
Emisión Acústica brochure
34
EMISIÓN ACÚSTICA ANTECEDENTES DE INSPECCIÓN EN INSTALACIONES DE PRODUCCIÓN DE PETRÓLEO: RECIPIENTES A PRESIÓN TORRES CONTACTORAS DE AMINAS COLUMNAS DE DESTILACIÓN DESPROPANIZADORAS, GASOLINA COMPRESORES TANQUES API CAÑERÍAS SOTERRADAS DE CONDUCCIÓN CAÑERÍAS DE FIBRA DE VIDRIO SEPARADORES DE GAS CALENTADORES DE PETRÓLEO FREE WATER OTROS: MONITOREO CONTÍNUO PARA PLANTAS: TRATAMIENTO DE GAS CRIOGÉNICAS Marcos A Minacore EA Testing Arg. SA Av. 44Nº 2053 La Plata B1910BJG Bs As - Argentina Phone. (54221) 4795196 mail. [email protected] móvil. (54221) 6185751
-
Upload
minacore -
Category
Presentations & Public Speaking
-
view
80 -
download
1
Transcript of Emisión Acústica brochure

EMISIÓN ACÚSTICA
ANTECEDENTES DE INSPECCIÓN EN INSTALACIONES DE
PRODUCCIÓN DE PETRÓLEO:
RECIPIENTES A PRESIÓN
TORRES CONTACTORAS DE AMINAS
COLUMNAS DE DESTILACIÓN DESPROPANIZADORAS,
GASOLINA
COMPRESORES
TANQUES API
CAÑERÍAS SOTERRADAS DE CONDUCCIÓN
CAÑERÍAS DE FIBRA DE VIDRIO
SEPARADORES DE GAS
CALENTADORES DE PETRÓLEO
FREE WATER
OTROS:
MONITOREO CONTÍNUO PARA PLANTAS:
TRATAMIENTO DE GAS
CRIOGÉNICAS
Marcos A Minacore
EA Testing Arg. SA
Av. 44Nº 2053 La Plata B1910BJG
Bs As - Argentina
Phone. (54221) 4795196
mail. [email protected]
móvil. (54221) 6185751

MONITOREO POR EMISIÓN ACÚSTICA DURANTE LA SOBRE
PRESURIZACIÓN
¿Qué es la Emisión Acústica?
Es una técnica empleada para detectar, medir y localizar ondas de sonido originadas durante una
repentina liberación de energía, como consecuencia de las deformaciones del material.
Las fuentes de emisión acústica, originadas por ejemplo en propagación de fisuras, en
deformaciones plásticas, en mecanismos de corrosión y desgaste, etc. son detectadas por sensores
montados sobre la superficie de los equipos.
Algunos de los beneficios de utilizar esta tecnología son los siguientes:
•Los equipos son testeados sin necesidad de ingresar a los mismos, minimizando los posibles
problemas operativos y/o los que surgen en las paradas de planta y posteriores puestas en servicio,
extracción de aislaciones, etc.
•Se detectarán los defectos activos o significantes, los cuales pueden afectar la integridad
estructural del equipo. Emisión Acústica no detectará los defectos pasivos o los defectos que no
están creciendo bajo el efecto de la tensión aplicada.
•Toda la estructura es monitoreada en un único test. Esto aporta una cobertura mayor que las
tradicionales técnicas no destructivas, tales como flujo magnético, ultrasonido, tintas penetrantes o
radiografiado.
Procedimiento:
Uno de los más reconocidos procedimientos por monitoreo con emisión acústica por sobre
presurización es el procedimiento denominado PRESIÓN CONTROLADA.
Este procedimiento consiste en una secuencia de presurización que puede comenzar al 90% de la
presión normal de operación y finalizar con un mantenimiento de la presión durante un período de 30
minutos al 110% de la presión normal de operación (o la más alta presión alcanzada por el recipiente
durante los últimos seis meses.).
La sobre presurización puede hacerse con el producto habitual o con nitrógeno.
El monitoreo por Emisión Acústica puede también realizarse durante la sobre presurización durante
el test hidrostático. Es de suma importancia no exceder la presión del test previo a la fecha del
ensayo por Emisión Acústica.


En la tabla 1 se da una comparación entre la Emisión Acústica y métodos
tradicionales de pruebas no destructivas.


