or menu selections.
model work order. In Equipment/PlantManagement, a work order that functions as atemplate for the creation of other work orders. Youcan assign model work orders to service types.When the service type comes due, the systemautomatically generates a work order based oninformation from the model work order.
net added cost. The cost to manufacture an item atthe current level in the bill of material. Thus, formanufactured parts, the net added cost includeslabor, outside operations, and cost extras applicableto this level in the bill of material, but not materials(lower-level items). For purchased parts, the netadded cost also includes the cost of materials.
next numbers. A feature used to control theautomatic numbering of items such as new G/Laccounts, vouchers, and addresses. Next numbersprovides a method of incrementing numbers.
nonconforming product. Items that do not meet therequirements of a relevant specification, contract,regulation, or quality test.
nonsignificant item numbers. Item numbers thatare assigned to each item but do not convey anyinformation about the item. They are identifiers, notdescriptors. Contrast with significant item numbers.
operation sequence. The sequential steps that anitem follows in its flow through the plant. Forinstance, operation 10: cut bar stock; operation 20:grind bar stock; operation 30: shape; operation 40:

Glossary
B73.3.1 (6/99)
polish; operation 50: inspect and send to stock. Thisinformation is maintained in the routing table.
operation yield. The planned percent of output at anoperation. For example, if the operation yield is 90%and 100 units are started at that operation, plannedoutput is 90 units that will be available to the nextoperation.
output queue. See print queue.
overlap. The percentage by which an operationoverlaps the previous operation in the sequence. Forexample, a 20% overlap means that a step can beginwhen the previous step is 80% complete.
parameter. A number, code, or character string youspecify in association with a command or program.The computer uses parameters as additional input orto control the actions of the command or program.
parent item. See end item.
parent/child relationship. See parent/componentrelationship.
parent/component relationship. 1) InEquipment/Plant Management, the hierarchicalrelationship of a parent piece of equipment to itscomponents. For example, a manufacturing linecould be a parent and the machinery on the linecould be components of the line. In addition, eachpiece of machinery could be a parent of still morecomponents. 2) In Product Data Management, ahierarchical relationship of the components andsubassemblies of a parent item to that parent item.For example, an automobile is a parent item and itscomponents and subassemblies include: engine,frame, seats, and windows. Sometimes referred to asparent/child relationship.
pay on consumption. The method of incurring aliability for items received from a supplier onlywhen the material is used in the production process.
phantom bill of material. A bill of material usedprimarily for non-stocked items that represents anitem that is physically built, but rarely stocked. Theitem is instead used in the next step or level ofmanufacturing. Material requirements planning usesthe phantom bill of material to explode therequirements through the phantom item to itscomponents. See also explosion.
planning bill of material. An artificial grouping ofitems or events in bill of material format, used tofacilitate master scheduling of material planning,
and forecasting. Sometimes referred to as pseudobill of material.
planning calendar. See work day calendar.
planning family. A means of grouping end itemswhose similarity of design and manufacturefacilitates being planned in aggregate.
PM. Maintenance tasks and procedures that areroutine and repetitive, such as periodic lubricationsand filter replacements. Preventive maintenanceprocedures are designed to eliminate breakdownsand the need for corrective maintenance. Contrastwith corrective maintenance and predictivemaintenance.
potency. Identifies the percent of a process item insolution. For example, 80% solution could be usedin a process that called for 100%, but would require25% more in terms of quantity to meet therequirement (100 / 80 = 1.25).
predictive maintenance. A maintenance strategythat uses computerized data collection and analysisof equipment operating parameters to predict thepoint at which equipment is expected to fail and thenschedules the appropriate procedures just before theexpected equipment failure. Predictive maintenancecan significantly reduce costs and equipmentdowntime by eliminating unnecessary preventivemaintenance procedures. In addition, by predictingand averting catastrophic equipment failure,predictive maintenance reduces overall maintenancecosts and allows for equipment to be operated for itsfull service life. Contrast with correctivemaintenance and preventive maintenance.
preference profile. The ability to define defaultvalues for specified fields for a user definedhierarchy of items, item groups, customers, andcustomer groups.
preflush. To deduct materials from inventory whenthe parts list and routing are attached.
preventive maintenance (PM). One or moreservice types that are due to be performed for apiece of equipment, based on the service intervalsfor each service type. When you complete apreventive maintenance, a new preventivemaintenance cycle begins for the service typesincluded in the preventive maintenance.
preventive maintenance cycle. The sequence ofevents that make up a preventive maintenance task,from its definition to its completion. Because most

