
Electroless plating of copper on different shaped … · Electroless plating of copper on different...
10
32 ________________ Corresponding author: Azhar Equbal E-mail address: [email protected] Doi: http://dx.doi.org/10.11127/ijammc.2014.03.05 Copyright@GRIET Publications. All rights reserved. Advanced Materials Manufacturing & Characterization Vol 4 Issue 1 (2014) Advanced Materials Manufacturing & Characterization journal home page: www.ijammc-griet.com Electroless plating of copper on different shaped ABS parts: A comparison Azhar Equbal, Anoop Kumar Sood Department of Manufacturing Engineering,, National Institute of Foundry and Forge Technology, Hatia-834003, Ranchi A R T I C L E I N F O Article history: Received: 09-10-2013 Accepted: 18-01-2014 Keywords: Rapid prototyping, Fused deposition modelling, Plastic, Conductivity, Surface preparation/conditioning, Copper deposition.. A B S T R A C T Metallization of ABS part has been studied on four different geometries namely cuboidal, cylindrical, pyramid and cone. These parts are fabricated on a FDM (fused deposition modelling) machine through layer by layer deposition process using ABS (acrylonitrile-butadiene-styrene) as parent material. Copper is deposited by electroless deposition method on all these fabricated parts using aluminium charcoal paste. The deposition process is also validated using four different acidic baths. The acidic baths used are 5% CuSO4 with 15% of individual Hydrofluoric acid (HF), Sulphuric acid (H2SO4), Phosphoric acid (H3PO4) and Acetic acid (CH3COOH). Copper deposition under different acidic baths for different deposition time is presented with their electrical performance measurement. The results show that cuboidal sample demonstrated better electrical performance in all acidic baths in comparison to other geometries involved. The results also propose that hydrofluoric acid gives best performance for all the geometries when compared with other acidic bath adopted. Introduction Plastic has got very widespread application in all the fields including oil & gas, automotive industry, electronic industry, chemical processing, textile and aerospace industry etc. It has got many excellent properties such as durability, lower cost, corrosion resistance, less weight and design freedom (i.e., the ability to mould into any shape easily) in comparison to metals, making its wide spread applicability in product manufacturing. However, there are many areas in which due to decorative or technological considerations, metallic properties are required or demanded. Some of these properties like reflectivity, abrasion resistance, electrical conductivity which is present in metal parts can be induced on parts made by plastic through the process known as plating of plastics (POP) [1]. POP has been widely used in numerous industries including electronics, automotive, aerospace, medical, industrial, and defence. Plated plastic is used to address a variety of needs, from decorative finishes such as chrome-plated automotive trim used in interior and exterior applications, automobile parts (as dashes, dash boards, arm rests, vents etc.), to functional requirements such as controlling electro-magnetic emissions from electronic devices. [2]. Some typical applications of plated plastics are shown in Fig. 1. Chrome plated car mirror
Transcript of Electroless plating of copper on different shaped … · Electroless plating of copper on different...

32
________________ Corresponding author: Azhar Equbal
E-mail address: [email protected]
Doi: http://dx.doi.org/10.11127/ijammc.2014.03.05
Copyright@GRIET Publications. All rights reserved.
Advanced Materials Manufacturing & Characterization Vol 4 Issue 1 (2014)
Advanced Materials Manufacturing & Characterization
journal home page: www.ijammc-griet.com
Electroless plating of copper on different shaped ABS parts: A comparison Azhar Equbal, Anoop Kumar Sood Department of Manufacturing Engineering,, National Institute of Foundry and Forge Technology, Hatia-834003, Ranchi
A R T I C L E I N F O Article history: Received: 09-10-2013 Accepted: 18-01-2014 Keywords: Rapid prototyping, Fused deposition modelling, Plastic, Conductivity, Surface preparation/conditioning, Copper deposition..
A B S T R A C T Metallization of ABS part has been studied on four different geometries namely cuboidal, cylindrical, pyramid and cone. These parts are fabricated on a FDM (fused deposition modelling) machine through layer by layer deposition process using ABS (acrylonitrile-butadiene-styrene) as parent material. Copper is deposited by electroless deposition method on all these fabricated parts using aluminium charcoal paste. The deposition process is also validated using four different acidic baths. The acidic baths used are 5% CuSO4 with 15% of individual Hydrofluoric acid (HF), Sulphuric acid (H2SO4), Phosphoric acid (H3PO4) and Acetic acid (CH3COOH). Copper deposition under different acidic baths for different deposition time is presented with their electrical performance measurement. The results show that cuboidal sample demonstrated better electrical performance in all acidic baths in comparison to other geometries involved. The results also propose that hydrofluoric acid gives best performance for all the geometries when compared with other acidic bath adopted.