INFORMACION ÚTIL DE LAS SEÑALES DE
EMISION ACUSTICA


American Society of mechanical engineers (ASME)
Sec V Article 11, 12 y 13
American Society for Testing and Material (ASTM)
E569-85, E610-82, E650-85, E749-80, E750-80, E976-84, E1002-84,
E067-85, 1106-86, E1118-86, F914-85.
The Japanese Society For NDI (NDIS)
NDIS-2106, NDIS2109, NDIS-2412.

DEFECTOS SUPERFICIALES EN TORRES Y REACTORES
(EN SERVICIO)

DISCONTINUIDAD DE SERVICIO EN TORRES SEPARADORAS
CONTACTORAS Y DESTILACIÓN

Normativa para determinación de pérdidas en
tanques
Usando EA.



Corrosión Fisuras por Fatiga
exterior laminar
bacterian
a
interior
exterior
Zonas de
mayor tensión
estructural
Mecanismos de fallas estructurales Típicos en Tanques API
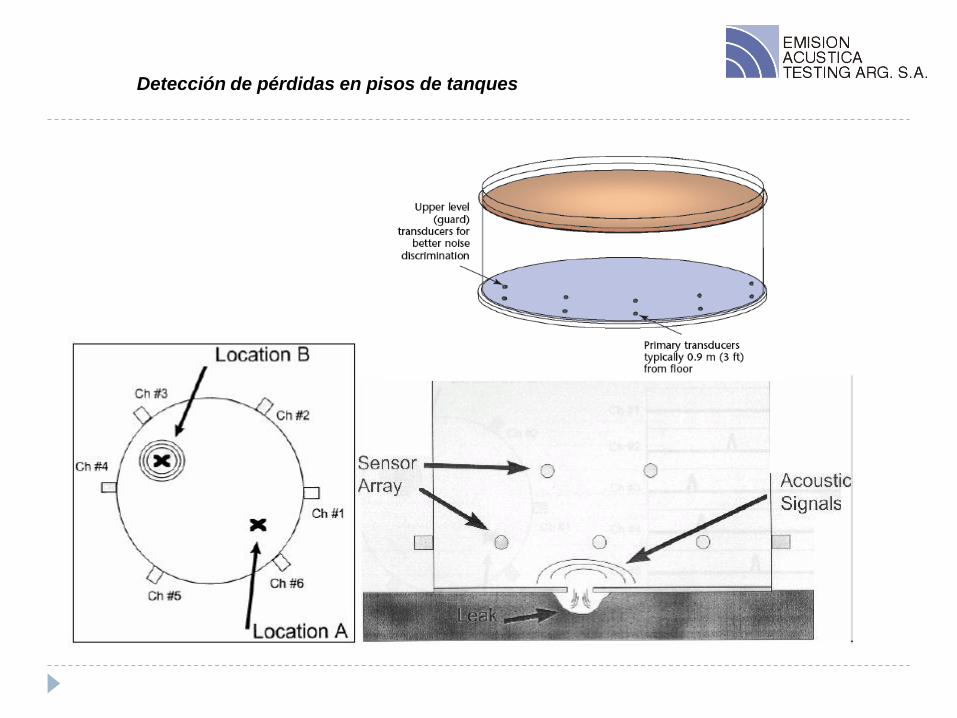
Detección de pérdidas en pisos de tanques
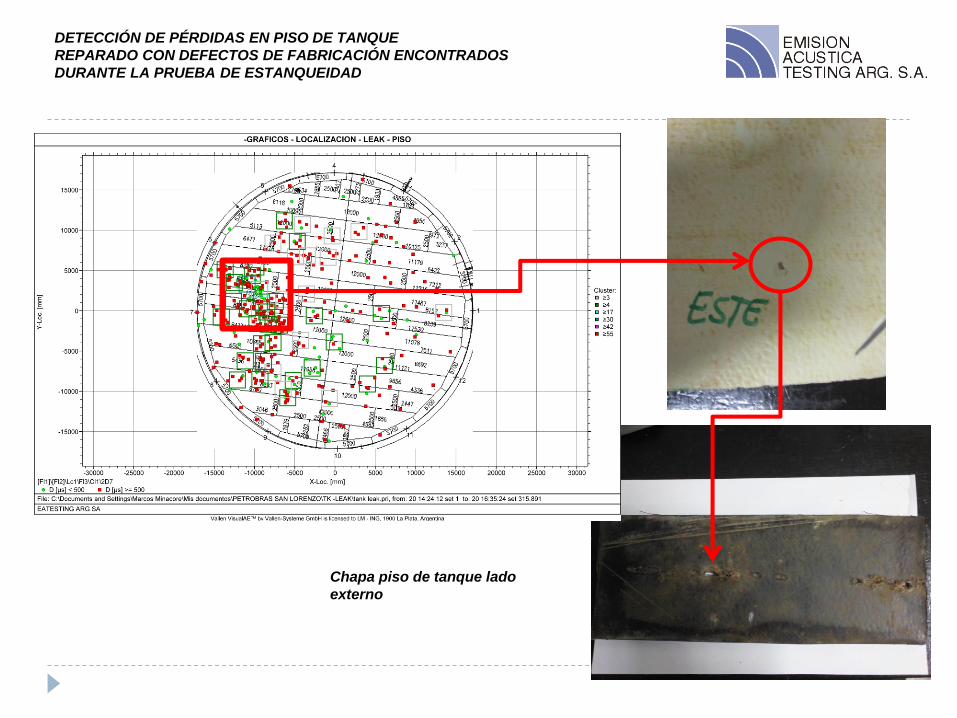
DETECCIÓN DE PÉRDIDAS EN PISO DE TANQUE
REPARADO CON DEFECTOS DE FABRICACIÓN ENCONTRADOS
DURANTE LA PRUEBA DE ESTANQUEIDAD
Chapa piso de tanque lado
externo
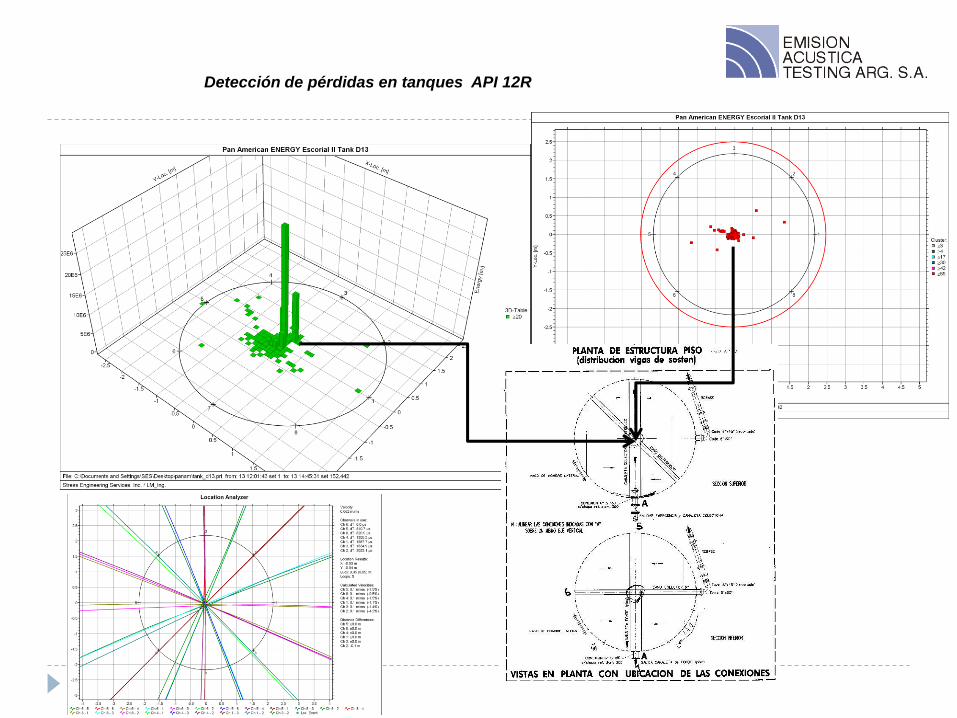
Detección de pérdidas en tanques API 12R
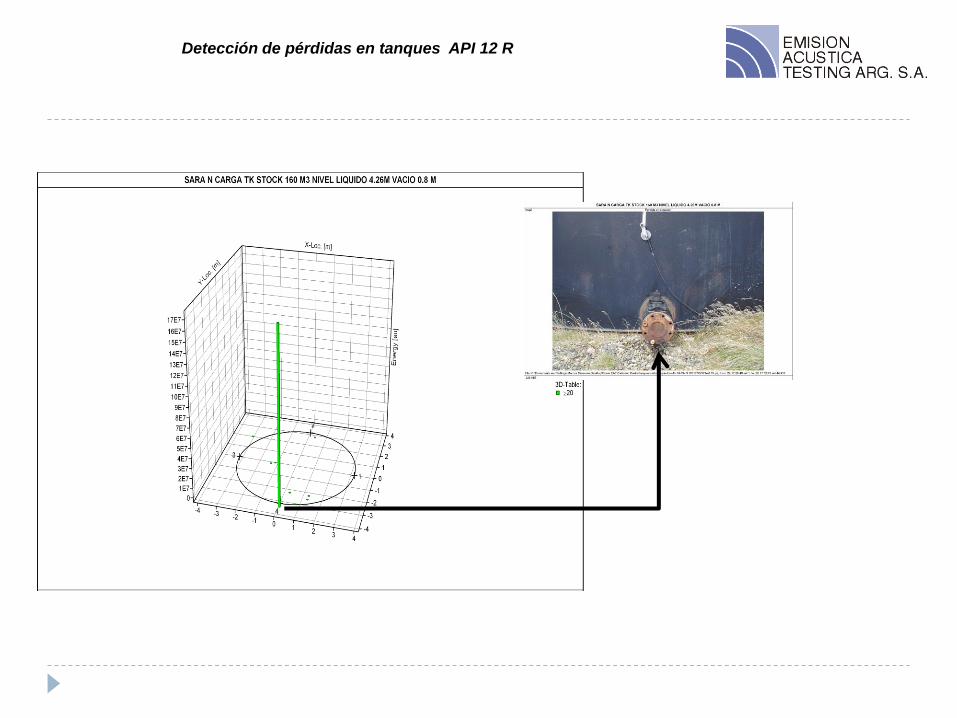
Detección de pérdidas en tanques API 12 R

