Electric Furnace 1965 - The Application of Vacuum Degassing to...
8
18 Proceedings of Electric Furnace Conference, 1965 The Application of Vacuum Degassing to Bearing Steel by C. P. Church, T. Ill. Krebs, and J. P. Rowe The demand for cleaner bearing steels in quantity has been met at Babcock & Wilcox by use of carbon deoxidation and vacuum degassing. An improvement of life ratings for anti-friction bearings has developed simultaneously with the application of steel made by this method. Be- cause of the demand for bearing steels made by this practice, con- ventional air melting of bearing steels has been replaced by a prac- tice involving air melting followed by vacuum degassing. Although still a relatively new product which can be expected to undergo further evolution in time, bearing steels made by the B & W practice have found general accep- tance by bearing manufacturers. While quantitative data are still scarce, this product acceptance of- fers good qualitative evidence of the satisfactory performance of vacuum degassed bearing steels. llowever, quantitative data on the differences between air melt (AM) and ladle vacuum processed (VP) bearing steels are being collected. Differences do exist and exert a beneficial effect in favor of vacuum processing. This paper discusses the results of various comparative studies and experiences with regard to both air melted and ladle vacuunl degassed bearing steels, particularly the 52100 through-hardening grade. PROCESS AND EQUIPMENT Vacuum degassing at B & W's tubular products division has cer- tain unique features; therefore, a brief description of the equipment and process is presented. Fig. 1 shows a drawing of the degassing facility located at the steel plant in Koppel, Pa. Bearing steels are melted in 100- ton electric-arc furnaces prior to treatment in vacuum. After conven- tional air melt refining, the molten C. P. CHURCH and T. M. KREBS are, re- spectively, assistant to the chief metallurgist and plant metallurgist, tubular products division, Babcock and Wilcox Co., Beaver Falls, Pa. J. P. ROWE is chief, metallurgy and welding section, a t the company's re- search center in Alliance, Ohio. metal is tapped into a 110-ton non- magnetic ladle lined with suitable refractory. The ladle is transferred by overhead crane from the furnace to a ladle-car located in front of the 21 x 17 x 16-ft degassing chamber. The ladle is positioned inside an induction coil built into the ladle- car. A heat shield is placed over the ladle and the ladle car is moved into the chamber. The chamber is equipped with sliding doors on two opposite sides. This allows the ladle-car to be charged into the chamber from the furnace side for degassing and afterwards, to be dis- charged through the opposite side into the teeming bay. Fig. 2 shows a cross sectional view of the ladle and car within the vacuum chamber. For degassing, the ladle of hot metal is positioned in the chamber, the doors are closed and the stirring and vacuum systems are activated. The vacuum is obtained by a five- stage steam-ejector supplied with 160 psi steam from a 50,000 lb-per- hour B & W boiler. With present ZuotiOGGER- ~ T H STAGE JET + 2~ C& l E N_S ER - practice, the pressure is decreased to between 50 and 100 microns in the chamber. After the degassing cycle, which takes about 15 min, the chamber is purged with argon before breaking the vacuum. The entire cycle from tap to teem takes about 35 min. Deoxidation results from the re- action of carbon with oxygen to form gaseous carbon monoxidc which is continuously withdrawn by the high capacity, vacuum sys- tem. Facilities are provided for making alloying additions under vacuum within the chamber as necessary to meet chemical specifi- cations and to control grain size. Mixing of the additions is readily obtained by induction stirring. About 2500 heats of bearing steel have been made by this process with good results. Most of the steel so treated has been through-harden- ing 52100 grade whose high carbon- content is ideally suited to vacuum carbon deoxidation practice; how- ever, considerable quantities of car- Isr HOGGER Isr CONDENSER 3u0 STAGE JET CONTROL HOUSE SIGHTING GLASSES ALLOY BINS Fig. I-Babcock & Wilcox vacuum degassing unit at Koppel, Pa. STAINLESS LADLE INDUCTION .COILS TRANSFER CAR
-
Upload
nguyenthuan -
Category
Documents
-
view
219 -
download
1
Transcript of Electric Furnace 1965 - The Application of Vacuum Degassing to...

18 Proceedings of Electric Furnace Conference, 1965
The Application of Vacuum Degassing to Bearing Steel
by C. P. Church, T. Ill. Krebs, and J. P. Rowe
The demand for cleaner bearing steels in quantity has been met a t Babcock & Wilcox by use of carbon deoxidation and vacuum degassing. An improvement of life ratings for anti-friction bearings has developed simultaneously with the application of steel made by this method. Be- cause of the demand for bearing steels made by this practice, con- ventional air melting of bearing steels has been replaced by a prac- tice involving air melting followed by vacuum degassing.