Manufacturing and Distribution Planning
B73.3.1 (6/99)
preventive maintenance tasks are commonlyperformed at scheduled intervals, parts of thepreventive maintenance cycle repeat, based on thoseintervals.
preventive maintenance schedule. Thecombination of service types that apply to a specificpiece of equipment, as well as the intervals at whicheach service type is scheduled to be performed.
primary location. The designation of a certainstorage location as the standard, preferred locationfor an item.
primary service type. A service type to which youcan link related service types. For example, for aparticular piece of equipment, you might set up aprimary service type for a 1000-hour inspection anda linked service type for a 500-hour inspection. The1000-hour inspection includes all tasks performed at500 hours. When a primary service type is scheduledto be performed, the system schedules the linkedservice type. See also linked service type.
print queue. A list of tables, such as reports, thatyou have submitted to be written to an outputdevice, such as a printer. The computer spools thetables until it writes them. After the computer writesthe table, the system removes the table identifierfrom the print queue.
priority. 1) The relative importance of jobs in aqueue. 2) The sequence in which jobs should becompleted.
processing option. A feature that allows you todirect the functions of a program. For example,processing options allow you to specify defaults forcertain forms, control the format in whichinformation prints on reports, and change howinformation appears on a form or in a report.
Product Data Management (PDM). In J.D.Edwards software, the system that enables abusiness to organize and maintain information abouteach item it manufactures. Features of this system,such as bills of material, work centers, and routings,define the relationships among components and howthey can be combined to manufacture an item. PDMalso provides data for other manufacturing systemsincluding Manufacturing Accounting, Shop FloorManagement, and Manufacturing and DistributionPlanning.
product family. See master planning family.
product line. A group of products whose similarityin manufacturing procedures, marketing
characteristics, or specifications allow them to beaggregated for planning, marketing, andoccasionally, costing. See also master planningfamily.
production line. A series of work centers ormachines allocated to the production of a limitednumber of items with similar routings.
projected cost. The target expenditure in addedvalue for material, labor, and so forth duringmanufacture. See also standard cost.
pseudo bill of material. See planning bill ofmaterial.
purchased part. An item bought from a supplier.
purge. The process of removing records or datafrom a system table.
queue. The jobs waiting to be processed at a givenwork center. As queues increase, so do averagequeue time and work-in-process inventory.
recipe. See bill of material.
record. A collection of related, consecutive fields ofdata that the system treats as a single unit ofinformation.
repetitive manufacturing. Producing items inhigh-volume concentration, often with entireproduction lines dedicated to a family of products.
replacement parts. Parts that can be used assubstitutes. They differ from completelyinterchangeable service parts in that they requiresome physical modification, such as cutting, drilling,and so forth, before they can replace the originalpart.
replenishment point. The location on or near theproduction line where additional components orsubassemblies are to be delivered.
requirements explosion. See explosion.
reserved material. See committed material.
resource requirements planning (RRP). Theprocess of converting the production plan intocapacity needs for key resources, such as workforce,machinery, warehouse space, suppliers’ capabilities,and in some cases, money. Comparison of capacityrequired of items in the master schedule to availablecapacity is usually done for each key resource.
restricted by-product. A restricted secondary orincidental product produced while making anotherproduct. Such by-products cannot be sold because
Glossary
B73.3.1 (6/99)
they are restricted from sale by government policies.The company might have to forego making aproduct if a restricted by-product is produced.
revision level. A number or letter representing thenumber of times a document or item has beenchanged.
rollup. See cost rollup.
rough cut capacity planning (RCCP). The processof converting the master schedule into capacityneeds for key resources, such as workforce,machinery, warehouse space, suppliers’ capabilities,and in some cases, money. Comparison of capacityrequired of items in the master schedule to availablecapacity is usually done for each key resource.
run size. See standard batch quantity.
safety stock. 1) A quantity of stock planned to be onhand to protect against fluctuations in demand orsupply. 2) In Master Production Scheduling, theadditional inventory or capacity planned asprotection against forecast errors or short-termchanges in the backlog. Overplanning can be used tocreate safety stock.
scheduling workbench. A multiple-functionprogram that allows the sequencing of work orders,rate schedules, or both on a production line.Sequencing can be manual or automatic, based onuser defined category code definition. Sequencingincludes forward, finite scheduling, including theoption to cross shifts or days.
scrap. Unusable material that results from theproduction process. Scrap is material outside ofspecifications and of such characteristics that reworkis impractical.
scrap rate. See scrap factor.
sequencing. Determining the order in which afacility processes different jobs.
serial number. A unique number assigned toidentify a specific item with a lot size of one.
service interval. The frequency at which a servicetype is to be performed. Service intervals can bebased on dates, periods, or statistical units that areuser defined. Examples of statistical units are hours,miles, and fuel consumption.
service type. An individual preventive maintenancetask or procedure, such as an inspection, lubrication,or overhaul. Service types can apply to a specificpiece of equipment or to a class of equipment. Youcan specify that service types come due based on a
predetermined service interval, or whenever the taskrepresented by the service type becomes necessary.
setup cost. The labor costs associated with settingup an operation for the next product.
shop calendar. See work day calendar.
Shop Floor Management. A system that uses datafrom Product Data Management, Master ProductionScheduling, and Material Requirements Planning tocreate, maintain, and communicate status on shoporders (work orders).
shrink factor. A percentage factor in the itemmaster record that compensates for expected lossduring the manufacturing cycle either by increasingthe gross requirements or by reducing the expectedcompletion quantity of planned and open orders.The shrink factor differs from the scrap factor in that the former affects all uses of the part and itscomponents and the scrap factor relates to a singlecomponent. Sometimes referred to as shrinkage rate.
shrinkage rate. See shrink factor.
significant item numbers. Item numbers that areintended to convey certain information, such as thesource of the part, the material in the part, the shapeof the part, and so forth. Contrast withnonsignificant item numbers.
simulated cost. After a cost rollup, the cost of anitem, operation, or process according to the currentcost scenario. This cost can be finalized by runningthe frozen update program. You can create simulatedcosts for a number of cost methods, for example,standard, future, and simulated current costs. Seealso cost rollup.
single level where-used list. A type of bill ofmaterial that lists each parent in which a specificcomponent is directly used and in what quantity it isused.
specification. A statement of the technicalrequirements of an application or item and theprocess involved to ensure the requirements are met.
spool. The function by which the system storesgenerated output to await processing.
standard cost. The expected, or target cost of anitem, operation, or process. Standard costs representonly one cost method in the Product Costing system.You can also calculate, for example, future costs orcurrent costs. However, the ManufacturingAccounting system uses only standard frozen costs.

