
Effects of compaction method and rubber content on the properties of concrete paving blocks
12
Effects of compaction method and rubber content on the properties of concrete paving blocks Tung-Chai Ling ⇑ Faculty of Construction and Land Use, The Hong Kong Polytechnic University, Hung Hom, Kowloon, Hong Kong article info Article history: Received 28 May 2011 Received in revised form 19 August 2011 Accepted 21 August 2011 Available online 13 October 2011 Keywords: Compaction method Crumb rubber Concrete paving block Properties abstract A wide variety of recycled waste has been successfully used in the production of concrete paving blocks. It is known that the mechanical properties of these concrete products tend to be inconsistent, which is understandable in view of the range of mix designs as well as the variety of materials and compaction methods that were adopted in the production. In this study, recycled waste tyre (crumb rubber) was used to replace sand by volume at the level of 0%, 10%, 20% and 30% in order to investigate how the soft rubber particles behave under plant-machine compaction method during the production of rubberized concrete paving blocks (RCPB). In the hardened stage, the physical properties as well as mechanical properties of RCPB including density, compressive strength, bending strength and skid resistance were studied. The results showed that as a small proportion (10%) of soft rubber particles was included in the mixture, the particles easily distorted and filled the voids between the solid particles. This filling mechanism reduced the porosity of concrete mixtures and effectively developed an adequate adhesion between the particles, resulting in higher gain in strengths. On the contrary, as the rubber ratio increased more than 10%, which the deformability is more predominant than the filling mechanism, this results in higher total stress concentrations and rebound stress of rubber particles, thus, increasing the porosity and micro-cracks, resulting in loss in strengths. Nevertheless, the presence of rubber in concrete did not dem- onstrate brittle failure, but rather a ductile which had an ability to withstand post-failure loads. In com- parison, the mechanical properties of plant-made RCPB performed better than that of corresponding manually-made RCPB. Therefore, plant-compaction method is recommended for future RCPB production and crumb rubber content used to replace sand by volume should be kept at or less than 10%. Ó 2011 Elsevier Ltd. All rights reserved. 1. Introduction Semi-dry concrete block has become increasingly important material in the construction industry. The fabricated concrete blocks can vary in size, strength and durability, depending upon their usage and the need in construction. To achieve better durabil- ity, high utility, consistent quality, and good appearance of SCB, the design concept of the production is mainly based on the combina- tion of low water–cement (w/c) ratio and high compaction meth- od. Presently, there are three general methods for the production of semi-dry concrete blocks at high and uniform standards: (1) hand ramming compaction; (2) manual or machine tamping; (3) high frequency of vibration and compaction methods. Current practice at most of the commercial plants is the (3) method, high frequency of vibration and compaction method which is fully auto- mated, fast and efficient. The final product also has higher density, better strength as well as lower permeability and lesser pore structure. 2. Research background One of the major consequences of the rapid growth of popula- tion, economic and industrialisation is the massive generation of solid wastes and by-product materials. Most of these waste mate- rials are currently landfilled worldwide. As a result, an innovative solution to meet these challenges is necessary. Owing to the advantages and the successful development of the production methods of semi-dry concrete block, it is expected that introduc- tion of solid waste and by-product materials in concrete blocks could considerably reduce the waste management problem. Previous studies have shown that it is possible to utilise most of the solid wastes or by-products in the production of concrete block products. Extensive works have been conducted by Poon et al. [1–6] on the use of construction and demolition wastes such as recycled concrete aggregates and contaminants (tiles, brick, glass and wood) for the production of concrete block products. In their works, a combination of compaction method (manual and high compression pressure) was used for the production of concrete paving blocks (CPB) at laboratory scale. The CPB were prepared with little amount of water in such a way the mix was cohesive 0950-0618/$ - see front matter Ó 2011 Elsevier Ltd. All rights reserved. doi:10.1016/j.conbuildmat.2011.08.069 ⇑ Tel.: +852 66975982. E-mail addresses: [email protected], [email protected] Construction and Building Materials 28 (2012) 164–175 Contents lists available at SciVerse ScienceDirect Construction and Building Materials journal homepage: www.elsevier.com/locate/conbuildmat
-
Upload
tung-chai-ling -
Category
Documents
-
view
217 -
download
1
Transcript of Effects of compaction method and rubber content on the properties of concrete paving blocks

Construction and Building Materials 28 (2012) 164–175
Contents lists available at SciVerse ScienceDirect
Construction and Building Materials
journal homepage: www.elsevier .com/locate /conbui ldmat
Effects of compaction method and rubber content on the properties ofconcrete paving blocks
Tung-Chai Ling ⇑Faculty of Construction and Land Use, The Hong Kong Polytechnic University, Hung Hom, Kowloon, Hong Kong
a r t i c l e i n f o
Article history:Received 28 May 2011Received in revised form 19 August 2011Accepted 21 August 2011Available online 13 October 2011
Keywords:Compaction methodCrumb rubberConcrete paving blockProperties
0950-0618/$ - see front matter � 2011 Elsevier Ltd. Adoi:10.1016/j.conbuildmat.2011.08.069
⇑ Tel.: +852 66975982.E-mail addresses: [email protected], cetcling@
a b s t r a c t