Pérdida de la válvula de
recirculación
ZOCALO
ZOCALOENVOLVENTE
SENSOR DE
EA.
PISO
PARED DEFECTUOSA
Defectos encontrados con EA en tanques API 650
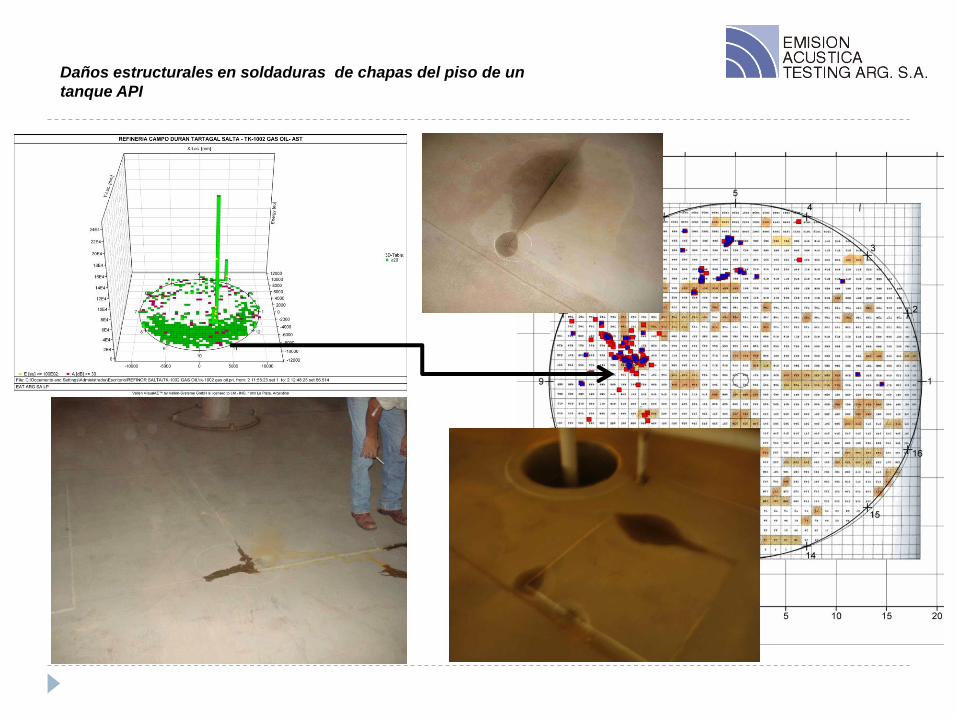
Daños estructurales en soldaduras de chapas del piso de un
tanque API

