
ENGINEERING STUDIES - MATERIALS
28
ENGINEERING STUDIES - MATERIALS general MATERIAL info METALS - ↑ electrical & thermal conductivities - Ductile - Stiffness, toughness & strength Engineering metals: alloys - metals are too weak in pure state. E.g. pure iron = weak & soft, +dding carbon = tough steel. Ferrous Alloys: >50% iron: - Plain carbon steels - Alloy steels - Cast irons Non-Ferrous Alloys: <50% iron: - Light alloys of Al, Mg, Ti and Zn - Heavy alloys of Cu, Pb, Ni ($$$) - Heat resistant metals - molybdenum, tungsten - Precious metals - gold, silver, platinum POLYMERS & ELASTOMERS - Organic materials that are ↑ modifed = desirable properties (rubbers + elastics) - Thermo soft ening plastics: soften w/ heat (flexible + rel. soft) - Thermo set ting plastics: do NOT soften w/ heat (rigid + hard) Elastomers: structure allows large extensions that are reversible (RUBBER BANDS!!)
Transcript of ENGINEERING STUDIES - MATERIALS

ENGINEERING STUDIES - MATERIALS
general MATERIAL info
METALS
- ↑ electrical & thermal conductivities
- Ductile
- Stiffness, toughness & strength
Engineering metals: alloys - metals are too weak in pure state.
E.g. pure iron = weak & soft, +dding carbon = tough steel.
Ferrous Alloys: >50% iron:
- Plain carbon steels
- Alloy steels
- Cast irons
Non-Ferrous Alloys: <50% iron:
- Light alloys of Al, Mg, Ti and Zn
- Heavy alloys of Cu, Pb, Ni ($$$)
- Heat resistant metals - molybdenum, tungsten
- Precious metals - gold, silver, platinum
POLYMERS & ELASTOMERS
- Organic materials that are ↑ modified = desirable properties (rubbers +
elastics)
- Thermo soft ening plastics: soften w/ heat (flexible + rel. soft)
- Thermo set ting plastics: do NOT soften w/ heat (rigid + hard)
Elastomers: structure allows large extensions that are reversible (RUBBER BANDS!!)

