
ネットワーク技術の展望と半導体技術の展開 - Hitachi...ネットワーク技術の展望と半導体技術の展開 Ph。ne Line Network Association)という技術が導入さ

<変性ポリフェニレンエーテル樹脂>�
技術ハンドブック�
R
注:PFDファイル版は、編集の都合上ページNo.の�
漏れがありますが、記載内容の漏れはありません。�
2003.11

3�
�
ザイロン®目次�
● はじめに………………………………………………………………5
1. 非強化・良流動グレード……………………………………………9
2. 耐熱/高耐熱グレード……………………………………………23
3. シャーシグレード……………………………………………………73
4. 高剛性制振グレード~Vシリーズ~……………………………131
5. PA/PPE系グレード……………………………………………147
6. 自動車/シート/ブローグレード………………………………189
7. 成形品の設計基準………………………………………………201
8. 金型設計…………………………………………………………243
9. 成形上の留意点…………………………………………………265
10. 二次加工性について……………………………………………273�
11. 耐薬品性…………………………………………………………287
● 資 料………………………………………………………………307 �
�
<変性ポリフェニレンエーテル樹脂>�
5
R
はじめに�
1. 序 章�ザイロンは、旭化成が1979年に企業化した変性ポリフェニレンエーテル(PPE)樹脂です。�
変性PPE樹脂は、ポリフェニレンエーテル(PPE)樹脂とポリスチレン(PS)系樹脂との完全
相溶系のポリマーアロイであり、非晶性のエンジニアリングプラスチックの一種です。�
PPE:ポリフェニレンエーテル(Tg=220℃)� 難燃性、電気特性が優れる材料�
ザイロン®の製造方法は以下の通りです。�
メタノール�
CH3OH
CH3
On
CH3
PS:ポリスチレン(Tg=100℃)� 成形性が良好な材料�
CH3
OH
CH3
OH
mCH2CH�
フェノール�2,6-キシレノール� ザイロン®PPE
HIPS
難燃剤�エラストマー�フィラー、等�
GPPS
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
金型設計�
二次加工性�
成形品の�
設計基準�

<変性ポリフェニレンエーテル樹脂>�
76
R
はじめに�
●ポリエチレン(PE)�
●ポリプロピレン(PP)�
▲ポリスチレン(PS)�
▲アクリロニトリル-ブタジエン―スチレン樹脂(ABS)�
▲ポリメチルメタクリレート(PMMA)�
▲ポリ塩化ビニル(PVC)�
▲変性ポリフェニレンエーテル(m-PPE)ザイロン�
●ポリアセタール(POM)�
●ポリアミド(PA)
▲ポリカーボネート(PC)�
●ポリブチレンテレフタレート(PBT)�
●ガラス繊維強化ポリエチレンテレフタレート(GF-PET)�
●ポリフェニレンスルフィド(PPS)�
▲ポリイミド(PI)�
▲ポリアミドイミド(PAI)�
▲ポリエーテルイミド(PEI)�
▲ポリアリレート(PAR)�
▲ポリスルホン(PSF)�
▲ポリエーテルスルホン(PES)�
●ポリエーテルエーテルケトン(PEEK)�
●液晶ポリマー(LCP)�
●ポリテトラフルオロエチレン(PTFE)�
汎用プラスチック�
表1 プラスチックの分類�
熱可塑性樹脂�
エンジニアリング�プラスチック(エンプラ)�
汎用エンプラ�
スーパーエンプラ�
熱硬化性樹脂―フェノール樹脂・尿素樹脂・メラミン樹脂・不飽和ポリエステル樹脂・エポキシ樹脂 等���
●結晶性 ▲非結晶�
◎ザイロン低ガスグレードのご紹介�変性PPE樹脂「ザイロン®」の特長である�
●耐熱性�
●難燃性(非ハロゲン系難燃剤使用)�
●機械特性�
●電気特性�
●寸法精度、寸法安定性�
●低比重�
●低吸水率�
を保持しながら、成形加工時の低ガス性、湿熱時の電気特性、エポキシ接着性が改良されています。�
熱安定性の優れる非ハロゲン系の新難燃剤を配合することにより従来の変性PPE樹脂に比べて、
成形加工時に発生するガス量が極めて少ないため、ガスに起因するMD(モールドデポジット)付
着による�
●外観不良�
●エッジクラック�
●金型メンテナンス�
が解消されます。�
540Zでの具体的なデータは、以下の通りです。(図1)�
12
4
2
10
8
6
0100 150 200 250 300 350 400 450 500
揮発分(%)�
温 度( C)�
ザイロン一般難燃グレード�
図-1 低ガス難燃グレードと一般難燃グレードの揮発性�
ザイロン低ガス難燃�グレード(540Z)�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
R
9�
非強化・良流動グレード�
1.1 はじめに…………………………………………………11
1.2 物性一覧表……………………………………………12
1.3 成形加工性……………………………………………14�
1.4 機械的特性……………………………………………19
1.5 耐候性…………………………………………………21�
<変性ポリフェニレンエーテル樹脂>�
11
R
非強化・良流動グレード�
1.1 はじめに� ザイロン非強化・良流動グレードは,耐熱性と流動性のバランスにおいて,特に流動性を重視
したグレードです。�
220V,240V,220Z,240Zは良流動・難燃性を特長として,エンクロージャーなどの
大型製品向け用途に適しており,さらに流動性を重視したグレードとして100V,140V,100Z,
140Zなどもあります。�
また,240V,240Z,140V,140Zは低ガス処方となっているため,成形時の発生ガス
やMD(モールドデポジット)防止対策に最適です。�
なお,UL規格,CSA規格などの厳しい試験に適合するように配慮してありますので,事務・
通信機器/エンクロージャー用としては最適なグレードです。�
�
�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
金型設計�
二次加工性�
成形品の�
設計基準�

<変性ポリフェニレンエーテル樹脂>�
1312
R
非強化・良流動グレード�
1.2 物性一覧表�
項 目�性質 �
物理的�
�
電気的性質�
�
機械的性質�
�
熱的性質�
�
単 位�試 験 法� 条 件�
比 重 �
吸 水 率 �
荷 重 た わ み 温 度 �
成 形 収 縮 率 �
線 膨 張 係 数 �
燃 焼 性 �
引 張 り 強 さ �
伸 び ( 破 断 ) �
曲 げ 強 さ �
曲 げ 弾 性 率 �
�
アイゾット衝撃強さ�
�
ロックウェル硬さ�
テ ー バ ー 摩 耗 �
誘 電 率 �
�
誘 電 正 接 �
体 積 抵 抗 率 �表 面 抵 抗 率 �絶 縁 破 壊 の 強 さ �
耐 ア ー ク 性 �
ASTM D 792�
ASTM D 570�
ASTM D 648�
ASTM D 955�
ASTM D 696�
UL94 �
ASTM D 638�
ASTM D 638�
ASTM D 790�
ASTM D 790�
�
ASTM D 256�
�
ASTM D 785�
ASTM D1044�
ASTM D 150�
�
ASTM D 150�
ASTM D 257�
ASTM D 257�
ASTM D 149�
ASTM D 495�
�
%�
°C�%�
mm/mm/°C��
MPa�
kg/cm2�
%�
MPa�
kg/cm2�
MPa�
kg/cm2�
J/m�
kg・cm/cm�
J/m�
kg・cm/cm�
�
mg�
�
�
�
�
Ω・cm�
Ω�
kV/mm�
sec
23°C�23°C 50% RH 24 Hr�
1.82MPa�
–30°C~65°C�1.6mm厚�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
6.4mmノッチ付き23°C�
3.2mmノッチ付き23°C�
Rスケール�
CS17 9.8N�
23°C 50% RH 60 Hz�23°C 50% RH 106 Hz�23°C 50% RH 60 Hz�23°C 50% RH 106 Hz�23°C 50% RH�23°C 50% RH�短時間2mm�
タングステン電極�
�
100V
1.08�
0.10�
85�
0.5~0.7�
8×10-5�
V-1�
37�
380�
40�
56�
570�
2300�
23500�
137�
14�
196�
20�
109�
29�
2.9�
2.9�
0.003�
0.004�
1016�
1016�
29�
100
100Z
1.08�
0.10�
85�
0.5~0.7�
8×10-5�
V-0�
39�
400�
40�
59�
600�
2350�
24000�
127�
13�
186�
19�
110�
29�
2.9�
2.9�
0.003�
0.004�
1016�
1016�
29�
80
220V
1.08�
0.10�
90�
0.5~0.7�
7.5×10-5�
V-1�
40�
410�
50�
64�
650�
2350�
24000�
147�
15�
196�
20�
109�
29�
2.9�
2.9�
0.003�
0.004�
1016�
1016�
29�
100
220Z
1.08�
0.10�
90�
0.5~0.7�
7.5×10-5�
V-0�
43�
440�
50�
69�
700�
2400�
24500�
137�
14�
186�
19�
110�
29�
2.9�
2.9�
0.003�
0.004�
1016�
1016�
29�
80
200H
1.06�
0.06�
90�
0.5~0.7�
7.5×10-5�
HB�
39�
400�
40�
56�
570�
2160�
22000�
147�
15�
196�
20�
111�
29�
2.8�
2.8�
0.0005�
0.0006�
1016�
1016�
29�
70
140V
1.08�
0.10�
85�
0.5~0.7�
8.0×10-5�
V-1�
44�
450�
40�
64�
650�
2300�
23500�
127�
13�
186�
19�
109�
29�
2.9�
2.9�
0.003�
0.004�
1016�
1016�
29�
100
1.08�
0.10�
85�
0.5~0.7�
8.0×10-5�
V-0�
46�
470�
40�
67�
680�
2350�
24000�
118�
12�
176�
18�
110�
29�
2.9�
2.9�
0.003�
0.004�
1016�
1016�
29�
80
140Z 240V
1.08�
0.10�
90�
0.5~0.7�
7.5×10-5�
V-1�
49�
500�
50�
74�
750�
2350�
24000�
127�
13�
186�
19�
109�
29�
2.9�
2.9�
0.003�
0.004�
1016�
1016�
29�
100
1.08�
0.10�
90�
0.5~0.7�
7.5×10-5�
V-0�
52�
530�
50�
78�
800�
2400�
24500�
127�
13�
176�
18�
110�
29�
2.9�
2.9�
0.003�
0.004�
1016�
1016�
29�
80
240Z
一 般 難 燃�非難燃� 低 ガ ス 難 燃�
これらの物性は、定められた試験法に基づいて得られた代表値であり、個々の用途のグレードを�選ぶ目安としてご参照下さい。なお、これらの数値は物性改良のため変更することもあります。�
表-1 ザイロン非強化・良流動グレード�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
1514
R
非強化・良流動グレード�
1.3 成形加工性��
�
�
�
�
�
�
�
●ザイロンは,吸水率が低く,加水分解も受け難い特長がありますが,外観不良を未然に防止す
るためにも予備乾燥を行って下さい。�
●ホッパードライヤーあるいは熱風循環式の箱型乾燥機内で乾燥して下さい.箱型乾燥機を用い
る場合にはペレットを20~30mmの厚みにすると効果的です。�
●8時間以上の長時間乾燥は,有彩色の変色等が起こりますので避けて下さい。�
●射出圧力/射出速度 �
おのおのを独立にコントロールすることが難しいので射出率(cm3/sec)をコントロールす
ることをお薦めします。射出率は大きい方が望ましいですが,外観要素と組合わせて調整する
ことが肝心です。射出率が50%以下となる場合には金型デザインの見直しが必要となります。�
●スクリュー回転数/背圧 �
あまり高めにすると内部発熱により樹脂温度が上がりすぎる場合があります。�
�
b. 成形上の留意点�●防錆剤,離型剤 �
金型の防錆剤は成形前に充分除去して下さい。また,やむなく離型剤を用いる場合でも最小限
の使用に止めて下さい。なお,防錆剤とザイロンとの接触は,クラックの原因となる可能性が
ありますのでご注意下さい。�
●シリンダー内の滞留�
成形の一時中断や停止する場合には,シリンダー内滞留物をパージして下さい。なお,30分
以上停止する場合には,ザイロンをポリスチレン(GP,HI)で置換することをお薦めします。�
●異樹脂の混合�
ザイロンは,ザイロン(変性PPE樹脂)以外の樹脂との相溶性がありませんので,少量でも
混入しますと剥離や著しい物性低下を招くことがありますので充分に注意して下さい。�
�
c. 成形流動性� 樹脂の流動性を表す方法には,メルトフローレイト,スパイラルフロー値,ショートショット
ライン法などがあります。�
� 以下にスパイラルフロー値の成形条件依存性を示します。�
項 目� 単位�
樹 脂 温 度�
a. 成形条件�
表-2 成形条件表�
C 220~270
100V,140V,100Z,140Z220~280
金 型 温 度� C 40~70 40~70
乾 燥 温 度� C 70~80 80~90
乾 燥 時 間 �Hr 2~4 2~4
200H,220V,240V,220Z,240Z成
形
条
件�
図-1 スパイラルフロー値と成形温度の関係�
70厚み 2.0mm�巾 10mm�射出圧力 105MPa�
金型温度 40℃�
50
30
10200 220
スパイラルフロー(cm)�
成形温度(℃)�
240 260 280 300
100V,100Z�140V,140Z
200H,220V�220Z,240V�240Z
図-2 スパイラルフロー値と射出圧力の関係�
70厚み 2.0mm�巾 10mm�成形温度 240℃�
金型温度 40℃�
50
30
100 40
スパイラルフロー(cm)�
射出圧力(MPa)�
80 120 160 200
100V,100Z�140V,140Z
200H,220V�220Z,240V�240Z
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
1716
R
非強化・良流動グレード�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
d. 成形収縮率� ザイロンは成形収縮率の小さい樹脂であり,その成形条件�
による成形収縮率の変化は±0.1%以内です。以下に旭化成�
法(平板成形品)で測定した成形収縮率の成形条件依存性を�
示します。�
図-3 スパイラルフロー値と厚みの関係�
70巾 10mm�成形温度 240℃�射出圧力 105MPa�
金型温度 40℃�
50
30
100 1
スパイラルフロー(cm)�
厚み(mm)�
2 3 4 5
100V,100Z�140V,140Z
200H,220V�220Z,240V�240Z
図-4 成形収縮率と成形温度の関係�
0.8厚み 2.0mm�成形温度 40℃�射出圧力 SSP+1MPa
0.7
0.6
0.5
0.4200 220
成形収縮率(%)�
成形温度(℃)�
240 260 280 300
100V,100Z,140V,140Z�220V,220Z,240V,240Z�200H
B:�直角方向�
A:�流動方向�
B:直角方向�A:流動方向�A
ピンゲート�
B
図-5 成形収縮率と厚みの関係�
0.8成形温度 240℃�金型温度 40℃�射出圧力 SSP+1MPa
0.7
0.6
0.5
0.40 2
成形収縮率(%)�
厚 み(mm)�
4 6 8
100V,100Z,140V,140Z�220V,220Z,240V,240Z�200H
B:�直角方向�
A:�流動方向�
図-6 成形収縮率と金型温度の関係�
0.8厚み 2.0mm�成形温度 240℃�射出圧力 SSP+1MPa
0.7
0.6
0.5
0.420 40
成形収縮率(%)�
金型温度(℃)�
60 80
100V,100Z,140V,140Z�220V,220Z,240V,240Z�200H
B:直角方向�
A:流動方向�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
1918
R
非強化・良流動グレード�
1.4 機械的特性� ザイロン100V,140V,100Z,140Z,220V,240V,220Z,240Zの諸物性の温度依存性を以下に示
します。�
e. 再生性� ザイロンは熱安定性に優れた樹脂で,他樹脂に比べ再生利用しやすい材料です。 主にスプル
ー,ランナーおよび不良品などの再生利用ができますが,外観重視のエンクロージャーなどの用
途へは再生品の混入に起因した異物混入などの外観不良を招く恐れがありますので,再生品の混
入は慎重を要します。再生品を混入する場合は,再生比率20%までを目安としてご検討下さい。�
なお,参考として再生品の混入率および再生回数と物性変化を以下に示します。�
引張り強さ�伸び�
図-7 再生回数と色差の関係�6
4
2
00 2
色差 ΔE
再生回数(回)�
4 6 8 10
100V,100Z,140V,140Z�220V,220Z,240V,240Z�200H(白)�
再生比率� :20%�
図-8 再生回数と引張り特性の関係�
100
80
40
60
200 2
保持率(%)�
再生回数(回)�
4 6 8 10
100V,100Z,140V,140Z�220V,220Z,240V,240Z�200H
再生比率�(20%、50%)� 再生比率�(20%)�
再生比率�(50%)�
図-9 引張り強さの温度依存性�
80
60
40
20
0-20 0 20 40 60 80 100
-20 0 20 40 60 80 100
引張り強さ(MPa)�
温 度(℃)�
240V,240Z
220V,220Z
100V,100Z140V,140Z
図-10 アイゾット衝撃強さの温度依存性�
400
300
200
100
0
アイゾット衝撃強さ(J/m)�
温 度(℃)�
220V,220Z�240V,240Z,200H
100V,100Z�140V,140Z
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
2120
R
非強化・良流動グレード�
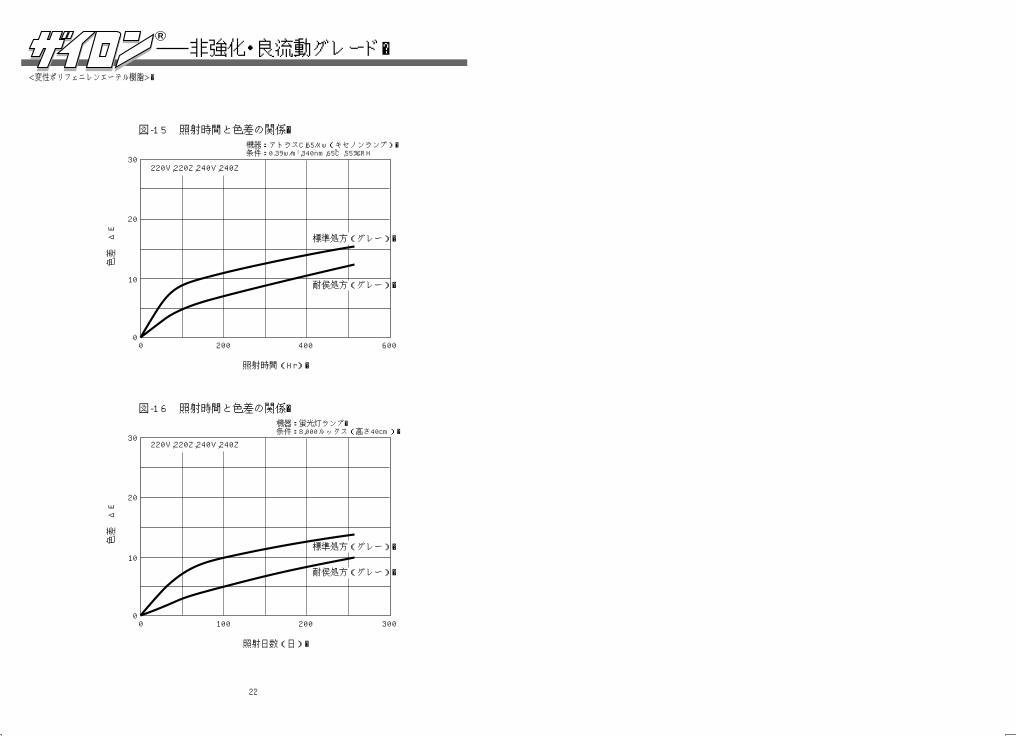
1.5 耐候性� ザイロンは,日光,紫外線などに暴露されると変色,物性の劣化を生ずることがあります。�
以下に照射時間と諸物性,色の変化を示します。�
�
図-11 曲げ強さの温度依存性�
80
100
120
60
40
20
0
曲げ強さ(MPa)�
温 度(℃)�
240V,240Z
220V,220Z
100V,100Z
140V,140Z
図-12 曲げ弾性率の温度依存性�
2500
3500
1500
500
曲げ弾性率(MPa)�
温 度(℃)�
240V,240Z220V,220Z
100V,100Z140V,140Z
引張り強さ�(白、黒)�
試験機:サンシャイン・ウェザオ・メーター� 63 C、雨なし、カーボンアーク�
伸び�(黒)�
伸び�(白)�
図-13 照射時間と引張り特性の関係�
100
80
40
60
20
00 200 400 600 800 1000
保持率(%)�
照射時間(Hr)�
100V,100Z,140V,140Z�220V,220Z,240V,240Z�200H
試験機:サンシャイン・ウェザオ・メーター� 63 C、雨なし、カーボンアーク�
黒�
白�
図-14 照射時間とアイゾット衝撃強さの関係�
100
80
40
60
20
00 200 400 600 800 1000
保持率(%)�
照射時間(Hr)�
100V,100Z,140V,140Z�220V,220Z,240V,240Z�200H
-20 0 20 40 60 80 100
-20 0 20 40 60 80 100
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�
<変性ポリフェニレンエーテル樹脂>�
22
R
非強化・良流動グレード�
�
機器:アトラスCi65/Xw(キセノンランプ)�条件:0.39w/m2,340nm,65℃,55%RH
標準処方(グレー)�
耐侯処方(グレー)�
図-15 照射時間と色差の関係�
30
10
20
00 200 400 600
照射時間(Hr)�
220V,220Z,240V,240Z
機器:蛍光灯ランプ�条件:8,000ルックス(高さ40cm)�
標準処方(グレー)�
耐侯処方(グレー)�
図-16 照射時間と色差の関係�
30
10
20
00 100 200 300
照射日数(日)�
220V,220Z,240V,240Z
色差 ΔE
色差 ΔE

<変性ポリフェニレンエーテル樹脂>�
25�
R
耐熱・高耐熱グレード�
�2.1 耐熱グレード�2.1.1 はじめに� ザイロン耐熱グレードは、大別して2つのタイプがあります。�
(1)非強化グレード �
非 難 燃:300H、400H、500H、600H �
一 般 難 燃:300V、300Z、500V、500Z™ �
低ガス難燃:340V、340Z、540V、540Z �
640V、640Z、740V�
(2)GF強化グレード�
GF強化・非難燃:G701H(X2007)、G702H、G703H�
GF強化・難 燃:G701V(X2210)、G702V、G703V �
非強化グレードは、優れた電気特性、耐熱ゆえに、コネクタ、スイッチ等、電気・電子部品に
使用されています。�
また、340V、340Z、540V、540Zは低ガス処方となっているため、成形時の発生ガスや、
MD(モールドデポジット)防止対策に最適です。�
GF強化グレードは、電気・電子部品の他に、熱水まわり部品、ポンプケーシング等に使用され
ています。�
23
<変性ポリフェニレンエーテル樹脂>�
R
耐熱・高耐熱グレード�
2.1 耐熱グレード……………………………………………25
2.1.1 はじめに…………………………………………25�
2.1.2 物性一覧表………………………………………26�
2.1.3 成形加工性………………………………………32
2.1.4 機械的特性………………………………………42�
2.1.5 耐環境性…………………………………………55�
2.1.6 電気的性質………………………………………62
2.2 高耐熱グレード…………………………………………66�
2.2.1 はじめに…………………………………………66�
2.2.2 物性一覧表………………………………………68
2.2.3 成形加工性………………………………………70
2.2.4 機械的特性………………………………………71
2.1.5 電気特性…………………………………………72�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
金型設計�
二次加工性�
成形品の�
設計基準�

<変性ポリフェニレンエーテル樹脂>�
2726
R
耐熱・高耐熱グレード�
2.1.2 物性一覧表�
項 目�性質 �
物理的�
�
電気的性質�
�
機械的性質�
�
熱的性質�
�
単 位�試 験 法� 条 件�
比 重 �
吸 水 率 �
荷 重 た わ み 温 度 �
成 形 収 縮 率 �
線 膨 張 係 数 �
燃 焼 性 �
引 張 り 強 さ �
伸 び ( 破 断 ) �
曲 げ 強 さ �
曲 げ 弾 性 率 �
�
アイゾット衝撃強さ�
�
ロックウェル硬さ�
テ ー バ ー 摩 耗 �
誘 電 率 �
�誘 電 正 接 �
体 積 抵 抗 率 �
表 面 抵 抗 率 �
絶 縁 破 壊 の 強 さ �
耐 ア ー ク 性 �
ASTM D 792�
ASTM D 570�
ASTM D 648�
ASTM D 955�
ASTM D 696�
UL94 �
ASTM D 638�
ASTM D 638�
ASTM D 790�
ASTM D 790�
�
ASTM D 256�
�
ASTM D 785�
ASTM D1044�
ASTM D 150�
�
ASTM D 150�
ASTM D 257�
ASTM D 257�
ASTM D 149�
ASTM D 495�
�
%�
°C�%�
mm/mm/°C��
MPa�
kg/cm2�
%�
MPa�
kg/cm2�
MPa�
kg/cm2�
J/m�
kg・cm/cm�
J/m�
kg・cm/cm�
�
mg�
�
�
�
�
Ω・cm�
Ω�
kV/mm�
sec
23°C�23°C 50% RH 24 Hr�
1.82MPa�
–30°C~65°C�1.6mm厚�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
6.4mmノッチ付き23°C�
3.2mmノッチ付き23°C�
Rスケール�
CS17 9.8N�
23°C 50% RH 60 Hz�23°C 50% RH 106 Hz�23°C 50% RH 60 Hz�23°C 50% RH 106 Hz�23°C 50% RH�23°C 50% RH�短時間2mm�
タングステン電極�
�
300H
1.06�
0.06�
100�
0.5~0.7�
8.0×10-5�
HB�
47�
480�
50�
76�
780�
2250�
23000�
147�
15�
216�
22�
113�
29�
2.8�
2.8�
0.0005�
0.0006�
1016�
1016�
29�
70
400H
1.06�
0.06�
110�
0.5~0.7�
8.0×10-5�
HB�
48�
490�
45�
79�
810�
2300�
23500�
147�
15�
216�
22�
114�
29�
2.8�
2.8�
0.0005�
0.0006�
1016�
1016�
29�
70
500H
1.06�
0.06�
120�
0.5~0.7�
7.0×10-5�
HB�
49�
500�
50�
83�
850�
2350�
24000�
147�
15�
216�
22�
114�
29�
2.8�
2.8�
0.0005�
0.0006�
1016�
1016�
30�
80
600H
1.06�
0.06�
130�
0.5~0.7�
7.0×10-5�
HB�
55�
560�
40�
88�
900�
2400�
24500�
98�
10�
147�
15�
114�
29�
2.8�
2.8�
0.0005�
0.0006�
1016�
1016�
30�
80
300V
1.08�
0.10�
100�
0.5~0.7�
7.5×10-5�
V-1�
44�
450�
50�
70�
710�
2350�
24000�
147�
15�
225�
23�
113�
29�
2.9�
2.9�
0.003�
0.004�
1016�
1016�
25�
70
1.08�
0.10�
100�
0.5~0.7�
7.5×10-5�
V-0�
45�
460�
50�
78�
800�
2400�
24500�
147�
15�
206�
21�
111�
29�
2.9�
2.9�
0.003�
0.004�
1016�
1016�
25�
70
300Z 500V
1.08�
0.10�
120�
0.5~0.7�
7.0×10-5�
V-1�
54�
550�
40�
78�
800�
2400�
24500�
147�
15�
216�
22�
116�
29�
2.9�
2.9�
0.003�
0.004�
1016�
1016�
25�
70
1.08�
0.10�
120�
0.5~0.7�
7.0×10-5�
V-0�
57�
580�
50�
93�
950�
2450�
25000�
147�
15�
196�
20�
116�
29�
2.9�
2.9�
0.003�
0.004�
1016�
1016�
25�
70
500Z
非 難 燃� 一 般 難 燃�
これらの物性は、定められた試験法に基づいて得られた代表値であり、個々の用途のグレードを�選ぶ目安としてご参照下さい。なお、これらの数値は物性改良のため変更することもあります。�
表-1 非難燃・難燃グレード�
�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
2928
R
耐熱・高耐熱グレード�
�
項 目�性質 �
物理的�
�
電気的性質�
�
機械的性質�
�
熱的性質�
�
単 位�試 験 法� 条 件�
比 重 �
吸 水 率 �
荷 重 た わ み 温 度 �
成 形 収 縮 率 �
線 膨 張 係 数 �
燃 焼 性 �
引 張 り 強 さ �
伸 び ( 破 断 ) �
曲 げ 強 さ �
曲 げ 弾 性 率 �
�
アイゾット衝撃強さ�
�
ロックウェル硬さ�
テ ー バ ー 摩 耗 �
誘 電 率 �
�誘 電 正 接 �
体 積 抵 抗 率 �表 面 抵 抗 率 �
絶 縁 破 壊 の 強 さ �
耐 ア ー ク 性 �
ASTM D 792�
ASTM D 570�
ASTM D 648�
ASTM D 955�
ASTM D 696�
UL94 �
ASTM D 638�
ASTM D 638�
ASTM D 790�
ASTM D 790�
�
ASTM D 256�
�
ASTM D 785�
ASTM D1044�
ASTM D 150�
�
ASTM D 150�
ASTM D 257�
ASTM D 257�
ASTM D 149�
ASTM D 495�
�
%�
°C�%�
mm/mm/°C��
MPa�
kg/cm2�
%�
MPa�
kg/cm2�
MPa�
kg/cm2�
J/m�
kg・cm/cm�
J/m�
kg・cm/cm�
�
mg�
�
�
�
�
Ω・cm�
Ω�
kV/mm�
sec
23°C�23°C 50% RH 24 Hr�
1.82MPa�
–30°C~65°C�1.6mm厚�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
6.4mmノッチ付き23°C�
3.2mmノッチ付き23°C�
Rスケール�
CS17 9.8N�
23°C 50% RH 60 Hz�23°C 50% RH 106 Hz�23°C 50% RH 60 Hz�23°C 50% RH 106 Hz�23°C 50% RH�23°C 50% RH�短時間2mm�
タングステン電極�
�
340V
1.08�
0.10�
100�
0.5~0.7�
7.5×10-5�
V-1�
59�
600�
40�
75�
770�
2400�
24500�
147�
15�
–
–
–
–
2.9�
2.9�
0.003�
0.004�
1016�
1016�
29�
70
340Z
1.08�
0.10�
100�
0.5~0.7�
7.5×10-5�
V-0�
64�
650�
40�
98�
1000�
2450�
25000�
147�
15�
–
–
–
–
2.9�
2.9�
0.003�
0.004�
1016�
1016�
29�
70
540V
1.08�
0.10�
120�
0.5~0.7�
7.0×10-5�
V-1�
64�
650�
40�
98�
1000�
2500�
25000�
147�
15�
–
–
–
–
2.9�
2.9�
0.003�
0.004�
1016�
1016�
29�
80
540Z
1.08�
0.10�
120�
0.5~0.7�
7.0×10-5�
V-0�
69�
700�
40�
103�
1050�
2550�
26000�
147�
15�
–
–
–
–
2.9�
2.9�
0.003�
0.004�
1016�
1016�
29�
80
640V
1.08�
0.10�
130�
0.5~0.7�
7.0×10-5�
V-1�
70�
710�
40�
103�
1050�
2550�
26000�
147�
15�
–
–
–
–�
2.9�
2.9�
0.003�
0.004�
1016�
1016�
29�
70
1.08�
0.10�
130�
0.5~0.7�
7.0×10-5�
V-0�
73�
740�
40�
106�
1080�
2550�
26000�
127�
13�
–
–
–
–�
2.9�
2.9�
0.003�
0.004�
1016�
1016�
29�
70
640Z 740V
1.08�
0.10�
140�
0.5~0.7�
7.0×10-5�
V-1�
71�
720�
40�
107�
1090�
2550�
26000�
78�
8�
–
–
–
–
2.9�
2.9�
0.003�
0.004�
1016�
1016�
29�
70
低 ガ ス 難 燃�
これらの物性は、定められた試験法に基づいて得られた代表値であり、個々の用途のグレードを�選ぶ目安としてご参照下さい。なお、これらの数値は物性改良のため変更することもあります。�
表-2 低ガス難燃グレード�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
3130
R
耐熱・高耐熱グレード�
2.1.2 物性一覧表�
項 目�性質 �
物理的�
�
電気的性質�
�
機械的性質�
�
熱的性質�
�
単 位�試 験 法� 条 件�
比 重 �
吸 水 率 �
荷 重 た わ み 温 度 �
成 形 収 縮 率 �
線 膨 張 係 数 �
燃 焼 性 �
引 張 り 強 さ �
伸 び ( 破 断 ) �
曲 げ 強 さ �
曲 げ 弾 性 率 �
�
アイゾット衝撃強さ�
�
ロックウェル硬さ�
テ ー バ ー 摩 耗 �
誘 電 率 �
�誘 電 正 接 �
体 積 抵 抗 率 �表 面 抵 抗 率 �絶 縁 破 壊 の 強 さ �
耐 ア ー ク 性 �
ASTM D 792�
ASTM D 570�
ASTM D 648�
ASTM D 955�
ASTM D 696�
UL94 �
ASTM D 638�
ASTM D 638�
ASTM D 790�
ASTM D 790�
�
ASTM D 256�
�
ASTM D 785�
ASTM D1044�
ASTM D 150�
�
ASTM D 150�
ASTM D 257�
ASTM D 257�
ASTM D 149�
ASTM D 495�
�
%�
°C�%�
mm/mm/°C��
MPa�
kg/cm2�
%�
MPa�
kg/cm2�
MPa�
kg/cm2�
J/m�
kg・cm/cm�
J/m�
kg・cm/cm�
�
mg�
�
�
�
�
Ω・cm�
Ω�
kV/mm�
sec
23°C�23°C 50% RH 24 Hr�
1.82MPa�
–30°C~65°C�1.6mm厚�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
6.4mmノッチ付き23°C�
3.2mmノッチ付き23°C�
Rスケール�
CS17 9.8N�
23°C 50% RH 60 Hz�23°C 50% RH 106 Hz�23°C 50% RH 60 Hz�23°C 50% RH 106 Hz�23°C 50% RH�23°C 50% RH�短時間2mm�
タングステン電極�
�
G701H
1.13�
0.06�
130�
0.3~0.5�
5.0×10-5�
HB�
74�
750�
5�
118�
1200�
3720�
38000�
98�
10�
118�
12�
118�
34�
2.9�
2.9�
0.0004�
0.0008�
1016�
1016�
41�
70
G702H
1.20�
0.06�
140�
0.2~0.4�
3.5×10-5�
HB�
98�
1000�
5�
137�
1400�
5000�
51000�
78�
8�
98�
10�
123�
24�
3.1�
3.1�
0.0006�
0.0011�
1016�
1016�
43�
70
G703H
1.30�
0.06�
140�
0.2~0.3�
3.0×10-5�
HB�
118�
1200�
5�
147�
1500�
6660�
68000�
78�
8�
98�
10�
126�
34�
3.3�
3.3�
0.0009�
0.0015�
1016�
1016�
44�
70
G701V
1.15�
0.06�
130�
0.3~0.5�
5.0×10-5�
V-1�
78�
800�
5�
127�
1300�
3920�
40000�
98�
10�
118�
12�
118�
34�
3.0�
3.0�
0.002�
0.003�
1016�
1016�
41�
70
1.22�
0.06�
140�
0.2~0.4�
3.5×10-5�
V-1�
98�
1000�
5�
137�
1400�
5000�
51000�
78�
8�
98�
10�
123�
34�
3.2�
3.2�
0.003�
0.005�
1016�
1016�
43�
70
G702V G703V
1.30�
0.06�
140�
0.1~0.3�
3.0×10-5�
V-1�
118�
1200�
5�
147�
1500�
6600�
68000�
78�
8�
98�
10�
126�
34�
3.4�
3.4�
0.005�
0.008�
1016�
1016�
40�
70
G F 強 化 ・ 非 難 燃� G F 強 化 ・ 難 燃�
これらの物性は、定められた試験法に基づいて得られた代表値であり、個々の用途のグレードを�選ぶ目安としてご参照下さい。なお、これらの数値は物性改良のため変更することもあります。�
表-3 GF強化 非難燃・難燃グレード�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
3332
R
耐熱・高耐熱グレード�
2.1.3 成形加工性�a. 成形条件��
�
�
�
�
�
ザイロンは、吸水率が低く、加水分解も受けにくい特長がありますが、外観不良を未然に防止
するためにも予備乾燥を行って下さい。�
図-1に、ザイロンペレットの乾燥時間とペレット中の水分についての一例を示します。�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�� ザイロンの予備乾燥は、ホッパードライヤーまたは熱風循環式の箱形乾燥機内で乾燥して下さい。箱形乾燥機を用いる場合には、ペレットを20~30mmの厚みにすると効果的です。� ザイロン耐熱グレードおよびGF強化グレードは、90℃~100℃で、2~4時間の乾燥を行って下さい。なお、8時間以上の長時間乾燥は、有彩色では変色等が起こりますので、避けて下さい。��
●射出圧力・射出速度� おのおのを独立にコントロールすることが難しいので、射出率(cm3/sec)をコントロール
することをおすすめします。射出率は大きい方が望ましいですが、外観要素と組み合わせて調整
することが肝心です。射出率が50%以下となる場合は、金型デザインの見直しが必要となりま
す。�
�●スクリュー回転数・背圧™� あまり高めにすると、内部発熱により樹脂温度が上がりすぎることがあります。�
�
b. 成形上の留意点�●防錆剤・離型材� 金型の防錆剤は成形前に充分除去して下さい。また、離型剤を用いる場合は、最小限の使用に
とどめて下さい。なお、防錆剤とザイロンの接触は、クラックの原因となる可能性がありますの
で、充分ご注意下さい。�
�●シリンダー内の滞留™� 成形を一時中断する場合や、停止する場合には、シリンダー内滞留物をパージして下さい。ま
た、30分以上停止する場合には、ザイロンをポリスチレン(GP、HI)で置換することをおす
すめします。�
�●異樹脂の混合� ザイロンは、自樹脂(変性PPE樹脂)以外との相溶性がありませんので、少量でも混入しま
すと、剥離や著しい物性低下を招くことがありますので、充分にご注意下さい。™�
樹 脂 温 度 �
表-4 成形条件表�
°C 280~330
金 型 温 度 � °C 80~130
乾 燥 温 度 � °C 90~100
乾 燥 時 間 � Hr 2~4
成
形
条
件�
図-1 ペレット乾燥曲線�
0.15
0.10
0.05
00 1 2 3 4 5
含有水分率(%)�
乾燥時間(Hr)�
難燃グレード�
非難燃グレード�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
3534
R
耐熱・高耐熱グレード�
c. 成形流動性� ザイロンは、成形流動性に優れており、複雑な形状の成形品にも適用できます。図2~4にスパ
イラルフローによる成形流動性と成形条件の関係を示します。�
�
�
�
�
�
�����������������d. 成形収縮率� ザイロンは、成形収縮率の小さい樹脂であり、その成形条件依存性も小さい変化率でありま
す。その例として、以下に旭化成法(平板成形品)で測定した成形収縮率を示します。�
図-2 スパイラルフロー値と成形温度との関係�
厚み 2mm�巾 10mm�射出圧力 100MPa�
金型温度 80℃�300
150
50
100
250
200
350
0220 230
スパイラルフロー値(mm)�
成形温度(℃)�
240 250 260 270 280 290 300 310 320
図-3 スパイラルフロー値と厚みの関係�
450厚み 2.0mm�巾 10mm�成形温度 280℃�
金型温度 80℃�
300
150
50
100
250
200
400
350
020 40
スパイラルフロー値(mm)�
射出圧力(MPa)�
60 80 100 120 140 160 180
300H,300V,300Z�340V,340Z
300H,300V,300Z�340V,340Z
500H,500V,500Z�540V,540Z
500H,500V,500Z�540V,540Z
G702H,G702V
図-4 スパイラルフロー値と厚みの関係�
厚み 2mm�巾 10mm�成形温度 280℃�
金型温度 80℃�射出圧力 100MPa
厚み 2mm�射出圧力 SSP+1MPa�
金型温度 80℃�
300
100
200
400
500
00 0.5
スパイラルフロー値(mm)�
厚 み(mm)�
1.0 1.5 2.0 2.5 3.0 3.5 4.0
300H,300V,300Z�340V,340Z
500H,500V,500Z�540V,540Z
G702H,G702V
G702H,G702V
図-5 成形収縮率と成形温度との関係�
1.0
0.6
0.8
0.4
0.2
0200 220 240 260 280 300 320 340
成形収縮率(%)�
成形温度(℃)�
500H,500V,500Z�540V,540Z
300H,300V,300Z�340V,340Z
G702H,G702V
直角方向�
流動方向�
直角方向�
流動方向�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
3736
R
耐熱・高耐熱グレード�
�
�
�
e. 再生性� ザイロンは熱安定性に優れた樹脂で、他樹脂に比べ再生利用しやすい材料ですが、外観重視の
用途では、再生品混入に起因した異物混入などの外観不良を招くおそれがありますので、再生品
の混入は慎重を要します。再生品を混入する場合は、再生比率20%までを目安にしてご検討下さ
い。なお、再生品の混入率および再生回数と物性変化を以下に示します。�成形温度 280℃�射出圧力 SSP+1MPa�
金型温度 80℃�
図-6 成形収縮率と厚みの関係�
0.8
0.6
0.5
0.7
0.4
0.3
0.1
0.2
00 42 6 8
成形収縮率(%)�
厚 み(mm)�
500H,500V,500Z�540V,540Z
300H,300V,300Z�340V,340Z
G702H,G702V
直角方向�
流動方向�
直角方向�
流動方向�
成形温度 280℃�射出圧力 SSP+1MPa�
厚み 2mm
0.8
0.6
0.5
0.7
0.4
0.3
0.1
0.2
00 4020 60 80 100 120
成形収縮率(%)�
金型温度(℃)�
500H,500V,500Z�540V,540Z
300H,300V,300Z�340V,340Z
G702H,G702V
直角方向�
直角方向�
流動方向�
流動方向�
図-7 成形収縮率と金型温度の関係�
図-8 再生回数と色差の関係�6
4
2
5
3
1
00 2
色差 (ΔE)�
再生回数(回)�
4 6 8 10
再生比率� :20%�
300Z,500Z(白)�340Z,540Z(白)�
図-9 再生回数と引張り特性の関係�
120
100
80
40
60
0
20
0 2
引張り強さ保持率(%)�
再生回数(回)�
4 6 8 10
再生比率:�20%、100%�
500H,500V,500Z�540V,540Z
300H,300V,300Z�340V,340Z
再生比率:20%� 再生比率:100%�
G702H,G702V
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
3938
R
耐熱・高耐熱グレード�
�
�
�
�
図-10 再生回数と伸びの関係�
120
100
80
40
60
0
20
0 1
保持率(%)�
再生回数(回)�
2 3 4 5
500H,500V,500Z�540V,540Z
300H,300V,300Z�340V,340Z
再生比率:20%�
再生比率:100%�
図-11-a 再生回数とアイゾット衝撃強さの関係�
120
100
80
40
60
0
20
0 1
保持率(%)�
再生回数(回)�
2 3 4 5
500H,500V,500Z�540V,540Z
300H,300V,300Z�340V,340Z
再生比率:20%�
再生比率:100%�
図-11-b 再生回数とアイゾット衝撃強さの関係�
100
80
40
60
0
20
90
50
70
30
10
0 1
保持率(%)�
再生回数(回)�
2 3 4 5
G702H,G702V
図-12 再生回数と曲げ強さの関係�
120
100
80
40
60
0
20
0 1保持率(%)�
再生回数(回)�
2 3 4 5
再生比率:20%�
再生比率:100%�G702H,G702V
再生比率:20%�
再生比率:100%�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

