
ELABORACIÓN DE PIEZAS MEDIANTE DEFORMACIÓN DEL …ELABORACIÓN DE PIEZAS MEDIANTE DEFORMACIÓN DEL...
14
ELABORACIÓN DE PIEZAS MEDIANTE DEFORMACIÓN DEL MATERIAL. ¾ Se puede realizar a temperatura ambiente (deformación en frío) o elevando la temperatura del material (deformación en caliente). ¾ Se aplica principalmente a los metales, aunque también se emplea en la obtención de piezas de plástico (termoconformado). ¾ Algunos metales (Au, Cu, Ag) se deforman bien en frío, pero otros (materiales férreos) son difíciles de deformar en frío. A poder ser se elige la deformación en frío , siempre que el material y la pieza lo aguanten , pues se obtienen unas propiedades mecánicas superiores y un mejor acabado de la pieza. Además se ahorra energía al no tener que calentar el material y las herramientas a emplear no tienen que soportar grandes temperaturas. Por el contrario, las máquinas empleadas en la deformación en frío han de ser más potentes. Una clasificación de algunos diferentes métodos y operaciones por deformación puede ser: EN CALIENTE • Colada continua • Laminación • Forja Extrusión EN FRÍO ación n • • Embutición estirado ste en llenar un recipiente (cuba) con metal fundido procedente de un horno emplea Esta tira cae en vertical y al apoyarse sobre unos cilindros, a medida que avanza, se va colocando horizontal hasta ser cortada mediante sopletes, que se mueven a la misma velocidad que la plancha. Estirado Recalcado Estampado • Lamin • Forja • Estampació Extrusión • Doblado y curvado • Trefilado y 1.- COLADA CONTINUA Consi do para obtener acero. El metal cae de la cuba y se introduce en un molde refrigerado sin fondo donde se solidifica y se obtiene así una tira continua (perfil) de sección semejante a la del molde. 10
Transcript of ELABORACIÓN DE PIEZAS MEDIANTE DEFORMACIÓN DEL …ELABORACIÓN DE PIEZAS MEDIANTE DEFORMACIÓN DEL...

ELABORACIÓN DE PIEZAS MEDIANTE DEFORMACIÓN DEL MATERIAL.
Se puede realizar a temperatura ambiente (deformación en frío) o elevando la temperatura del material (deformación en caliente).
Se aplica principalmente a los metales, aunque también se emplea en la obtención de piezas de plástico (termoconformado).
Algunos metales (Au, Cu, Ag) se deforman bien en frío, pero otros (materiales férreos) son difíciles de deformar en frío. A poder ser se elige la deformación en frío, siempre que el material y la pieza lo aguanten, pues se obtienen unas propiedades mecánicas superiores y un mejor acabado de la pieza. Además se ahorra energía al no tener que calentar el material y las herramientas a emplear no tienen que soportar grandes temperaturas. Por el contrario, las máquinas empleadas en la deformación en frío han de ser más potentes.
Una clasificación de algunos diferentes métodos y operaciones por deformación puede ser:
EN CALIENTE
• Colada continua
• Laminación
• Forja
Extrusión
EN FRÍO
ación
n
•
• Embutición
estirado
ste en llenar un recipiente (cuba) con metal fundido procedente de un horno emplea
Esta tira cae en vertical y al apoyarse sobre unos cilindros, a medida que avanza, se va colocando horizontal hasta ser cortada mediante sopletes, que se mueven a la misma velocidad que la plancha.
Estirado Recalcado Estampado
• Lamin
• Forja
• Estampació
Extrusión
• Doblado y curvado
• Trefilado y
1.- COLADA CONTINUA Consido para obtener acero. El metal cae de la cuba y se introduce en un molde refrigerado
sin fondo donde se solidifica y se obtiene así una tira continua (perfil) de sección semejante a la del molde.
