
Enhanced Energy Efficiency Solutions for Industrial Baghouse … · Enhanced Energy Efficiency...
34
Intensiv-Filter GmbH & Co. KG Enhanced Energy Efficiency Solutions for Industrial Baghouse Filters FILTECH 2009, Wiesbaden October 14 th 2009 G.-M. Klein, T. Schrooten, T. Neuhaus, R. Esser, F. Ott, T. Daniel Intensiv-Filter GmbH & Co. KG, Velbert-Langenberg, Germany
Transcript of Enhanced Energy Efficiency Solutions for Industrial Baghouse … · Enhanced Energy Efficiency...
Intensiv-Filter GmbH & Co. KG
Enhanced Energy Efficiency Solutions for Industrial Baghouse Filters
FILTECH 2009, Wiesbaden
October 14th 2009
G.-M. Klein, T. Schrooten, T. Neuhaus, R. Esser, F. Ott, T. Daniel
Intensiv-Filter GmbH & Co. KG, Velbert-Langenberg, Germany

Intensiv-Filter at Velbert-Langenberg, Germany
Leadership in industrial dedusting technology for more than 85 years
1922 2009
Leading process filter technologies by Intensiv-Filter 2
Enhanced Energy Efficiency Solutions for Bag Filters
1) Introduction

Intensiv-Filter – key figures
Turnover 2008: 80 Million EUR (group)
Staff: 400 employees (group)
Company network:
2 affiliated companies,
7 subsidiaries,
8 agencies abroad and
2 regional offices
Leading process filter technologies by Intensiv-Filter
Enhanced Energy Efficiency Solutions for Bag Filters
1) Introduction

More than 100.000 references all over the world
Process filter kiln and rawmeal mill dedusting - France
Volume flow 1.000.000 m³/h n.c..
Raw gas conc. 100 g/m³
Clean gas conc. < 10 mg/m³ n.c. dry
Filter area 13.700 m²4Leading process filter technologies by Intensiv-Filter
Enhanced Energy Efficiency Solutions for Bag Filters
1) Introduction
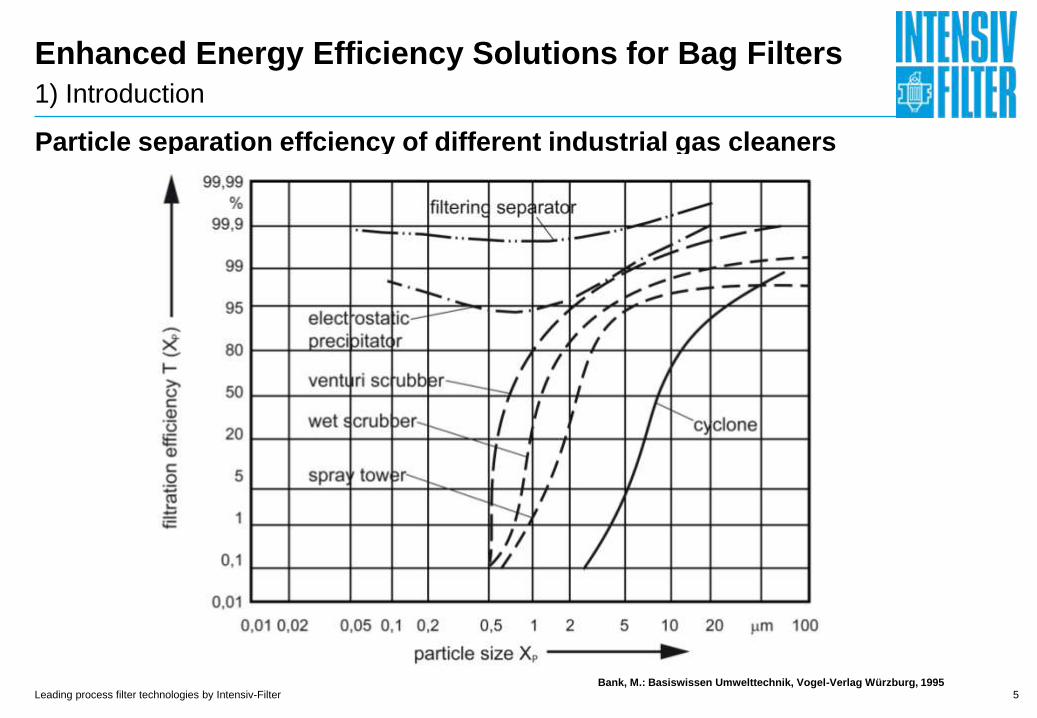
Particle separation effciency of different industrial gas cleaners
Leading process filter technologies by Intensiv-Filter 5
Enhanced Energy Efficiency Solutions for Bag Filters
1) Introduction
Bank, M.: Basiswissen Umwelttechnik, Vogel-Verlag Würzburg, 1995