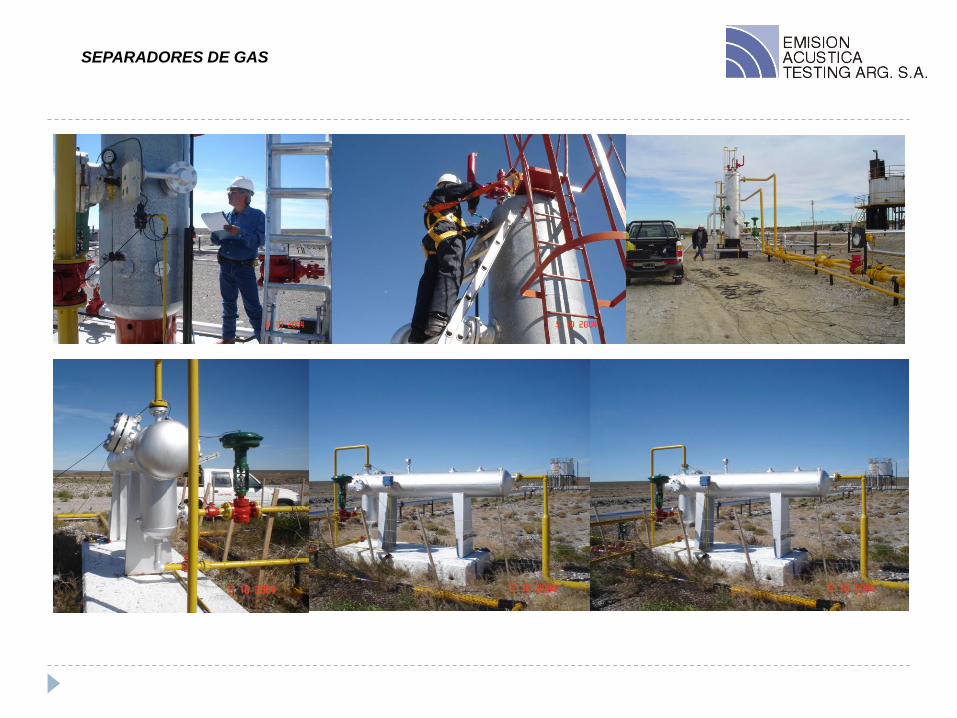
SEPARADORES DE GAS

DEFECTOS EN SEPARADORES DE GAS EN
CASQUETE INFERIOR EN SERVICIO AL 10% DE LA
PRESIÓN DE OPERACIÓN

SCRUBBER DE COMPRESORES DE GAS EN SERVICIO DISCONTUNIDADES POR
FATIGA DURANTE LA PUESTA EN MARCHA

SCRUBBER DE COMPRESORES DE GAS
EN SERVICIO
CALENTADORES DE FUEGO INDIRECTO

DEFECTOS EN CALENTADORES DE PETRÓLEO EN
SERVICIO
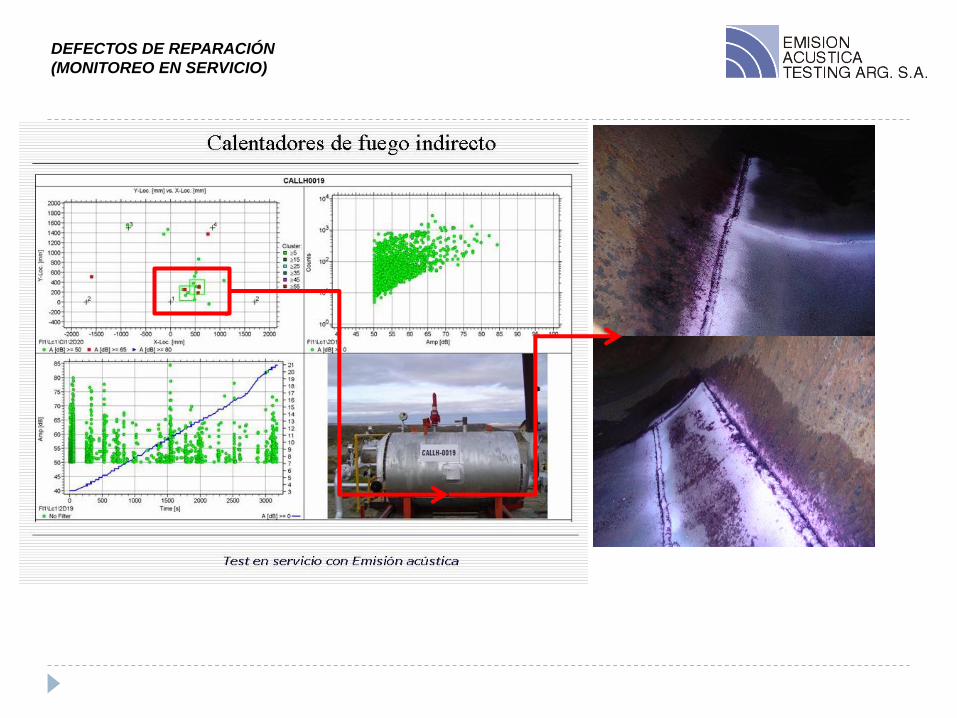
DEFECTOS DE REPARACIÓN