Polymers: ↓electrical & thermal conductivity - softer, less dense + ↑ corrosion
resistance than metals.
CERAMICS
- HARD + BRITTLE
- ↑compressive + ↓tensile strengths
- ↓low electrical + thermal conductivity
- Chemically inert - do not react w chemicals
E.g. glasses, cements, fired clays (pottery), electronic ceramics (semiconductors,
superconductors), engineering ceramics.
COMPOSITES
- Bonding 2+ materials to create a final material = combo of good properties of bonded
materials
E.g. glass reinforced polymer (GRP), reinforced concrete, asphalt, wood.
Generally = ↑specific strength (strength:mass)
CIVIL STRUCTURES
Testing of materials - specialised testing, x-ray & testing concrete:
Non-destructive testing:
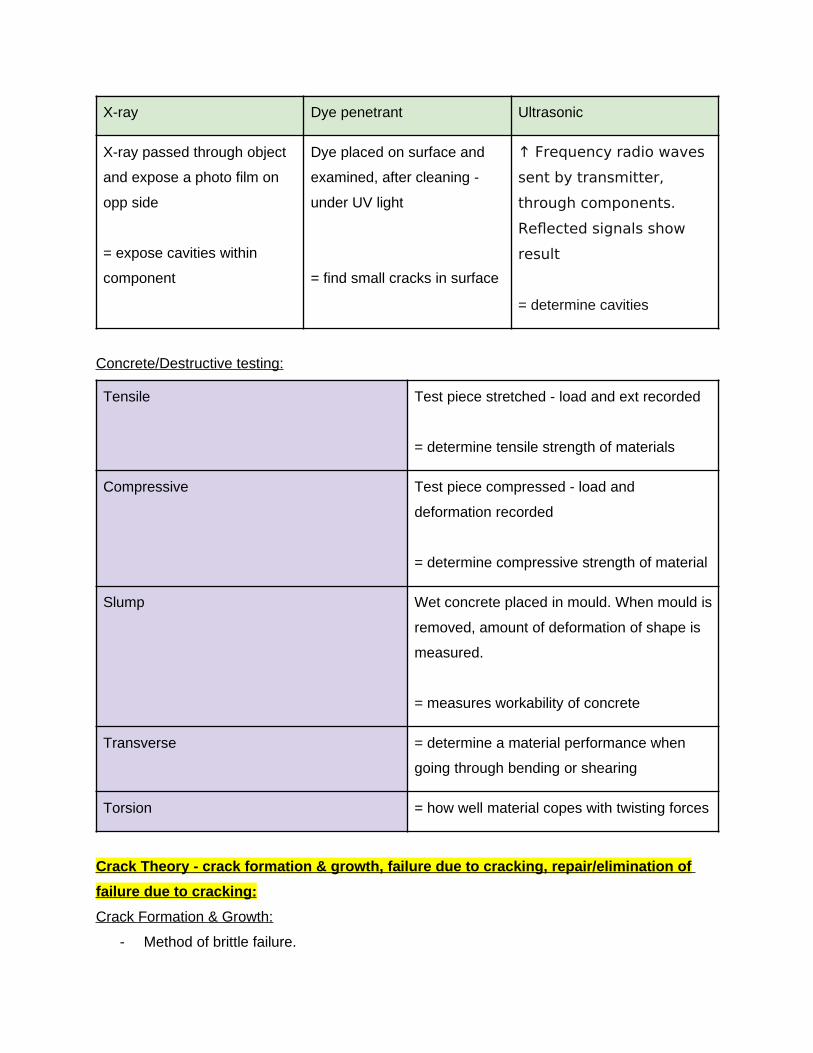
X-ray Dye penetrant Ultrasonic
X-ray passed through object
and expose a photo film on
opp side
= expose cavities within
component
Dye placed on surface and
examined, after cleaning -
under UV light
= find small cracks in surface
↑ Frequency radio waves
sent by transmitter,
through components.
Reflected signals show
result
= determine cavities
Concrete/Destructive testing:
Tensile Test piece stretched - load and ext recorded
= determine tensile strength of materials
Compressive Test piece compressed - load and
deformation recorded
= determine compressive strength of material
Slump Wet concrete placed in mould. When mould is
removed, amount of deformation of shape is
measured.
= measures workability of concrete
Transverse = determine a material performance when
going through bending or shearing
Torsion = how well material copes with twisting forces
Crack Theory - crack formation & growth, failure due to cracking, repair/elimination of
failure due to cracking:
Crack Formation & Growth:
- Method of brittle failure.
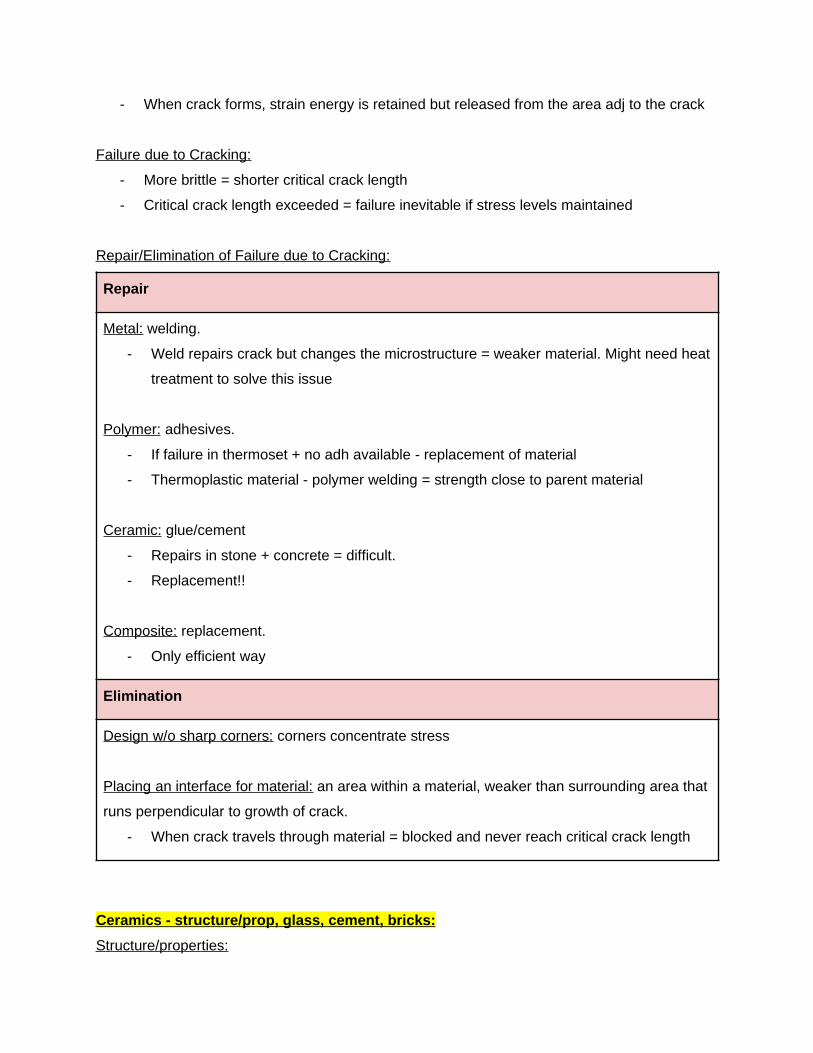
- When crack forms, strain energy is retained but released from the area adj to the crack
Failure due to Cracking:
- More brittle = shorter critical crack length
- Critical crack length exceeded = failure inevitable if stress levels maintained
Repair/Elimination of Failure due to Cracking:
Repair
Metal: welding.
- Weld repairs crack but changes the microstructure = weaker material. Might need heat
treatment to solve this issue
Polymer: adhesives.
- If failure in thermoset + no adh available - replacement of material
- Thermoplastic material - polymer welding = strength close to parent material
Ceramic: glue/cement
- Repairs in stone + concrete = difficult.
- Replacement!!
Composite: replacement.
- Only efficient way
Elimination
Design w/o sharp corners: corners concentrate stress
Placing an interface for material: an area within a material, weaker than surrounding area that
runs perpendicular to growth of crack.
- When crack travels through material = blocked and never reach critical crack length
Ceramics - structure/prop, glass, cement, bricks:
Structure/properties:

- Hard, brittle, chemically inert, electrical & thermal INSULATION, durable
- Compressive strength
GLASS
- Non-crystalline ceramics
- 3 basic ingredients: silica, limestone, soda ash
- Soda-lime glass: acc for 90% glass - windows, bottles etc.
- Borosilicate glass: used for ovenware, telescopes
- Lead glasses: optical comp, radiation shielding
- Main properties: transparent, brittle, compressive strength
- Properties can be improved: thermal toughening, chemical toughening, laminating
CEMENT
- Bonding material
- Compressive strength
- Low toughness
- Easily casted
- Excellent workability
Composites - timber, concrete, asphalt, laminates, geotextiles:
TIMBER
- Organic material
- Structure: cellulose tubes bounded together by glue lignin (wood grain)
- Factors affecting strength: loading duration, moisture content, defects within grain
- Exposure to chemicals
- adversely affected by weather & susceptible to attacks from pests e.g. termites.
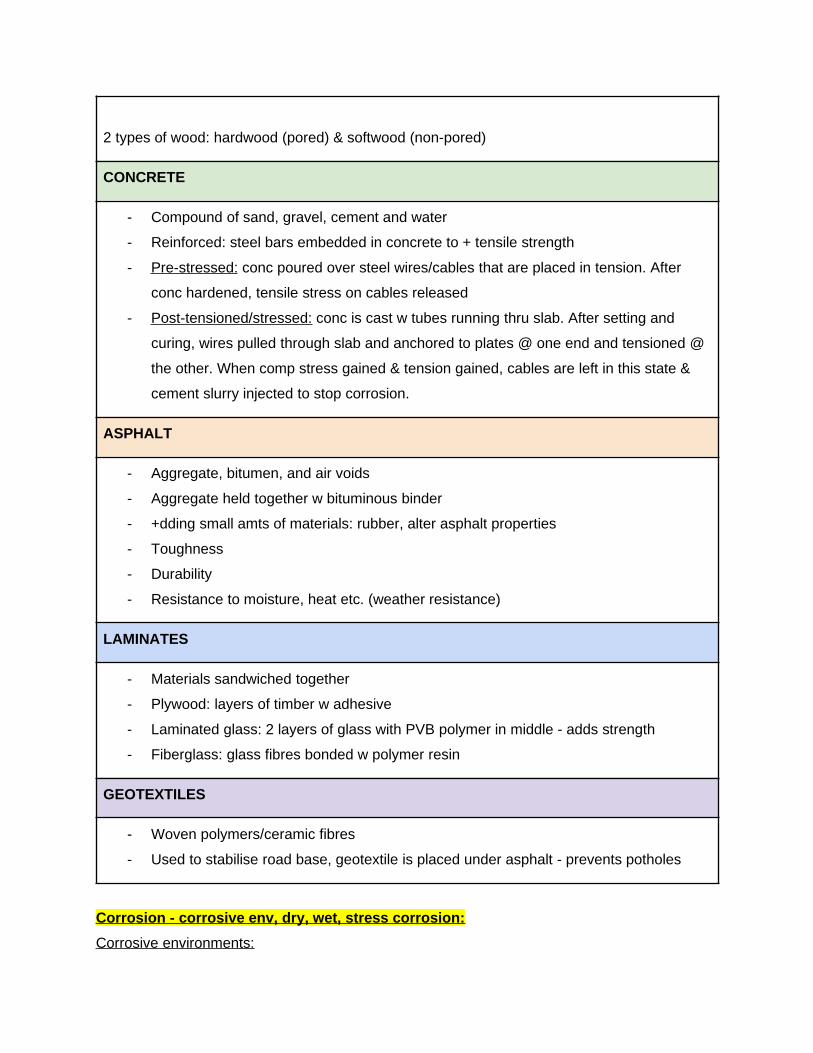
2 types of wood: hardwood (pored) & softwood (non-pored)
CONCRETE
- Compound of sand, gravel, cement and water
- Reinforced: steel bars embedded in concrete to + tensile strength
- Pre-stressed: conc poured over steel wires/cables that are placed in tension. After
conc hardened, tensile stress on cables released
- Post-tensioned/stressed: conc is cast w tubes running thru slab. After setting and
curing, wires pulled through slab and anchored to plates @ one end and tensioned @
the other. When comp stress gained & tension gained, cables are left in this state &
cement slurry injected to stop corrosion.
ASPHALT
- Aggregate, bitumen, and air voids
- Aggregate held together w bituminous binder
- +dding small amts of materials: rubber, alter asphalt properties
- Toughness
- Durability
- Resistance to moisture, heat etc. (weather resistance)
LAMINATES
- Materials sandwiched together
- Plywood: layers of timber w adhesive
- Laminated glass: 2 layers of glass with PVB polymer in middle - adds strength
- Fiberglass: glass fibres bonded w polymer resin
GEOTEXTILES
- Woven polymers/ceramic fibres
- Used to stabilise road base, geotextile is placed under asphalt - prevents potholes
Corrosion - corrosive env, dry, wet, stress corrosion:
Corrosive environments:
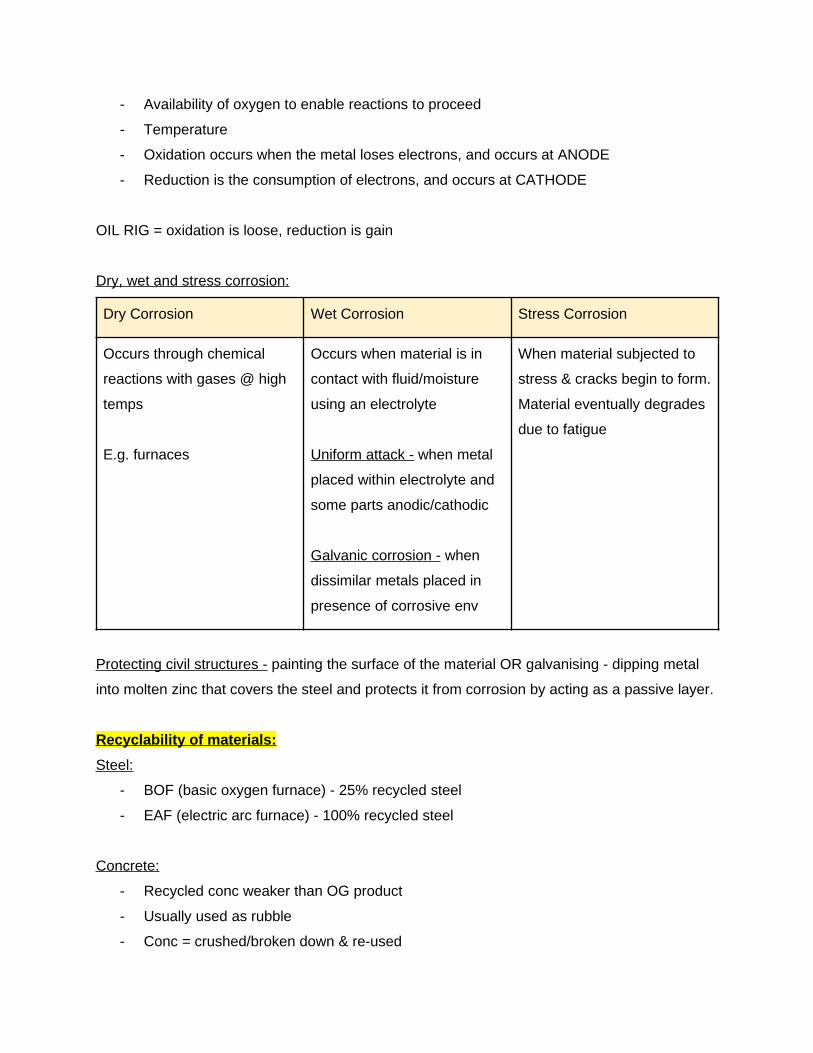
- Availability of oxygen to enable reactions to proceed
- Temperature
- Oxidation occurs when the metal loses electrons, and occurs at ANODE
- Reduction is the consumption of electrons, and occurs at CATHODE
OIL RIG = oxidation is loose, reduction is gain
Dry, wet and stress corrosion:
Dry Corrosion Wet Corrosion Stress Corrosion
Occurs through chemical
reactions with gases @ high
temps
E.g. furnaces
Occurs when material is in
contact with fluid/moisture
using an electrolyte
Uniform attack - when metal
placed within electrolyte and
some parts anodic/cathodic
Galvanic corrosion - when
dissimilar metals placed in
presence of corrosive env
When material subjected to
stress & cracks begin to form.
Material eventually degrades
due to fatigue
Protecting civil structures - painting the surface of the material OR galvanising - dipping metal
into molten zinc that covers the steel and protects it from corrosion by acting as a passive layer.
Recyclability of materials:
Steel:
- BOF (basic oxygen furnace) - 25% recycled steel
- EAF (electric arc furnace) - 100% recycled steel
Concrete:
- Recycled conc weaker than OG product
- Usually used as rubble
- Conc = crushed/broken down & re-used