10
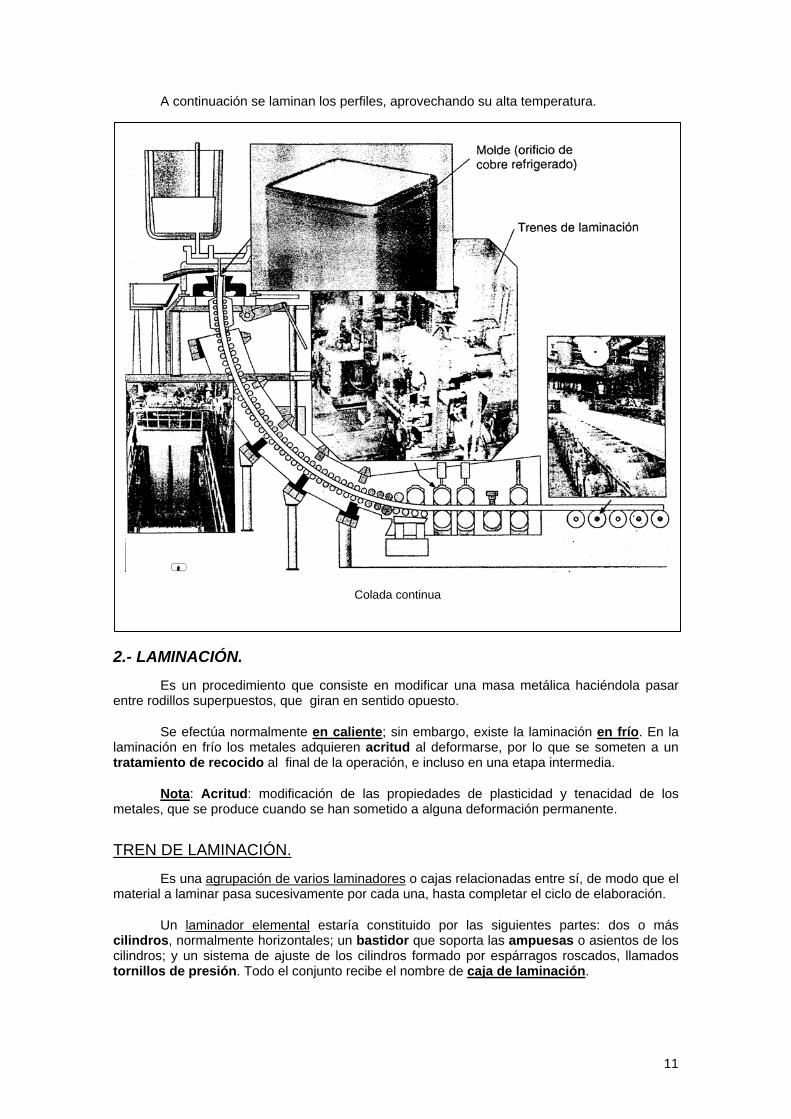
A continuación se laminan los perfiles, aprovechando su alta temperatura.
Colada continua
2.- LAMINACIÓN. Es un procedimiento que consiste en modificar una masa metálica haciéndola pasar
entre rodillos superpuestos, que giran en sentido opuesto.
Se efectúa normalmente en caliente; sin embargo, existe la laminación en frío. En la laminación en frío los metales adquieren acritud al deformarse, por lo que se someten a un tratamiento de recocido al final de la operación, e incluso en una etapa intermedia.
Nota: Acritud: modificación de las propiedades de plasticidad y tenacidad de los metales, que se produce cuando se han sometido a alguna deformación permanente.
TREN DE LAMINACIÓN.
Es una agrupación de varios laminadores o cajas relacionadas entre sí, de modo que el material a laminar pasa sucesivamente por cada una, hasta completar el ciclo de elaboración.
Un laminador elemental estaría constituido por las siguientes partes: dos o más cilindros, normalmente horizontales; un bastidor que soporta las ampuesas o asientos de los cilindros; y un sistema de ajuste de los cilindros formado por espárragos roscados, llamados tornillos de presión. Todo el conjunto recibe el nombre de caja de laminación.
11

Además del modelo elemental de dos cilindros, existen numerosas variantes, tanto en el número como en la situación de los mismos: dúo, trío, doble dúo, cuarto, múltiple, universal.
