Elval Colour "Fabrication Manual for Etalbond"
56
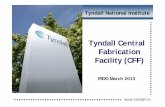
FABRICATION MANUAL FOR CASSETTES Health and Safety Normal safety and health precautions practiced in any fabricating environment should be used when fabricating ETALBOND® and ETALBOND® FR material. Gloves, steel toed boots, goggles, helmets, dust masks, and hearing protection, should always be worn. It is mandatory to wear googles and dust masks when working with ETALBOND® FR material. Product Description ETALBOND® and ETALBOND® FR are a sandwich type composite panel consisting of a non-toxic polyethelene core or a fire resistant core permanently bonded between two aluminium sheets. ETALBOND® sheets are produced in core thickness of 2mm, 3mm and 5mm with an aluminium thickness of 0,50mm. Standard widths are 1250mm and 1500mm and standard lengths are 3200mm. The total thickness of ETALBOND® is 3mm, 4mm and 6mm and the ETALBOND® FR is 4mm and 6mm. The bonding of aluminium sheets with the core is realized with the simultaneous application of mechanical and chemical methods under high temperatures. The final stage of production results in a strong and exceptionally rigid and flat panel. ETALBOND® is a technologically advanced product whose unique features fit in a variety of applications. Aluminium skin Adhesive layer Adhesive layer Aluminium skin LDPE or Fire Resistant core Figure 1 FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 1
-
Upload
jaime-manuel-cavazos -
Category
Documents
-
view
116 -
download
3
description
We designed and developed this fabrication manual for ETALBOND which is one of the core products of Elval Colour. Aluminium composite panels are the cladding of choice for most architects and engineers when designing with high building requirements.
Transcript of Elval Colour "Fabrication Manual for Etalbond"

FABRICATION MANUAL FOR CASSETTES
Health and Safety
Normal safety and health precautions practiced in any fabricating environment should be usedwhen fabricating ETALBOND® and ETALBOND® FR material. Gloves, steel toed boots, goggles,helmets, dust masks, and hearing protection, should always be worn. It is mandatory to weargoogles and dust masks when working with ETALBOND® FR material.
Product Description
ETALBOND® and ETALBOND® FR are a sandwich type composite panel consisting of a non-toxicpolyethelene core or a fire resistant core permanently bonded between two aluminium sheets.ETALBOND® sheets are produced in core thickness of 2mm, 3mm and 5mm with an aluminiumthickness of 0,50mm. Standard widths are 1250mm and 1500mm and standard lengths are3200mm. The total thickness of ETALBOND® is 3mm, 4mm and 6mm and the ETALBOND® FR is4mm and 6mm. The bonding of aluminium sheets with the core is realized with the simultaneousapplication of mechanical and chemical methods under high temperatures. The final stage ofproduction results in a strong and exceptionally rigid and flat panel. ETALBOND® is atechnologically advanced product whose unique features fit in a variety of applications.
Aluminium skin
Adhesive layer
Adhesive layer
Aluminium skin
LDPE or Fire Resistant core
Figure 1
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 1

_.
Tolerance: +0,2mm
(d1-d2) ≤3mm
t = 3, 4, 6mm L=2000-4000 Tolerance: -0/+4mmL=4001-6000 Tolerance: -0/+6mmL=6001-8000 Tolerance: -0/+10mm
Toler
ance
: -0/
+2mm
_
_L < 8000mm
w<1500
mm
d1
d2
Length(mm)
Max Curvature(mm)
3200>3200
9.60.003 x Length
Max Curvature(mm)
Length(mm)
12501500
56
Tolerances:
ETALBOND® and ETALBOND® FR are manufactured to exact tolerances with state-of-the-artequipment. All dimensional tolerances must be in accordance with Appendix D of the Standard EN14509. The thickness of the panels should have a tolerance of ±0,15mm for panels 3 and 4mmthick, and ±0,20mm for panels 6mm thick. The flatness should be visually flat with a maximumdeviation of 0,60mm over 200mm. The panels should have an acceptable deviation of squareness± 0,6% of the panel width. The panel length should be measured the center of the panel andshould have a tolerance of ±5mm for L ≤ 3000mm and ±10mm for L > 3000mm. The panelwidth should be measured at 200mm from each edge of the panel and at the centerline. Theacceptable tolerance for the width of the panel is ±2mm. (See figure 1)
ETALBOND® and ETALBOND® FR are manufactured to exact tolerances with state-of-the-artequipment. All dimensional tolerances must be in accordance with the manufacturer standards.
Declared tolerances for ETALBOND® , and ETALBOND® FR:
Figure 2
Table 1. Acceptable tolerance of curvature
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 2

Packaging
The ETALBOND®/ ETALBOND® FR sheets are packaged and delivered on cushioned, woodenskids with three layer corrugated cardboard paper 4mm thick over on the top and under thebottom sheet. Each pallet is covered with a loose polyethylene wrap all around the ETALBOND®/ETALBOND® FR sheets and wooden cross members are used for stiffness on the top and thebottom. The pallet is held together with steel strapping. (See figure 2)
Handling
ETALBOND®/ ETALBOND® FR without stiffeners and edge forming should be handled with care.Long sheets will sag in the middle and should be supported correctly. A protective film with anultraviolet barrier is placed on the panel to protect the finish during transportation, fabrication,and installation. There are arrow indications on the protective film, and the cassettes shouldalways be cut and installed with the arrows in the same direction (See figure 3). Worktablesurfaces should be clear of debris and metal shavings which may penetrate the film and scratchthe panel surface. The etalbond panels should be secured against slippage during transport.Never pull or push panels over the edge during loading or unloading situations as there is thepotential to scratch the coated surface. Instead the panels should be lifted by holding them fromboth ends. Transport protection films must not be exposed to direct sunshine or to heat forperiods longer than 15 Days. It is recommended that the protective film be removed immediatelyafter installation.
Figure 3
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 3