Manufacturing and Distribution Planning
B73.3.1 (6/99)
standard costing. A costing method that uses costunits determined before production. Formanagement control purposes, the system comparesstandard costs to actual costs and computesvariances.
standard hours. The length of time that should berequired to 1) set up a given machine or operationand 2) run one part, assembly, batch, or end productthrough that operation. This time is used indetermining machine and labor requirements. It isalso frequently used as a basis for incentive paysystems and as a basis for allocating overhead incost accounting systems.
subassembly. An assembly that is used at a higherlevel to make up another assembly.
substitution. To use alternate components inproduction when primary items are not available.
summary. The presentation of data or informationin a cumulative or totaled manner in which most ofthe details have been removed. Many systems offerforms and reports that summarize information storedin certain tables. Contrast with detail.
super backflush. To create backflush transactionsagainst a work order at pay points defined in therouting. By doing so, you can relieve inventory atstrategic points throughout the manufacturingprocess. See also backflush.
supplier scheduling. A process of providingsuppliers with consistent shipping information andadvanced demand profiles to support just-in-timeproduction and delivery. The supplier schedulingsystem includes a business agreement and deliveryschedule for each supplier. Supplier schedulingincludes a formal priority planning system and EDIfunctionality to provide the supplier with valid duedates.
supply chain. The link from the initial rawmaterials to the consumption of the finished product.
supplying location. The location from whichinventory is transferred once quantities of the itemon the production line have been depleted. Used inkanban processing.
system. A group of related applications identified bya name and a system code. For example, the AddressBook system code is 01. All applications, tables, andmenus within a system can be identified by thesystem code.
system code. A code that identifies a system, forexample, 01 for the Address Book system and 31 forthe Shop Floor Management system.
table. In database environments, a two-dimensionalentity made up of rows and columns. All physicaldata in a database are stored in tables. See also file.
threshold percentage. In Equipment/PlantManagement, the percentage of a service intervalthat you define as the trigger for maintenance to bescheduled. For example, you might set up a servicetype to be scheduled every 100 hours with athreshold percentage of 90 percent. When theequipment accumulates 90 hours, the systemschedules the maintenance.
traceability. The ability to trace the productionhistory of a product for quality or warrantypurposes. This is usually done through the use of lotor serial numbers to link raw materials from thesupplier to the end product. Lot/serial numbertraceability can be a government requirement incertain regulated industries, such as thepharmaceutical or automotive industries. See alsolot.
unit cost.The total cost of labor, material, andoverhead for one unit of production.
unit of measure. The standard quantity by which anitem is managed, such as by weight, box, package,case, each, and so forth.
user defined code (UDC). A code that users candefine, assign code descriptions, and assign validvalues. Examples of such codes are unit-of-measurecodes, state names, and employee type codes.
user defined code type. The identifier for a table ofcodes with a meaning that you define for the system,such as ST for the Search Type codes table inAddress Book. OneWorld provides a number ofthese tables and allows you to create and definetables of your own.
value added. Amount of increased worth ofinventory through manufacturing, processing, orpackaging.
variable quantity. A value that indicates theamount of a component or ingredient that variesbased on the quantity of the end product produced.Contrast with fixed quantity.
variance. 1) In Product Costing and ManufacturingAccounting, the difference between two methods ofcosting the same item. For example, the differencebetween the frozen standard cost and the current

Glossary
B73.3.1 (6/99)
cost is an engineering variance. Frozen standardcosts come from the Cost Components table, and thecurrent costs are calculated using the current bill ofmaterial, routing, and overhead rates. 2) InEquipment/Plant Management, the differencebetween revenue generated by a piece of equipmentand costs incurred by the equipment.
vocabulary overrides. A feature that you can use tooverride field, row, or column title text on forms andreports.
work day calendar. A calendar, used in planningfunctions, that consecutively lists only working daysso that component and work order scheduling can bedone based on the actual number of work daysavailable. Sometimes referred to as planningcalendar, manufacturing calendar, or shop floorcalendar.
work order life cycle. In Equipment/PlantManagement, the sequence of events through whicha work order must pass to accurately communicatethe progress of the maintenance tasks it represents.
work-in-process (WIP). One or more products invarious stages of completion throughout the plant,including all material from raw material that hasbeen released for initial processing up to completelyprocessed material awaiting final inspection andacceptance as finished product. Sometimes referredto as in-process inventory.

Manufacturing and Distribution Planning
B73.3.1 (6/99)

Index

Manufacturing and Distribution Planning
B73.3.1 (6/99)
B73.3.1 (6/99)
Index
A
About supplier scheduling, 9–1Accumulated resources available, 3–32Action messages, DRP/MPS/MRP, A–1Adding a freeze code to a purchase order, 4–48Adding a freeze code to a work order, 4–50Additional system information form, 6–25Assemble-to-order, 2–15
definition, 1–6ATP
calculation, 4–9negative, 4–29
Available to promise, negative, 4–29
B
Batch bills, generating MPS, 6–9Batch bills of material, reviewing, 6–6Batch manufacturing, 6–2Batch processing, process manufacturing, 6–13Bill of material, MRP, 5–2, 5–7Bill of material master, net change flag, 4–22Bill of Material Revisions, processing options,6–8Blanket order, supplier scheduling, 9–2Blanket order release, supplier scheduling, 9–2Blanket purchase orders, effective date range,9–1BOM. See bill of materialBranch Relationship Revisions, processingoptions, 8–10Branch relationships, reviewing, 8–11Branch/plant and dispatch group, dataselection, 3–27
C
Calculating rated capacity for critical workcenters, 3–44
Calculationsavailable to promise, 4–9cumulative available to promise, 4–9ending available, 4–8forecast consumption, 4–55time series, 4–8
Cancelling items on a purchase order, 4–44Capacity requirements display, setting up, 7–19Capacity requirements planning
See also CRPreviewing work center load, 3–56
Capacity Requirements Planning (CRP),definition, 1–1Capacity requirements plans
generating, 3–54reviewing for MRP, 3–55validating, 3–58
CATP, calculation, 4–9CATPU calculation, 4–30Cleared messages, retrieving, 3–35Clearing messages, 4–48Clearing MRP messages, releasing a supplierschedule, 9–29Co- and by-products, defining, 6–16Code Mapping Revision, processing options,B–23Code Mapping Revision form, B–22Comparing, forecast to sales order history,example, 2–44Comparing summaries of detail forecasts andsummary forecasts. See Defining thedistribution hierarchy (P4091)Configured items, 6–3
transfer orders, 8–13Considerations, 2–15Consolidated messages, processing, 4–44Continuous processing, process manufacturing,6–14Co-product messages, 6–21Copying sales order history. See Setting updetail forecastsCopying summary sales order history. SeeSetting up detail forecasts; Setting up summaryforecasts