Introduction
Plastic has got very widespread application in all the fields including oil & gas, automotive industry, electronic industry, chemical processing, textile and aerospace industry etc. It has got many excellent properties such as durability, lower cost, corrosion resistance, less weight and design freedom (i.e., the ability to mould into any shape easily) in comparison to metals, making its wide spread applicability in product manufacturing. However, there are many areas in which due to decorative or technological considerations, metallic properties are required or demanded. Some of these properties like reflectivity, abrasion resistance, electrical conductivity which is present in metal parts can be induced on parts made by plastic through the process known as plating of plastics (POP) [1]. POP has been widely used in numerous industries including electronics, automotive, aerospace, medical, industrial, and defence. Plated plastic is used to address a variety of needs, from decorative finishes such as chrome-plated automotive trim used in interior and exterior applications, automobile parts (as dashes, dash boards, arm rests, vents etc.), to functional
requirements such as controlling electro-magnetic emissions from electronic devices. [2]. Some typical applications of plated plastics are shown in Fig. 1.
Chrome plated car mirror

33
Chrome pens
Metal plated mobile part : Fig. 1: Typical applications of plated plastic parts.
Plastics such as Teflon, polythene, ,polyetherimide and acrylonitrile-butadiene-styrene (ABS) etc. can be plated with different metals like copper (Cu), zinc (Zn), nickel (Ni), gold (Au), chromium (Cr) and silver (Ag) etc. [3, 4]. Having excellent electrical conductivity and being relatively inexpensive, copper (Cu) has been widely studied for metallization and a variety of plastics have been Cu plated [2]. ABS being the most widely plated plastic has been considered for plating in this research. It is an engineering thermoplastic composed of an elastomer (butadiene rubber) distributed uniformly in a thermoplastic matrix of styrene and acrylonitrile copolymer referred as SAN. ABS has found the widest acceptance in the plating industry because of its excellent toughness, good dimensional stability, good process ability, chemical resistance and cheapness. Quality plating on ABS plastics involves the following three basic steps: (a). Molding - Converting plastic pellets into the desired part.
(b). Preplating - Processing the molded part through an electroless bath in order and (c). Electroplating - Building additional metal thickness using current. Depending on thickness of metallic layer POP can be divided into primary and secondary stages. Primary stage often known as preplating or metallization is done only to impart conductivity to non-conductors by depositing a thin layer of metal on it usually having thickness of 10-50 μm. This deposited film has two functions [5, 6]: (a) To provide an electrically conductive substrate that allows further coating by secondary stage of POP. (b) To provide a secure bond between the plastic substrate and the plated layer.
Secondary stage of POP is commonly done by electroplating procedure only to increase the thickness of metallic layer on metallized substrate. The thickness deposited by secondary metallization is usually more than 180 μm. This paper mainly deals with primary stage metallization of ABS plastic. Primary metallization of ABS can be done using variety of processes like vacuum metallization, spray metal technique, dipping in a metal paint, brushing a metal paint, sputtering and electroless plating [7- 10]. Among these processes, electroless plating because of its simplicity and economy finds the widest application in the metallization of the plastic. In this method, deposition happens spontaneously on the activated plastic surface without the aid of an electric potential, forming a thin metallic layer [11, 12]. But it is more difficult to control the process with regards to film thickness and uniformity. In addition to that it is multi step procedure requiring long deposition time and complex chemical solutions. Some of these chemicals are costly and environmentally hazardous. To overcome these limitations a number of researchers proposes elimination of multiple routes or use of less costly and environment friendly chemicals. The detail of some of significant contributions has been presented in section 2. The electroless deposition of copper on ABS plastic using aluminium seeded ABS parts has been previously done by the researchers [13, 14] but the deposition results for different shapes has not been investigated. To fill this gap present study proposes a comparative study of electroless metallization on four different shapes namely cuboidal, cylindrical, pyramid and cone. For the electroless deposition four different acidic baths namely HF (hydrofluoric acid), H2SO4 (sulphuric acid), H3PO4 (phosphoric acid) and CH3COOH (acetic acid) are used.
For part fabrication fused deposition modelling (FDM) machine by Stratasys Inc., USA is used. FDM is one of the rapid prototyping (RP) processes which fabricate the part on the layer by layer deposition principle directly from the CAD model of the part. Unlike other RP systems which involve an array of lasers, powders, resins, this process uses heated thermoplastic filaments which are extruded from the tip of nozzle in a prescribed manner. The detail of this process has been given elsewhere in literature [15, 16]. The material used for part fabrication is ABS (ABS P400). It contains 90-100% acrylonitrile/butadiene/styrene resin and may also contain mineral oil (0-2%), tallow (0-2%) and wax (0-2%) [17]. Having excellent electrical conductivity and being relatively inexpensive, copper (Cu) is used for metallization. To generalize the comparison and develop more alternative acidic electroless Cu deposition formulations, four different acidic baths are also employed.