図-13 再生回数と曲げ弾性率の関係�
120
100
80
40
60
0
20
0 1
保持率(%)�
再生回数(回)�
2 3 4 5
G702H,G702V 再生比率:100%�
再生比率:20%�
<変性ポリフェニレンエーテル樹脂>�
4140
R
耐熱・高耐熱グレード�
�
�
�
�
図-14 再生回数と誘電率の関係�
120
100
80
40
60
0
20
0 1
誘電率変化率(%)�
再生回数(回)�
2 3 4 5
再生比率:20%、100%�
図-15 再生回数と誘電正接の関係�
G702H,G702V
120
100
80
40
60
0
20
0 1
誘電正接変化率(%)�
再生回数(回)�
2 3 4 5
再生比率:20%、100%�
G702H,G702V
図-16 再生回数と荷重たわみ温度の関係�
120
100
80
40
60
0
20
0 1
保持率(%)�
再生回数(回)�
2 3 4 5
再生比率:20%�
再生比率:100%�
G702H,G702V
表-5 再生回数と燃焼性の関係�
5 回�3 回�Blank
G702H
500Z
※再生比率 20%、100%とも同結果�
HB
V-0
HB
V-0
HB
V-0
60Hz、106Hz
60Hz、106Hz
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
43
R
耐熱・高耐熱グレード�
�2.1.4 機械的特性�a. 温度依存性� ザイロンの各グレードは、エンジニア・プラスチックとしての用途に適した強度を有していま
す。 剛性、衝撃強さ、曲げ弾性率などの強度バランスに優れており、広い温度領域におい
て、これらの特性が保持されています。�
種々の温度におけるザイロン耐熱グレードの応力-歪み曲線を図-17に示します。 �
また、ザイロン耐熱グレード、GF強化グレードの引張強さ、曲げ強さ、曲げ弾性率、アイゾッ
ト衝撃強さの温度依存性を、図-18~25に示します。�
図-17 ザイロン®応力-歪み曲線�80
70
30
50
20
60
40
10
00 5
引張り応力(MPa)�
歪 み(%)�10 15 20 25
500V クロスヘッド速度 5mm/sec
図-18 引張り強さの温度依存性(非強化グレード)�
ー30°C
0°C
23°C
50°C
80°C
80
70
30
50
20
60
40
10
0–30 0
引張り強度(MPa)�
温 度(°C)�30 60 12090
540V,540Z
340V,340Z
500V,500Z
300V,300Z
図-19 曲げ強さの温度依存性(非強化グレード)�
図-20 曲げ弾性率の温度依存性(非強化グレード)�
120
100
60
20
80
40
0–30 0
引張り強度(MPa)�
温 度(°C)�
30 60 12090
540V,540Z
340V,340Z
500V,500Z
300V,300Z
3000
2500
1500
500
2000
1000
0–30 0
曲げ弾性率(MPa)�
温 度(°C)�
30 60 12090
540V,540Z
340V,340Z
500V,500Z
300V,300Z
42
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
45
R
耐熱・高耐熱グレード�
��
300
250
150
50
200
100
0–30 0 30 60 12090
図-21 アイゾット衝撃強さの温度依存性(非強化グレード)�
アイゾット衝撃強さ(J/m)�
温 度(℃)�
500V,500Z�540V,540Z
300V,300Z�340V,340Z
140
120
100
60
20
80
40
0–30 0 40 80 160120
図-22 引張り強さの温度依存性(GF強化グレード)�
引張り強度(MPa)�
温 度(℃)�
G703H、G703V
G702H、G702V
180
140
160
120
100
80
60
40
20
0–40 0 40 80 160120
図-23 曲げ強さの温度依存性(GF強化グレード)�
曲げ強度(MPa)�
温 度(℃)�
G703H、G703VG702H、G702V
8000
7000
6000
5000
4000
3000
2000
1000
0–40 0 40 80 160120
図-24 曲げ弾性率の温度依存性(GF強化グレード)�
曲げ弾性率(MPa)�
温 度(℃)�
G703H、G703V
G702H、G702V
44
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
47
R
耐熱・高耐熱グレード�
��
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
��b. 耐クリープ性� プラスチックを構造材料として使用する場合には、いろいろな負荷条件下で長時間にわたって、
形状を保持する必要があります。粘弾性体であるプラスチック材料では、クリープ現象が起こり
ますが、ザイロンは熱可塑性樹脂の中でも耐クリープ性に優れています。成形品の設計にあたっ
ては、環境温度、負荷荷重、耐用年数により、実用上問題とならない変形量となるように、材質、
形状を決定しなければなりません。�
ザイロン耐熱グレード、GF強化グレードのクリープ特性を、図-26~30に示します。�
200
150
50
100
0–40 0 40 80 120
図-25 アイゾット衝撃強さの温度依存性(GF強化グレード)�
アイゾット衝撃強さ(J/m)�
温 度(℃)�
G703H、G703VG702H、G702V
図-26 引張りクリープ 300V/Z
0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
歪 み(%)�
時 間(Hr)�
60 C、14MPa
23 C、14MPa
60 C、7MPa
1 10 100 1000 10000
図-27 引張りクリープ 500V/Z
0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
歪 み(%)�
時 間(Hr)�
60 C、14MPa
60 C、7MPa23 C、21MPa
23 C、14MPa
23 C、7MPa
1 10 100 1000 10000
46
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
49
R
耐熱・高耐熱グレード�
��
測定温度:23°C
図-28 高温引張りクリープ 500V/Z
0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
歪 み(%)�
時 間(Hr)�
90°C、1.7MPa
100°C、1.7MPa
90°C、0.9MPa
110°C、0.9MPa
1 10 100 1000 10000
図-29 引張りクリープ G702H/V
0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
歪 み(%)�
時 間(Hr)�
14MPa
28MPa
21MPa
1 10 100 1000 10000
測定温度:60°C
図-30 引張りクリープ G702H/V
0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
歪 み(%)�
時 間(Hr)�
14MPa
28MPa
21MPa
1 10 100 1000 10000
48
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
51
R
耐熱・高耐熱グレード�
d. 成形温度依存性� ザイロンの製品設計をする場合、最適のグレードを選択することは重要ですが、同時に物性
は、成形条件により影響を受けますので、注意する必要があります。�
�
●成形温度とアイゾット衝撃強さの関係� 成形温度が高くなると若干アイゾット衝撃強さの低下が見受けられます。�
c. 耐疲労性� 絶えず振動の加えられる環境下で使用される成形品、たとえば自動車部品などでは、耐疲労性
の良否が重要です。�
表-6に定応力型繰り返し曲げ疲労試験による測定結果を、他の樹脂と比較して示します。�
™ 表-6 繰り返し回数1000万回における疲労限界応力�
�
�
�
�
�
�
�
�
�
ザイロンの耐熱グレード、GF強化グレードの疲労限界応力曲線を図31に示します。�
図-32 成形温度とアイゾット衝撃強さの関係�
0
50
100
150
200
アイゾット衝撃強さ(J/m)�
成形温度(°C)�
500V・500Z�540V・540Z
300V・300Z�340V・340Z
240 260 280 300 320 340
図-31 疲労限界応力曲線�
0
20
40
60
80
100
疲労限界応力(MPa)�
繰り返し回数(回)�
106104 105 107 108
500H、500V
ポリアセタール�ザイロン500H・500V
9
ザイロンG702H
31 35
※GFグレードのGF含有量は、いずれも20%�
ASTM D671-B 測定条件 23°C 50%RH� 振動速度 1800cpm�
試験片 タイプS、3mm厚�
29
ポリアセタール・GF
ポリカーボネイト�
29
8
ポリカーボネイト・GF
ABS
30
8
ABS・GF
G702H・G702V
G702H、G702V
他社m-PPE(GF20%)
50
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�
単位:MPa

<変性ポリフェニレンエーテル樹脂>�
53
R
耐熱・高耐熱グレード�
●成形温度と引張強さの関係� 各グレードとも、成形温度の影響をほとんど受けません。�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
●成形温度と伸びとの関係� 各グレードとも、あまり影響を受けませんが、適切な温度範囲を超えないよう、ご注意下さい。�
図-33 成形温度と引張り強さの関係�
0
120
100
80
60
40
20
引張り強度(MPa)�
成形温度( C)�
540Z
500Z
300Z
340Z
240 260 280 300 320 340
G702H・G702V
図-34 成形温度と伸びの関係�
0
60
50
40
30
20
10
伸 び(%)�
成形温度( C)�
500Z
240 260 280 300 320 340
G702H・G702V
●成形温度と曲げ強さとの関係� 各グレードとも、成形温度の影響をほとんど受けません。�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
●成形温度と曲げ弾性率との関係� 各グレードとも、成形条件の影響をほとんど受けません。�
図-35 成形温度と曲げ強さの関係�
0
150
100
50曲げ強さ(MPa)�
成形温度( C)�
540Z
340V300V
500V
240 260 280 300 320
G702H・G702V
図-36 成形温度と曲げ弾性率の関係�
0
6000
5000
4000
3000
2000
1000曲げ弾性率(MPa)�
成形温度( C)�
240 260 280 300 320 340250 270 290 310 330
G702H・G702V
300V・300Z500V・540V・540Z
340V・340Z
340Z・540V
300Z・340V・500V
52
金型温度:80℃� 金型温度:80℃�
金型温度:80℃�金型温度:80℃�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
55
R
耐熱・高耐熱グレード�
●金型温度と引張強さとの関係� 引張強さは金型温度の影響を受けません。ただ、金型温度が低すぎると、成形時の応力残留歪
みが大きくなりますので、注意が必要です。�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
��●金型温度と伸びとの関係� 伸びも金型温度の影響は受けません。�
図-37 金型温度と引張り強さの関係�
0
120
100
80
60
40
20
引張り強さ(MPa)�
金型温度(°C)�
20 40 60 80 100
G702H・G702V
図-38 金型温度と伸びの関係�
2.1.5 耐環境性�a. 耐熱水性�
ザイロン耐熱グレードは、熱水に長時間浸漬していても加水分解をうけにくく、ポリマーの構
造変化による物性低下はほとんど起こりません。�
以下に、90℃の熱水浸漬における物性の経時変化を示します。 �
�図-39 熱水浸漬後の引張り強さの経時変化�
引張り強さ(kg/cm2 )�
浸漬時間(hr)�
図-40 熱水浸漬後のアイゾット衝撃強さの経時変化�
0
150
100
50アイゾット衝撃強さ(J/m)�
浸漬時間(hr)�
温度:90°C
240 260 280 300 320 340250 270 290 310 330
G702H・G703H
0
1400
1200
1000
800
600
400
200
0 400 800 1200 1600 2000200 600 1000 1400 1800
G703H
G702H
340V・340Z
300V・300Z
540V・540Z
500V・500Z
0
60
50
40
30
20
10
伸 び(%)�
金型温度(°C)�
20 40 60 80 100
G702H・G702V
300V・300Z・500Z
340V・340Z・500V�540V・540Z
54
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
57
R
耐熱・高耐熱グレード�
また、熱水浸漬による諸物性の変化率を他のエンプラと比較して、以下に示します�
図-41 熱水浸漬時間と引張り強さ保持率�
引張り強さ保持率(%)�
図-42 熱水浸漬時間とアイゾット衝撃強さ保持率�
�
図-43 熱水浸漬時間と重量変化率�
温度:90°C温度:90°C
浸漬時間(hr)�
0
40
20
80
120
100
60
0 400 800 1200 1600 2000200 600 1000 1400 1800
500H
G702HPOM
PC・GF(20%)�
0
2.0
1.5
1.0
0.5
重量変化率(%)�
浸漬時間(hr)�
240 260 280 300 320 340250 270 290 310 330
500H・G702H
アイゾット衝撃強さ保持率(%)�
温度:90°C
浸漬時間(hr)�
0
40
20
80
120
100
60
0 400 800 1200 1600 2000200 600 1000 1400 1800
500H G702H
POM
POM
PC・GF(20%)�
PC・GF(20%)�
56
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
59
R
耐熱・高耐熱グレード�
b. 耐熱エージング特性� ザイロン耐熱グレードの熱エージング特性を、各物性毎に示します。�
試験項目、エージング温度によって物性低下が起こりますので、注意が必要です。�
�
� 図-44 GF強化グレードの熱エージング特性 引張強さ保持率�
図-45 GF強化グレードの熱エージング特性 アイゾット保持率�
c. 耐候性�
ザイロンは日光、紫外線などに暴露されると、変色、物性の劣化を生ずることがあります。と
くに、淡色系については、使用環境により色差変化が大きくなることがあります。 �
図-46~50に、サンシャインウエザーメーター 63℃ 雨ありでの促進試験結果を示しま
す。�図-46 照射時間と引張特性の関係�
保持率(%)�
照射時間(hr)�
図-47 照射時間とアイゾット衝撃強さの関係�
サンシャインウエザオメータ 63°C 雨あり�
サンシャインウエザオメータ 63°C 雨あり�
エージング温度:130°C
エージング温度:130°C
0
120
100
80
60
40
20
0 500100 200 300 400
300Z・500Z(黒)�340Z・540Z(黒)�
300Z・340Z(黒)�
500Z・540Z(黒)�
引張り強さ�
伸び�
引張り強さ保持率(%)�
エージング時間(hr)�
0
120
100
80
60
40
20
0 400 800 1200 1600 2000200 600 1000 1400 1800
G702H・G703H
アイゾット衝撃強さ保持率(%)�
熱エージング時間(hr)�
0
120
100
80
60
40
20
0 400 800 1200 1600 2000200 600 1000 1400 1800
G702H・G703H
保持率(%)�
照射時間(hr)�
0
120
100
80
60
40
20
0 500100 200 300 400
300Z・340Z(黒)�
500Z・540Z(黒)��
58
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
61
R
耐熱・高耐熱グレード�
�
図-49 照射時間と曲げ強さの関係�
�
保持率(%)�
照射時間(hr)�
0
40
20
80
120
100
60
0 400 800 1200 1600 2000
図-48 照射時間と色差の関係�
サンシャインウエザオメータ 63°C 雨あり�
サンシャインウエザオメータ 63°C 雨あり�
色 差(ΔE)�
照射時間(hr)�
0
30
25
20
15
10
5
0 2000400 800 1200 1600
G702H(グレー)�
ウレタン塗装処理G702H(グレー)�
ウレタン塗装処理G702H(グレー)�
G702H(グレー)�
図-50 照射時間とアイゾット衝撃強さの関係�
保持率(%)�
照射時間(hr)�
0
40
20
80
120
100
60
0 2000500 1000 1500
サンシャインウエザオメータ 63°C 雨あり�
*スガ試験機(株)製� サンシャイン・スーパー・ロングライフウエザオメーター� (WEL-SUN-HC型)�
G702H(グレー)�
ウレタン塗装処理G702H(グレー)�
60
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
63
R
耐熱・高耐熱グレード�
2.1.6 電気的性質� ザイロンは、電気特性が最も優れているプラスチックの一つです。�
誘電正接および誘電率は、非常に小さく、かつ環境温度、湿度、周波数による影響が小さいの
が特長です。�
また、体積固有抵抗および表面固有抵抗も極めて高い値を示し、温度、湿度による影響をうけ
にくいので、絶縁材料として適しています。�
ここでは、ザイロン500VとG702Vを例として、誘電正接の温度依存性を図-51に、誘電
正接の周波数依存性を図-52に、誘電率の温度依存性を図-53に、誘電率の周波数依存性を図-
54に、体積固有抵抗の温度依存性を図-55に、絶縁破壊電圧の厚み依存性を図-56に、それぞ
れPBT(ポリブチレンテレフタレート)およびPC(ポリカーボネート)と比較して示します。
�
図-51 誘電正接の温度依存性�
�
誘電正接�
温 度(°C)�
0
0.05
0.04
0.03
0.02
0.01
0 14020 40 60 80 100 120
PBT(GF20%)�
PC(GF20%)�
500V・G702V
図-52 誘電正接の周波数依存性�
誘電正接�
周波数(Hz)�
23°C 50%RH
0
0.05
0.04
0.03
0.02
0.01
1 10 102 103 104 105 106 107
PBT(GF20%)� PC(GF20%)�
500V・G702V
図-53 誘電率の温度依存性�
誘電率�
温 度(°C)�
0
5
4
3
2
1
0 14020 40 60 80 100 120
PBT(GF20%)�
PC(GF20%)�
500VG702V
湿 度 50%�周波数 60Hz
62
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
65
R
耐熱・高耐熱グレード�
�
図-55 体積抵抗率の温度依存性�
�
体積抵抗率(Ω・cm)�
温 度(°C)�
0 14020 40 60 80 100 120
PBT(GF20%)�
500V・G702V
図-56 絶縁破壊強度の厚み依存性�
絶縁破壊強度(KV/mm)�
厚 み(mm)�
23°C
0
100
80
60
40
20
0 1 2 3 4 5
PBT(GF20%)�
G702v
PC(GF20%)�
500V540V
図-54 誘電率の周波数依存性�
誘電率�
周波数(Hz)�
0
5
4
3
2
1
1 10
PBT(GF20%)�
PC(GF20%)�
500VG702V
23°C 50%RH
102
1011
1012
1013
1014
1015
1016
1017
1018
103 104 105 106 107
PC(GF20%)�
64
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
66
R
耐熱・高耐熱グレード�
2.2 高耐熱グレード�2.2.1 はじめに��� ザイロン高耐熱グレードは,高耐熱性と良流動性の両立を特徴としており、非晶性樹脂の中
で変性PPEやポリカーボネートの上位樹脂として位置づけられます。�
� ザイロン高耐熱グレードは,ザイロンの特徴である低比重・低吸水・寸法安定性・電気特性・
機械特性を活かしながら、耐熱性が150~170℃と大幅に向上しています。�
� また、非ハロゲン系難撚剤による難撚化も可能です。�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
結晶性樹脂�
<→Tm高>�
PO
( ):高荷重DTUL ℃�
POM
PA
PS�(70~85)�
ABS�(80~110)�
PPS
LCP
m-PPE�(85~140)�
PC/ABS�(90~115)�
PC�(130~145)�
PAR�(150~180)�
汎用� 汎用エンプラ� スーパーエンプラ�
非結晶性樹脂�
<→Tg高>�
表-1 ザイロン高耐熱グレードの位置づけ�
ザイロン高耐熱グレード�(150~170)�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
金型設計�
二次加工性�
成形品の�
設計基準�

<変性ポリフェニレンエーテル樹脂>�
6968
R
耐熱・高耐熱グレード�
2.2.2 物性一覧表�
項 目�性質 �
物理的�
�
電気的性質�
�
機械的性質�
�
熱的性質�
�
単 位�試 験 法� 条 件�
比 重 �
吸 水 率 �
荷 重 た わ み 温 度 �
成 形 収 縮 率 �
線 膨 張 係 数 �
燃 焼 性 �
引 張 り 強 さ �
伸 び ( 破 断 ) �
曲 げ 強 さ �
曲 げ 弾 性 率 �
�
アイゾット衝撃強さ�
�
ロックウェル硬さ�
テ ー バ ー 摩 耗 �
誘 電 率 �
�誘 電 正 接 �
体 積 抵 抗 率 �表 面 抵 抗 率 �
絶 縁 破 壊 の 強 さ �
耐 ア ー ク 性 �
ASTM D 792�
ASTM D 570�
ASTM D 648�
ASTM D 955�
ASTM D 696�
UL94 �
ASTM D 638�
ASTM D 638�
ASTM D 790�
ASTM D 790�
�
ASTM D 256�
�
ASTM D 785�
ASTM D1044�
ASTM D 150�
�
ASTM D 150�
ASTM D 257�
ASTM D 257�
ASTM D 149�
ASTM D 495�
�
%�
°C�%�
mm/mm/°C��
MPa�
kg/cm2�
%�
MPa�
kg/cm2�
MPa�
kg/cm2�
J/m�
kg・cm/cm�
J/m�
kg・cm/cm�
�
mg�
�
�
�
�
Ω・cm�
Ω�
kV/mm�
sec
23°C�23°C 50% RH 24 Hr�
1.82MPa�
–30°C~65°C�1.6mm厚�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
6.4mmノッチ付き23°C�
3.2mmノッチ付き23°C�
Rスケール�
CS17 9.8N�
23°C 50% RH 60 Hz�23°C 50% RH 106 Hz�23°C 50% RH 60 Hz�23°C 50% RH 106 Hz�23°C 50% RH�23°C 50% RH�短時間2mm�
タングステン電極�
�
X9108
1.07�
0.06�
150�
0.8~1.0�
6.5×10-5�
HB�
59�
600�
50�
83�
850�
2060�
21000�
196�
20�
245�
25�
114�
29�
2.8�
2.8�
0.0005�
0.0006�
1016�
1016�
30�
80
X9102
1.07�
0.06�
170�
0.8~1.0�
6.5×10-5�
HB�
64�
650�
50�
83�
850�
2160�
22000�
78�
8�
98�
10�
114�
29�
2.89�
2.8�
0.0005�
0.0006�
1016�
1016�
30�
80
SZ800
1.10�
0.08�
150�
0.8~1.0�
6.5×10-5�
* V-0 �
72�
730�
70�
107�
1090�
2550�
26000�
176�
18�
-�
-�
-�
-�
2.9�
2.9�
0.0027�
0.0027�
1016�
1016�
30�
80
X2231
1.20�
-�
160�
0.4~0.7�
5.0×10-5�
HB相当�
80�
820�
3�
125�
1280�
4470�
47600�
118�
12�
-�
-�
-�
-�
3.0�
3.0�
0.0006�
0.0010�
1016�
1016�
51�
75
非 難 燃� 難 燃� 非難燃�
非 強 化� GF強化�
これらの物性は、定められた試験法に基づいて得られた代表値であり、個々の用途のグレードを�選ぶ目安としてご参照下さい。なお、これらの数値は物性改良のため変更することもあります。�
表-2 ザイロン高耐熱グレード�
�
*0.8mm厚�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
7170
R
耐熱・高耐熱グレード�
2.2.3 成形加工性� ザイロン高耐熱グレードの成形加工性について以下に示します。�
成形条件以外は、基本的にザイロン耐熱・高耐熱グレードと同様ですので、前記の3.成形加
工性をご参照下さい。�
a. 成形条件�
�
�
�
�
�
�
�
b. 成形流動性�
樹脂の流動性を表す方法には,メルトフローレイト,スパイラルフロー値,ショートショット
ライン法などがあります.�
以下にスパイラルフロー値の成形条件依存性を示します.�
�
2.2.4 機械的特性� ザイロン高耐熱グレードの成形加工性について以下に示します。�
ザイロンX2231の引張強度,電気特性の温度依存性を以下に示します。�
樹 脂 温 度 �
表-3 成形条件表�
°C 280~330
金 型 温 度 � °C 80~130
乾 燥 温 度 � °C 90~100
乾 燥 時 間 � Hr 2~4
成
形
条
件�
図-1 スパイラル流動長�
300
250
150
50
200
100
0295 305 315
流動長(mm)�
成形温度(°C)�
325
X9108
X9102
肉厚 2.0mmt�金型温度 85°C射出圧力 116MPa
図-2 ザイロン®X2231の引張り強度温度依存性�
100
80
60
40
20
00 50 100
引張り強度(MPa)�
温 度(°C)�
150
X2231
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

厚み 1.0mmt
<変性ポリフェニレンエーテル樹脂>�
72
R
耐熱・高耐熱グレード�
2.2.5 電気特性� ザイロンX2231の電気特性の温度依存性を以下に示します。�
�
図-3 誘電率の温度依存性(60Hz)�
4
3
1
2
00 50 100 150
誘電率�
温 度(℃)�
200
X2231
図-4 絶縁破壊強さの温度依存性�
4
3
1
2
00 50 100 150
絶縁破壊強さ(KV/mm)�
温 度(℃)�
200
X2231

<変性ポリフェニレンエーテル樹脂>�
R
シャーシグレード�
3.1 概 要…………………………………………………………74�3.2 高剛性/低反り/超低反りグレード………………………75� 3.2.1 はじめに………………………………………………75� 3.2.2 物性一覧表……………………………………………76� 3.2.3 成形加工性 ……………………………………………82 3.2.4 機械的特性 ……………………………………………89� 3.2.5 寸法精度 ………………………………………………91 3.2.6 耐久性 …………………………………………………93 3.2.7 構造設計 ………………………………………………99� 3.2.8 環境応力クラック性…………………………………104�3.3 高剛性・良流動グレード……………………………………106 3.3.1 はじめに………………………………………………106 3.3.2 物性一覧表……………………………………………106 3.3.3 成形加工性……………………………………………108� 3.3.4 機械的特性……………………………………………110�3.4 低反り・良外観グレード……………………………………112� 3.4.1 はじめに………………………………………………112 3.4.2 物性一覧表……………………………………………112 3.4.3 成形加工性……………………………………………114� 3.4.4 外 観…………………………………………………117� 3.4.5 寸法精度………………………………………………118� 3.4.6 摺動性…………………………………………………119�3.5 高剛性・導電グレード………………………………………122� 3.5.1 はじめに………………………………………………122 3.5.2 物性一覧表……………………………………………122 3.5.3 成形加工性……………………………………………124� 3.5.4 機械的特性……………………………………………125� 3.5.5 耐久性…………………………………………………127���
73

<変性ポリフェニレンエーテル樹脂>�
7574
R
シャーシグレード�
3.2 高剛性/低反り/超低反りグレード�3.2.1 はじめに�� 以下にまず代表的な3種類のシャーシグレードの概要を示します。�
【高剛性グレード】�
機械的特性と寸法精度のバランスにおいて,特に機械的特性を重視したグレードです.シャー
シグレードのスタンダードとして最も多く実績があり,コストパフォーパンスにも優れます。�
��
【低反りグレード】�
機械的特性と寸法精度のバランスを重視したグレードです。一般機構部品から精密機構部品ま
で幅広くご使用いただけます。�
��
【超低反りグレード】�
機械的特性と寸法精度のバランスにおいて,特に寸法精度を重視したグレードです。当社独自
の技術により,線膨張係数および成形収縮率の異方性は非晶性樹脂材料の中で最も小さく,中
でも高充填品はアルミダイキャストに近い線膨張係数を達成しています.超精密機構部品から
金属代替までご検討いただけます。�
3.1 概 要� ザイロン/シャーシグレードは,多様化する市場の要望に応えて主に機構部品用途向けに開発
したグレードです。ポリマー組成および配合するフィラーの形状,種類,量等をニーズに応じて
最適化することにより,豊富なグレードバリエーションを実現しました。主に,事務機器,通信
機器,家電製品,及び精密機器分野では部品点数の削減,金属を始めとした上級素材の代替等に
最適な材料のご提案をいたします。�
��
●ザイロン/シャーシグレードの特徴�
下表にザイロン/シャーシグレードの構成,特徴,および主な用途例を示します。�
表1 ザイロン/シャーシグレードの特徴�
グレード�構 成�
高剛性�グレード�
GF・無機�フィラー併用系�
100~130�
○�
△�
◎�
◎�
HB~V-0�
×~△�
△�
100~120�
○�
○�
○�
○�
V-1,V-0�
△�
○�
100~140�
○�
◎�
○�
○�
HB~V-0�
△�
○�
100~120�
◎�
△�
◎�
○�
V-0,5VA�
×~△�
△�
90~120�
○�
◎�
△�
△�
V-1,V-0�
○�
◎�
115�
△�
△�
◎�
◎�
V-1,V-0�
△�
�
GF・無機�フィラー併用系�
特殊ガラス�フィラー併用系�
特殊ガラス�フィラー系�
特殊無機�フィラー系�
CF系�(CF・GF併用系)�
フィラー�系統�
*1耐熱性�
*2難燃性�
成形流動性�
寸法精度�
剛性・強度�
外 観�
タッピング性�
カラー着色性�
主な用途�
低反り�グレード�
超低反り�グレード�
高剛性�良流動�グレード�
低反り�良外観�グレード�
高剛性�導電�グレード�
*1 荷重たわみ温度(高荷重):℃ �*2 UL94:1.6mmt,(5VA:2.3mmt)
◎優 ○良 △可 ×不可�
・CD-ROM,� DVDシャーシ�・LBP光学ユニット�・ファクシミリ�・PPC,プリンター�・その他TV,OA� 機器機構部品�
・CD-ROM,� DVDピック� アップシャーシ�・MD,LDシャーシ�・ノートパソコン� 用トレイ�・その他精密� 機構部品�
・CD-ROM,� DVDシャーシ�・ノートパソコン� 用トレイ�・ノートパソコン� 筐体�・その他精密機� 構部品�
・キャッシュディ� スペンサーシ� ャーシ�・ファクシミリ� 背面カバー�・自販機ビル� バリデータ�・その他導電機� 構部品�
・CD-ROM,� DVD,CDピック� アップシャーシ�・MD,LDシャーシ�・ノートパソコン� 用トレイ�・計測器シャーシ�・その他精密� 機構部品�
・CD-ROM,� DVDシャーシ�・LBP光学ユニット�・ファクシミリ�・PPC,プリンター�・その他TV,OA� 機器機構部品�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
7776
R
シャーシグレード�
��
表-1 ザイロン高剛性グレード�
3.2.2 物性一覧表�
項 目�
性質 �
物理的�
�
電気的性質�
�
機械的性質�
�
熱的性質�
�
単 位�試 験 法� 条 件�
比 重 �
吸 水 率 �
荷 重 た わ み 温 度 �
成 形 収 縮 率 �
線 膨 張 係 数 �
燃 焼 性 �
引 張 り 強 さ �
伸 び ( 破 断 ) �
曲 げ 強 さ �
曲 げ 弾 性 率 �
�
アイゾット衝撃強さ�
�
ロックウェル硬さ�
テ ー バ ー 摩 耗 �
誘 電 率 �
�
誘 電 正 接 �
体 積 抵 抗 率�
表 面 抵 抗 率 �
絶 縁 破 壊 の 強 さ �
ASTM D 792�
ASTM D 570�
ASTM D 648�
ASTM D 955�
ASTM D 696�
UL94�
ASTM D 638�
ASTM D 638�
ASTM D 790�
ASTM D 790�
�
ASTM D 256�
�
ASTM D 785�
ASTM D1044�
ASTM D 150�
�
ASTM D 150�
ASTM D 257�
ASTM D 257�
ASTM D 149�
ASTM D 495�
�
%�
°C�%�
mm/mm/°C��
MPa�
kg/cm2�
%�
MPa�
kg/cm2�
MPa�
kg/cm2�
J/m�
kg・cm/cm�
J/m�
kg・cm/cm�
�
mg�
�
�
�
�
Ω・cm�
Ω�
kV/mm�
sec
23°C�23°C 50% RH 24 Hr�
1.82MPa�
–30°C~65°C�1.6mm厚�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
6.4mmノッチ付き23°C�
3.2mmノッチ付き23°C�
Rスケール�
CS17 9.8N�
23°C 50% RH 60 Hz�23°C 50% RH 106 Hz�23°C 50% RH 60 Hz�23°C 50% RH 106 Hz�23°C 50% RH�23°C 50% RH�短時間2mm�
タングステン電極�
�
X332V/Z
1.20�
0.06�
100�
0.20~0.40�
5.0×10-5�
V-1/V-0�
73�
740�
5�
107�
1090�
5100�
52000�
39�
4�
49�
5�
125�
35�
3.2�
3.1�
0.004�
0.006�
1016�
1016�
40�
70
X333V/Z
1.30�
0.06�
100�
0.15~0.35�
4.0×10-5�
V-1/V-0�
84�
860�
5�
129�
1320�
7740�
79000�
39�
4�
49�
5�
125�
35�
3.3�
3.2�
0.006�
0.008�
1016�
1016�
40�
70
X531V/Z
1.15�
0.06�
120�
0.30~0.55�
5.5×10-5�
V-1/V-0�
69�
700�
5�
108�
1100�
3720�
38000�
39�
4�
49�
5�
118�
35�
3.1�
3.0�
0.003�
0.005�
1016�
1016�
40�
70
X532V/Z
1.20�
0.06�
120�
0.25~0.50�
5.0×10-5�
V-1/V-0�
86�
880�
5�
123�
1250�
5290�
54000�
39�
4�
49�
5�
125�
35�
3.2�
3.1�
0.004�
0.006�
1016�
1016�
40�
70
X331V/Z
1.15�
0.06�
100�
0.30~0.50�
5.5×10-5�
V-1/V-0�
63�
640�
5�
87�
890�
3630�
37000�
39�
4�
49�
5�
118�
35�
3.1�
3.0�
0.003�
0.005�
1016�
1016�
40�
70
1.30�
0.06�
120�
0.20~0.45�
4.0×10-5�
V-1/V-0�
108�
1100�
5�
137�
1400�
7840�
80000�
39�
4�
49�
5�
125�
35�
3.3�
3.2�
0.006�
0.008�
1016�
1016�
40�
70
X533V/Z X534V/Z
1.42�
0.06�
120�
0.10~0.40�
3.5×10-5�
V-1/V-0�
123�
1250�
5�
152�
1550�
8820�
90000�
39�
4�
49�
5�
125�
35�
3.4�
3.3�
0.007�
0.009�
1016�
1016�
40�
70
1.30�
0.06�
130�
0.20~0.50�
4.0×10-5�
V-1/V-0�
85�
870�
5�
132�
1350�
7640�
78000�
39�
4�
49�
5�
125�
35�
3.3�
3.2�
0.005�
0.008�
1016�
1016�
40�
70
X643V
難 燃�
これらの物性は、定められた試験法に基づいて得られた代表値であり、個々の用途のグレードを�選ぶ目安としてご参照下さい。なお、これらの数値は物性改良のため変更することもあります。�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
7978
R
シャーシグレード�
��
表-2 ザイロン低反りグレード�
項 目�
性質 �
物理的�
�
電気的性質�
�
機械的性質�
�
熱的性質�
�
単 位�試 験 法� 条 件�
比 重 �
吸 水 率 �
荷 重 た わ み 温 度 �
成 形 収 縮 率 �
線 膨 張 係 数 �
燃 焼 性 �
引 張 り 強 さ �
伸 び ( 破 断 ) �
曲 げ 強 さ �
曲 げ 弾 性 率 �
�
アイゾット衝撃強さ�
�
ロックウェル硬さ�
テ ー バ ー 摩 耗 �
誘 電 率 �
�誘 電 正 接 �
体 積 抵 抗 率 �
表 面 抵 抗 率 �
絶 縁 破 壊 の 強 さ �
耐 ア ー ク 性 �
ASTM D 792�
ASTM D 570�
ASTM D 648�
ASTM D 955�
ASTM D 696�
UL94�
ASTM D 638�
ASTM D 638�
ASTM D 790�
ASTM D 790�
�
ASTM D 256�
�
ASTM D 785�
ASTM D1044�
ASTM D 150�
�
ASTM D 150�
ASTM D 257�
ASTM D 257�
ASTM D 149�
ASTM D 495�
�
%�
°C�%�
mm/mm/°C��
MPa�
kg/cm2�
%�
MPa�
kg/cm2�
MPa�
kg/cm2�
J/m�
kg・cm/cm�
J/m�
kg・cm/cm�
�
mg�
�
�
�
�
Ω・cm�
Ω�
kV/mm�
sec
23°C�23°C 50% RH 24 Hr�
1.82MPa�
–30°C~65°C�1.6mm厚�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
6.4mmノッチ付き23°C�
3.2mmノッチ付き23°C�
Rスケール�
CS17 9.8N�
23°C 50% RH 60 Hz�23°C 50% RH 106 Hz�23°C 50% RH 60 Hz�23°C 50% RH 106 Hz�23°C 50% RH�23°C 50% RH�短時間2mm�
タングステン電極�
�
X301V/Z
1.15�
0.06�
100�
0.30~0.55�
5.5×10-5�
V-1/V-0�
41�
420�
7�
79�
810�
3720�
38000�
29�
3�
39�
4�
118�
35�
3.1�
3.0�
0.002�
0.003�
1016�
1016�
40�
70
X302V/Z
1.20�
0.06�
100�
0.20~0.40�
5.0×10-5�
V-1/V-0�
45�
460�
6�
84�
860�
4410�
45000�
29�
3�
39�
4�
125�
35�
3.2�
3.1�
0.003�
0.005�
1016�
1016�
40�
70
X303V/Z
1.30�
0.06�
100�
0.15~0.35�
4.0×10-5�
V-1/V-0�
48�
490�
5�
87�
890�
5490�
56000�
29�
3�
39�
4�
125�
35�
3.3�
3.2�
0.005�
0.008�
1016�
1016�
40�
70
X501V/Z
1.15�
0.06�
120�
0.25~0.50�
5.5×10-5�
V-1/V-0�
52�
530�
7�
96�
980�
3820�
39000�
29�
3�
39�
4�
118�
35�
3.1�
3.0�
0.003�
0.005�
1016�
1016�
40�
70
1.20�
0.06�
120�
0.20~0.45�
5.0×10-5�
V-1/V-0�
57�
580�
6�
102�
1040�
4800�
49000�
29�
3�
39�
4�
125�
35�
3.2�
3.1�
0.003�
0.005�
1016�
1016�
40�
70
X502V/Z X503V/Z
1.30�
0.06�
120�
0.10~0.40�
4.0×10-5�
V-1/V-0�
63�
640�
5�
103�
1050�
6370�
65000�
29�
3�
39�
4�
125�
35�
3.3�
3.2�
0.005�
0.008�
1016�
1016�
40�
70
1.42�
0.06�
120�
0.20~0.35�
3.5×10-5�
V-1/V-0�
77�
790�
4�
119�
1210�
7450�
76000�
29�
3�
39�
4�
125�
35�
3.4�
3.3�
0.006�
0.009�
1016�
1016�
40�
70
X504V/Z
難 燃�
これらの物性は、定められた試験法に基づいて得られた代表値であり、個々の用途のグレードを�選ぶ目安としてご参照下さい。なお、これらの数値は物性改良のため変更することもあります。�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

熱的性質�
�
<変性ポリフェニレンエーテル樹脂>�
8180
R
シャーシグレード�
��
表-3 ザイロン超低反りグレード�
項 目�性質 �
物理的�
�
電気的性質�
�
機械的性質�
�
単 位�試 験 法� 条 件�
比 重 �
吸 水 率 �
荷 重 た わ み 温 度 �
成 形 収 縮 率 �
線 膨 張 係 数 �
燃 焼 性 �
引 張 り 強 さ �
伸 び ( 破 断 ) �
曲 げ 強 さ �
曲 げ 弾 性 率 �
�
アイゾット衝撃強さ�
�
ロックウェル硬さ�
テ ー バ ー 摩 耗 �
誘 電 率 �
�誘 電 正 接 �
体 積 抵 抗 率 �
表 面 抵 抗 率 �
絶 縁 破 壊 の 強 さ �
耐 ア ー ク 性 �
ASTM D 792�
ASTM D 570�
ASTM D 648�
ASTM D 955
ASTM D 696�
UL94�
ASTM D 638�
ASTM D 638�
ASTM D 790�
ASTM D 790�
�
ASTM D 256�
�
ASTM D 785�
ASTM D1044�
ASTM D 150�
�
ASTM D 150�
ASTM D 257�
ASTM D 257�
ASTM D 149�
ASTM D 495�
�
%�
°C�%�
mm/mm/°C��
MPa�
kg/cm2�
%�
MPa�
kg/cm2�
MPa�
kg/cm2�
J/m�
kg・cm/cm�
J/m�
kg・cm/cm�
�
mg�
�
�
�
�
Ω・cm�
Ω�
kV/mm�
sec
23°C�23°C 50% RH 24 Hr�
1.82MPa�
–30°C~65°C�1.6mm厚�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
6.4mmノッチ付き23°C�
3.2mmノッチ付き23°C�
Rスケール�
CS17 9.8N�
23°C 50% RH 60 Hz�23°C 50% RH 106 Hz�23°C 50% RH 60 Hz�23°C 50% RH 106 Hz�23°C 50% RH�23°C 50% RH�短時間2mm�
タングステン電極�
�
X1519
1.30�
0.05�
100�
0.20~0.35�
3.5×10-5�
V-1�
72�
730�
4�
110�
1120�
6470�
66000�
29�
3�
39�
4�
125�
35�
3.3�
3.2�
0.005�
0.008�
1016�
1016�
40�
70
X1511
1.42�
0.05�
100�
0.15~0.30�
3.0×10-5�
V-0�
78�
800�
3�
118�
1200�
8330�
85000�
29�
3�
39�
4�
125�
35�
3.4�
3.3�
0.006�
0.009�
1016�
1016�
40�
70
X1509
1.15�
0.06�
100�
0.35~0.50�
5.0×10-5�
V-1�
49�
500�
7�
85�
870�
3530�
36000�
39�
4�
49�
5�
118�
35�
3.1�
3.0�
0.002�
0.003�
1016�
1016�
40�
70
X1508
1.20�
0.06�
100�
0.30~0.45�
4.5×10-5�
V-1�
50�
510�
6�
89�
910�
4310�
44000�
39�
4�
49�
5�
118�
35�
3.2�
3.1�
0.003�
0.005�
1016�
1016�
40�
70
X1711
1.42�
0.05�
110�
0.15~0.30�
3.0×10-5�
V-0�
83�
850�
3�
118�
1200�
8040�
82000�
29�
3�
39�
4�
125�
35�
3.4�
3.3�
0.006�
0.009�
1016�
1016�
40�
70
X1812
1.42�
0.05�
120�
0.20~0.35�
3.0×10-5�
V-1�
72�
730�
4�
120�
1220�
7550�
77000�
29�
3�
39�
4�
125�
35�
3.4�
3.3�
0.006�
0.009�
1016�
1016�
40�
70
1.30�
0.05�
130�
0.25~0.45�
3.5×10-5�
V-1�
69�
700�
4�
122�
1240�
6270�
64000�
29�
3�
39�
4�
125�
35�
3.3�
3.2�
0.005�
0.008�
1016�
1016�
40�
70
X1915 X1912
1.42�
0.05�
130�
0.20~0.40�
3.0×10-5�
V-1�
74�
760�
4�
123�
1260�
7740�
79000�
29�
3�
39�
4�
125�
35�
3.4�
3.3�
0.006�
0.009�
1016�
1016�
40�
70
1.30�
0.05�
140�
0.30~0.50�
3.5×10-5�
V-1�
70�
710�
4�
123�
1260�
6270�
64000�
29�
3�
39�
4�
125�
35�
3.3�
3.2�
0.005�
0.008�
1016�
1016�
40�
70
X1916
難 燃�
これらの物性は、定められた試験法に基づいて得られた代表値であり、個々の用途のグレードを�選ぶ目安としてご参照下さい。なお、これらの数値は物性改良のため変更することもあります。�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
8382
R
シャーシグレード�
3.2.3 成形加工性�a.成形条件�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
●グレードの耐熱性(荷重たわみ温度)を基に成形条件を決定して下さい。�
●ザイロンは,吸水率が低く,加水分解も受け難い特長がありますが,外観不良を未然に防止す
るためにも予備乾燥を行って下さい。�
●ホッパードライヤーあるいは熱風循環式の箱型乾燥機内で乾燥して下さい.箱型乾燥機を用い
る場合にはペレットを20~30mmの厚みにすると効果的です。�
●8時間以上の長時間乾燥は,有彩色の変色等が起こりますので避けて下さい。�
●射出圧力/射出速度 �
おのおのを独立にコントロールすることが難しいので射出率(cm3/sec)をコントロールす
ることをお薦めします。射出率は大きい方が望ましいですが,外観要素と組合わせて調整する
ことが肝心です。射出率が50%以下となる場合には金型デザインの見直しが必要となります。
●スクリュー回転数/背圧 �
あまり高めにすると内部発熱により樹脂温度が上がりすぎる場合があります。�
�
b.成形機�
●射出成形機の型締め力は製品投影面積当たり0.5t/cm2を目安として下さい。�
●スクリュー材質はガラス充填材料用をご使用下さい。�
�
c.金型�
●ザイロン/シャーシグレードの収縮率は小さいため,離型性には十分考慮して下さい。特に研
磨仕上げ,テーパーをできるだけ大きくとる(1.5度以上),コーナーの内側Rをとる,角ピ
ン・ 入れ子部の合わせにガタがないようにする,などをご検討下さい。 �
●材質は,耐久性の面からSKDなどの耐摩耗鋼材に焼き入れ処理を施したものをお薦めします。
�
�
d.成形上の留意点�
●防錆剤,離型剤 �
金型の防錆剤は成形前に十分除去して下さい。また,やむなく離型剤を用いる場合でも最小限
の使用に止めて下さい。なお,防錆剤とザイロンとの接触は,クラックの原因となる可能性が
ありますのでご注意下さい。�
●シリンダー内の滞留�
成形を一時中断したり停止する場合には,シリンダー内滞留物をパージして下さい。なお,
30分以上停止する場合には,ザイロンをポリスチレン(GP,HI)で置換することをお薦
めします。�
●異樹脂の混合�
ザイロンは,ザイロン(変性PPE樹脂)以外の樹脂との相溶性がありませんので,少量でも
混入しますと剥離や著しい物性低下を招くことがありますので十分に注意して下さい。�
�
e.成形流動性�
樹脂の流動性を表す方法には,メルトフローレイト,スパイラルフロー値,ショートショット
ライン法などがあります。�
高剛性/低反り/超低反りグレードは,同じ耐熱性(荷重たわみ温度)であれば,ほぼ同じ成
形流動性を示します。ただし,肉厚1mm以下の薄肉成形ではフィラー種,量により多少流動性
に違いが出る場合があります。また,相対的に非難燃グレードは難燃グレードに比べ成形流動性
が良くなる傾向にあります。�
表-4 成形条件表�
項 目� 100�
230~280�
50~80�
90~100
110�
240~290�
50~90
120�
250~300�
50~100
130�
260~310�
50~110
140�
270~310�
50~120
90~110
2~4
100~120
単位�
°C
荷重たわみ温度(°C)�
°C
°C
Hr
成形条件�
金型温度�
樹脂温度�
乾燥温度�
乾燥時間�
図-1 シャーシグレードの乾燥曲線�
0.12熱風乾燥機�乾燥温度:90℃�
0.08
0.04
100 1 2 3 4
水分率(%)�
乾燥時間(Hr)�
グレード名:X333V(ペレット)�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
8584
R
シャーシグレード�
� �
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
f.成形収縮率�
高剛性/低反り/超低反りグレードの収縮率は,そのフィラー量,及び耐熱性が同じであれば
成形条件に依存することなくほぼ同等であり,同じ金型で成形可能であると判断できます。ただ
しフィラー種の違いにより成形収縮率の異方性が異なり,反りの傾向が違ってくるので設計の際
は注意が必要です。�
3-6
厚み 2.0mm�巾 10mm�射出圧力 130MPa�
金型温度 60℃�
X331V,X332V/Z,X333V/Z�X301V/Z,X302Z,X303Z�X1511
X533Z,X534Z�X502Z,X503Z,X504V/Z�X1812
図-2 スパイラルフロー値と成形温度の関係�
70
50
30
10200 220 240 260 280 300 320
スパイラルフロー値(cm)�
成形温度(℃)�
厚み 1.0mm�巾 10mm�射出圧力 130MPa�
金型温度 60℃�
X331V,X332V/Z,X333V/Z�X301V/Z,X302Z,X303Z�X1511 X533Z,X534Z�
X502Z,X503Z,X504V/Z�X1812
図-3 スパイラルフロー値と成形温度の関係�
40
20
0200 220 240 260 280 300 320
スパイラルフロー値(cm)�
成形温度(℃)�
成形温度 1:260℃ � 2:290℃�巾 10mm�射出圧力 130MPa�
金型温度 60℃�
図-4 スパイラルフロー値と厚みの関係�
40
60
80
100
20
00 1 2 3 4
スパイラルフロー値(cm)�
厚 み(mm)�
B:直角方向�A:流動方向�A
ピンゲート�
B
X331V,X332V/Z,X333V/Z�X301V/Z,X302Z,X303Z�X1511
1
X533Z,X534Z�X502Z,X503Z,X504V/Z�X1812
2
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�
��

<変性ポリフェニレンエーテル樹脂>�
8786
R
シャーシグレード�
� g.再生性�
高剛性/低反り/超低反りグレードは,他樹脂に比べ再生利用しやすい材料です。主にスプル
ー,ランナー,および不良品などの再生利用が可能ですが,再生材利用の際の異物混入は物性低
下などの不良の原因となりますので充分注意して下さい。再生材の混入比率は20%程度を目安と
してご検討下さい。以下に再生材混入比率と物性の関係を示します。�
グレード名:X332V/Z
図-5 成形収縮率と成形温度の関係�
0.5厚み 60℃�金型温度 60℃�射出圧力 SSP+1MPa
0.4
0.1
0.2
0.3
0220 240
成形収縮率(%)�
成形温度(℃)�
260 280 300 320
B:�直角方向�
A:�流動方向�
グレード名:X332V/Z
図-6 成形収縮率と厚みの関係�
0.5成形温度 270℃�金型温度 60℃�射出圧力 SSP+1MPa
0.4
0.1
0.2
0.3
00 1
成形収縮率(%)�
厚 み(mm)�
2 3 4 5
B:�直角方向�
A:�流動方向�
図-7 再生材混入比率と荷重たわみ温度の関係�105
95
100
900 20
保持率(%)�
再生材混入比率(%)�
40 60 80 100
図-8 再生材混入比率と引張り強さの関係�
105
95
100
900 20
保持率(%)�
再生材混入比率(%)�
40 60 80 100
X1915X332V
X1915X332V
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
8988
R
シャーシグレード�
� 3.2.4 機械的特性� 高剛性/低反り/超低反りグレードの諸物性の温度依存性を以下に示します。�
フィラー種の違いにより,諸物性の初期値は違ってきますが,諸物性の温度依存性は同耐熱性
であればほぼ同等と判断できます。
図-9 再生材混入比率と曲げ特性の関係�
105
95
100
900 20
保持率(%)�
再生材混入比率(%)�
40 60 80 100
X1915(曲げ強さ)�
X332V(曲げ強さ)�X332V(曲げ弾性率)�
X1915(曲げ弾性率)�
図-10 再生材混入比率とアイゾット衝撃強さの関係�
105
85
95
100
90
800 20
保持率(%)�
再生材混入比率(%)�
40 60 80 100
試験片:3.2mmt,ノッチ付き�
X1915X332V
図-11 引張り強さの温度依存性�
140
40
20
100
120
60
80
0-20 0 20 40 60 80 100 120
-20 0 20 40 60 80 100 120
引張り強さ(MPa)�
温 度(℃)�
図-12 曲げ強さの温度依存性�
180
140
160
40
20
100
120
60
80
0
引張り強さ(MPa)�
温 度(℃)�
X533V/Z
X333V/Z
X1519
X1812
X503V/Z
X303V/Z
X533V/Z
X333V/Z
X503V/Z
X303V/Z
X1812
X1519
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
9190
R
シャーシグレード�
� 3.2.5 寸法精度 � 高剛性/低反り/超低反りグレードは,他材料に比べ寸法精度に優れます。特に低反りグレー
ドおよび超低反りグレードは成形時の配向の異方性が小さいため圧倒的な寸法精度を誇ります。�
厚み:3.2mm
図-14 アイゾット衝撃強さの温度依存性�
140
40
20
100
120
60
80
0
アイゾット衝撃強さ(J/m)�
温 度(℃)�
図-13 曲げ弾性率の温度依存性�
9000
7000
8000
2000
1000
5000
6000
3000
4000
0
曲げ弾性率(MPa)�
温 度(℃)�
図-15 線膨張係数の異方性�
0
1
2
3
4
5
6
7
8
0 1 2 3 4 5 6 7 8
直角方向(×10-5 mm/mm/
C)�
流動方向(×10-5mm/mm/ C)�
PC/ABS(GF30%)
X333V
X534ZX504V
X1511
X503V
AL
X1519
試験法:ASTM–D696測定温度:-30~65 C
図-16 成形収縮率の異方性�
0
0.2
0.4
0.6
0.8
0 0.2 0.4 0.6 0.8
直角方向(%)�
流動方向(%)�
PC/ABS(GF30%)
X333V・Z
X534V・Z
X504V・ZX1511
X503V・Z
X1519
試験法:ASTM–D955
-20 0 20 40 60 80 100 120
-20 0 20 40 60 80 100 120
X1812
X533V/Z
X503V/ZX303V/Z
X333V/Z
X1519
X503V/Z
X533V/Z
X333V/Z X1812
X303V/Z,X1519
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
9392
R
シャーシグレード�
� �
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
3.2.6 耐久性� プラスチックは粘弾性体ですので応力負荷条件下では時間と共に歪みが増加するクリープ現象
や一定歪み下で応力が時間と共に減少する応力緩和現象が生じます。したがって,成形品の構造
設計に当たっては使用環境温度,荷重条件,耐用年数を十分に考慮することが必要です。�
��
a.クリープ特性�
成形品の構造設計では最終製品が使用時に遭遇する環境を想定して,設計応力を決める必要が
あります。�
図-17 CD-ROMトレイ成形品による反り評価�
0
1
2
3
4
5
6
7
8
1 2 3 4 5 6
反り量(mm)�
測定個所�
X1519X303VX333VPC/ABS(GF30%)
測定点:1~4(設計値:0)� :5 (設計値:4.1)� :6 (設計値:6.1)�
図-18 箱形成形品による反り評価�
0
0.1
0.2
0.3
0.4
0.5
0.6
X1511 X1519 変性PPE�(他社品フィラー40%)�
変性PPE�(他社品フィラー30%)�
PC/ABS�(フィラー30%)�
PC�(フィラー30%)�
反り量(mm)�
材 料 名�
長片�短片�
6
3 4
21
5
15
161
14
肉厚� 天面:2mm� 側面:1mm
13
12
11
10
9 8 7 6 5 4 3 2 1
120
12
測定位置�
基準面からの,1~15の測定ポイントの高さを三次元測定器を使って測定。�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
9594
R
シャーシグレード�
*ザイロンは使用温度65℃,連続負荷条件下において4万時間のクリープ歪みが0.25%以下に
なる応力を許容応力と考えます。�
実装試験では歪み解析において,1000時間までのクリープ歪みを測定し,設計応力の適否を判
断します。この場合1000時間までのクリープ歪みが0.2%以下になることが目安となります。�
安全率は,製品の形状に依存する応力集中点(圧入部,タッピング部,スナップフィット部,コー
ナー部)や衝撃応力などが考えられる場合,静的応力時の4倍以上を考慮します。つまり,設計
応力は許容応力値の1/4以下とします。�
�
�
�
�
�
�
�
�
以下にクリープ歪みと時間の関係,およびクリープ歪みと応力の関係を示します。�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
表-5 許容応力値と安全率�
許容応力値(MPa)�
[65°C, 4万時間]�
5�
7
4 倍�
13�
18
2 倍�
25�
36
安 全 率�
X303V/Z
X503V/Z
測定温度:23°C
図-19 引張りクリープ-X503V/Z
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
1 10 102 103 104 105
歪 み(%)�
時 間(Hr)�
応力:28MPa
応力:14MPa
測定温度:65°C
図-20 引張りクリープ-X503V/Z
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
1 10 102 103 104 105
1 10 102 103 104 105
歪 み(%)�
時 間(Hr)�
応力:12MPa
応力:9MPa
応力:6MPa
測定温度:80°C
図-21 引張りクリープ-X503V/Z
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
歪 み(%)�
時 間(Hr)�
応力:9MPa
応力:6MPa
応力:3MPa
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
9796
R
シャーシグレード�
� �
�
�
�
�
�
�
�
�
�
�
�
�
�
�
b. 応力緩和�
主に圧入,タッピング,スナップフィットなどの組立,嵌合部の締結力が時間と共に低下する
現象です.以下に応力緩和曲線を示します.�
�
�
�
�
�
�
�
�
�
�
�
測定温度:65°C
図-22 引張りクリープ-X303V/Z
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
歪 み(%)�
時 間(Hr)�
応力:12MPa
応力:9MPa
応力:6MPa
測定温度:80°C
図-23 引張りクリープ-X303V/Z
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
歪 み(%)�
時 間(Hr)�
応力:4.5MPa
応力:6MPa
応力:3MPa
4万時間�図-24 クリープ歪みと応力の関係�
0
0.2
0.4
0.6
0.8
1
0 2 4 6 8 10 12 14
クリープ歪み(%)�
応 力(MPa)�
X303V/Z(80°C)
X303V/Z(65°C)
X503V/Z(80°C)
X503V/Z(65°C)
図-25 応力緩和曲線(歪み一定)�
40
10
30
20
0曲げ応力(MPa)�
時 間(Hr)�
温度:23°C、初期歪み:0.46%�
X503V/Z
X303V/Z
1 10 102 103 104 105
1 10 102 103 104 105
1 10 102 103 104
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
9998
R
シャーシグレード�
c. 疲労特性�
振動のように周期的な動的応力が材料にかかった場合,静的応力がかかった場合よりも低い応力
で破壊することが一般にい えます。この場合,材料の耐疲労性を考慮する必要があります。
�
3.2.7 構造設計�a. 熱応力�
成形品が他素材,特に金属と組合わされて使用される場合には,温度変化による材料の伸縮の度
合い(線膨張係数)を考慮しなくてはなりません。�
線膨張係数の大きく異なる材料同士の組合わせは温度変化により時には大きな熱応力を発生させ
材料破壊の原因となります。�
σT=E・α(t2-t1) σT:熱応力 E:縦弾性係数 α:線膨張係数 t:温度�
�
�
�
�
�
�
�
�
�
�
�
�
�
b. 衝撃応力�
成形品に衝撃荷重が加わる場合,材料の弾性限界内の応力は静荷重時の2倍となり,また材料が
破断するエネルギーは1/2以下となります。�
�●弾性限界内の応力�
� σⅠ=σS(1+√1+2h/ε)=2σS(h=0) �
� σⅠ:衝撃応力 σS:静応力 h:高さ ε:静歪み �
��
�
�
�
�
�
�
�
�
負荷が衝撃的に加わった時には,材料の抵抗力が小さくなり,より小さなエネルギーで破断しま
b
h
L
b=2.06cm�h=0.3cm�L=3.18cm
1.試験片 ASTM D670 TYPE A
片持ち曲げ疲労特性�
【試験方法】�
図-26 繰り返し曲げ振動疲労曲線�
60
40
20
0
応 力(MPa)�
繰返し回数(回)�
G702H/V
X303V/Z
500H/V
X503V/Z
ASTM D671-B法�測定温度:23°C振動数:1800CPM�試験片:3mmt(タイプA)�
表-6 許容応力値と安全率�
線膨張係数:α(mm/mm/°C)�
1.1×10-5�
1.9×10-5�
1.9×10-5�
2.4×10-5�
4.0×10-5�
4.0×10-5
材 料�
鋼�
銅�
真鋳�
アルミニウム�
X503V/Z�
X303V/Z
表-7 引張り破断エネルギーと引張り衝撃エネルギー�
負荷速度� X503V/Z X303V/Z
引張り破断エネルギー�
(kJ/m2)�
8×10-5(m/s)�
[5mm/min]�180
69
175
633.4(m/s)�
[5mm/min]�
引張り衝撃エネルギー�
(kJ/m2)�
104 105 106 107 108
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
101100
R
シャーシグレード�
c. メタル圧入�
メタルを圧入する方法には2通りあります.�
軸,ピン,ブッシング類は冷間圧入法を用い,真鋳ビット類は熱間圧入法が多く採用されてい
ます.ザイロンのメタル圧入の場合,メタルの外径と穴の内径の関係は次の通りです.�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
*メタル・ビットは薄肉の方が良く,厚みは1mm程度をお薦めします。�
� �
� (D1-d)/2≦1mm�
��
*メタルの廻りにC・カットを施したり,抜去力強化のためにメタルにアンダーカットを設けた
りして締結力を強化させます。�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
*締結方法はC法をお薦めします。A法,B法はメタルと接しているX503V/Zに応力緩和現象
が生じているため締結力が低下しています。�
��
d. セルフタッピング特性�
ザイロンシャーシグレードは他材料に比べ非常にタッピング特性に優れた材料です。�
しかし一般に樹脂材料は,応力緩和現象によって初期の締結力が温度,時間と共に変化します。
実使用の条件を十分に考慮してネジと穴径を選択することをお薦めします。�
��
� 【留意点】�
・ボス外径 :ネジ外径の2.5~3.0倍程度を目安にして下さい。�
・ボス下穴径:ネジ外径の80~90%を目安として下さい。�
・ボス部 :根本には必ずRを設けて下さい。(R≧0.5)�
:ボス割れを防止するためボス部のウェルド発生は避けて下さい。�
・ネジ :トルクを高めるためにPタイトをお薦めします。�
:ネジの脱脂は十分に行って下さい。�
�
�
表-8 圧入法とメタル外径-穴内径の関係�
メタル外径-穴径(D1–D2)�
0.10~0.12(mm)�
0.15~0.20(mm)�
�
冷間圧入方法�
熱間圧入方法�
メタル・ビット�
内径(d)�
メタル外径(D1)�
穴径(D2)�
メタル�
A法� B法� C法�
隙間�
メタル� メタル�
ネジ�
鋼板�X503V,Z
X503V,Z
ワッシャー�
図-27 戻しトルクと時間の関係�
1.0
0.8
0.6
0.4
0.2
0
戻しトルク(J)�
時 間(Hr)�
C.:80°C
A.:23°C
B.:80°C
A.:80°C
締付トルク:9.0kg・cm,23°C
グレード名:X503V/Z
1 10 102 103 104
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
103102
R
シャーシグレード�
� �
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
図-28 バカネジトルクとボス下穴径の関係�
0.4
0.3
0.2
0.1
01 1.2 1.4 1.6 1.8 2
バカネジトルク(
J)�
ボス下穴径φ(mm)�
X332VX1519X1508
340V
ボス長さ : 9mm�ボス外径 : 内径×3mm�ネジ : M1.7×8, JIS第2種(切溝なし)�×:ボス割れが発生した時点の下穴径�
����
�
�
23°C
PC(GF40%)
PBT/ABS(GF40%)
図-29 バカネジトルクとネジ寸法/ボス下穴径の関係�
2.0
1.5
1.0
0.5
01.4 1.6 1.8 2.22.0 2.62.4 2.8
バカネジトルク(J)�
ボス下穴径φ(mm)�
グレード名:X1519
ネジ:Bタイト(M2×6)
ネジ:Bタイト(M2.6×8)
ネジ:Bタイト(M3×8)
図-30 戻しトルクの温度依存性�
3
2
1
00 20 40 60 80 100
戻しトルク(J)�
測定温度(°C)�
M4
M3
X303V/Z
X303V/ZX503V/Z
X503V/Z
初期トルク:最大トルクの75%�ネジ:JIS第2種(切溝あり)�測定:1時間放冷後�時間:24時間放置�
図-31 戻しトルクの温度依存性�
3
2
1
0戻しトルク(J)�
時 間(Hr)�
M4
M3
X303V/Z
X303V/Z
X503V/Z
測定温度:23°C
X503V/Z
1 10 102 103 104 105
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
105104
R
シャーシグレード�
3.2.8 環境応力クラック性� 成形品は加工時の残留歪みや組立嵌合による負荷歪みを持っており,ザイロンに影響の強いオ
イル,グリス類が付着するとクラックを生じる可能性があります。したがって,これらの影響の
度合いを事前に調査する必要があります。�
��
【臨界歪み】�
・ベンディングフォーム法が最も簡単に影響度を確認できる試験法です。�
・原則として個々の測定条件での臨界歪みが0.5%以上が使用可能の目安となります。�
� (詳細は耐薬品性の項目を参考にして下さい)�
�
� 【クリープ破断】�
� ・クリープ破断は,一定応力下において時間と共に歪みが増加していき,ある限度で材料の
破壊が生じる現象のことです。�
以下にクリープ破断応力と時間の関係を示します。�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
図-32 クリープ破断応力と時間の関係�
30
20
10
0
応 力(MPa)�
時 間(Hr)�
A
A:80°C 臨界歪み=1.6%グリスB:23°C 臨界歪み=0.27%グリス�C:23°C 臨界歪み=0.09%グリス�
グレード名:X303V/Z
B
C
グリース類�
片持ばりによるクリープ破断試験�
片持ばり�20
2mm
4mm
W
10 102 103 104 105
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
107106
R
シャーシグレード�
3.3 高剛性・良流動グレード�3.3.1 はじめに�
ザイロン高剛性・良流動グレードは,前述にあるザイロン高剛性グレードをベースに流動性を改良
したグレードです.右記にその主な特長を示します。�
�
� ●成形流動性に優れ,同耐熱性のシャーシグレードに比べ成形温度を20~30℃低く設定でき
ます。� ●機械的特性(剛性,強度)及び寸法精度は高剛性グレードと同等レベルを有しています。�
� ●耐熱性は,荷重たわみ温度(高荷重)で100℃と120℃の2種を用意しています。�
� ●難燃性は,UL94V-0,5VAを達成しています。(非ハロゲン系難燃剤を使用)�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
表-1 ザイロン高剛性・良流動グレード�
3. 3. 2 物性一覧表�
項 目�性質 �
物理的�
�
電気的性質�
�
機械的性質�
�
熱的性質�
�
単 位�試 験 法� 条 件�
比 重 �
吸 水 率 �
荷 重 た わ み 温 度 �
成 形 収 縮 率 �
線 膨 張 係 数 �
燃 焼 性 �
引 張 り 強 さ �
伸 び ( 破 断 ) �
曲 げ 強 さ �
曲 げ 弾 性 率 �
�
アイゾット衝撃強さ�
�
ロックウェル硬さ�
テ ー バ ー 摩 耗 �
誘 電 率 �
�
誘 電 正 接 �
体 積 抵 抗 率 �
表 面 抵 抗 率 �
絶 縁 破 壊 の 強 さ �
ASTM D 792�
ASTM D 570�
ASTM D 648�
ASTM D 955�
ASTM D 696�
UL94�
ASTM D 638�
ASTM D 638�
ASTM D 790�
ASTM D 790�
�
ASTM D 256�
�
ASTM D 785�
ASTM D1044�
ASTM D 150�
�
ASTM D 150�
ASTM D 257�
ASTM D 257�
ASTM D 149�
ASTM D 495�
�
%�
°C�%�
mm/mm/°C��
MPa�
kg/cm2�
%�
MPa�
kg/cm2�
MPa�
kg/cm2�
J/m�
kg・cm/cm�
J/m�
kg・cm/cm�
�
mg�
�
�
�
�
Ω・cm�
Ω�
kV/mm�
sec
23°C�23°C 50% RH 24 Hr�
1.82MPa�
–30°C~65°C�1.6mm厚/2.5mm厚�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
6.4mmノッチ付き23°C�
3.2mmノッチ付き23°C�
Rスケール�
CS17 9.8N�
23°C 50% RH 60 Hz�23°C 50% RH 106 Hz�23°C 50% RH 60 Hz�23°C 50% RH 106 Hz�23°C 50% RH�23°C 50% RH�短時間2mm�
タングステン電極�
�
X1562
1.22�
0.06�
100�
0.20~0.40�
5.0×10-5�
V-0/5VA�
81�
830�
5�
115�
1170�
5290�
54000�
39�
4�
49�
5�
125�
35�
3.2�
3.1�
0.004�
0.006�
1016�
1016�
–
–
X1563
1.32�
0.06�
100�
0.15~0.35�
4.0×10-5�
V-0/5VA�
93�
950�
5�
127�
1300�
7110�
72500�
39�
4�
49�
5�
125�
35�
3.3�
3.2�
0.006�
0.008�
1016�
1016�
–
–
X1564
1.43�
0.06�
100�
0.10~0.30�
3.5×10-5�
V-0/5VA�
122�
1240�
5�
149�
1520�
8820�
90000�
39�
4�
49�
5�
125�
35�
3.4�
3.3�
0.007�
0.009�
1016�
1016�
–
–
X1761
1.16�
0.06�
120�
0.30~0.55�
5.5×10-5�
V-0/5VA�
74�
750�
5�
113�
1150�
3970�
40500�
39�
4�
49�
5�
118�
35�
3.1�
3.0�
0.003�
0.005�
1016�
1016�
–
–
X1561
1.16�
0.06�
100�
0.30~0.50�
5.5×10-5�
V-0/5VA�
72�
730�
5�
95�
970�
4030�
41100�
39�
4�
49�
5�
118�
35�
3.1�
3.0�
0.003�
0.005�
1016�
1016�
–
–
1.22�
0.06�
120�
0.25~0.50�
5.0×10-5�
V-0/5VA�
88�
900�
5�
123�
1260�
5640�
57500�
39�
4�
49�
5�
125�
35�
3.2�
3.1�
0.004�
0.006�
1016�
1016�
–
–
X1762 X1763
1.32�
0.06�
120�
0.20~0.45�
4.0×10-5�
V-0/5VA�
104�
1060�
5�
133�
1360�
7300�
74500�
39�
4�
49�
4�
125�
35�
3.3�
3.2�
0.006�
0.008�
1016�
1016�
–
–
1.43�
0.06�
120�
0.10~0.40�
3.5×10-5�
V-0/5VA�
125�
1280�
5�
155�
1580�
9260�
94500�
39�
4�
49�
5�
125�
35�
3.4�
3.3�
0.007�
0.009�
1016�
1016�
–
–
X1764
DTUL・100°Cタイプ� DTUL・120°Cタイプ�
これらの物性は、定められた試験法に基づいて得られた代表値であり、個々の用途のグレードを�選ぶ目安としてご参照下さい。なお、これらの数値は物性改良のため変更することもあります。�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
109108
R
シャーシグレード�
3.3.3 成形加工性�a.成形条件�
�
� �
��
�
�
�
�
�
�
●グレードの耐熱性(荷重たわみ温度)を基に成形条件を決定して下さい。�
●ザイロンは,吸水率が低く,加水分解も受け難い特長がありますが,外観不良を未然に防止す
るためにも予備乾燥を行って下さい。�
●ホッパードライヤーあるいは熱風循環式の箱型乾燥機内で乾燥して下さい。箱型乾燥機を用い
る場合にはペレットを20~30mmの厚みにすると効果的です。�
●8時間以上の長時間乾燥は,有彩色の変色等が起こりますので避けて下さい。�
●射出圧力/射出速度 �
おのおのを独立にコントロールすることが難しいので射出率(cm3/sec)をコントロールす
ることをお薦めします。射出率は大きい方が望ましいですが,外観要素と組合わせて調整する
ことが肝心です。射出率が50%以下となる場合には金型デザインの見直しが必要となります。
�
●スクリュー回転数/背圧 �
あまり高めにすると内部発熱により樹脂温度が上がりすぎる場合があります。�
�
b.成形機�
●射出成形機の型締め力は製品投影面積当たり0.5t/cm2を目安として下さい。�
●スクリュー材質はガラス充填材料用をご使用下さい。�
�
c.金 型�
●シャーシグレードの収縮率は小さいため,離型性には十分考慮して下さい.特に研磨仕上げ,
テーパーをできるだけ大きくとる(1.5度以上),コーナーの内側Rをとる,角ピン・入れ子
部の合わせにガタがないようにする,などをご検討下さい。 �
●材質は,耐久性の面からSKDなどの耐摩耗鋼材に焼き入れ処理を施したものをお薦めします。
�
�
d.成形上の留意点�
●防錆剤,離型剤 �
金型の防錆剤は成形前に充分除去して下さい。また,やむなく離型剤を用いる場合でも最小限
の使用に止めて下さい。なお,防錆剤とザイロンとの接触は,クラックの原因となる可能性が
ありますのでご注意下さい。�
●シリンダー内の滞留�
成形を一時中断したり停止する場合には,シリンダー内滞留物をパージして下さい。なお,
30分以上停止する場合には,ザイロンをポリスチレン(GP,HI)で置換することをお薦
めします。�
●異樹脂の混合�
ザイロンは,ザイロン(変性PPE樹脂)以外の樹脂との相溶性がありませんので,少量でも
混入しますと剥離や著しい物性低下を招くことがありますので充分に注意して下さい。�
�
e.成形流動性�
樹脂の流動性を表す方法には,メルトフローレイト,スパイラルフロー値,ショートショット
ライン法などがあります。�
高剛性・良流動グレードは,同じ耐熱性(荷重たわみ温度)の他のシャーシグレードに比べ成
形温度を20~30℃程度低く設定することが可能です。もしくは,同じ成形温度であれば低圧成
形が可能となり,成形歪みの減少による反りの改善やハイサイクル成形によるコストダウンが図
れます。�
�
�
�
�
�
�
�
�
�
�
�
表2 成形条件表�
項 目� X1561,X1562,X1563,X1564�
230~280�
50~80�
90~100
X1761,X1762,X1763,X1764�
250~300�
50~100�
90~110
2~4
単位�
°C
グレード名�
°C
°C
Hr
成形条件�
金型温度�
樹脂温度�
乾燥温度�
乾燥時間�
図-1 スパイラルフロー値と成形温度の関係�
30
20
0200 220 240 260 280 300 320
スパイラルフロー値(cm)�
成形温度(°C)�
厚 み:1.0mm�巾 :10mm�射出圧力:116MPa�金型温度:50°C
X1561,X1562�X1563,X1564
X332Z,X333Z
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
111110
R
シャーシグレード�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
3.3.4 機械的特性� 高剛性・良流動グレードの諸物性の温度依存性を以下に示します.�
�図-2 スパイラルフロー値と成形温度の関係�
30
20
10
0200 220 240 260 280 300 320
スパイラルフロー値(cm)�
成形温度(°C)�
厚 み:1.0mm�巾 :10mm�射出圧力:116MPa�金型温度:50°C
X1761,X1762�X1763,X1764
X533Z,X534Z
図-3 引張り強さの温度依存性�
160
140
120
100
60
40
20
80
0–40 –20 0 20 40 60 80 100 120
測定温度(°C)�
X1761X1763
X1762
引張り強さ(MPa)�
図-4 曲げ強さの温度依存性�
160
140
120
40
80
0–40 –20 0 20 40 60 80 100 120
測定温度(°C)�
X1764
X1763
X1762
引張り強さ(MPa)�
図-5 曲げ弾性率の温度依存性�
10000
8000
6000
2000
4000
0–40 –20 0 20 40 60 80 100 120
測定温度(°C)�
X1764
X1763
X1762曲げ弾性率(MPa)�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
113112
R
シャーシグレード�
3.4 低反り・良外観グレード�3.4.1 はじめに� ザイロン低反り・良外観グレードは,ザイロン/シャーシグレードの特長を有しながら非強化
系並みの外観を達成したグレードであり,良外観を必要とする精密部品等に最適です。 右記に
その主な特長を示します。�
�
� ●非強化系並みの外観を有しています。�
� ●寸法精度は超低反りグレードと同等レベルです。�
� ●耐熱性は,荷重たわみ温度(高荷重)で90℃, 100℃, 120℃の3種を用意していま
す。�
� ●優れた難燃性を有しています。(全て低ガスタイプの非ハロゲン系難燃剤を使用)�
表-1 ザイロン低反り・良外観グレード�
3. 4. 2 物性一覧表�
項 目�性質 �
物理的�
�
電気的性質�
�
機械的性質�
�
熱的性質�
�
単 位�試 験 法� 条 件�
比 重 �
吸 水 率 �
荷 重 た わ み 温 度 �
成 形 収 縮 率 �
線 膨 張 係 数 �
燃 焼 性 �
引 張 り 強 さ �
伸 び ( 破 断 ) �
曲 げ 強 さ �
曲 げ 弾 性 率 �
�
アイゾット衝撃強さ�
�
ロックウェル硬さ�
テ ー バ ー 摩 耗 �
誘 電 率 �
�
誘 電 正 接 �
体 積 抵 抗 率 �
表 面 抵 抗 率 �
絶 縁 破 壊 の 強 さ �
耐 ア ー ク 性 �
ASTM D 792�
ASTM D 570�
ASTM D 648�
ASTM D 955�
ASTM D 696�
UL94�
ASTM D 638�
ASTM D 638�
ASTM D 790�
ASTM D 790�
�
ASTM D 256�
�
ASTM D 785�
ASTM D1044�
ASTM D 150�
�
ASTM D 150�
ASTM D 257�
ASTM D 257�
ASTM D 149�
ASTM D 495�
�
%�
°C�%�
mm/mm/°C��
MPa�
kg/cm2�
%�
MPa�
kg/cm2�
MPa�
kg/cm2�
J/m�
kg・cm/cm�
J/m�
kg・cm/cm�
�
mg�
�
�
�
�
Ω・cm�
Ω�
kV/mm�
sec
23°C�23°C 50% RH 24 Hr�
1.82MPa�
–30°C~65°C�0.8mm厚/1.6mm厚�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
6.4mmノッチ付き23°C�
3.2mmノッチ付き23°C�
Rスケール�
CS17 9.8N�
23°C 50% RH 60 Hz�23°C 50% RH 106 Hz�23°C 50% RH 60 Hz�23°C 50% RH 106 Hz�23°C 50% RH�23°C 50% RH�短時間2mm�
タングステン電極�
�
X251Z
1.19�
0.06�
90�
0.35~0.50�
5.5×10-5�
V-2/V-0�
53�
540�
15�
80�
820�
3630�
37000�
39�
4�
49�
5�
118�
35�
3.1�
3.0�
0.003�
0.005�
1016�
1016�
–
–
X351V
1.15�
0.06�
100�
0.35~0.55�
5.5×10-5�
V-2/V-1�
55�
560�
15�
85�
870�
3580�
36500�
39�
4�
49�
5�
118�
35�
3.1�
3.0�
0.003�
0.005�
1016�
1016�
–
–
X351Z
1.15�
0.06�
100�
0.35~0.55�
5.5×10-5�
*V-0/V-0�
54�
550�
15�
85�
870�
3630�
37000�
39�
4�
49�
5�
118�
35�
3.1�
3.0�
0.003�
0.005�
1016�
1016�
–
–
X352V
1.22�
0.06�
100�
0.25~0.40�
4.5×10-5�
V-2/V-1�
52�
530�
10�
82�
840�
4560�
46500�
39�
4�
49�
5�
118�
35�
3.2�
3.1�
0.003�
0.005�
1016�
1016�
–
–
X251V
1.19�
0.06�
90�
0.35~0.50�
5.5×10-5�
V-2/V-1�
48�
490�
20�
78�
800�
3970�
40500�
39�
4�
49�
5�
118�
35�
3.1�
3.0�
0.003�
0.005�
1016�
1016�
–
–
1.23�
0.06�
100�
0.25~0.40�
4.0×10-5�
**V-1/V-1�
60�
610�
10�
91�
930�
5000�
51000�
29�
3�
39�
4�
125�
35�
3.2�
3.1�
0.003�
0.005�
1016�
1016�
–
–
X3520 X551V
1.15�
0.06�
120�
0.40~0.55�
5.5×10-5�
–/V-1�
65�
660�
10�
98�
1000�
3580�
36500�
39�
4�
49�
5�
118�
35�
3.1�
3.0�
0.003�
0.005�
1016�
1016�
–
–
1.22�
0.06�
120�
0.30~0.45�
4.5×10-5�
–/V-1�
64�
650�
10�
98�
1000�
4750�
48500�
39�
4�
49�
5�
125�
35�
3.2�
3.1�
0.003�
0.005�
1016�
1016�
–
–
X552V
DTUL・90°Cタイプ� DTUL・100°Cタイプ� DTUL・120°Cタイプ�
これらの物性は、定められた試験法に基づいて得られた代表値であり、個々の用途のグレードを�選ぶ目安としてご参照下さい。なお、これらの数値は物性改良のため変更することもあります。�
* 0.8mmV-0(ブラックのみ)�**0.8mmV-1(ブラックのみ)�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
115114
R
シャーシグレード�
3.4.3 成形加工性�a.成形条件�
�
� �
��
�
�
�
�
�
�
●グレードの耐熱性(荷重たわみ温度)を基に成形条件を決定して下さい。�
●ザイロンは,吸水率が低く,加水分解も受け難い特長がありますが,外観不良を未然に防止す
るためにも予備乾燥を行って下さい。�
●ホッパードライヤーあるいは熱風循環式の箱型乾燥機内で乾燥して下さい。箱型乾燥機を用い
る場合にはペレットを20~30mmの厚みにすると効果的です。�
●8時間以上の長時間乾燥は,有彩色の変色等が起こりますので避けて下さい。�
●射出圧力/射出速度 �
おのおのを独立にコントロールすることが難しいので射出率(cm3/sec)をコントロールす
ることをお薦めします。射出率は大きい方が望ましいですが,外観要素と組合わせて調整する
ことが肝心です。射出率が50%以下となる場合には金型デザインの見直しが必要となります。
�
●スクリュー回転数/背圧 �
あまり高めにすると内部発熱により樹脂温度が上がりすぎる場合があります。 �
�
b.成形機�
●射出成形機の型締め力は製品投影面積当たり0.5t/cm2を目安として下さい。�
●スクリュー材質はガラス充填材料用をご使用下さい。�
�
c.金型�
●ザイロン/シャーシグレードの収縮率は小さいため,離型性には十分考慮して下さい。特に研
磨仕上げ,テーパーをできるだけ大きくとる(1.5度以上),コーナーの内側Rをとる,角ピ
ン・ 入れ子部の合わせにガタがないようにする,などをご検討下さい。 �
●材質は,耐久性の面からSKDなどの耐摩耗鋼材に焼き入れ処理を施したものをお薦めします。
�
�
d.成形上の留意点�
●防錆剤,離型剤 �
金型の防錆剤は成形前に十分除去して下さい。また,やむなく離型剤を用いる場合でも最小限
の使用に止めて下さい。なお,防錆剤とザイロンとの接触は,クラックの原因となる可能性が
ありますのでご注意下さい。�
●シリンダー内の滞留�
成形を一時中断したり停止する場合には,シリンダー内滞留物をパージして下さい。なお,30分
以上停止する場合には,ザイロンをポリスチレン(GP,HI)で置換することをお薦めしま
す。�
●異樹脂の混合�
ザイロンは,ザイロン(変性PPE樹脂)以外の樹脂との相溶性がありませんので,少量でも
混入しますと剥離や著しい物性低下を招くことがありますので十分に注意して下さい。�
�
e.成形流動性�
樹脂の流動性を表す方法には,メルトフローレイト,スパイラルフロー値,ショートショット
ライン法などがあります。�
低反り・良外観グレードは,同じ耐熱性(荷重たわみ温度)であれば,ほぼ同じ流動性を示し
ます。ただし,肉厚1mm以下の薄肉成形では成形品の形状によっては,フィラー量,難燃レベ
ルにより多少異なる場合があります。�
�
�
表2 成形条件表�
項 目� X251V,X251Z�
220~270�
50~70�
80~90
X551V,X552V�
250~300�
50~100�
90~110
X351V,X351Z,X352V,X3520�
230~280�
50~80�
90~100
2~4
単位�
°C
グレード名�
°C
°C
Hr
成形条件�
金型温度�
樹脂温度�
乾燥温度�
乾燥時間�
図-1 スパイラルフロー値と成形温度の関係�
40
30
10
20
0200 220 240 260 280 300 320
成形温度(°C)�
スパイラルフロー値(cm)�
X251V,X251Z
X333V
X351V,X351Z,X352V
厚 み:1.0mm�巾 :10mm�射出圧力:129MPa�金型温度:60°C
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
117116
R
シャーシグレード�
� 3.4.4 外 観 � ザイロン低反り・良外観グレードの表面粗度を以下に示します。他のザイロン/シャーシグレ
ードに比べ表面状態が滑らかになっているのが確認されます。�図-2 スパイラルフロー値と成形温度の関係�
80
60
20
10
40
70
50
30
0200 220 240 260 280 300 320
成形温度( C)�
スパイラルフロー値(cm)�
X251V,X251Z
X333V
X351V,X351Z,X352V
厚 み:2.0mm�巾 :10mm�射出圧力:129MPa�金型温度:60 C
図-3 スパイラルフロー値と成形温度の関係�
80
90
100
60
20
10
40
70
50
30
00 1 2 3 4
厚 み(mm)�
スパイラルフロー値(cm)� X251V,X251Z
X333V
X351V,X351Z,X352V
成形温度:260 C�巾 :10mm�射出圧力:129MPa�金型温度:60 C
測定部(5×1.5mm)�
10μm
500μm
プレート(70×70×3mm)�
(三次元表面租度形状測定;JIS B 0601)�
●X352V(中心線平均粗度Ra:0.3μm、表面最大高さRmax:3.1μm)�
●X332V(中心線平均粗度Ra:2.8μm、表面最大高さRmax:13.2μm)�
10μm
500μm
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
119118
R
シャーシグレード�
3.4.5 寸法精度� 低反り・良外観グレードは,ザイロン/シャーシグレードの中で超低反りグレードと並んで寸
法精度が最も良いグレードの1つです。以下に平板による平面度測定の結果を示します。�
○試験法�
・150□×2mm平板による平面度の測定。�
・下図の1~15点から最小自乗法により仮想平面を設定し,�
その平面からZ軸方向のズレを測定。�
3.4.6 摺動性� ザイロン低反り・良外観グレードの摺動特性は,非強化系ザイロンと同様な傾向を示します。
他のザイロン/シャーシグレードに比べ相手材の摩耗量を抑えることができ,摺動面のトータル
摩耗量が減少します。�
○試験法�
点接触・往復摩擦摩擦試験法�
○試験条件�
試験温度:23℃ 往復摺動距離:20mm 往復回数:10000回�
摺動速度:30mm/s 荷重:4.9N〔初期面圧:7.9MPa,ピン初期接触径:0.9φ〕�
150
150
2
ピンゲート�
581114
1471013
3691215
荷重�
ピン径5φ�
プレートが往復�
表3 ピンおよびプレートの摩耗量�
プレート摩耗深さ(μm)�
3�
2�
4�
90�
100�
10�
0�
0�
7�
10
ピン径変化(mm)�
0.9φ→1.2φ�
0.9φ→1.2φ�
0.9φ→1.6φ�
0.9φ→0.9φ�
0.9φ→0.9φ�
0.9φ→1.2φ�
0.9φ→1.5φ�
0.9φ→2.1φ�
0.9φ→1.3φ�
0.9φ→1.9φ�
難燃摺動ABS/X251V�
難燃摺動ABS/X251V�
難燃摺動ABS/X251V�
SUS/X351V�
SUS/X351V�
テナックLM511/X352V�
テナックLM511/X333V�
テナックLM511/強化PBT/ABS�
X251V/X352V(ドライサーフMD-2000塗布)�
X251V/X352V(モリコートEM-30L塗布)�
ピン/プレート�
10.5
-0.5-1AB C
Eイ�
ロ�
ハ�
D
0
ザイロン X251V
そり mm
10.5
-0.5-1ABC
Eイ�
ロ�
ハ�
D
0
ザイロン X352V
そり mm
10.5
-0.5-1AB C
Eイ�
ロ�
ハ�
D
0
PBT/ABS
そり mm
10.5
-0.5-1AB C
Eイ�
ロ�
ハ�
D
0
ザイロン X332V
そり mm
10.5
-0.5-1AB C
Eイ�
ロ�
ハ�
D
0
ザイロン X351V
そり mm
(比較)�
(比較)�
ザイロン X251V
平面度(MAX-MIN)�
0.259ザイロン X351V 0.293ザイロン X352V 0.242ザイロン X332V 0.711
PBT/ABS 1.387
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
121120
R
シャーシグレード�
� �
図5 難燃摺動ABSとの摺動特性�
X352V
X351V
X251V
0.5
0.4
0.3
摩擦係数 μ�
往復回数(回)�
0.2
0.1
01 10 100 1000 10000
ピン:難燃摺動ABS�プレート:X251V,X351V,X352V
図6 SUSとの摺動特性�
X351V
0.5
0.4
0.3
摩擦係数 μ�
往復回数(回)�
0.2
0.1
01 10 100 1000 10000
ピン:SUS(5φ)�プレート:X351V,X352V
X352V
図7 摺動ポリアセタール(POM)との摺動特性�
X333V
X352V
強化PBT/ABS
0.5
0.4
0.3
摩擦係数 μ�
往復回数(回)�
0.2
0.1
0
1 10 100 1000 10000
ピン:摺動POM(テナックLM511)�プレート:X352V,X333V,強化PBT/ABS
図8 自材同士での摺動特性(潤滑剤・グリス塗布)�
0.5
0.4
0.3
摩擦係数 μ�
往復回数(回)�
0.2
0.1
01 10 100 1000 10000
ピン:X251V�プレート:X352V
ドライサーフMD-2000[ハナール]�
モリコートEM-30L[ダウコーニング]�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
123122
R
シャーシグレード�
3.5 高剛性・導電グレード�3.5.1 はじめに� ザイロン高剛性・導電グレードは,主に静電気除去,電磁遮蔽,通電部品向けに開発したグレー
ドです。右記にその特長を示します。�
�
�
●導電性を付与しています。(ρ≦103)�
� ●機械的特性(剛性, 強度)に優れます。�
●耐熱性は, 荷重たわみ温度(高荷重)で115℃です。�
●難燃性は, UL94V-1以上を有しています。 (非ハロゲン系難燃剤を使用)�
表-1 ザイロン高剛性・導電グレード�
3. 5. 2 物性一覧表�
項 目�
性質 �
物理的�
�
性 質�
電気的�
機械的性質�
�
熱的性質�
�
単 位�試 験 法� 条 件�
比 重 �
吸 水 率 �
荷重たわみ温度�
成 形 収 縮 率 �
線 膨 張 係 数 �
燃 焼 性 �
引 張 り 強 さ �
曲 げ 強 さ �
曲 げ 弾 性 率 �
�
アイゾット衝撃強さ�
�
ロックウェル硬さ�
テ ー バ ー 摩 耗 �
体 積 抵 抗 率 �
表 面 抵 抗 率 �
ASTM D 792�
ASTM D 570�
ASTM D 648�
ASTM D 955�
ASTM D 696�
UL94�
ASTM D 638�
ASTM D 790�
ASTM D 790�
�
ASTM D 256�
�
ASTM D 785�
ASTM D1044�
ASTM D 257�
ASTM D 257
�
%�
°C�%�
mm/mm/°C��
MPa�
kg/cm2�
MPa�
kg/cm2�
MPa�
kg/cm2�
J/m�
kg・cm/cm�
J/m�
kg・cm/cm�
�
mg�
Ω・cm�
Ω�
23°C�23°C 50% RH 24 Hr�
1.82MPa�
–30°C~65°C�1.6mm厚/3.2mm厚�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
6.4mmノッチ付き23°C�
3.2mmノッチ付き23°C�
Rスケール�
CS17 9.8N�
23°C 50% RH�23°C 50% RH
X8400
1.27�
0.06�
115�
0.15~0.35�
3.0×10-5�
*V-0/V-0�
113�
1150�
142�
1450�
7300�
74500�
49�
5�
59�
6�
125�
32�
103�
103
X8600
1.15�
0.06�
115�
0.20~0.40�
3.5×10-5�
V-1/V-0�
108�
1100�
142�
1450�
8130�
83000�
49�
5�
59�
6�
125�
30�
101�
101
これらの物性は、定められた試験法に基づいて得られた代表値であり、個々の用途のグレードを�選ぶ目安としてご参照下さい。なお、これらの数値は物性改良のため変更することもあります。�
*2.5mm5VA
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
125124
R
シャーシグレード�
3.5.3 成形加工性��a.成形条件�
�
� �
��
�
�
�
�
�
�
●グレードの耐熱性(荷重たわみ温度)を基に成形条件を決定して下さい。�
●ザイロンは,吸水率が低く,加水分解も受け難い特長がありますが,外観不良を未然に防止す
るためにも予備乾燥を行って下さい。�
●ホッパードライヤーあるいは熱風循環式の箱型乾燥機内で乾燥して下さい。箱型乾燥機を用い
る場合にはペレットを20~30mmの厚みにすると効果的です。�
●8時間以上の長時間乾燥は,有彩色の変色等が起こりますので避けて下さい。�
●射出圧力/射出速度 �
おのおのを独立にコントロールすることが難しいので射出率(cm3/sec)をコントロールす
ることをお薦めします。射出率は大きい方が望ましいですが,外観要素と組合わせて調整する
ことが肝心です。射出率が50%以下となる場合には金型デザインの見直しが必要となります。
�
●スクリュー回転数/背圧 �
あまり高めにすると内部発熱により樹脂温度が上がりすぎる場合があります。�
�
b.成形機�
●射出成形機の型締め力は製品投影面積当たり0.5t/cm2を目安として下さい。�
●スクリュー材質はガラスまたはカーボン充填材料用をご使用下さい。�
�
c.金型�
●シャーシグレードの収縮率は小さいため,離型性には十分考慮して下さい.特に研磨仕上げ,
テーパーをできるだけ大きくとる(1.5度以上),コーナーの内側Rをとる,角ピン・入れ子
部の合わせにガタがないようにする,などをご検討下さい。 �
●材質は,耐久性の面からSKDなどの耐摩耗鋼材に焼き入れ処理を施したものをお薦めします。
�
�
d.成形上の留意点�
●防錆剤,離型剤 �
金型の防錆剤は成形前に充分除去して下さい。また,やむなく離型剤を用いる場合でも最小限
の使用に止めて下さい。なお,防錆剤とザイロンとの接触は,クラックの原因となる可能性が
ありますのでご注意下さい。�
●シリンダー内の滞留�
成形を一時中断したり停止する場合には,シリンダー内滞留物をパージして下さい。なお,30分
以上停止する場合には,ザイロンをポリスチレン(GP,HI)で置換することをお薦めしま
す。�
●異樹脂の混合�
ザイロンは,ザイロン(変性PPE樹脂)以外の樹脂との相溶性がありませんので,少量でも
混入しますと剥離や著しい物性低下を招くことがありますので充分に注意して下さい。�
�3.5.4 機械的特性� 高剛性・導電グレードの諸物性の温度依存性を以下に示します。�
表2 成形条件表�
項 目� X8400, X8600�
240~300�
60~90�
90~100
2~4
単 位�
°C
グレード名�
°C
°C
Hr
成形条件�
金 型 温 度 �
樹 脂 温 度 �
乾 燥 温 度 �
乾 燥 時 間 �
図1 引張り強さの温度依存性�
140
120
100
80
引張り強さ(MPa)�
温 度(°C)�
60
40
20
0-20 0 20 40 60 80 100 120
X8400
X8600
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
127126
R
シャーシグレード�
� �
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
���3.5.5 耐久性�a.クリープ特性�
成形品の構造設計では最終製品が使用時に遭遇する環境を想定して,設計応力を決める必要が
あります。�
*ザイロンは使用温度65℃,連続負荷条件下において4万時間のクリープ歪みが0.25%以下に
なる応力を許容応力と考えます。�
実装試験では歪み解析において,1000時間までのクリープ歪みを測定し,設計応力の適否を判
断します。この場合1000時間までのクリープ歪みが0.2%以下になることが目安となります。�
安全率は,製品の形状に依存する応力集中点(圧入部,タッピング部,スナップフィット部,コー
ナー部)や衝撃応力などが考えられる場合,静的応力時の4倍以上を考慮します.つまり,設計
応力は許容応力値の1/4以下とします。�
以下にクリープ歪みと時間の関係,およびクリープ歪みと応力の関係を示します。�
図3 曲げ弾性率の温度依存性�
12000
10000
8000
曲げ弾性率(MPa)�
温 度(°C)�
6000
4000
2000
0
図2 引張り強さの温度依存性�
200
160
120
引張り強さ(MPa)�
温 度(°C)�
80
40
0
図4 アイゾット衝撃強さの温度依存性�
140
120
100
80
アイゾット衝撃強さ(J/m)�
温 度(°C)�
60
40
20
0-20 0 20 40 60 80 100 120
-20 0 20 40 60 80 100 120
-20 0 20 40 60 80 100 120
X8400,X8600
X8400,X8600
X8600
X8400
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
129128
R
シャーシグレード�
� �
�
� 65°C 4万時間�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
65°C図5 引張りクリープ-X8400
歪 み(%)�
時 間(Hr)�
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
温度:65°C,応力:6MPa
図6 クリープ・弾性率の時間依存性�
弾性率(MPa)�
時 間(Hr)�
0
1000
2000
3000
4000
5000
6000
7000
X8400
図7 クリープ歪みと応力の関係�
0.5
0.4
0.3
クリープ歪み(%)�
応 力(MPa)�
0.2
0.1
00 2 4 6 8 10 12 14
X8400
10� 102 103 104 105
10� 102 103 104 105
応力:12MPa
応力:9MPa応力:6MPa
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�
�

133
<変性ポリフェニレンエーテル樹脂>�
R
高剛性制振グレード ~Vシリーズ~�
4.1 はじめに� ザイロンVシリーズは,変性PPE樹脂をベースとして当社が独自に開発した高剛性制振グレ
ードです。優れた振動減衰性と高い固有振動数を持つことにより,モータ等との共振点を極力抑
えることが可能となり,振動対策に効果を発揮します。また,打撃等による放射音減衰性にも優
れるため,制音(静音)対策にも同様な効果を発揮します。�
��
制振グレードの位置づけ��
�
�
�
�
�
�
�
�
�
�
�
�
損失係数η:振動減衰性の指標であり,高い数値を示すほど制振性に優れています。�
8
6
4
2
2000 4000 6000 8000 16000
η (%)�
曲げ弾性率(MPa)�
ザイロンVシリーズ�
PPS
LCP
m-PPE, PC, ABS, PC/ABS
<変性ポリフェニレンエーテル樹脂>�
R
131
高剛性制振グレード�~Vシリーズ~�
4.1 はじめに……………………………………………………133�
4.2 物性一覧表……………………………………………………134�
4.3 成形加工性……………………………………………………136�
4.4 振動特性………………………………………………………139�
4.4.1 制振性(損失係数)…………………………………139�
4.4.2 制音性(静音性)……………………………………141�
4.5 寸法精度………………………………………………………145�
�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
金型設計�
二次加工性�
成形品の�
設計基準�

<変性ポリフェニレンエーテル樹脂>�
135134
R
高剛性制振グレード ~Vシリーズ~�
��
表-1 ザイロン高剛性制振グレード�
4. 2 物性一覧表�
項 目�
性質 �
物理的�
�
性 質�
電気的�
機械的性質�
�
熱的性質�
�
単 位�試 験 法� 条 件�
比 重 �
吸 水 率 �
荷 重 た わ み 温 度 �
成 形 収 縮 率 �
線 膨 張 係 数 �
燃 焼 性 �
引 張 り 強 さ �
伸 び ( 破 断 ) �
曲 げ 強 さ �
曲 げ 弾 性 率 �
�
ア イ ゾ ッ ト 衝 撃 強 さ �
�
体 積 抵 抗 率 �
表 面 抵 抗 率 �
ASTM D 792�
ASTM D 570�
ASTM D 648�
ASTM D 955�
ASTM D 696�
UL94�
ASTM D 638�
ASTM D 638�
ASTM D 790�
ASTM D 790�
�
ASTM D 256�
�
ASTM D 257�
ASTM D 257
�
%�
°C�
%�
mm/mm/°C�
�
MPa�
kg/cm2�
%�
MPa�
kg/cm2�
MPa�
kg/cm2�
J/m�
kg・cm/cm�
J/m�
kg・cm/cm�
Ω・cm�
Ω�
23°C�
23°C 50% RH 24 Hr�
1.82MPa�
–30°C~65°C�
0.8mm厚�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
6.4mmノッチ付き23°C�
3.2mmノッチ付き23°C�
23°C 50% RH�
23°C 50% RH
VM502
1.22�
0.06�
120�
0.35~0.60�
5.0×10-5�
V-1�
53�
540�
5�
102�
1040�
4120�
42000�
69�
7�
69�
7�
1016�
1016
VT302
1.22�
0.06�
100�
0.35~0.50�
5.0×10-5�
V-1�
42�
430�
40�
76�
780�
3350�
34200�
78�
8�
69�
7�
1016�
1016
VM303
1.32�
0.06�
100�
0.20~0.45�
4.5×10-5�
V-1�
57�
580�
5�
99�
1010�
5200�
43100�
69�
7�
69�
7�
1016�
1016
これらの物性は、定められた試験法に基づいて得られた代表値であり、個々の用途のグレードを�選ぶ目安としてご参照下さい。なお、これらの数値は物性改良のため変更することもあります。�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
137136
R
高剛性制振グレード ~Vシリーズ~�
4.3 成形加工性�a.成形条件�
�
� �
��
�
�
�
�
�
�
●グレードの耐熱性(荷重たわみ温度)を基に成形条件を決定して下さい。�
●ザイロンは,吸水率が低く,加水分解も受け難い特長がありますが,外観不良を未然に防止す
るためにも予備乾燥を行って下さい。�
●ホッパードライヤーあるいは熱風循環式の箱型乾燥機内で乾燥して下さい。箱型乾燥機を用い
る場合にはペレットを20~30mmの厚みにすると効果的です。�
●8時間以上の長時間乾燥は,有彩色の変色等が起こりますので避けて下さい。�
●射出圧力/射出速度 �
おのおのを独立にコントロールすることが難しいので射出率(cm3/sec)をコントロールす
ることをお薦めします。射出率は大きい方が望ましいですが,外観要素と組合わせて調整する
ことが肝心です.射出率が50%以下となる場合には金型デザインの見直しが必要となります。
�
●スクリュー回転数/背圧 �
あまり高めにすると内部発熱により樹脂温度が上がりすぎる場合があります。�
� �
b.成形機�
●射出成形機の型締め力は製品投影面積当たり0.5t/cm2を目安として下さい。�
●スクリュー材質はガラス充填材料用をご使用下さい。�
��
c.金型�
●ザイロン/シャーシグレードの収縮率は小さいため,離型性には十分考慮して下さい。特に研
磨仕上げ,テーパーをできるだけ大きくとる(1.5度以上),コーナーの内側Rをとる,角ピ
ン・ 入れ子部の合わせにガタがないようにする,などをご検討下さい。 �
●材質は,耐久性の面からSKDなどの耐摩耗鋼材に焼き入れ処理を施したものをお薦めします。
�
��
d.成形上の留意点�
●防錆剤,離型剤 �
金型の防錆剤は成形前に充分除去して下さい。また,やむなく離型剤を用いる場合でも最小限
の使用に止めて下さい。なお,防錆剤とザイロンとの接触は,クラックの原因となる可能性が
ありますのでご注意下さい。(第11章 対薬品性参照)�
●シリンダー内の滞留�
成形を一時中断したり停止する場合には,シリンダー内滞留物をパージして下さい。なお,30分
以上停止する場合には,ザイロンをポリスチレン(GP,HI)で置換することをお薦めしま
す。�
●異樹脂の混合�
ザイロンは,ザイロン(変性PPE樹脂)以外の樹脂との相溶性がありませんので,少量でも
混入しますと剥離や著しい物性低下を招くことがありますので充分に注意して下さい。�
金型の防錆剤は成形前に十分除去して下さい。また,やむなく離型剤を用いる場合でも最小限
の使用に止めて下さい。なお,防錆剤とザイロンとの接触は,クラックの原因となる可能性が
ありますのでご注意下さい。�
�
e.成形流動性�
樹脂の流動性を表す方法には,メルトフローレイト,スパイラルフロー値,ショートショット
ライン法,メルトレオロジーなどがあります。�
以下に高剛性制振グレードのスパイラルフロー値を示します。�
�
�
�
�
�
�
�
�
�
�
表2 成形条件表�
項 目� VM303, VT302�
230~280�
50~80�
90~100
VM502�
250~300�
50~100�
90~110
2~4
単位�
°C
グレード名�
°C
°C
Hr
成形条件�
金型温度�
樹脂温度�
乾燥温度�
乾燥時間�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
139138
R
高剛性制振グレード ~Vシリーズ~�
� 4.4 振動特性�4.4.1 制振性(損失係数)�
ザイロンVシリーズは,従来材料に比べ損失係数で6~7倍を達成しています。また,広範囲
の周波数において成形品の厚みに関係なく同様の制振効果を発揮することが可能です。�
図-1 スパイラルフロー値と成形温度の関係(1mm厚)�
30
15
5
10
20
25
0220 240 260 280 300
流動長(cm)�
成形温度( C)�
試験片厚み:1mm�ゲージ圧力:6MPa�金 型 温 度:60 C
VM303VM502
X333V
VT302
図-2 スパイラルフロー値と成形温度の関係(2mm厚)�
70
10
20
30
40
60
50
0220 240 260 280 300 320
流動長(cm)�
成形温度( C)�
試験片厚み:2mm�ゲージ圧力:6MPa�金 型 温 度:60 C
VM303
VM502
VT302
X333V
非接触速度計(非接触変位計)�
応答速度�(応答変位)�
周波数応答関数�
解析装置�
電 磁�加振器��
電 力�増幅器�
発振器�
試験片�
損失係数測定装置(一端固定法)�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
141140
R
高剛性制振グレード ~Vシリーズ~�
� 4.4.2 制音性(静音性)�
ザイロンVシリーズは,制音性に優れています。特に打撃音に関しては,従来材料よりも減衰
時間が短いため,金属のような共鳴音は発しません。�図-3 損失係数と周波数の関係�
10
1
00 100 200 300 400 500 600
損失係数η(%)�
周波数(Hz)�
10
1
00 1 2 3 4
損失係数η(%)�
試験厚み(mm)�
共振2次ピーク,測定温度:23 C
図-4 損失係数と試験片厚みの関係�共振2次ピーク,測定温度:23 C
VM502
VM502
PC/ABS(タルク:20%)�
PC/ABS(タルク:20%)�
一般難燃ABS
一般難燃ABS
VM303
VM303
VT302
VT302
PBT/ABS(ガラス:23%)�
PBT/ABS(ガラス:23%)�
ダンベル試験片�
騒音計�
固定�出力信号�音圧P(f)�
入力信号�加振力F(f)�
インパルスハンマー(1Nf)�
FFTアナライザー� P(f),F(f)�
F(f)・H(f)=P(f)�
H(f)=P(f)/F(f)�H(f) : その系での信号の伝わり� 方を表す周波数� 応答関数(Pa/N)�
打撃�
(230×12.7×3.2mm)�
【ハンマー打撃音の測定系統図】�
ハンマー打撃音の測定法�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
143142
R
高剛性制振グレード ~Vシリーズ~�
� �
図-5 ハンマー打撃音の減衰波形�
-3.E+05
-2.E+05
-1.E+05
0.E+05
1.E+05
2.E+05
3.E+05
0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14 0.16
振 幅�
時 間(s)�
VM303
-3.E+05
-2.E+05
-1.E+05
0.E+05
1.E+05
2.E+05
3.E+05
0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14 0.16
振 幅�
時 間(s)�
VM502
-3.E+05
-2.E+05
-1.E+05
0.E+05
1.E+05
2.E+05
3.E+05
0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14 0.16
振 幅�
時 間(s)�
VT302
-3.E+05
-2.E+05
-1.E+05
0.E+05
1.E+05
2.E+05
3.E+05
0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14 0.16
振 幅�
時 間(s)�
[比 較]�
PC/ABS
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
145144
R
高剛性制振グレード ~Vシリーズ~�
� 4.5 寸法精度� ザイロンVシリーズの寸法精度は,ザイロン/シャーシグレードと同等レベルです。中でも,VT
302に関しては超低反りグレードと同等レベルです。以下に平板による平面度測定の結果を示しま
す。�
○試験法�
・150□×2mm平板による平面度の測定。�
・下図の1~15点から最小自乗法により仮想平面を設定し,�
その平面からZ軸方向のズレを測定。�
-3.E+05
-2.E+05
-1.E+05
0.E+05
1.E+05
2.E+05
3.E+05
0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14 0.16
振 幅�
時 間(s)�
金属(鉄)�
[比 較]�
-3.E+05
-2.E+05
-1.E+05
0.E+05
1.E+05
2.E+05
3.E+05
0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14 0.16
振 幅�
時 間(s)�
X322V
[比 較]�
150
150
2
ピンゲート�
581114
1471013
3691215図-6 各材料の平面度�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�
10.5
-0.5-1AB C
Eイ�
ロ�
ハ�
D
0
ザイロン VM502
そり mm
ザイロン VM502
平面度(MAX-MIN)�
0.651ザイロン VM303 0.375ザイロン VT302 0.14ザイロン X332V 0.711PBT/ABS 1.387
10.5
-0.5-1ABC
Eイ�
ロ�
ハ�
D
0
ザイロン VT302
そり mm
10.5
-0.5-1AB C
Eイ�
ロ�
ハ�
D
0
ザイロン VM303
そり mm
10.5
-0.5-1A B C
Eイ�
ロ�
ハ�
D
0
ザイロン X332V
そり mm
PBT/ABS
そり mm
(比較)�
(比較)�
10.5
-0.5-1AB C
Eイ�
ロ�
ハ�
D
0

149
<変性ポリフェニレンエーテル樹脂>�
R
PA/PPE系グレード�
5.1 ライネックスA�5.1.1 はじめに� ライネックスAは、ポリフェニレンエーテル樹脂(PPE)とポリアミド樹脂(PA)とによ
るポリマーアロイであり、PPEの長所である耐熱性・寸法安定性などとPAの長所である耐熱
性・耐油性・成形加工性などの特徴を保持したまま、各々の短所が大幅に改良された画期的なポ
リマーです。�
ライネックスAは、優れた耐熱性,耐薬品性,機械的特性,成形加工性,二次加工性を有して
います。したがって、日用品、精密部品などの小~中型部品から、自動車内外装部品などの大型
部品まで、広範囲な用途にご使用いただけます。�
ライネックスAには、非強化タイプとガラス繊維強化タイプとを取りそろえておりますので、
要求特性に合わせてお選び下さい。�
��
��
�
�
�
�
�
●PA/PPE系グレードの特徴�(1)耐熱性�
� 耐熱性の高い汎用エンジニアリング樹脂の1つであり、自動車ボディーの焼付け塗装の高温
度にも十分耐えられる優れた耐熱性を有しています。�
(2)耐衝撃性�
常温はもちろん低温領域においても優れた耐衝撃性を有しています。�
(3)機械的特性�
強度と剛性のバランスが優れています。�
(4)耐油性・耐薬品性�
ナイロンとほぼ同等の優れた耐油性、耐薬品性を有しています。�
(5)寸法安定性�
配向による異方性が小さいので、ソリの少ない製品が可能です。またナイロンに比べて大幅
に吸水率を改良していますので、吸水による寸法変化が小さい。�
(6)成形加工性�
流動性に優れているため、大型成型品・薄肉成型品が容易に成形できます。�
(7)低比重�
比重の小さい汎用エンジニアリング樹脂の一つです。�
AG511,AG512�
表-1 代表的なグレード�
ライネックスA�
非強化タイプ� ガラス強化タイプ(AGシリーズ)�
A1400, X9830, A0100, A0501�
<変性ポリフェニレンエーテル樹脂>�
R
147
PA/PPE系グレード�
5.1 ライネックスA………………………………………149�
5.1.1 はじめに…………………………………………149�
5.1.2 物性一覧表………………………………………150
5.1.3 成形加工性………………………………………152�
5.1.4 機械的特性………………………………………158�
5.2 Gシリーズ……………………………………………162�
5.2.1 はじめに…………………………………………162�
5.2.2 物性一覧表………………………………………164�
5.2.3 成形加工性………………………………………166�
5.2.4 機械的特性………………………………………175�
5.2.5 耐久性……………………………………………175�
5.2.6 耐候性……………………………………………177�
5.2.7 電気特性…………………………………………179�
5.2.8 耐薬品性…………………………………………181�
5.2.9 構造設計…………………………………………183�
5.2.10 二次加工性……………………………………185�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
金型設計�
二次加工性�
成形品の�
設計基準�

<変性ポリフェニレンエーテル樹脂>�
151150
R
PA/PPE系グレード�
��
表-2 ライネックスA
5.1.2 物性一覧表�
項 目�
性質 �
物理的�
�
機械的性質�
�
熱的性質�
�
単 位�試 験 法� 条 件�
比 重 �
吸 水 率 �
荷 重 た わ み 温 度 �
成 形 収 縮 率 �
線 膨 張 係 数 �
引 張 り 強 さ �
伸 び ( 破 断 ) �
曲 げ 強 さ �
曲 げ 弾 性 率 �
�
アイゾット衝撃強さ�
ASTM D 792�
ASTM D 570�
ASTM D 648�
ASTM D 955�
ASTM D 696 �
ASTM D 638�
ASTM D 638�
ASTM D 790�
ASTM D 790�
�
ASTM D 256
-�
%�
°C�
°C�
%�
mm/mm/°C�
MPa�
kg/cm2�
%�
MPa�
kg/cm2�
MPa�
kg/cm2�
J/m�
kg・cm/cm�
J/m�
kg・cm/cm
23°C�
23°C 24時間浸漬�
0.45MPa�
1.82MPa�
–30°C~65°C�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
3.2mmノッチ付き23°C�
3.2mmノッチ付き-30°C
A1400
1.08�
0.9�
175�
130�
1.2~1.6�
8×10-5�
46�
470�
140�
80�
820�
1960�
20000�
343�
35�
196�
20
X9830
1.08�
1.0�
170�
120�
1.1~1.4�
8×10-5�
45�
460�
100�
69�
700�
1911�
19500�
588�
60�
196�
20
A0100
1.10�
1.1�
150�
100�
1.1~1.4�
9×10-5�
49�
500�
98�
74�
760�
2019�
20600�
735�
75�
196�
20
A0501
1.10�
1.4�
135�
80�
1.1~1.3�
10×10-5�
58�
590�
55�
78�
800�
2230�
22800�
147�
15�
98�
10
AG511
1.16�
1.1�
205�
150�
0.4~0.7�
6×10-5�
83�
850�
5�
131�
1340�
3842�
39200�
137�
14�
59�
6
AG512
1.23�
1.0�
210�
170�
0.4~0.7�
5×10-5�
122�
1240�
4�
181�
1850�
6125�
62500�
118�
12�
59�
6
非強化グレード� 強化グレード�
これらの物性は、定められた試験法に基づいて得られた代表値であり、個々の用途のグレードを�選ぶ目安としてご参照下さい。なお、これらの数値は物性改良のため変更することもあります。�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
153152
R
PA/PPE系グレード�
5.1.3 成形加工性�a. 成形条件�
�
�
�
�
�
�
●ライネックスAは密封包装を施してありますので、開封後ただちに成形する場合は、ほとん
ど乾燥を必要としません。ただし、ホッパー内の滞留での吸水を考えますと、100~120
℃、 2~3hrの除湿乾燥をすることをおすすめします。�
●開封後時間が経過したものは、真空乾燥機などにて80~100℃で乾燥することをおすすめ
します。�
●おのおのを単独にコントロールすることが難しいので、射出率(cm3/sec)をコントロー
ルする事をお薦めします。射出率は大きい方が望ましいですが、外観要素と組み合わせて調
整することが肝心です。射出率が50%以下となる場合には金型デザインの見直しが必要に
なります。�
●スクリュー回転数/背圧�
余り高めにすると内部発熱により樹脂温度が上がりすぎる場合があります。�
��
b. 成形上の留意点�
●防錆剤、離型剤�
金型の防錆剤は成形前に充分除去して下さい。また、やむなく離型剤を用いる場合でも最小
限の使用に止めて下さい。なお、防錆剤とライネックスAとの接触は、クラック及びシルバ
ーストリークス等の原因となる可能性がありますのでご注意下さい。�
●シリンダー内の滞留�
成形の一時中断や停止する場合には、シリンダー内滞留物をパージして下さい。なお、30
分以上停止する場合には、ザイロンをポリスチレン(GP,HI)で置換する事をお薦めし
ます。�
●異樹脂の混合�
ライネックスAは、PA/PPE系グレード以外の樹脂との相溶性がありませんので、少量
でも混入しますと剥離や著しい物性低下を招くことがありますので十分に注意して下さい。�
��
�
c. 寸法安定性�
配向による異方性が小さいので、反りの少ない製品を得ることが可能です。また、ポリアミド
と比較して吸水による物性低下及び寸法変化を大幅に押さえることが可能です。�
以下にAGシリーズにおける曲げ弾性率の吸水依存性を示します。�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
d. 再生性�
ライネックスAは熱安定性に優れた樹脂で、他樹脂に比べ再利用しやすい材料です。主にスプ
ルー、ランナー及び不良品などの再利用ができますが、再生材利用の際の異物混入は物性低下な
どの不良の原因となりますので十分注意して下さい。再生材の混入比率は20%程度を目安とし
てご検討下さい。�
以下にAGシリーズにおける再生材混入比率と諸物性の関係を示します。�
樹 脂 温 度 �
表-1 成形条件表�
°C 240~290
金 型 温 度 � °C 60~100
乾 燥 温 度 � °C 100~120
乾 燥 時 間 � Hr 3~4
成
形
条
件�
図-1 AGシリーズにおける曲げ弾性率の吸水率依存性�
7000
5000
4000
3000
2000
1000
6000
00 0.5 1 1.5
曲げ弾性率(MPa)�
吸水率(%)�
AG511
AG512
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
155154
R
PA/PPE系グレード�
� �
110
100
90
80
70
60
50
40
30
20
10
00 1 2 3 4 5 6
図-3 AG511における再生回数と曲げ強さ�
保持率(%)�
再生回数(回)�
図-4 AG511における再生回数と曲げ弾性率�110
100
90
80
70
60
50
40
30
20
10
00 1 2 3 4 5 6
保持率(%)�
再生回数(回)�
図-5 AG511における再生回数とIZOD衝撃強さ�110
100
90
80
70
60
50
40
30
20
10
00 1 2 3 4 5 6
保持率(%)�
再生回数(回)�
図-2 AG511における再生回数と引張り強さ�
120
100
80
60
40
20
00 1 2 3 4 5 6
保持率(%)�
再生回数(回)�
再生率25%�再生率50%�
再生率100%�
再生率25%�
再生率50%�
再生率100%�
再生率25%�
再生率50%�
再生率100%�
再生率25%�
再生率50%�
再生率100%�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
157156
R
PA/PPE系グレード�
� �
図-6 AG512における再生回数と引張り強さ�
保持率(%)�
再生回数(回)�
110
100
90
80
70
60
50
40
30
20
10
00 1 2 3 4 5 6
図-7 AG512における再生回数と曲げ強さ�110
100
90
80
70
60
50
40
30
20
10
00 1 2 3 4 5 6
00 1 2 3 4 5 6
00 1 2 3 4 5 6
保持率(%)�
再生回数(回)�
図-8 AG512における再生回数と曲げ弾性率�
図-9 AG512における再生回数とIZOD衝撃強さ�
120
100
80
60
40
20
0
保持率(%)�
再生回数(回)�
120
100
80
60
40
20
0
保持率(%)�
再生回数(回)�
再生率25%�再生率50%�
再生率100%�
再生率25%�再生率50%�
再生率100%�
再生率25%�再生率50%�
再生率100%�
再生率25%�再生率50%�
再生率100%�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
159158
R
PA/PPE系グレード�
5.1.4 機械的特性�a. 物性の温度依存性�
AGシリーズの諸物性の温度依存性を以下に示します。�
�
図-11 AGシリーズにおける曲げ強さの温度依存性�
図-12 AGシリーズにおける曲げ弾性率の温度依存性�
図-13 AG511におけるIZOD衝撃強さの温度依存性�
図-10 AG511における引張り強さの温度依存性�120
80
40
20
60
100
0-20 0 20 40 60 80
引張り強さ(MPa)�
温 度(℃)�
200
100
50
150
00 20 40 60 80 100
曲げ強さ(MPa)�
温 度(℃)�
7000
5000
4000
3000
2000
1000
6000
00 20 40 60 80 100
曲げ弾性率(MPa)�
温 度(℃)�
AG511
AG512
AG511
AG512
300
200
100
50
150
250
0-20 0 20 40 60 80
IZOD衝撃強さ(J/m)�
温 度(℃)�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
161160
R
PA/PPE系グレード�
b. 物性の熱エージング性�
AG512の諸物性の熱エージング性を以下に示します。�
�
図-14 引張り強さ保持率(絶乾サンプル/80°Cエージング)�
120
100
80
60
40
20
00 500 1000 1500 2000 2500
保持率(%)�
エージング時間(Hr)�
図-15 引張り伸び保持率(絶乾サンプル/80°Cエージング)�
120
100
80
60
40
20
00 500 1000 1500 2000 2500
引張り強さ保持率(%)�
エージング時間(Hr)�
図-16 引張り強さ保持率(過飽和吸水サンプル/80°Cエージング)�
120
100
80
60
40
20
00 500 1000 1500 2000 2500
引張り強さ保持率(%)�
エージング時間(Hr)�
図-17 引張り伸び保持率(過飽和吸水サンプル/80°Cエージング)�
120
100
80
60
40
20
00 500 1000 1500 2000 2500
引張り強さ保持率(%)�
エージング時間(Hr)�
AG512
AG512
AG512
AG512
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
162
R
PA/PPE系グレード�
5.2 Gシリーズ�5.2.1 はじめに� ザイロンGシリーズは、従来のガラス繊維強化ザイロンの耐熱性、耐薬品性を大幅に改良した
グレードです。�
�ザイロンGシリーズは、表-1にあるグレードを用意してあります。�
��
�表-1 代表グレード�
グレード名� 熱変形温度�
180℃� 225℃� UL94HB
220℃� 265℃� UL94HB
170℃� 225℃� UL94V-0
200℃� 265℃� UL94V-0
融 点� 燃 焼 性�
G010H
G020H
G010Z
G020Z
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
金型設計�
二次加工性�
成形品の�
設計基準�

<変性ポリフェニレンエーテル樹脂>�
165164
R
PA/PPE系グレード�
��
表-2 Gシリーズ�
5.2.2 物性一覧表�
項 目�
G F 含 有 量�
性質 �
物理的�
�
電気的性質�
機 械 的 性 質�
�
熱 的 性 質�
�
単 位�試 験 法�
比 重 �
吸 水 率 �
荷重たわみ温度[1.82MPa]�
融 点 �
線 膨 張 係 数 �
成 形 収 縮 率 �
燃 焼 性[1.57mm]�
誘 電 率[106Hz]�
誘 電 正 接[106Hz]�
体 積 抵 抗 率 �
引 張 り 強 さ �
伸 び �
曲 げ 強 さ �
曲 げ 弾 性 率 �
アイゾット衝撃強さ(ノッチ付)6.3mm�
ロックウェル硬度[ L ]�
テーバー摩耗[CS-17,9.8N]�
�
ASTM D 792�
ASTM D 570�
ASTM D 648�
D S C 法 �
ASTM D 696�
ASTM D 955�
UL94�
ASTM D 150�
ASTM D 150�
ASTM D 257�
ASTM D 638�
ASTM D 638�
ASTM D 790�
ASTM D 790�
ASTM D 256�
ASTM D 785�
ASTM D 1040
%�
�
%�
°C�
°C�
mm/mm/°C�
%�
�
�
�
Ω・cm�
MPa�
kg/cm2�
%�
MPa�
kg/cm2�
MPa�
kg/cm2�
J/m�
kg・cm/cm�
�
mg/1000回�
G010H
30�
1.32�
0.3�
180�
225�
3.0×10-5�
0.3~0.6�
HB�
3.2�
0.01�
1015�
127�
1300�
3�
186�
1900�
7350�
75000�
69�
7�
112�
15
G020H
30�
1.32�
0.3�
220�
265�
3.0×10-5�
0.3~0.7�
HB�
3.1�
0.01�
1015�
137�
1400�
4�
196�
2000�
7840�
80000�
69�
7�
115�
25
G010Z
30�
1.44�
0.3�
170�
225�
3.0×10-5�
0.3~0.6�
V-0�
3.4�
0.007�
1015�
127�
1300�
3�
167�
1700�
7350�
75000�
78�
8�
112�
15
G020Z
30�
1.44�
0.3�
200�
265�
3.0×10-5�
0.3~0.7�
V-0�
3.4�
0.007�
1015�
127�
1300�
4�
167�
1700�
7350�
75000�
78�
8�
112�
15
これらの物性は、定められた試験法に基づいて得られた代表値であり、個々の用途のグレードを�選ぶ目安としてご参照下さい。なお、これらの数値は物性改良のため変更することもあります。�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
167166
R
PA/PPE系グレード�
b. 成形条件�
Gシリーズは、ザイロンの一般グレードに比較して、良好な流動性を示します。図-2、3は、
G010Hのスパイラルフローのデータです。�
�
5.2.3 成形加工性�a. 成形条件�
�
�
�
�
�
�
�
�
Gシリーズは、他エンプラと同様に、有彩色においては乾燥条件によって、色調が変化する場
合がありますので、ご注意下さい。�
推奨される乾燥条件を以下に記します。�
1. 熱風乾燥機 90~100°C×3~4hr�
または、�
2. 真空乾燥 80~90°C×3~4hr(-760mmHg)�
参考までに、以下に乾燥曲線を示します。�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
上記データは、標準条件であり、成形機及び成形品に応じて成形条件の調整をして下さい。�
�
表-3 成形条件表�
グレード名� シリンダー温度(°C)�
260~290 60~100
280~300 60~100
240~280 60~100
260~300 60~100
金型温度(°C)�
G010H
G020H
G010Z
G020Z
図-1 Gシリーズの乾燥曲線�
4000
2000
00 2 4 6
含有水分量(ppm)�
乾燥時間(Hrs)�
図-2 Gシリーズの流動性(G010H)�
40
20
30
50
10
00 250 260 270 280 290
2mmt
1mmt
スパイラルフロー距離(cm)�
シリンダー温度(°C)�乾燥条件�箱型熱風乾燥機�ペレット厚み3mm�100°C
成 形 機 東芝IS80C�金型温度 85°C�射出圧力 5MPa�形 状 巾10mm
図-3 Gシリーズの流動性(G010H)�
40
20
30
50
10
00 3 4 5 6 7
2mmt
1mmt
スパイラルフロー距離(cm)�
射出圧力(MPa)�
成 形 機 東芝IS80C�金型温度 85°C�成形温度 280°C�形 状 巾10mm
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
169168
R
PA/PPE系グレード�
�c. 再生性�
GシリーズはPBT・GFに比べ、再生時の加水分解等がなく、良好な再生性を示します。�
成形品のスプルー・ランナー及び不良品を粉砕して再利用する事がありますが、再利用を行う
場合は、基礎物性のみの評価ではなく、実用評価も行って判断して下さい。�
例として、100%リワークを3回まで繰り返した場合の物性変化をPBT・GFとの比較におい
て示します。�
�
�
�
表-4 Gシリーズの再生性�
グレード名�
再生回数� 0 1 3
119 113 108 84 76 68
95 91 91 80
181 176 169 120 108 97
97 93 90 81
7250 6860 6470 5100 4800 3820
95 89 94 75
59 46 36 51 35 26
78 62 69 52
178 174 171 202 196 192
98 96 97 95
0 1 3
測定値�
保持率�
測定値�
保持率�
測定値�
保持率�
測定値�
保持率�
測定値�
保持率�
G010H(GF30%)� PBT・GF(GF15%)�
熱変形温度�
(°C)�
引張り強さ�
(MPa)�
曲げ強さ�
(MPa)�
曲げ弾性率�
(MPa)�
アイゾット�衝撃強さ�(J/m)�
図-4 再生回数と引張り強さの関係�
図-5 再生回数と曲げ強さの関係�
引張り強さ�
80
40
60
100
20
00 1 2 3
保持率(%)�
再生回数�
80
40
60
100
20
00 1 2 3
保持率(%)�
再生回数�
G010H(GF30%)�
PBT・GF(GF15%)�
G010H(GF30%)�
PBT・GF(GF15%)�
成形温度 260°C
成形温度 260°C
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
171170
R
PA/PPE系グレード�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
●PET・GFとの比較� Gシリーズの再生性は、PET・GFに比べ大幅に優れています。�
PET・GFは1回の再生で大幅に物性低下をし、2回目以降は成形が困難でした。再生方法を以
下に示します。�
再生方法�
成形品の粉砕後、2日間放置をし、無乾燥で再度成形するという厳しい方法をとりました。�
�
80
40
60
100
20
00 1 2 3
保持率(%)�
再生回数�
ペレット�
80
40
60
100
20
00 1 2 3
保持率(%)�
再生回数�
G010H(GF30%)�
PBT・GF(GF15%)�
G010H(GF30%)�PBT・GF(GF15%)�
80
40
60
100
20
00 1 2 3
保持率(%)�
再生回数�
G010H(GF30%)�
PBT・GF(GF15%)�
成 形� 粉 砕�
繰り返し�
放置(2日間)� 成 形�
図-6 再生回数と曲げ弾性率の関係�
図-7 再生回数とアイゾット衝撃強さの関係�
成形温度 260°C
図-8 再生回数と荷重たわみ温度の関係�成形温度 260°C
成形温度 260°C
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
173172
R
PA/PPE系グレード�
��
�
�
表-5 Gシリーズの再生性�
グレード名�
再生回数� 0 1 3
167 135 117
87 70
7430 6890 6470
93 82
79 84 31
106 40
168 149 146
89 87
3
120
72
5610
76
28
36
140
3
-�
-�
-�
-�
(2回目)�
(保持率は%表示)�
-�
-�
83
測定値�
保持率�
測定値�
保持率�
測定値�
保持率�
測定値�
保持率�
G010Z PET・GF(V-0)�
荷重たわみ温度�
(°C)�
曲げ強さ�
(MPa)�
曲げ弾性率�
(MPa)�
アイゾット�衝撃強さ�(J/m)�
0 1 3
123 74 -�
60 -�
8750 8580 -�
98 -�
38 23 15
5.9 39
218 223
103
-�
-� -�
80
40
60
100
20
00 1 3 5
保持率(%)�
再生回数�
G010Z
PET・GF
80
40
60
100
20
00 1 3 5
保持率(%)�
再生回数�
G010Z
PET・GF
図-9 再生回数と曲げ強さの関係�成形温度 260°C
図-10 再生回数と曲げ弾性率の関係�成形温度 260°C
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
175174
R
PA/PPE系グレード�
5.2.4 機械的特性������������������5.2.5 耐久性�
�
�
�
図-13 G010Hの曲げ弾性率の温度依存性�
5000
00 0 50 100 150
曲げ弾性率(MPa)�
温 度(°C)�
G010H
G702H
30MPa
60°C
20MPa
10MPa
図-14 G010Hのクリープ曲線�
1.0
0.5
05 10 50 100 500 1000 2000
歪 み (%)�
時 間(Hr)�
80
40
60
100
20
00 1 3 5
保持率(%)�
再生回数�
G010Z
PET・GF
80
40
60
100
20
00 1 3 5
保持率(%)�
再生回数�
G010Z
PET・GF
図-11 再生回数とアイゾット衝撃強さの関係�成形温度 260°C
図-12 再生回数と荷重たわみ温度の関係�成形温度 260°C
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
177176
R
PA/PPE系グレード�
�����������������5.2.6 耐候性�
�
�
�
図-17 疲労限界応力曲線�
60
50
40
30
20
10
0105 106 107
応 力(MPa)�
繰り返し振動回数(回)�
G010H G702H
G010H
PA6GF
G010H
100°C・20MPa荷重�
サンシャイン・ウエザオメーター65°降雨�
引張りクリープ 100°C・20MPa荷重� 図-18 照射時間とアイゾット� 衝撃強さの関係�
図-19 照射時間と引張り強さ� の関係�
100
50
100
50
00 400 600200 0 400 600200
アイゾット衝撃強さ保持率(%)�
引張り強さ保持率(%)�
照射時間(Hr)� 照射時間(Hr)�
図-15 G010Hのクリープ曲線�
1.0
0.5
1.0
0.5
00 5 10 50 100 500 1000 2000
0 5 10 50 100 500 1000 2000
歪 み (%)�
時 間(Hr)�
図-16 G010Hのクリープ曲線�
0
歪 み (%)�
時 間(Hr)�
PA66GF(33%)�
PA66GF(33%)�
G010HPA66-GFPC-GFPBT-GF
G010HPA66GF-PC-GFPBT-GF
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
179178
R
PA/PPE系グレード�
5.2.7 電気特性� ザイロンGシリーズは、他の強化エンプラと同様、電気特性が優れていますが、吸水により若
干変化が見られます。�
以下に、誘電率、誘電正接、耐アーク性、耐トラッキング性の各データを示します。�
�
�
�
図-20 熱暴露時間とアイゾット衝撃強さの関係�
50
100
50
100
050 100 500 1000
50 100 500 1000
アイゾット衝撃強さ保持率(%)�
熱暴露時間(Hrs)�
図-21 熱暴露時間と引張り強さ関係�
0
引張り強さ保持率(%)�
熱暴露時間(Hrs)�
パーフェクトオーブン中にASTM638ダンベル片を静置�温度 160°C&220°C、試験片厚み:1/4インチ�
パーフェクトオーブン中にASTM638ダンベル片を放置�温度 160°C&220°C
G010H160°C
G010H160°C
G010H220°C
G010H220°C
PA66-GF220°C
PA66-GF220°C
PA66-GF160°C
PA66-GF160°C
表-6 ザイロンGシリーズと他の強化エンプラの電気特性�
グレード名�
注)1. ザイロンは実測データ。�
2. 他の強化エンプラはカタログ値より抜粋。�
3. 他の強化エンプラはV-0。�
試験方法�
条 件�
品 種�単位�GF�
含有� %�
ASTM D 150
23°C 50%RH�106Hz
23°C 50%RH�106Hz
タングステン電極�
-� -� sec V
-�
2.920
30
30
30
30
45
33
30
30
0.0012
0.0100
70 -�
3.3 97 -�
3.2 0.0096
0.007
0.007
0.021
0.017
0.017
0.008
94 -�
3.4 110 400
3.4 110 -�
4.5 120 600+
3.7 135 600+
3.8
3.5
130
120
425
340
誘電率�
ASTM D 150
誘電正接�
ASTM D 495
耐アーク性�
UL 746A
耐トラッキング性�(C・T・I)�
G010H
G020H
G010Z
G020Z
PA6-GF
PA66-GF
PBT-GF
PC-GF
一般PPE GF�(ザイロンG702H)�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
181180
R
PA/PPE系グレード�
�
�
�
測定周波数 104Hz
測定周波数 104Hz
図-22 吸水率と誘電正接の関係�
図-23 吸水率と誘電率の関係�
誘電正接�
0 0.6 1.0 1.2 2.0
吸水率(%)�
5.2.8 耐薬品性� ザイロンGシリーズは、油、有機溶剤に対しても影響を受けにくく、PA、PBTに近い耐薬品
性を有しています。�
表-7 ザイロンGシリーズと他の強化エンプラの耐薬品性比較�
グレード名�
A: 非常に耐性が高く、劣化しない。�
B:重量変化がわずかで、条件により使用可能。�
C:重量および寸法変化があるが、短時間なら使用可。�
D:膨潤・溶解で使用に耐えない。�
注)上記データの沸水以外は、23°C168時間、浸漬試験結果より判定したものです。�
23°C A�
B�
D�
A�
A�
A�
A�
A�
A�
A�
A�
A�
A
A�
C�
D�
A�
A�
A�
A�
A�
A�
A�
A�
A�
A
A�
A�
A�
D�
A�
A�
A�
A�
A�
A�
A�
A�
A
A�
B�
B�
D�
A�
A�
D�
C�
A�
B�
C�
A�
A
A�
A�
A�
A�
A�
A�
A�
D�
C�
C�
D�
C�
C
沸 水�
水�
Gシリーズ�一般PPEGF�(G702H)�
�
PA-GF(66)� PBT-GF PC-GF
酸(15%H2SO4)�
アルカリ(15%HaOH)�
アルコール類�
エチレングリコール�
酢酸エチル�
ハロゲン化炭化水素�
一 般 鉱 油�
白 灯 油�
ガ ソ リ ン�
防 錆 油�
動 植 物 油�
10-1
10-2
梅雨期�
G010H
冬季�
4.0
5.0
3.0
0 0.6 1.0 1.2 2.0
誘電率�
吸水率(%)�
G010H
冬季�
梅雨期�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
183182
R
PA/PPE系グレード�
�
�
�
5.2.9 構造設計�a. ボス形状と締付トルク�
ザイロンGシリーズの締結方法として、セルフ・タッピング法がよく用いられます。�
締結によって得られる最大締付トルクは、ネジ種、ボス外径、ネジ長さ等によって変化します。
�
例としてG010Zの最大締付トルクのボス径、ネジ長さ依存性を図-24,図-25に示します。�
表-8 ザイロンGシリーズとザイロン耐熱グレードの臨界歪み試験結果�
条 件�
23°C�
�
24Hrs
80°C�
�
96Hrs
材 料 名� 歪み量(%)� エステル油� シリコン油� 合成炭化水素油�
(注)(×○○)は3本中1本にクラックが発生�
ザイロン�
G010H
ザイロン�
G020H
ザイロン�
G010Z
ザイロン�
G703H
ザイロン�
G701H
ザイロン�
G010H
ザイロン�
G020H
ザイロン�
G010Z
ザイロン�
G703H
ザイロン�
G701H
1.5-1.8
0.8-1.1
1.5-1.8
0.8-1.1
1.5-1.8
0.8-1.1
1.5-1.8
0.8-1.1
1.5-1.8
0.8-1.1
1.5-1.8
0.8-1.1
1.5-1.8
0.8-1.1
1.5-1.8
0.8-1.1
1.5-1.8
0.8-1.1
1.5-1.8
0.8-1.1
○ ○ ○�
-�
○ ○ ○�
-�
○ ○ ○�
-�
× × ×�
○ ○ ○�
× × ×�
× ○ ○�
○ ○ ○�
-�
○ ○ ○�
-�
○ ○ ○�
-�
× × ×�
× × ×�
× × ×�
× × ×�
�
�
○ ○ ○�
-�
○ ○ ○�
-�
○ ○ ○�
-�
○ ○ ○�
-�
○ ○ ○�
-�
○ ○ ○�
-�
○ ○ ○�
-�
○ ○ ○�
-�
○ ○ ○�
-�
○ ○ ○�
-�
○ ○ ○�
-�
○ ○ ○�
-�
○ ○ ○�
-�
○ ○ ○�
-�
○ ○ ○�
-�
○ ○ ○�
-�
○ ○ ○�
-�
○ ○ ○�
-�
○ ○ ○�
-�
○ ○ ○�
-�
1.2
1.6
2.0
2.4
2.8
8.07.06.0最大締付トルク(J)�
ボス外径(mmφ)�
図-24 ボス外径と最大締付トルク�
内径2.5φ�
内径2.7φ�
ネジ3mmφ×10mm
ボス形状 外径 6.0、7.0、8.0mm�
内径 2.5、2.7mmφ�
高さ 25mm�
使用ネジ 3mmφ×10mm�
JIS 2種切溝付�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
185184
R
PA/PPE系グレード�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
●締付けトルクはM3で0.5~0.9J、M4で0.8~1.3Jを目安として締め付け、過度の応力を生
じさせないようにして下さい。�
●ボス内径は小さめ、ねじは長めの時、高い締結力得られますが、ボス肉厚は2.3mm以上、ね
じ先端が下板に接触しない様に設計して下さい。�
●推奨できるねじとしては、締結時の歪みの小さい2種(切)、繰返し回数及び締結力が良好な
日東工タップ・タイトのPタイトが挙げられます。�
�
b. ザイロンGシリーズとGF強化エンプラのセルフタッピング�
ザイロンGシリーズと他のGF強化エンプラのセルフタップ最大締結トルク(バカネジ・トルク)
の比較例を下記に示します。�
�
�
5-20
5.2.10 二次加工性�a. 接着性�
ザイロンGシリーズの接着は、超音波接着、エポキシ接着、その他の接着剤接着などの方法が
用いられますが、ザイロンと相溶性のない樹脂や金属、セラミック等異種素材間との接着にはセ
メダイン3000RS等の瞬間接着剤をお薦めします。�
�
●超音波接着�
ザイロンGシリーズの超音波接着は可能です。ザイロンGシリーズの接着条件は、成形品の形
状、接着機の出方にもよりますが、ほぼ0.1~0.6MPaで、0.1~0.5秒の加圧時間で行えます。
�
ザイロンGシリーズどうしで接着強度は、引張り強さとして5MPa程度得られます。しかし、
他のプラスチックとの接着の場合、特に耐熱温度が違う場合、接着不均一となり強度が出にくい
ことがありますので、振動振幅20~50μ、周波数20~30KCの範囲で、伝達溶着による接合
方式をご検討ください。�
例として、G020Hの接着強度の溶着条件依存性を図-26に示します。�
接着方法及び条件�
ホーン�
14
試験片 100×25×3
1.2
1.6
2.0
2.4
2.8
12108
最大締付トルク(J)�
図-25 ネジ長さと最大締付トルク�
表-9 各材料のセルフタッピング特性�
ネジ3mmφ�
ネジ長さ(mm)�
ボス外径7.0mmφ�内径2.5mmφ�
最大締付トルク�
(J)
G010H
M3
M4
1.5
2.3
G702H
1.5
2.3
PA6-G
1.5
2.3
PC-G
2.2
2.9
PBT-G
1.2
1.7
図の様に試験片を、重ね�
合わせて、超音波溶着を行う。�
溶 着 機 ブラソン8200�
ホーン先端形状 24×13�
圧 力 70、140、210kPa�
発 振 時 間 0.1、0.2、0.3、0.5sec�
ホールド時間 0.5sec
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
187186
R
PA/PPE系グレード�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
・G020Hどうしの組み合わせでは、溶着条件を変えることにより(圧力高め、発振時間長め)
かなり高い接着強さを得ることができます。�
�
●エポキシ接着�
エポキシ接着の場合ザイロンGシリーズには、エポキシ樹脂含浸テープを用いて好結果を得て
います。�
例として、G010Z(GF30%、V-0)の接着強度の加熱条件依存性を他エンプラと比較して
図-2に示します。�
�
���������������� ザイロンG010Zは、全般にPET、PBTに比べ高い接着力を示し、特に各温度とも加熱時間
が長くなるとPET、PBTとの差が大きくなります。�
PET、PBTは120°Cに於いては、10Hrの接着度が5Hrに比べ、低下しており長時間加熱は
適さないと考えられますが、ザイロンG010Zは、逆に強度が高くなり、両者との差が更に大き
くなります。�
以上の様にザイロンG010Zは、PET、PBTよりエポキシ接着性が優れるものと考えます。�
�
●接着剤接着�
接着剤は基材・溶剤・補助剤の組合わせにより多種多様の品質がありますが、ザイロンGシリー
ズには反応型接着剤を用いて好結果を得ています。特に、瞬間接着剤:セメダイン3000RSは
長時間の使用実績があります。�
例として、G010Zの接着剤における接着強度を下表に示します。�
4
2
0
6
8 8
6
4
2
0
8
6
4
2
0
0.20.1 0.40.300 2 5 10 0 2 5 10
溶着強度(MPa)�
接着強度(MPa)�
接着強度(MPa)�
発振時間(秒)�加熱時間(Hrs)� 加熱時間(Hrs)�
図-26 接着条件と溶着強度�図-27 加熱時間と接着強度の関係� 図-28 加熱時間と接着強度の関係�
圧力�0.14MPa 圧力�
0.07MPa
G010Z G010Z
PET PET
PBT PBT
表-10 各接着剤における接着強度�
接着強度(MPa)接 着 剤�
アロンアルファ801
セメダイン3000RS
シアノボンド5000
11
12
8
接着方法�
含浸テープ�
14
試験片 100×25×3
右の様に、含浸テープを�
挟んで試験片を、重ね合�
わせ、ダブルクリップ2�
個により固定し、オーブ�
ンにて加熱する。�
加熱温度 120°C 加熱温度 130°C
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
188
R
PA/PPE系グレード�
b. 塗装性�
ザイロンGシリーズの塗装については下記種類、方法を推奨致します。�
(1)脱脂:イソプロピルアルコール、脱脂剤トーホー�
(2)材料�
1)ラッカー系:日本ビーケミカル(株)……RX�
但し、T-710(シンナー)クイピング処理必要。�
2)2液1コート:日本ビーケミカル(株)�
R-221(改)、シンナー:T-710�
:オリジン電気(株)�
プラネットPX 硬化剤ポリハードSN�
シンナー:プラネットシンナー210�
3)プライマー/トップコート:�
1. 日本ビーケミカル(株)�
プライマー:R-183�
トップコート:R-221、R-230、R-221(改)�
2. オリジン電気(株)�
プライマー:プラネットSY-3(アクリルラッカー)�
トップコート:プラネットPA(ウレタンタイプ)�
(3)表面状態により、塗装方法に工夫が必要です。�
1)プライマー/トップコート:27μ�
2)同上、さらにトップコートの2回塗装�
3)2液1コートの2回塗り。�
(4)実際の塗装に当っては、上記塗料メーカーに御相談いただくようお願い致します。�

�
<変性ポリフェニレンエーテル樹脂>�
R
189
自動車/シート/ブローグレード�
6.1 自動車グレード………………………………………190�
6.1.1 はじめに………………………………………190�
6.1.2 成形加工性……………………………………191
6.1.3 機械的特性……………………………………193�
6.1.4 耐油・耐薬品性………………………………194�
6.1.5 二次加工性……………………………………195�
6.2 シートグレード/ブローグレード…………………196�
6.2.1 はじめに………………………………………196�
6.2.2 成形加工性……………………………………196�
6.2.3 機械的特性……………………………………197
6.2.4 耐油・耐薬品性………………………………197�
6.3 物性一覧表……………………………………………198�

<変性ポリフェニレンエーテル樹脂>�
191190
R
自動車/シート/ブローグレード�
6.1 自動車グレード�6.1.1 はじめに� ザイロン自動車グレードは,自動車用途に要求される耐熱性,耐衝撃性,成形加工性等のバラ
ンスを特に重視したグレードであり,インスツルメントパネル等の大型製品からホイールキャッ
プ,エンジンルーム内電装部品等の小型部品まで広い範囲の自動車部品に対応することが出来ま
す。�
ザイロン自動車グレードには,ポリフェニレンエーテル(PPE)/ポリスチレン(PS)
系,ポリアミド(PA)/PPE系の2種類がありますので,部品の要求特性に合わせてお選び
下さい。�
なお、PA/PPE系グレードにつきましては、「5.PA/PPE系グレード」の章をご参
照下さい。�
�
(1)PPE/PS系グレードの特徴 ①自動車部品に要求される耐熱性,熱時剛性に優れてい
ます�
②高温領域でも優れたクリープ特性を有しています。��
③大型成形品に適した寸法安定性を有しています。��
④大型成形品などの成形にも適した成形加工性を有して
います。� �
⑤比重が小さく,軽量化が可能です。�
�
(2)PA/PPE系グレードの特徴 ①自動車ボディーの焼付塗装の高温にも充分耐えられる
優れた耐熱性を有しています。�
②常温はもちろん低温領域においても優れた耐衝撃性を
有しています。�
③強度と剛性のバランスに優れています。�
④PA樹脂とほぼ同等の優れた耐油性・耐薬品性を有し
ています。��
⑤PA樹脂と比較して吸水による物性低下及び寸法変化
を大幅に押さえることが可能です。�
⑥成形流動性に優れる為、大型成形品・薄肉成形品が容
易に成形できます。�
⑦比重の小さい汎用エンジニアリングプラスチックの1
つです。�
��
��
��6.1.2 成形加工性�ザイロンPPE/PS系自動車グレードの成形加工性について以下に示します。�
a. 成形条件�
�
�
�
��� ●ザイロンは,吸水率が低く,加水分解も受け難い特長がありますが,外観不良を未然に防止
するためにも予備乾燥を行って下さい。�
●ホッパードライヤーあるいは熱風循環式の箱型乾燥機内で乾燥して下さい。箱型乾燥機を用
いる場合にはペレットを20~30mmの厚みにすると効果的です。�
●8時間以上の長時間乾燥は,有彩色の変色等が起こりますので避けて下さい。�
●射出圧力/射出速度 �
おのおのを独立にコントロールすることが難しいので射出率(cm3/sec)をコントロールす
ることをお薦めします。射出率は大きい方が望ましいですが,外観要素と組合わせて調整す
る ことが肝心です。射出率が50%以下となる場合には金型デザインの見直しが必要となり
ます。�
●スクリュー回転数/背圧 �
あまり高めにすると内部発熱により樹脂温度が上がりすぎる場合があります。�
b. 成形上の留意点 �
●防錆剤,離型剤 �
金型の防錆剤は成形前に充分除去して下さい。また,やむなく離型剤を用いる場合でも最小
限の使用に止めて下さい。なお,防錆剤とザイロンとの接触は,クラックの原因となる可能
性がありますのでご注意下さい。�
●シリンダー内の滞留�
成形の一時中断や停止する場合には,シリンダー内滞留物をパージして下さい。なお,30分
以上停止する場合には,ザイロンをポリスチレン(GP,HI)で置換することをお薦めしま
す。�
●異樹脂の混合�
ザイロンは,ザイロン(変性PPE樹脂)以外の樹脂との相溶性がありませんので,少量で
も混入しますと剥離や著しい物性低下を招くことがありますので充分に注意して下さい。�
c. 成形流動性�
詳細はPA/PPE系グレード�の章をご参照下さい。�( )�
樹 脂 温 度 �
表-1 成形条件表�
°C 240~290
金 型 温 度 � °C 50~100
乾 燥 温 度 � °C 90~100
乾 燥 時 間 � Hr 2~4
成
形
条
件�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
193192
R
自動車/シート/ブローグレード�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
d. 再生性�
ザイロンはスプール,ランナー,ショートモールド等不良品の再生利用が出来ます。�
但し再生品に油類,ゴミ,塗料,他樹脂等が混入した場合には、外観不良や物性低下を起こすこ
とがあるため充分にご注意下さい。�
また、再生品はバージンペレットと均一に混合して下さい。�
図-2に再生による物性の変化を示します。適正な再生率は、実成形品の物性を判定することに
より決定されることをお勧め致します。�
�
6.1.3 機械的特性� ザイロンX0715, X5516の諸物性の温度依存性を以下に示します。�
図-1 スパイラルフロー値と成形温度の関係�
70
厚み 3.0mm�巾 10mm�射出圧力 114MPa�
金型温度 80℃�
50
30
10240 260
スパイラルフロー値(cm)�
成形温度(℃)�
280 300 320
X0715
図-2 再生回数と引張り特性の関係�
100引張り強さ�
伸び�
60
80
40
20
00 2
保持率(%)�
再生回数(回)�
4 6 108
X0715,X0718,X5516
再生比率�(20%,50%)�再生比率�(20%)�
再生比率�(50%)�
図-3 曲げ弾性率の温度依存性�
2500
1500
10000 20 40 60 80
曲げ弾性率(MPa)�
温 度(℃)�
100
X0715
X5516
図-4 照射時間と引張り特性の関係�
100
伸び(グレー)�
伸び(黒)�
試験機:サンシャイン・ウェザオ・メーター�
60
80
40
20
00 200 400 600 800
保持率(%)�
照射時間(Hr)�
X0715
引張り強さ�(グレー, 黒)�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
195194
R
自動車/シート/ブローグレード�
6.1.4 耐油・耐薬品性� ザイロン自動車グレードの耐油・耐薬品性を以下に示します。�
PPE/PS系グレードは、水を媒体とする酸,無機塩類の水溶液系には比較安定しておりま
すが、芳香族系炭化水素,ハロゲン化炭化水素には溶解もしく膨潤します。油,アルコール類に
対しては耐性はありますが、実用時の歪みレベルによって異なりますのでご注意下さい。�
PA/PPE系グレードは、PA樹脂とほぼ同等の優れた耐油・耐薬品性を有しています。�
6.1.5 二次加工性�a. 塗装性�
ザイロン自動車グレードは、塗装性に優れており塗料との密着性は良好です。�
塗装方法としては、プラスチック一般に使用されている塗装(オフライン塗装)と、自動車ボ
ディーなどに適用されている高温焼き付け塗装(オンライン塗装:PA/PPE系グレードの場
合)の2種類の方法が可能です。�
オフライン塗装の場合の塗料としては、アクリルラッカー,2液のアクリルウレタン系塗料が
適しています。一般には特にプライマーを必要としませんが、プライマーを用いることも可能で
す。�
PPE/PS系グレードについては、変性PPE樹脂用塗料、PA/PPE系グレードについ
ては、PA/PPE樹脂用塗料または、PA樹脂用塗料をご使用頂くことをお勧め致します。�
また、塗装前に、成形品のホコリや油脂類を除く脱脂処理を行なうことをお勧め致します。(エ
タノール、イソプロピルアルコールでの脱脂処理が好適です)�
なお、テストピースと実成形品とで塗装性が異なる場合がありますので、ご使用の塗料メーカー
とシンナーの配合等について充分にご相談下さい。�
以下にザイロン自動車グレードに使用されている塗料の一例を示します。�
メーカー� PPE/PS系� PA/PPE系
藤 倉 化 成� レクラック #250
ポリナール No.836
ソフレックス No.5300
プラネット PH-3 プラネット PH-4
�
レクラック #440H
プライマック 1700(プライマー)
大 橋 化 学�
関西ペイント�
オリジン電気�
日 本 油 脂�
歪み� 0% 0.4% 0.8% 0% 0.4% 0.8%
PPE/PS系グレード�
表-2 自動車グレードの耐薬品性�
PA/PPE系グレード�
○�
SW�
○�
○�
○�
○�
SW�
○�
○�
○�
SW�
○�
○�
○�
○�
SW�
CK�
○�
○�
SW�
CK�
CK�
CK�
CK�
SW�
CK�
○�
○�
○�
○�
○�
○�
○�
○�
○�
SW
○�
○�
○�
○�
○�
○�
○�
○�
SW
○�
○�
○�
○�
○�
○�
○�
○�
SW
ウォシャー液�
ガソリン�
白灯油�
軽 油�
ブレーキオイル�
エンジンオイル�
シンナー�
防錆剤�
25% H2SO4
○:異常なし SW:膨潤 CK:クラック発生�
�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
197196
R
自動車/シート/ブローグレード�
c. 再生性�
ザイロンシートグレード及びブロー�
グレードは、成形時に発生するバリ,�
ショートモールド等不良品の再生利用�
が出来ます。 �
但し再生品に油類,ゴミ,塗料,他�
樹脂等が混入した場合には、外観不良�
や物性低下を起こすことがあるため充�
分にご注意下さい。 �
また、再生品はバージンペレットと�
均一に混合して下さい。�
�
����6.2.3 機械的特性� ザイロンX9653の曲げ弾性率の�
温度依存性を以下に示します。�
������������6.2.4 耐油・耐薬品性� ザイロンシート及びブローグレードは、水を媒体とする酸,無機塩類の水溶液系には比較安定
しておりますが、芳香族系炭化水素,ハロゲン化炭化水素には溶解もしく膨潤します。油,アル
コール類に対しては耐性はありますが、実用時挙動については歪みレベルによって異なりますの
でご注意下さい。影響不明の薬品を使用される場合は、事前にご相談下さい。�
�
図-6 曲げ弾性率の温度依存性�2500
1500
5000 20 40 60 80 100
曲げ弾性率(MPa)�
温 度(℃)�
X9653
図-5 衝撃強さ保持率と再生回数の関係�
100
70
40
50
60
80
90
0 1 2 3 4 5
保持率(%)�
再生回数(回)�
6.2 シート/ブローグレード�6.2.1 はじめに� ザイロンシートグレード及びブローグレードは、耐熱性,耐衝撃性等優れた機械特性に加え、
シーティング性/真空成形性及びブロー成形性を付与したグレードであり、自動車のエアロパー
ツ類(サイドシェルプロテクター,フロントスポイラー,エアースポイラー等)を中心とした大
型成形品にに対応することが出来ます。�
なお、ザイロン一般グレードに対してのブロー/シート成形性につきましては、お問い合わせ下さい。�
ザイロンシートグレード:X9563�
ザイロンブローグレード:X0700�
6.2.2 成形加工性�ザイロンPPE/PS系自動車グレードの成形加工性について以下に示します。�
a. 成形条件�
�
�
�
�
�
�
�
●8時間以上の長時間乾燥は,有彩色の変色等が起こりますので避けて下さい。 �
●スクリュー回転数 �
余り高めにすると内部発熱により樹脂温度が上がりすぎる場合があります。 �
b. 成形上の留意点 �
●防錆剤,離型剤 �
金型の防錆剤は成形前に充分除去して下さい。また,やむなく離型剤を用いる場合でも最小
限�の使用に止めて下さい。なお,防錆剤とザイロンとの接触は,クラックの原因となる可
能性がありますのでご注意下さい。 �
●シリンダー内の滞留 �
成形の一時中断や停止する場合には,シリンダー内滞留物をパージして下さい。なお,30
分以上停止する場合には,ザイロンをポリスチレン(GP,HI)で置換することをお薦め
します。�
●異樹脂の混合 �
ザイロンは,ザイロン(変性PPE樹脂)以外の樹脂との相溶性がありませんので,少量で
も混入しますと剥離や著しい物性低下を招くことがありますので充分に注意して下さい。�
樹 脂 温 度 � °C 240~280
金 型 温 度 � °C 50~100
乾 燥 温 度 � °C 90~100
乾 燥 時 間 � Hr 2~4
成
形
条
件�
�
表-1 成形条件表�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�
面衝撃強さ�
X9653
IZOD衝撃強さ�

<変性ポリフェニレンエーテル樹脂>�
199198
R
自動車/シート/ブローグレード�
6.3 物性一覧表� ザイロン自動車グレード/シートグレード/ブローグレードの代表的なグレードの基礎物性を �
以下に示します。�
�
�
項 目�
主 な 用 途�性質 �
物理的�
�
機械的性質�
�
熱的性質�
�
単 位�試 験 法� 条 件�
比 重 �
吸 水 率 �
荷 重 た わ み 温 度 �
成 形 収 縮 率 �
線 膨 張 係 数 �
燃 焼 性 �
引 張 り 強 さ �
伸 び ( 破 断 ) �
曲 げ 強 さ �
曲 げ 弾 性 率 �
�
アイゾット衝撃強さ�
�
ロックウェル硬さ�
テ ー バ ー 摩 耗 �
ASTM D 792�
ASTM D 570�
ASTM D 648�
ASTM D 955�
ASTM D 696�
UL94 �
ASTM D 638�
ASTM D 638�
ASTM D 790�
ASTM D 790�
�
ASTM D 256�
�
ASTM D 785�
ASTM D1044�
�
%�
°C�%�
mm/mm/°C��
MPa�
kg/cm2�
%�
MPa�
kg/cm2�
MPa�
kg/cm2�
J/m�
kg・cm/cm�
J/m�
kg・cm/cm�
�
mg
23°C�23°C 50% RH 24 Hr�
1.82MPa�
–30°C~65°C�1.6mm厚�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
23°C 50% RH�
6.4mmノッチ付き23°C�
6.4mmノッチ付き-30°C�
Rスケール�
CS17 9.8N
X0708
1.06�
0.09�
109�
0.6~0.8�
7.5×10-5�
HB相当�
39�
400�
70�
56�
570�
1860�
19000�
290�
30�
118�
12�
-�
-�
X0715
1.05�
0.09�
113�
0.6~0.8�
7.5×10-5�
HB相当�
43�
440�
70�
60�
610�
1920�
19600�
294�
30�
196�
20�
34�
110
X0718
PPE/PS系� PA/PPE系�
シートグレード�ブローグレード�
1.06�
0.09�
115�
0.6~0.8�
7.5×10-5�
HB相当�
44�
450�
60�
65�
660�
2090�
21300�
176�
18�
98�
10�
30�
110
X0722
1.05�
0.09�
120�
0.6~0.8�
7.5×10-5�
HB相当�
47�
480�
50�
67�
680�
2110�
21500�
245�
25�
118�
12�
30�
113
X5516
内装部品� 内装部品� 内装部品� 内装部品� 外装部品� 車輌外装部品�車輌外装部品�
主な用途�車輌外装部品�電装部品�
1.06�
0.08�
115�
0.6~0.8�
7.5×10-5�
HB相当�
47�
480�
80�
63�
640�
2110�
21500�
274�
28�
118�
12�
35�
110
A0501,A0100,�X9830,�
AG511,AG512�↓�
PA/PPEグレードの�章をご参照下さい。�
X9653
1.07�
0.10�
110�
0.5~0.7�
-�
HB相当�
41�
420�
90�
57�
580�
1800�
18400�
353�
36�
176�
18�
-�
-�
1.06�
0.10�
110�
0.6~0.8�
7.5×10-5�
HB相当�
41�
420�
60�
70�
710�
2120�
21600�
196�
20�
108�
11�
110�
-�
X0700
これらの物性は、定められた試験法に基づいて得られた代表値であり、個々の用途のグレードを�選ぶ目安としてご参照下さい。なお、これらの数値は物性改良のため変更することもあります。�
自動車グレード�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
R
201�
�
成形品の設計基準�
7.1 はじめに………………………………………………………2027.2 寸法精度………………………………………………………203 7.2.1 成形収縮率……………………………………………203 7.2.2 線膨張係数……………………………………………204� 7.2.3 寸法変化率……………………………………………205�7.3 成形品の肉厚…………………………………………………206�7.3.1 流動性と肉厚………………………………………………206�7.3.2 成形品の強さと肉厚………………………………………2087.3.3 製品設計の注意点…………………………………………2127.3.4 規格上の注意………………………………………………2127.4 抜き勾配………………………………………………………212�7.5 コーナーR……………………………………………………214�7.6 ボスの形状……………………………………………………216� 7.6.1 セルフタッピングのボス形状………………………216� 7.6.2 メタルインサート成形………………………………222� 7.6.3 メタル圧入(プレスフィット)…………………………224� 7.6.4 ボス締結 ………………………………………………228�7.7 リブ……………………………………………………………228� 7.7.1 リブの設計基準………………………………………228� 7.7.2 リブの補強効果………………………………………229� 7.7.3 リブ設計のポイント…………………………………230�7.8 座………………………………………………………………231�7.9 通し孔,孔と孔の間隔………………………………………232�7.10 スナップフィット…………………………………………233�7.11 アンダーカット……………………………………………234�7.12 応力の負荷分布と構造計算式……………………………236�7.13 各種断面形状の断面二次モーメント……………………239�

A:流動方向�
<変性ポリフェニレンエーテル樹脂>�
203202
R
成形品の設計基準�
7.2 寸法精度�7.2.1 成形収縮率� ザイロンの平板成形品に於ける成形収縮率の成形条件依存性を図-1、2に、肉厚依存性を図-3
に示します。�
7.1 はじめに� プラスチックの成形品を設計するにあったっては、使用環境、使用方法等によって設計の重点
ポイントが変わります。たとえば屋内で静置される場合はデザイン面が重視され、自動車の様に
屋外でしかもたえず振動の加わる場合は機能面が重視されます。�
しかし、いずれの場合もコストを考慮し要求性能を満足させたデザイン、樹脂の選択が行なわ
れております。�
そこで成形品設計に必要な特性について述べます。�
特性について大別すると�
1. 機械的特性 ○剛性 ○疲労 ○摩耗 ○クリープ 等�
2. 熱(光)的特性 ○耐候(光)性 ○熱変形 ○難燃 等�
3. 化学的特性 ○薬品、油のストレスクラック作用 等�
4.電気的特性 ○絶縁 ○アーク 帯電防止 等があります。�
要求性能的に大別すると�
1. 耐荷重性 2. 耐熱性 3.耐衝撃性 4. 成形性 5. 接着性 6.塗装性 �
7. 絶縁性 8.着色性 等があります。�
製品設計においては各要因が重複してくるため必要な特性を考慮しながら設計する必要があり
ます。�
例としてTVハウジングで見ると、�
材料決定---剛性、タフネス、耐熱、難燃、外観光沢、着色性、コスト�
↓�
成 形---吸湿性(乾燥)、流動性、寸法安定性、熱安定性�
↓�
二次加工(塗装)---密着性(塗装、印刷、ホットスタンプ)、耐溶剤性�
↓�
組立て---セルフタップ、カシメ、接着、耐薬品性�
↓�
製品検査---絶縁性、耐電防止�
↓�
輸 送---振動�
↓�
家 庭---耐光性、耐薬品性�
以上の様になり、かなりの特性を満足する必要があります。そこで個々の特性についての設計
基準を述べますので成形品設計の参考にしていただきたいと思います。�
図-1 成形収縮率と金型温度の関係�
0.8
0.6
0.4
0.2
0
成形収縮率(%)�
4020 8060 120100
金型温度(℃)�
0.8
0.6
0.4
0.2
0240 260 280
成形温度(℃)�
C・T=260°C(GFグレード:280°C)�厚 み:3.0mmt成形温度 280°C
射出圧力 SSP+1MPa�厚み 2mm �
B:直角方向�流動方向�
A
ピンポイントゲート(2.0φ)�
B
0.8
0.6
0.4
0.2
042 86
厚 み(mm)�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�
300H,300V,300Z�340V,340Z
G702H,G702V
0.1
0.3
0.5
0.7
直角方向�
300H,300V,300Z�340V 340Z
G702H,G702V
500H,500V,500Z�540V 540Z
図-2 成形収縮率と成形温度との関係� 図-2 成形収縮率と厚みの関係�
成形収縮率(%)�
成形収縮率(%)�
1.0
220200 300 320 340
厚み 2mm�射出圧力 SSP+1MPa�金型温度 80°C
500H,500V,500Z�540V,540Z
直角方向�
流動方向�
直角方向�
流動方向�
成形温度 280°C射出圧力 SSP+1MPa�金型温度 80°C
0
0.7
0.5
0.3
0.1
直角方向�
流動方向�
300H,300V,300Z�340V,340Z
500H,500V,500Z�540V,540Z
直角方向�
流動方向�
流動方向�
直角方向�
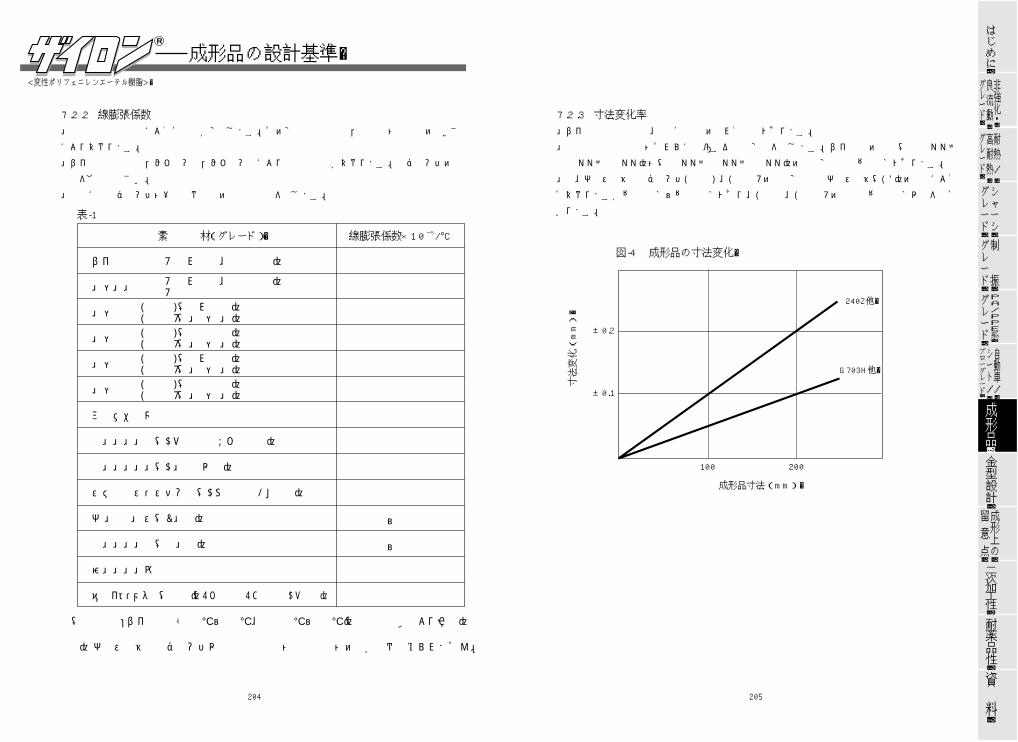
<変性ポリフェニレンエーテル樹脂>�
205204
R
成形品の設計基準�
7.2.3 寸法変化率� ザイロンは寸法精度、寸法安定性の優れた樹脂であります。�
下図は成形品寸法とそれらに対応する寸法変化を示します。ザイロンの平板(200mm×
150mm×3.0mm)と(90mm×50mm×3.0mm)の寸法変化率は±0.1%であります。�
尚、ガラス繊維補強グレードG702H、G702Vの寸法変化率はガラス繊維(GF)の配向によっ
て異なりますが±0.06%~±0.07%であり、G703、G703Vの場合は±0.05%以下を得て
おります。�
7.2.2 線膨張係数� 成形品は環境温度によって寸法が変化します。その変化は線膨張率,温度差と成形品の大きさ
により異なります。�
ザイロンは耐熱性,フィラー量,フィラー種により成形収縮率が異なります。各グレードの物
性表をご参照下さい。�
下記に代表グレードと一般的な金属の線膨張係数を示します。�
図-4 成形品の寸法変化�
±0.2
±0.1
100 200
成形品寸法(mm)�
寸法変化(mm)�
240Z他�
G703H他�
素 材(グレード)�
ザイロン�140V(流れ方向、直角方向)� 8.0
7.5
2.0
5.0
1.5
4.5
2.4
1.9
1.1
1.7
0.5~1.0
0.06~0.4
2.7
2.0
〃 �240V(流れ方向、直角方向)�340V G702H(流れ方向)�G702V( 〃 )�G702H(直角方向)�G702V( 〃 )�G703H(流れ方向)�G703V( 〃 )�G703H(直角方向)�G703V( 〃 )�
〃�
〃�
〃�
〃�
アルミニウム�
真 鍮(Cu 70%/Zn 30%)�
鋼 (C 1%以下)�
ステンレス・スチール(Cr 18%/Ni 8%)�
ガ ラ ス(E 種)�
炭 素(石 墨)�
(測定温度:ザイロンは-30°C~65°C、他は20°C~40°C)(機械工学便覧より引用)�
注) ガラス繊維補強グレード以外は流動方向と直角方向との差が殆ど認められません。�
亜 鉛�
ホワイト・メタル(軸受)(Sn 85%/Sb 10%/Cu 5%)�
線膨張係数×10-5/°C
表-1
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

�
207
図-5 スパイラル・フロー値と肉厚�
70
50
010 2 3 4
厚み(mm)��
スパイラルフロー値(cm)�
巾 10mm�成形温度 240°C射出圧力 105MPa�金型温度 40°C
<変性ポリフェニレンエーテル樹脂>�
206
R
成形品の設計基準�
7.3 成形品の肉厚�・成形品の肉厚は加工時の流動性,寸法安定性と成形品の外観(ヒケ,フローマーク,ソリなど)
及び成形品の物性(耐熱性,強度,剛性)面を加味することが必要であり、成形品の重量のみ
を重視するのではなく、機能上,充分な構造を持つ最小の肉厚構造の選定が望ましい経済的な
設計となります。�
・成形品の肉厚は、2~4㎜tが一般的であり、最小0.8㎜t,最大でも6㎜t以下を基準として
下さい。肉厚が大きすぎるとヒケ,ボイドが発生し安くなります。また、冷却に時間が掛かる
ので、成形サイクルが長くなり,経済的ではありません。�
�
7.3.1 流動性と肉厚�・金型内へ流れる溶融樹脂は流路の曲がり,肉厚変化,分岐などによって圧損失を増し、流れ難
くなるのでL/Tは小さめの値を採用する方が望ましいと言えます。�
・実用時のL/Tは経験値として、係数(F)に下図のスパイラルフローの値を乗じた値が目安
となります。F値は0.3~0.7であります。�
�
�
�
�
�
�
�
・肉厚を変化させる必要が有る場合、Rやスロープ付け徐々に変化させる設計して下さい。�
また、ゲート位置は、肉厚部から薄肉部に流れるような位置を選択して下さい。 �
表-2 スパイラル・フロー・値とL/t(1例)�
グレード�
肉厚�100V�100Z
500V�500H
G702V�G702Z
220V 220Z 300V
1mm 200
300
180
200
150
170
120
150
50
70
-�
95*1
*1�
C・T:290°C
他は�
C・T:260°C�
�
3mm
推奨できる肉厚変化�
B
A
流れ�
A:B=3:1
スロープ�
B
A
流れ�R
図-6 スパイラル・フロー値と肉厚�
100
00.50
G702V, G702H
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�
スパイラルフロー値(cm)�
5
30
200H,220V�220Z,240V�240Z
巾 10mm�成形温度 280°C金型温度 80°C射出圧力 100MPa�� �
1.0 1.5 2.0 2.5 3.0 3.5 4.0
200
300
400
500
厚み(mm)��
300H,300V,300Z�340V,340Z
500H,500V,500Z�540V,540Z
100V,100Z�140V,140Z�

7.3.2 成形品の強さと肉厚� 成形品の物性面では成形品の最大たわみ(或いはひずみ、応力)を限定する場合が多く見受け
られます。この場合、外部より加わる応力の特性と方向性を充分に考慮することが必要でありま
す。�
破壊強さの大きさ�
(大)圧縮強さ>_曲げ強さ>引張り強さ>_剪断強さ(小)�
成形品の設計は外力の方向性と材料強さとの関係を重視して出来るだけ各部が圧縮応力を受け
る様にすることが肝要であります。�
2)成形品の実用例として比較的に多い、曲げ応力に関する強度計算の事例を述べます。�
2)-1)単純支持はり
<変性ポリフェニレンエーテル樹脂>�
209208
R
成形品の設計基準�
図-7 曲げ(たわみ)(ひずみ)と肉厚との関係�
図-7は成形品設計に於いて曲げ応力分布を受ける場合の肉厚を算出するグラフです。�
たわみ(δmm)、ひずみ(ε%)、肉厚(hmm)の3因子中2因子が解ければ他1因子が算
出されます�
W---荷 重�
l ---スパンの長さ�
b---巾�
h---高 さ�
e1,e2---中立軸よりの距離�
M---曲げモーメント�
M=w・L・�
Z---断面係数�
I ---断面2次モーメント�
I=Z・e1(or e2)� E---縦弾性係数 ε---ひずみ�
δ---たわみ σ---応 力�
δ(Max)= =48E・IW・L3
41
e1
e2
bδ�δ�
W
L
δ�単純支持はり�
h
h
σ(Max)=Z
M(Max)�
12・E・e1σL2
δ= ・ =ε�
=100mmとする�δMax 応力�
E 曲げ弾性率�
2
6・h12 e1σ�E
e1=h/2
(δ)�mm
たわみ�
ε=E
σMax
1.0
1.5
ひずみ(ε)�
0.5
00 1 2 3
3.0
b
a
2.0
1.0
厚 み(h)�
4 5 6 (mm)�
(%)�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�
l
l 2l
l

図-8 曲げ強さの温度依存性�
<変性ポリフェニレンエーテル樹脂>�
211210
R
成形品の設計基準�
曲げ強さ、曲げ弾性率は温度によって異なる肉厚を算出する場合には環境温度を充分に考慮す
る必要があります。�
2-(3)肉厚は可能な限り均一化して局部的な肉厚の変化は避けて下さい。肉厚の変化率_<15
%が目安となります。�
[例]変形(たわみ)δ=2.8mm以内、ひずみε=0.5%以下にする為には肉厚(h)が何mm
必要であるか?�
(1)図-7 右・縦軸 δ=2.8のb点と原点(0.0)と結ぶ。�
(2)ひずみε=0.5%と直線b-(0.0)の交点a点を求める。a点の肉厚が求めるh≧3.0mm
であります。�
2-(2)曲げ強さ、曲げ弾性率の温度依存性を示します。�
曲げ強さ(MPa)�
0
20
40
60
80
100
120
140
160
-30 0 30
500H
500V300V220V�220Z
G702V�G702H
温 度(°C)�60 90 120 150
図-9 曲げ弾性率の温度依存性�
曲げ弾性率×10
3 (MPa)�
0
1000
2000
3000
4000
5000
6000
7000
8000
-30 0 30
500V�500H
300V220V
G702V�G702H
温 度(°C)�
60 90 120 150
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
213212
R
成形品の設計基準�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
*詳しくは、金型設計の8.7抜き勾配をご参照下さい。�
7.3.3 製品設計の注意点� 製品の肉厚は均一になるように設計下さい。リブ補強にる薄肉かを図ることや、圧肉のリブを
設ける場合、リブを小さくするか肉盗みを設け事をお勧めいたします。�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
7.3.4 規格上の注意�・UL規格やCAS規格などの燃焼性規格は肉厚により異なりますので、予めご確認下さい。�
�
7.4 抜き勾配� 成形品を金型から容易に取り出すために、抜き勾配を付ける必要がある。�
離型バランスが悪いと、成形品のひずみを増大させ物性を損ない,ソリ,変形などの発生によ
り生産性を低下させる原因となります。製品設計の際に、予め考慮する必要がある。�
抜き勾配は、ノックアウトピンの位置,製品の形状や深さ,シボの深さなどにより変化します。
�
��
通 常 1~2°(形状によっては0.5°程度で可能)�
シボ付き 4~6°�
� シボの深さにより最適抜き勾配を検討する必要があります�
� 抜き勾配:シボ深さ=1°:10μを目安とする。�
リブ構造で薄肉化する�
リブ�
しぼ加工面の抜き勾配�
肉ぬすみをつける�
表-3 抜き勾配�
勾配�1/4° 1/2° 1° 2° 3° 4° 5°
0.11�
0.22�
0.33�
0.44�
0.55�
0.66�
0.77�
0.88�
0.99�
1.10�
1.21�
1.32
0.22�
0.44�
0.65�
0.87�
1.09�
1.31�
1.52�
1.74�
1.96�
2.18�
2.39�
2.61
0.44�
0.88�
1.31�
1.75�
2.19�
2.63�
3.06�
3.50�
3.94�
4.38�
4.81�
5.25
0.87�
1.75�
2.62�
3.49�
4.36�
5.24�
6.11�
6.98�
7.85�
8.73�
9.60�
10.47
1.31�
2.62�
3.93�
5.24�
6.55�
7.86�
9.17�
10.48�
11.79�
13.10�
14.41�
15.72
1.74�
3.50�
5.24�
7.00�
8.74�
10.49�
12.23�
13.98�
15.73�
17.48�
19.22�
20.97
2.19�
4.37�
6.56�
8.75�
10.94�
13.12�
15.31�
17.50�
19.68�
21.87�
24.06�
26.24
**シボ深さと抜き勾配 1°/10μを目安とする。�
高さ�(mm)�
25�
50�
75�
100�
125�
150�
175�
200�
225�
250�
275�
300�
�
成形品�
しぼ加工面�(拡大)�
抜き勾配�
(金型)�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

214
<変性ポリフェニレンエーテル樹脂>�
215
�
R
成形品の設計基準�
7.5 コーナーR� 成形品のコーナー部(シャープエッジ,流れが急激に変化する部分)には、出来るだけ大きな
コーナーRを付ける必要があります。箱形成形品の角,ボス,リブ,スナップフィットの付け根
など、応力集中を避ける必要があります。�
また、成形時の樹脂の流れをスムーズにし、フローマーク,ソリなどの低減に効果があります。
�
��
(1)応力集中係数(Kc)を小さくする�
下図の様に,肉厚(T)とコーナー部Rとの関係からも判るよう通りコーナー部Rが小さいと
応力がコーナー部へ集中します。�
� ・内面コーナー 1.5㎜以上(最小:0.75㎜)�
� ・外面コーナー 0.25~0.75㎜�t
t
R
R
F
R=≧1.0mm
P
��
P D
3.0
2.6
2.2
1.8
1.4
1.00.2 0.4
R/T
応力集中計数(KC)�
0.6 0.80
T
T
ザイロンの曲げ時の�応力集中計数�
ザイロンの引張り時の�応力集中計数�
図-10 応力集中計数�
(2)コーナーRの例�
Rはリブ、ボス等の根元に設ける場合と箱形の様に流動方向を変化させる場合があります。�
�
�
�
�
�
�
コーナーRが適正でない場合成形品外観にヒケ、フローマーク、等の不良現象が生ずることがあ
ります。�
�
�
コーナーR がない場合応力集中点�
になるだけでなく、射出圧力の伝�
達も悪くなることがあります。特�
に大きな成形品、ゲートから遠い�
場合は注意が必要となります。�
�
�
�
�
�
(3)ソリの防止�
流れの急な方向転換を避けRをつけて流れを容易にする。Rを大きくすると変形しやすい平面
部が減少し、総体的に成形品は変形しにくい形となる。�
箱型の変形�
リブ�
R≧0.5 R≧0.5
ボス�
t t
T
倒れる� 補強する�
キャビティ側� コア側が後から�
収縮する�
コアの冷却を�
よくする�
Rをつけて材料の�
充填を楽にする�(a)改良前�
(b)改良後�
R
R'
R'=1.5T�R≧0.8T
流動方向の変化�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
�
R
成形品の設計基準�
�
�
�
�
�
�
�
注1)リブ補強を行えば衝撃強さは向上します。(下図参照)�
注2)ボスの高さは最小限に留めることが望ましい。�
また、ネジの先端が下板に接触しない様に設計して下さい。�
注3)tについては、成形品によってヒケ,ウエルド,フローマークの要因となりますので、�
外観状態と相談しながら選択して下さい。�
�
�
�
�
�
�
�
ボスの倒れ込みの防止,衝撃強さ向上のため、ボスの周りにリブを設ける。�
特にボスが高い場合に有効です。�
�
②ネジの種類�
�推奨できるネジとしては、締結時の歪みの小さいJIS2種(切溝付き)、繰り返し回数及�
�び締結力が良好な日東精工タップ・タイトのPタイトが上げられます。�
�M3を例に取り、ボス肉厚と推奨ネジの関係を表に示します。�
�
�
�
�
�
�
�
�
*ボス肉厚が2.3㎜以下ではボス破壊が起き易くなり、締結歪みも増大するため推奨でき�
るネジはありません。�
7.6 ボスの形状� ボスは成形品の組み合わせや、他部品の締結する場合になどに利用されます。�
締結法には①セルフタップ②メタルインサート③メタル圧入(プレスフィット)による方法が
有り、それぞれの方法よって、ボスのデザインを選定する必要があります。�
不適正な場合ボスにクラックが生じたり、締結力が低下するなどの現象が発生し、成形品の機
能を失う事になります。�
��
ボスの外径が小さすぎる場合・・・・締結力が低下し、締結ひずみにより割れが発生する場合があ
ります。�
ボスの外径が大きすぎる場合・・・・ボス内側にヒケが生じ、締結力が低下する場合があります。�
��
7.6.1 セルフタッピングのボス形状�①ボスの設計�
ボス設計は、ひけ,ボイドの発生や応力集中を起こしやすいため、リブ設計と同じよな配慮を
行って下さい。ボスの基部には、必ずRを付けて下さい。�
下図に推奨するボスのデザインを示します。�
ボスのデザイン�
M-3ネジ�
6.5~7.5�
2.5~3.4�
2D�
t×0.2�
2~4�
D‘ 注1)�
d�
H 注2)�
t 注3)�
T�
M-4ネジ�
8.0~9.0�
3.4~3.6�
2D�
t×0.2�
2~4�
ボス肉厚(㎜)�
<2.3)�
2.3~2.5�
2.5~2.7�
>2.7�
ネジ種類�
なし *�
�JIS2種(切溝付き)�
JIS2種(切溝付き),Pタイト�
JIS2種(切溝付き),Pタイト�
ボスのまわりにリブをつけて倒れを防ぐ�
表-4
表-5
d
d'
0.8~1.3mm
0.5~0.8mm
1.0RR=0.5d'
D'
D
H
t T
216 217
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