Although still a relatively new product which can be expected to undergo further evolution in time, bearing steels made by the B & W practice have found general accep- tance by bearing manufacturers. While quantitative data are still scarce, this product acceptance of- fers good qualitative evidence of the satisfactory performance of vacuum degassed bearing steels. llowever, quantitative data on the differences between air melt (AM) and ladle vacuum processed (VP) bearing steels a re being collected. Differences do exist and exert a beneficial effect in favor of vacuum processing. This paper discusses the results of various comparative studies and experiences with regard to both air melted and ladle vacuunl degassed bearing steels, particularly the 52100 through-hardening grade.
PROCESS AND EQUIPMENT Vacuum degassing a t B & W's
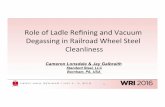
tubular products division has cer- tain unique features; therefore, a brief description of the equipment and process is presented. Fig. 1 shows a drawing of the degassing facility located a t the steel plant in Koppel, Pa.
Bearing steels are melted in 100- ton electric-arc furnaces prior to treatment in vacuum. After conven- tional air melt refining, the molten
C. P. CHURCH and T. M. KREBS are, re- spectively, assistant to the chief metallurgist and plant metallurgist, tubular products division, Babcock and Wilcox Co., Beaver Falls, Pa. J. P. ROWE is chief, metallurgy and welding section, a t the company's re- search center in Alliance, Ohio.
metal is tapped into a 110-ton non- magnetic ladle lined with suitable refractory. The ladle is transferred by overhead crane from the furnace to a ladle-car located in front of the 21 x 17 x 16-ft degassing chamber. The ladle is positioned inside an induction coil built into the ladle- car. A heat shield is placed over the ladle and the ladle car is moved into the chamber. The chamber is equipped with sliding doors on two opposite sides. This allows the ladle-car to be charged into the chamber from the furnace side for degassing and afterwards, to be dis- charged through the opposite side into the teeming bay. Fig. 2 shows a cross sectional view of the ladle and car within the vacuum chamber.
For degassing, the ladle of hot metal is positioned in the chamber, the doors are closed and the stirring and vacuum systems are activated. The vacuum is obtained by a five- stage steam-ejector supplied with 160 psi steam from a 50,000 lb-per- hour B & W boiler. With present
ZuotiOGGER-
~ T H STAGE JET +
2~ C&lE N_S ER -
practice, the pressure is decreased to between 50 and 100 microns in the chamber. After the degassing cycle, which takes about 15 min, the chamber is purged with argon before breaking the vacuum. The entire cycle from tap to teem takes about 35 min.
Deoxidation results from the re- action of carbon with oxygen to form gaseous carbon monoxidc which is continuously withdrawn by the high capacity, vacuum sys- tem. Facilities are provided for making alloying additions under vacuum within the chamber as necessary to meet chemical specifi- cations and to control grain size. Mixing of the additions is readily obtained by induction stirring.
About 2500 heats of bearing steel have been made by this process with good results. Most of the steel so treated has been through-harden- ing 52100 grade whose high carbon- content is ideally suited to vacuum carbon deoxidation practice; how- ever, considerable quantities of car-
Isr HOGGER
Isr CONDENSER
3u0 STAGE JET
CONTROL HOUSE
SIGHTING GLASSES
ALLOY BINS
Fig. I-Babcock & Wilcox vacuum degassing unit a t Koppel, Pa.
STAINLESS L A D L E
INDUCTION .COILS
TRANSFER CAR

Vacuum Steelmaking 1 19
burizing grade steels for bearings have been produced including 8620, 4620, 4720, 3310, and 3312. Typical oxygen contents for 52100 VP are in the range 10-25 ppm as compared to 25-60 ppm for air melt. Oxygen values for carburizing grade AISI 8620 are in the range 15-35 ppm for vacuum processed and 35-70 ppm for air melt.
PERFORMANCE CHARACTERISTICS
The transition from air melt to vacuum degassed bearing steel has been accomplished smoothly and without incidents for the various grades mentioned. No changes in processing other than in melting practice have been necessary for vacuum processed bearing. steels.