When loading or unloading etalbond panels with the use of a forklift, make sure that the lifts areset to their maximum distance apart and located centrally between the pallets. Pallets should beunloaded one by one and placed on even ground. When unloading the panels lifting slings will berequired. Make sure that that lifting slings are in place, in good condition, located with protectionto the bottom panel and that package is balanced. Ensure that no people are below the palletduring a lifting operation. ELVAL COLOUR recommends the use of approved types of lifting orsuction equipment or panel clamps for the safe and easy installation of etalbond panels.
Storage of Panels
Panels should be kept stored in dry and well ventilated areas under normal temperatures. Protectpallets during storage against rain, penetration of moisture and condensation. Only pallets ofidentical size should be stacked, with a maximum of 4 pallets stacked on top of each other. WhenETALBOND®/ ETALBOND® FR has to be stacked in high piles use intermediate layers of woodor plastic and protected against humidity. The correct storage of panels or pallets is on horizontalracks. Flat storage protects panels from warping. Caution should be paid that the pre-coatedsurface is protected from any potential scratching. It is suggested not to unpack palettes untilready for use. After unpacking, restore remaining panels horizontally into the palette. Do notstore ETALBOND®/ ETALBOND® FR in dusty places.
Figure 4
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 4

Shearing
ETALBOND®/ ETALBOND® FR can be easily sheared with a punching machine or shearingmachine. However, shearing should be avoided when the edge of the panel is exposed to theenvironment. A shock-absorbing rubber pad should be used when shearing ETALBOND® in orderto avoid damaging the surface of the panel.
Sawing and Routing
Existing machinery and tooling used for woodworking and metalworking can be used withETALBOND®/ ETALBOND® FR. Prior to processing large quantities trial cuttings should be doneto evaluate both the tool working tolerances and the recommended cutting speeds. Table sawsare not recommended for dimensions larger than 1200mm x 1200mm. ETALBOND®/ETALBOND® FR can be cut to any shape with a jig saw. It is recommended to select the toolgeometry and cutting conditions in such a manner as to minimize the frictional forces developedwhen sawing and routing. ELVAL COLOUR recommends that you use a custom tool supplier.
Line cuts
ELVAL COLOUR recommends an 8” diameter saw blade with extra fine, carbide tipped, 60 tooth,combination rip and crosscut blades. Blades should be maintained and replaced according to theblade manufacturers specifications.
Routed cuts
A special circular saw blade should be used that produces a groove of 105° with a flat surface of2mm for panels bent to 90°. (See figure 4) Carbide blade teeth are recommended. Band sawsand jig saws should be chosen according with the characteristics outlined in the chart below (Seefigure 5). Router bits should be used to machine the 105° V-groove in the ETALBOND®/ETALBOND® FR panels. The bit should have an angle of 105° and a flat surface of 2mmnecessary for creating the proper groove for bending 90° (See figure 6). Saw blades have abetter capacity to machine the product while dissipating the heat generated at a more rapid rate.When routing the panels in a 105° V-groove a minimum of 0,3mm of core should remain (Seefigure 7). When routing the panels in a 135° V-groove a minimum of 0,5mm of core shouldremain (See figure 8). This technique is mandatory for ETALBOND® and ETALBOND® FRpanels, and must be included in the quality inspection process. Automated panel saws canstreamline the fabrication process and are available through equipment manufacturers anddistributors.
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 5

Figure 5. Carbide tip saw blade for cutting non-ferrous metals
20°
5° 2mm
105°
Circular Saw Band Saw Reciprocating Saw
Blade material Carbide tip Tempered spring strip steel HSS
Blade geometry 8” or 14” diameter Thickness: 0,8-1,2mm Width: 15-25mm
Thickness: 0,8-1,2mm Width: 15-25mm
Tooth geometry See fig. 4 Skip teeth for cutting non-ferrous metals
Alternating or wavy tooth setting
Tooth pitch (spacing) See fig. 4 2-3mm 2-3mm
Clearance angle “a” 20° 35° -
Contact angle “v” -5° 3-5° -
Max. cutting speed 5500 RPM 3000 m/min 200 m/min
Max. feed speed 0,4 m/s 0,25 m/s 0,10 m/s
Table 2. List of recommended tools
90°
2mm
Figure 6. Routing bit
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 6

Figure 7: Priciples of routing and bending
90°
45°
135°
90°
135°
45°
0.3mm
2-3mm
2-3mm
2-3mm
0.3mm
0.3mm
R=2-3mm
R=2-3mm
R=2-3mm
Routing groove 90° for bending up to a 90° corner
Routing groove 45° for bending up to a 135° corner
Routing groove 135° for bending up to a 45° corner
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 7