Manufacturing and Distribution Planning
B73.3.1 (6/99)
Create Detail Forecast, processing options,2–24Creating detail forecasts, 2–23Creating forecasts for a single item, 2–40Creating forecasts for multiple items, 2–24Creating rate schedules, 6–30Creating rates automatically, 6–30Creating repetitive routings, 6–25Critical work centers, calculating MPS load,3–46Cumulative available to promise unadjustedcalculation, 4–30
D
Data Export Control Revisions form, B–3Data export controls, setting up, B–2Data selection
branch/plant and dispatch group, 3–27critical work centers, 3–26generating a master schedule for all items,4–12MRP, 5–8
Defining co- and by-products, 6–16Defining order policy for repetitive items, 6–24Defining resource profiles manually, 3–21Defining shipment patterns, 9–10Defining supplier contract information, 9–5Defining supplier contracts, 9–5Defining supplier split percentages, 9–13Defining the stocking types for processes, 6–14Deleted messages, review detailed messagesform, 3–35Deleting
rate schedules, 6–30supplier information, 9–6supply and demand relationships, 8–6
Deleting messages, 4–34Demand forecasting, 3–3Demand patterns, 2–14Detail forecasts, 2–7
creating, 2–23reviewing, 2–44revising, 2–46working with, 2–23
Detail Message Processing, processing options,4–46
Detail message reviewnet change flag, 4–22retrieving cleared messages, 3–35
Detail messagesdeleting, 4–34fixed order quantity, 4–41reviewing, 4–35reviewing for MRP, 5–12working with, 4–34
Determining available capacity, 3–11Determining long-range load, 3–19Discrete manufacturing, 6–2Dispatch groups
reviewing, for resource requirementsplanning, 3–29reviewing for capacity requirementsplanning, 3–55
Dispatch list, reviewing MRP work schedules,3–57Distribution Requirements Planning. See DRPDistribution systems, 6–3DRP
action messages, A–1quantity types, 4–28
DRP, MPS, and RCCP, setting up, 7–3DRP/MPS Detail Message Revisions,processing options, 4–36DRP/MPS Time Series, processing options,4–32DRP/MPS time series, quantity types, 4–28DRP/MPS/MRP, processing options, 4–12Duplicating, rate schedules, 6–30
E
Effective date rangeblanket purchase orders, 9–1supplier schedule, 9–1
Ending available calculations, time series, 4–8Engineer-to-order
definition, 1–6raw materials & components, 2–15
Enter Bill of Material Information form, 4–67Enter/change schedule form (P34301), 9–22Entering resource units manually, 3–15Entering work centers for RRP, 3–5Example, comparing forecast to sales orderhistory, 2–44
Index
B73.3.1 (6/99)
Exporing Planned Orders to SynQuest, B–24Export Inventory Balances to SynQuest,processing options, B–27
F
Fast path commandsmaterial planning, 1–14resource and capacity planning, 1–12
Feature planned percentages, setting up, 4–66Features
demand patterns, 2–14forecast accuracy, 2–15forecasting, 2–8
Firm work order (–FWO), quantity types forMRP, 5–10Fixed order quantity (FOQ), detail messages,4–41Flat File Cross-Reference form, B–13Flat file cross-references, setting up, B–11Forecast accuracy, statistical laws, 2–15Forecast considerations, 2–15
See also Appendix B – Forecast calculationexamples
Forecast consumption, 4–29about, 4–53past due time buckets, 4–54planning horizon time periods, 4–54
Forecast consumption calculation, 4–55Forecast consumption periods, setting up, 7–13Forecast Online Simulation, processingoptions, 2–41Forecast Price Rollup, processing options,2–51Forecast Review, processing options, 2–46Forecast revisions, net change flag, 4–23Forecasting
demand, 3–3features, 2–8
Forecasting level and methods, 2–9Forecasting overview, 2–7Forecasting process, 2–16Forecasts, creating
multiple items, 2–24single item, 2–40
Form, enter/change schedule, 9–22Forms
additional system information, 6–25
Code Mapping Revision, B–22Data Export Control Revisions, B–3Enter Bill of Material Information, 4–67Flat File Cross-Reference, B–13Item Master Revisions, 6–15Line/item relationships revisions, 6–29Order Detail, 4–49Order Detail – Page II, 4–50Resource Profile Revisions, 3–22Review Work Center Load, 3–33, 3–46User Defined Codes, 3–40, 3–42, 7–7, 7–9,7–18, 7–20Vendor Schedule Master Revisions, 9–8,9–10Work Center Master Revisions, 3–6Work Center Resource Unit Revision, 3–16Work Center Schedule Review, 3–51Work Order Detail, 4–52Work With Batch Versions – AvailableVersions, B–24Work with Bill of Material, 4–66, 6–7Work with Branch Relationships, 8–7Work with Branch Relationships Hierarchy,8–11Work with Capacity Message Summary,3–30Work with Capacity Messages, 3–36Work with Co/By-Products Planning Table,6–17Work With Code Mappings, B–21Work With Data Export Controls, B–3Work with Detail Messages, 4–35, 4–41,4–42, 5–11, 6–12, 6–21, 8–27Work with detail messages, 6–37Work With Flat File Cross-Reference, B–12Work with Forecast Consumption Revisions,7–15Work With Interactive Versions, B–18Work with Item Branch, 6–24work with item branch, 7–11Work with Item Master Browse, 6–15work with item master browse, 7–12Work with Leadtime BOM Inquiry, 5–22work with line/item relationships, 6–28Work with Manufacturing Work Orders,4–51work with net change summary, 4–24Work with Operation Dispatch, 3–49Work with Order Headers, 4–49Work with Order Scheduling, 5–19
Manufacturing and Distribution Planning
B73.3.1 (6/99)
Work with Pegging Inquiry, 5–15Work with Period Summary Review, 3–34,3–47Work With Processing Log, B–28Work with Resource Profile Revisions, 3–21Work with Resource Units, 3–15Work with Routing Operations, 6–26Work with supplier split percentages, 9–14Work with Supply and Demand, 5–16Work with Supply/Demand Inclusion Rules,7–4Work with Time Series, 4–30, 4–31, 6–11,6–20, 8–26Work with time series, 6–36Work With User Defined Codes, 7–19Work with User Defined Codes, 3–40, 3–41,7–7, 7–9, 7–18work with vendor schedule master, 9–7Work with Work Centers, 3–6
Freeze codeadding to a work order, 4–50adding to purchase order, 4–48
Freeze fence, 4–6Frozen orders, MRP, 5–8
G
Generate Vendor Schedule Report, processingoptions, 9–19Generating
CRP, 3–54See also Generating MRP; Setting upsuppy and demand inclusion rules
master schedule for all items, 4–11master schedule for selected items, 4–25
Generating a master schedule for all items,4–11
data selection, 4–12data sequence, 4–12
Generating a single level master schedulenet change flag control, 4–22net change flag update, 4–21
Generating a supplier schedule, MRPmessages, 9–17Generating capacity requirements plans, 3–54Generating material requirements plans, 5–7Generating MPS for batch bills, 6–9Generating MPS for the process industry, 6–18
Generating multi-facility plans, 8–13Generating planning bill forecasts. See Enteringa planning billGenerating resource requirements plans, 3–25Generating resource units automatically, 3–12Generating rough cut capacity plans, 3–44Generating single level master schedules, 4–11Generating supplier schedules, 9–17Generating the resource profile automatically,3–19Generation type, MRP, 5–8Graphics
DRP and purchased items, 4–2exploding planned order, 4–65MPS and manufactured items, 4–3MPS and MRP, 5–4past due time buckets, 4–54planning bill, 4–64resource profiles and effectivity dates, 3–20time fences, 4–5
H
Held messages, review detail messages form,3–35
I
Inbound messages, B–1Inclusion rules, supply and demand, 7–3Interplant relationships, 8–13Inventory adjustments, net change flag, 4–22Inventory transfers, net change flag, 4–22Item Master Revisions form, 6–15Items, creating forecasts
multiple items, 2–24single item, 2–40
L
Launching Outbound Subsystem UBEs, B–23Leadtime, reviewing for MRP, 5–21Leadtime Bill of Material Inquiry, processingoptions, 5–22Leadtime rollup, net change flag, 4–23