Wood:
- Can be recycled for basic uses - furniture, pallets
- Dependent on type of wood
- Chips for garden mulch, playground covering
- Smaller chips to form wood composites
- Recycled as paper/cardboard
Asphalt:
- Limited use for recycled products
- Crushed and refined w other materials added to reproduce asphalt
Glass:
- Reused to produce glass again
PERSONAL & PUBLIC TRANSPORT
Testing of materials - hardness, impact:

Hardness Testing
Indenter forced into material - the harder it is to make a dent, the stronger the material
Brinell Hardness Test Vickers Hardness Test Rockwell Hardness Test
Tungsten carbide ball forced
into surface of material that
affect the surface finish
Small diamond indenter in
pyramid shape forced into
surface of material
= more accurate than BHT
Diamond pyramid and ball
indenters
= more convenient and least
impacted by surface
conditions
Impact Testing
Measure the energy needed to fracture specimen
Notched-bar Impact Test Izod Impact Test Charpy Impact Test
Simulate the response of a
material to sudden blow
Notch used to localise stress
conc
= reveals brittleness caused
by incorrect heat treatment,
faulty casting, and alloying,
and structural defects
Has a vertical test piece (I is
vertical - so is the specimen
used!!)
Has a horizontal test piece (H
for horizontal!!)

Visual testing
● Dye penetration
○ Dye or coloured liquid is placed on the surface of a component and excess is
wiped clean
○ Any cracks or imperfections on surface of component will be highlighted by the
dye remaining
○ Fast, simple, inexpensive
○ Used for small specimens and various materials
○ Difficult to detect small cracks
○ UV light is also used to help show up any imperfections
● Magnetic particle testing
○ Component is placed on a conducting rod, that produces a magnetic field about
the component
○ Fluorescent liquid of charged particles is sprayed over component
○ Fluorescent magnetic particles are drawn to the cracks by the conducting rod,
highlighting surface imperfections
Radiographic examination
● X-Rays
○ Favourable because a photo film is produced, for close analysis
○ Detects subsurface defects
○ Radiation is used to penetrate the item, with any voids allowing the rays to pass
through more easily, resulting in a dark area of film
○ Used on large objects