Bending:
When bending cassettes the final dimension of the cassette becomes 0,5mm to 1mm longer thanthe original dimension due to the elongation effect. Trial tests should be performed beforeproduction in order to determine any necessary adjustments (See figure 9). V-grooves are madeon the same side of the panel for inside and outside returns. Panels can be easily folded by usingjigs made from standard aluminium extrusions (See figures 10-12).
0.3mm
2mm - 3mm4mm
D-0,5mm L-1mm D-0,5mm
0,5mm
Panel Length "L"
Depth "D"
Figure 9: Elongation effect
Figure 8: Routing the back of the panels
2mm - 3mm
90°
0.3mm
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 8

Figure 10: Single lower return using aluminum jigs
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 9

Figure 11: Double lower return using aluminum jigs
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 10

Figure 12: Reverse upper return using aluminum jigs
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 11

Cassettes are formed by notching out the corner material and folding the edges of thepanels 90° (See figures 13-14). Then the corners are fastened using aluminium plates withaluminium pop rivets 4-5mm in diameter.
Figure 13: Envelope corner cuts
Figure 14: Square corner cuts
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 12

Joinery
Use the following guidelines when other elements come in direct contact with thesurface of ETALBOND®:
1. Acceptable joining element materials:AluminumPlasticStainless steelPlated or coated steel with cadmium, zinc or aluminum
2. Unacceptable joining element materials:CopperBrassBronzeIronRaw Steel
Unacceptable materials will cause corrosion of joining surfaces due to electrolysis.Therefore, the use of ferrous metals should always have an electrically insulating materialbetween to avoid direct contact with the ETALBOND®/ ETALBOND® FR. When joiningelements are to be anodized, assemble the materials after the anodizing process. Properconsideration should be given to the thermal expansion characteristics of ETALBOND ®
when using any of the joining techniques.
Rivets
Panels can be fastened together or joined to aluminum extrusion profiles or aluminiumplates with aluminium or stainless steel rivets common to aluminum construction. Blindrivets provide the advantages of labor savings, one-sided working of the material, and thereduced potential of surface damage. Semi-tubular, solid and other types of rivets can alsobe effective on a production basis. Place the closing or set-head on the side of thealuminum extrusion profile or aluminium plate. When conditions do not permit this orwhen two pieces of ETALBOND® are to be joined together, use rivets with special wideclosing heads as shown in Figure 15 or with tightly fitting washers.When blind rivets are subjected to tensile strength tests, the head tends to "unbutton"from the ETALBOND®/ ETALBOND® FR , or pull through the hole. Since this would causelocalized tearing of the of ETALBOND®/ ETALBOND® FR , use the largest possible rivethead for connections that will experience loading. All rivets used shall be SFS intec madeof aluminium AlMg5 and mandren from A3 SS. Rivet connections are well suited for partsthat may be subjected to concussion or vibration. Colored plastic concealment caps areavailable for various types of blind and tubular rivets. Consult the rivet manufacturer fordetails. Follow the directions and determine suitability by pre-testing.
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 13

Threaded FastenersThe easiest method of joining sheets of ETALBOND®/ ETALBOND® FR together or to anextrusion profile erection system is with stainless steel machine screws or bolts (SeeFigure 16). This method allows the panel to be removed. Use the largest possible flatwasher to minimize surface pressure and eliminate possible compression due to cold flowof the core material. Arrange attachment screws at least 2.5 x the diameter of thefastener from the edge of the sheet, as shown in Figure 17. It is not recommended totorque fasteners due to the cold flow of the core material. Two complete turns of the nutpast finger tight is common practice (See Figure 18). Screws when used shall be SFS intecSS A3.
Figure 15
Figure 16
DIAMETER
MIN. 3 TIMES DIAMETER
Figure 17
MIN. 2,5 TIMES DIAMETER
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 14

Figure 18
EXCESSIVE TORQUE(NOT RECOMMENDED)
To countersink into ETALBOND®/ ETALBOND® FR without prior preparation, tighten thenut and washer onto the bolt and draw the head of the fastener into the cover sheet.Countersink washers can also be used. Either method is preferable in lieu of traditionalcountersinking as shown in Figure 19.
Figure 19
Preferred Preferred
Traditional(not recommended)
Panel ReinforcementETALBOND®/ ETALBOND® FR panels can be stiffened by adding an aluminium extrusionto the back side of the cassette. Stiffeners act like purlins that are placed along theshortest dimension of the cassette. When wind loads are applied to the cassette thestiffeners transfer the load to the edge of the cassette. The back side of the cassette andthe stiffener must be wiped clean with isopropyl alcohol before bonding the stiffener withthe recommended adhesive to the back side of the cassette. The stiffener is thenmechanically fastened to the cassette edge with stainless steel self-tapping screws 4,8 x25mm and countersink washers(See figure 20).
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 15

Figure 20. Reinforcement with aluminium profile E-2264
E-2264
32
55
16
22
∅4.7
Adhesive bond
Recommendedadhesives are:
SIKATACK PANELAGOMET VP 347SIKAFLEX 252SIKA FASTPROSYFLEX 3000
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 16