Index
B73.3.1 (6/99)
Levels and methods, 2–9best fit, 2–10calculated percent over last year, 2–11exponential smoothing, 2–13flexible method, 2–12geometrically weighted moving average,2–13last year to this year, 2–11linear approximation, 2–12methods, 2–10moving average, 2–11percent over last year, 2–11second degree approximation, 2–12weighted moving average, 2–13
Line/Item Relationships Revisions form, 6–29Load, reviewing rate schedules, 6–37Loaded profile, 3–32Long-range capacity plans, 3–3Low level code, MRP, 5–7
M
Made-to-stock end items, 2–15Major tables, 2–21Make-to-order
definition, 1–6raw materials & components, 2–15
Make-to-stock, definition, 1–6Manufacturing
batch, 6–2discrete, 6–2distribution systems, 6–3process, 6–2
Manufacturing and distribution planningoverview, 1–1system integration, 1–3terms and concepts, 1–5
Manufacturing data revisions, net change flag,4–23Manufacturing Scheduling Workbench,processing options, 5–21Mappings, setting up UDC, B–20Master production schedule, generating forrepetitive items, 6–33Master production scheduling. See MPSMaster schedule
generating for all items, 4–11generating for selected items, 4–24
Master schedule for all items, generating, 4–11Master scheduling
multi-level, 4–63single level, 4–1
Material planning, fast path commands, 1–14Material planning operations, overview, 1–2Material requirements planning. See MRPMenu overview, 1–12Menus, overview, 1–12Message detail, reviewing, 3–35Message display fence, 4–6Message types, setting up, 7–6Message where used update, net change flag,4–22Messages
clearing, 4–48co-product, 6–21deleted, 3–35deleting, 4–34DRP/MPS/MRP, A–1held, 3–35inbound, B–1placing on hold, 4–47process using consolidation, 4–44processing automatically, 4–46processing for purchase orders, 4–41processing for work orders, 4–40retrieving cleared, 3–35working with, 4–34
Messages for MRP, working with, 5–11MPS
action messages, A–1generating for batch bills, 6–9generating for the process industry, 6–18quantity types, 4–29reviewing batch output, 6–11reviewing process output, 6–19reviewing repetitive output, 6–34
MPS and MRP, differences, 5–3MPS load, 3–45
calculating for critical work centers, 3–46MRP
See also Material requirements planningaction messages, A–1bills of material, 5–7configured items, 6–3data selection, 5–8frozen orders, 5–8generation type, 5–8inputs, 5–1
Manufacturing and Distribution Planning
B73.3.1 (6/99)
low level code, 5–7outputs, 5–2processing work order messages, 5–13running effectively, 5–5
MRP and MPS, differences, 5–3MRP detail messages, reviewing, 5–12MRP messages
clearing, 9–29generating a supplier schedule, 9–17
MRP rate schedule and work order loads,reviewing, 3–58MRP supply and demand, reviewing, 5–16MRP time series, reviewing, 5–9Multi–Facility DRP/MPS/MRP, processingoptions, 8–13Multi-facility planning
setting up, 8–5types, 8–2
Multi-facility plans, generating, 8–13Multi-facility time series, reviewing, 8–25Multi-level master schedule
setting up a stocking type, 7–12setting up order policy rules, 7–10
Multi-level master scheduling, planning bills,4–63
N
Negative ATP/ATPU, 4–29Net change, reviewing items, 4–21Net change flag
bill of material master, 4–22detail message review, 4–22forecast revisions, 4–23inventory adjustments, 4–22inventory transfers, 4–22leadtime rollup, 4–23manufacturing data revisions, 4–23message where used update, 4–22net change review, 4–23purchase order entry, 4–23repost open quantities, 4–23sales order entry, 4–23work order entry, 4–22work order inventory completions, 4–22work order inventory issues, 4–22
Net change flag control, single level masterschedule, 4–22
Net change flag update, single level masterschedule, 4–21Net Change Review, processing options, 4–24Net change review, net change flag, 4–23
O
Operation Dispatch Inquiry, processingoptions, 3–50Order Detail – Page II form, 4–50Order Detail form, 4–49Order policy rules, setting up, 7–10Order status, work order messages, 4–41Outbound item balances, B–26Outbound subsystem UBEs, B–23Overloaded time frame, leveling, 3–57Overview, forecasting, 2–7
P
Parts list revisions, 4–22Parts list substitutes, 4–22Past due time buckets, forecast consumption,4–54Pegging demand, reviewing, 5–14Pegging Inquiry, processing options, 5–16Percent resource used, 3–32Percentage, feature planned, 4–66Period summaries
reviewing, 3–34reviewing for CRP, 3–56reviewing for RCCP, 3–47
Placing messages on hold, 4–47Planned order (+PLO), quantity types for MRP,5–9Planned Order Extraction, processing options,B–25Planned orders
exploding, 4–64exporting to SynQuest, B–24
Planned work order (–PLO), quantity types forMRP, 5–9Planning bill forecasts, 2–7Planning bills, multi-level master scheduling,4–63Planning families, reviewing for MRP, 5–10Planning family, processing messages for, 4–45