Machinability Machinability is a critical per-
formance characteristic for bearing steels. The conversion to vacuum degassed steel has caused no signifi- cant alteration in machining char- acteristics of tubing by comparison with similarly processed tubes made from air melt steel. No changes in heat treatment practices for either tubing or bearings have been neces- sary to accommodate VP steels.
Hardenability Vacuum degassing has no detri-
mental effect on the hardenability of bearing steel by comparison with air melting. This is shown by Jominy hardenability data in Fig. 3 and Table I which compares results for 80 heats each of air melt and vacuum processed 8620 carburizing grade. Inasmuch as the two lots were identical in size and average chemical analysis, note should be taken of the slight improvement in hardenability of the VP steel.
Rolling Contact Fatigue As noted earlier, the bearing com-
panies report satisfactory perform- ance of bearings produced from VP steel. While long-time service per- formance has not yet been accumu- lated for vacuum degassed steel bearings, there is every reason to expect this to be satisfactory.
Since the introduction of VP steel the catalog ratings for many bear- ings have been increased by about 200-300% for both through-harden- ing and carburizing grades. These new performance ratings are the re- sult of rolling contact fatigue tests, i.e. bearing life tests, conducted by various bearing manufacturers. , The use of contact fatigue tests by users to qualify steelmaking prac- tices, steel quality, and bearing life performance is a newly developing, but important trend for bearing steels. The increasing use of this highly specialized performance test stems from the inadequacy of cur- rent techniques for assessing bearing steel quality. In view of its signifi- cance and the potential problem
SIGHT GLASS
/
STOPPER ROD .- . - -
Fig. 2-Cross sectional view of ladle in vacuum chamber. Ladle sits on car within induction coil.
posed to specialty steelmakers by the development of this trend, some further brief remarks on this sub- j,ect are in order.
Interest in rolling contact fatigue results from its importance as the most common metallurgical cause of bearing failures. I t is known that re- sistance of steels to contact fatigue is affected by the size, kind, and dis- tribution of inclusions.'-" Conse- quently, steel cleanliness has always been the primary quality criterion for bearing steels. While this is still the case for acceptance testing on a
influence of variations in melting practice and steel quality and for generating contact fatigue failures for laboratory studies. During the past five years, we have performed numerous contact fatigue tests on AM and VP 52100 bearing steel us- ing the A 0 tester developed by a leading bearing company. In this test, five balls under springloading are rotated against a hardened, highly finished, 52100, washer-type specimen to produce rolling contact fatigue in the specimen. Fatigue
heat-to-heat basis, increasing em- Table I. Average Chemical Analyses and phasis and reliance are being placed Jominy Hardenability for 80 Heats by the bearing makers on contact fatigue tests. These have the advan- 8620 A M and 8 0 Heats 8620 VP.
tage of providing a more direct cor- ---
relation with performance. Chemical Analyses, % Jominy Hardenability
No attemDt will be made here to present a -detailed discussion of rolling contact fatigue testing of bearing steels. Briefly, it can be said that contact fatigue performance is governed by statistical principles and the tests must be conducted ac- cordingly to be meaningful. The re- sults from one or a few specimens have no significance, and usually, a relatively large lot, frequently 30 specimens, must be tested to satisfy the statistical requirements. It may take months to perform the neces- sary tests with present techniques, thus making this method impractical for heat qualification on a day-to- day basis. The inherent difficulties in procurement of test bearings pre- clude extensive use of such tests for quality evaluation by steelmakers.
However, because of the impor- tance of contact fatigue in bearing steel, B&W has been seeking for some time a simplified means of contact fatigue testing. Ideally, it should be suitable for evaluating the
Distance From Hardness, R,
Quenched - End Vacuum Air
VP AM ( 1 6 t h ~ ) Processed Melt
Table 11. Average J-K Cleanliness Index Ratings for 52100 Steel
~- -
Inclusion Type
A B C D
Air Melt* 21.7 12 0 21.6 Vacuum Processed* 24 11.6 0 9.6
Avg of 100 heats.

2 0 Proceedings of Electric Furnace Conference, 1965
6 0 1 A I R MELT .20 .80 , 0 1 1 .016 .27 . 5 4 .51 . 2 0 1 70 T Y P E * - - - C M n P - - - - S S i Ni C r &
0 2 4 6 8 10 12 1 4 16 18 20 22 2426 28 30 32 34 36 3 8 4 0
D I S T A N C E F R O M Q U E N C H E D E N D ( S I X T E E N T H S ) Fig. 3-Comparison of Jominy hardenability data for 8 0 heats each of air melt and vacuum processed 8620.