100
7,5
7,5
7,57,5
40 40
1,5
100
7,5
7,5
7,5
7,5
30 30
1,5
100
7,5
7,5
7,5
7,5
30 20
2
Figure 21. Profile reinforcement 30x30x1,5 Figure 22. Profile reinforcement 40x40x1,5
For cassettes with a 35mm depth use thealuminium profile reinforcement 30x30x1,5bonded to the back of the cassette withrecommended adhesives and fastened to theside of the cassette with two aluminium rivets∅5 x 15.
For cassettes with a 50mm depth use thealuminium profile reinforcement 40x40x1,5bonded to the back of the cassette withrecommended adhesives and fastened to theside of the cassette with two aluminium rivets∅5 x 15.
Figure 23. Profile reinforcement 20x30x2
For cassettes with a 35mm depth use thealuminium profile reinforcement 20x30x2bonded to the back of the cassette withrecommended adhesives and fastened to theside of the cassette with two aluminium rivets∅5 x 15.
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 17

2mm - 3mm
90°
Routing the back of the Etalbond
0.3mm
1
2
4
5
5
3 90° 90°
90° 90°
Figure 23a. Reinforcement angles for standard cassettes
1. Etalbond2. Reinforcement profile glued and fastened3. Corner joint (for corner assembly without slot reinforcement)4. Aluminium rivet5. Routing
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 18

2mm - 3mm
90°
0.3mm
1
24
5
5
3 90° 90°
90° 90°
1. Etalbond2. Reinforcement profile glued and fastened3. Corner joint (for corner assembly without slot reinforcement)4. Aluminium rivet5. Routing
Routing the back of the Etalbond
Figure 23b. Aluminium tubes for reinforced cassettes
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 19

Simple return (35mm)
Double return (35mm)
48
35
35
24
35
24
48
20
Aluminium rivet (Ø5x15)
Aluminium platemin. thickness2mm
Simple return (50mm)
Double return (50mm)
Aluminium platemin. thickness2mm
Aluminium rivet (Ø5x15)
Aluminium platemin. thickness2mm
Aluminium rivet (Ø5x15)
Aluminium platemin. thickness2mm
Aluminium rivet (Ø5x15)
Figure 24a. Corner clip for 35mm cassettes Figure 24b. Corner clip for 35mm cassettes
Figure 25a. Corner clip for 50mm cassettes Figure 25b. Corner clip for 50mm cassettes
Note:Corner clips are made from min. 2mm thick aluminium alloy plate 5754. This clip shouldbe fastened with two aluminium rivets ∅5 x15mm to the inside of the cassette.
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 20

26
28
27
26
28
29
Figure 25c. Table for slot details for 50mm cassettes
50mm cassette with double return 50 mm cassette with single return Tongue width: 14mm 26a, 27a, 28a Tongue width: 14mm 26a, 28a, 29a Tongue width: 12mm 26b, 27b, 28b Tongue width: 12mm 26b, 28b, 29b Tongue width: 10mm 26c, 27c, 28c Tongue width: 10mm 26c, 28c, 29c
50 50
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 21

Figure 26a. Slot detail for 50mm cassettewith tongue width 14mm. Cassette with40mm reverse return at the upper side ofthe cassette and envelope corner cut-outs.
Figure 27a. Slot detail for 50mm cassettewith tongue width 14mm. Cassette with20mm double return at the lower side ofthe cassette and envelope corner cut-outs.
min
. 100
±0.
5
31
50±0.5
4019
31
20±
0.2
40±
0.2
19,1±0.2
10,2±0.2
4415
15
5,3
90°
15,9
5,3
50±0.5
14
21,3
6969
2048
48±0.5
50±0.5
19,1±0.2
90°
31
20±
0.2
17
40±
0.2
6915
15
≤10
0 15
10,2±0.2
5,3
min
. 100
±0.
5
14
21,3
69
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 22

Figure 28a. Slot detail for 50mm cassettewith tongue width 14mm. Detail for slot inthe middle of the cassette with openingsfor riveting the slot stiffener
Figure 29a. Slot detail for 50mm cassettewith tongue width 14mm. Cassette withsingle return at the lower side and envelopecorner cut-outs.
50±0.5
19,1±0.2
20±
0.2
40±
0.2
6915
15
69
15
10,2±0.2
5,3
15
14
21,3
48
48±0.2
50±0.5
19,1±0.2
90°
31
20±
0.2
17
40±
0.2
7315
15
15
10,2±0.2
5,3
min
. 100
±0.
5
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 23

Figure 30 a. Slot stiffener for 50mm cassettes with a tongue width 14mm
91,5
±0.
5
15
91,5
±0.
5
15
22,5
15
34±0.5
3 31
7,5
20±
0.2
25
44±0.5
363 5
14±0.2
5,1
10,2±0.2
157,
5
40±
0.2
9,1
14,1
1569
69
The slot stiffener is made from min. 2mm thick aluminium alloy plate 5754. This stiffenershould be fastened with four aluminium rivets ∅5 x 15mm to the inside of the cassette.
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 24

Figure 26b. Slot detail for 50mm cassettewith a tongue width 12mm. Cassette with40mm reverse return at the upper side ofthe cassette and envelope corner cut-outs.
Figure 27b. Slot detail for 50mm cassettewith a tongue width 12mm. Cassette with20mm double return at the lower side ofthe cassette and envelope corner cut-outs.
31
50±0.5
4019
31
20±
0.2
40±
0.2
17,1±0.2
10,2±0.2
4415
15
5,3
90°15,9
min
. 100
±0.
5
50±0.5
6969
12
23,3
2048
48
50±0.5
17,1±0.2
90°
31
20±
0.2
17
40±
0.2
6915
15
17
10,2±0.2
5,3
min
. 100
±0.
5 69
12
23,3
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 25