Chrome pens

34
2. Literature review
Before the process of electroless deposition, surface preparation or conditioning of plastic part is very much essential for the proper adhesion between the plastic substrate and metallic layer [18]. Important step in surface conditioning is etching. This stage is responsible for fully developing suitable conditions for good metal-plastic adhesion. For the case of ABS plastics the usual etching solutions are composed of chromic acid in aqueous sulphuric acid [19]. The serious environmental problems associated with the handling of the toxic Cr (VI) compounds, which include operators’ exposure when handling solution of Cr (VI), as well as subsequent treatment of effluents and disposal of residues. This leads in exploring more and more ecofriendly methods for achieving the quality metallization on ABS parts. Li et al. [13] proposed a novel electroless copper deposition process which eliminate the use of costly and environmentally harmful reagents and also eliminate the different stages (etching, neutralization, activation and acceleration) involved in electroless copper deposition. They used the aluminium paste onto ABS surface. Electroless copper deposition was performed on pasted samples using copper sulphate and hydrofluoric acid as electroless bath. Good deposition of metallic copper layer on pasted sample was obtained both at room temperature and elevated temperature. It is also observed that addition of carbon black particles to the paste shortens the time to reach the maximum conductivity and enhance the adhesion of electroless deposited copper layer to the ABS substrate surface. Li et al. [14] also investigated the electroless copper deposition on Al-seeded ABS samples using copper sulphate as a metal salt and individual solution of H2SO4 (sulphuric acid), H3PO4 (phosphoric acid), CH3COOH (acetic acid) and HNO3 (Nitric acid) as electroless bath. Here also they achieve good deposition of metallic copper layer on Al-seeded sample at room temperature and also at the elevated temperature. Only the above two papers are related to the present work. But apart from this, there are many other researchers who have investigated in this field of electroless metallization but there work involves the use of costly and even unfriendly chemicals and moreover their work involves number of stages (cleaning, etching, neutralization, activation, acceleration and electroless deposition) increasing the complexity in the metallization process. To have clear understanding the work carried out by Teixeira et al. [20], Ono et al. [21], Shu et al. [22], Fritz et al. [23], Naruskevicius et al. [24] and etc can be referred. 3. Methodology 3.1 Part fabrication
For part fabrication fused deposition modelling (FDM) machine by Stratasys Inc., USA is used. FDM is one of the rapid prototyping (RP) processes which fabricate the part on the layer by layer deposition principle directly from the CAD model of the part. Unlike other RP systems which involve an array of lasers, powders, resins, this process uses heated thermoplastic filaments which are extruded from the tip of nozzle in a prescribed manner. The material used for part fabrication is ABS (ABS P400). It contains 90-100% acrylonitrile/butadiene/styrene resin and may also contain mineral oil (0-2%), tallow (0-2%) and wax (0-2%). The fabricated samples employed in this study are shown in Fig. 2.
Fig. 2: Parts produced by fused deposition modelling (FDM) 3.2 Electroless copper deposition
Aluminium powder, activated charcoal powder, enamel and distilled water are employed for preparation of ABS part surface. Also four different acidic baths are used for the electroless copper deposition as depicted in Fig. 3. All reagents used in present study were pure analytical grade reagent.
Fig. 3: Different steps used for metallization of ABS plastic
Surface conditioning of ABS part is done in steps. First the different constituents are mixed in the weight ratio of 40:3:36:21 [13]. They are stirred vigorously in a magnetic stirrer for about 1hr till the mixture appears like paste. The ABS samples were washed thoroughly with soap and distilled water and dry completely. The paste was then applied on ABS surface carefully with a brush and allowed to dry completely. The dried samples are then scoured with a 320-grit sandpaper carefully to have full
Surface conditioning of ABS
Al seeded ABS part prepared by using aluminium powder,
activated charcoal, enamel and distilled water
Different baths for
electroless copper
deposition
Bath
containing
5 wt%
CuSO4
and 15
wt% HF
Bath
containing
5 wt% CuSO4 and
15 wt%
H2SO4
Bath
containing 5
wt% CuSO4
and 15 wt%
H3PO4
Bath
containing 5
wt% CuSO4
and 15 wt%
CH3COOH

35
exposure of aluminium over its outer surfaces. This scouring corresponds to the etching stage required for normal electroless procedure. The dried pasted samples are then dipped in individual acidic baths for different times (24 hrs and 48 hrs) at room temperature. The different acidic bath used for electroless deposition of copper consist of 5 wt% of copper sulphate (CuSO4) and 15wt% of individual acids namely hydrofluoric acid (HF), sulphuric acid (H2SO4), phosphoric acid (H3PO4), and acetic acid (CH3COOH). Finally samples were taken out from the bath and are dried completely. The sample is then ready for electrical performance measurement. 3.3 Electrical performance measurement
A digital multimeter (VOLTCRAFT M-3850) was used to measure the resistance of the metallized ABS parts at different
points on the surface. The average resistance ( R ) value
together with standard deviation ( σ ) was calculated according to Eq. 1 and Eq. 2.
n
R
R
n
1i
i
(1)
1n
)R(R
σ
n
1i
2
i
(2) Where, Ri is measured resistance value at ith point and total number of points are n. The deposition process which yields the lower average resistance value along with lower standard deviation among all the listed method was considered as better. 3.4 Adhesion assessment
Adhesion assessment of the Al seeded coated ABS samples was performed after electroless copper deposition in different baths by following the standard ASTM test method ASTM D 3359-02 [25]. All the different samples from HF, H2SO4, H3PO4, and CH3COOH baths were tested. The surface is first cleaned carefully and thin grid of lines about 1mm apart was cut over a surface. The cuts were of a sufficient depth to reach the ABS surface. A piece of adhesive tape was stuck onto the surface and a 25Kg weight was placed on it for 5 min over it. After that tape was taken off and the resulting surface was examined and the adhesion performance was rated in accordance with the scale illustrated in Fig. 4.
