
ELECTROPNEUMATICS has been manufacturing … · · 2018-01-05maintained leadership in these...
17
Transcript of ELECTROPNEUMATICS has been manufacturing … · · 2018-01-05maintained leadership in these...


ELECTRO HYDRAULIC, AUTOMATIC POWDER
COMPACTING PRESSES
Electropneumatics – An innovative engineering organisation,
is engaged in the manufacture of a wide range of
electro hydraulic and electropneumatic products and equipments for
various industries since 1972.
Years of in-depth research and development has carried
the company to its present position at the forefront of
indigenously developed high technology, producing advanced
microprocessor controlled hydraulic machines and robots
for various industries.
The most important asset Electropneumatics
possesses is its work force- a team of talented,
young, dedicated artisans, craftsmen and engineers;
backed by extensive development facilities.
Their skills are upgraded by challenging new tasks.
Electropneumatics pioneered these developments and has
maintained leadership in these technologies,
meeting changing needs of precision,
sophistication and automation.
ELECTROPNEUMATICS has been manufacturingHydraulic presses for powder metallurgy applicationssince 1977. Our range of such presses is broadlycategorised as :
A. H Frame Dry Presses ( EPHD series )B. H Frame Wet Presses ( EPHD series )C. 4 Piller Floating Die Presses ( EPPF series )D. 4 Pillar Static Die Presses ( EPPS series )E. Special Purpose Presses
Applications : With nearly two decades of manufacturingexperience in powder compacting presses,Electropneumatics has set high standards in shaping ofraw materials in powder form. We have supplied pressesto compact a variety of powders such as iron and steel,high speed steel, carbides, ceramics, fly-ash, bronze,copper and alloys. Presses using both
Withdrawal and ejection principles, dry and wetprocesses with a high degree of sophistication havebeen supplied throughout India to all major P/Mcomponent manufactures, as well as to export markets.
We, at Electropneumatics, constantly strive toimplement quality management systems at design,development, manufacturing and installation stages tomeet the highest standards. Our machines are equippedwith user-friendly control systems which perform theirtasks with extreme reliability. All this gurantees youoptimum process control and maximum efficiencies. Ourmachines are built with exceptional precision, highrepeatability and minimum maintenance and downtimeconsiderations which are responsible for low operatingcosts and thus profitable production.
The parts illustrated below have been manufactured onElectropneumatics presses.
High Speed Steel Tools Oxide Ceramic Parts
Ferrites PM Parts

FEATURES :
FRAME : Our presses comprise of rigid fabricated steelstructures which are thermally stress relieved to maintaingeometrical accuracies even after prolonged operations atfull tonnage. The moving platen of H Frame presses isaccurately guided by adjustable gibs and guideways, linedwith wear strips and having means foe adjustment forwear compensation. The platens of Pillar type presses areperfectly guided on ground and hard chrome plated pillars,with seals at the top and bottom to retain lubricant in andkeep the dirt out, thus ensuring lesser wear and precisealignment.
CONTROLS : Our Pillar type and H frame presses for drypowder pressing are equipped with the following flexiblecontrols :
- suction, gravity and step modes for die fillingincorporating feed shake, with option of underfill/over fill
- forced/friction die float with independent speedcontrols for upper/lower rams to monitordownward die float during compaction for betterdensity distribution and desired neutral zone of acompact.
Our H frame presses for wet compaction of the ferriteslurries incorporate the most versatile pressingsystems :- high pressure injectors to feed slurry into the die
cavity- flexible pressing cycle with presettable,
independent speeds and pressures forupper/lower rams
- mag-demag units for orientation of magneticparticles during the pressing cyles
- filter cloth indexing arrangement
LIMIT SWITCH : Limit switch assembly with cams andmicro adjustment is provided fot controlling thedistances travelled by the rams as per pressingsequence and to optimise production.
EJECTION : Ejection of the compact under HELD / NOTHELD condition can be selected on the control panel.
STOPPERS FILL / EJECT : Hydraulic / Manually drivenmechanical stoppers for precisely controlling theposition of the die for filling and ejection are provided asper requirements.
LOW TONNAGE CONTROL : Auxiliary cylinderconcentrically housed in th eupper ram can be providedas an option for low tonnage control, when extremelyless force is to be maintained during withdrawal of thedie for component ejection under held condition.