○ Longer/more expensive than visual testing
○ Exposure to radiation can be harmful to humans
● Gamma Rays
○ Effective when testing thick structures, i.e., steels
○ Can be used to examine joining methods, i.e., welds
○ Exposure to radiation can be harmful to humans
Ultrasonic testing
● Detects subsurface defects
● A probe transmits high frequency vibrations throughout the component as it passes over
the surface of a component
● Any imperfections within the component causes the vibration to be reflected without
travelling to the bottom
● Results are displayed on detection machine
Heat treatment of ferrous metals - annealing, normalising, hardening & tempering,
changes in macro/microstructure, changes in properties:
ANNEALING Annealing = heating & cooling of a metal to
produce SOFTEST STATE.
(i) relief of int stresses
(ii) produce UNIFORM GRAIN structure
(iii) to soften material 4 further
working/machining
Process Annealing: BELOW RED HEAT
- Heat steel btwn 550-650 degrees C
- Relieve INTERNAL stresses in
material
- Air cooled
- Complete recrystallisation of material
FERRITE crystallised to form equiaxed
grains, but pearlite grains remain elongated
Full Annealing: RED HEAT
- Heated above 923 degrees C
- Soaked
- Cooled within furnace - SLOW
process
- Produces softer steel
All grains changed to AUSTENITE
Oversoaking = large grains = weakened
structure
$$$
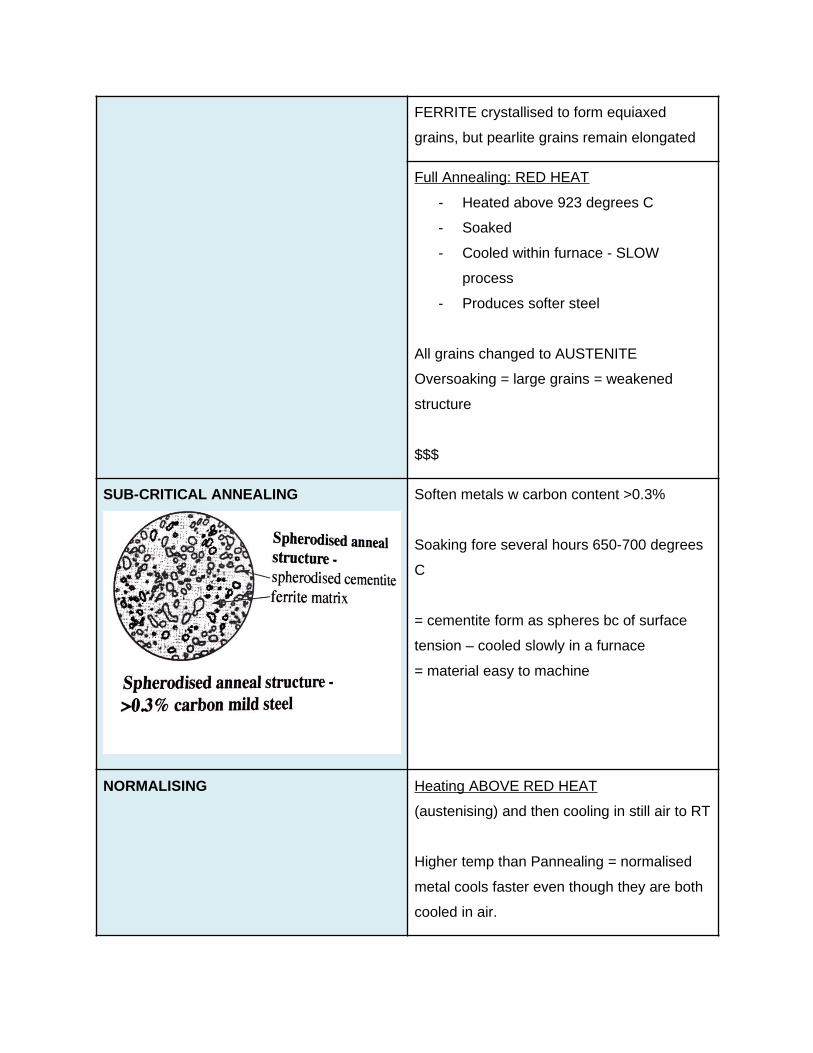
SUB-CRITICAL ANNEALING Soften metals w carbon content >0.3%
Soaking fore several hours 650-700 degrees
C
= cementite form as spheres bc of surface
tension – cooled slowly in a furnace
= material easy to machine
NORMALISING Heating ABOVE RED HEAT
(austenising) and then cooling in still air to RT
Higher temp than Pannealing = normalised
metal cools faster even though they are both
cooled in air.
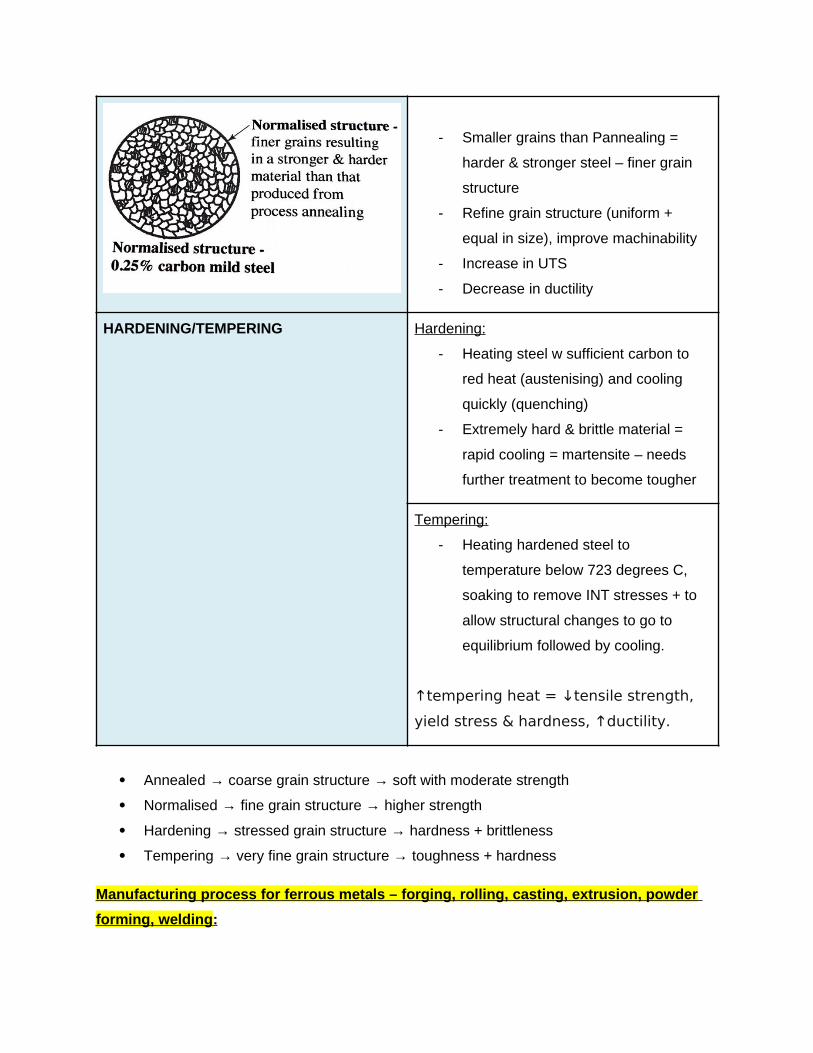
- Smaller grains than Pannealing =
harder & stronger steel – finer grain
structure
- Refine grain structure (uniform +
equal in size), improve machinability
- Increase in UTS
- Decrease in ductility
HARDENING/TEMPERING Hardening:
- Heating steel w sufficient carbon to
red heat (austenising) and cooling
quickly (quenching)
- Extremely hard & brittle material =
rapid cooling = martensite – needs
further treatment to become tougher
Tempering:
- Heating hardened steel to
temperature below 723 degrees C,
soaking to remove INT stresses + to
allow structural changes to go to
equilibrium followed by cooling.
↑tempering heat = ↓tensile strength,
yield stress & hardness, ↑ductility.
Annealed → coarse grain structure → soft with moderate strength
Normalised → fine grain structure → higher strength
Hardening → stressed grain structure → hardness + brittleness
Tempering → very fine grain structure → toughness + hardness
Manufacturing process for ferrous metals – forging, rolling, casting, extrusion, powder
forming, welding :