Classification
Percent of area removed
Surface of cross cut area from which flaking has occurred
5B
0%
4B
Less than 5%
3B
5% - 15%
2B
15% - 35%
1B
35% - 65%
0B
More than 65%
Fig. 4: Adhesion performance scale as per ASTM D 3359-02 standard 4 Result and Discussion 4.1 Electrical performance measurements for Al-seeded ABS parts Table 1, Table 2, Table 3 and Table 4 shows the measured resistance value (ohm) of Al seeded cuboidal, cylinder, pyramid and cone samples went through electroless copper deposition process in four baths containing 5wt % copper sulphate and 15% wt% individual acid for 24 hours and 48 hours at room temperature. The acids used for bath preparation are Hydrofluoric acid (HF), Sulphuric acid (H2SO4), Phosphoric acid (H3PO4) and Acetic acid (CH3COOH).

36
Table 1: Measured resistance value for cuboids samples. Deposition time Acid
(15wt %) S.No.
Points Average (Ω) Standard Deviation 1 2 3 4 5 1.39
0.43
24 hr HF 1 2.4 1.5 1.3 1.3 1.2
2 1.4 1.1 1 1.1 1
3 1 1.1 1 1 1.2
4 1.2 1.7 2 1.2 1.2
5 2.2 2.1 2.1 1.4 1.1
48 hr HF 1 0.87 0.86 0.87 0.85 0.9 0.85 0.03
2 0.92 0.86 0.85 0.95 0.85
3 0.86 0.87 0.83 0.85 0.84
4 0.84 0.83 0.84 0.84 0.83
5 0.85 0.81 0.83 0.83 0.82
24 hr H2SO4 1 1.5 1.5 1.2 1.6 1.3 1.416
0.154596
2 1.8 1.3 1.4 1.2 1.4
3 1.7 1.5 1.2 1.3 1.3
4 1.4 1.5 1.3 1.4 1.5
5 1.5 1.4 1.6 1.3 1.3
48 hr H2SO4 1 1.4 1.2 1 1 1 0.92
0.147196 2 1 1 0.9 0.9 1
3 0.9 0.9 0.8 0.8 0.9 4 1 0.8 0.8 0.9 0.8 5 0.8 0.7 0.8 0.8 0.9
24 hr H3PO4 1 9.2 1.2 1.1 1.3 1.4 1.668 1.676484 2 1.3 1.3 1.0 1.1 1.0 3 1.4 1.0 1.0 0.9 1.0 4 1.4 1.1 1.3 1.0 3.8 5 2.4 1.6 1.4 1.2 1.3
48 hr H3PO4 1 1.4 1.2 1.1 1 1.1 1.068
0.143527 2 1.2 1 1.2 1.2 1
3 1 0.9 1 1 1 4 0.9 0.9 1 0.9 0.9 5 1.3 1.2 1.3 1 1
24 hr CH3COOH 1 4.8 3.0 86.0 - 29.8 10.735
20.18348 2 1.9 2.0 1.3 - -
3 2.4 1.4 2.3 7.2 37.7 4 1.8 1.2 1.2 3.8 - 5 2.5 10 6.0 8.4 -
48 hr CH3COOH 1 1.8 1.6 1.4 1.5 1.6 1.524
0.549454 2 1.4 1.2 1.3 1.2 2.1
3 1.4 1.3 1.1 1.2 3.8 4 1.3 1.2 1.1 1.1 1.2 5 2.1 1.5 1.4 1.6 1.7
“-” denotes there is no conductivity.

37
Table 2: Measured resistance value for cylindrical samples Deposition time Acid
(15wt %) S.No.