Figure 28b. Slot detail for 50mm cassettewith a tongue width 12mm. Detail for slotin the middle of the cassette with openingsfor riveting the slot stiffener.
Figure 29b. Slot detail for 50mm cassettewith a tongue width 12mm. Cassette withsingle return at the lower side and envelopecorner cut-outs.
50±0.5
17,1±0.2
20±
0.2
40±
0.2
6915
15
69
17
10,2±0.2
5,3
15
12
23,3
48
48
50±0.5
17,1±0.2
90°
31
60
20±
0.2
17
40±
0.2
6915
15
min
. 100
±0.
5
17
10,2±0.2
5,3
69
12
23,3
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 26

Figure 30b. Slot stiffener for 50mm cassettes with a tongue width 12mm
The slot stiffener is made from min. 2mm thick aluminium alloy plate 5754. This stiffenershould be fastened with four aluminium rivets ∅5 x 15mm to the inside of the cassette.
91,5
±0.
5
17
91,5
±0.
5
17
22,5
15
34±0.5
5 29
7,5
20±
0.2
25
44±0.5
345 5
17,1±0.2
5,1
10,2±0.2
157,
5
40±
0.2
14,1
9,1
1569
69
12
21,8
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 27

Figure 26c. Slot detail for 50mm cassettewith a tongue width 10mm. Cassette with40mm reverse return at the upper side ofthe cassette and envelope corner cut-outs.
Figure 27c. Slot detail for 50mm cassettewith a tongue width 10mm. Cassette with20mm double return at the lower side ofthe cassette and envelope corner cut-outs.
31
50±0.5
4019
31
20±
0.2
40±
0.2
15,1±0.2
10,2±0.2
44
15
15
5,3
90°
50±0.5
min
. 100
±0.
5
15,9
69
10
25,3
69
2048
48±0.5
50±0.5
90°
3117
6915
15
19
5,3
20±
0.2
40±
0.2
15,1±0.2
10,2±0.2m
in. 1
00±
0.5
15,9
15,9
69
10
25,3
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 28

Figure 28c. Slot detail for 50mm cassettewith a tongue width 10mm. Detail for slotin the middle of the cassette with openingsfor riveting the slot stiffener.
Figure 29c. Slot detail for 50mm cassettewith a tongue width 10mm. Cassette withsingle return at the lower side and envelopecorner cut-outs.
50±0.5
6915
15
69
19
5,3
15
20±
0.2
40±
0.2
15,1±0.2
10,2±0.2
15,9
10
25,3
48
48±0.5
50±0.5
90°
3117
6915
15
19
5,3
min
. 100
±0.
5
20±
0.2
40±
0.2
15,1±0.2
10,2±0.2
15,9
10
25,3
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 29

Figure 30c. Slot stiffener for 50mm cassettes with a tongue width 10mm
The slot stiffener is made from min. 2mm thick aluminium alloy plate 5754. This stiffenershould be fastened with four aluminium rivets ∅5 x 15mm to the inside of the cassette.
19
19
22,5
15
34±0.5
5 29
7,5
51,5
25
44±0.5
345 5
5,1
15
7,5
20±
0.2
40±
0.2
15,1±0.2
10,2±0.2
91,5
±0.
591
,5±
0.5
6969
10
23,8
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 30

31
33
32
31
33
34
Figure 25d. Table for slot details for 35mm cassettes
35 35
35mm cassette with double return 35 mm cassette with single return Tongue width: 10mm 31a, 32a, 33a Tongue width: 10mm 31a, 33a, 34a Tongue width: 12mm 31b, 32b, 33b Tongue width: 12mm 31b, 33b, 34b Tongue width: 14mm 31c, 32c, 33c Tongue width: 14mm 31c, 33c, 34c
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 31

Figure 31a. Slot detail for 35mm cassettewith tongue width 10mm. Cassette with40mm reverse return at the upper side ofthe cassette and envelope corner cut-outs.
Figure 32a. Slot detail for 35mm cassettewith tongue width 10mm. Cassette with20mm double return at the lower side ofthe cassette and envelope corner cut-outs.
51
42
4035
79
12
1212
35±0.5
min
. 100
±0.
5
15,1±0.2
20±
0.2
40±
0.2
10,2±0.2
7921
10
10,3
90°
20
33
42
7912
12 12
35±0.5
12
4,3
min
. 100
±0.
5
15,1±0.2
20±
0.2
40±
0.2
10,2±0.2
12
3379
10
10,3
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 32

Figure 33a. Slot detail for 35mm cassettewith a tongue width 10mm. Detail for slot inthe middle of the cassette with openings forriveting the slot stiffener
Figure 34a. Slot detail for 35mm cassettewith a tongue width 10mm. Cassette withsingle return at the lower side and envelopecorner cut-outs.
79
12 12
35±0.5
23
4,3
12
12
79 15,1±0.2
20±
0.2
40±
0.2
10,2±0.2
10
10,3
90°
33
42
7912
12 12
35±0.5
12
4,3m
in. 1
00±
0.5
12
33
15,1±0.2
20±
0.2
40±
0.2
10,2±0.2
79
10
10,3
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 33