FORGING Forging:
- Forming metals by compressive
forces = above recrystallisation
temp
- Produces grain flow in metal =
better mechanical prop than
produced by casting/machining.
= valves, bolts, gears, connecting rods.
Closed Die Forging:
- Squeezing of hot metal between 2
shaped dies and the excess metal
trimmed off in trimming die
Drop Forging:
- Form of closed die forging
- Upper die dropped onto lower die
Open Die Forging:
- When metal hammered/pressed by
a vertically moving tool onto a
stationary tool
ROLLING Rolling:
- Metals pressed into shape through
rollers. LIKE PASTA/DOUGH!!
Hot Rolling:
- Done to reduce ingots and billets to
required shape
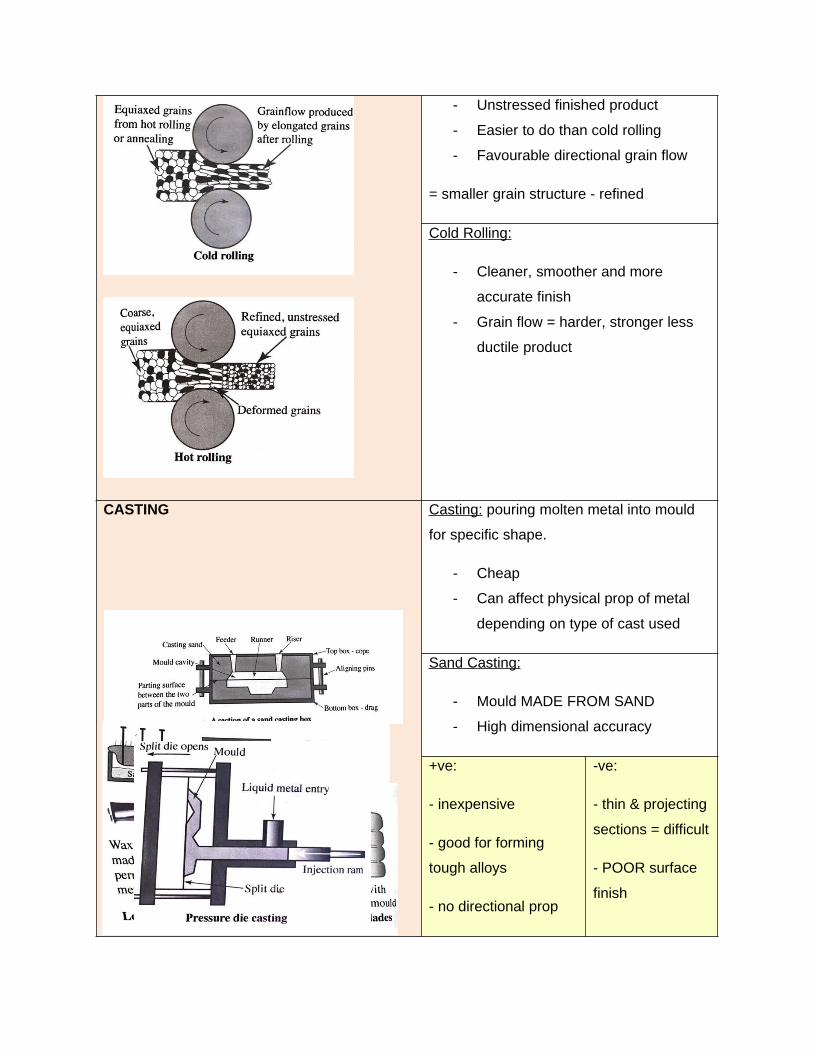
- Unstressed finished product
- Easier to do than cold rolling
- Favourable directional grain flow
= smaller grain structure - refined
Cold Rolling:
- Cleaner, smoother and more
accurate finish
- Grain flow = harder, stronger less
ductile product
CASTING Casting: pouring molten metal into mould
for specific shape.
- Cheap
- Can affect physical prop of metal
depending on type of cast used
Sand Casting:
- Mould MADE FROM SAND
- High dimensional accuracy
+ve:
- inexpensive
- good for forming
tough alloys
- no directional prop
-ve:
- thin & projecting
sections = difficult
- POOR surface
finish

- defects:
cracking,
porosity, blow
holes, piping.
Shell Moulding:
- Making a copy of desired part and
surrounding it with special sand that
has thermosetting resin that
hardens when heated.
Investment casting:
- Special wax runs through accurate
metal mould to produce exact WAX
replica.
Die Casting:
- Metal forced into mould cavity
under pressure
Centrifugal Casting:
- Molten metal injected into
SPINNING mould
- Forces molten metal to stick to
interior of metal