(MONITOREO EN SERVICIO)

CAÑERÍAS SOTERRADAS PARA CONDUCCIÓN DE
PETRÓLEO

DETECCIÓN DE PÉRDIDA AL 10% DE LA PRESIÓN DE
OPERACIÓN

DETECCIÓN DE PÉRDIDAS A PRESIÓN DE
OPERACIÓN EN UN CRUCE DE CALLE
Derrame de
Producto
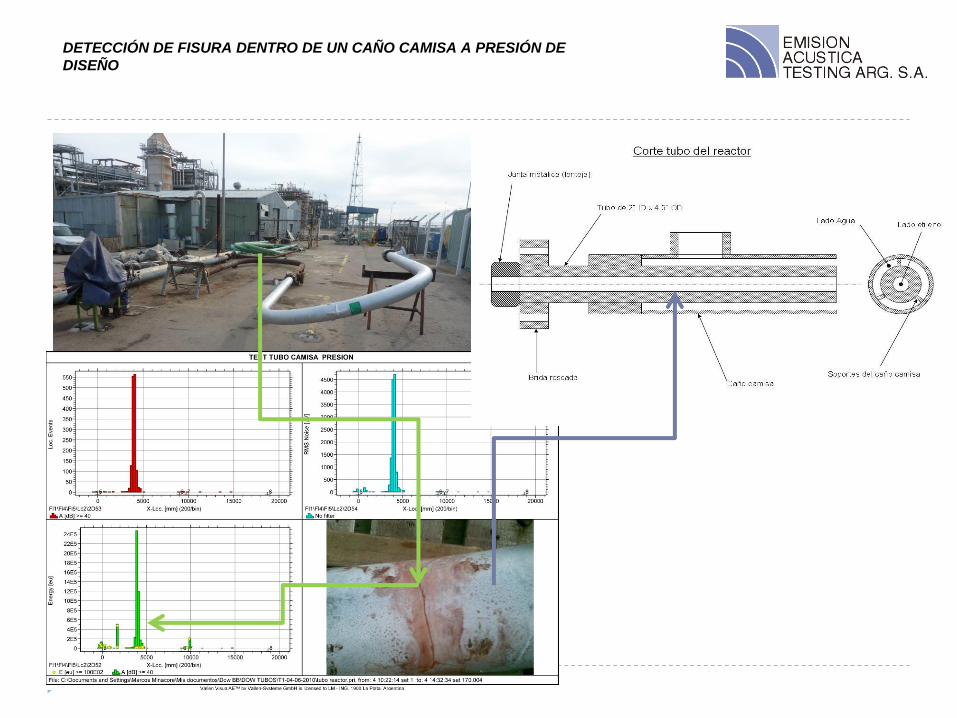
DETECCIÓN DE FISURA DENTRO DE UN CAÑO CAMISA A PRESIÓN DE
DISEÑO

ASME Sec. V Art. 11
“ACOUSTIC EMISSION EXAMINATION OF FIBER-REINFORCED PLASTIC
VESSELS”
Delaminación despegue de fibra


