Tren de laminación
Laminador: 1, cilindro; 2, bastidor; 3, ampuesa; 4, tornillo de reglaje
Cilindros laminadores: 1, tabla; 2, cuello; 3, muñón
Clases de laminadores: A, dúo; B, trío; C, doble dúo;
D, cuarto; E, múltiple; F, universal.
Secciones sucesivas para la fabricación de diversos perfiles laminados en el tren estructural.
12

FORMAS COMERCIALES DE LOS PERFILES LAMINADOS.
Por medio del laminado se transforman los lingotes metálicos en productos semielaborados comerciales, aptos para su empleo directo o para servir de base a nuevas elaboraciones (productos acabados).
Los materiales que se emplean en el conformado de perfiles por laminación son:
Aceros
Aluminios
Latones
Etc.
Productos semielaborados:
♦ Desbaste: producto de sección cuadrada o rectangular y sin aristas vivas. Grueso h = 130 ÷ 340 mm. Ancho b = 130 ÷ 550 mm. o más. UNE 36 511
♦ Palanquilla: producto de sección aproximadamente cuadrada y sin aristas vivas. Lado b = 40 ÷ 125 mm. UNE 36 513
♦ Llantón: producto de sección aproximadamente rectangular. Grueso h = 11 ÷ 125 mm. Ancho 200 ÷ 600 mm. UNE 36 513
Desbaste Palanquilla Llantón
Productos acabados:
♦ Chapa: producto plano de ancho superior a 600 mm. Puede ser:
• Chapa gruesa: grueso ≥ 6 mm.
• Chapa media: grueso = 3 ÷ 6 mm.
• Chapa fina: grueso ≤ 3 mm.
Plano ancho: producto de sección ♦ rectangular. Grueso = 6 ÷ 20 mm.
♦ oducto de sección rectangular. Grueso = Ancho =
♦ ucto de sección rectangular. Grueso = Ancho =
♦ ducto de sección rectangular. Grueso = Ancho =
♦ ene
♦ ltura o espesor (h) en mm.
Ejemplo: Medio redondo 30 x 15 UNE 36 545
Ancho = 200 ÷ 600 mm. UNE 36 561
Llanta (A): prUNE 36 551
Pletina (B): prodUNE 36 552
Fleje (C): proUNE 36 553
Redondo (D): producto de sección circular. Su designación videterminada por su diámetro en mm. Ejemplo: Redondo 8 UNE 36 541
Medio redondo (E): producto de sección semicircular. Su designación viene determinada por su ancho (b) y su a
13
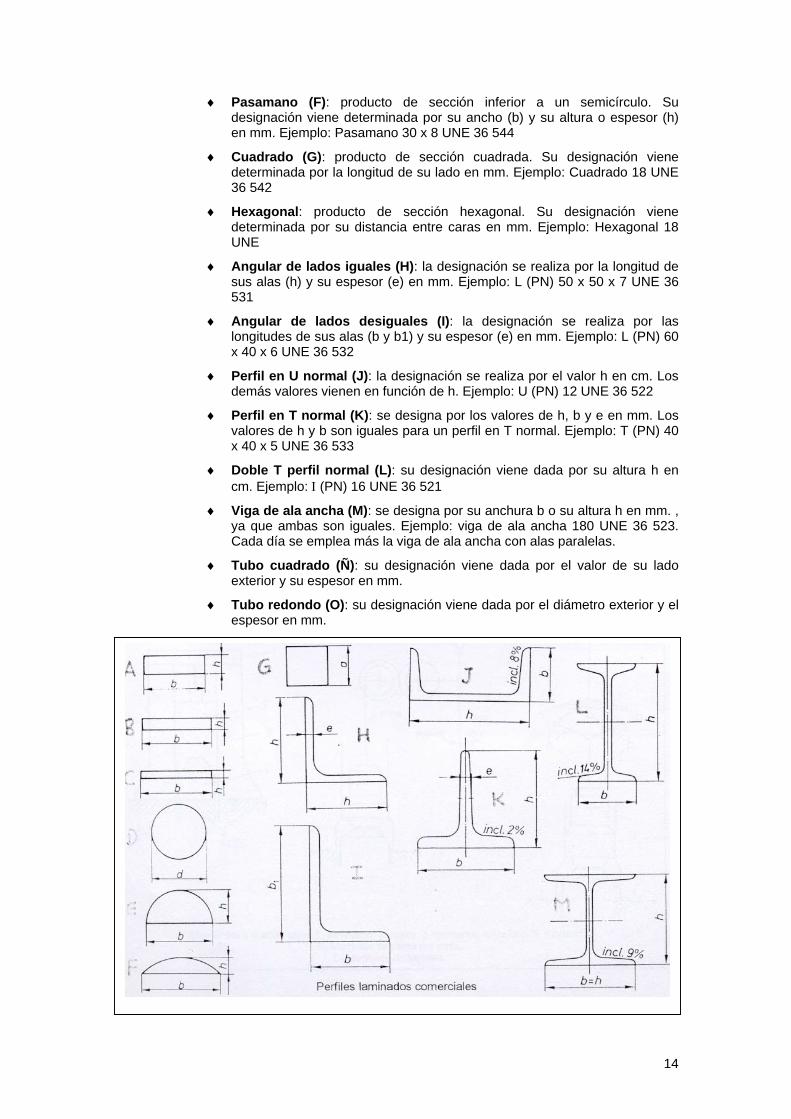
♦ Pasamano (F): producto de sección inferior a un semicírculo. Su designación viene determinada por su ancho (b) y su altura o espesor (h) en mm. Ejemplo: Pasamano 30 x 8 UNE 36 544
♦ Cuadrado (G): producto de sección cuadrada. Su designación viene determinada por la longitud de su lado en mm. Ejemplo: Cuadrado 18 UNE 36 542