表-6
<変性ポリフェニレンエーテル樹脂>�
R
成形品の設計基準�
・ボスキャップ�
ボスキャップを使用する場合、ボスの上に力を加えずに正確にフィットさせて下さい。また、
ネジの長さはネジ径の1.25~1.75倍にして下さい。�
�
④技術データ�
締結力とザイロン各グレード�
�����������③注意事項�
・オイル�
成形品の締結部に、オイルや薬品の接触を避けて下さい。ねじ込み時の発熱や加工時の残留歪
みによりの影響によりクラックが発生する恐れがあります。�
特に、ネジに付着したオイルは洗浄し、またエアー・ドライバーから飛散するオイルなどにご
注意下さい。�
��
・ドライバー�
電動ドライバーは回転数が低くボスへの影響が少なく、また締結力(保圧)時間を設定できる
ので過度な締結を防げます。�
エアー・ドライバーを使用する場合、回転数は1000rpm以下が進められます。�
1000rpm以上では摩擦熱により樹脂が溶融し、タッピングが不能となります。�
��
・しめしろ(Interference)�
しめしろ=(ねじ呼び径)-(下穴径)で、M3,M4のネジでは0.3~0.5のしめしろが適し
ています。�
0.3以下のしめしろでは充分な締結力が得られず、繰り返しタッピングが不可能と成る場合が
あります。また、0.5以上のしめしろでは締結力が増加しクラックの発生原因となることがあ
ります。�
��
・ネジ(はめあい)長さ�
通常のM3,M4タッピングねじ使用では6~10㎜のはめあい長さが必要です。ネジ(はめあ
い) 長さが増大すると引き抜き強さや繰り返しタッピング回数は向上しますが、締結歪みが増
加す るため10㎜程度までとして下さい。�
JIS第2種�
・最も基本的なタップネジ。�
・雌ネジ形状はカット(90°)付主に切削�
�カットなし塑性変形�
・ピッチ24山/インチ(M3)�
・断面形状は外径・谷とも円弧で結ばれたオニギリ型�
・リードが大きく,リード角は45°(2種は60°)�
・雌ネジ形成は主に塑性変形�
・ピッチ20山/インチ(M3),2条�
タップタイト�
�(Pタイト)�
�(日東精工)�
名称(メーカー)� 概略形状� 特 長�
ねじ M3×10(2種切)�
1.8
1.6
2.0
2.2
1.2
1.4
6.5 7.0ボス外径� 7.5 8.0 8.5(mm)�
最大締付トルク(J)�
ボス内径2.5φ�
G702H, G702V
500H, 500V
300H, 300V
220V
図-11 締結力とボス外径�
218 219
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
R
成形品の設計基準�
�����������������������������(1)セルフタッピングにおいてボス外径はボス高さによって大きく取れない場合があります
が、ボス外径が小さくなると締結力が低下するだけでなく、締結歪によって割れが発生す
ることがありますのでM3の場合では6.5φ以下はさけて下さい。�
(2)またボス外径を必要以上に大きくするボス内側にヒケを生じ締結力が低下することがあり
ます。�
締結力の環境依存性�
���������������� 締結力とねじ形状の関係�����������
�
�
�
�
�
�
�
�
図-12 戻しトルクの温度依存性�
ねじ M3×10(2種切)�
○測定手順 (1)最初の締め付け、1J� (2)1時間放置� (3)戻しトルクの測定�
図-13 締結力とねじ長さ�試料 ザイロン500H、500V�
ねじ M3(2種切)�
1.0
0.8
0.6
0.4
0.2
0
1.0
1.4
1.2
1.6
1.8
2.0
2.2
20
8 10 12
30 40 50 60 70 80温 度(°C)�
ねじ長さ(mm)�
G702V, G702H
500H, 500V220V
戻しトルク(J)�
最大締付トルク(J)�
ボス 外径 7.0� 内径 2.5
図-14 締結力とねじ長さ�500V
M3×10 �
2種切ねじ�
1.4
1.2
1.6
1.8
2.0
2.4 2.5 2.6 2.7 2.8
ボス内径(mmφ)�
最大締付トルク(J)�
ボス外径70φ�
220 221
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
R
成形品の設計基準�
③注意事項�
・インサートメタルの予熱�
インサートメタルは、80~100℃に予熱して成形を行う。�
・オイル�
インサートメタルは、脱脂乾燥を行って下さい。また、インサート部にに、オイルや薬品の接
触を避けて下さい。成形時の時の残留歪みによりの影響によりクラックが発生する恐れがあり
ます。�
�④技術データ�
メタルインサートを正常状態で破壊しようとすると、メタルに入れるネジの方が破壊してしま
います。そのため、インサートされたボスを溶剤に(n-ヘプタン)漬浸した場合のボス破壊ト
ルクの一例を示します。�
7.6.2 メタルインサート成形� メタルを樹脂にインサートして締結力を持たせる方法であり、メタルを樹脂では全く性質が異
なることに注意する必要があります。�
①ボスの設計�
一般的なボス形状を次に示します。�
�
�
�
�
�
�
�
�
�
�
�
・ボスの肉厚�
ボスの肉厚を厚くしすぎるとヒケが生じることがあります。肉厚を小さくしすぎると締結力が
低下します。インサートの材質により下記の値を参考に設計してください。�
インサートメタルの材質 �
ボス肉厚�
アルミニウム:インサート直径の0.4以上�
真 鍮 :インサート直径の0.45以上�
鉄 :インサート直径の0.45以上�
②インサートメタル�
1)メタルインサート成形の場合、樹脂とメタル�
の線膨張率が異なるため、下図のように応力�
集中が発生しない形状が望ましい。アルミニ�
ウム,真鍮は線膨張率が比較的大きく、鉄製�
インサートよりもこの点で適しています。�
2)締結力を得るために、ローレット,グルーブ�
をインサートに設ける。ローレットは、応力�
集中を避けるため、ピッチの広いものをご使�
用下さい。�
�
*インサートメタルの底形状が筒状の場合、応力集中を避けるため“Cカット”を付けて下さい。
図-15 ボス破壊トルクとボス外径� 500Vメタル径一定�
M3(真ちゅう)�
外径:5φ�
1.0
1.5
2.0
2.5
9 10 11 12 13 14 15
ボス外径(mmφ)�
ボス破壊トルク(J)�
表-7
d
メタル�
インサートの�エッジを避ける�
ロレットは角まで�付けず、ピッチの�広い物を使用。�
グループ�シャープ�コーナーを�避ける�
Rをつける�
最小肉厚 3/4D程度�D
D1
D2
HT
M-3 M-4
M-3 M-4
5 6D2
>_8.5 >_10D1
d
T 2~4 2~4
222 223
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
R
成形品の設計基準�
②圧入代の計算�
δ(mm):圧入代(Ds-Di)�
� Ds(mm):軸直径�
Di(mm):ボス内径�
Dh(mm):ボス直径�
� S(MPa):ザイロンの設計応力(引張り強さ安全率2~3)�
� E(MPa):ザイロンの引張り弾性率(曲げ弾性率で代用)�
� Es(MPa):軸の引張り弾性率�
� ν:ザイロンのポアソン比(非強化系:0.36,強化系:0.35)� � νs:軸のポアソン比�
W :形状係数 =(Dh2+Ds2)/(Dh2-Ds2)�
A ザイロン製軸とザイロン製ボス���� S・Ds 1� �δ= ───(1+──) �� Ε W �
B 金属製軸とザイロン製ボス���� S・Ds ν� �δ= ─── (1+──) �� Ε W �
C 異種材料製軸とザイロン製ボス���� S・Ds W+ν 1-νs� �δ= ───{(───)+( ─── )} �� W E Es�
③抜去力の計算�
� F = μ・P・A(抜去力F:N)�
� μ:軸とボスとの摩擦係数�
� P:軸とボスとの接触面圧(MPa)�
� A:軸とボスとの接触面積(m㎡) *A=π・Ds・L *P=δ・E/(W+ν)�④圧入方法�
a.冷間圧入(エクスパッション・インサート)�
超音波インサートに比べ高い強度は得られま�
せんが、簡単な作業でインサート出来ます。�
ボス外径はインサート径の2.5倍以上にし、�
下穴径はインサート径に等しくなるように設�
計して下さい。�
b.超音波インサート�
他の圧入方法に比べ、高い結合力が�
得られ、残留歪みが少ない方法です。�
正確な設計と加工条件�
で行って下さい。�
7.6.3 メタル圧入(プレスフィット)� メタル圧入は材料のクリープ特性を利用した組立方法で、長時間後の保持力が良好です。�
圧入方法には①冷間圧入②加熱圧入③超音波圧入などがあり、ひずみの残り方も異なります。
ザイロンは締結特性の優れた材料でありますが、冷間圧入は避け、かつ圧入メタルの脱脂乾燥を
お願いします。�
��
①ボスの設計�
�
�
�
�
�
�
�
�
�
�
�
圧入メタルデザインは、出来るだけボスに歪みが残らないデザインを選定して下さい。�
結合力は圧入代に比例しますが、樹脂にかかる応力も大きくなり許容範囲を超えると割れが発
生する場合があります。�
�
�
�
�
�
�
�
�
�
圧入モデル�
表-8
d
メタル�
発生応力�
σ�
Dhφ�
Diφ�
L
Dsφ�
ザイロン製ボス�
D1
D2
Ht
軸�
T
M-3 M-4
M-3
メタル高さ� メタル高さ�
2~4 2~4
T×0.1~0.5 T×0.1~0.5
M-4
5 6D12メタル外径�
D12(ー0.05~0.1)�D12(ー0.05~0.1)�
>_8.5 >_10D1
D2ボス内径�
d
H
T
t
224 225
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�
○�
○�
○�

<変性ポリフェニレンエーテル樹脂>�
R
成形品の設計基準�
�
��
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
c.高周波インサート�
誘道加熱コイルで、インサートメタルを樹脂の溶融温度まで加熱し、挿入するものです。�
温度制御が簡単で、短時間(20sec程度)に加熱でき作業性に優れ、残留歪みが少なく高い
結合力が得られる方法です。加熱温度は250~320℃が目安ですが、製品形状やグレードによ
り異なりますので、実機で条件の検討をお願いいたします。�
�
�
�
�
�
�
�
��
�
�
�
�
�
d.熱インサート�
熱インサート機で、メタルを樹脂の溶融温度まで加熱し、挿入するものです。サイクルが短く(2
~8sec程度)作業性に優れ、残留歪みが少なく高い結合力が得られる方法です。�
加熱温度は250~320℃が目安ですが、製品形状やグレードにより異なりますので、実機で
条件の検討をお願いいたします。�
④注意事項�
・オイル�
インサートメタルは、脱脂乾燥を行って下さい。また、インサート部に、オイルや薬品の接触
を避けて下さい。圧入時の残留歪みの影響によりクラックが発生する恐れがあります。�
⑤技術データ�
高周波インサート概略図�
インサートメタル�
シャフト SUS303製�
ボス成形品�ザイロン240V
ボス穴内径�(ストレート)�A φ2.99~2.97�B φ2.98~2.96�C φ2.96~2.94�D φ2.95~2.93
φ2.992~2.997
φ0.7
R0.2C0.2
加圧力(0.3~0.4MPa)�
誘導加熱コイル�
0.075~0.25mm
ABCD
圧入力�
圧入力・抜去力 (N)�
図-16 初期 圧入力・抜去力
300
200
100
0抜去力�
ABCD
1 10 100
放置時間 Hr
抜去力 (N)�
図-17 抜去力 の経時変化(23°C)�
300
200
100
01000
ABCD
1 10 100
放置時間 Hr
抜去力 (N)�
図-18 抜去力 の経時変化(60°C)�
300
200
100
01000
226 227
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
R
成形品の設計基準�
7.7.2 リブの補強効果� (例)たわみ量とリブ高さ、リブとの関係���������� 計算の一例� W:1(kg) L:100(mm) a13.0(mm) a2:リブ高さ(mm)� b1:10(mm) b2:リブ巾(mm)��
7.6.4 ボス締結�7.7.1 リブの設計基準�
(1)セルフタッピング、メタルインサートおよびメタル圧入いずれも応力集中点になり易い
ため、油、薬品等の接触はさける必要があります。�
(2)いずれの方法でも締結部に間隙はなくすことが重要です。�
またネジ先端は基板へ届かない様にして下さい。�
�
�
�
�
�
�
(3)ボス部表面にヒケ、フローマーク、ウェルド等が発生する場合があり、ボスデザイン(穴
深さ)、成形条件等での検討をお願いします。�
�
7.7 リブ�7.7.1 リブの設計基準�
リブは①耐荷重性②ソリ防止など補強効果に有効です。また、材料の充填過程で、サブランナー
の役割を果たし、樹脂を流れ安くします。�
しかし、リブの部分は、ひけ,ボイドが発生し安くなります。リブの厚みは基盤の約50~70
%を目処にし、厚みを十分大きく出来ない場合は、数を増やす設計をして下さい。�
また、応力集中を避けるために、リブの根本にはRを設けて下さい。�
�
リブを小さくする�
悪い例�
隙間�
良い例�
T
t 1
L
W
t 1=T ×(0.5~0.7)�
R'≒--�
R≧0.5
R
R'
H
1°~2°
41
b2
b1
a2
a1
図-19 リブ寸法とたわみ量の関係� a2:リブ高さ�
b2:リブ巾�
a2 変化�
b2 2.0
a2 5.0�
b2 変化�1
0
2
3
4
5
10 2 3 7 84 5 6
リブの寸法(a2・b2)(mm)�
たわみ量(mm)�
228 229
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
R
成形品の設計基準�
7.8. 座� 一般に座を設ける目的は締結時の応力を分散することにあり、開孔部に設けるのが一般的です。
�
座を設けない場合締結応力、外部応力によってクラックおよび割れが発生することがあります。
�
一般的なデザインを以下に示します。�
�
�
�
�
�
�
座に設ける場合Tとの差が大きいとヒケ、フローマーク等が発生することがあります。�
なお、締結用ネジについては平ネジを使用し、出来ればワッシャーによって応力分散させると
より効果的です。�
7.7.3 リブ設計のポイント� リブの構造的な補強効果を最大限に発揮させるために応力分布,リブの構造,リブ断面の形状,
環境温度などを充分に考慮する必要があります。下記の章を参考に設計して下さい。�
��
� ・7.12 応力の負荷分布と構造計算式�
� ・7.13 各種断面形の断面二次モーメント�
�
�
�
B
皿ビス�
悪い例�
座の効果�
(引張)�
平ビス�
良い例�
A T
T
T
P
PP
(W-φ2)Tσo =
[例]�
座なしの場合 開孔部の応力 σ1= である。�
座有りの場合 開孔部の応力 σ2=�
座の効果 σ2<σ1
φ2
φ1
t
φ2W
T Pφ2
φ1φ3
表-9
A
T
B
t
孔�
2~4
2A~3A
0.5~1.0
P(W-φ2)T
P(W-φ2)(T+t)�
σmax
σ2
(応力集中係数)�
K f = 2~3である。�
230 231
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
R
成形品の設計基準�
7.10. スナップフィット� 材料の剛性とバネ特性を利用した部品の組立方法であり、最も簡単で経済的です。ε設計に関
しては、下記の点にご注意下さい。�
�� 1)ザイロンの瞬間・最大ひずみ(εmax)は、白化点以下にして下さい。�
� <白化点> 一般グレード 6%以下�
� 強化グレード 4%以下�
�� 2)スナップフィットで組立後はひずみ(ε%)を零になるようにして下さい。�
�� 3)応力集中を避けるため、コーナー部にRを充分に設けて下さい。�
� σmax=Kf×σ0 εmax=Kf×ε0�
��
��
7.9. 通し孔,孔と孔の間隔� 通し孔を設けるにあたり成形品端面に近い場合、また通し孔の間隔が狭い場合締結応力、外部
応力によってクレージングまたは割れが発生することがあります。適正な距離をとる必要があり
一般的なデザインを以下に示します。�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
孔の場合ゲートと反対側にウェルドが生じるため、外部応力に応じてL1、L2、L3の安全率を
とる必要があります。�
�
開孔部の応力 σ0= =�
�
孔間隔L1、L2、L3は大きい程開孔部にかかる応力が小さくなるので割れにくくなります。�
* 1 2L1は一例でありL1+L3、2L3、2L2、の夫々を適宜算入します。�
座(t)�T
L2
L3
L1
P
(引張)�
φ3φ2
L
h
δ�
R
b
D d Mr
表-10
片持はり構造をもつスナップ・フィットの設計図�
図-20 応力集中係数(Kf)とr/dの関係�
(mm)�
L1
L2
L3
T
φ2<φ3
>φ3
>φ2
>φ3×2
2~4
[( +φ2)-φ2]T
P
2L1*1
2L1×T
P
1.0
1.2
1.4
1.6
1.8
2.0
2.2
2.4
2.6
2.8
0 0.02 0.02 0.06 0.08 0.10r/d
0.12 0.14 0.16 0.18 0.20 0.22 0.24 0.26 0.28 0.30
D/d=
1.021.03
1.041.05
1.11.21.3
236
1.01
M曲げ応力�
Ι(断面2次モーメント)= bh312
1
σ0(応力)=δ =ε・E2L23E・h
ε0(ひずみ)= ・ ・h2
3
L2δ�
232 233
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
R
成形品の設計基準�
・構造上アンダーカットが必要な場合、金型構造(スプリプトピン,スライドコアなど)で処理
して下さい。(金型設計の章をご参照下さい。)�
��
・円形アンダーカットは、次式で表されます。�
��
� Sr1 L+ν�� △l= ──── × ────�� E L��� � D0
2+D12�
�L = ───────�� D0
2-D12�
��
�△l:アンダーカット量(mm)�
�Sr:実用応力(MPa)�
� E:曲げ弾性率(MPa)�
� D1:内径(mm)�
� D0:外径(mm)�
�ν:ザイロンのポアソン比(非強化系0.36,強化系0.35)�
7.11. アンダーカット� ザイロンの成形の際、アンダーカットの構造は下図のように極力避けて設計して下さい。�
�
h
h'
(A)横穴がアンダー�
カット部となる。�
(B)設計を変更してアンダー�
カット部を除去する。�
(A)内部に突起部分(アンダー�
カット)がある。�
(B)底面に突起部分の高さ(h)より�
やや広い幅(h')をもつ角穴を設�
けてアンダーカットを取り除く。�
横穴のアンダーカットを除去した例�
内側の突出部分のアンダーカットを取り除く�
234 235
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
R
成形品の設計基準�
�7.12 応力の負荷分布と構造計算式� 応力比例限度の範囲内では、金属と同じ様に、一般の材料力学の公式が適用できます。�
�
断面形状�
一般�
最大変形量Y 最大応力S 最大たわみ率γ�断面二次�モーメント�
断面形状�Z
I
12bd3I=
ZTP
両持梁�両端自由端�中心荷重�
L
d
d2d1
2a
2b
d
b
hh 12h4I=
6bd2Z=
122h3Z=
64
4
πd4I=
π�I= a3b
64π�
I= (d24-d14)�
32πd3Z=
32d2π(d24-d14)�Z=
4πa2bZ=
48EIPL3Z=
384EI5pL4
Y=
4db3EPL3Y=
4h4EPL3Y=
3πh4E πd34PL3Y=
3π(d24-d14)E4PL3Y=
12πa3bEPL3Y=
2db23PLS=
3PLS=
L26dYγ=
4ZPL
PL348IY
ZL212IY
ZMS= =
4ZPL
ESγ= = ・ =
384YIZL248IY
8ZpL2
ESγ= = ・ =
2h3
8PLS=
πa2bPLS=
π(d24-d14)�8PLd2S=
12hYγ=2L2
6dYγ=L2
6d2Yγ=L2
12aYγ=L2
一般� I Z
12bd3I=
YP
両持梁�両端自由端�均等荷重�
L
d
d2d1
2a
2b
d
b
hh 12h4I=
6bd2Z=
122h3Z=
64
4
πd4I=
π�I= a3b
64π�
I= (d24-d14)�
32πd3Z=
32d2π(d24-d14)�Z=
4πa2bZ=
32bd3E5pL4
Y=
32h4E5pL4
Y=
6πd4E5pL4
Y= πd3
6π(d24-d14)E5pL4Y=
96πa3bE5pL4Y=
4db23pL2
S=
8ZpL2
ZMS= =
3pL2S=
5L224dYγ=
2h32 54pL2
S=
2πa2bpL2
S=
π(d24-d14)�4pL2dS=
48hYγ=2L2
24dYγ=5L2
24d2Yγ=5L2
48aYγ=5L2
192EI5PL3Y= PL3
192IYZL224IY
8ZPL
ESγ= = ・ =一般� I Z
12bd3I=
YP
両持梁�両端固定端�中心荷重�
L
d
d2d1
2a
2b
d
b
hh 12h4I=
6bd2Z=
122h3Z=
64
4
πd4I=
π�I= a3b
64π�
I= (d24-d14)�
32πd3Z=
32d2π(d24-d14)�Z=
4πa2bZ=
16bd3EPL3Y=
16h4EPL3Y=
3πd4EPL3Y=
πd3
3π(d24-d14)EPL3Y=
48πa3bEPL3Y=
4db23PLS=
8ZPL
ZMS= =
3PLS=
L212dYγ=
2h32 �4PLS=
2πa2bPLS=
π(d24-d14)�4PLd2S=
24hYγ=2 L2
12dYγ=L2
12d2Yγ=L2
24aYγ=L2
表-11 梁の計算式�
断面形状�
一般�
最大変形量Y 最大応力S 最大たわみ率γ�断面二次�モーメント�
断面形状�Z
I
12bd3I=
ZT
d
d2d1
2a
2b
d
b
hh 12h4I=
6bd2Z=
122 h3Z=
64
4
πd4I=
π�I= a3b
64π�
I= (d24-d14)�
32πd3Z=
32d2π(d24-d14)�Z=
4πa2bZ=
384EIpL4
Z=
3EIPL3
Y=
32db3EpL4
Y=
32h4EpL4
Y=
6πd4E 3πd3pL4
Y=
6π(d24-d14)EpL3
Y=
96πa3bEpL4
Y=
2bd2pL2
S=
pL2S=
L216dYγ=
12ZpL2
pL4384IY
ZL232IY
ZMS= =
pL2
ESγ= = ・ =
PL33YI
ZL23IY
ZPL
ESγ= = ・ =
2h38pL2
S=
3πa2bpL4
S=
3π(d24-d14)�8pL2d2
S=
32hYγ=2 L2
16dYγ=L2
16d2Yγ=L2
32aYγ=L2
一般� I Z
12bd3I=
片持梁�先端荷重�
d
d2d1
2a
2b
d
b
hh 12h4I=
6bd2Z=
122 h3Z=
64
4
πd4I=
π�I= a3b
64π�
I= (d24-d14)�
32πd3Z=
32d2π(d24-d14)�Z=
4πa2bZ=
bd3E4PL3Y=
h4E4PL3Y=
3πd4E64PL3Y= πd3
3π(d24-d14)E64PL3Y=
3πa3bE4PL3Y=
bd26PLS=
ZPL
ZMS= =
12PLS=
2L23dYγ=
2 h332PLS=
πa2b4PLS=
π(d24-d14)�32d2PLS=
3hYγ=2L2
3dYγ=2L2
3d2Yγ=2L2
3aYγ=L2
8EIpL4
Y= PL48IY
ZL24IY
2ZpL2
ESγ= = ・ =一般� I Z
12bd3I=
d
d2d1
2a
2b
d
b
hh 12h4I=
6bd2Z=
122h3Z=
64
4
πd4I=
π�I= a3b
64π�
I= (d24-d14)�
32πd3Z=
32d2π(d24-d14)�Z=
4πa2b
p:単位長さ当たりの荷重 E:弾性係数 M:最大曲げモーメント L:スパン間隔�
I:断面二次モーメント Z:断面係数 Y:最大変形量 S:最大ファイバー・ストレス γ:最大たわみ率 P:荷重�
Z=
2bd3E3pL4
Y=
2h4E3pL4
Y=
πd4E8pL4
Y=πd3
π(d24-d14)E8pL4Y=
2πa3bEpL4Y=
db23pL2
S=
8ZpL2
ZMS= =
6pL2S=
2L24dYγ=
2h3 �16pL2
S=
πa2b2pL2
S=
π(d24-d14)�16pL2d2S=
4hYγ=2L2
2dYγ=L2
2d2Yγ=L2
4aYγ=L2
P
両持梁�両端固定端�均等荷重�
L
YPL
片持梁�先端荷重�
YP
L
236 237
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�
PL4
12Z

<変性ポリフェニレンエーテル樹脂>�
R
成形品の設計基準�
7.13 各種断面形の断面二次モーメント�表-14 各種断面形の性質 �面積A、断面二次モーメントI、断面係数Zおよび断面二次半径k�
�
�表-12 円板、円筒の計算式�
表-13 コイルスプリングの計算式�
μ:ボアソン比 D:単位面積当りの荷重(内圧) S:最大応力 Sh:フーブ・ストレス Sz:軸方向の応力 �Y:最大変形量(円筒の場合は半径の増加量) P:圧力�
Y:変形量 N:有効巻数 P:軸荷重 D:コイル中心径 G:横弾性係数 E:縦弾性係数 d:線径 �μ:ボアソン比 Ss:剪断応力�
最大変形量Y状 態� 最大応力S 最大たわみ率γ�
16Et33pR4(1-μ4)�
Y=8t2
3pR2(1+μ)�S=
8t23pR2(1+μ)�
8t23pR2(3+μ)�
S=
tpR
S=
16Et33pR4(5-4μ-μ2)�
Y=
ER
Y= μ�pRt2(1- )�
ESγ= = =・�
3pR4(1-μ2)�16t3Y
(1-μ)R22tY
8t23pR2(3+μ)�
ESγ= = =・�
3pR4(5-4μ-μ2)�16t3Y
(5-4μ-μ2)R22(3+μ)tY
ESh-μSz Sh Y
ESh
2π�
ES
γ= = = = =RY
(1- )� 2μ�(1- )�
R Sh2μ�(1- )�
tP
P
R均等な荷重を受ける円板�(周辺固定)�
均等な荷重を受ける円板�(周辺自由支持)�
内圧を受ける薄肉円筒�
R
R
t
t
変 形 量 Y状 態� 剪断応力Ss た わ み 率 γ�
Gd48NPD3
Y=
2(1+μ)�E
G=
πd28PD
Ss=k
4C-44C-1
k= +
dD
c=
C0.615
πd38PD
8NPD3d4
GSs
γ= = K =・�πND2Kd
コイル・スプリング�(円形断面)�
h
A
1
2
3
4
5
6
7
8
断 面 形�番号� Z k2
h2
Z2= bh2,Z2= bh2121
121
I
b
h
h
h
b
h2h1
h1
b
h2
b
h2
h2h2
h1
h2h2
e1
e2
12
k=0.289h
1bh2
b(h2-h1)� b(h23-h13)�
61
bh2bh 121
121
121
b(h23-h13)�h26
1
(h24-h14)�h26
1
h24-h14
h2
h23-h13
h22-h12
h22-h12
h2
(h22+h12)�(h24-h14)�
121(h24-h14)�
121h4
121bh 36
1bh3
b2=2.60b2
181h2
h2 121h4 12
1h26
1h3
121h212
√2h3
12√2
2√3
23√3
b4=0.5413b4165√3
�
h2-h1121
121
(h22+h12)�
(k=0.236h)�
245b2
(k=0.456b)�
121
e1= h,e2= h
e= b=0.866b
85Z= b3=0.625b3
32
31
238 239
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
R
成形品の設計基準�
��� �
b
he1
h1
h1
h1 h1h2b1
b2
b
b12
r
h2 h2
h2
A
9
10
正 多 角 形�n=辺の数�a=辺の長さ�r2=外接円の半径�r1=内接円の半径� 軸は上記の八�(角形と同様 )�
11
12
13
14
15
16
断 面 形�番号� Z k2I
b2=2.60b2e=b
2.8284r2 0.6906r30.2256r2
(� )�23√3 b224
5b4=0.5413b4
(k=0.456b)�
(k=0.475r)�
(nが大きいとき)�
165√3
6=0.6381r4
r41+2√2
b3=0.5413b3165√3
nar121
121
121
(6r22-a2)�24=
e1=Z1=
h
≒�
×(12r12+a2)�
A
312b+b13b+2b1
(6r 22-a2)�241r2cosπ/n
I4
Ar2
48A
(� )�b +b1h 21
36(2b+b1)�6b2+6bb1+b12
b2h2-b1h1
b1h1+b2h2
b1h1+b2h2
b1h1+b2h2+b3h3
b12
b12
b1
b12
b22
b12
b12
b12
b3
b2 b2b22
b1 e1e2
b3 b3
b2 b2
b1b1
h2 h2
h2 h2
h1h3
h1 h1h3
h1 h1
b22
b22
b2
b1
b2
h4h5h1
h4
h2
b32
b12
b5
b3b2
b1e1
e2
b5
b4b4
h3
12(3b+2b1)�6b2+6bb1+b12
(b2h23-b1h13)�
121(b1h13+b2h23)�
31(b3e23�
-b1h33+b2e13)�
31(b4e13-b1h53�
+b2e23-b3h43)�
6h2b2h23-b1h13
6h2b1h13+b2h23
b2h23-b1h13
b2h2-b1h1
121 b1h13+b2h23
b1h1+b2h2
b3e23-b1h33+b2e13e2=
e2=
e1=h2-e23(b1h1+b2h2)�
b1h12+b2h22
2(b1h1+b2h2)�
b2h22+b3h32+b1h1(2h2-h1)�2(b1h1+b2h2+b3h3)�
h218(2b+b1)26b2+6bb1+b12 h2
d
A
17
18
19
20
21
22
23
24
断 面 形�番号� Z k2I
17516
d24π�
r22π�
a3b
0.10975a3b
bh3=0.0914bh3 17512 h2=0.0686h2
52
53h,e2= h
4π�
4π�
4π�
a2b4π�
a2
a2
41
(d22-d12)�4π�
(d24-d14)�
- r4
64π�
(d22-d12)�
(k=0.264r)�
(k≒0.31rm)�
≒ a22(a2+3b2)t
161
32π�
(r22-r12)�4(r22+r 2r1+r12)�
2π�
πab
π(a2b2-a1b1)�(a23b2-a13b1)� 4
π�
4π�≒ a2(a2+3b2)t
a23b2-a13b1
a2+b2a22(a+3b2)�
a2b2-a1b141
41
≒ �×�
a23b2-a13b1
ab2π�
bh34
d464π�
d332π�
d2161
(t/dmが小さいとき)�
(t/rmが小さいとき)�
≒0.8dm2 t
≒0.3trm3
≒0.096rm2
d2d24-d14
�
(� )�=0.1098r4
0.1098(r24-r14)-�0.283r 22 r12(r2-r1)�
=0.0697r2
e1=0.5756r�e2=0.4244r�Z1=0.190r3�Z2=0.2587r3
e1=0.4244a�e2=0.5756a�Z1=0.2586a2b�Z2=0.1907a2b
Z1=0.2286bh2�Z2=0.1524bh2
8π�9π�8 r4
36π29π2-64
d2
t
d1dm
r
e1e2
t
t
e1
a
a
rm
r1
b1 b2
2b
r2
e2
e1
e2
2b
楕円�
a2
a1
a
e1
e2
2b
放物線�
h
r2+r13π(r2+r1)�
e2=
e1=r 2-e2
�
e1=
240 241
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�
�
�

<変性ポリフェニレンエーテル樹脂>�
R
243�
金 型 設 計�
8. 1 射出成形成形機の選択……………………………244�
8. 2 成形収縮率…………………………………………246�
8. 3 スプルー,ランナーデザイン………………………248�
8. 4 ゲートデザイン ……………………………………249
8. 5 ホットランナーシステム(マニホールド,ホットチップ)…252�
8. 6 ガス抜き(エアベント)……………………………256
8. 7 抜き勾配……………………………………………258�
8. 8 コーナーR …………………………………………260�
8. 9 突出ピン(エジェクターピン) ……………………261�
8.10 ストリッパープレート………………………………262�
8.11 金型材質……………………………………………262
8.12 冷却水孔(金型温度コントロール)………………262�
8.13 金型の保守管理……………………………………262�

<変性ポリフェニレンエーテル樹脂>�
245244
R
金型設計�
�8.1 射出成形成形機の選択�①成形品の投影面積による型締力の設定�
� 成形機の型締力が不足した場合、バリ発生の原因となることが有ります。下記の図を参考�
�に適正な成形機を選定して下さい。�
� また、ザイロンの適正射出圧力は、以下の通りです。�
��
��
�
�
�
�
�
�
�
�
��������������
②成形品の重量(スプール,ランナーを含む)による射出容量の設定�
成形機の射出容量は適正範囲の中から選定する必要が有ります。�
成形品重量に対し小さい場合………成形品が完全充填しない�
〃 大きい場合………シリンダーの滞留時間が長くなり、樹脂の劣化による物性�
低下やヤケ,シルバー,ガスを起こす場合があります。�
�
表-1 適正射出圧力�
寸法精度を要求される成形品� 50MPa(標準)�
30~60MPa通 常�
型締力(㎏)>投影面積(c㎡)×射出圧力(MPa)�
図-1 成形品投影面積と成形機型締力の関係�
1500
1000
500
0500 1000 1500 2000 2500
成形機型締力(ton)�
成形品投影面積(cm2)�
金型内樹脂圧力�
50MPa
60MPa
40MPa
30MPa
図-2 成形品重量と成形機容量の関係�
150
100
50
0500 1000 1500 2000 2500
成形機容量(オンス)�
成形品重量(g)�
*1オンス=28.35グラム�
不適正範囲�
不適正範囲�
適正範囲�
成形不可�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
247246
R
金型設計�
�8.2 成形収縮率�金型設計のガイドライン�
ザイロンの成形収縮率は、非強化品で5/1000~7/1000程度、強化品で2/1000~
5/1000程度であります。�
肉厚3mm程度の標準的な成形品では、通常品で6/1000、ガラス繊維入りは3/1000を金
型設計のための基準成形収縮率とします。但し、成形品肉厚、ゲート位置等により成形収縮率は
若干変化するため成形品で最終寸法を確認する必要があります。寸法を確認するための成形条件
(樹脂温度、金型温度、射出圧力等)は、できるだけ量産成形に近い条件で行う必要があります。
�
図-4にザイロン通常品の寸法公差の一例を示します。成形条件の変動による寸法のばらつきは、
通常±1/1000程度です。�
�
図-4 ザイロンの寸法公差の一例�
図-3 成形収縮率と金型温度の関係� 0.1
0.2
0.3
0.3
0.5
0.6
100 200 300 400 500
成形品寸法(mm)�
寸法公差(±mm)�
粗�
0.2
0.6
0.4
0.8
1.0
200 40 60 80 100 120成形品寸法(mm)�
成形収縮率(%)�
平板寸法 150×150×3mm�
2mmφピンゲート�
一般�グレード�
GF�グレード�
シリンダー温度 260°C 280°C
60°C 80°C金 型 温 度�
B一般グレード�
GFグレード�
A
AB
標準�
管理限界�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�
AA:流動方向�
B:直角方向�
ピンゲート�
B