Staubaustrag
Prallblech
Jet pulse air cleaner (online operation mode)
Schematic illustration of the Intensiv-Filter basic design
Leading process filter technologies by Intensiv-Filter 6
Enhanced Energy Efficiency Solutions for Bag Filters
1) Introduction

Functional principle of the Intensiv-Filter jet pulse cleaning
Filtration
phase
Leading process filter technologies by Intensiv-Filter 7
Enhanced Energy Efficiency Solutions for Bag Filters
1) Introduction

Cleaning
phase
Functional principle of the Intensiv-Filter jet pulse cleaning
Leading process filter technologies by Intensiv-Filter 8
Enhanced Energy Efficiency Solutions for Bag Filters
1) Introduction
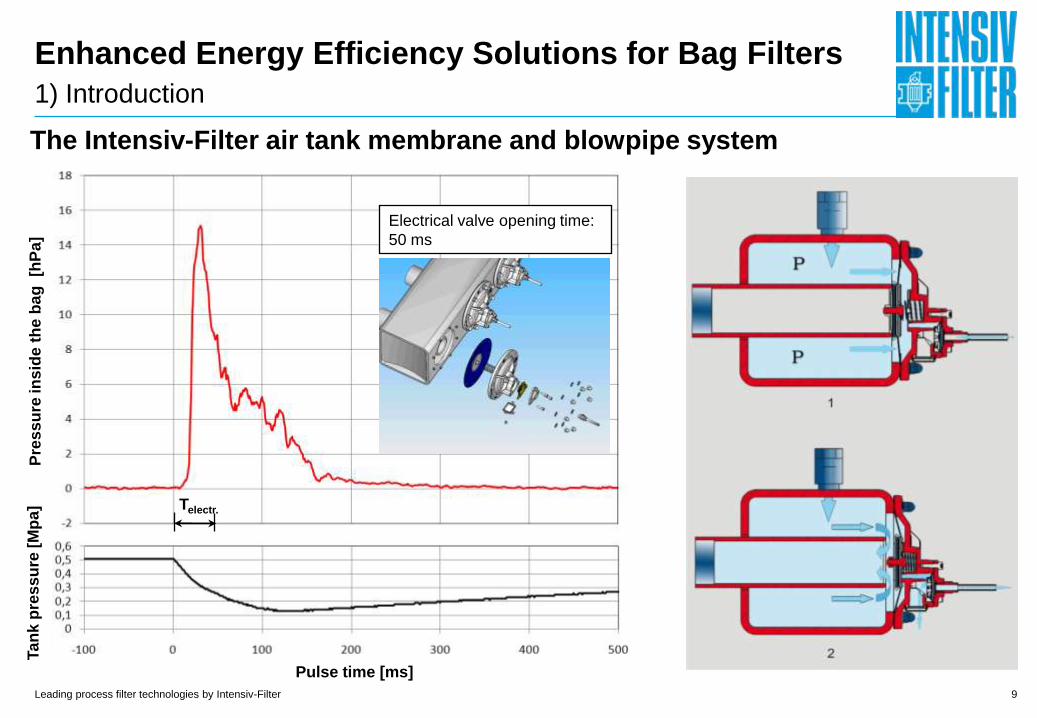
Electrical valve opening time:
50 ms
Telectr.
Pre
ss
ure
in
sid
e t
he
ba
g
[hP
a]
Ta
nk p
res
su
re [
Mp
a]
Pulse time [ms]
The Intensiv-Filter air tank membrane and blowpipe system
Leading process filter technologies by Intensiv-Filter 9
Enhanced Energy Efficiency Solutions for Bag Filters
1) Introduction

Energy flow diagram of a state-of-the-art jet pulse bag filter (online)
15 %
Leading process filter technologies by Intensiv-Filter 10
Enhanced Energy Efficiency Solutions for Bag Filters
1) Introduction