CORE ROD ACTUATION : Independent core rodactuation by means of concentrically housed auxiliarycylinder in the lower ram is provided as an option :
- to set up the core rod to move up and downduring filling for thinned walled parts.
- to form parts with a counter bore at the bottom- to form an additional lower part level- to pull from the part just prior to ejection- to float up the part during ejection
Electrical Controls Hydraulic Controls
StopperArrangement
Hydraulic System
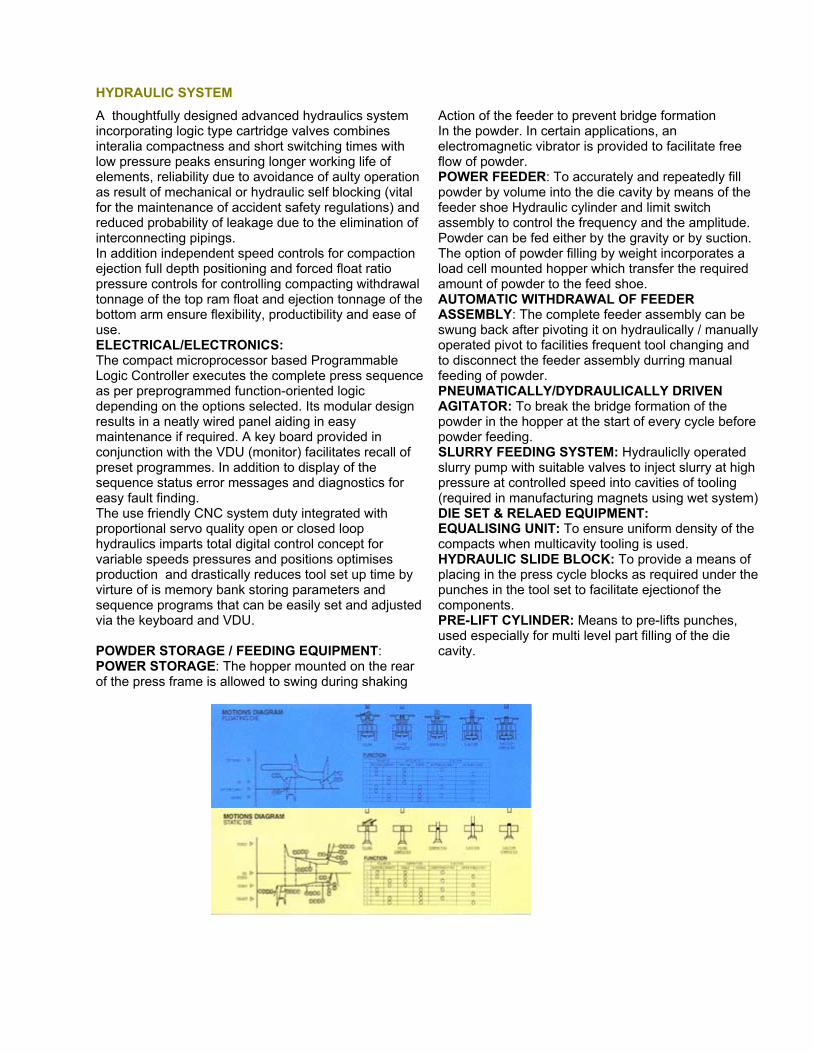
HYDRAULIC SYSTEMA thoughtfully designed advanced hydraulics systemincorporating logic type cartridge valves combinesinteralia compactness and short switching times withlow pressure peaks ensuring longer working life ofelements, reliability due to avoidance of aulty operationas result of mechanical or hydraulic self blocking (vitalfor the maintenance of accident safety regulations) andreduced probability of leakage due to the elimination ofinterconnecting pipings.In addition independent speed controls for compactionejection full depth positioning and forced float ratiopressure controls for controlling compacting withdrawaltonnage of the top ram float and ejection tonnage of thebottom arm ensure flexibility, productibility and ease ofuse.ELECTRICAL/ELECTRONICS:The compact microprocessor based ProgrammableLogic Controller executes the complete press sequenceas per preprogrammed function-oriented logicdepending on the options selected. Its modular designresults in a neatly wired panel aiding in easymaintenance if required. A key board provided inconjunction with the VDU (monitor) facilitates recall ofpreset programmes. In addition to display of thesequence status error messages and diagnostics foreasy fault finding.The use friendly CNC system duty integrated withproportional servo quality open or closed loophydraulics imparts total digital control concept forvariable speeds pressures and positions optimisesproduction and drastically reduces tool set up time byvirture of is memory bank storing parameters andsequence programs that can be easily set and adjustedvia the keyboard and VDU.