65
machines and test specimens are shown in Figs. 4 and 5. A typical pit- type fatigue failure is also shown in Fig. 5.
The time-to-failure is recorded for each specimen and the results are plotted as a Weibull distribution showing percent failed specimens versus times-to-failure. Fig. 6 sh0w.s a plot of fatigue failures occurring in the shortest times for a test lot of 112 specimens of VP 52100.
Comparison of 52100 AM and VP steel contact fatigue tested with the A 0 tester shows an improvem-ent in the LIo life* for 52100 VP over.air melt. However. there is some doubt
ZT .20 . 8 1 .009 .013 .27 . 5 5 .51 . 2 0
whether the results for this type of test are sensitive enough to steel- making variables and steel quality variations to provide a true reflec- tion of performance potential or dif-' ferences between AM and VP steel. This question arises from the use of very high compressive stresses (mean stress-404,000 psi, maximum stress-606,000 psi) to accelerate fail- ures and shorten testing time. Thus, at the present stage of development, the test leaves much to be desired as a tool for appraising the results of small changes in steel quality-the cumulative effects of which spell progress in steelmaking. Further investigations at lower load are cur- rently in progress. Incidentally, this test does fulfill the objective of pro- viding materials with contact- fatigue induced microstructural changes, such as butterfly struc- tures, for laboratory studies.
QUALITY EVALUATION TESTING
There is no doubt that the cham- ber vacuum degassing process pro-
duces bearing steel of better quality than conventional air melt .practice. This is shown by cleanliness testing and confirmed by performance.
Ring Fracture and Etch Tests Our experience to date shows rel-
atively little difference between 52100 AM and 52100 VP in ring frac- ture and etch tests.
Magnaflux Tests Magnaflux testing is seldom used
as an acceptance test for bearing
steels, and relatively little informa- tion is available.
Ultrasonic Tests Ultrasonic testing shows promise
as a means for evaluating bearing steel quality. Use of ultrasonics for steel cleanliness rating is in an early stage of development. It is being ac- - tively examined by steelmakers and bearing manufacturers alike. Our UT investigations, coupled with careful metallographic searches, show a correlation between ultra- sonic indications and inclusions.
Current efforts to evaluate vacuum degassed bearing steels by ultrason- ics are handicapped by the fact that air melt bearing steel is no longer available for comparative studies. However, other investigators4 have shown significant differences in the ultrasonic trace for bearings made from AM and VP bearing steels. The VP steel reportedly shows smaller and fewer ultrasonic indications in comparisons with air melt. These same investigators also found a di- rect correlation between the ultra- sonic trace and fatigue performance of groups of test bearings.
Microcleanliness and Microprobe Tests
Although leaving much to be de- sired as an acceptance test for bear- ing steels, microcleanliness testing is nevertheless the most widely used test for bearing steel quality. For 52100 and other through-hardening bearing steels, the J-K rating meth- od (ASTM E45 Method A) is used. Since J-K ratings record only the worst inclusion fields, the test is not
-
L,o life: Time at which 10% of the test specimens have failed. Fig. &Type A 0 rolling contact fatigue testing machines.

Vacuum Steelmaking 1 21
Fig. 5-Washer specimen used in contact typical fatigue failure.
sensitive to small differences in steel quality. However, J -K ratings show that 52100 VP steel is mark- edly cleaner from the standpoint of frequency and size of D-type inclu- sions than 52100 AM. This may be shown by means of an index which weighs and averages the J-K micro- cleanliness ratings for the six stand- ard heat locations (top and bottom of first, middle, and last ingots). This index may be expressed for a given inclusion type as follows:
where z T = Summation of thin ratings for six standard
heat locations XH = Summation of heavy ratings for six standard heat locations I = Index value
"Heavies are weighted as two times thins in this index. Example: A heat showing D- type J-K ratings of 1.0 thin and 1.0 heavy a t all six loca- tions would have an Index Value of 18.0 for D-type inclu- sions.
fatigue testing. Small pit on ball-trock is a AM steeis showed that they were characteristically complex and con-
0 - REPRESENTS FAILED SPECIMENS
2 0 .I .2 .5 I 2 5 10 20 50 ICQ
SPECIMEN LIFE-MILLIONS OF REVOLUTIONS
Fig. G W e i b u l l plot showing the earliest contact fatigue failures in 112 specimen test lot of 52100 VP steel. Test conditions involve thrust load a t 404,000 psi mean compressive stress and 606,000 psi maximum compressive stress.