Index
B73.3.1 (6/99)
Planning fence, 4–6Planning horizon time periods, forecastconsumption, 4–54Plant manufacturing data form (P41027), 7–11Prime load, 3–31Printing a supplier schedule, 9–31Process industry, generating MPS, 6–18Process manufacturing, 6–2
batch processing, 6–13continuous processing, 6–14
Processing log, reviewing, B–27Processing messages, for a planning family,4–45Processing messages automatically, 4–46Processing multi-facility transfer ordermessages, 8–27Processing options
Bill of Material Revisions, 6–8Branch Relationship Revisions, 8–10Code Mapping Revision, B–23Create Detail Forecast, 2–24Detail Message Processing, 4–46DRP/MPS Detail Message Revisions, 4–36DRP/MPS Time Series, 4–32DRP/MPS/MRP, 4–12Export Inventory Balances to SynQuest,B–27Forecast Online Simulation, 2–41Forecast Price Rollup, 2–51Forecast Review, 2–46Generate Vendor Schedule Report, 9–19Leadtime Bill of Material Inquiry, 5–22Manufacturing Scheduling Workbench, 5–21Multi–Facility DRP/MPS/MRP, 8–13Net Change Review, 4–24Operation Dispatch Inquiry, 3–50Pegging Inquiry, 5–16Planned Order Extraction, B–25Refresh Resource Units, 3–13Resource Profile Regeneration, 3–21Resource Requirements Planning, 3–27setting up for SynQuest, B–17Supplier Schedule Print, 9–31Supplier Schedule Release Generation, 9–28Supplier Schedule Revisions, 9–25Supply and Demand Inquiry, 5–17Supply/Demand Inclusion Rules, 7–6Vendor Schedule Master Revisions, 9–10Work Center Resource Units, 3–17Work Center Schedule Review, 3–52
Work Order Generation, 4–59Processing orders, 4–59Processing orders for MRP, 5–25Processing purchase order messages for MRP,5–13Processing receipts, supplier scheduling, 9–6Processing work order messages, 4–40Processing work order messages for MRP,5–13Processing work orders, 4–59Programs and IDs
P34301 (enter/change schedule), 9–22P41027 (plant manufacturing data), 7–10
Purchase order, adding freeze code to, 4–48Purchase order entry, net change flag, 4–23Purchase order messages for MRP, processing,5–13Purchase orders
cancelling items, 4–44processing messages, 4–41
Q
Quantity typesDRP, 4–28DRP and MPS, 4–28MPS, 4–29
Quantity types for MRPfirm work order (–FWO), 5–10planned order (+PLO), 5–9planned work order (–PLO), 5–9work order (+WO), 5–10
R
Rate schedulescreating, 6–30deleting, 6–30duplicating, 6–30
Rated capacity, calculating for critical workcenters, 3–44Rated profile, 3–32Rates, creating automatically, 6–30RCCP
reviewing period summaries, 3–47work center load, reviewing, 3–46