A wide variety of recycled waste has been successfully used in the production of concrete paving blocks.It is known that the mechanical properties of these concrete products tend to be inconsistent, which isunderstandable in view of the range of mix designs as well as the variety of materials and compactionmethods that were adopted in the production. In this study, recycled waste tyre (crumb rubber) was usedto replace sand by volume at the level of 0%, 10%, 20% and 30% in order to investigate how the soft rubberparticles behave under plant-machine compaction method during the production of rubberized concretepaving blocks (RCPB). In the hardened stage, the physical properties as well as mechanical properties ofRCPB including density, compressive strength, bending strength and skid resistance were studied. Theresults showed that as a small proportion (�10%) of soft rubber particles was included in the mixture,the particles easily distorted and filled the voids between the solid particles. This filling mechanismreduced the porosity of concrete mixtures and effectively developed an adequate adhesion betweenthe particles, resulting in higher gain in strengths. On the contrary, as the rubber ratio increased morethan 10%, which the deformability is more predominant than the filling mechanism, this results in highertotal stress concentrations and rebound stress of rubber particles, thus, increasing the porosity andmicro-cracks, resulting in loss in strengths. Nevertheless, the presence of rubber in concrete did not dem-onstrate brittle failure, but rather a ductile which had an ability to withstand post-failure loads. In com-parison, the mechanical properties of plant-made RCPB performed better than that of correspondingmanually-made RCPB. Therefore, plant-compaction method is recommended for future RCPB productionand crumb rubber content used to replace sand by volume should be kept at or less than 10%.
� 2011 Elsevier Ltd. All rights reserved.
1. Introduction
Semi-dry concrete block has become increasingly importantmaterial in the construction industry. The fabricated concreteblocks can vary in size, strength and durability, depending upontheir usage and the need in construction. To achieve better durabil-ity, high utility, consistent quality, and good appearance of SCB, thedesign concept of the production is mainly based on the combina-tion of low water–cement (w/c) ratio and high compaction meth-od. Presently, there are three general methods for the productionof semi-dry concrete blocks at high and uniform standards: (1)hand ramming compaction; (2) manual or machine tamping; (3)high frequency of vibration and compaction methods. Currentpractice at most of the commercial plants is the (3) method, highfrequency of vibration and compaction method which is fully auto-mated, fast and efficient. The final product also has higher density,better strength as well as lower permeability and lesser porestructure.
ll rights reserved.
inet.polyu.edu.hk
2. Research background
One of the major consequences of the rapid growth of popula-tion, economic and industrialisation is the massive generation ofsolid wastes and by-product materials. Most of these waste mate-rials are currently landfilled worldwide. As a result, an innovativesolution to meet these challenges is necessary. Owing to theadvantages and the successful development of the productionmethods of semi-dry concrete block, it is expected that introduc-tion of solid waste and by-product materials in concrete blockscould considerably reduce the waste management problem.
Previous studies have shown that it is possible to utilise most ofthe solid wastes or by-products in the production of concrete blockproducts. Extensive works have been conducted by Poon et al.[1–6] on the use of construction and demolition wastes such asrecycled concrete aggregates and contaminants (tiles, brick, glassand wood) for the production of concrete block products. In theirworks, a combination of compaction method (manual and highcompression pressure) was used for the production of concretepaving blocks (CPB) at laboratory scale. The CPB were preparedwith little amount of water in such a way the mix was cohesive

T.-C. Ling / Construction and Building Materials 28 (2012) 164–175 165
but with zero slump. The semi-dry cohesive concrete mix waspoured into a 200 � 100 � 60 mm mould in three layers at equaldepth. For the first two layers, manual compaction was appliedusing a hammer and a wooden stem. After the third layer waspoured, a compression force at a rate of 600 kN/min was applieduntil the force reached 500 kN. The test results showed that itwas feasible to produce CPB with 50% recycled concrete aggregateand 50% of crushed clay brick that satisfied the minimum require-ment of ETWB of Hong Kong. In order to test the feasibility of theproduction technique, the same mix proportion of CPB were pro-duced at a commercial plant setting. An automatic block makingmachine with a combined vibration and compaction force of80 psi for 12 s was used. They concluded that the properties ofplant-produced CPB were comparative with those laboratory-pro-duced CPB except a slightly higher compressive strength was foundin the plant-produced CPB.
Several authors [7–11] have reported that incorporating recy-cled glass in CPB is one of the promising solutions for waste glassrecycling. According to the reported data [7], one conventionalblock making manufacturer could use as much as 1000 tonnes recy-cled glass per day (as a replacement of natural aggregates) in theCPB production. Previous research studies data have shown consid-erable scatter on the maximum possible content of recycled glassthat could be used as natural aggregates replacement in CPB. Meyeret al. [7] found that it was possible to produce plant-CPB containingup to 100% glass as aggregate. However, studies conducted by Byarset al. [8] indicated that if the glass aggregate exceeded 40%, theamount of moisture could not be absorbed by glass aggregate,therefore, that may result in slump and the produced plant-CPBmay not be able to retain its original shape. Turgut [9] demon-strated that no damage was observed for all the concrete blocksprepared with recycled glass at laboratory setting under a con-trolled w/c and moderate compaction technique (160 MPa).