Points Average(Ω) Standard Deviation 1 2 3 4 5 1.66
0.66623 24 hr HF 1 3.8 1.5 1.5 1.6 2.5
2 1.5 1.2 1.1 1.0 1.3 3 1.2 1.1 3.0 1.6 1.7 4 1.7 1.4 1.3 1.4 2.0 5 1.2 1.4 1.8 2.7 2.9 6 1.2 1.2 1.2 1.3 1.5
48 hr HF 1 1.5 1.2 1.1 1.1 0.9 1.13
0.433232 2 1.1 1.0 1.0 0.9 0.9
3 1.2 1.2 1.1 0.9 0.9 4 1.2 1.0 0.9 0.9 0.8 5 1.6 3.2 1.0 1.1 1.2 6 1.3 1.0 1.0 0.8 0.9
24 hr H2SO4 1 1.6 1.5 1.7 1.6 1.4 1.855172
0.713936 2 2.4 1.2 1.3 1.8 1.7
3 1.8 - 2.4 1.8 1.6 4 1.6 1.5 1.3 1.2 5.0 5 2.0 1.9 2.5 1.5 1.4 6 2.0 1.8 2.5 2.3 1.5
48 hr H2SO4 1 1.2 1.1 1.0 0.9 1.0 1.213333
1.065358 2 1.0 1.0 0.8 0.8 0.9
3 1.2 1.1 0.9 0.8 1.0 4 1.0 0.9 0.8 0.9 0.8 5 2.0 0.9 0.9 1.0 0.9 6 1.1 1.6 6.7 1.2 1.0
24 hr H3PO4 1 - 2.8 1.7 - 1.5 9.542105
17.49268 2 3.8 - 1.8 1.4 2.4
3 - 8.9 - - - 4 - 2.8 3.1 69 43 5 2.0 - 1.2 1.2 20.4 6 4.7 3.9 - 5.7 -
48 hr H3PO4 1 1.1 1.0 0.9 0.9 0.9 1.215
0.329713 2 1.2 1.7 0.9 1.0 1.3
3 1.0 1.0 1.4 0.9 1.6 4 1.3 1.9 1.0 1.8 1.5 5 - - - - - 6 1.2 1.1 1.0 1.0 1.0
24 hr CH3COOH 1 127 - - - - 120.8333
45.084 2 - - - 156 -
3 - - - - - 4 - 125 - - - 5 147 - - 138 32 6 - - - - -
48 hr CH3COOH 1 2.4 8.2 8.6 40.2 4.1 14.4
14.74875 2 2.5 6.8 21.7 5.8 21.8
3 37.8 12 11.7 2.5 - 4 2.6 24 7.7 51.8 1.4 5 - - - - - 6 - - - - -
“-” denotes there is no conductivity.
38
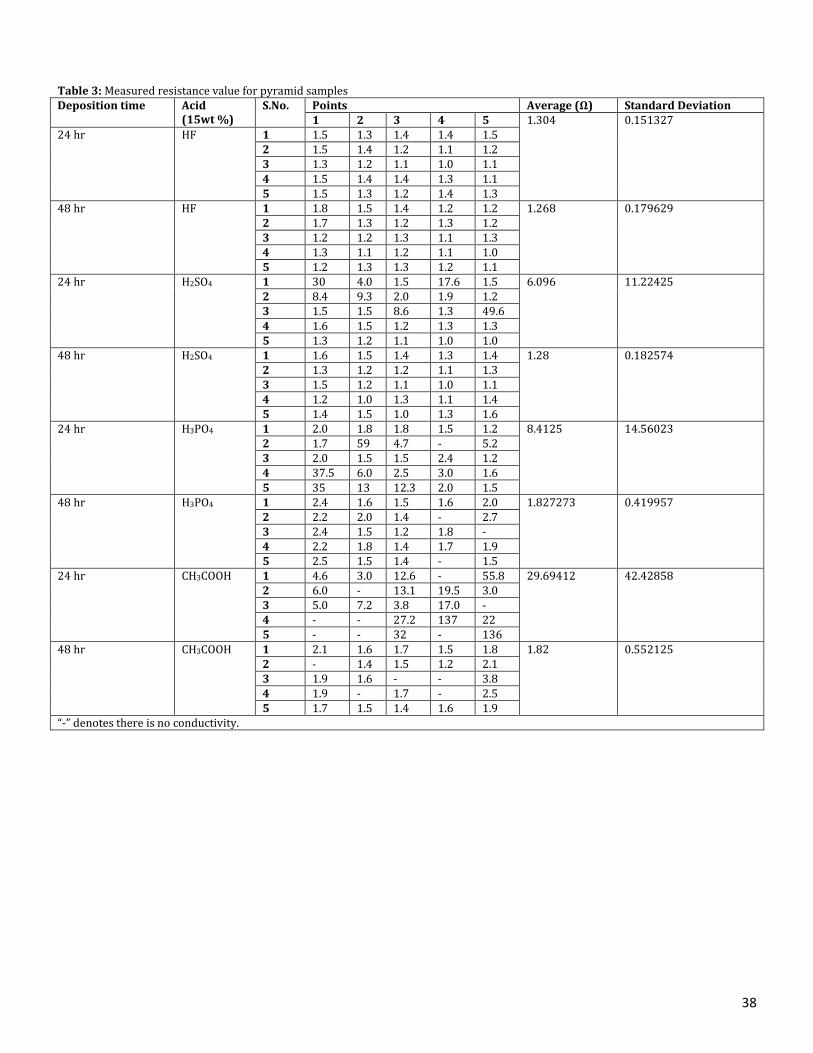
Table 3: Measured resistance value for pyramid samples Deposition time Acid
(15wt %) S.No.