The patented
Intensiv-Filter
Coanda Injector
Leading process filter technologies by Intensiv-Filter 11
Enhanced Energy Efficiency Solutions for Bag Filters
2) Offline operation mode – ProJet mega®
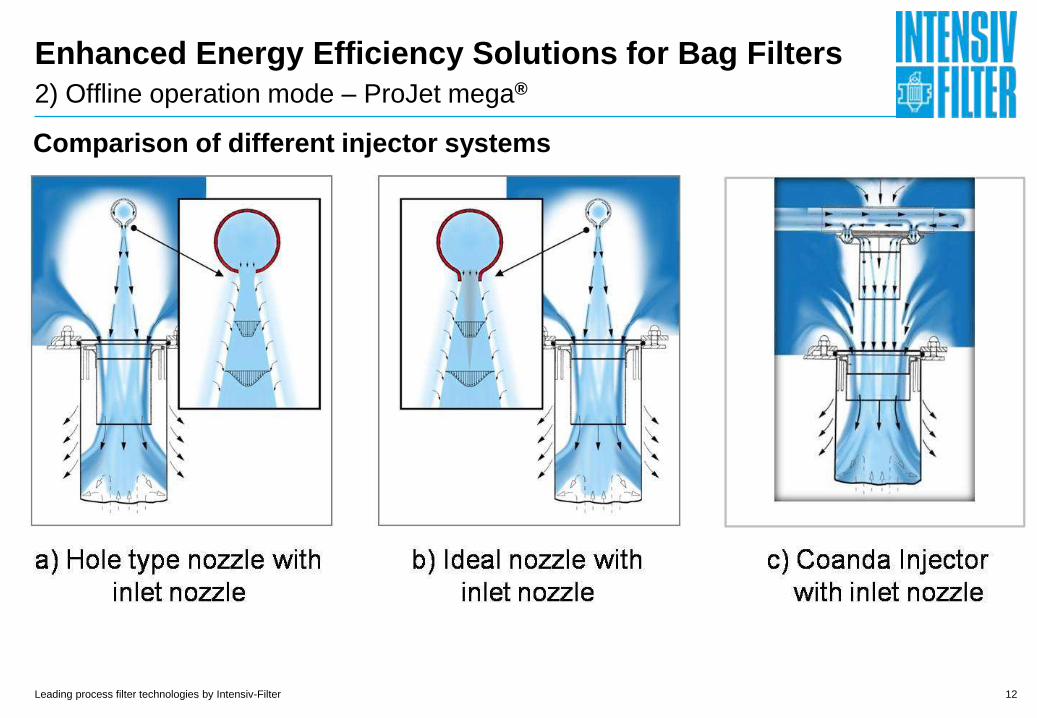
Comparison of different injector systems
Leading process filter technologies by Intensiv-Filter 12
Enhanced Energy Efficiency Solutions for Bag Filters
2) Offline operation mode – ProJet mega®

Piezoresistive
pressure sensors
Measurement range:
-50/50 mbar
Test frequency:
1 ms
Leading process filter technologies by Intensiv-Filter 13
Comparison of different injector systems
Enhanced Energy Efficiency Solutions for Bag Filters
2) Offline operation mode – ProJet mega®

Leading process filter technologies by Intensiv-Filter 14
Comparison of different injector systems
Enhanced Energy Efficiency Solutions for Bag Filters
2) Offline operation mode – ProJet mega®

Leading process filter technologies by Intensiv-Filter 15
Comparison of different injector systems
Enhanced Energy Efficiency Solutions for Bag Filters
2) Offline operation mode – ProJet mega®

Influence of an improved injector system on the operating behaviour
and the energy efficiency
Less depositions per unit area of the filter
cake due to more efficient cleaning
Reduction of the required air tank
pressure
Less mechanical stress to the filter bags
(lower emissions, enhanced servive
interval)
Leading process filter technologies by Intensiv-Filter 16
Enhanced Energy Efficiency Solutions for Bag Filters
2) Offline operation mode – ProJet mega®

Offline mode:
Raw and clean gas shut-
off valves
Semi-offline mode:
Clean gas shut-off valves
Leading process filter technologies by Intensiv-Filter 17
Offline operation mode – Intensiv-Filter design
Sectional design of the filter housing with disruption of the raw gas flow
during cleaning (offline operation mode)
Enhanced Energy Efficiency Solutions for Bag Filters
2) Offline operation mode – ProJet mega®