22 Proceedings of Electric Furnace Conference, 1965
melt is completely encased by sul- fide. These sulfides are not readily identified as such, and hence are not counted in microcleanliness evalua- tion.
Study of the D-type oxides found in V P heats of 52100 steel showed that the particles not only are fewer and smaller than in AM heats, but that their composition is different from those in AM heats. Fig. 10 shows a series of scans for a typical D-type oxide from a VP heat. This inclusion is shown to be a particle of MgA1,0, surrounded by a matrix of (Al, Ca, Si) oxide. This is essen- tially the same total chemistry shown for the inclusion in Figs. 8 and 9, but the particle morphology is considerably less complex. This relative simplicity is typical of the few oxides found in VP heats. These particles seem to have formed by the deposition of the (Al, Si, Ca) oxide on a single nucleus of MgA1,0,. The scan for sulfur further shows that the oxides in the VP heats are completely free from sulfides; those in the AM heats were shown to be associated with sulfides. Thus, al- though the sulfur contents of VP heats are somewhat lower on the average, virtually all of the sulfides which form in the steel are rated as Type A inclusions. As mentioned
0 6 12 18 2 4 30 36 4 2 48 54 60 previously, these differences in the
SIZE OF INCLUSIONS (INCHES x 10-41 inclusions contained in air melt and VP steels stem basically from the
Fig. 7-Globular inclusion diometer 52100 VP vs. 52100 AM. difference in deoxidation practice made possible by vacuum processing. From the standpoint of bearing steel quality the -decreased amount
tained several distinct phases. An represent the most continuous phase of globular 'oxides in 52100 VP is optical micrograph of a typical air present; and (3 ) rather angular. more important by the melt globular inclusion is shown in well-defined pafticles of MgA1,0, bearing manufacturers than the sul- Fig. 8 together with an X-ray scan occurring throughout the matrix. fide for the major elements in the Par- The significant aspect of these re- A stud; of the Type A sulfide in- ticle. ~ h e s e scans indicate the dis- sults is the fact that the so-called clusions in the two types of steel in- tribution of each element relative globular oxide inclusion in 52100 air dicates that there is essentially no to the optical micrograph shown. Five important elements were de- tected: manganese, sulfur, magnes- ium, calc~um, and aluminum. The scans show that the most generally distributed element is aluminum, whlch 1s present in all of the darker areas of the sample. Calclum and magnesium are also present in large amounts throughout the core of the particle. The scan for manganese, calcium, and similarly for sulfur, demonstrates that the rim of the en- OPT APH MANGANESE SULFUR
distribution indicated in these scans with the microscopically observed
of the pLases in the particle as shown in Fig. 9. Three phases com- m prise the entire particie: (1) the (Mn, Ca) S which forms the rim and which is also present as discrete particles within the inclusion; ( 2 ) (Al, Ca, Si) oxides which seem to Fig. 8--Electron microprobe beam sconning images of elements in complex oxide inclusion form the matrix of the particle and in 52100 air melt steel.

Vacuum Steelmaking 1 23
(Mn, Ca 1 S -
Fig. %Major constituents of complex
difference in the composition of the sulfide particles as a function of melting practice. They were pre- dominantly MnS in both grades with most particles showing about 2-4% Ca, 1-2% Cr and 3-5% Fe substituted for the manganese.
The average index for B-type in- clusions (Table 11) was shown to be very similar for VP and AM heats of 52100 steel. Microstructural and microprobe analysis was completed on a typical series of these inclusions from both AM and VP steel to estab- lish the actual chemistry of the stringers and to determine whether significant differences resulted from vacuum processing. These results indicated that the composition of Type B stringers is largely the same for either melting practice. A typi- cal series of X-ray scans is shown in Fig. 11 for a portion of a stringer in an air-melted heat. These scans, together with quantitative data taken from selected points in the particles, show that the stringers ar.e 70-90% Also, with the balance being primarily either CaO or MgO. Silica is frequently present in amounts up to about 5%. Sulfides are found randomly along the stringers and are either contained in the oxide, as they are in the particle in Fig. 11, or are interspersed between the ox-
oxide inclusion in 52100 air melt steel.
eralities are based on a relatively large number of observations and many individual quantitative analy- ses. A surprising degree of uniform- ity and reproducibility among in- clusions was found in this work. Thus, the implications suggested by these data are believed reliable.