Figure 35a. Slot stiffener for 35mm cassettes with a tongue width 10mm
The slot stiffener is made from min. 2mm thick aluminium alloy plate 5754. This stiffenershould be fastened with four aluminium rivets ∅4 x 15mm to the inside of the cassette.
26±0.5
5 7,5
13,5
7,5 12
58,5
28,5±0.5
510
7,5
12
12
12
4,1
15,1±0.2
20±
0.2
40±
0.2
10,2±0.2
7979
10
8,3
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 34

Figure 31b. Slot detail for 35mm cassettewith tongue width 12mm. Cassette with40mm reverse return at the upper side ofthe cassette and envelope corner cut-outs.
Figure 32b. Slot detail for 35mm cassettewith tongue width 12mm. Cassette with20mm double return at the lower side ofthe cassette and envelope corner cut-outs.
51
42
4035
79
12
1212
35±0.5
min
. 100
±0.
5
17,1±0.2
20±
0.2
40±
0.2
10,2±0.2
7921
12
8,3
90°
20
33
42
7912
12 12
35±0.5
12
4,3m
in. 1
00±
0.5
17,1±0.2
20±
0.2
40±
0.2
10,2±0.2
12
3379
12
8,3
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 35

Figure 33b. Slot detail for 35mm cassettewith tongue width 12mm. Detail for slot inthe middle of the cassette with openings forriveting the slot stiffener.
Figure 34b. Slot detail for 35mm cassettewith tongue width 12mm. Cassette withsingle return at the lower side and envelopecorner cut-outs.
79
12 12
35±0.5
23
4,3
12
12
79 17,1±0.2
20±
0.2
40±
0.2
10,2±0.2
12
8,3
90°
33
42
7912
12 12
35±0.5
12
4,3m
in. 1
00±
0.5
12
33
17,1±0.2
20±
0.2
40±
0.2
10,2±0.2
79
12
8,3
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 36

Figure 35b. Slot stiffener for 35mm cassettes with tongue width 12mm
The slot stiffener is made from min. 2mm thick aluminium alloy plate 5754. This stiffenershould be fastened with four aluminium rivets ∅4 x 15mm to the inside of the cassette.
26±0.5
5
7,5
13,5
7,5 12
58,5
28,5±0.5
5 10
7,5
12
12
12
4,1
17,1±0.2
20±
0.2
40±
0.2
10,2±0.2
7979
12
6,3
13,5
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 37

Figure 31c. Slot detail for 35mm cassettewith tongue width 14mm. Cassette with40mm reverse return at the upper side ofthe cassette and envelope corner cut-outs.
Figure 32c. Slot detail for 35mm cassettewith tongue width 14mm. Cassette with20mm double return at the lower side ofthe cassette and envelope corner cut-outs.
51
42
4035
79
12
1212
35±0.5
min
. 100
±0.
5
19,1±0.2
20±
0.2
40±
0.2
10,2±0.2
7921
14
6,3
90°
20
33
42
7912
12 12
35±0.5
12
4,3
min
. 100
±0.
519,1±0.2
20±
0.2
40±
0.2
10,2±0.2
12
3379
14
6,3
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 38

Figure 33c. Slot detail for 35mm cassettewith tongue width 14mm. Detail for slot inthe middle of the cassette with openings forriveting the slot stiffener.
Figure 34c. Slot detail for 35mm cassettewith tongue width 14mm. Cassette withsingle return at the lower side and envelopecorner cut-outs.
79
12 12
35±0.5
23
4,3
12
12
79
19,1±0.2
20±
0.2
40±
0.2
10,2±0.2
14
6,390
°
33
42
7912
12 12
35±0.5
12
4,3m
in. 1
00±
0.5
12
3319,1±0.2
20±
0.2
40±
0.2
10,2±0.279
14
6,3
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 39

Figure 35c. Slot stiffener for 35mm cassettes with tongue width 14mm
The slot stiffener is made from min. 2mm thick aluminium alloy plate 5754. This stiffenershould be fastened with four aluminium rivets ∅4 x 15mm to the inside of the cassette.
26±0.5
57,5
13,5 7,5 12
58,5
28,5±0.5
510
7,5
12
12
12
4,1
19,1±0.2
20±
0.2
40±
0.2
10,2±0.2
7979
14
4,3
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 40

Step by step pictorial how to fabricate cassettes
It is recommended to leave a minimal space from the edge of the panel in order to ensurethe squareness and geometry of the cut out shape.
1
2a 2b
3 4
5 6 7 8 9
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 41

Step by step pictorial how to fabricate cassettes
10a
48
35
35
24Simple return (50mm)
Double return (50mm)
Aluminium platemin. thickness2mm
Aluminium rivet (Ø5x15)
Aluminium platemin. thickness2mm
Aluminium rivet (Ø5x15)
10b
10c Slot stiffener may be usedinstead of corner joint
11
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 42

Step by step pictorial how to fabricate cassettes
12
100
7,5
7,5
7,57,5
40 40
1,5
100
7,5
7,5
7,5
7,5
30 30
1,5
D ±0,5mm
13
D ±0,5mm
W ±1mm
L ±1mm
W ±1mm
L ±1mm
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 43