Manufacturing and Distribution Planning
B73.3.1 (6/99)
Refresh Resource Units, processing options,3–13Releasing a supplier schedule, 9–27Repetitive, reviewing MPS output, 6–34Repetitive items, generating a masterproduction schedule, 6–33Repetitive manufacturing, defining orderpolicy, 6–24Repetitive routings, creating, 6–25Repost open quantities, net change flag, 4–23Resource and capacity planning
fast path commands, 1–12overview, 1–1
Resource available, 3–32Resource offset, 3–32Resource profile
defining manually, 3–21generating automatically, 3–19
Resource Profile Regeneration, processingoptions, 3–21Resource Profile Revisions form, 3–22Resource profiles, generating automatically,3–19Resource requirements display, setting up,3–39Resource Requirements Planning, processingoptions, 3–27Resource requirements planning. See RRPResource requirements planning (RRP)
definition, 1–1long-range capacity planning, 3–3reviewing dispatch groups, 3–29
Resource requirements plansdata selection for critical work centers, 3–26validating, 3–37
Resource units, 3–44calculations, 3–12different units of measure, 3–11entering manually, 3–15generating automatically, 3–12
Review Work Center Load form, 3–33, 3–46Reviewing
dispatch groups, 3–55dispatch groups for CRP. See Reviewingdispatch groupsMRP rate schedule and work order loads.See Processing options for schedule reviewMRP rate schedules and work order loads,3–58
period summaries for CRP. See Reviewingwork center loadwork center load, 3–32work center load for CRP, 3–56
See also Reviewing work center loadReviewing batch bills of material, 6–6Reviewing batch output from MPS, 6–11Reviewing branch relationships, 8–11Reviewing capacity requirements plans, 3–55Reviewing detail forecasts, 2–44Reviewing detail messages, 4–35Reviewing dispatch groups for RRP, 3–29Reviewing DRP/MPS Time Series, 4–27Reviewing item location records. See Definingthe distribution hierarchy (P4091)Reviewing items for master schedule selection,4–23Reviewing items for net change, 4–21Reviewing leadtime for MRP, 5–21Reviewing Message Detail, 3–35Reviewing MRP pegging demand, 5–14Reviewing MRP rate schedule and work orderloads, 3–58Reviewing MRP supply and demand, 5–16Reviewing MRP time series, 5–9Reviewing MRP work schedules on thedispatch list, 3–57Reviewing multi-facility time series, 8–25Reviewing period summaries, 3–34Reviewing period summaries for CRP, 3–56Reviewing period summaries for RCCP, 3–47Reviewing planning families for MRP, 5–10Reviewing process output from MPSgeneration, 6–19Reviewing rate schedule and work center loads,3–50Reviewing rate schedule loads, 6–37Reviewing repetitive output from MPS, 6–34Reviewing resource requirements plans, 3–29Reviewing shop floor workbench for MRP,5–18Reviewing the Processing Log, B–27Reviewing work center load for CRP, 3–56Reviewing work center load for RCCP, 3–46Reviewing work center load for RRP, 3–31Reviewing work schedules for productionstatus, 3–48Revising detail forecasts, 2–46
Index
B73.3.1 (6/99)
Revising summaries of forecasts. SeeGenerating summaries of detail forecasts;Generating summary forecastsRevising the summary forecast. See Revisingsummary forecasts using the Force ChangeprogramRough cut capacity display, setting up, 7–17Rough Cut Capacity Planning. See RCCPRough cut capacity planning (RCCP),definition, 1–1Rough cut capacity plans, generating, 3–44Running Outbound Item Balances, B–26
S
Sales order entry, net change flag, 4–23Schedule generation exception report,reviewing, 9–17Setting up a stocking type, multi-level masterschedule, 7–12Setting up capacity planning displays, 7–17Setting up data export controls, B–2Setting up DRP, MPS, and RCCP, 7–3Setting up feature planned percentages, 4–66Setting up flat file cross–references, B–11Setting up forecast consumption periods, 7–14Setting up message types for DRP, MPS, MRP,and RCCP, 7–6Setting up multi-facility planning, 8–5Setting up order policy rules, 7–10Setting up processing options, for SynQuest,B–17Setting up resource requirements plans, 3–39Setting up stocking types, 7–12Setting up summary forecasts. See Setting updetail forecasts; Summary forecastsSetting up supply and demand inclusion rules,7–3Setting up supply and demand relationships,8–6Setting up the capacity requirements display,7–19Setting up the resource requirements display,3–39Setting up the rough cut capacity display, 7–17Setting up time fence rules for DRP and MPS,7–8Setting Up UDC Mappings, B–20
Setting up unit types, 3–41Shipment patterns, defining, 9–10Shop floor workbench, reviewing for MRP,5–18Single level master schedule
net change flag control, 4–22net change flag update, 4–21
Single level master schedulingapplications, 4–2DRP and purchased items, 4–2MPS and manufactured items, 4–3time fences, 4–5
Statistical laws, forecast accuracy, 2–15Steps for creating a supplier schedule, 9–3Stocking type, defining for processmanufacturing, 6–14Stocking types, setting up, 7–12Summary forecasts, 2–7Supplier contract, deleting information, 9–6Supplier contract information, defining, 9–5Supplier information, deleting, 9–6Supplier schedule
creating, 9–3effective date range, 9–1
Supplier schedule master (F4321), tables, 1–11Supplier Schedule Print, processing options,9–31Supplier Schedule Release Generation,processing options, 9–28Supplier Schedule Revisions, processingoptions, 9–25Supplier scheduling
blanket order, 9–2blanket order release, 9–2multiple, 9–17processing receipts, 9–6
Supplier split percentages, defining, 9–13Supplier split percentages (F43211), tables,1–11Supply and demand, reviewing for MRP, 5–16Supply and demand inclusion rules, setting up,7–3Supply and Demand Inquiry, processingoptions, 5–17Supply and demand relationships
defining branch level, 8–10deleting, 8–6effectivity dates, 8–6inventory availability, 8–6markup, 8–6