The major effect of vacuum proc- essing on the microcleanliness of 52100 steel has been shown to be a decrease in globular oxide count and size and a slight increase in sul- fide rating. The decrease in number of oxides is readily explained since the final additions are deferred in vacuum practice until after fairly complete carbon deoxidation has taken place. Thus, there is simply less oxygen available for the forma- tion of oxides.
OPT l C A L MI1
The reason for the sulfide varia- tion with melting practice is less clear. Thermodynamically, based on existing data from simple systems, no sulfides should form in the steel until the temperature falls below the liquidus. This obviously will not oc- cur until teeming into the ingots. Thus the effects noted, in which sulfides nucleate on the globular ox- ides in AM heats but not in VP heats, may relate to the differences in deoxidation practice which intro- duce calcium to AM heats. Calcium apparently acts to scavenge the sul- fides as they precipitate, causing them to nucleate on the globular oxide particles. In VP heats, to which calcium has not been added for deoxidation, the sulfides nu- cleate freely.
The lack of anv detectable effect of vacuum on Type B inclusions is not readily explained by the data obtained in the present study. This presents an important area for further research. To with- stand vacuum operations and the higher tap temperatures encount- ered with ladle degassing, high alu- mina refractories are needed for ladle linings. The latter must be rec- ognized as a potential source of alumina-type iwlusions. Additional studies dealing with the origin of Type B alumina particles in vacuum degassed steel should be conducted. Further modifications and refine- ments to melting practices and re- fractories are needed for additional improvements in microcleanliness.
CHEMICAL COMPOSITION OF BEARING STEELS
The present chemical compositions of bearing steels, both through- hardening and carburizing grades, should be revised for vacuum proc-
CROGRAPH ALUMINUM MAGNESIUM ides in the stringer. The Type B in- clusions tended to show a denser spacing of the individual particles in AM heats than in V P heats. Further, the sulfides assoc~ated wlth B-type inclus~ons were generally CaS with 3-6% Mn in the air melts and MnS with 3-7% Ca in the VP heats.
Discussion of Microcleanliness -- and Microprobe Results SILICON CALCIUM S U L F U R
The inclusion studies presented in CI
this paper have dealt entirely with 52100 steel. They have been pre- lop sented in summary form and as Fig. l&Electron microprobe beam scanning images of elements in complex oxide inclusion fairly broad generalities. These gen- in 52100 vacuum process steel.

24 Proceedings of Electric Furnace Conference, 1965
{OGRAPH CALCIUM ALUMINUM
MAGNESIUM SULFUR H
10~ Fig. 11-Electron microprobe scans in type B inclusion.
essing. The current compositions are casryovers from conventional elec- tric furnace air melt practice. In fact, the EF compositions stem from open hearth practice, except for lower phosphorus and sulfur con- tents. For vacuum processing, cer- tain compositional specifications, particularly those for silicon con- tent, appear to be obsolete and serve no useful purpose in V P steels. With carbon vacuum deoxidation, silicon is not needed as a deoxidizer. In the amount present in most bearing steels, i.e., 0.20-0.35%, silicon does not contribute significantly to hard- enability or other metallurgical characteristics. Thus, the addition of silicon to vacuum processed bearing steels seems to be a technically ob- solete practice being continued to satisfy a n outmoded requirement I t would seem reasonable to revise the silicon specification to show only 0.35% maximum.
The chemical specification for manganese in 52100 should also be reviewed. At the level normally present in this steel, manganese does not contribute greatly to hardenabil- ity, nor is this amount necessary to tie up the relatively low content of sulfur present." On the other hand, the manganese content of scrap pre- vents attainment of ultra low man- ganese in the finished steel except by use of extraordinary means. Here again, a specification on the maximum alloy content should suf- fice.
S U M M A R Y The transition from air melted
steel to , carbon-deoxidized, ladle vacuum degassed steel for bearings has been accomplished smoothly. An improvement of bearing life rat- ings has developed simultaneously with the use of vacuum degassed
steel. Through-hardening 52100 bearing steel produced by ladle vacuum degassing shows improved microcleanliness. The most notice- able effect of this degassing practice on the microcleanliness of 52100 is the reduction in size and frequency of D-type globular oxides and the increase in sulfide ratings. Micro- probe and metallographic investiga- tions have shown that sulfides are associated with D-type oxide inclu- sions in air melt 52100; however, this is not the case for 52100 VP. This results in the presence of greater numbers of sulfides in the degassed steel. Degassing practice has now developed to the stage where steel compositions tailored to this process are desirable.