E-2264
1300
±1
900 ±1
==
=≤
100
35
40
≤10
0
33
Title Etalbond cassette Type “A” Dimensions Width-900mm, Length-1300mm, Depth-35mm Core / Panel thickness LDPE / 4mm Lower return Single return see figure 32 Side slots 4 Slot stiffener 0 Profile reinforcement E-2264 cut to 892mm and fastened at centerline see figure 20 Corner clips 4 see figure 24
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 44

2000
±
1
1150 ±1
40x40x1,5
==
==
==
=
≤10
050
12,9
6
≤10
048
Title Etalbond cassette Type “B” Dimensions Width-1150mm, Length-2000mm, Depth-50mm Core / Panel thickness LDPE / 4mm Lower return Single return see figure 27 Side slots 5 on each side Slot stiffener 0 Profile reinforcement 4 on each side fastened between slots see figure 22 Corner clips 4 see figure 23
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 45

Title Etalbond cassette Type “C” Dimensions Width-1150mm, Length-1150mm, Depth-35mm Core / Panel thickness LDPE / 4mm Lower return Double return see figure 31 Side slots 3 on each side Slot stiffener 0 Profile reinforcement 2 on each side fastened between slots see figure 21 Corner clips 4 see figure 24
1150
±
1
1150 ±1
30x30x1,5
==
≤10
035
15
≤10
033
20FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 46

Title Etalbond cassette Type “D” Dimensions Width-1250mm, Length-2700mm, Depth-50mm Core / Panel thickness LDPE / 4mm Lower return Single return see figure 27 Side slots 6 on each side Slot stiffener 0 Profile reinforcement 3 profile reinforcements (E-2264 cut at a length of 1242mm)
equally spaced from the center see figure 20 Corner clips 4 see figure 23
2700
±
1
1250 ±1
==
==
=
E-2264
E-2264
E-2264
==
≤10
0≤
100
4850
11,2
5
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 47

Title Etalbond cassette Type “E” Dimensions Width-1250mm, Length-2700mm, Depth-35mm Core / Panel thickness LDPE / 4mm Lower return Single return see figure 32 Side slots 6 on each side Slot stiffener 6 on each side see figure 34 Profile reinforcement 1 profile reinforcement (E-2264 cut to a length of 1242mm)
bonded and fastened to the center of the cassette 4 profile reinforcements (20x30x2 cut at a length of 100mm) equally spaced, bonded and fastened to the lower return
Corner clips 0
2700
±
1
1250 ±1
==
==
=
E-2264
= = =
20x30x2
≤10
0≤
100
3335
11
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 48

Title Etalbond cassette Type “F” Dimensions Width-1250mm, Length-2700mm, Depth-35mm Core / Panel thickness LDPE / 4mm Lower return Single return see figure 32 Side slots 6 on each side Slot stiffener 0 Profile reinforcement 3 profile reinforcements (E-2264 cut to a length of 1242mm)
bonded and fastened to the center of the cassette 1 profile reinforcement (20x30x2 cut at a length of 1242mm) bonded and fastened to the lower return
Corner clips 4 see figure 24
2700
±
1
1250 ±1
==
==
=
E-2264
E-2264
E-2264
==
20x30x2
≤10
035
11
≤10
033FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 49

Title Etalbond cassette Type “G” Dimensions Width-1700mm, Length-900mm, Depth-50mm Core / Panel thickness LDPE / 6mm Lower return Double return see figure 26 Side slots 3 on each side Slot stiffener 0 Profile reinforcement 1 profile reinforcement (E-2264 cut to a length of 892mm)
bonded and fastened vertically to the center of the cassette 2 profile reinforcements (20x30x2 cut at a length of 100mm) equally spaced bonded and fastened to the lower return
Corner clips 4 see figure 23
900
±1
1700 ±1
20x30x2
==
E-2264
≤10
050
10
≤10
048
20
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 50

Title Etalbond cassette Type “H” Dimensions Width-2200mm, Length-1300mm, Depth-50mm Core / Panel thickness LDPE / 4mm Lower return Double return see figure 26 Side slots 4 on each side Slot stiffener 0 Profile reinforcement 3 profile reinforcements (E-2264 cut to a length of 1292mm)
bonded and fastened, equally spaced vertically from the center of the cassette
Corner clips 4 see figure 23
2200 ±1
=
E-2264 E-2264E-2264
==
1300
±1
≤10
050
10
≤10
048
20
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 51

Title Etalbond cassette Type “I” Dimensions Width-1400mm, Length-2400mm, Depth-50mm Core / Panel thickness LDPE / 4mm Lower return Single return see figure 27 Side slots 6 on each side Slot stiffener 0 Profile reinforcement 3 profile reinforcements (E-2264 cut to a length of 1392mm)
bonded and fastened, equally spaced horizontally from the center of the cassette 3 profile reinforcements (20x30x2 cut to a length of 1392mm) Bonded and fastened to the upper and lower return
Corner clips 4 see figure 23
2400
±1
1400 ±1
==
==
=
E-2264
E-2264
E-2264
==
20x30x2
20x30x2 ≤10
050
10≤
100
48FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 52