<変性ポリフェニレンエーテル樹脂>�
249248
R
金型設計�
8.4 ゲートデザイン� ザイロンは通常の可塑化樹脂に用いられるゲートで成形が可能ですが、下記の点に注意し設計
して下さい。�
・製品の形状,大きさ,肉厚,物性,外観,仕上げなどを考慮し、ゲートの適正な位置,形状,�
大きさを選択する。�
・汎用樹脂(PS,ABS樹脂など)に比べ、ゲート断面積を大きめに設計する。�
・ゲートは製品の厚肉部から薄肉部へと流れるようにして下さい。�
(逆にしますと樹脂の圧力損失により、ヒケ,ボイド,残留応力の過剰などの原因となります。)
�
・ランドは極力小さくする。(0.5~1.0㎜)�
�
●ピンポイント�
ゲートの点数や位置が比較的自由に選べ、ゲート跡が小さく目立ち難いです。また、3プレー
ト構造の金型で用いられ、ランナーロックピンを付けることにより、型開きにより自動的にゲ
ートカットされます。�
�
8.3 スプール,ランナーデザイン� スプール入り口径はノズル径より1~1.5㎜大きくします。�
スプールのテーパーは、1~3°以上必要です。�
ランナーの断面形状は、円形,台形が可能です。圧力損失が小さい円形が最も適しており、お奨め
いたします。断面が半円形ランナーは、圧力損失が大きく好ましく有りません。�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
ランナーの先端,屈折点 分岐点等には、必ず樹脂溜まり(コールドスラッグ)を付ける必要があり
ます。特にピンゲート,サブマリンゲートの場合には樹脂溜まりが無いとゲート詰まりの原因となるこ
とがあります。(樹脂溜まりの長さは、ランナー径の2倍以上が好ましい。)�
L
第二�ランナー径�
第一ランナー径D
6mm以上�
樹脂溜り� 一次又は二次ランナー�
D1
D1 = 一次又は二次ランナーと同じ�
D2 = 5~8mm(抜き勾配1~2°)�
ゲート径= 1.5~2.5mm�
ゲートランド= 1~2mmD2
成形品�
抜き勾配�1°~2°
D以上�第一�
ランナー径D
第一ランナー長�L
70以下�
70~200�
200以上�
6~8�
8~10�
12以上�
第一ランナー径�D
スプルー�
��d
第二ランナー長���
70以下� 6
単位:mm
第二ランナー径�d
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
251250
R
金型設計�
●タブゲート�
ジェッティングや流れじわなどの外観不良の発生を防ぎます。また、ゲート付近の残留応力の
低減に効果があります。�
��
��
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
●ファンゲート(扇ゲート)�
薄い板状の成形品や平面度が必要�
な場合に適したゲートです。また、�
投影面積が大きい製品に有効です。�
�
�
・サイドゲート(制限ゲート)�
ゲート位置の選定に融通性があり、最も一般的な�
ゲートです。ゲートサイズは製品肉厚の60~70�
%、ゲートの幅は製品肉厚の2~3倍程度が目安�
です。また、ゲートランドは極力短くし、Rを設�
けて下さい。�
�
�
�
�
�
●オーバーラップゲート(ジャンプゲート)�
製品の一端が製品肉厚の上に重なり合っており、材料の流動性が良く、フローマーク,ジェッ
ティング等の防止に効果があります。�
ゲート後が残るため仕上げが必要です。製品設計の段階で問題ない場所を選定して下さい。�
�
�
�
�
�
�
�
●トンネルゲート(サブマリンゲート)�
サブマリンゲートを使用する場合は、樹脂溜まりを設けてゲートの詰まりを防止することと、
ゲート切断時の樹脂の破片が次ショットの成形品に残らない様なデザインとすることが大切で
す。�
成形品�
一次又は二次ランナー�
●制限ゲート(サイドゲート)�
t
3
PLサイドゲート� 2
dH
tW
L
90°
b
ゲ ート厚さ D = 2/3t~3/4t�ゲ ー ト 巾 W = t~1.5t�ゲートランド L = 1/2t~2/3t
d : ランナー径�
W : 2d�
L : ゲートランド長0.8~1.0mm�
t : 成形品肉厚�
ゲ ー ト 径 = 1.5mm~2.5mm�
ゲートランド = 1~2mm�
二次ランナー = 4~6mm
樹脂溜り�
樹脂溜り�
突出しピン�
ランナー�
二次ランナー�
30~45°
成形品�
W
Ld t
a
タブ�
2
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
253252
R
金型設計�
●金型の設計�
図にホットランナーの金型構造の一例を示します。マニホールド形状は製品形状、キャビティ
数等により決定して下さい。マニホールドブロック設計の際の注意点は下記の通りです。�
1.スプルーブッシュは圧力伝達と熱伝導を考慮して、可能な限り短く、径は太く(φ8.0mm
~φ9.5mm)する必要があります。�
2.メインランナー径は、製品重量、使用材料等により変わります。ザイロンでは一般に
φ8.0mm~φ16.0mmにして下さい。メインランナー径の決定は下記の式から算出出来ま
す。�
�
�
�
�
�
3.マニホールドの流動面は可能な限り精密に仕上げ、ヤケや流動不良となる滞留箇所が発生し
ないようにして下さい。特にプラグ部は滞留箇所になりやすいので注意して下さい。�
4.マニホールドブロックの温度分布を正確にコントロールするためにはヒーターのワット密度
が低い(3W/cm2)ものを多数設置した方が効果があります。�
�
�
�
�
�
�
�
�
�
�
�
・ゲート径:1.5~2.5㎜φ�
(若干大きめにする必要がおります)�
・多点ゲートの場合は、各ゲート独立してコントロー�
ルできるシステムにして下さい。�
・マニホールドは、デットスペースが無い形状とし、�
内径は7~15㎜の範囲で設計します。�
異物がランナーのデットスペースに詰まることもあ�
り、点検,掃除,取り外しが容易な構造であること�
・ダイレクトゲート(延長ノズル)�
製品の肉厚部にスプールがそのままゲートの役を�
兼ねるもので、流動性がよく製品にヒケなどが発�
生しにくい利点があります。しかし、ゲートの跡�
が残るため、仕上げが必要であり、ゲート付近に�
過剰な残留応力が残る恐れがあります。�
��
・ディスクゲート�
ディスクゲートは、中央に穴や窓がある製品やリ�
ング状,円筒状の製品に利用される薄い円盤状の�
ゲートです。材料の配向による変形を防ぎ、ウエ�
ルドライン防止に効果があります。�
ゲートの厚みは最小1.0㎜として下さい。�
なお、ディスク部は成形後、パンチダイもしくは�
機械加工によって除去します。�
��
�
�
・フイルムゲート(フラッシュゲート)�
薄い板状の成形品や平面度が必要な場合に適した�
ゲートです。ゲートの厚みは最小1.0㎜として下�
さい。�
�
�
�
�
�
�
8.5 ホットランナーシステム(マニホールド,ホットチップ)� ザイロンは熱安定性に優れており、ホットランナー成形に適した樹脂です。�
市販のホットランナーシステムをそのまま使用することができます。ホットランナーメーカー
に、使用樹脂がザイロン(mPPE樹脂)であることをご連絡下さい。�
ホットランナーを設計する際は、余裕のある熱量,正確な温度コントロールおよび流動面の加工
精度を考慮する必要があります。�
ΔP=
ΔP:圧力損失(MPa)�
μ:粘性係数(kg・sec/mm2)�
L:ランナー長(mm)�
Q:流量(mm2/sec)�
r:ランナー半径(mm)�
8μLQ
πr4
例)Dタイプスピアシステム:世紀(株)�
スプルー�
スプルー�
滞留のない�通路がある�入れ子�
フィルムゲート�
バラレルランナー�
ランナー�
3
ディスクゲート�
ダイレクト�ゲート�
φ8
φ10
成形品�
成形品�
成形品�
PL
●ダイレクトゲート�
●ディスクゲート�
●フィルムゲート�
●取外し容易なホット� ランナー入れ子�
上部ライザーパッド�(URP)�
下部ライザーパッド�(LRP)�
マニホールドセットボルト�
ロケートリング�
固定側取り付け板�スプルーブッシュ(SB)�
ランナーブッシュ(RB)�スピア�
キャビティープレート�
冷却水孔�
マニホールド(M)�プラグ押えネジ�ランナープラグ�
スペーサーブロック�位置決めピン�セットリング�バックプレート�
カートリッジヒーター孔�
補助ガイドピン�
センターピン�
センターリング�
第2�パーティングライン�
熱電対(T・C)挿入孔�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
255254
R
金型設計�
●ホットチップの設計�
ホットチップは、内部加熱方式と外部加熱方式があります。それぞれ下記の表のような特長
が有ります。金型の構造およびキャビティー数などで選択して下さい。�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
・ホットチップは独自に温度コントロールする。�
・ホットチップとキャビティプレートの間には必ず断熱層を取って下さい。�
・ホットチップの流動層の厚みは2~6㎜。大型成形品や、熱安定性の良い材料は厚く、熱安定
性の悪い材料は薄く設計する。�
・ゲート径は通常φ1.5㎜。大型成形品の場合には、φ3.5㎜。�
�
8.ヒーター容量は余裕をもち、320℃程度まで上昇が可能な設計にします。マニホールドのブ�
ロックヒーターは下記の計算式を参考にして下さい。�
マニホールドブロックの温度分布を正確にコントロールするために、ヒーターのワット密度�
が低い(3W/c㎡)ものを多数設置した方が効果が有ります。�
�
�
�
�
�
�
�
�
�
�
9.ゲートからの流動距離は最大10~15㎝とし、それ以上になる場合はゲートを追加して流動�
距離を調整する必要があります。�
10.成形品のゲート部分は外観を必要としない位置に設計する必要があります。�
11.BタイプスピアとDタイプスピアを比較すると、Dタイプスピアの方がシルバーの発生が少�
なく、良好な成形品が得られるとの成形事例を得ております。�
P=(a)�
P:ヒーター容量 kW�
c:比熱 kcal/(㎏・℃)�
一般的に鋼なので0.11�
�t:加熱温度 ℃�
�W:マニホールド重量 ㎏�
�T:上昇時間 h�
� (金型,ランナーの大きさに異なるが、�
0.5~1.0hが一般的)�
�η:効率(0.3)�
c・tW�
860・T・η�
P= W×0.35(b)�
方 式� �優 位 点�
内部加熱方式� 熱効率,廉価,ゲート詰まり防止,糸引き防止�
外部加熱方式� 温度管理,熱履歴の低減�
B タイプスピア� D タイプスピア�
表-2
(a) 内部加熱式� (b) 外部加熱式�
流動層�
エアー�ギャップ�
エアー�ギャップ�
ヒーター�ヒーター�
流動層�
温度�
温度�
ΔTΔT
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
257256
R
金型設計�
�
�
�
�
�
�
�
�
�
�
�
�
また、ガス抜き装置(コンバム)を取り付けることにより、ガスによる不良現象をより効果的
に防ぐことで来ます。下記に使用例を示します。より具体的な使用方法については、お問い合わ
せ下さい。�
�
�
�
�
�
�
�
�
�
8.6 ガス抜き(エアベント)� ガス抜きが不十分ですと、ガス焼け,ウエルド強度不足,ショートショート,ヒケ,モールド
デポジットの原因となります。�
ガス抜きの方法は樹脂が流れ込まず、キャビティー内の空気や樹脂からの揮発性ガスのみを通
過させるスリットを設けます。�
ガス抜きは基本的に樹脂の流動末端(ウエルド,ボス,リブ,格子など)に各々設ける必要が
あります。�
�
�
�
�
�
�
�
�
イ パーティングラインにとる場合�
ロ ボス部にとる場合�
ガス焼け、ウエルドライン、ショートショットの解消エアーベント�
スリット�5/100~1/10mm
スリット5/100~1/10mm
スリット巾(5~10mm)�
ゲート�
0.5~1mm
5~10
0.1~0.5
5~10mm 押切り面�
キャビティー�
ガスフリー�キャビティー�エッジ�
エアーベント�(深さ3~5/100、5~10)�
0.5~1mm
スリーブ�
ハ 押出しピンにとる場合�
スリット�5/100~1/10mm
0.5~1mm
押出ピン�
減圧ガス抜きシステム�
●特殊な成形材料の場合�
例:コンバムシステム�
プレートA プレートB 押出し�ハウジング�
開閉バルブ�
エアベント�
(一般)� (特殊)�エアベント�
開閉バルブ�
コンバム®
圧縮ガス�
減圧装置�
*金型内は密閉系にする�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
259258
R
金型設計�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
8.7 抜き勾配� 金型からの離型バランスが悪いと成形品の歪みを増大され、物性を損なうのみならず,ソリ、
変形などの発生により、生産性を低下させる原因ともなります。�
�
�
�
�
�
�
�
�
また、製品の形状により、最適な抜き勾配を決定する必要があります。�
表-3 ザイロンの抜き勾配�
表-4 製品形状とS/H
抜き勾配�
*注)シボの深さにより最適な抜き勾配を決定する必要があります。�
S/H�
通 常� 1°~2°� 1/30~1/60�
1/120�
1/10~ 1/15�
抜 き 勾 配�
�シボ *注)�
�(1°/10μを目安)�
0.5°�
4°~6°�
製品形状� S/H�
高さ� ~50 50~100 100~�
内側�1/30�1/4�1/50�
外側�1/40�1/50�
1/10�
1/60�
縦リブ� 1/200~1/400�
底リブ� 1/100�
内側� 1/30�
外側� ピンは抜き勾配なし�
内側� 1/40�
外側� 1/60�
備 考�
キャビ取られ防止のため内側の抜�
き勾配を小さくすることが多い。�
ピッチ3㎜以下だと抜けが悪くなる。�
リブ先端の幅は、金型加工がし易い�
1㎜以上が望ましい�
高さを30㎜程度までにする�
高さが高い場合に有効�
箱�
�
格 子�
�リ ブ�
�セルフタップボス�
�(ねじ用)�
�凹 み 穴�
表-5 抜き勾配�
勾配�1/4°� 1/2°� 1°� 2°� 3°� 4°� 5°�
0.11�
0.22�
0.33�
0.44�
0.55�
0.66�
0.77�
0.88�
0.99�
1.10�
1.21�
1.32
0.22�
0.44�
0.65�
0.87�
1.09�
1.31�
1.52�
1.74�
1.96�
2.18�
2.39�
2.61
0.44�
0.88�
1.31�
1.75�
2.19�
2.63�
3.06�
3.50�
3.94�
4.38�
4.81�
5.25
0.87�
1.75�
2.62�
3.49�
4.36�
5.24�
6.11�
6.98�
7.85�
8.73�
9.60�
10.47
1.31�
2.62�
3.93�
5.24�
6.55�
7.86�
9.17�
10.48�
11.79�
13.10�
14.41�
15.72
1.74�
3.50�
5.24�
7.00�
8.74�
10.49�
12.23�
13.98�
15.73�
17.48�
19.22�
20.97
2.19�
4.37�
6.56�
8.75�
10.94�
13.12�
15.31�
17.50�
19.68�
21.87�
24.06�
26.24
**シボ深さと抜き勾配 1°/10μを目安とする。�
高さ�(mm)�
25�
50�
75�
100�
125�
150�
175�
200�
225�
250�
275�
300�
�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
261260
R
金型設計�
8.9 突出ピン(エジェクターピン)� 突出ピンに偏った荷重がかかり過ぎると、成形品に変形,クラック,白化のおこる原因となり
ます。バランス良く充分な数の突出ピンを設置して下さい。そして、耐摩耗性処理を施し、適切
な太さのピンを用いて下さい。また、細い突出ピンは座屈し易いので、段付きのものを使用して
下さい。 �
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
8.8 コーナーR� 成形品のコーナー部(箱形成形品の角,ボス,リブの付け根,その他流動方向が急激に変化す
る部分など)には、できるだけ大きなRを付けて下さい。�
シャープコーナーは、応力集中による物性低下や外観(フローマーク,ウエルドライン,ソリ
など)にも悪い影響を与えることがあります。�
下図に示すようおに、R/Tが0.3以下では急激に応力が増し、0.8以上はあまり応力集中を
考える必要がなくなります。�
成形品の突出に必要な力 F(N)�
��
� F = μ・p・A+p’・A’ μ : 摩擦係数�
� P : コアに対する接触面圧(MPa)�
� A : コアの側面表面積 (mm2)�
� p’: 大気圧(MPa)�
� A’: コアの頭部表面積 (mm2)�
1.0
1.5
2.0
2.5
3.0
R/T
応力集中計数(KC)�
0 0.2 0.4 0.6 0.8 1.0 1.2 1.4
T
t
R
R無理な突出しで�白化しやすい�
丈夫なので白化しない�
突出しピン� 突出しピン�
応力�
良い例� 悪い例�
R'
R' = 1.5T�R = 0.5T
図-5 応力集中曲線�
●突出しの改良�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
263262
R
金型設計�
8.13 金型の保守管理� 金型を常に良好な状態に保ち、最良の条件で成形することが生産性向上の決め手になります。
以下にザイロン用金型についての保守管理上の注意点を示します。�
�
●成形中の注意点�
成形中、ガス抜き部分、スライド部分、リブやボスの先端等に、樹脂揮発分が凝縮したカスが
溜まることがあります。このカスは成形条件によって液状になったり、固形物になったりします
が、早い時期にアルコール等で拭き取る必要があります。スリーブ等に付着したカスは、時々金
型を分解して除去します。�
特に成形品にこれらのカスが付着しますと、塗装等の二次加工性を悪くすることがあるため、
注意する必要があります。離型材を使用するとカスの付着が多くなるため、避ける必要がありま
す。�
(離型性の悪い部分は、押出ピンの追加やミガキの向上で対処する必要があります。)�
�
●成形終了後の注意点�
成形終了後はスリーブ、スライド部、ボス、リブ等に付着したカスを除去した後、防錆剤を塗
布して保管します。�
尚、成形開始時には、防錆剤を完全に除去しないと、成形品のクラックの原因となることがあ
るため、注意する必要があります。�
�
●金型洗浄�
・防錆剤や成形時のモールドデポジットは、アルコール系の洗浄剤で除去して下さい。�
洗浄剤の種類によっては、ザイロンに薬品影響を与える成分が含まれている場合がありますの
で、使用前にご確認下さい。�
・洗浄剤には『MDバスター』をご推奨いたします。詳細は下記までお問い合せ下さい。�
旭化成株式会社 アサクリン営業部 TEL.03-3507-2885�
�
�
�
�
�
�
�
�
�
�
8.10 ストリッパープレート� 成形品の突き出しには広い面積で側壁を突き出すほど効果的です。その点ストリッパープレー
トは、成形品側面の投影面積全周を突き出すことが出来るので非常に効果的です。特に離型しに
くい、深物に有効です。�
�
8.11 金型材質� ザイロン用の金型には、特に耐蝕鋼材等の使用は必要ありません。通常の金型用鋼材(SC材、
SCM材、SKD材、SKS材等)を使用目的(強度、加工性、表面仕上性、耐摩耗性、摺動性等)
の応じて使い別けることができます。金型腐食の防止を目的としたメッキの必要はありませんが、
成型品の光沢改良等を目的としたメッキは通常の樹脂と同じ様に行うことができます。�
通常の金型鋼材の他にBe-Cu合金の使用も可能です。�
�8.12 冷却水孔(金型温度コントロール)� ザイロンの金型温度は80°C~100°C(ガラス繊維添加グレードでは最高120°C程度)にコ
ントロールするケースが多いため、キャビティー、コアー共に均一に温度コントロールできる様
な冷却水孔の設計が必要となります。�
不均一な金型温度は物性、寸法安定性、外観の低下のみならず、「そり」等の発生により生産
性を阻害する要因となることがあります。�
金型の温度コントロールは、専用の音調機で行うべきであり、水道水を連続通水して、金型を
過度に冷却する様なコントロールをすることは、好ましくありません。�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
R
265
成形上の留意点�
9.1 操作条件と手順………………………………………266�
9.1.1 予備乾燥…………………………………………266�
9.1.2 再生性……………………………………………267�
9.1.3 シリンダーパージ………………………………268
9.1.4 停止時間…………………………………………268�
9.1.5 離型剤……………………………………………268�
9.2 成形トラブル…………………………………………269�
9.2.1 応急処置…………………………………………269�
9.2.2 成形不良用語……………………………………271�
�

<変性ポリフェニレンエーテル樹脂>�
267266
R
成形上の留意点�
�����������������������9.1.2 再生性� ザイロンで成形されたスプルー、ランナー、その他成形品等は 、粉砕、乾燥することにより
再生材として利用することが可能です。再生材を利用する場合、その中にオイル、グリス、ゴミ、
異物等を含まないことが、物性低下を防ぐ重要なポイントです。再生材の混入比率は20%まで
を目安として下さい。しかし、成形品の外観が重要となる用途では再生材の利用はできるだけ控
えて下さい。�
9.1. 操作条件と手順�9.1.1 予備乾燥� ザイロン(変性PPE樹脂)は、エンプラの中でも最も吸水率の低い材料であり、優れた耐加水分解
性を有してます。しかし、シルバーストリークのような外観不良を未然に防ぐためには予備乾燥が必
要です。特に外観が重要な用途では必ず予備乾燥を行って下さい。�
ライネッスクA(PA/PPEアロイ)の場合は、ポリアミド(PA)の高い吸水性のため予備乾燥は特
に必要となります。予備乾燥はそれぞれのグレードに合った温度範囲で行って下さい。ドライホッパー
システムなどはザイロンの予備乾燥には最適な装置です。�
乾燥時間はいずれも2~4時間が目安となります。熱風乾燥機を使用する場合には、ザイロンペレッ
トをトレイの上に深さ20~30mm程度になるよう均一に広げて入れておくと効果的です。 �
予備乾燥は長時間(8時間以上)しないよう注意して下さい。過剰な予備乾燥は物性低下や変色を
招く恐れがあります。以下の図は乾燥時間と水分率の関係を表したものです。�
��
��
�
�
�
�
�
�
�
�
�
図-1 ザイロンの乾燥曲線�
0.05
0.1
00 1 2 3 4
水分率 ( % )
乾燥時間 (Hr)
ザイロン非強化・難燃グレード�(乾燥温度:90~100℃)�
ザイロン強化グレード/ザイロン非難燃グレード� (乾燥温度:90~100℃)�
図-2 ザイロンの乾燥曲線(PA/PPE)�
0.2
0.4
00 2 64
水分率 ( %)
乾燥時間 (Hr)
�ザイロンGシリーズ ( PA/PPE ) � ( 乾燥温度: 100 ℃ )��G010H, G020H G010Z, G020Z
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
269268
R
成形上の留意点�
9.1.3 シリンダーパージ� ザイロンのパージ材料としては、高粘度タイプのGPPSや“アサクリンSA”(商標名、製
造販売元:旭化成工業)の使用をお薦めします。パージは、それぞれのザイロングレードに適し
た成形温度にて行って下さい。�
�
9.1.4 停止時間� 材料の劣化を防ぐために以下の停止時間に応じた対応を取って下さい。�
●30分以内; シリンダー温度はそのままの状態で、成形を再開する前に同材料にてシリンダー
内をパージして下さい。�
●30分以上12時間以内; まずシリンダー内を高粘度タイプのGPPSでパージし、その後シ
リンダー温度を200℃以下まで下げて下さい。成形を再開する際は、シリンダー温度を適
当な温度にまで上げた後、成形する材料でシリンダー内を充分パージして下さい。
●12時間以上; 高粘度タイプのGPPSでパージした後、成形機を停止して下さい。�
�9.1.5 離型剤� 基本的にザイロンの成形時に離型剤の使用は控えて下さい。複雑な形状の成形品を成形する場
合等、離型剤を止むなく使用する際は、最小限の使用に止めて下さい。もし使用する場合は、ザ
イロンに影響の少ない“ペリコートB”(商標名、製造販売元:中京化成工業)のようなシリコ
ン系離型剤をお薦めします。�
�
�
9.2 成形トラブル� 良好な成形品を得るためには、製品設計や成形条件が適切でなければなりません。�
9.2.1 応急処置� 加工条件を考慮に入れながら、製品設計を行うことが重要となります。
表1、2に成形トラブルの一般的な応急処置例を示します。横軸にあるおのおのの因子を変化
させることによって起こる効果のバランスを考慮に入れることが、良好な成形品を得る秘訣とな
ります。�
表-1 成形機�
シルバー�ストリーク�
シリンダー�温度� 金型温度�射出速度�射出圧力� 型締時間� 冷却時間�滞留時間�ノズル温度�クッション量�型締力� 計 量�
ショート�ショット�
バ リ�
離型不良�
光沢不良�
フロー�マーク�
ウエルド�ライン�
気 泡�(ボイド)�
黒 点� シリンダー及びスクリューの洗浄 材料の変更�
シリンダー及びスクリューの洗浄
注釈; ↑:増加(上)、 ↓:減少(下)�
ヒ ケ�
剥 離�
反 り�
クレーズ�クラック�
OR OR
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
金型設計�
二次加工性�
成形品の�
設計基準�

<変性ポリフェニレンエーテル樹脂>�
271270
R
成形上の留意点�
�
シリンダー及びスクリューの洗浄 材料の変更�
表-2 金型�
シルバー�ストリーク�
ゲート�バランス�
ゲート�デザイン�
製 品�デザイン�ゲート径�ゲート位置� 製品寸法�
モールド�デポジット�(MD)�
抜き勾配�ガスベント� 離型性�
ショート�ショット�
バ リ�
離型不良�
光沢不良�
フロー�マーク�
ウエルド�ライン�
気 泡�(ボイド)�
黒 点�
シリンダー及びスクリューの洗浄
注釈; ↑:増加(上)、↓:減少(下)、 ●:検討が必要�
ヒ ケ�
剥 離�
反 り�
クレーズ�クラック�
9.2.2 成形不良用語�シルバーストリーク:Silver Streak�
シルバーストリークは、成形品表面に樹脂の流動方向に沿った筋状のパターンが現れることで
す。たいていの場合は、予備乾燥不足による水分由来の揮発ガスによるものや、樹脂の熱劣化に
よるものです。�
�
ショートショット:Short Shot�
ショートショットは、金型内への材料の不十分な充填により発生する欠けた部分のことです。
�
バリ:Flash�
バリは、金型のパーティングラインに溶融樹脂が流入することにより、成形品に余分な材料が
着くことです。バリの原因は、パーティングラインや合わせ面の不良、型締力不足、過剰な射出
圧力、低すぎる溶融樹脂の粘度などがあります。�
�
クレーズ, クラック:Crazing, Cracking�
成形品表面に起こるクレーズやクラックは、材料の成形収縮による残留歪みや離型時や不適切
な成形条件の場合に生ずる残留応力が原因です。�
�
離型不良:Mold Release Fault�
離型不良は、材料の過剰な充填や抜き勾配が不十分なため、成形品の押出しがスムースにでき
ないことです。�
�
ウエルドライン:Weld Line�
ウエルドラインは、金型内で、分かれた溶融樹脂の流れが合流し、線状跡を形成することです。
�
�
気泡:Void(Bubble)�
成形品内部に発生する気泡(ボイド)は、厚肉部分での樹脂の収縮が大きかった場合や、水分
や樹脂成分が成形品内部で気化した場合に起こります。�
�
黒点:Black Spot�
黒点は、材料内にコンタミとして、あるいはノズルのデットスペースに、存在していた異物が
成形する度に成形品表面に現れることです。�
�
ヒケ:Sink mark�
ヒケは、材料の充填不良による収縮により起こるもので、その収縮は、成形品厚みの偏肉、金
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
272
R
成形上の留意点�
剥離:Delamination�
剥離は、樹脂成分が不均一であったり、あるいはゴミ成分があるため、成形品表面にしばしば
膨れ状のものを形成する現象です。この原因は、過度な剪断速度によるものです。�
�
光沢不良:Lack of Gloss�
光沢不良は、金型内での急冷による場合や、射出圧力不足によるものです。 �
�
フローマーク:Flow Mark�
フローマークはゲートを中心にした同心円状なパターンのことです。フローマークの発生は、
最初に流入してきた溶融樹脂と次に流入してくる溶融樹脂の間に境界が形成されることによりま
す。急冷した場合、段階状の固化をもたらし、このパターンを形成します。�
�
反り:Warpage�
成形品の変形は、成形収縮による残留歪み、成形条件による残留応力、離型時に生じる残留応
力での影響で発生します。変形のタイプは、反り、曲がり、ねじれに大別されます。�

�
<変性ポリフェニレンエーテル樹脂>�
R
273
二次加工性について�
10.1 はじめに……………………………………………274�
10.2 塗 装………………………………………………274�
10.2.1 ザイロンに推奨できる塗料………………274�
10.2.2 塗料選択上の注意点………………………275�
10.2.3 塗装上の注意事項…………………………275�
10.3 ホットスタンプ……………………………………276
10.3.1 箔の種類……………………………………276
10.3.2 転写の方式…………………………………276�
10.3.3 箔押しの条件………………………………276�
10.3.4 箔押しの注意事項…………………………277�
10.4 印 刷………………………………………………278
10.5 接 着………………………………………………279
10.6 超音波溶着…………………………………………283�
10.7 超音波ステーキング………………………………285
10.8 振動溶着……………………………………………286
10.9 熱溶着………………………………………………286�

<変性ポリフェニレンエーテル樹脂>�
275274
R
二次加工性�
10.1 はじめに� ザイロン成形品に於ける塗装・ホットスタンプ・シルクスクリーン印刷及び接着等の2次加工
性について紹介します。�
�
10.2 塗 装� ザイロンは塗装が可能ですが、良品を得るために塗料の選定,成形品のデザイン,前処理に注
意が必要です。�10.2.1 ザイロンに適した塗装及び塗料メーカーの一覧�
10.2.2 塗料選択上の注意点�樹脂の溶剤特性……溶剤特性に合った塗料を選ばないと,クレージング,クラック等の原因にな
ります。�
樹脂と塗料との相溶性および極性……密着性を左右します。�
樹脂の耐熱性……塗料乾燥時の成形品の変形の原因になります。�
�
�
10.2.3 塗装上の注意事項�(イ)成形歪み…成形品は残留歪みを抑え、シャープエッジ等を避けた塗装しやすい形状にして
下さい。クレージング,クラックが発生する場合は、成形品のアニーリング処
理あるいは、塗料,シンナーの変更が必要です。�
��
(ロ)離型剤……密着不良の原因となるため成形時にはできるだけ使用しないで下さい。離型が
困難な場合は、アルコール可溶性離型剤(リリーザゲンH-15-1等)を最
小限局部的に使用するにとどめて下さい。なお、シリコン系離型剤は、脱脂等
あらゆる手段でも除去できず、密着不良の原因と成ります。また、直接塗布し
なくても、周囲で使用していれば飛散したシリコン系離型剤のため同上の不良
現象が生じるので注意して下さい。�
��
(ハ)脱脂………密着不良,外観不良の防止のため、アルコール(IPA等)で洗浄を十分に行っ
て下さい。�
��
(ニ)塗装………膜厚の不均一により、塗装の密着不良,色・光沢ムラを起こす場合が有ります
ので、吐出量,希釈率,スプレーガンの運行速度に注意して下さい。�
また、外部から汚れが付着しないように、塗装環境の整備をして下さい。�
��
(ホ)乾燥………塗装後、10~15分程度常温で放置してから乾燥して下さい。塗装直後に高温
で乾燥すると、塗膜から急激に溶剤が蒸発して表面が荒れて光沢が悪くなり、
白化(ブラシング)や塗膜の膨れの原因になります。�
メーカー�お問い合せ先(TEL)� 素 材�塗 料� 溶 剤�
プラネット PH-3
オリジンプレート Z-NY
レクラック �#55,#56,#72,#78,�#88,#220,#250
ベルベックス�
ポリナール 800,800N,836
アクアトーン No.500(A1)
ストロン#100
ストロンエース�YE70,#8,#8000
プラスラック CV-1
ノリザイン X717
プラエース A716
アクアコプラエース �AQ716ライン�
ミカサPSハイコート�
アクリル・ウレタン系�
アクリル・ウレタン系�
アクリル・ウレタン系�
アクリル・ウレタン系�
アクリル・ラッカー系�
アクリル・ラッカー系�
水系アクリル樹脂�
アクリル・ウレタン系�
アクリル・ウレタン系�
アクリル・ウレタン系�
アクリル・ウレタン系�
二液型ウレタンコーティング材�(ベルベックス硬化剤)�
アクリル系�
オ リ ジ ン 電 気(株)�
0425(57)4111
藤 倉 化 成(株)�
03(3436)1101
大橋化学工業(株)�
03(3370)7321
ミカサペイント(株)�
03(3657)2215
カ シ ュ ー(株)�
03(3807)7143
武 蔵 塗 料(株)�
03(3985)0634
プラネット SV アクリル・ラッカー系�プラネットシンナー�#217,#262
プラネットシンナー�#745,#746
プラネットシンナー�#260
レクラックシンナー�
ベルベックス・シンナー�#1500
7000シリーズ�
5000シリーズ�
水�
ポリナール 500 アクリル・ラッカー系�
PSハイコートシンナー�
ストロンシンナー�
ストロンシンナー�
EXT-362
脱イオン水�
プラスラックシンナー�315,320
プラエース・エンプラ用�27632,27634,27637
・テストピースと実成形品と塗料の密着性能が異なることが有りますので、実成形品での塗装密
着性能を確認検討することが必要です。�
・ザイロンPA/PPE系グレードをお使いの場合は、塗料メーカーおよび当方にお問い合わせ下
さい。�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
��
R
二次加工性について�
10.3 ホットスタンプ� ホットスタンプ性は箔の厚みによってスタンピング条件が異なります。ザイロンのホッスタン
プ箔の選定にあたっては箔メーカーへザイロンと指定の上ご相談下さい。�
�
�
�
�
10.3.1 箔の種類�(イ)金・銀・カラーメタリックの蒸着箔�
(ロ)顔料系着色のカラー箔�
(ハ〕グラビアオフセットなどによる多色印刷のマルチ箔や木目箔�
�
�
10.3.2 転写の方法�(イ)刻印押し法(平庄法)�
文字・マーク類・模様などが彫刻されています。刻印板で箔を加圧し凹面に仕上る方法�
(ロ)ラバー押し法(平庄式及びロール式)�
平滑な成形品あるいは,転写する部分を浮上がらせた成形品に箔を当てシリコンラバーで加
圧し,平面あるいは凹面に仕上げる方法。広い面積に転写する場合はロール式が適していま
す。�
�
�
�
�
�
�
�
10.3.3 箔押しの条件� 箔押しの条件は,箔の感熱型接着剤の種類によって決まりますが,おおまかには次のような条
件で行なわれます。�
温 度:蒸着箔の場合……140~200℃�
木目、多色箔の場合……200~230℃�
圧 力:0.2~0.5MPa�
時 間:平庄式の場合……3秒以上�
ロール式の場合……60~80mm/sec(遅いほど、密着力が増す)�
�
277276
10.3.4 箔押しの注意事項�(イ)成形品……成形品の肉厚は均一化,単純化し、ラバー押しの場合成形品の立ち上がは�
0.5㎜以上を選んで下さい。押出しピン等の部分へのスタンプは避けて下さい。
�
また、成形品は予熱した方が密着性を増します。�
(ロ)スタンプ…�スタンプ面の接触バランスに注意し、温度管理はスタンプ面の表面温度で行っ
て下さい。�
また、ラバーは高度の高いものを選び(一般的に高度65~75)、表面に傷が
ないか注意して下さい。�
(ハ)残留歪み…箔押しの条件によっては、熱歪みが大きく残り、クラックの発生や物性の低下
をきたすことがあります。アニーリングを施すと歪み除去の効果があります。�
(ニ)支持台……支持台は可能な限り成形品形状に合ったものを使用して下さい。支持台が不適
な場合には、転写不良,密着不良や成形品に変形を与えるなどの問題が生じま
す。�
(ホ)離型剤……密着不良の原因になるため出来るだけ使用しないで下さい。�
(ヘ)脱脂………密着性のために、アルコール洗浄など成形品をよく脱脂して下さい。�
特に、二次密着(耐湿性)を必要とする場合は、成形品を必ずアルコール洗浄
して下さい。�
10.3.5 箔メーカーおよびお問い合わせ先 ���������注)・テストピースと実成形品と箔の密着性能が異なることが有りますので、実成形品での密着
性能を確認検討することが必要です。�
・ザイロンPA/PPE系グレードをお使いの場合は、箔メーカーおよび当方にお問い合わ
せ下さい。�
�
�
箔�熱板�
刻印板�
成形品�
支持台�
箔�箔�
熱板�
シリコンゴム�ロール�
ヒーター�シリコンゴム・�アルミニウムの�積層板�
成形品�
成形品�
支持台�
支持台�
(平圧式)�
(ロール式)�
お問い合わせ先(TEL)�
0471-43-4171�
075-823-5202�
075-871-1158�
03-3268-2321�
03-3474-3570
メーカー�
凸版印刷㈱�
日本写真印刷㈱�
大日本印刷㈱�
シー・エフ・シーインターナショナル・インク�
�㈱コーテック�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
��
R
二次加工性について�
10.4 印 刷� ザイロンは、印刷が可能です。良品を得るために最適なインク,シンナーを選定し、印刷の条
件に注意して下さい。�
10.4.1 推奨品��������������注)・テストピースと実成形品と印刷の密着性能が異なることが有りますので、実成形品での密
着性能を確認検討することが必要です。�
・ザイロンPA/PPE系グレードをお使いの場合は、インク・メーカーおよび当方にお問
い合わせ下さい。�
��
10.4.2 注意点�(イ)成形�
成形時に離型剤,防錆剤のご使用は避けて下さい。�
(ロ)成形品の予備乾燥�
一般グレードでは、50~70℃のオーブンにて2~3時間アニールします。尚、発砲グ
レードでは、50~70℃のオーブンにて1日アニールして下さい。�
(ハ)表面処理�
成形品の印刷面をアルコール系の洗浄剤で表面処理して下さい。�
(ニ)印刷後の乾燥�
50~70℃で30分程度の温風乾燥して下さい。�
湿気は密着性を著しく低下させるので注意を要します。�
�
279278
10.5 接 着�10.5.1 接着方法� 接着方法は被接着物との親和性,耐薬品性,作業性などを考慮して選択して下さい。�
接着剤は被接着物によって次の用に使い分けます。�
��������10.5.2 接着剤� 接着剤には樹脂入り型接着剤,化学反応型接着剤と有ります。被接着物の親和性,耐薬品性,
作業性などを考慮し、接着剤を選定して下さい。�
10.5.2.1 特 長��������10.5.2.2 注意点�(イ)油類などの除去�
接着面に離型剤や油類が付着していると十分な接着力が得られないので、アルコールなど
を布につけて拭き取って完全に脱脂する必要があります。�
(ロ)表面処理�
より強い接着力が必要な場合は、サンドペーパによるサンディングやクロム酸混合液で表
面処理を行って下さい。�
(ハ)少量,均一塗布�
接着剤を適量以上に塗っても接着力は向上せず、逆に低下することが有ります。また乾燥,
硬化までの時間が長くなり、接着力を発揮するまで長時間が必要になります。できるだけ
少量の接着剤を短時間で均一に塗布することが重要です。塗布の方法は、接着剤の粘度,
接着部の形状・面積に応じて、スプレー,ロール,刷毛,注射器などで塗布します。�
�
シンナー�
ビニエイト E-PES�
T-1000��T-980�
#170,#200,��#250�
S718�
S799�
被接着物�
樹脂入り型接着剤,化学反応型接着剤�
ザイロン 対 異種材料(金属,セラミックなど)� 樹脂入り型接着剤(特にゴム系),�化学反応型接着剤(ドープセメント)�
ザイロン 対 異樹脂�
樹脂入り型接着剤,化学反応型接着剤,�溶剤接着�ザイロン 対 ザイロン�
接着方法�イ ン ク�
ビニエイト�
SG75�
BOS#8500�
SS8-000(1液)�
SS16-000(2液)��添加剤:SSUR100B�
メ ー カ ー� お問い合わせ先(TEL)�
㈱永瀬スクリーン印刷研究所�052-400-1341�
㈱セイコーアドバンス�048-766-4516�
十条加工㈱�0486-24-1009�
東洋インキ製造㈱�03-3272-0660�
長 所� 短 所�
・異樹脂,異種材料(金属,セラミックス)� の接着が可能�・接着部のデザインが簡単で、薄物にも可能�・シール性が高い�・振動に強い�・後作業が簡単�
・溶剤接着に比べ、コストが高く作業性に� 劣る。�・接着剤によって、「使用可能時間が短い」� 「硬化時間が長い」「薬品影響がある」な� どがある。�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
��
R
二次加工性について�
(ニ)接着部のデザイン�
衝撃力や剥離方向の力を受ける接着部は交差した2面での接着や、勘合を利用するなど設
計上の工夫が必要です。�
(ホ)耐薬品性�
接着剤によってはザイロンに影響する有機溶剤などが含まれる場合が有ります。クラック
などの原因となるので接着剤の選定に注意して下さい。また、接着後には充分に接着剤に
含まれる有機溶剤を揮発させて下さい。�
10.5.2.3 推奨する接着剤�●樹脂入り型接着剤の推奨品�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
注)・テストピースと実成形品と接着性が異なることが有りますので、実成形品での密着性能を
確認検討することが必要です。また、接着剤には有機溶剤が含むものが有りますので、材
料への薬品影響に注意して下さい。�
・ザイロンPA/PPE系グレードをお使いの場合は、接着剤メーカーおよび当方にお問い
合わせ下さい。�
281280
●化学反応型接着剤の推奨品�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
注)・テストピースと実成形品と接着性が異なることが有りますので、実成形品での密着性能を
確認検討することが必要です。また、接着剤には有機溶剤が含むものが有りますので、材
料への薬品影響に注意して下さい。�
・ザイロンPA/PPE系グレードをお使いの場合は、接着剤メーカーおよび当方にお問い
合わせ下さい。�
●接着剤メーカー一覧およびお問い合わせ先�
種 類�
合成ゴム系接着剤�
クロロプレン系�接着剤�
コニシ㈱� ボンドG-17�
セメダイン工業㈱�
セメダイン工業㈱�
セメダイン�550,560,575�
積水化学㈱� エスダイン272�
アロンエバーク�リミテット�
エバーグリッブ�624
コニシ㈱� ボンドG-103�
セメダイン工業㈱� セメダイン521�
アロンエバーク�リミテット�
エバーグリッブ�709MP�
住友バイエル�ウレタン㈱�
デスモジュールR�
東芝シリコーン㈱�
ノガワケミカル㈱�
電気化学工業㈱�
コニシ㈱�
デスモーフェン800�
シールメイト72�
ダイアボンドSG11�
ハードロック�G55-03A,G55-03A
コニーセット�
耐候性,耐老化性,耐ア�ルカリ性に優れる。可塑�剤の影響を受けるので軟�質塩ビには不可。�
耐油性,耐可塑性,耐熱�性,耐水性に優れる。含�まれる有機溶剤の悪影響�に注意。�
透明で、曲げ・引張り強�度,耐熱性に優れる。�湿気と反応するため注意�が必要。�
耐熱性,耐寒性,耐水性,耐�薬品性,耐候性に優れる。�
耐酸性,耐アルカリ性,�耐熱性,耐薬品性に優れ�る。�
耐熱性、耐湿性,耐候性,�耐薬品性に優れる。�
ニトリルゴム系�接着剤�
ウレタン系�接着剤�
シリコン系接着剤�
アクリル系接着剤�
特殊変性ポリマー� スーパーX�No.8008,�
メーカー� 接 着 剤� 特 長�
種 類�
メーカー�
コニシ㈱�
セメダイン工業㈱�
積水化学㈱�
アロンエバークリミテット�
住友バイエルウレタン㈱�
東芝シリコーン㈱�
ノガワケミカル㈱�
電気化学工業㈱�
㈱アルファー技研�
東亜合成化学工業㈱�
住友化学工業㈱�
日本チバガイギー㈱�
ソマール㈱�
お問い合わせ先(TEL)�
06-6228-2970�
03-3442-1331�
06-6365-4531�
03-3539-4481�
06-6497-2125�
03-3479-5361�
03-3662-8991�
03-3507-5308�
0726-27-1617�
03-3597-7252�
06-6220-3646�
0797-74-2472�
06-6397-1074�
シアノ�アクリレート�系接着剤剤�
住友化学工業㈱� シアノボンド�
セメダイン工業㈱� セメダイン3000�
㈱アルファー技研� アルテコ�
東亜合成化学工業㈱� アロンアルファー�
セメダイン工業㈱� セメダイン1500(一般)�
セメダイン1565(耐熱)�
コニシ㈱�
セメダインEP-001(弾性)�
日本チバガイギー㈱�
ボンドEセット(一般)�
ソマール㈱�
アラルダイトAW106(一般)�
アラルダイトAV138(一般)�
エビフォームK-585(耐熱)�
作業性に富む瞬間接着剤。�引張り剪断力は強いが剥�離強度は低い。振動,繰�り返し荷重が加わる部部�には不向き。水分と反応�するので注意が必要。�
耐薬品性,引張り剪断強�度,耐熱性,耐酸性,耐�アルカリ性,電気特性に�優れる。二液混合のため、�混合率,使用可能時間に�注意が必要。�
エポキシ系�接着剤�
メーカー� 接 着 剤� 特 長�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
��
�
R
二次加工性について�
10.5.3 溶剤接着(ドープセメント)� 接合面に溶剤(アセトン,クロロフォルムなど)を少量塗布し、樹脂を溶解し接合します。�
また、溶剤に樹脂を溶かしドープセメントにして用いることも有ります。樹脂の添加量は粘度,
揮発速度,作業性により調整して下さい。(目安:1.5~15%)�
接合部は出来るだけ早く圧着し、1~2分間固定して下さい。但し溶剤によるストレスクラッ
クが伴う危険がありますので、溶剤を完全に除去して下さい。一般に50~70℃にて3~5Hrエー
ジングを施し、溶剤との接触時間を短くすることが必要です。�
溶剤は人体に対して影響が有りますので、吸引,皮膚への接触は避けて下さい。�
尚、ザイロンのPA/PPE系グレードには、適用できません。�
10.5.3.1 特 長������10.5.3.2 注 意�(イ)油類などの除去�
接着面に離型剤や油類が付着していると十分な接着力が得られないので、アルコールなど
を布につけて拭き取って完全に脱脂する必要があります。�
(ハ)少量,均一塗布�
溶剤を適量以上に塗っても接着力は向上せず、逆に低下することが有ります。また乾燥,
硬化までの時間が長くなり、接着力を発揮するまで長時間が必要になります。できるだけ
少量の接着剤を短時間で均一に塗布することが重要です。塗布の方法は、接着剤の粘度,
接着部の形状・面積に応じて、ロール,刷毛,注射器などで塗布します。�
(ニ)接着部のデザイン�
衝撃力や剥離方向の力を受ける接着部は交差した2面での接着や、勘合を利用するなど設
計上の工夫が必要です。�
(ホ)耐薬品性�
溶剤によるストレスクラックが伴う危険性がありますので、溶剤を完全に除去して下さい。
�
一般に50~70℃にて3~5Hrエージングを施し、溶剤との接触時間を短くすることが
必要です。�
283282
図1 エネルギー・ダイレクター�
溶着部� 溶着部�
エネルギー・ダイレクターなし� エネルギー・ダイレクターあり�
10.6 超音波溶着� ホーン先端から成形品に伝達された超音波エネルギーが熱に変換され、接合面の樹脂を溶融さ
せ溶着する方法です。成形品の接合部にはエネルギーダイレクターを設け、溶着が容易に出来る
ように設計する必要があります。�
�
��������10.6.1 特 長���������注)接合部には、離型剤,防錆剤,油類が付着しないように注意して下さい。�
�
10.6.2 設計(JOINT DESING)�・エネルギーダイレクター�
下記の溶着部のデザインを参考に設計して下さい。�
溶着幅は1~2㎜が目安であり、幅広い面積を溶着する場合はエネルギーダイレクターの数を
増やして下さい。�
異樹脂との接合の場合、溶融粘度が高い側にエネルギーダイレクターを設けて下さい。�
長 所� 短 所�
・安価で作業性が簡単�・高い剪断接着力が得られる�・サーマルショックに強い�
・接着剤に比べ、シール性が劣る�・高い衝撃が加わる箇所は避ける。�
長 所� 短 所�
・数秒で溶着が完了し、生産性に優れる。�・接着剤を使用しないので、無臭,無毒で乾� 燥の必要が無くなり仕上がりが良好。�・気密溶着が可能�・前処理が不要 注)�・インサートが可能�
・熱歪みが大きく残る。条件によっては、� クラックが生じることがる。�・溶着条件によってバリが生じることがあ� るので、接合部のデザインでカバーする� 等の対策が必要。�・大型成形品(例:300φ以上)への適用� が困難。�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
��
R
二次加工性について�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
・ホーン,支持台�
ホーン先端および支持台の形状は成形品の形状や寸法に応じて選択し、溶着部には均一に荷重
が加わるように設定して下さい。�
超音波の伝達距離は極力短く同一平面上に設け、エネルギーダイレクター側にホーンを設置し
て下さい。�
成形品に適合しないホーン,支持台では、溶着不均一,ソリ,変形の原因となります。�
��
・異樹脂との溶着性�
異樹脂との溶着性は可能ですが、同材での溶着に比べ強度は低下します。�
溶着部デザインおよび溶着条件により異なりますが、下記の組み合わせを参考にして下さい。�
285284
10.6.3 溶着条件� 溶着時間・荷重は必要以上に作用させないで下さい。残留歪みやバリ発生の原因となる事があ
ります。�
� 下記に試験片での溶着条件の例を示します。�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
10.7 超音波ステーキング�� 下図のようにスタッド部を溶融させ、金属と機械的に固定する方法で、短時間で外観が良く
強度が高くなる加工方法です。�
パットジョイント�
ビードジョイント�
0.2~0.5
0.5
0.5~1.0
0.5~1.0
シェアージョイント�
タングアンドグローブジョイント�
溶接部デザイン�
W4
溶着前�
溶着後�溶着前�
インター�フェアランス�
溶着深さ�
30°~45°
60°~90°
Min.ガイド編�(0.5mm)�
(注)溶着部巾2~3mmの場合�クリアランスフィット�
0.2~0.60.05~0.20.2~0.6*
*要求強度による�
W
W/8 W/2
W/4
勾配�
ザイロンとの溶着性�
ザイロン�
◎� △� ○~△� ○~△� △~×� ×�
ABS PMMA PC PBT PA
1.5~2DD
メタル� メタル�0.6~0.8D
0.3~0.6D
超音波ステーキング例�
図のように、試験片を重ね合わせて、超音波溶着を行う。�
※ザイロン500V同士での超音波溶著強度は8~9MPa得られます。�
試験片�10×25×3(� )�
溶 着 機 �
ホ ー ン 先 端 形 状 �
圧 力 �
発 振 時 間 �
ホ ー ル ド 時 間 �
振 動 振 幅 �
周 波 数 �
プラソン8200�
24×13�
0.1~0.6MPa�
0.1~0.5sec�
0.5sec�
20~50μ�
20~30KC
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�
ホーン�
14

<変性ポリフェニレンエーテル樹脂>�
�
�
R
二次加工性について�
10.8 振動溶着� 溶着する成形品に、圧力・振動を加え摩擦熱により樹脂を溶融させ溶着する方法です。�
�
�
�
�
�
�
10.8.1 溶着条件� 一般的に下記の条件で振動溶着を行います。成形品の形状により条件が異なりますので、実際
の成形品で事前に溶着条件を検討して下さい。�
周 波 数:100~120Hz�
振 幅:1~4㎜�
溶着時間:1~5sec�
保持時間:1~2sec�
�
10.9 熱溶着� 成形品の溶着部に熱板を接触させ、樹脂を溶融させて溶着する方法です。�
�
�
�
�
10.9.1 溶着条件� 一般的に下記の条件で熱板溶着を行います。成形品の形状により条件が異なりますので、実際
の成形品で事前に溶着条件を検討して下さい。�
熱板温度:250~320℃�
溶 融 代:1~2㎜�
溶融時間:5~30sec�
勘 合 代:1~2㎜�
保持時間:1~2sec
286
長 所� 短 所�
・不規則な形状及び大型部品での溶着が可能�・複数個の溶着が可能�・気密性,溶着強度が高い�・ガラス強化グレードでも可能�
・バリが発生する�・瞬間的に振動を停止させる制御が難しい�
長 所� 短 所�
・不規則な形状及び大型部品での溶着が可能�・気密性,溶着強度が高い�
・バリが発生する�

<変性ポリフェニレンエーテル樹脂>�
R
287
耐薬品性�
11.1 はじめに……………………………………………288�
11.2 試験法………………………………………………288�
11.3 データの意味………………………………………289
11.4 各種薬品接触時の臨界ひずみ……………………291
11.4.1 グリス………………………………………291�
11.4.2 オイル………………………………………295�
11.4.3 潤滑剤………………………………………296�
11.4.4 ゴム、塩化ビニル(PVC)、可塑剤……298�
11.4.5 フラックス…………………………………299�
11.4.6 離型剤………………………………………299�
11.4.7 日用品、界面活性剤、食品………………300
11.4.8 接着剤、封止剤、テープ…………………303
11.4.9 有機溶剤、酸、アルカリ、その他………305�

<変性ポリフェニレンエーテル樹脂>�
289288
R
耐薬品性�
11.1 はじめに� プラスチックは,応力のかかった状態で長時間薬品に接触していると,薬品の種類によっては,
薬品に接触しない場合よりもはるかに低い負荷レベルでひび割れを生ずることがあります。これ
が一般にストレスクラックと呼ばれる現象であり,破断面はほとんど白化せず,ガラス状の割れ
を呈するのが特徴です。�
プラスチックに見られるストレスクラックは,次の因子によって影響されます。即ち,�
① 温 度�
② 応 力�
③ 薬 品�
④ 時 間�
であり,このうち,特に重要なものは薬品であります。�
薬品の使用に当たっては,樹脂毎にその影響の度合いを充分検討しておく必要があります。�
�
11.2 試験法��
�
�
�
�
�
�
�
�
�
�
�
上図のようにひずみが連続的に変化するように設計されたペンディングフォームに試験片をセッ
トして,試験片表面に薬品を塗布し,臨界ひずみを測定します(試験機構的には,一種の曲げ応
力緩和試験を薬品接触下で行うことになります)。臨界ひずみとは,ある一定環境下で材料にひ
ずみを加え,クラックを発生させる最少のひずみ量を言います。�
実際の射出成形品では,成形ひずみ,配向の具合いによって薬品の影響が変わることがありま
す。ご使用に当っては,事前に遠慮なく弊社へご相談下さい。�
�
11.3 データの意味�臨界ひずみと実用時の挙動との定性的関係� 成形ひずみ,外部応力によるひずみの影響をも考慮した場合,一般論として,次のことが言え
ます。�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
上図において,薬品AとBでは,Aの方が,影響が強いことになります。また,成形ひずみ①
のみでは,A・Bいずれの薬品が接触してもクラックは発生しませんが,外部応力によるひずみ
②が加わった場合,薬品Aでは,クラックを生じますが,薬品Bでは,クラックを生じません。�
A<①+②, B>①+②�
�
例えば,下図のようなボス成形品に,ネジがタッピングされているとします。この場合,ボス
には,成形ひずみ①及びタッピングの外部応力によるひずみ②が加わっていると考えられます。�
ひずみ�
空気中の�臨界ひずみ�
薬品A中の�臨界ひずみ�
薬品B中の�臨界ひずみ�
外部応力に�よるひずみ�
成形ひずみ� +�外部応力に�よるひずみ�
成形ひずみ�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�
B
A ①� ①�②�
②�

<変性ポリフェニレンエーテル樹脂>�
��
R
耐薬品性�
外部応力によるひずみ②が大きい場合,薬品が接触しなくても,クラックが生しることもありま
す。(②の増加)�
故に,実用時には,①②を出来るだけ小さくすることと,Bの様な影響の少ない薬品を選定す
るか,薬品を使用しない様にすることが,クラックを防ぐ対策となります。�
291290
11.4 各種薬品接触時の臨界歪み�11.4.1 グリス�
サンケイ化学�
日本グリース� G702H, 600H
X603V, X1915�
X643V
サンケイ化学�
540V, 540Z�
500H, 500V�
500Z
サンケイ化学�X303V, X333V�
X1519, X303H
サンケイ化学�X1584,X1812,�
X504V
サンケイ化学�X603V, X1915�
X643V
サンケイ化学�X603V, X1915�
X643V
サンケイ化学� 540Z,X1916
サンケイ化学�
X351V, X351Z�
X352V, X1509�
X1508, X1519�
X332V
23
80
23
60
80
60
65
23
85
23
80
23
60
80
80
23
60
80
23
80
23
23
0.37 C
C
B
C
C
B
C
C
B
C
B
C
A
B
A
B
C
A
C
A
A
A
0.20
0.85
0.47
0.41
0.85
0.47
0.41
0.73
1.04
0.55
0.54
1.25
0.37
1.20
0.39
1.50<
1.50<
1.50<
0.47
0.61
0.25
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�
Critical strain�
(臨界ひずみ)�ランク�
A
B
C
D
1.0%以上�
0.5~1.0%�
0.2~0.5%�
0.2%未満�
部品が長時間一定ひずみ下にあるか,またはそれに近い使
用条件下での薬品の影響�
薬品の接触はクラック発生の主要原因とはならない。二次
的原因となる。�
薬品の接触は条件によってはクラック発生に関係する原因
の一つとなる。応力集中度の高い場合などには注意を要す
成形ひずみのみでクラックを生ずることも多い。�
組立・摘送・使用時に静的または動的ひずみを生ずる場合,
クラック発生の危険性があり,応用の可能性は実用的試験
により慎重に判断する必要がある。�
�
薬 品 銘 柄�
サンカット TF20
サンコールFG-84
サンコールFG-84M
サンコールFG-87H
サンコールFG-87HS
サンコールGLO-230
サンコールME-1
サンコールMEN-135G
サンコールMF-105
メーカー� グレード� ランク�使用温度�
(℃)�
臨界ひずみ�
(%)�

<変性ポリフェニレンエーテル樹脂>�
��
R
耐薬品性�
�
293292
ハーベス�
X351V, X351Z�
X352V, X1509�
X3520, X1508�
X1519
関東化成工業� X1916
X1584, 500H
23
60
80
23
80
80
23
23
60
23
60
80
23
80
23
23
80
23
80
80
23
80
65
0.73 B
C
C
B
B
A
C
A
C
B
B
B
B
C
B
C
B
C
B
B
B
C
0.49
0.42
0.97
0.70
1.00<
0.40
1.00<
0.38
0.54
0.22
0.29
0.60
0.65
0.49
0.60
0.50
0.60
0.38
0.74
0.52
0.71
薬 品 銘 柄�
ハイルーブA-1004
ハーベス�ハイルーブA-1276
ハナールFG-30C
X1916関東化成工業�ハナールFG-53C
340V, 340Z�
300V, 300Z関東化成工業�ハナールFL-955
80
A
C
1.33
0.38540V, 540Z関東化成工業�フロイルG-311S
X1519, X1511�
X333V, X303V関東化成工業�フロイルG-474B
X1519, X1511�
X333V, X303V関東化成工業�フロイルG-474C
340V, 340Z�
300V, 300Z関東化成工業�フロイルG-484
540V, 540Z�
500V, 500Z関東化成工業�フロイルG-526
340V, 340Z�
300V, 300Z�
300H
関東化成工業�フロイルG-742
23
65
B
C
0.50
0.40240V, 240Z関東化成工業�フロイルG-902S
メーカー� グレード� ランク�使用温度�
(℃)�
臨界ひずみ�
(%)�
23
80
23
80
23
80
23
80
65
80
23
60
80
23
80
110
60
65
80
65
0.57 B
C
B
C
B
C
C
C
C
B
C
C
C
A
B
B
B
B
C
C
0.29
0.65
0.25
0.66
0.31
0.24
0.45
0.24
0.26
1.20
0.58
0.63
0.51
0.54
0.34
0.24
0.60
0.29
0.34
薬 品 銘 柄�
関東化成工業�フロイルPN-474B
X1519, X1511�
X333V関東化成工業�フロイルPN-474C
関東化成工業�フロイルPN-92SA
X1915, X603V�
X643V関東化成工業�フロイルSG-474B
X1915, X603V, X643V関東化成工業�フロイルSG-918
X1915, X603V�
X643V, X1812�
X551V, X552V
関東化成工業�フロイルSG-941
X351V, X352V�
X1508, X332V�
X1509
関東化成工業�フロイルGP-837DE
540V, 540Z�
500V, 500Z関東化成工業�フロイルGS-2920
X1916, X1915�
X603V, X551V�
X552V, X504V
X1916, X1915�
X603V, X551V�
X552V, X504V
X1916, X1915�
X1812, X1711�
X351V, X352V
関東化成工業�フロイルPN-397
メーカー� グレード� ランク�使用温度�
(℃)�
臨界ひずみ�
(%)�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
��
R
耐薬品性�
295294
11.4.2 オイル�
ダウコーニング�X351V, X352V�
X1508, X332V
23
80
23
80
23
80
23
80
23
60
23
60
80
23
23
60
23
65
60
0.61 B
C
C
C
A
C
C
B
B
B
C
B
B
B
B
C
A
B
A
0.26
0.44
0.29
1.11
0.38
0.32
0.87
0.55
0.70
0.75
0.39
0.56
1.11
0.96
1.50<
0.92
0.45
0.87
薬 品 銘 柄�
モリコートEM-30LG
ダウコーニング�340V, 340Z�
300V, 300ZモリコートEM-50L
ダウコーニング�X1519, X1511�
X333V, X303V
340V, 340Z�
300V, 300Z
モリコートEM-60L
ダウコーニング�X333V, X1519�
X303VモリコートEペースト�
ダウコーニング� X304HモリコートPG-641
ダウコーニング�
X351V, X352V�
X333H, X332V�
X333V, X1508�
X1519
モリコートPG-662
ダウコーニング�モリコートPG-663
ダウコーニング�
X333V, X352V�
X1508, 340V�
340Z
モリコートEM-D110
ソニーケミカル�SGL50 X332V, X1508
メーカー� グレード� ランク�使用温度�
(℃)�
臨界ひずみ�
(%)�
出光興産�140V, 140Z�
100V, 100Z
23
65
23
80
23
23
23
23
65
80
23
80
23
65
80
23
23
60
80
0.14 D
D
A
B
D
D
D
B
C
B
B
C
B
A
A
A
A
B
D
0.10
1.03
0.70
0.19
0.10
0.13
0.55
0.43
0.20
1.50<
1.50<
1.50<
1.50<
0.60
0.16
23
80
80
23
D
D
B
D
0.16
<0.15
0.70
0.11
0.96
0.56
0.38
薬 品 銘 柄�
ダフニースーパー�
マルチオイル5
エッソ石油� G703H
540H, 600H, X603V
クリストール172
エッソ石油� 540V, 540Z, 500Vパンチングオイル703M
エッソ石油�240V, 240Z�
220Vターボオイル2380
関東化成工業�X503V, X504V�
X1812フロイル946P
関東化成工業�フロイル948P
240V, 240Z�
220V
X534Z, X1812, X504V
協和石油�サージングカットオイル�
240V, 240Z�
220V信越化学�シリコンオイルKF96
140V, 140Z�
100V, 100Z東レシリコン�シリコンオイルSH200
340V, 340Z�
300V, 340Z日本工作油�
シェル石油�シェルテラスR46
日興産業�L702G�
(プレス油)�
6300�
(工作油)�
300H日本石油�#46�
(作動油)�
540V, 540Z�
640V, 640Z
メーカー� グレード� ランク�使用温度�
(℃)�
臨界ひずみ�
(%)�
23
60
A
A
1.50<
1.05
X332V, X352V�
X1508, 340V�
340Z
ダウコーニング�モリコートEM-30L
80 C0.45
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
��
�
R
耐薬品性�
�
297296
ハーベス�X333V, X1519�
X1812, X504V
X333V, X1519�
X1812, X504V
X333V, X332V�
X1508, X1519
23
50
23
50
23
23
80
23
60
23
80
23
80
23
80
23
80
23
80
1.50< A
A
A
A
C
C
C
C
C
C
A
A
B
C
A
A
B
A
A
1.50<
1.50<
1.50<
0.44
0.27
0.44
0.27
0.32
0.55
0.28
1.50<
1.50<
0.92
1.50<
1.50<
23
80
80
23
C
C
A
C
0.38
0.22
1.50
0.28
0.27
1.50<
1.50<
薬 品 銘 柄�
ドライサーフ A-6063
ハーベス�ドライサーフ A-7129
ハーベス�ドライサーフ A-6157
ハーベス�X1915, X603V�
X504V, X1812
X1915, X603V�
X504V, X1812
X1915, X603V�
X504V, X1812
ドライサーフ A-6156
ハーベス�ドライサーフ A-7103
X332V, X1508�
340Vハーベス�ドライサーフ A-1058
540Z, 540V�
340Z, 340Vサンケイ化学�
ハーベス�ドライサーフ A-7134
300H, 340V�
340Z
X333H, X303H, X304H
ハーベス�ドライサーフ A-1011
ハーベス�ドライサーフ MY-2500K
500H,540V�
540Z, 500V�
500Zハーベス�ドライサーフ A-1266
CFD-005HY-10
CFD-029-15 X404H, X434Hサンケイ化学�
メーカー� グレード� ランク�使用温度�
(℃)�
臨界ひずみ�
(%)�
日本石油�140V, 140Z�
100V, 100Z
23
65
23
65
23
23
23
80
23
65
80
23
65
0.34 C
D
B
C
B
C
C
C
B
A
B
C
C
0.14
0.56
0.38
0.54
0.26
0.30
0.20
0.58
0.20
1.50<
0.66
0.30
薬 品 銘 柄�
マルパス10
日本石油�FBK�
(タービン油)�
三菱石油�ダイヤモンドルーブ�
L521
日本石油�240V, 240Z�
220V
240V, 240Z, 220V
540V, 540Z�
500V, 500Z
240V, 240Z�
220V
FBK R068
三菱石油�ダイヤモンドルーブL056
240V, 240Z�
220Vモービル石油�テンプ 78
540V, 540Z�
500V, 500Z山一化学�
ラスカットSP�
(防錆油)�
メーカー� グレード� ランク�使用温度�
(℃)�
臨界ひずみ�
(%)�
関東化成工業�
X1915, X603V�
X504V, X333V�
X332V, X1519
X1915, X603V�
X504V, X1812�
X333V, X1519
23
80
23
80
23
80
23
1.50< A
A
A
C
A
A
A
1.50<
1.50<
0.39
1.50<
1.50<
1.50<
薬 品 銘 柄�
ハナール SEL-9
ハナール FL-95M 関東化成工業�
ハーベス�
X351V, X352V, X1508
X1916
ハーベス�ドライサーフ A-6500
ドライサーフ MD-2000
メーカー� グレード� ランク�使用温度�
(℃)�
臨界ひずみ�
(%)�
11.4.3 潤滑剤�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
��
R
耐薬品性�
299298
�
サンケイ化学� X404H, X434H23
80
1.20 A
C0.45
薬 品 銘 柄�
MF-0298L
メーカー� グレード� ランク�使用温度�
(℃)�
臨界ひずみ�
(%)�
540V, 540Z, 500V�
500Z
23
80
23
60
23
95
65
65
95
23
65
60
1.05 A
C
A
A
B
C
B
C
D
D
C
C
0.29
1.50<
1.50<
0.50
0.30
23 D0.13
0.60
0.30
0.20
<0.10
<0.10
0.30
薬 品 銘 柄�
クロロプレンゴム�
(非移行型)�
ブチルゴム�
(ダンパー用)�
軟質PC�
(被覆用)�
可 塑 剤�
540V, 540Z, 500V�
500Z
540V, 540Z, 500V�
500Z
540V, 540Z, 500Z
540V, 540Z, 500Z
540V, 540Z, 500Z
X351V, X352V
トリメット酸(TOTM)�
フタル酸誘導体�
フタル酸ジオクチル(DOP)�
低分子量ポリエステル�
グレード� ランク�使用温度�
(℃)�
臨界ひずみ�
(%)�
11.4.4 ゴム、塩化ビニル(PVC)、可塑剤�
11.4.5 フラックス�
三栄化学� 540V, 540Z, 500V
240V, 240Z, 220V
240V, 240Z, 220V
240V, 240Z, 220V
240V, 240Z, 220V
23
23
23
80
23
23
23
0.55 B
B
B
C
B
B
B
0.60
0.55
0.20
0.55
0.60
0.65
薬 品 銘 柄�
JS-75
三栄化学�JS-64MS-S
CF-100VS
タムラ製作所�MH-820V
タムラ化研�
アサヒ化研�
540V, 540Z�
500V, 500Z
GX-7
アサヒ化研�5050(希釈剤)�
メーカー� グレード� ランク�使用温度�
(℃)�
臨界ひずみ�
(%)�
11.4.6 離型剤�
極東貿易� 240V,240Z, 220V
240V,240Z, 220V
540V,540Z, 500V
540V,540Z, 500V
140V, 140Z �
240V, 240Z
540V, 540Z �
500V, 500Z
540V, 540Z �
500V, 500Z
23
23
65
23
23
65
23
<0.10 D
C
D
D
C
C
C
0.28
0.17
<0.10
0.49
0.41
0.23
23
65
23
80
23
C
C
A
A
C
0.40
0.35
1.50<
1.50<
0.27
薬 品 銘 柄�
リリーザゲン H-15
極東貿易�H-15-1�
(ペインタブル)�
中京化成�ペリコート F
中京化成�ペリコート H
中京化成�ペリコート SH5
中京化成�ペリコート S-3-5
中京化成�ペリコート B
中京化成�ペリコート S-3
140V, 140Z�
100V, 100Z
メーカー� グレード� ランク�使用温度�
(℃)�
臨界ひずみ�
(%)�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
��
R
耐薬品性�
301300
�
11.4.7 日用品、界面活性剤、食品�
花 王�23
60
23
60
23
23
60
0.44 C
C
B
C
A
B
B
0.31
0.53
0.35
1.08
0.88
0.96
60
23
60
B
A
A
0.66
1.50<
1.10
薬 品 銘 柄�
マジックリン�
花 王�マイペット�
(原液)�
マイペット�
(10%溶液)�
バスマジックリン�
(原液)�
バスマジックリン�
(10%溶液)�
花 王�
花 王�
花 王�
G702H, 600H
花 王�ビオレUボディソープ�
(原液)�
植物物語�
(原液)�
バ ブ�
(使用濃度の10倍)�
G702H, 600H
花 王�
花 王�
メリットリンス� G702H, 600H
G702H, 600H
ライオン�ママローヤルα� G702H, 600H
ライオン�ママレモン�540V, 540Z�
500V, 500Z
540V, 540Z�
500V, 500Z
540V, 540Z�
500V, 500Z
540V, 540Z�
500V, 500Z
540V, 540Z�
500V, 500Z
ライオン�エメロンスキンクリーム� 540V, 540Z, 500V
ライオン� G702H
液体ダスキン�
(原液)�ダスキン�
液体ダスキン�
(10倍希釈溶液)�ダスキン�
カビキラー�
(原液)�ジョンソン� G702H
ダスキン�
(シャインアップクロス)�ダスキン�
ダスキン�
(ニューホームダスキン)�ダスキン�G702H, 600H
G702H, 600H
G702H, 600H
G702H, 600H
メーカー� グレード� ランク�使用温度�
(℃)�
臨界ひずみ�
(%)�
240V,240Z, 220V
240V,240Z, 220V
540V, 540Z �
500V, 500Z
540V, 540Z �
500V, 500Z
23
65
23
23
23
95
65
0.39 C
D
C
C
C
C
D
<0.10
0.24
0.27
0.30
0.25
<0.10
23
80
A
A
1.50<
1.50<
薬 品 銘 柄�
中京化成�ペリコート KP
日本工材�A-F-L�
(ペインタブル)�
�ステアリン酸亜鉛�
中京化成�ペリコート S-6
中京化成�ペリコート DL
140V, 140Z�
100V, 100Z
メーカー� グレード� ランク�使用温度�
(℃)�
臨界ひずみ�
(%)�
23
60
23
60
23
23
65
23
60
23
23
65
23
65
65
23
60
23
60
1.50< A
A
A
A
A
A
A
A
A
A
A
A
B
A
A
B
C
C
D
1.50<
1.50<
1.50<
1.50<
1.50<
1.50<
1.50<
1.50<
0.55
1.50<
0.51
1.50<
0.39
0.33
0.14
23
65
60
23
B
C
B
C
0.60
0.20
0.54
0.46
1.50<
1.50<
1.50<
薬 品 銘 柄� メーカー� グレード� ランク�使用温度�
(℃)�
臨界ひずみ�
(%)�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
��
R
耐薬品性�
303302
�
ノガワケミカル�DN297A�
(ニトリルゴム系)�
SE9166�
(シリコン系)�
スーパーX�
(主剤)�
EP001�
(硬化剤)�
1500�
(エポキシ系)�
640V, 640Z
セメダイン�
セメダイン�
640V, 640Z
X1812, X504V
セメダイン� X1812, X504V
セメダイン�ハイコンタクト�
セメダイン�3000RS
540V, 540Z�
640V, 640Z
540V, 540Z�
640V, 640Z
540V, 540Z�
640V, 640Z
540V, 540Z�
640V, 640Z
540V, 540Z�
640V, 640Z
540V, 540Z, 500V
540V, 540Z, 500V
540V, 540Z, 500V
540V, 540Z, 500V
540V, 540Z, 500V
ダウコーニング�
TSE3944-W�
(シリコン系)�東芝シリコーン�
TSE3945�
(シリコン系)�東芝シリコーン�
ライヒロックNo.3-C ライヒデン化学�
アロンアルファ 201 東亞合成�
アロンアルファ 802 東亞合成�
1401 スリーボンド�
ライヒロックNo.3-C(H) ライヒデン化学�
23
80
23
80
23
23
23
23
80
23
80
23
80
23
23
80
80
23
80
0.37 C
C
A
A
C
C
C
C
D
A
A
A
A
A
A
A
A
A
A
0.28
1.50<
1.50<
0.43
0.32
0.46
0.25
<0.10
1.50<
1.50<
1.50<
1.50<
1.50<
1.50<
1.50<
80
23
23
23
A
C
A
A
1.50<
0.30
1.50<
1.50<
1.50<
1.50<
1.50<
薬 品 銘 柄� メーカー� グレード� ランク�使用温度�
(℃)�
臨界ひずみ�
(%)�
ジョンソン�カビキラー�
(10%溶液)�
サンテック�メタシャン/カーシャンプー�
(10%溶液)�
ノリタケクール S-100NT�
(研削液:5%溶液)�
バスクリン�
(使用濃度の10倍)�
G702H
ツムラ�
ノリタケ�
G702H
G702H, 600H�
500H
G702H, 600H�
500H
G702H, 600H�
500H
G702H, 600H�
500H
G702H, 600H�
500H
G702H, 600H�
500H
オートバックス�
セブン�ウインドウォッシャー液�
540V, 540Z�
500V, 500Z
540V, 540Z�
500V, 500Z
540V, 540Z�
500V, 500Z
キッコーマン�醤 油�
(特選丸大豆)�
ミツカン酢� ミツカン�
砂糖水�
(飽和溶液)��
サラダ油� 日清製油�
ウスターソース� ブルドックソース�
味 醂� 宝酒造�
23
60
23
60
23
80
23
80
23
60
23
60
23
60
60
23
23
80
60
1.08 A
B
A
A
A
C
C
A
A
A
B
A
B
A
A
A
A
A
A
0.65
1.50<
1.50<
1.45
0.28
0.25
1.50<
1.20
1.50<
1.50<
1.50<
1.50<
1.50<
1.50<
1.50<
23
60
60
23
A
A
C
C
1.50<
1.50<
0.45
0.30
1.20<
0.59
1.50<
薬 品 銘 柄� メーカー� グレード� ランク�使用温度�
(℃)�
臨界ひずみ�
(%)�
11.4.8 接着剤、封止剤、テープ�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
��
R
耐薬品性�
305304
�
フロン� 340Z, 540Z, G701V
四塩化炭素� 340Z, 540Z, G701V
クロロホルム� 340Z, 540Z, G701V
アセトン� 340Z, 540Z, G701V
トルエン� 340Z, 540Z, G701V
キシレン� 340Z, 540Z, G701V
クレゾール� 340Z, 540Z, G701V
メチルアルコール� 340Z, 540Z, G701V
メチルエチルケトン� 340Z, 540Z, G701V
n-ヘプタン�
脂肪族炭化水素�
ハロゲン化炭化水素�
芳香族炭化水素�
アルコール�
ケトン�
340Z, 540Z, G701V
n-ヘキサン� 340Z, 540Z, G701V
シクロヘキサン� 340Z, 540Z, G701V
流動パラフィン� 340Z, 540Z, G701V
340Z, 540Z, G701V
340Z, 540Z, G701V
エチルアルコール�
イソプロピルアルコール(IPA)�
23
23
23
23
80
23
23
23
23
23
23
23
23
60
C
D
D
C
C
D
D
D
D
D
D
D
D
B
0.20
0.15
0.10
0.39
0.29
0.18
<0.10
<0.10
<0.10
<0.10
<0.10
0.80
23
23
23
A
A
B
1.20
1.20
0.90
<0.10
<0.10
薬 品 銘 柄� グレード� ランク�使用温度�
(℃)�
臨界ひずみ�
(%)�
高圧ガス工業�
2500 540V, 540Z, 500V
信越シリコン�
スリーボンド�
スリーボンド�1324N 540V, 540Z, 500V
23
23
0.20 C
C0.26
第一工業製薬�
シアノンTG
日東電材�
サンユレジン UF820
G701V, G702V
23 A1.50<
サンユレジン�
シーライト45(412635)� 540V, 540Z, 500V
540V, 540Z, 500V
23 A1.30
ソニーケミカル�
エイムフレックスEF-356BK�
(ウレタン系注型剤)�
大日本インキ�
リンテック�
パーマロイ T-4000�
(両面テープ)�
No.500�
(両面テープ)�
8080�
(両面テープ)�
PATI�
(両面テープ)�
23 A1.50<
105 A1.50<
540V, 540Z�
500V, 500Z
340V, 340Z�
300V, 300Z
340V, 340Z�
300V, 300Z
340V, 340Z�
300V, 300Z
340V, 340Z�
300V, 300Z
23 B0.55
70 D0.18
23 A1.50<
80 B0.58
23 A1.50<
65 A1.50<
23 A1.50<
65 A1.50<
23 A1.50<
65 A1.50<
薬 品 銘 柄� メーカー� グレード� ランク�使用温度�
(℃)�
臨界ひずみ�
(%)�
11.4.9 有機溶剤、酸、アルカリ、その他�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
�
R
耐薬品性�
306
�
塩化ナトリウム(飽和溶液)� 340Z, 540Z, G701V
リン酸アンモニウム(飽和溶液)� 340Z, 540Z, G701V
その他、有機溶剤�
340Z, 540Z, G701V
トリブチルフォスフェート(TBP)� 340Z, 540Z, G701V
ワニス� 540Z, X502Z
灯 油� 340Z, 540Z, G701V
340Z, 540Z, G701V
塩酸(50%水溶液)�
酸、アルカリ、塩�
水酸化ナトリウム(10%水溶液)�
ガソリン�
酢酸エチル�
340Z, 540Z, G701V
硫酸(50%水溶液)� 340Z, 540Z, G701V
硝酸(50%水溶液)� 340Z, 540Z, G701V
リン酸(60%水溶液)� 340Z, 540Z, G701V
酢酸(50%水溶液)� 340Z, 540Z, G701V
アンモニア(10%水溶液)� 340Z, 540Z, G701V
23
23
23
23
23
23
23
23
23
23
23
23
A
A
A
A
A
A
A
A
D
D
C
D
1.50<
1.50<
1.50<
1.50<
1.50<
1.50<
340Z, 540Z, G701V 23 A1.50<
1.50<
0.11
0.20
0.18
1.50<
<0.10
23 D<0.10
薬 品 銘 柄� グレード� ランク�使用温度�
(℃)�
臨界ひずみ�
(%)�

<変性ポリフェニレンエーテル樹脂>�
R
307
資 料�
●ご注意……………………………………………………308�
●諸特性…………………………………………………311�
●試験法…………………………………………………313�
●イエローブックの見方………………………………316�
●ISO……………………………………………………318�
●単位換算………………………………………………320�

<変性ポリフェニレンエーテル樹脂>�
309308
R
資 料�
<ご注意>� この資料の記載内容は現時点で入手できる資料、情報、データに基づいて作成しており、新し
い知見により改訂されることがあります。また、注意事項は、通常の取り扱いを対象としたもの
なので、特殊な取り扱いの場合には、用途・用法に適した安全対策を実施の上、ご利用下さい。�
��
(1)取り扱い上の注意� ザイロンの取り扱いの要点を以下に示します。ザイロンの安全な取り扱いにご活用下さい。な
お、ザイロンのグレードごとの取り扱い上の注意点につきましては、製品安全データシートを別
途作成しています。弊社担当までご連絡して頂ければお送りいたします。ザイロン以外で貴社が
用いる添加剤等の安全性につきましては、貴社にて調査下さるようお願いいたします。�
��
①作業上の注意点�
ザイロンの作業時にペレット、溶融樹脂及び溶融時に発生するガス等との接触・吸入を 避け
るようにお気をつけ下さい。万一、接触・吸入した場合の応急処置を以下に示します。�
��
●眼に入った場合�
眼に入った場合は、こすると刺激があったり、角膜を傷つけるため、こすらずに清浄な水で
最低15分間良く洗い、異常があれば医師の手当を受けて下さい。�
��
●皮膚に付着した場合�
通常は、水や石鹸で洗い、溶融物が付着した場合は、直ちに清浄な水で冷やして下さい。皮
膚上の固まった樹脂を無理に剥がさずに、医師の手当を受けて下さい。�
��
●吸入した場合�
通常は、人体への直接の影響はありませんが、粉塵などを吸い込んだ場合は、清浄な水でよ
くうがいをしてください。溶融物からのガスを吸って気分が悪くなった場合は、新鮮な空気
のある場所に移動し、回復を待ちます。回復しない場合は、医師の手当を受けて下さい。�
��
●飲み込んだ場合�
できるだけ吐き出し、異常があれば医師の手当を受けて下さい。�
�
②安全衛生上の注意点�
ザイロンの乾燥、溶融時に発生するガスの眼や皮膚への接触・吸入を避けるようにお気をつけ
下さい。�
また、高温の樹脂には直接触れないようにして下さい。乾燥、溶融の各作業においては、局所�
排気装置の設置や保護具(保護眼鏡、保護手袋等)の着用が必要です。�
��
●設備上の対策�
成形作業では、加熱溶融によってガスが生じる恐れがありますので、これらを排出するため
に有効な局所排気装置等を設置して下さい。�
��
●呼吸用保護具�
発生ガス,ヒュームを吸入する可能性がある場所での作業は有機ガス用マスクを着用して下
さい。樹脂製品の機械加工,サンディングなど粉塵の発生する作業では防塵マスクを着用し
て下さい。�
��
●保護眼鏡�
作業時は、サイドシール付きの樹脂製保護眼鏡,樹脂製ゴーグル等を着用してください。�
��
●保護手袋�
必要に応じて着用してください。特に、溶融した樹脂を取り扱う際は、やけど防止のため断
熱性の良い手袋を使用して下さい。�
��
●保護衣�
通常の作業着で構いませんが、特に溶融した樹脂を取り扱う際は、長袖の衣服を着用し、や
けど防止を心掛けて下さい。�
��
③燃焼に関する注意点�
ザイロン(R)は可燃性ですので、取り扱い・輸送・保管は、熱及び発火源から離れた場所で行
って下さい。�
火災時には強い熱、黒煙、炭酸ガス、一酸化炭素ガス、その他の有毒ガスを発生する恐れがあ
ります。�
消火には水、泡消火剤、粉末消火剤等の一般の火災と同じ消火剤が使用できます。�
消火作業をする時には、防火服と呼吸器具を着用して下さい。�
�
④輸送上の注意点�
梱包袋が破れないように、水ぬれや乱雑な取り扱いは避けて下さい。�
万一、破袋してペレットが散乱した時は、滑って転倒しないように、特に注意するとともに、
速やかに掃き取り、回収または廃棄して下さい。�
空気輸送の際は静電気災害を防止する対策を実施して下さい。�
��
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
311310
R
資 料�
<ザイロンの諸特性>� ザイロンはPPE、PS及び、その他添加剤からなる混合物ですので、それらの組成の違い(グ
レード)によって、諸物性が異なってきます。一般的な物性値を以下に示しますが、各グレード
毎の詳細な物性は、当ハンドブック及びカタログ値をご参照いただくか、弊社担当までお問い合
わせ下さい。�
�
・引火点:400℃�
・発火点:490℃�
・比 熱:非強化系(300V、500V、500Z、500H等)は1950J/kg・Kです。�
フィラー強化系はフィラー含有量やフィラーの種類によって異なります。�
図-1にザイロンのガラスフィラー含有量と比熱の関係を示します。�
� �
��
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
・熱伝導率:非強化グレードは0.15w/m・℃ フィラー強化グレードはグレードによって異な
り、0.165~0.2w/m・℃の間の値をとります。�
・ポアソン比:非強化グレードは0.36、フィラー強化グレードは0.35です。�
��
��
�
⑤保管上の注意点�
ザイロンは直射日光のあたる場所や、高温多湿の場所を避けて保管して下さい。�
熱や発火源から離れた場所で保管するとともに、静電気災害を防止する対策を実施して下さい。
�
��
⑥廃棄上の注意点�
ザイロンは埋め立て又は焼却により処理できます。�
埋め立てる時は、「廃棄物の処理及び清掃に関する法律」に従って、公認の産業廃棄物処理業
者、もしくは地方公共団体がその処理を行っている場合には、その団体に処理を委託して下さい。
�
焼却する時は、焼却設備を用いて大気汚染防止法等の諸法令に適合した処理を行って下さい。�
��
(2)適合規格に関して� ザイロンには、ポリオレフィン等合成樹脂製食品容器包装等に関する自主規制基準、厚生省
20号または、UL、CSA、電取法に各々適合するグレードがあります。�
詳細は弊社担当までご連絡下さい。�
��
(3)その他�
ご使用に関しては、工業所有権にもご注意下さい。�
カタログのデータは定められた試験法に基づいて得られた代表値であり保証値ではありま�
せん。個々の用途に最適なグレードを選ぶ目安としてご参照下さい。なお、これらの数値�
は物性改良のため変更することもあります。�
図-1 ガラスフィラー含有量と比熱の関係�
2000
1800
1600
0 10
比 熱(J/kg・K)�
ガラスフィラー含有量(%)�
300V,500V,500Z,500H等�
G010H
G702H
X1511
20 30 40 50
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
313312
R
資 料�
・酸素指数:PS含有量、難燃グレードか否かによって異なります。�
��
�
�
�
�
�
�
�
�
�
�
�
�
�
�
・ガラス転移点(Tg):グレードによって異なります。�
一般的には90℃~205℃の間の値です。�
�
・電気特性:PTFEに近い低誘電損失特性を有します。�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
*誘電損失:27.3f√ε・tanδ/c�
500Z
試験方法:JIS K 7201
周波数 1MHz
300Z
500V
500H
300V
図-2 代表グレードの酸素指数�
図-3 電気特性�
40
38
36
34
32
30
28
26
24
22HB
酸素指数�
V2 V1
加圧�
ピストン�
加熱シリンダー�
試 料�
ダイ�(穴径:φ2.08)�
V0
誘電正接tanδ�
PTFE
PSPC
PA
ABS
エポキシ�
8
6
4
2
0
比誘電率ε�
10-4 10-3 10-2 10-1
<ザイロンの代表物性の試験方法>�1. メルトフローレイト(MFR)ASTM D 1238�
一定温度、一定荷重のもとで試料(溶融樹脂)を押し出し、10分間当たりの流出量を換算し
ます。�
メルトフローレイト測定器���
�
�
�
�
�
�
�
�
�
�
�
2. 荷重たわみ温度(DTUL)「旧称 熱変形温度(HDT)」ASTM D 648�
試験片に0.45又は1.82MPaの荷重をかけ、2度/分で加熱し、0.26mmたわんだ時の温度
を測定します。�
�
荷重たわみ温度測定器���
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�
温度計�
試験片�支持台�
試験片�圧子�
かくはん棒�
加熱�浴そう�
おもり�
ダイヤルゲージ�
(オイルバス)�
ザイロン�

<変性ポリフェニレンエーテル樹脂>�
315314
R
資 料�
�3. アイゾット衝撃試験法 ASTM D256�
下図のようにサンプルに切り欠きを入れ、片側を固定してハンマーで瞬間的に応力を加えます。
サンプル破断後のハンマーの振り上げ角を測定して、破断に要したエネルギーを算出します。�
�
アイゾット衝撃試験片 アイゾット衝撃試験器���
�
�
�
�
�
�
�
�
�
4. 燃焼試験 UL94� プラスチック材料の燃焼試験法�
下図のa)b)に示されるような垂直燃焼法と水平燃焼法に大別され、結果は表-1の通りに示
されます。�
�
�
�
a)水平燃焼試験法� b)垂直燃焼試験法�
耐燃性� 区分�
項 目�
試 験 片�
判
定
方
法�
寸 法�(インチ)�
処 理�
個 数�
判 定 基 準�
(注)この表に示されるように、耐燃性区分は、試験片の厚さにより格付けが変わることがある。�
燃焼速度� 燃焼時間� 燃焼時間� 燃焼時間�
着火時間�
着火回数�
試 験 片�支持方法�
遅 燃 性�
A 5"×1/2"×1/8"�B 5"×1/2"� ×最小厚さ�
A C–48/23/50 B E–168/70+DES–4/RT
前処理条件 A B について 各 5
5"×1/2"×厚さ�
C–48/23/50
水 平�(水平燃焼法)�
垂 直�(垂直燃焼法)�
3
1 2
30 sec 10 sec
94 HB 94 V-0 94 V-1 94 V-2
自 己 消 化 性�
表-1 UL-94の燃焼性試験方法の要点�
A 1.5"/min以下�
B 2.5"/min以下�
(平均) 5sec以内�
(最大)10sec以内�
(グロー消滅)�
30sec以内�
滴下物による綿の�
発火のないこと�
(平均)25sec以内�
(最大)30sec以内�
(グロー消滅)�
60sec以内�
滴下物による綿の�
発火のないこと�
(平均)25sec以内�
(最大)30sec以内�
(グロー消滅)�
60sec以内�
滴下物による綿が�
発火してよい�
1"� (25.4)�
1"� (25.4)�
(単位:インチ)�
( )内数値はJIS K 6911 B法による場合の寸法(mm)を示す。�
( )内数値はJIS K 6911 B法による場合を示す。�
3/4"(約6.4)�
金網5"×5"�(金網127×127)�
3/8"(9.5)�
45°
45°
金網�
炎�
3"�(76.2)�
2"�(51×51)�
外科用綿�
(単位:インチ)�
1/4"(6.4)�
1/4"(6.4)�
1/4"(6.4)�12"(305)�
3/4"(19)�
内径3/8"(9.5)�長さ4"(101.6)�
5"(127)�
炎�
ハンマー�衝撃点�
ハンマーで打撃�
試験片厚み�
90°�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
317316
R
資 料�
●UL特性ランク� (PLC:Performance Level Categories) 1985年2月1日実施�
熱線着火性:HWI �
ホット・ワイヤー着火性レベル・クラス(PLC)�
�
�
�
�
�
�
�
�
�
大電流アーク着火性:HAI �
高電流アーク着火性レベル・クラス(PLC)�
�
�
�
�
�
�
�
�
アーク抵抗:D495 �
アーク抵抗性レベル・クラス(PLC)�
�
�
<イエローブックの見方>�
PLASTICS(QMFZ2)
Acrylonitrile-butadiene-styrene(ABS),furnished in the form of pellets.(Cont'd.)Mtl Dsg Col
100V AllAllAllAllAllAllAllAllAll
100Z
201V
220V
UL94FlameClass
HWI
CTI
HAI
HVTR
D495
RTI
withlmp
w/olmp
Elec MeckMinThkmm
1.573.101.453.073.001.573.121.573.14
94V-194V-194V-094V-094-5V
HB94V-194V-194V-1
50505050501001005050
505050505090905050
50505050501001005050
1100—2211
1122—2100
—433—1000
—7—7——677
—3—3——322
比較トラッキング指数�新アーク試験(ASTM D 495)
100~600Vの電圧を印加し、30�sec.に1回の割合で滴下口から塩化�アンモニウム0.1%水溶液を50滴�滴下し、 表面破壊を起こした時の電�圧をVで表示する。�
1/4inの間隔で対向させた電極間に�10mAの放電、電流を最初は継続的�に流し、1分毎に放電間隔を増し、最�終的に40mAの電流を流し、放電が�生じるまでの時間(sec.)を測定する。�
温度インデックス°C(Relative Thermarl Index)樹脂の長期耐熱性を示す尺度、電気特性(Dielectric Strength)、�引張強度、引張衝撃強度において、10万時間のエージングの後に、�その初期値が半分の値になる温度。�
ホットワイヤー耐発火性(Hot-Wire Ignition)試験片にニクロム線を巻き、このニクロム線に、65Wの電力を消費�するように通電し、着火するまでの時間(sec.)を測定する。�
高電圧アークトラッキング速度(High Voltage Arc Tracking Rate)�3.97mmの間隔で大電圧小電流を流し、電極間に放電させる。この�間隔を徐々に拡げ、アークが飛ばなくなると、また元の間隔にもどす。�これを2分間続け、トラック跡の長さを2分で除した値(インチ/分)。�
高電流アーク耐発火性�
最小肉厚インチ(mm)色調(All:全色可)�
グレード名�
燃焼クラス�
固定と可動電極間で可動�電極を動かして、40回/�minの割合で放電させ、�発火するまでの回数を測�定する。�
(Comparative Tracking Index)(High-Ampare Arc�Resistance)
(注)HWI、HAI、HVTR、D495、CTIはPLC(Performance Level Classes)等級で表示されています。�
範囲-着火平均時間(秒) 与えられるPLC
120≦着火時間(IT) �
60≦着火時間<120 �
30≦着火時間< 60 �
15≦着火時間< 30 �
7≦着火時間< 15 �
0≦着火時間< 7
0�
1�
2�
3�
4�
5
範囲-着火までの平均アーク数(NA) 与えられるPLC
120≦アーク数 �
60≦アーク数<120 �
30≦アーク数< 60 �
15≦アーク数< 30 �
0≦アーク数< 15
0�
1�
2�
3�
4
アーク抵抗の平均時間(秒) 与えられるPLC
420≦アーク抵抗時間(TAR) �
360≦アーク抵抗時間<420 �
300≦アーク抵抗時間<360 �
240≦アーク抵抗時間<300 �
180≦アーク抵抗時間<240 �
20≦アーク抵抗時間<180 �
60≦アーク抵抗時間<120�
0≦アーク抵抗時間< 60
0�
1�
2�
3�
4�
5�
6�
7
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�

<変性ポリフェニレンエーテル樹脂>�
319318
R
資 料�
高電圧トラッキング:HVTR �
高電圧アーク・トラッキング速さレベル�
�
�
�
�
�
�
�
耐トラッキング:CTI �
比較トラッキングレベル・クラス(PLC)�
�
�
�
�
�
�
�
�
�
●ザイロンの材料表記について�「ISO規格に基づくプラスチック製品の識別と表示」について、下記に、代表的なグレードの材
料表記例をご紹介します。その他グレードについては、担当者までお問い合せ下さい。�
(例)G703V : > P P E + P S - H I - G F 3 0 - F R( 4 0 )< �
�
ベースポリマー 変性ポリマー フィラー 難燃性の表記(リン系難燃剤)�
(1)非強化グレード 500H : >PPE+PS-H I<�
(2)非強化難燃グレード 500V : >PPE+PS-H I-FR(40)<�
(3)強化グレード G702H : >PPE+PS-H I-GF20<�
(4)強化難燃グレード G702V : >PPE+PS-H I-GF20-FR(40)<�
*ISO規格 ISO11469 : プラスチック製品の識別と表示�
ISO1043 : プラスチックの記号 �
1043-1 : ベースポリマー �
1043-2 : フィラー �
1043-3 : 可塑剤 �
1043-4 : 難燃剤
範囲-トラッキング(ミリ/分) 与えられるPLC
0<トラッキング速さ≦ 10 �
10<トラッキング速さ≦ 25.4 �
25.4<トラッキング速さ≦ 80 �
80<トラッキング速さ≦150 �
150<トラッキング速さ�
0�
1�
2�
3�
4
範囲-トラッキング指数(電圧V) 与えられるPLC
600≦トラッキング指数(TI) �
400≦トラッキング指数<600 �
250≦トラッキング指数<400 �
175≦トラッキング指数<250 �
100≦トラッキング指数<175�
0≦トラッキング指数<100
0�
1�
2�
3�
4�
5
<ISOについて>�工場取得スタンダード� ザイロン®はISO9001とISO14001の認証を取得した工場で生産しております。�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
ISO9001: International Organization for Standardization(国際標準化機構)により制
定された品質保証規格ISO9000シリーズのうち製品の設計・開発~製造までを一
貫して行うシステムに関する品質保証規格�
ISO14001:国際標準規格化機構により制定された国際的な環境マネジメントシステムの評価
規格�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�
ISO 9001 認証取得�
ISO 14001 認証取得�
JQA-3013
JQA-EM0395

<変性ポリフェニレンエーテル樹脂>�
321320
R
資 料�
●応力・圧力�������●力�������●仕事・エネルギー・熱量�������●粘 度�
MPa(N/mm2) Pa(N/m2) kgf/cm2 dyn/cm2 psi bar
1 106 1.02×10 107 1.45×102 10
9.81×10-2 9.81×104 1 9.80×105 1.42×10 9.81×10-1
●長 さ�����●質 量�
はじめに�
非強化・�
良流動
�
グレード�
耐熱/
�
高耐熱
�
グレード�
自動車/�
シート/�
ブローグレード�
耐薬品性�
資 料�
シャーシ�
グレード�
制 振�
グレード�
成形上の�
留意点�
PA/PPE系�
グレード�
成形品�
金型設計�
二次加工性�
*MPa=1.02×10kgf/cm2
J kWh kgf・cm kcal
1 2.78×10-7 1.02×10 2.39×10-4
9.81×102 2.72×10-8 1 2.34×10-5
*J=1.02×10kgf・cm(衝撃エネルギー:J/m=1.02×10-1kgf・cm/cm)
N kgf dyn
1 1.02×10-1 105
9.81 1 9.81×105
Pa・s Poise(g/cm・s) cP
1 10 103
*N=1.02×10-1kgf
kg 1b(ポンド)� oz(オンス)�
1 2.21 3.53×10
4.54×10-1 1 1.60×10
m
1
cm
102
mm
103
in
3.94×10
ft
3.28
yd
1.09
mile
6.21×10-4















![センサレスモータドライバの技技術術開開発発技術 …...ÜÝoÞpdßà ]áâ© deS¾ oxyz 製製製 品品品・・・・技技技技 術術術 PPPP RRRR レレレ](https://static.fdocuments.net/doc/165x107/5e3cabecf6a55408b8703f2f/fffffffeeeecce-oeopd.jpg)