Improved sedimentation of the released filter
cake and particles → Reduction DpFC
Reduction of the necessary tank pressure for
cleaning
Less mechanical stress to the filter bags
(lower emissions, enhanced service interval)
Reduced pressure loss of the filter housing
due to flow optimization measures of filter
componentsLeading process filter technologies by Intensiv-Filter 18
Influence of an improved offline filter design on the operating
behaviour and the energy efficiency
Enhanced Energy Efficiency Solutions for Bag Filters
2) Offline operation mode – ProJet mega®

Leading process filter technologies by Intensiv-Filter 19
Characteristics of the improved Intensiv-Filter jet-pulse bag filter generation
with offline operation mode (ProJet mega®)
Fully variable and optimized
cleaning control parameters
(Intensiv-Filter JetBus Controller®)
3. Cleaning control system
1. Injector technology Fast switching membrane valves
Double-stage Coanda Injector or
ideal nozzle with inlet nozzle
Sectional filter design and offline
operation mode
Flow-optimized filter components
2. Offline design
Enhanced Energy Efficiency Solutions for Bag Filters
2) Offline operation mode – ProJet mega®

Leading process filter technologies by Intensiv-Filter 20
Energy flow diagrams: State-of-the-art vs. ProJet mega® (offline – optimized)
Enhanced Energy Efficiency Solutions for Bag Filters
2) Offline operation mode – ProJet mega®

Leading process filter technologies by Intensiv-Filter 21
Operating costs: State-of-the-art vs. ProJet mega® (offline – optimized)
Enhanced Energy Efficiency Solutions for Bag Filters
2) Offline operation mode – ProJet mega®

Installation After commissioning
References (I) – ESP conversion, ProJet mega®, semi-offline
Dyckerhoff, Deuna Zement: kiln, raw mill and bypass dedusting
(commissioning April 2008)
Leading process filter technologies by Intensiv-Filter 22
Enhanced Energy Efficiency Solutions for Bag Filters
2) Offline operation mode – ProJet mega®
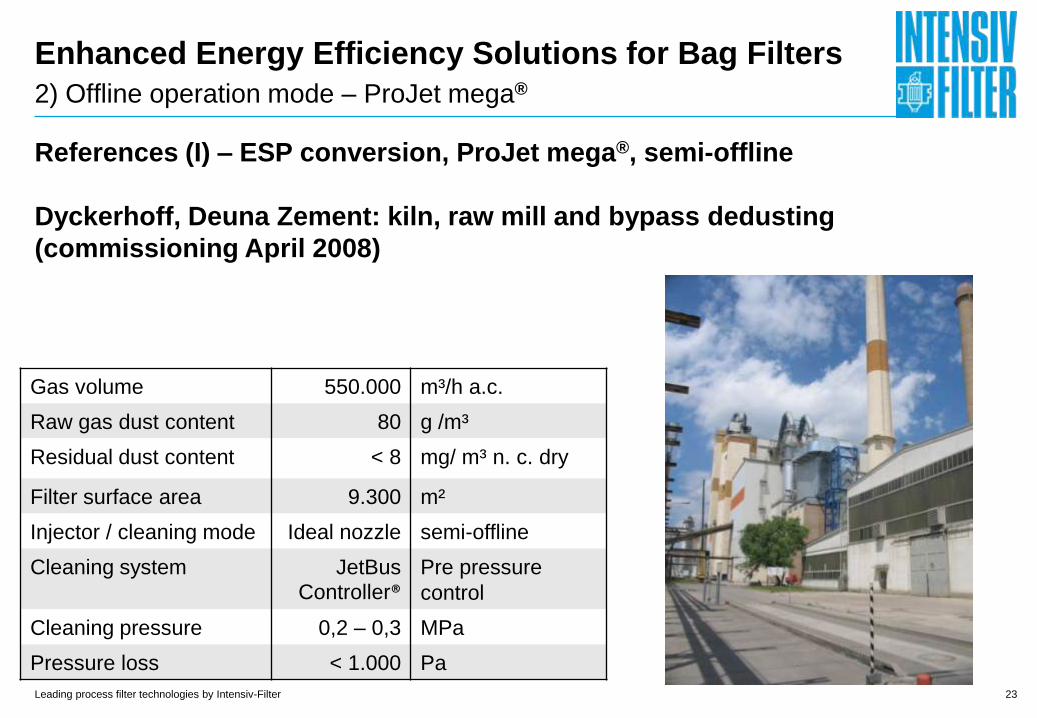
Gas volume 550.000 m³/h a.c.
Raw gas dust content 80 g /m³
Residual dust content < 8 mg/ m³ n. c. dry
Filter surface area 9.300 m²
Injector / cleaning mode Ideal nozzle semi-offline
Cleaning system JetBus
Controller®Pre pressure
control
Cleaning pressure 0,2 – 0,3 MPa
Pressure loss < 1.000 Pa
References (I) – ESP conversion, ProJet mega®, semi-offline
Dyckerhoff, Deuna Zement: kiln, raw mill and bypass dedusting
(commissioning April 2008)
Leading process filter technologies by Intensiv-Filter 23
Enhanced Energy Efficiency Solutions for Bag Filters
2) Offline operation mode – ProJet mega®