REFERENCES 1 J. D. Murray and R. F. Johnson: Special
Report 77 on Clean Steel, Iron and Steel Inst., London. 1963, pp. 110-118. CL. 0. Uhrus: Special Report 77 on Clean
Steel. Iron and Steel Inst.. London. 1963. pD. io4-109.
XR. F. Johnson and J. F. Sewell: J . Iron and Steel Inst., December 1960, pp. 414-443.
I E. Harness: Private communication. fiT. E. Perry: High Vacuum Deocissing-
Tile Pvocess rind The Results , oaoer ore- sented at General Meetlng of ~rnerccan iron and Steel Inst., New York, May 26, 1965.
APPENDIX
Inclusion Identification by Electron-Microprobe Analysis
The Electron Microprobe X-ray Analyzer provides the metallurgist with the ideal technique for the identification of inclusion particles: he can establish the composition of observed particles in situ while ob- serving the particle in question. This is accomplished by coupling the long-established principles of X-ray spectrography with recent advances in electron optics which make possi- ble the production of a micron-size
electron beam. By centering the beam on a specific micro-constitu- ent, an X-ray spectrum is generated which contains the wave lengths characteristic of the elements pres- ent in the irradiated area. The oper- ator can collect these characteristic X-rays in suitable spectrometers and electronically record the chemi- cal composition of a microvolume of material, in situ. At the time of these studies, analysis could be made for all elements in the periodic table above sodium. Present capabil- ities of our equipment also permit analysis for the interstitial elements. A standard metallographic polish is applied to all samples prior to anal- ysis.
The microprobe was used to study the composition of the inclusions in 52100 steel with emphasis on the ef- fects of vacuum processing on in- clusions. The inclusions were first identified qualitatively using an Electron Beam Scanning (EBS) sys- tem. This system electrically couples the sweep drives on an oscilloscope tube to a set of deflection plates around the electron beam. In this way the electron beam can be caus- ed to scan a square area on the sample whose size can be varied in steps of 2X from 45 to 360 microns square. This results in an image magnification of from 250 to 2000X. As the beam sweeps across the sample, the instantaneous signal from any of the detectors in the in- strument can be amplified to modu- late the intensity of the oscilloscope beam. Thus, by setting a n X-ray de- tector for the wave length of an element being studied, the distribu- tion of that element in the area be- ing scanned is presented on the os- cilloscope tube. By taking successive photographs of the same area with the X-ray detector set for the wave lengths of the various elements be- ing studied, a comparative distribu- tion of these elements can be made. The EBS photographs can be com- pared directly with optical micro- graphs of the areas being analyzed.
Following the qualitative deter- mination of the elements contained in the inclusions, a quantitative analysis was made of each of the in- clusions. Standards used for the ele- ments were pure metals with the following exceptions: FeS for S, CaCo, for Ca, and KBr for K. Back- ground corrections, wave length shift corrections, and deadtime cor- rections were made to all data. Ab- sorption corrections were based on the measured relative X-ray intensi- ties, using published mass absorp- tion coefficients. All inclusions, ex- cept the sulfides, were assumed to be oxides during the absorption cor- rections and, hence, all inclusions, except sulfides, are reported as ox- ides, although they are not neces- sarily present as oxides. Their ap- pearance in the optical microscope indicates that they are oxide types, however.

Vacuum Steelmaking 1 25
.
Discussion B. A. STRATHDEE [Dominion Foun-
dries and Steel, Hamilton , Ont.] : What techniques do you use for sampling both liquid and solid steel, and how do you analyze them for oxygen, hydrogen and nitrogen?
C. P. CHURCH: We have a Leco oxygen analyzer. Because of our product we are not overly concerned with hydrogen in our finished prod- uct, and we have very few results on hydrogen or nitrogen. At present, we are primarily concerned with oxygen. We take these from billet samples. We have taken tests at each stage of processing, and the final tests in the 4 x 4 reforged bloom. We have taken samples before going into the . degasser and at various stages along the line, too.
G. H. OCKENHOUSE: In respect to fatigue testing, what percentage of fatigue failures could be traced di- rectly to nonmetallic inclusions?
T. M. KREBS: I cannot answer that. This part of the test program-the search for the cause of the failure -proceeds very slowly. In most cases the evidence of what was at the point of failure is destroyed by formation of the failure itself, so I really cannot say that we have very good evidence in all cases relating the failure to some inclusion.