♦ Hexagonal: producto de sección hexagonal. Su designación viene determinada por su distancia entre caras en mm. Ejemplo: Hexagonal 18 UNE
♦ Angular de lados iguales (H): la designación se realiza por la longitud de sus alas (h) y su espesor (e) en mm. Ejemplo: L (PN) 50 x 50 x 7 UNE 36 531
♦ Angular de lados desiguales (I): la designación se realiza por las longitudes de sus alas (b y b1) y su espesor (e) en mm. Ejemplo: L (PN) 60 x 40 x 6 UNE 36 532
♦ Perfil en U normal (J): la designación se realiza por el valor h en cm. Los demás valores vienen en función de h. Ejemplo: U (PN) 12 UNE 36 522
♦ Perfil en T normal (K): se designa por los valores de h, b y e en mm. Los valores de h y b son iguales para un perfil en T normal. Ejemplo: T (PN) 40 x 40 x 5 UNE 36 533
♦ Doble T perfil normal (L): su designación viene dada por su altura h en cm. Ejemplo: Ι (PN) 16 UNE 36 521
♦ Viga de ala ancha (M): se designa por su anchura b o su altura h en mm. , ya que ambas son iguales. Ejemplo: viga de ala ancha 180 UNE 36 523. Cada día se emplea más la viga de ala ancha con alas paralelas.
♦ Tubo cuadrado (Ñ): su designación viene dada por el valor de su lado exterior y su espesor en mm.
♦ Tubo redondo (O): su designación viene dada por el diámetro exterior y el espesor en mm.
14
3.- FORJADO. La forja es un procedimiento de conformación por deformación que se realiza
sometiendo al metal a esfuerzos violentos de compresión repetidos, una vez calentado a temperaturas superiores a la de recristalización pero inferiores a las de fusión.
A estas temperaturas no sólo puede darse a los metales grandes deformaciones con pequeños esfuerzos, sino que la magnitud de la deformación es prácticamente ilimitada, sin que se produzca nunca acritud.
También se puede realizar un forjado en frío cuando se producen pequeñas piezas por martilleo (tornillos, varillas, arandelas, etc.) o cuando se quieren mejorar las propiedades mecánicas de los metales. En el forjado en frío las máquinas empleadas son prensas de mayor potencia que las empleadas en el forjado en caliente.
La forja puede ser:
Forja libre
Forja con estampa (estampación)
La forja libre no impone ninguna forma específica a la herramienta. La forja con estampa requiere la construcción de una estampa que reproduce la forma y dimensiones de la pieza a forjar.