EXTRUSION Extrusion: metal forced through die, so it
takes shape of the die as it passes
POWDER FORMING Powder Forming:
- Metal powder mixed with other
materials and poured into mould at
RT
- Mixture pressed into mould 4
desired shape
- Pressure = particles together
- Pressed item = sintered in
controlled atm furnace
- Heated 2 temp. Where atoms are
allowed 2 diffuse between grains,
producing uniform grain structure
- Used = form brake pads →
materials with different properties
mixed together to give superior final
product
- Difficult to produce certain shapes
WELDING Electric Arc Welding:
- High elec current produces an arc
btwn work & electrode that jumps
from electrode 2 work.
- ↑ temps that melt the electrode and
part of the work metal = VERY

strong joint
- Strong, convenient, LOW COST &
flexible method of joining ferrous &
non-ferrous metals
Shielding:
- To an inert gas shield that is
directed over the molten metal
during welding
MIG = Metal-Inert-Gas, for general
welding & welding aluminium
TIG = Tungsten-Inert-Gas, for welding
stainless steels, aluminium
PAW = Plasma-Arc-Welding, more
precision than TIG
Electrical Resistance Welding:
- Produces ↑temps to melt metals by
passing an elec current through
interface of joint that creates
resistance heating at joint,
Butt welding – 2 surfaces which butt up to
each other
Seam welding – line of welded material
btwn 2 sheets
Spot welding – spot btwn two Cu
electrodes welded on either side of the
metal
Gas Welding:

- ↑ temp flame to melt parent metal w
filler rod being used to provide extra
metal 4 joint
Solid State Welding:
- Bonding 2 metals in SOLID STATE
Pressure welding – ductile metal pressed
onto similar/dissimilar metal – cladding of
Al drink cans
Friction Welding – 2 spinning
surfaces/spinning tool over surfaces to be
joined = sufficient heat to form bond as
strong as parent metals
Explosive Welding – 2 surfaces forced
together by controlled explosive charge.
Manufacturing processes for non-ferrous metals: alloying, annealing, solid solution
hardening:
Aluminium Brass Bronze
- Non-corrosive
- Lightweight
- Good strength to
weight ratio
- Easily fabricated
- Very good electrical
conductivity
- Ductile
- Alloy of copper and
zinc
- Corrosion resistance
- Cannot spark
- Low coefficient of
friction
- Alloy of copper and tin
- Excellent corrosion
resistance→ from
oxidization
- Hard
- Brittle

Aluminium silicon:
- Good casting
properties
- More corrosive than
pure aluminium
Aluminium copper:
- High strength
- Good electrical
conductivity
- More corrosive than
pure aluminium
- Hard
Aluminium silicon-
magnesium:
- Medium strength
- Weldable
- Car doors
Annealing:
Annealing is used to relieve any internal stress in a cold worked alloy. This results in an
equiaxed grain structure.
Precipitation hardening:
- Step 1-Solution Treatment: The alloy is heated to 530 degrees until the β phase
dissolves to produce a homogenous sing phase alloy. It’s then quenched to room
temperature.
- Step 2-Aging: Over time the trapped β phase precipitates out on stress planes within the
quenched phase, thus restricting dislocations and strengthening the alloy

Ceramics and Glasses – as an insulation material, laminating & heat treatment of glass,
structure/prop:
Semiconductors
they are essentially poor conductors, but they will allow a current to flow past
N-type semiconductor-an excess of electrons
P-type semiconductor-a deficiency of electrons
Semiconductors are most important for the use of a p-n junction. This is where a layer of p-type
and a layer of n-type are butted against each other. What this does is form a one-way gate for
electricity to flow through.
Extra shit: This is accomplished due to the depletion zone. This is a gap between the positive
and negative charges of the semiconductor material. If the current flows in one direction, the
unlike particles attract, which reduces the depletion zone and allows current to flow.
Ceramics
Ceramics have a greater tolerance to heat than metallic alloys. This means, if used, engines will
not require a cooling system which is responsible for the loss of 20% of the heat energy the
motor uses. Ceramics may lead to improved thermal efficiency and better fuel efficiency.
Glass
HIGH SILICA GLASS Refined from borosilicate glass and is nearly
entirely silica.
- perfectly clear and are used in
situations that experience great heat.
- E.g., of these applications include
missile cones and space vehicle
windows.
SODA LIME GLASS - It will not recrystallise, water resistant
and is cost effective.
- used for window and plate glass,
bottles, tableware, electric light bulbs
and windscreens.
BOROSILICATE GLASS - 20% boron and silica.
- good chemical resistance and low
thermal expansion.
- used in electrical insulation, gauge
glasses for laboratory ware, and
domestic cooking and ovenware.
LEAD GLASSES - 40% lead.
- They have a high refractive index,
which makes them optically clearer
which means they are used
extensively for optical glass.
- used for thermometer tubes and
tableware.
Heat treatment
Tempered glass - Heat treatment of glass increases resistance to fracture by creating
compressive surface layer
Glass heated to around 650˚C
Subjected to air quench → rapidly cools surface
Cooling surface contracts → placed under compression
Laminated glass
Consists of a sandwich of two layers of glass and a polymer interlayer of PVB joined
under heat and pressure
Polymers – thermosoftening, textiles, extrusion, injection moulding, blow moulding,
structure/prop:
Basic structure consists of molecules composed of repeating atoms of the same element that
are joined together by chains.
- The basic unit of any polymer is the carbon atom - forms the backbone of the polymer
chain.
- Different polymers with different properties can be produced when replacing the
hydrogen atom with another element.
Thermoplastics - covalent bonds (atoms sharing same electrons and hence fusing them
together) form the polymer chains but only weak secondary bonds between the chains →elastic,
malleable
Thermosets - covalent bonds (atoms sharing same electrons and hence fusing them together)
form both the polymer chains and secondary bonds between the chains →rigid, strong, less
elastic
Applications – thermoplastics - In transportation systems, thermoplastics are mainly used as
interior components (dashboards, linings etc.)
Applications – thermosets - In transportation systems, thermosets are mainly used as interior
components and textiles, however in some modern transportation systems composite
thermosets (more than 2 substances combined) can be used to make exterior parts such as
body panels. Exterior components of boats → waterproof, rigid, buoyant, hard, tough
Engineering textiles
Thermosets act as binder for textiles → adds tensile and compressive strength and durability to
textile