POWDER STORAGE / FEEDING EQUIPMENT:POWER STORAGE: The hopper mounted on the rearof the press frame is allowed to swing during shaking
Action of the feeder to prevent bridge formationIn the powder. In certain applications, anelectromagnetic vibrator is provided to facilitate freeflow of powder.POWER FEEDER: To accurately and repeatedly fillpowder by volume into the die cavity by means of thefeeder shoe Hydraulic cylinder and limit switchassembly to control the frequency and the amplitude.Powder can be fed either by the gravity or by suction.The option of powder filling by weight incorporates aload cell mounted hopper which transfer the requiredamount of powder to the feed shoe.AUTOMATIC WITHDRAWAL OF FEEDERASSEMBLY: The complete feeder assembly can beswung back after pivoting it on hydraulically / manuallyoperated pivot to facilities frequent tool changing andto disconnect the feeder assembly durring manualfeeding of powder.PNEUMATICALLY/DYDRAULICALLY DRIVENAGITATOR: To break the bridge formation of thepowder in the hopper at the start of every cycle beforepowder feeding.SLURRY FEEDING SYSTEM: Hydrauliclly operatedslurry pump with suitable valves to inject slurry at highpressure at controlled speed into cavities of tooling(required in manufacturing magnets using wet system)DIE SET & RELAED EQUIPMENT:EQUALISING UNIT: To ensure uniform density of thecompacts when multicavity tooling is used.HYDRAULIC SLIDE BLOCK: To provide a means ofplacing in the press cycle blocks as required under thepunches in the tool set to facilitate ejectionof thecomponents.PRE-LIFT CYLINDER: Means to pre-lifts punches,used especially for multi level part filling of the diecavity.

H FRAME DRY PRESS

H FRAME DRY PRESSES TYPICAL SPECIFICATIONS
MODEL EPHD-25 EPHD-40 EPHD-70 EPHD-100
EPHD-150
EPHD-200
EPHD-250
EPHD-300
EPHD-400
GENERAL:Overall dimensionsWidth ‘A’ mm 1250 1300 1450 1500 1650 1650 1850 1850 2200
Depth ‘B’ mm 900 900 1000 1000 1300 1300 1300 1300 1500
Height ‘C’ mm 2700 2800 3300 3900 4300 4300 4500 4600 5500
Gross weight kg 2500 3000 3500 4800 7200 8300 9700 14500 20800
UPPER RAM:Max. compactioncapacity
Tons 25 40 70 100 150 200 250 300 400
Withdrawal capacity Tons 15 20 40 50 90 100 125 150 200
Ram stroke mm 300 300 300 400 500 500 500 500 600
Open height betweenupper & lower platens(daylight) ‘D’
mm 900 900 900 1000 1200 1200 1200 1500 2000
Upper platen size ‘F’ x‘E’