Points Average (Ω) Standard Deviation 1 2 3 4 5 1.304
0.151327 24 hr HF 1 1.5 1.3 1.4 1.4 1.5
2 1.5 1.4 1.2 1.1 1.2 3 1.3 1.2 1.1 1.0 1.1 4 1.5 1.4 1.4 1.3 1.1 5 1.5 1.3 1.2 1.4 1.3
48 hr HF 1 1.8 1.5 1.4 1.2 1.2 1.268
0.179629 2 1.7 1.3 1.2 1.3 1.2
3 1.2 1.2 1.3 1.1 1.3 4 1.3 1.1 1.2 1.1 1.0 5 1.2 1.3 1.3 1.2 1.1
24 hr H2SO4 1 30 4.0 1.5 17.6 1.5 6.096
11.22425 2 8.4 9.3 2.0 1.9 1.2
3 1.5 1.5 8.6 1.3 49.6 4 1.6 1.5 1.2 1.3 1.3 5 1.3 1.2 1.1 1.0 1.0
48 hr H2SO4 1 1.6 1.5 1.4 1.3 1.4 1.28
0.182574 2 1.3 1.2 1.2 1.1 1.3
3 1.5 1.2 1.1 1.0 1.1 4 1.2 1.0 1.3 1.1 1.4 5 1.4 1.5 1.0 1.3 1.6
24 hr H3PO4 1 2.0 1.8 1.8 1.5 1.2 8.4125
14.56023 2 1.7 59 4.7 - 5.2
3 2.0 1.5 1.5 2.4 1.2 4 37.5 6.0 2.5 3.0 1.6 5 35 13 12.3 2.0 1.5
48 hr H3PO4 1 2.4 1.6 1.5 1.6 2.0 1.827273
0.419957 2 2.2 2.0 1.4 - 2.7
3 2.4 1.5 1.2 1.8 - 4 2.2 1.8 1.4 1.7 1.9 5 2.5 1.5 1.4 - 1.5
24 hr CH3COOH 1 4.6 3.0 12.6 - 55.8 29.69412
42.42858 2 6.0 - 13.1 19.5 3.0
3 5.0 7.2 3.8 17.0 - 4 - - 27.2 137 22 5 - - 32 - 136
48 hr CH3COOH 1 2.1 1.6 1.7 1.5 1.8 1.82
0.552125 2 - 1.4 1.5 1.2 2.1
3 1.9 1.6 - - 3.8 4 1.9 - 1.7 - 2.5 5 1.7 1.5 1.4 1.6 1.9
“-” denotes there is no conductivity.

39
Table 4: Measured resistance value for cone samples Deposition time Acid
(15wt %) S.No.
Points Average (Ω) Standard Deviation 1 2 3 4 5 1.292
0.173013 24 hr HF 1 1.4 1.6 1.8 1.1 1.1
2 1.3 1.2 1.0 1.2 1.2 3 1.4 1.2 1.4 1.3 1.1 4 1.4 1.3 1.4 1.4 1.2 5 1.3 1.2 1.1 1.4 1.3
48 hr HF 1 1.5 1.4 1.3 1.4 1.2 1.212
0.164114 2 1.4 1.3 1.1 1.2 1.1
3 1.0 1.2 1.0 1.2 1.0 4 1.6 1.3 1.1 1.0 1.2 5 1.2 1.1 1.0 1.2 1.3
24 hr H2SO4 1 - 1.5 1.2 1.0 1.5 1.320
0.241335 2 1.8 1.4 1.4 1.2 1.1
3 1.6 1.3 1.0 1.4 1.0 4 1.4 1.1 1.4 1.6 1.1 5 1.7 1.6 1.0 1.3 1.1
48 hr H2SO4 1 1.5 1.4 1.2 1.2 1.1 1.22
0.239792 2 1.6 1.0 1.1 1.0 1.3
3 1.3 1.1 1.2 1.0 1.0 4 1.2 1.0 2.1 1.1 1.2 5 1.2 1.0 1.1 1.3 1.2
24 hr H3PO4 1 - 1.8 1.7 1.5 1.5 9.182353
17.51679 2 3.8 - 1.8 1.4 2.4 3 - - - - - 4 - 2.8 3.1 58.0 50 5 2.0 1.5 1.2 1.2 20.4
48 hr H3PO4 1 - 1.5 1.3 1.3 1.2 1.26 0.135336 2 - 1.4 1.2 1.4 1.2
3 - 1.4 1.2 1.1 1.3 4 - 1.3 1.2 1.0 1.1 5 - 1.3 1.1 1.2 1.5
24 hr CH3COOH 1 - - - - - 198.5 7.778175 2 - - 193 - -
3 - - - - - 4 - - - 204 - 5 - - - - -
48 hr CH3COOH 1 - 31 22 33 82 53.57143 41.54092 2 - - 79 107 107
3 - 14 6 21 58 4 - 137 25 28 - 5 - - - - -
“-” denotes there is no conductivity. Table 5 shows the cumulative average resistance values together with standard deviation for each specimen after electroless copper deposition of aluminium seeded (Al-seeded) ABS parts in the four different baths at room temperature for 24hr and 48hr deposition time. It is observed that for the entire acidic bath involved, as the deposition time increases conductivity of part improves. Best conductivity is observed in HF bath whereas specimen dipped in CH3COOH has shown poor conductivity in comparison with other acidic baths. This is further established by the standard deviation value. A low standard deviation indicates that the resistance value measured at various points tend to be very close to the average resistance. These results are applicable for all the shapes of sample taken for comparison. Furthermore it is also observed that after the maximum deposition time of 48 hr cuboidal sample gives the best electrical performance (in terms
of conductivity) in the entire individual bath. For all the shape considered in the present study, a general conclusion made is that 48 hr of deposition time : cubiodal sample dipped in HF bath gives the minimum electrical resistance (best conductivity) and the conical sample dipped in CH3COOH bath gives the maximum electrical resistance (poorer conductivity).