Manufacturing and Distribution Planning
B73.3.1 (6/99)
setting up, 8–6, 8–7Supply/Demand Inclusion Rules, processingoptions, 7–6SynQuest, B–1System integration
distribution resources planning, 2–8manufacturing and distribution planning,1–3master production schedule, 2–8material requirements planning, 2–8resource requirements planning, 2–8
T
Tables, 1–10Address Book, 2–21Branch/Plant Master, 2–22Business Unit Master, 2–21Detail Forecast, 2–21Forecast Summary Work, 2–21Item Master, 2–22Sales History, 2–22Sales Order Detail, 2–22Summary Constants, 2–21Summary Forecast, 2–21supplier schedule master (F4321), 1–11supplier split percentages (F43211), 1–11
Terms and concepts, manufacturing anddistribution planning, 1–5Time buckets, past due, forecast consumption,4–54Time fence rules, 4–6
setting up, 7–8Time fences, 4–5
freeze fence, 4–6message display fence, 4–6planning fence, 4–6single level master scheduling, 4–5
Time frames, leveling overload, 3–57Time series
available to promise calculation, 4–9cumulative available to promise calculation,4–9ending available calculations, 4–8forecast consumption calculation, 4–55multi-facility, 8–25reviewing for MRP, 5–9
Time series calculations, 4–8
Transfer order messages, processing, 8–27Transfer orders, configured items, 8–13
U
UDC mappings, setting up, B–20Unit types, setting up, 3–41User Defined Codes form, 3–40, 3–42, 7–7,7–9, 7–18, 7–20
V
Validating master schedules, 3–43, 4–57Validating material requirements plans, 3–53,5–23Validating resource requirements plans, 3–37Validating the capacity requirements plan, 3–58Vendor Schedule Master Revisions, processingoptions, 9–10Vendor Schedule Master Revisions form, 9–8,9–10
W
What are planning bills?, 4–63What are the time series calculations?, 4–8What are time fence rules?, 4–6Work center hours, 3–44Work center load
reviewing, for RRP, 3–31reviewing for CRP, 3–56reviewing for RCCP, 3–46
Work Center Master Revisions form, 3–6Work Center Resource Units, processingoptions, 3–17Work Center Schedule Review, processingoptions, 3–52Work Center Schedule Review form, 3–51Work Center Unit Resource Revision form,3–16Work centers, hours, 3–44Work order
adding freeze code to, 4–50frozen, MRP, 5–8

Index
B73.3.1 (6/99)
Work order (+WO), quantity types for MRP,5–10Work Order Detail form, 4–52Work order entry, net change flag, 4–22Work Order Generation, processing options,4–59Work order inventory completions, net changeflag, 4–22Work order inventory issues, net change flag,4–22Work order messages
order status, 4–41processing for material requirements plans,5–13
Work orders, processing messages, 4–40Work schedules, reviewing for productionstatus, 3–48Work With Batch Versions – AvailableVersions form, B–24Work with Bill of Material form, 4–66, 6–7Work with Branch Relationships form, 8–7Work with Branch Relationships Hierarchyform, 8–11Work with Capacity Message Summary form,3–30Work with Capacity Messages form, 3–36Work with Co/By-Products Planning Tableform, 6–17Work With Code Mappings form, B–21Work With Data Export Controls form, B–3Work With Detail Messages form, 6–37Work with Detail Messages form, 4–35, 4–41,4–42, 5–11, 6–12, 6–21, 8–27Work With Flat File Cross-Reference form,B–12Work with Forecast Consumption Revisionsform, 7–15Work With Interactive Versions form, B–18Work with Item Branch form, 6–24Work with Item Master Browse form, 6–15Work with item master browse form (P4101),7–12Work with Leadtime BOM Inquiry form, 5–22Work With Line/Item Relationships Revisionsform, 6–28Work with Manufacturing Work Orders, 4–51Work with Operation Dispatch form, 3–49Work with Order Headers form, 4–49Work with Order Scheduling form, 5–19Work with Pegging Inquiry form, 5–15
Work with Period Summary Review form,3–34, 3–47Work With Processing Log form, B–28Work with Resource Profile Revisions form,3–21Work with Resource Units form, 3–15Work with Routing Operations form, 6–26Work with supplier split percentages form,9–14Work with Supply and Demand form, 5–16Work with Supply/Demand Inclusion Rulesform, 7–4Work With Time Series form, 6–36Work with Time Series form, 4–30, 4–31,6–11, 6–20, 8–26Work With User Defined Codes form, 7–19Work with User Defined Codes form, 3–40,3–41, 7–7, 7–9, 7–18Work with vendor schedule master form, 9–7Work with Work Centers form, 3–6Working with batch planning, 6–5Working with detail forecasts, 2–23Working with DRP/MPS Output, 4–33Working with material requirements plans, 5–9Working with messages, 4–34Working with messages for MRP, 5–11Working with multi-facility plans, 8–25Working with multi-level master schedules,4–67Working with process planning, 6–13Working with repetitive planning, 6–23Working with scheduling information, 5–14

Manufacturing and Distribution Planning
B73.3.1 (6/99)













![JD Edwards EnterpriseOne Applications Product …1]JD Edwards EnterpriseOne Applications Product Costing and Manufacturing Accounting Implementation Guide Release 9.2 E63933-01 October](https://static.fdocuments.net/doc/165x107/5ad9c8377f8b9a53618bb5e5/jd-edwards-enterpriseone-applications-product-1jd-edwards-enterpriseone-applications.jpg)