mm 250x450 300x500 350x650 350x650 550x800 550x800 550x950 550x950 670x1060
Approach speed Mm/s 270 185 200 105 120 200 200 140 125
Pressing speed Mm/s 23 16 15 10 7 8 8 10 9
Withdrawal speed Mm/s 210 145 135 105 65 105 105 95 95
LOWER RAM:Max upward capacity Tons 25 40 70 100 150 200 250 300 400
Withdrawal capacity(ejection)
Tons 15 20 40 50 90 125 160 175 230
Ram stroke (depth offill)
Mm 150 150 150 150 200 200 200 250 300
Lower platen size ‘G’x ‘E’
Mm 450x450 500x500 650x650 650x650 800x800 800x800 950x950 950x950 1060x1060
Fast upward speed Mm/s 115 80 80 55 42 65 65 55 55
Slow upward speed Mm/s 23 16 15 10 7 8 8 10 9
Downward speed Mm/s 42 28 25 20 10 10 10 20 15
MOUNTING DETAILS:T-slots on lowerplaten (A/C Diag)
T-22 T-22 T-22 T-22 T-28 T-28 T-28 T-28 T-28
Thread for toolconnection ‘M’ O xpitch
Mm M60x2 M60x2 M80x2 M80x2 M100x2 M100x2 M100x2 M150x2 M150x2
Threaded length ‘H’ Mm 80 80 100 100 130 130 130 180 180
Unthreadedprojection of lowerram ‘K’
Mm 100 100 100 100 100 100 100 150 150
HOPPER / FEEDER :Volumetric capacity Ltr 20 30 40 60 60 60 100 120 120
Type of feederHYDRAULIC SELF VIBRATORY
HYDRAULICSYSTEM:
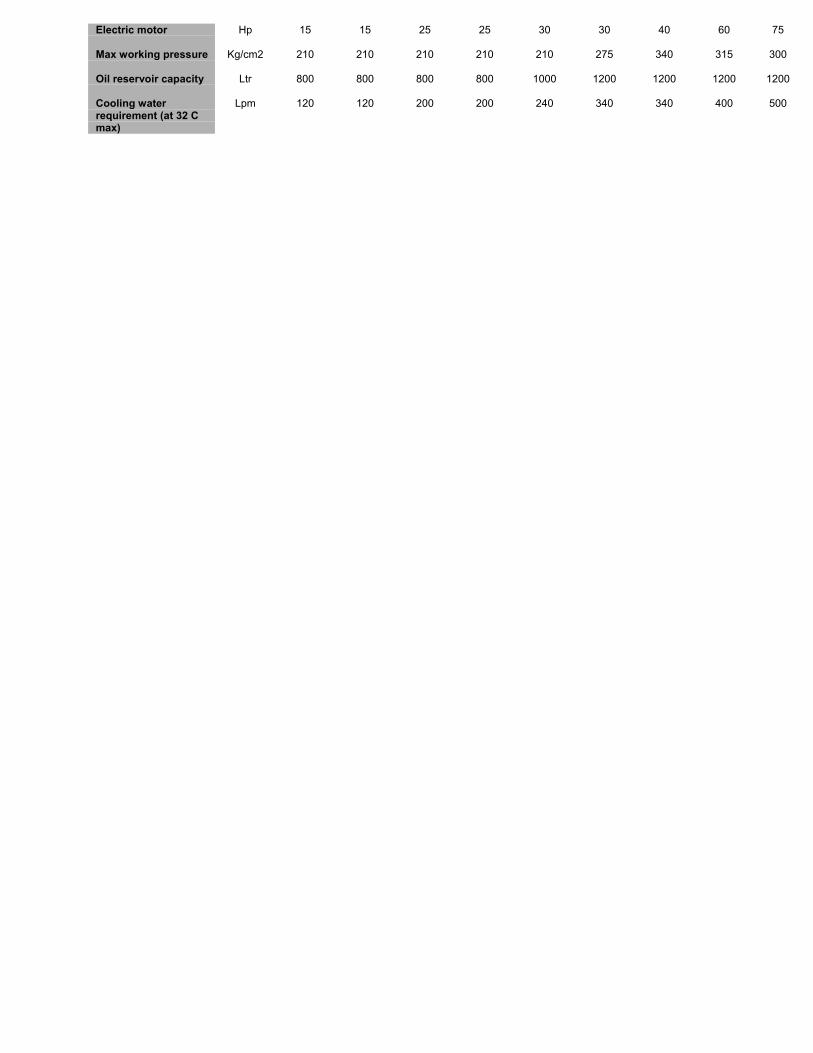
Electric motor Hp 15 15 25 25 30 30 40 60 75
Max working pressure Kg/cm2 210 210 210 210 210 275 340 315 300
Oil reservoir capacity Ltr 800 800 800 800 1000 1200 1200 1200 1200
Cooling waterrequirement (at 32 Cmax)
Lpm 120 120 200 200 240 340 340 400 500
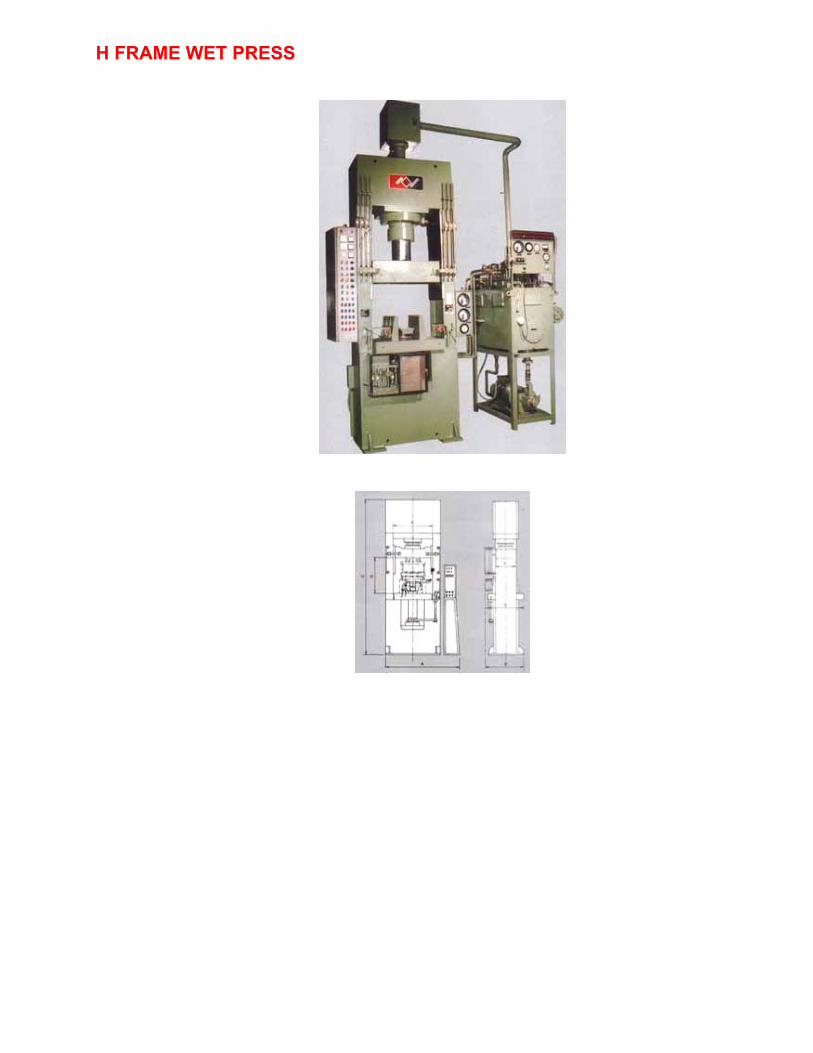
H FRAME WET PRESS

H FRAME WET PRESSES TYPICAL SPECIFICATIONSMODEL EPHW-
25EPHW-40
EPHW-70
EPHW-100
EPHW-150
EPHW-200
EPHW-250
EPHW-300
EPHW-400
GENERAL:Overall dimensionsWidth ‘A’ Mm 1300 1500 1600 2500 2500 2700 3100 3400 3600Depth ‘B’ Mm 900 1000 1000 1100 1400 1600 1600 1600 1600Height ‘C’ Mm 2700 3000 3500 4000 4500 5000 5200 5400 5800Gross weight Kg 2500 3500 6000 8000 10000 14500 18500 21000 25000UPPER RAM:Max compactioncapacity
Tons 25 40 70 100 150 200 250 300 400
Withdrawal capacity Tons 5 5 10 10 10 15 15 20 30Ram stroke Mm 200 300 300 350 350 500 500 500 600Open height betweenUpper & lower platens(daylight) ‘D’
Mm 900 900 900 1150 1150 1470 1470 1570 2000
Upper platen size ‘E’x ‘F’
Mm 500x300 800x350 800x350 1000x500
1000x500
1200x650
1700x650
1700x650
1700x650
Approach speed Mm/s 100 150 150 150 150 200 200 200 200Closing speed Mm/s 10 10 10 10 10 10 10 10 10Pressing speed slow Islow II Mm/s