40
Table 5: Average resistance value with standard deviation for different samples whose surface are prepared by route 1.
The reason for the good electrical conductivity in Al- seeded samples is uniform distribution of aluminium by application of Al-charcoal paste over the sample surface. Cu crystal gets deposited in the region where aluminium seeds get exposed by scouring it with sandpaper and the growth of Cu becomes more and denser with increase in deposition time. Hence Al used in paste for surface preparation itself acts as catalyst in the electroless Cu deposition process.
The cuboidal sample shows better conductivity than all other shaped samples because as the surface orientation is flat so scouring can be done more uniformly and it leads to the better exposure of aluminium all over its surface which cannot be achieved in the rest of three different shaped samples as it is probably not possible to scoured the surface uniformly because of non-flat surface orientation.
HF acid provides the best conductivity among the entire acidic bath. The reason being it can cause more rapid dissolution of copper sulphate (CuSO4) and also fluorine being the inert gas easily escapes out during the reaction and doesn’t gets involved in the reaction. H2SO4 is also a strong acid but the dissolution rate of CuSO4 is likely to be less when compared with HF and also presence of oxygen (O) and sulphur (S) interferes in uniform copper deposition process as they got involved in reaction. Thus the conductivity value in H2SO4 is less than HF. H3PO4 and CH3COOH comparatively are weaker acid so the conductivity value is poorer.
4.2 Adhesion Evaluation for Al-seeded ABS parts
Adhesion evaluation of all the Al- seeded samples is done according to the scale defined by ASTM D 3359-02. All the ABS test samples after tape test shows no flaking and yield results in a scale 4B or 5B, meaning excellent adhesion strength as only less than 5% of the deposited materials could be removed by the tape. Conclusion
Metallization of ABS part has been studied on four different geometries namely cuboidal, cylindrical, pyramid and cone. These parts are fabricated on a fused deposition modelling machine using layer by layer deposition procedure. After surface preparation using Al- charcoal paste, Cu is deposited electrolessly using four different acidic baths. The acidic baths used are 5% CuSO4 with 15% of individual Hydrofluoric acid (HF), Sulphuric acid (H2SO4), Phosphoric acid (H3PO4) and Acetic acid (CH3COOH). Cu deposition under different acidic baths for is
presented with their electrical performance measurement in this study. The important findings observed are as follows:
1. Successful deposition of copper is achieved in all the different shaped samples and through the entire acidic bath.
2. Varying amount of conductivity is obtained for different shaped samples and different acidic bath.
3. Resistance value is obtained in all the measured points for cuboidal samples in the entire acidic baths but for other shaped samples the same is not achieved.
4. The best conductivity and better Cu deposition is achieved in HF followed by H2SO4, H3PO4 and then by CH3COOH bath.
5. Cuboidal samples provide the best conductivity among all the four geometries tested.
6. The conductivity for the sample dipped in CH3COOH bath in shows higher average resistance even after prolonged deposition time when compared with rest of the acidic bath. So it can be proposed that CH3COOH acid bath is not well suited for achieving the metallization in ABS parts.
7. For all the acidic bath it was found that conductivity improves with the increase in deposition time but there will be a minimum resistance value called plateau value beyond which conductivity cannot further increases with increase in deposition time [14].
Besides, the elimination of multi-step operations involved in the normal electroless route such as etching, neutralization, activation, and acceleration, it is cost effective because it requires use of fewer chemicals and also the cost for minimum available quantity of chemicals required is less in local market. Hence, the method is well acceptable. Based on the current results development of simpler and more cost-efficient Cu plating bath to further optimize deposition conditions (concentration of acids, deposition temperature and deposition time) is desired. Besides these, the lack of uniformity of Cu layers deposited under current conditions may become another focus of our future efforts.
References 1. Corp, G.E., Metallization Guide. GE Plastics, 1995. 2. Kuzmik, J.J., Mallory G.O., Hajdu J.B., Electroless plating:
fundamentals and applications (Reprint Edition). Orlando FL: The American Electroplaters and Surface Finishers Society, 1990.
3. Domenech, S, Lima ,E.Jr., Drago, V., Lima, J., Borges, N.G.Jr., Avila, A., Soldi, V., Electroless plating of nickel-phosphorous on surface-modified poly(ethylene terephthalate) films. Journal of Applied Surface; vol.220, pp.238–250, 2003.
4. Zhang, M.C., Kang, E.T., Neoh, K.G., Tan, K.L., Electroless plating of copper and nickel on surface modified poly (tetrafluoroethylene) films. Journal of Electrochemical Society, vol. 148, pp.71- 80, 2001.
5. Viswanathan, B., Metallization of plastics by electroless plating, Microwave Materials, vol.65 (7), pp.79-99, 1994.
6. Krulik, G.A., Kirk, Othmer (Eds.), Electroless Plating, Encyclopedia of Chemical Technology, vol. 9, John Wiley & Sons, New York, pp. 206–218, 1993.