Title Etalbond cassette Type “J” Dimensions Width-1400mm, Length-2400mm, Depth-50mm Core / Panel thickness LDPE / 4mm Lower return Double return see figure 26 Side slots 6 on each side Slot stiffener 6 on each side Profile reinforcement 1 profile reinforcement (E-2264 cut to a length of 1392mm)
bonded and fastened, in the center of the cassette 2 profile reinforcements (20x30x2 cut to a length of 1392mm) Bonded and fastened to the upper and lower return
Corner clips 4 see figure 23
2400
±1
1400 ±1
==
==
=
E-2264
20x30x2
20x30x2
≤10
050
10≤
100
48
20FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 53

ETALBOND®, ETALBOND® FR, and ETALBOND® LIGHTProduct evaluation method:The European Standard or the European Technical Approval Guideline defining theminimal requirements is not available at this time. The draft European Guidelineconcerning kits for external wall cladding part 1 and part 2 may be used as one of the testreference documents.Available standards:Dimensional tolerances: According to manufacturers standards (see Table 1 and Figure 1).Characteristics of the material: Appendix A3 to Standard NF EN 14509, Appendices C3 andC4 of European Technical Approval Guideline no. 16.Mechanical properties of aluminium and aluminium alloy sheets, strips and platesaccording to Standard EN 485-2.Chemical composition of aluminium and aluminium alloy according to Standard EN 573.Specifications for coil coated aluminium and aluminium alloy sheets and strips according toStandard EN 1396.Consistency of self-inspection of production in the factory
§ Quality assurance operations Frequencies
1.0 For the metal sheets: acceptance certificate 3.1 A according to Standard EN 10204 At each delivery
1.1
Dimensional inspections (length, width) Functional inspections (flatness, squareness, straightness of edges…) Dimensional inspections of cassettes and of notches (making cassettes using panels)
At each change and random sampling once per shift
1.2 Inspection of visual appearance Each panel
1.3
Peel resistance according to Standard ASTM D 1781 or D 1876 after heat conditioning (6 hours in boiling water – test on samples at ambient temperature) – unchanged performance.
Once a month
Certified characteristics
1.4
Composition Thickness or mass per unit area Peel resistance according to Standard ASTM D 1781 or D 1876 after 24 hours.
Once a week with recording
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 54

ETALBOND® Control Checklist
§ Inspection procedure Yes No
1
Thickness of the composite panel is within tolerance. (If the thickness is more than the tolerance the properties may be considered the same, However if the thickness is less than the tolerance there may be an issue regarding static performance)
2 Length of the composite panel is within tolerance. (If the length is out of tolerance the material may still be used for production of cassettes as long as the productivity is not affected.)
3 Width of the composite panel is within tolerance. (If the width is out of tolerance the material may still be used for production of cassettes as long as the productivity is not affected.)
4 Squareness of the composite panel is within tolerance. (If the squareness is out of tolerance the material may still be used for production of cassettes as long as the productivity is not affected.)
5 Flatness of the composite panel is within tolerance. (If the flatness is out of tolerance the material may not be suitable for the production of cassettes.)
6 Visual appearance of the composite panel is free from bumps, scratches, and other visual imperfections. (If not, the panels may need to be recycled.)
7
Monthly peel test according to Standard ASTM D 1781 or D 1876 after heat conditioning has passed. (If the test fails the supplier should be contacted immediately, and the panels of the same batch should not be used for the production of cassettes.)
8
Weekly peel test according to Standard ASTM D 1781 or D 1876 has passed. (If the test fails the supplier should be contacted immediately, and the panels of the same batch should not be used for the production of cassettes.)
Quality Control Manager Date:
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 55

Cassette Quality Control Checklist
§ Inspection procedure Yes No
1 Acceptance certificate 3.1 A was received from ELVAL COLOUR (If not, contact the supplier)
2
Thickness of the cassette is within tolerance. (If the thickness is more than the tolerance the properties may be considered the same, However if the thickness is less than the tolerance there may be an issue regarding static performance)
3 Length of the cassette is within tolerance (± 1mm). (If the length is out of tolerance the material may still be used for production of cassettes as long as the productivity is not affected.)
4 Width of the cassette is within tolerance (± 1mm). (If the width is out of tolerance the material may still be used for production of cassettes as long as the productivity is not affected.)
5 Squareness of the cassette is within tolerance. (If the squareness is out of tolerance the material may still be used for production of cassettes as long as the productivity is not affected.)
6 Flatness of the cassette is within tolerance. (If the flatness is out of tolerance the material may not be suitable for the production of cassettes.)
7 Visual appearance of the cassette is free from bumps, scratches, and other visual imperfections. (If not, the panels may need to be recycled.)
8 Notches, slots, V-grooves, are in accordance with this fabrication manual. (If not, the panel may not be suitable for the production of cassettes.)
9
The core thickness after routing V-grooves should be verified at each shift change from a random sample. The core thickness should be 0,3mm with a tolerance (± 0,1mm). (If samples are not in tolerance the routing machinery needs to be recalibrated and the defective samples recycled.)
10 Accessories, fasteners, rivets, and bonding adhesives are in accordance with this fabrication manual. (If not, the cassette may not be suitable for building application.)
11 Annual audit from ELVAL COLOUR
Quality Control Manager Date:
FABRICATION MANUAL FOR CASSETTES Edited: Sept. 12, 2011 56