mm/s1-50.1-2.5
1-50.1-2.5
1-30.1-1
1-30.1-1
1-30.1-1
0.5-1.50.1-1
0.5-1.50.1-1
0.5-1.50.1-1
0.5-1.50.1-1
Withdrawal speed Mm/s 100 100 100 100 120 200 250 250 250LOWER RAM:Max upward capacity Tons 12 25 35 50 75 100 125 150 200Withdrawal capacity(ejection)
Tons 6 12 18 25 40 50 60 75 100
Ram stroke (depth offill)
Mm 150 150 150 200 200 200 200 200 250
Lower platen size ‘E’x ‘G’
Mm 500x500 800x800 800x800 1000x800
1000x800
1200x1000
1700x1100
1700x1100
1700x1100
Upward speed Mm/s 5 15 20 25 25 30 35 35 35Downward speed Mm/s 15 25 30 30 40 50 50 50 50MOUNTING DETAILS:T-slots on lowerplaten (A/C Diag)
T-22 T-22 T-22 T-22 T-28 T-28 T-28 T-28 T-28
Thread for toolconnection ‘M’ o xpitch
mm M60 x 2 M60 x 2 M80 x 2 M80 x 2 M100 x 3 M100 x 3 M100 x 3 M100 x 3 M150 x3
Threaded length ‘H’ Mm 80 80 100 100 130 130 130 180 180Unthreadedprojection of lowerram ‘K’
Mm 100 100 100 100 100 100 100 150 150
SLURRY SYSTEM:Feeding volume Ltr 1 1.5 2 2 3 3 5 10 10Type of device RECIPROCATING PLUNGERMax InjectingPressure
Kg/cm2
70 70 70 70 60 60 60 60 80
HYDRAULICSYSTEM:Electric motor Hp 10 15 20 20 30 30 40 60 75Max working pressure Kg/cm
2110 160 210 210 210 180 210 185 245
Oil reservoir capacity Ltr 400 800 800 800 800 1000 1200 1200 1200Cooling waterrequirement (at 32 Cmax)
Lpm 120 120 200 240 240 340 340 400 500

4 PILLAR FLOATING DIE PRESS

4 PILLAR FLOATING DIE PRESSES TYPICAL SPECIFICATIONS
MODEL EPPF-25 EPPF-40 EPPF-70 EPPF-100
EPPF-150
EPPF-200
EPPF-250
EPPF-300
EPPF-400
GENERAL:Overall dimensionsWidth ‘A’ Mm 1100 1100 1100 1100 1150 1300 1450 1450 1650Depth’B’ Mm 1250 1250 1250 1250 1350 1600 1700 1700 2100Height ‘C’ Mm 3200 3350 3400 3700 4200 4350 4600 5100 5550Gross weight Kg 3500 4500 5500 7300 10500 11700 13500 19000 27000UPPER RAMMax compactioncapacity
Tons 25 40 70 100 150 200 250 300 400
Withdrawal capacity Tons 15 20 35 50 90 100 125 150 200Ram stroke Mm 300 300 300 300 350 350 350 450 500Open height betweenupper & lower platens(daylight) ‘D’
Mm 850 850 850 850 1050 1050 1050 1250 1500
Approach speed Mm/s 270 185 200 105 120 200 200 140 125Pressing speed Mm/s 23 16 15 10 7 8 8 10 9Withdrawal speed Mm/s 210 145 135 105 65 105 105 95 95LOWER RAM:Max upward capacity Tons 25 40 70 100 150 200 250 300 400Withdrawal capacity(ejection)
Tons 15 20 40 50 90 125 160 175 230
Ram stroke (depth offill)
Mm 150 150 150 150 200 200 200 250 300