Manufacturing processes for polymer component
- Injection moulding - plastic is heated from granular form and melted into resin form and
then injected through a die by way of a ram into a cavity or cast → usually
thermoplastics
- Extrusion - plastic is heated from granular form and melted into resin form and then
injected through a die by way of a ram onto a conveyer belt to cool
- Compression moulding – in granular form, plastic is placed in mould where heat and
pressure is applied to melt the plastic allowing it to flow within cavities → used for
thermosets
AERONAUTICAL ENGINEERING
Aluminium and its alloys used in Aircraft
- Aluminium and its alloys are desired in aircraft due to their low density
- The precipitation hardening of duralumin is an important alloy for aeronautical
engineering.
- Pure aluminium and duralumin can be rolled together, and pressure welded so that
duralumin can gain the corrosion resistance that aluminium offers.
Polymers
- Polymers are used as a solution to reduce the weight of the aircraft.
Composites
Carbon Fibre
- It is lightweight, has very high specific strength and a high modulus of elasticity.
- is also used for its resistance to cyclic stress that carbon fibre exhibits
- An example of its use may include the Boeing 737 and A330 Airbus for control surfaces
and wingtips
- its disadvantage is failure is sudden and often catastrophic.
Aramid Fibre
- Often referred as Kevlar, it is more impact resistant in comparison to carbon fibre. It is
important in battle situations as shrapnel and debris has the potential to cause damage
to the aircraft.
Metal Matrix Composites
- Used to simply improve the property of a material for example, boron fibre aluminium is
used to improve tensile strength
- They are difficult to manufacture
- Capable of withstanding high temperatures
Adhesives
- Epoxy adhesives are used to join composite aircraft surfaces to the base structures.
Corrosion: Corrosion poses as a large problem in aircraft design as the frames and skin of the
aircraft already stressed, so weakening via corrosion is a major concern
- Composites offer resistance to electrochemical corrosion; UV light and the weather may
degrade them.
Pit and Crevice Corrosion:
- this is a concentration cell that occurs because of different oxygen levels at the top and
bottom of a crevice
- Moisture forms in these gaps each time the aircraft passes what is known as a dew
point, which is a particular combination of pressure, temperature and moisture content in
the air.

Aircraft are always having moisture of them because:
- Condensation on the airframe from temperature changes in atmosphere of Airborne
moisture accumulating rain
TELECOMMUNICATIONS ENGINEERING
Voltage, Current and Insulation
- A material resistivity must be assessed and checked before its use
- High resistivity = insulator, low resistivity=conductor
- Allowing a current with a certain potential difference is a method of assessing the
material, this and the use of Ohm’s Law, telecommunications engineers can find
information about length and cross-sectional area of a conductor.
- Multimeters and Cathode Ray Oscilloscopes are used to test electrical quantities.
Copper and its Alloys, used in Telecommunications
- Copper in terms of conductivity, is second only to silver but it’s much more cost effective.
Pure Copper
- Pure copper is an excellent conductor, but impurities may lower this trait. So, keeping
impurities low is essential.
Copper Cadmium Alloy
- Has good wear resistance and greater strength than pure copper which reduces the
number of support towers per kilometre of overhead cable.
- The microstructure of annealed Copper Cadmium is an equiaxed single-phase structure
where all the Cd (cadmium) is dissolved in the solid copper.

Semiconductors Diodes
- Used in devices as one-way components. Zener diodes that act as a one-way
component up to a certain voltage. Beyond this voltage, current begins to flow both
directions through the diode.
Light emitting Diodes (LEDs)
- These diodes give off light and are extensively used as indicators doe
telecommunication equipment.
- The current can only flow in one direction and a visible radiation is emitted.
- They offer greater reliability and less power consumption than conventional lamps.
Integrated circuits
- They are a complex miniaturised circuit containing various semiconductors and other
electronic components. Various types are available, each with a differing function.
Lasers
- These are a type of semiconductor where; by creating to pn junctions, and passing a
large forward bias current through them, the electrons hols recombine and give off
photons. These are used in CD players and signal transmitters for fibre optic systems.
Polymers
- Polymers find extensive use in telecommunications
- Used for insulation and casings for various devices.
- Manufacturers make extensive use of polymer casings for mobile and fixed telephones.
- Polymers offer insulation, shock resistance and also lend themselves to mechanised
production by injection moulding.
Fibre Optics
- They function around the concept of transmitting electronic information, encoded onto a
light beam.
- A fibre optic system consists of three parts: a device to convert electric current into light,
the cable to carry the light and a receiver to convert the light back into electric current.
- Fibre optic cables are lighter and less expensive than copper cables and are less
affected from interference.
- The primary reason for their use is that it can carry hundreds of times more information
than can be carried on a copper wire.
Types and Applications
- Single mode- it means a more narrows cable diameter. It is more favoured for long
distance telecommunications as it has the highest bandwidth and suffers the least from
losses of light. It is also more costly to manufacture.
- Multimode – These cables have a larger inner core diameter. There are two types;
graded index and stepped index. With a larger diameter core, light waves can take
differing paths, which in turn means they take different times to reach their destination.
Graded index uses a refractive index which allows the cable to flow through the cable
instead of reflecting along it.


