El forjado, también, puede ser:
Forjado a mano
Forjado a máquina
A)Martinete o martillo pilón: 1, travesaño; 2, maza; 3, montante; 4, yunque; 5, fundación.
B) Martinete de caída por cinta. C) Martinete de ballesta
15

A) Martinete autocompresor: 1, pedal de control; 2, maza; 3, émbolo; 4, cilindro de trabajo; 5,
válvula distribuidora; 6, cilindro compresor; 7, biela-manivela B) Martinete de compresor externo: 1, palanca de control; 2, distribuidor; 3, émbolo; 4, cilindro de
trabajo; 5, maza.
El forjado a mano apenas tiene importancia industrial. Se efectúa dando forma al metal candente con un martillo de forja, mientras se sujeta la pieza que se forja con unas tenazas y se apoya en un bloque de acero llamado yunque.
Utilizando diversas herramientas, en el forjado a mano se puede realizar toda una serie de operaciones de forja: estirado, recalcado, estampado, curvado, punzonado, etc.
El forjado de grandes piezas o el forjado en serie se realiza con la ayuda de máquinas (forja mecánica).
Si el trabajo de deformación es por choque, se llaman martinetes, y si es por presión, se llaman
A) Prensa de fricción: 1, polea; 2, discos; 3, embrague; 4, volante; 5, husillo;
6, corredera; 7, yunque; 8, palanca de mando. B) Prensa hidráulica: 1, cilindro principal; 2, cilindros auxiliares; 3, maza; 4,
corredera; 5, yunque.
prensas.
16

OPERACIONES DE FORJADO
Estirado de barras: Consiste en martillear sobre la sección de la barra para darle la forma requerida, reduciéndola y, por tanto, aumentando la longitud de la misma. Se puede realizar tanto en frío como en caliente.
Operación de estirado
Operación de recalcado
Obtención de la cabeza de un perno por recalcado.
Recalcado: Consiste en la acumulación de material en una zona determinada de una pieza. Para ello se golpean los extremos de la pieza, disminuyendo su longitud y aumentando su sección. Es el procedimiento habitual de obtención de las cabezas de los tornillos, pernos, etc.
4.- ESTAMPACIÓN Es un forjado mecánico en
el que se emplea un molde o estampa para conformar la pieza.
Cigüeñal estampado
La estampa se compone de dos partes (estampa y contraestampa) que se acoplan entre sí. Al diseñar las estampas hay que aumentar sus dimensiones en previsión de la posterior contracción del material que se produce. También es preciso prever unas salidas de material para asegurar que el llenado de la estampa es correcto. La rebaba producida se eliminará en una operación posterior.
La estampación se puede realizar tanto en frío como en caliente. Hasta hace poco la
17
Proceso de estampación: A, disposición de la estampa; B, pieza conformada con salida de material; C, eliminación de la rebaba en un troquel adecuado.
estampación en frío se reservaba únicamente para metales muy dúctiles (plomo, estaño, etc.)y para aceros con bajo contenido de carbono en piezas pequeñas. Actualmente es posible estampar en frío aceros aleados bajo ciertas condiciones.
MATERIALES EMPLEADOSY CALIDADES OBTENIDAS EN PIEZAS POR FORJADO Y ESTAMPACIÓN
Los metales son forjables (maleables) únicamente cuando al ser calentados aumentan notablemente su plasticidad, mientras disminuye simultáneamente su resistencia a la deformación.