Open height betweenfloating & fixedplatens (daylight) ‘D’
Mm 450 450 450 450 550 550 550 650 800
Die plate size ‘F’ x’G’ Mm 380x380 380x380 380x380x
355x355 320x320x
520x520 670x670 670x670 800x800
Fast upward speed Mm/s 115 80 80 55 42 65 65 55 55Slow upward speed Mm/s 22 16 15 10 7 8 8 10 9Downward speed Mm/s 42 28 25 20 10 10 10 20 15DIE MOUNTINGDETAILS:Max dia ‘H’ Mm 200 260 260 260 310 330 380 380 450Min dia ‘J’ Mm 150 200 200 200 250 250 300 300 350Depth ‘K’ Mm 30 35 35 40 40 40 50 50 60Tap dia ‘M’ Mm M10 M12 M12 M12 M12 M16 M16 M16 M20No.off ‘L’ Mm 8 12 12 12 16 12 16 16 12Pitch circle dia ‘N’ Mm 175 230 230 230 280 290 340 340 400HOPPER/FEEDER:Volumetric capacity Ltr 20 20 30 30 50 50 75 75 75Type of feeder HYDRAULIC SELF VIBRATORYHYDRAULICSYSTEM:Electric motor Hp 15 15 25 25 30 30 40 60 75Max working pressure Kg/cm 210 210 210 210 210 275 340 315 300Oil reservoir capacity Ltr 800 800 800 800 1000 1200 1200 1200 1200Cooling Waterrequirement(at 32Cmax)
Lpm 120 120 200 200 240 290 340 400 500

4 PILLAR STATIC DIE PRESS

4 PILLAR STATIC DIE PRESSES TYPICAL SPECIFICATIONS
MODEL EPPS-25 EPPS-40 EPPS-70 EPPS-100
EPPS-150
EPPS-200
EPPS-250
EPPS-300
EPPS-400
GENERAL:Overall dimensionsWidth ‘A’ Mm 1100 1100 1100 1100 1150 1300 1450 1450 1650Depth ‘B’ Mm 1250 1250 1250 1250 1350 1600 1700 1700 2100Height ‘C’ Mm 3000 3100 3150 3300 3700 3900 4100 4300 4900Gorss weight Kg 3000 4000 4800 6500 9400 10300 12500 17300 25000UPPER RAM:Max compactioncapacity
Tons 25 40 70 100 150 200 250 300 400
Withdrawal capacity Tons 15 20 35 50 90 100 125 150 200Ram stroke Mm 250 250 250 250 350 350 450 450 500Open height betweenupper & fixed platens(daylight) ‘E’
Mm 400 400 400 400 500 500 650 650 750
Approach speed Mm/s 270 185 200 105 120 200 200 140 125Pressing speedSingle compaction Mm/s 23 16 15 10 7 8 8 10 9Double compaction Mm/s 11.5 8 7.5 5 3.5 4 4 5 4.5Withdrawal speed Mm/s 210 145 135 105 65 105 105 95 95LOWER RAM:Max compactioncapacity
Tons 25 40 70 100 150 200 250 300 400
Max ejection capacity Tons 25 40 70 100 150 200 250 300 400Withdrawal capacity Tons 15 20 35 50 90 100 125 150 200Ram stroke(depth offill)
Mm 150 150 150 200 200 250 250 300 300
Open height betweenfixed & lowerplaten(daylight) ‘D’
Mm 400 400 400 525 525 650 650 750 750
Die plate size ‘F’ x’G’ Mm 400x400 400x400 400x400 390x390 370x370 600x600x
750x750 750x750 900x900