24
References (II) – ESP replacement, ProJet mega® , semi-offline
Heidelberg Cement, Gotland, Sweden, kiln, raw meal dedusting
(commissioning October 2009)
Enhanced Energy Efficiency Solutions for Bag Filters
2) Offline operation mode – ProJet mega®

25
References (II) – ESP replacement, ProJet mega® , semi-offline
Heidelberg Cement, Gotland, Sweden, kiln, raw meal dedusting
(commissioning October 2009)
Gas volume 1.200.000 m³/h a.c.
Raw gas dust content 900 g /m³
Residual dust content < 10 mg/ m³ n.c. dry
Filter surface area 20.300 m²
Injector / cleaning mode Coanda semi-offline
Cleaning system JetBus
Controller®Pre pressure
control
Cleaning pressure 0,2 – 0,3 MPa
Pressure loss < 1.000 Pa
Enhanced Energy Efficiency Solutions for Bag Filters
2) Offline operation mode – ProJet mega®
Leading process filter technologies by Intensiv-Filter 26
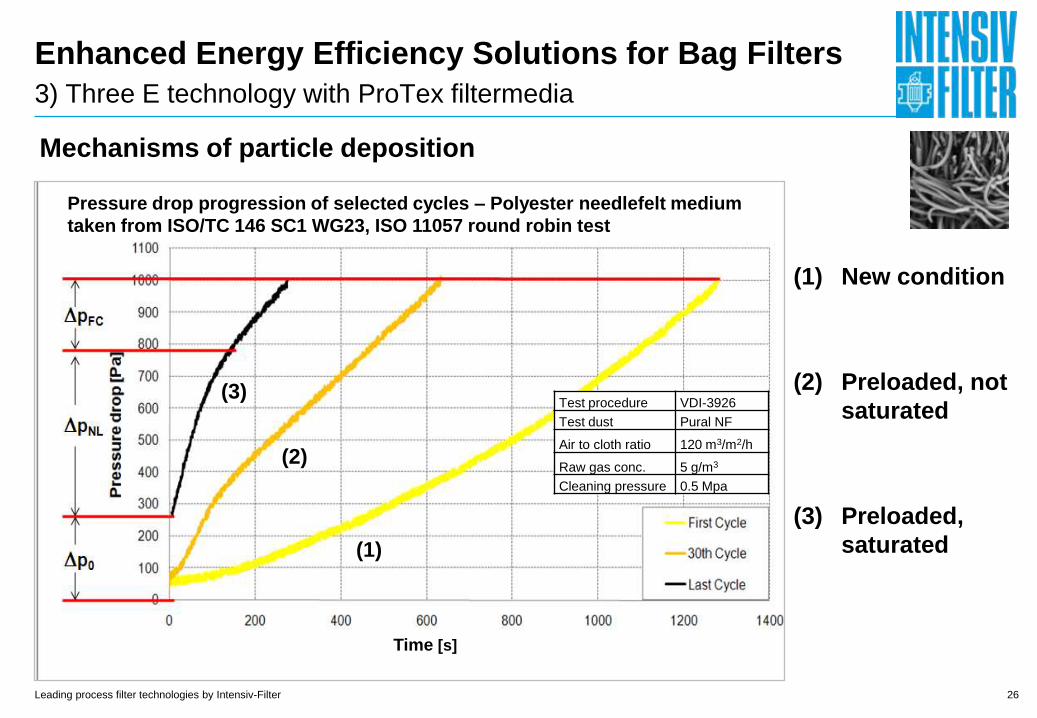
Mechanisms of particle deposition
Pressure drop progression of selected cycles – Polyester needlefelt medium
taken from ISO/TC 146 SC1 WG23, ISO 11057 round robin test
(1)
(2)
(3)
Time [s]
Enhanced Energy Efficiency Solutions for Bag Filters
3) Three E technology with ProTex filtermedia
Test procedure VDI-3926
Test dust Pural NF
Air to cloth ratio 120 m3/m2/h
Raw gas conc. 5 g/m3
Cleaning pressure 0.5 Mpa
(1) New condition
(2) Preloaded, not
saturated
(3) Preloaded,
saturated