Los más importantes metales forjables son:
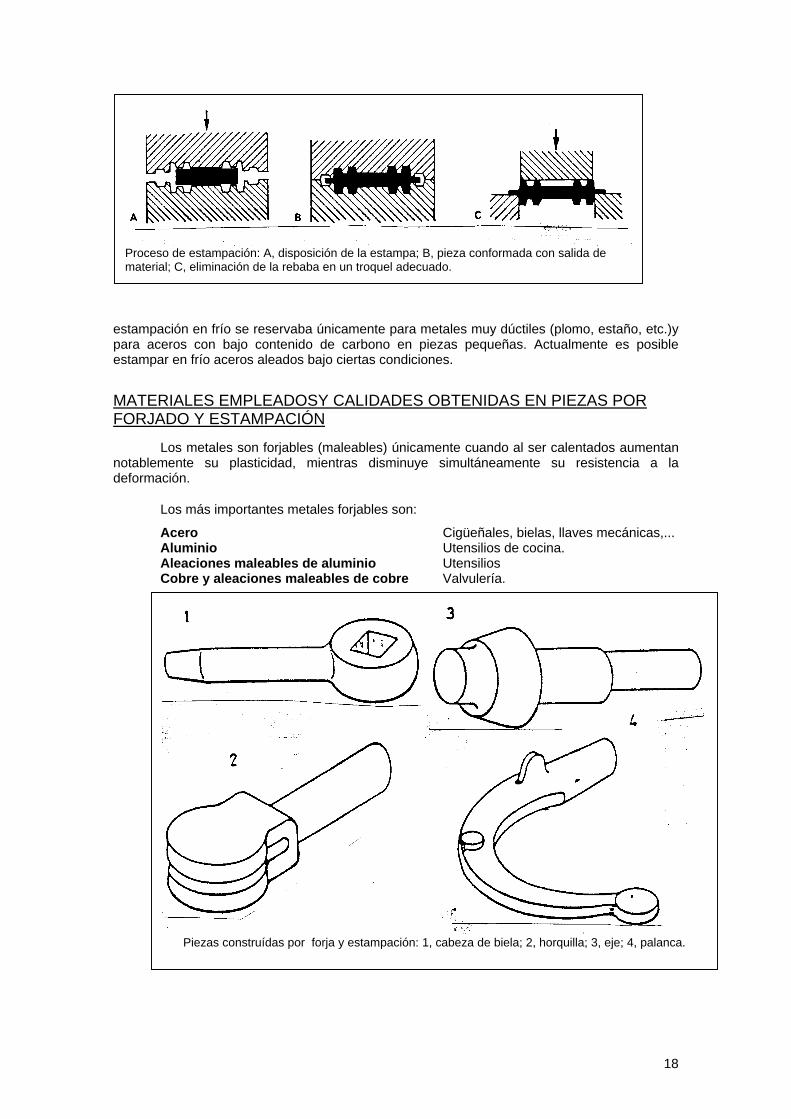
Acero Cigüeñales, bielas, llaves mecánicas,... Aluminio Utensilios de cocina. Aleaciones maleables de aluminio Utensilios Cobre y aleaciones maleables de cobre Valvulería.
Piezas construídas por forja y estampación: 1, cabeza de biela; 2, horquilla; 3, eje; 4, palanca.
18

El estado superficial de las piezas obtenidas por forja o estampación es generalmente basto.
La calidad dimensional que genera el procedimiento de forja es escasa, motivo por el que una pieza forjada necesita un posterior mecanizado en sus partes funcionales para tener unos valores aceptables de precisión y buen funcionamiento.
En cuanto a la calidad dimensional que genera el procedimiento de estampación puede decirse que es de una exactitud aceptable en la mayoría de los casos, si bien las piezas han de someterse al desbarbado con herramienta de corte.
En las piezas obtenidas por forja y estampación, las fibras no se interrumpen. La estructura es más compacta y la resistencia mecánica mayor.
5.- EXTRUSIÓN. Es la operación en la cual una masa
de material dúctil fluye a través de un orificio por medio de un impacto o una fuerte compresión, ocasionada por un émbolo o punzón, para formar una pieza de sección constante, hueca o no, y cuya longitud depende básicamente de la aportación de material efectuada.
Extrusión: 1, punzón; 2, contenedor; 3, metal;
4, matriz; 5, pieza extruída.
Por este procedimiento se obtienen perfiles o tubos de secciones perfectamente uniformes y excelente acabado.
La extrusión puede hacerse en caliente o en frío.
EXTRUSIÓN EN FRÍO
Extrusión en frío. Método directo: 1, punzón; 2, matriz; 3, preforma de metal; 4, pieza extruída.
Extrusión en frío. Métrodo inverso: 1, preforma; 2, punzón; 3, matriz; 4, pieza extruída; 5, extractor.