Fast upward speed Mm/s 115 80 80 55 42 65 65 55 55Upward pressingspeed
Mm/s 11.5 8 7.5 5 3.5 4 4 5 4.5
Downward speed Mm/s 42 28 25 20 10 10 10 20 15DIE MOUNTINGDETAILS:Max dia ‘H’ Mm 200 260 260 260 310 330 380 380 450Min dia ‘J’ Mm 150 200 200 200 250 250 300 300 350Depth ‘K’ Mm 30 35 35 40 40 40 50 50 60Tap dia ‘M’ Mm M10 M12 M12 M12 M12 M16 M16 M16 M20No.off ‘L’ Mm 8 12 12 12 16 12 12 16 12Pitch circle dia ‘N’ Mm 175 230 230 230 280 290 340 340 400HOPPER / FEEDER:Volumetric capacity Ltr 20 20 30 30 50 50 75 75 75Type of feeder HYDRAULIC SELF VIBRATORYHYDRAULICSYSTEM:Electric motor Hp 15 15 25 25 30 30 40 60 75Max working pressure Kg/cm
2210 210 210 210 210 275 340 315 300
Oil reservoir capacity Ltr 800 800 800 800 1000 1200 1200 1200 1200Cooling waterrequirement(at 32Cmax)
Lpm 120 120 200 200 240 290 340 400

SPECIAL PURPOSE MACHINES:
COMPACTING PRESSES FOR LIGHTNINGARRESTORSSpecially designed to cater to the LightningArrestor manufacturing industry incorporating:
- proportional pressure relief valves andtransducers to facilitatesprogram/breathing cycles
- volumetric feeding with powder levelsensors in the hopper
- upper/lower auxiliaries for afterpressure/core rod functions
- vacuum based pick & place device toautomate part handling ontobats/conveyors
FERRITE PRESS WITH PICK & PLACEDEVICEThese machines (dry/wet process) have beendeveloped for applications ranging fromspeaker rings, segment magnets, yoke ringsand permanent magnets with:
- slurry feeding device- magnetising / demagnetising unit- filter cloth transport arrangement- DRO’s for fill height position- Automatic component handling
device(ideal for multi cavities) withfacility for stacking parts on a conveyor
HIGH SPEED CNC PRESSES FOR P/MPARTSOur proven experience in presses forconventional powder metallurgy has given usthe thrust to develop sophisticated High SpeedCNC presses for
Manufacture of P/M parts. Even for smallvolumes these presses are very productive dueto drastically reduced set up time. Some salientfeatures are:
- optimised servo hydraulics inconjuction with position measuringinstruments for programming cycleparameters (speeds, position, time,load, auxiliary functions)
- state of the art microprocessor controlswith comprehensive softwaredeveloped for a better control over thepressing process
- a closed loop cooler maintains dustfree interior and low temperature forthe controls panel