ProTex
New microfibre based filtermedia generation,
developed by Intensiv-Filter.
The average differential pressure of one
filtration cycle is clearly reduced compared
to other bag filter media. This is achieved by
a low residual pressure loss and a reduced
slope of the differential pressure curve.
Three E (Enhanced Energy Efficiency)
Energy saving technology by Intensiv-Filter.
The operating parameters were adjusted
with the criterion of a minimal energy
consumption of the filter plant. Leading process filter technologies by Intensiv-Filter 27
ProTex filtermedia and Three E technology
Enhanced Energy Efficiency Solutions for Bag Filters
3) Three E technology with ProTex filtermedia

Leading process filter technologies by Intensiv-Filter 28
Pressure drop of ProTex vs. other media within one filtration cycle
according to VDI 3926, v = 120 m3 / (m2 h), cRG = 10 g / m3, p = 0,5 MPa
The Intensiv-Filter ProTex filtermedia technology
Enhanced Energy Efficiency Solutions for Bag Filters
3) Three E technology with ProTex filtermedia
Al2O3 , Pural SB Cement, 10.000 Blaine

Leading process filter technologies by Intensiv-Filter 29
The Intensiv-Filter ProTex filtermedia technology
Pilot plant trials (10 bags x 4 m) – ProTex, variation of the cycle time
Enhanced Energy Efficiency Solutions for Bag Filters
3) Three E technology with ProTex filtermedia
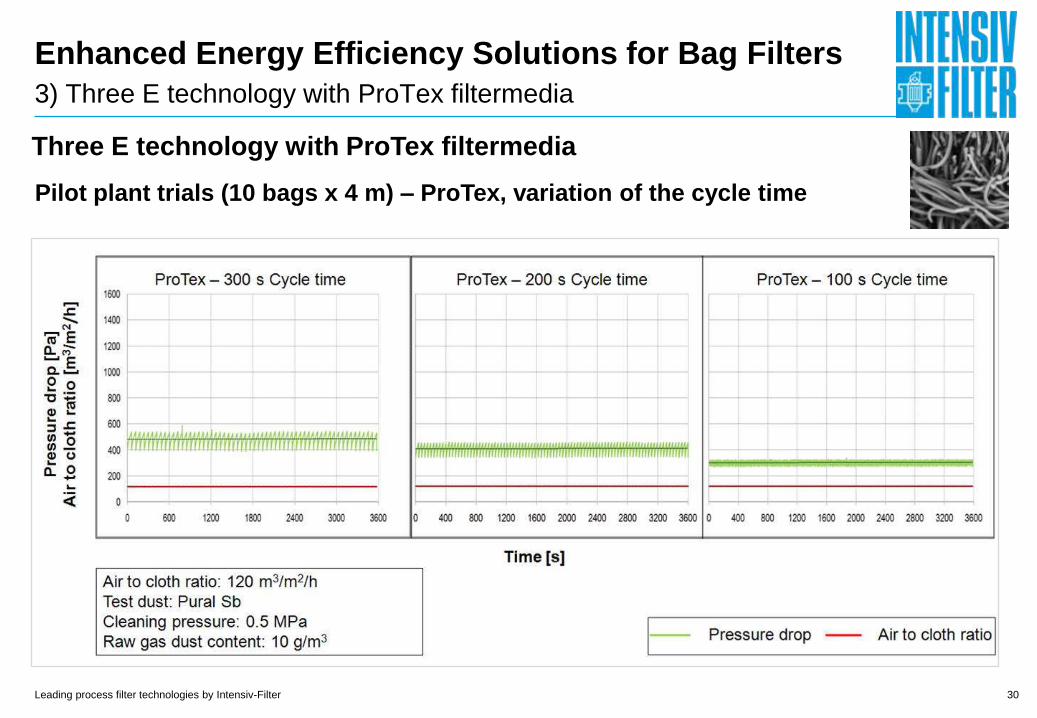
Pilot plant trials (10 bags x 4 m) – ProTex, variation of the cycle time
Leading process filter technologies by Intensiv-Filter 30
Three E technology with ProTex filtermedia
Enhanced Energy Efficiency Solutions for Bag Filters
3) Three E technology with ProTex filtermedia