7. Radulescu, F., Miller, P., Cunnane, L., Harris, M., Lam, H.,
Bowers, C., Journal of III-Vs Review Complete sputtering
Sample
HF H2SO4 H3PO4 CH3COOH 24hr 48hr 24hr 48hr 24hr 48hr 24hr 48hr
Cuboid
1.39±0.43
0.85±0.03
1.42±0.15
0.92±0.15
1.67±1.68
1.07±0.14
10.74±20.18
1.52±0.55
Cylinder
1.66±0.67
1.13±0.43
1.85±0.71
1.21±1.06
9.54±17.49
1.22±0.33
120.8±45.08
14.4±14.75
Pyramid
1.30±0.15
1.27±0.18
6.09±11.22
1.28±0.18
8.41±14.56
1.83±0.42
29.69±42.43
1.82±0.55
Cone
1.29±0.17
1.212±0.16
1.32±0.24
1.22±0.24
9.18±17.52
1.26±0.13
198.5±7.78
53.57±41.5

41
metallization for high-volume manufacturing, vol.15, pp. 42-5, 2002.
8. Griehl, S., Muller, T., Winkler, R., Thick metallization-layers on polymers through vacuum-technology. Journal of Surface and Coatings Technology, vol.169: pp.24-6, 2003.
9. Long, P., Blackburn, M., Watkins, J., Chemical fluid deposition: A hybrid technique for low temperature metallization, Journal of Advanced Materials, vol.12, pp.913-15, 2000.
10. Bruyn, De.K., Van, M.S., Deurwaerder, H., Rouxhet, L., Celis, J.P., Study of pretreatment methods for vacuum metallization of plastics. Journal of Surface and Coatings Technology, vol.163 (164), pp.710–15, 2003.
11. Hanna, F., Hamid, A., Aal, A., Controlling factors affecting the stability and rate of electroless copper plating, Journal of Materials letters, vol. 58, pp.104, 2003.
12. Xu, L., Wu, G.W., Liu, Z., Preparation of copper nano particles on carbon nanotubes by electroless plating method, Journal of Materials Research Bulletin, vol.39, pp.1499, 2004.
13. Li, D., Goodwin, K,, Yang, C., Electroless copper deposition on aluminum- seeded ABS plastics, Journal of material science, vol.43, pp.7121–31, 2008.
14. Li, D., Yan, C.L., Acidic electroless copper deposition on aluminium-seeded ABS plastics Journal of surface & coatings technology, vol.203, pp.3559–68, 2009.
15. Sood, A.K., Ohdar, R.K., Mahapatra, S.S., Improving dimensional accuracy of Fused Deposition Modeling processed part using grey Taguchi method, Journal of Materials and Design, vol.30, pp. 4243–52, 2009.
16. Sood, A.K., Ohdar, R.K., Mahapatra, S.S., Parametric appraisal of mechanical property of fused deposition modeling processed parts, Journal of Materials and Design, vol.31, pp.287–95, 2010.
17. Lustraflex material safety data sheet, LEATHERTONE plastic supply. Vol.1 (5), 2009.
18. Charbonnier, M., Romand, M., Polymer pretreatments for
enhanced adhesion of metals deposited by the electroless process, International journal of adhesion and adhesives, vol.23, pp. 277-85, 2003.
19. Gui-xiang, W., Ning,L, Hui-li, H., Yuan-chun, Y., Process of direct copper plating on ABS plastics. Journal of Applied Surface Science, Vol.253, pp.480–84, 2006.
20. Teixeira , L.A.C., Santini, M.C., Surface conditioning of ABS for metallization without the use chromium baths, Journal of Materials processing Technology, vol.170, pp.37–41, 2005.
21. Ono, S., Naitoh, K., Osaka, T., Initial propagation stage of direct copper plating on non-conducting substrate, Journal of Electrochemical Acta, vol.44, pp.3697-3705, 1999.
22. Shu, Z., Wang, X., Environment-friendly Palladium free surface activation technics for ABS surface, Journal of Applied Surface Science, vol.258, pp.5328– 31, 2012.
23. Fritz, N., Koo, H., Wilson, Z., Uzunlar, E., Wen, Z., Yeow, X., Allen, S., Kohl, P., Electroless deposition of copper on organic and inorganic substrates using a Sn/Ag catalyst, Journal of the Electrochemical Society, vol.159, pp.386-392, 2012.
24. Naruskevicius, L., Tamasauskaite amasiunaite, L., Xieliene, A., Jasulaitiene, V.A., Co-based surface activator for electroless copper deposition, Journal of Surface & coatings Technology, vol.206, pp. 2967–71, 2012.
25. ASTM, Designation. D3359 – 09.Standard Test Methods for Measuring Adhesion by Tape Test, vol.1 (8), 2010.













![SELECTIVE ELECTROLESS NICKEL PLATING ON OXYGEN …356823/FULLTEXT01.pdf · Electroless nickel plating on other, inactive seed-layers such as silicon [6, 7], aluminum [8] and ... displayed](https://static.fdocuments.net/doc/165x107/5f8284d6e56f510ad02498bb/selective-electroless-nickel-plating-on-oxygen-356823fulltext01pdf-electroless.jpg)