- independently controllable axesmotions for control over densitydistribution
- provision for auxiliary cylinders in thepress or tool adaptors for multi levelpressing of complex profiles
- under fill or over fill options for propercavity filling
- GRINDING WHEEL COMPACTING PRESSESThese large capacity presses are designed andmanufactured with a range of 500 tonnes andabove, complete with:
- 2 station punch transfers- powder weighing, feeding and levelling
system- component handling and appending
system- component transfer to conveyor
Grinding wheels of upto 1300 mm dia arecompacted and transferred in a fully automaticcycle lasting about 20 minutes.

ACCESSORIES:
TOOL ADAPTORS
Tool adaptors for housing the die/punch can be
provided for H frame dry presses.
MAGNETISING UNITS
Magnetising/demagnetising units with orienting
coils are available for wet presses for
manufacture of hard ferrites magnets.
PICK & PLACE DEVICES
Automatic retrieval of components after
compaction is possible by providing vacuum
based pick & place devices.
COOLING UNIT FOR CNC/PLC CONSOLE
CNC/PLC control panels can be equipped with
instrument cooling units for stabilizing control
unit temperature under dust proof atmosphere.
These options are provided to suit user’s specific requirements. Please approach us with specific
needs.
Specifications features given in this catalogue are subject to change without notice due to our
continued efforts to update our products.

OUR RANGEFor METAL WORKING
. Universal Presses, Pre-forming Presses
. Blanking, Punching & Trimming Presses
. Piercing & Drawing Presses
. Straightening Presses
.Cold Extrusion & Cold Forging Presses
. Coining, Fine Blanking & Fine Piercing Presses
For PLASTICS. Transfer Moulding Presses
. Compression Moulding Presses
. Vulcanizing Presses
For POWDER COMPACTS.P/M Compacting Presses
. P/M Sizing Presses
. Tile & Brick Making Presses
. Hot Sintering Presses
OTHER APPLICATIONS. Tube Bending Machines
. Honing Machines
SPECIAL APPLICATIONS. Special Purpose machines for Refeigerator
. Automobile & Body Work Applications
. Robots & Handing Systems
COMPONENTS FOR OEMs. Hydraulic Cylinders & Custom Built Power Packs
. Pneumatic Valves & Cylinders
. Electronic Timers





![[FESTO] Electropneumatics - Basic Level](https://static.fdocuments.net/doc/165x107/552b9b36550346b35d8b46c9/festo-electropneumatics-basic-level.jpg)