Dp reduction potential
Leading process filter technologies by Intensiv-Filter 31
Three E technology with ProTex filtermedia
Emission: 2,5 mg/m3 Emission: ≥ 10 mg/m3
100%
25%
PES needle felt
300 s cycle time100 s cycle time
Time [s]
Enhanced Energy Efficiency Solutions for Bag Filters
3) Three E technology with ProTex filtermedia

Standard conditions (online) Three E / ProTex (online)
Leading process filter technologies by Intensiv-Filter 32
Enhanced Energy Efficiency Solutions for Bag Filters
3) Three E technology with ProTex filtermedia
Energy flow diagrams: State-of-the-art vs. Three E / ProTex
Leading process filter technologies by Intensiv-Filter 33
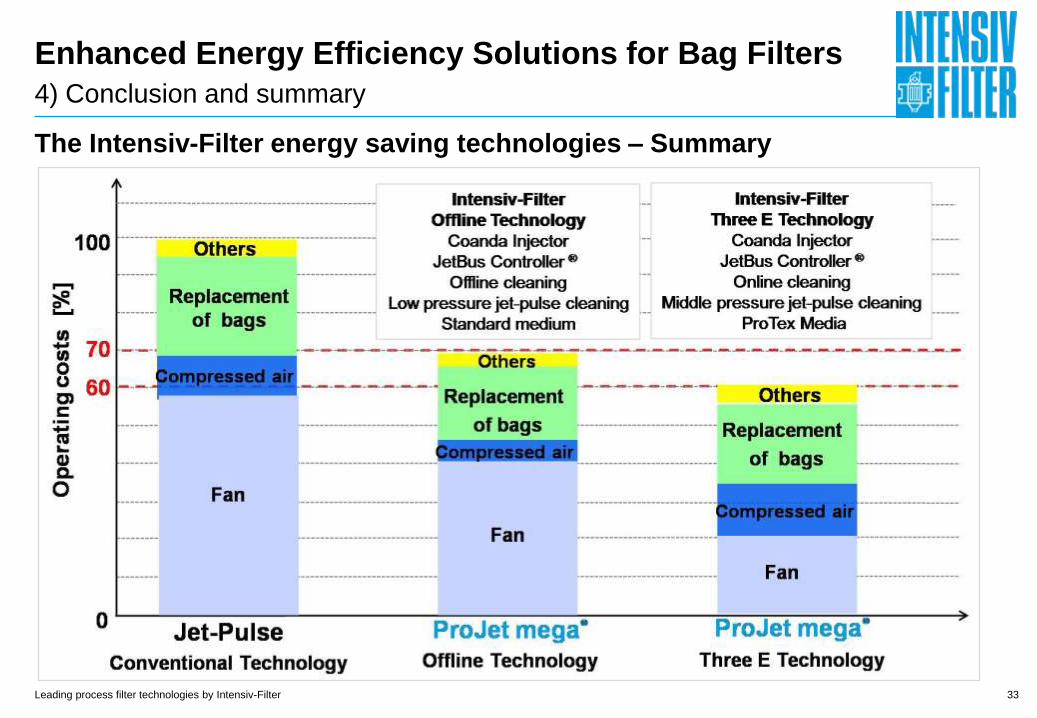
The Intensiv-Filter energy saving technologies – Summary
Enhanced Energy Efficiency Solutions for Bag Filters
4) Conclusion and summary

www.intensiv-filter.com
Leading process filter technologies by Intensiv-Filter 34















![WELCOME [fikhaglobalteknik.com] · • Pulse Jet Baghouse • Reverse Air Baghouse Dust Collectors • Shaker baghouse dust collector • Automation System • PLC (programable Logic](https://static.fdocuments.net/doc/165x107/600d3569c9481d2aff589460/welcome-a-pulse-jet-baghouse-a-reverse-air-baghouse-dust-collectors-a.jpg)