La extrusión se realiza en frío, obligando a una porción de material, colocada en el fondo de una matriz, a deformarse plásticamente, extendiéndose entre las paredes de ésta y las del punzón que la comprime.
19

Se requiere el empleo de materiales muy dúctiles y grandes presiones de actuación, que generalmente se dan por impacto
La extrusión en frío se realiza por extrusión directa o por extrusión inversa.
EXTRUSIÓN EN CALIENTE
Partes esenciales de una prensa de extrusión en caliente: 1, cilindro; 2, émbolo; 3, punzón; 4, contenedor; 5, matriz; 6,
portamatriz; 7, bastidor; 8, perfil extruído; 9 y 11, discos limpiadores; 10, material.
El material metálico, a temperatura cercana a la de fusión, es comprimido fuertemente contra una matriz de forma, fluyendo a través de ella, con lo cual adquiere la forma de la sección recta del orificio de la matriz.
La extrusión en caliente, también, se realiza por extrusión directa o por extrusión inversa.
Extrusión en caliente. Método directo: A, preparación; B, barca; C, extrusión; D, separación del culote;
E, expulsión de residuos.
20

Extrusión en caliente. Método inverso: A, preparación; B, carga y colocación de la matriz; C, extrusión; D, separación del culote; E, preparación final; F, expulsión de la matriz.
6.- ESTIRADO Y TREFILADO Son dos procedimientos de conformación por deformación plástica casi idénticos que
consisten en hacer pasar el material de aportación por una matriz o hilera de forma determinada. Es procedimiento se realiza en ambos casos en frío.
Trefilado: 1, alambre; 2, hilera; 3, adelgazada.
Deformación plástica por estirado
y trefilado.
21

La diferencia entre ambos procedimientos consiste en la finalidad perseguida:
• En el estirado se efectúa la reducción de la sección para obtener formas y dimensiones determinadas.
• En el trefilado se desea reducir la sección (normalmente circular) al máximo.
Tanto el estirado como el trefilado requieren una serie de condiciones tecnológicas que deben cumplirse:
♦ Escalonamiento adecuado de las reducciones de sección.
♦ Construcción de la matriz o hilera, según las exigencias del trabajo (dureza, pulido).
♦ Material de aportación de buena calidad (sin defectos internos ni externos).
♦ Utilización del lubricante adecuado (para reducir rozamiento).
Por estirado se fabrican barras calibradas de acero y metales no férreos de hasta 6 metros de longitud. Los perfiles calibrados hexagonales se emplean en la fabricación de tornillos y tuercas por arranque de viruta.
El trefilado tiene una enorme importancia industrial. Se trefilan, entre otros, el acero dulce (de bajo contenido de C) para la obtención de todo tipo de alambres (ataduras, telas metálicas, etc.), los aceros semiduros y duros (puntas, clavos, agujas, muelles, etc.), los aceros aleados, el cobre, el aluminio, el bronce, etc.
Reducción escalonada de la
sección en el estirado.
Esquema de un banco de estirar.
Esquema de un banco de trefilar
22

7.- DOBLADO Y CURVADO DE CHAPA CON TROQUEL.
El doblado consiste en transformar una chapa plana en otra de perfil diverso sin variación de su espesor.
El curvado es una variante del doblado y se llama así porque el perfil obtenido es curvilíneo.
8
dg
sop
.- EMBUTICIÓN. El embutido es una variante del estampado. El embutido de la chapa consiste en
arle una forma ahuecada, por deformación de la chapa, tal como vasos, cartuchos, etc., o en eneral, la forma de una superficie cualquiera no desarrollable.
Se efectúa por medio de troqueles o estampas de embutir.
Embutición progresiva. Esquema de un troquel de embutir.
El embutido se puede hacer en frío o en caliente. Cuando se hace en frío, si la uperficie se aparta mucho de la forma plana, suele hacerse la embutición en dos o más peraciones sucesivas entre las cuales se da un recocido intermedio para eliminar la acritud roducida en la operación anterior.
Proceso de embutición de una pieza
23


