However, in doing some of our ultrasonic test work on samples, bearings which have been run in fa- tigue, we have located small indica- tions which, when we have cut into the sample, have shown an inclusion with a small initiation point perhaps of a fatigue crack at that point. Once the failure has actually begun and has occurred, unless the inclusion was very gross, I doubt very much that evidence would be found asso- ciating the inclusion with the fail- ure. We have not done a great deal of this type of investigation on the fatigue specimens that we have gen- erated in our testers, however.
G. H. OCKENHOUSE: SKP has been doing a lot of work. They are a bear- ing company, and their recent work indicates that it is more of a prob- lem in the making of the bearing and heat treatment. I believe new depar- tures and new heat treatment pro- cedures bear this out-that some of the improvement in the B10 life has not only come from vacuum treat- ment but also the new heat treating procedures they are using by putting compressive stresses in the subsur- face area of the parts.
T. M. KREBS: That is certainly true.
There is no intent here to give all the credit to the steel companies for the new ratings.
FREDERICK DELVE [Jcmes & Laugh- lin Steel Corp., Pittsburgh, Pa.] : Do you propose to decrease the silicon content from 50 and 30 down to what level? You say i t will have no effect on the response to heat treat- ment.
T. M. KREBS: That is correct. I said presently there is a 20 min and 35 max. I think we should take out the 20 min since it seems to be con- tributing nothing. You can leave in the 35 max, which will cover vari- ations in the present practice.
G. C. DUDERSTADT [Jones & Laugh- lin Steel C w . , Pittsburgh, Pa.]: Did you get some additional infor- mation on the manganese oxide con- tent of the globular inclusions? All the other microprobe tracings have shown certain variations between the two steelmaking practices, but we did not see the manganese, which may be very important.
J. P. ROWE: Only briefly I can say that in all cases where we have re- ported data on manganese, we find it associated in an area of the spec- imen which also contains sulfur, leading us rather naturally to be- lieve that it is in the form of man- ganese sulfide. Our microprobe has only recently been equipped for light-element analysis, and for that reason we have not looked at the oxygen content in these areas. I am afraid we cannot make any further comment on that question.
Chairman PREUSCH: Your sug- gestion that manganese be lowered brings with it an implication that you feel some improvements might be realized from lower manganese in the steelmaking. Do you have in- dications of this?
Secondly, have you actually poured ingots of 52100 made without silicon, and have you found them to be en- tirely free from subsurface small gas bubble rejection?
T. M. KREBS: Regarding the first question, I really do not have any in- formation on the effect of manganese at lower levels. Clark, could you comment on the second question af- ter Mr. Preusch repeats it?
Chairman PREUSCH: YOU have suggested that there should be 35 max on silicon but no minimum. The thought is that the steels might be poured or perhaps should be poured at substantially lower silicon levels than the 20 min. Have you actually
poured ingots at the 10 or less vicin- ity? If you have, have you done it in air, and have those ingots been entirely free of subsurface carbon monoxide injection?
C. P. CHURCH: We have not done it purposely. Once in a while we have an accident and end up with low silicon, and that is why at the present time we are looking for some bearing company with as much courage as we have to process a heat with low silicon. On some of our work, where we have ended up with low silicon, we have made magna- flux and microcleanliness tests, and it seems to us that on the subsurface indication we got quite an improve- ment. Therefore we are quite in- terested in trying to find out what happens down in the very low sili- . cons.
G. C. DUDERSTADT: If I understood you correctly, you said some of your improvements were obtained through the placement of calcium silicon through the carbon deoxidation practice. Does this mean you do not add any calcium silicon any more?
Secondly, we have heard quite of- ten that vacuum process results in an increased rating for sulfides. Do you have any evidence that this has a detrimental effect on the proper- ties of the bearing steel, or does this mean, if you would not have this increase in the sulfide rating, you might have even better properties?
C. P. CHURCH: We do not use any calcium silicon at the present .time in any stage of melting. We find when we do introduce it, even though it does have benefits for ball- ing up the alumina inclusions, we come out with large ball type in- clusions, which our customers do not like, either. You have to decide which one you want. We have de- cided we do not want the ball type inclusion. With our practice we have enjoyed very good success without the calcium silicon. It has not made an inferior product as far as we know.
G. C. DUDERSTADT: Does this' in- creased rating in sulfides have any detrimental effect on your proper- ties, or do you get some evidence of this?
C. P. CHURCH: The majority of those using it say no; but when it comes to increasing the sulfide limit they are not so courageous. I believe most of the bearing people do not think the high sulfur causes them much trouble.