Other studies have been carried out [12–14] which aimed tocreate useful by-products such as fly ash and bottom ash in theproduction of CPB and pressed blocks. Naik et al. [12] investigatedthe effect of using 15% and 25% of fly ash as cement replacement inthe production of paving stone at a plant setting. Results showedthat none of the produced paving stone satisfied the minimumstrength requirement according to ASTM C 936. They concludedthat the presence of a frog (groove) on the bottom part of the brickmould had affected some of the physical properties of the blocksduring the production. Holt and Raivio [13] conducted a prelimin-ary laboratory to look on the effect of different residues as cementreplacement in CPB. In the laboratory, an Intensive CompactionTester (ICT-1000R) with a pressure of 100 kPa, simulated to theplant manufacture setting was used. Based on the laboratory testresults, one residue was selected to replace 10% and 15% of cementin CPB to assess its feasibility during the production at full-scaleplant setting. In terms of fresh and hardened properties, the CBPcontaining residue at 10% and 15% showed comparable results ascompared to reference CBP. Karasawa et al. [14] worked on theuse of large amount of fly ash as fine aggregate replacement inmaking compacted CPB. The results revealed that as the amountof fly ash increased to 25% in the mix, a large plastic deformationand deterioration of dimension quality was observed duringdemoulding. They further noted that it was possible to controlthe plastic deformation by increasing the fineness modulus in thefine aggregate compositions. Freidin [15] used manual block-mak-ing machine (Cinva–Ram) with compaction pressure of 4 MPa toprepare building blocks containing fly ash and bottom ash. Resultsshowed that there was no complication for the produced blocks tomeet the specified requirement for shape, surface appearance aswell as strength.
Among the waste, waste tyre is one of the major environmentalproblems faced by most municipalities in the world due to its not
readily biodegradable nature. Majority of such tyres were disposedat landfill and eventually will become mosquito breeding placesand the worst case when it is burnt. In recent years, concerningthe possible use of recycled waste tyre (crumb rubber) in the pro-duction of CPB has been investigated [16–21]. Preliminary results[16] demonstrated that the production process of making CPBmixed with crumb rubber by using manually-operated hand pressmachine (Cinva–Ram) was quick and simple. Test results haveshown that partial replacement of natural aggregates by an equalvolume of crumb rubber varying from 10% to 20% resulted in a bet-ter flexibility and energy absorption. This improvement may bedue to the ability of the crumb rubber to undergo large elasticdeformation before the failure of the CPB took place. Moreover,some of the unique properties of CPB produced using rubber aggre-gate were light weight, higher impact resistance, higher toughnessand plastic deformation, which might offer offering a great poten-tial for it to be used in sound barriers and pavement structures. Anattempt was made by Ling et al. [17] to evaluate how the crumbrubber contents and w/c ratios affected the properties of manual-compacted CPB. The laboratory test results of CPB incorporatingcrumb rubber ranging from 0% to 50% showed that the higherthe rubber content in the concrete mix, the lower was the com-pressive strength. Sukontasukkul and Chaikawe [16] also noticedthat as the rubber content increased to 20%, there was a greatreduction in strength at approximately 82.5%.
Thus, the demand for more practical and effective use of crumbrubber to its maximum possibility in the production of rubberizedconcrete paving blocks (RCPB) to improve some of the engineeringproperties while maintaining strength has become intense. Theinfluence of soft rubber particles in the production of RCPB underdifferent compaction methods are investigated in this presentwork. The quality assurance from raw materials to manufacturingprocess and finishing products is critically evaluated. The hardenedproperties of RCPB including density, compressive strength, bend-ing strength and skid resistance specimens made by plant-machineand hand-ramming method are studied and compared.
3. Details of research study
Fig. 1 shows the flowchart of the present study. This study wasdivided into three major parts. In the first part, the physical prop-erties of raw materials used for the production of rubberized con-crete paving blocks (RCPB) were assessed. In the second part, theinfluence of soft rubber particles and high compaction force onthe fresh and physical properties of RCPB produced was monitoredand assessed. Immediately, a same concrete mix was used to pro-duce manually-made RCPB using hand-ramming compactionmethod. In the final part, the density, skid resistance as well ascompressive and bending strengths of both plant-made and man-ually-made RCPB were determined and compared. A total ofapproximately 4300 RCPB including control specimens were pro-duced in this study.
3.1. Raw materials
The RCPB comprised ordinary Portland cement (OPC), graniteaggregate, coarse sand, fine sand and crumb rubber. OPC usedthroughout the study conformed to BS 12 [22]. The superplasticizer(SP) used was Rheobuild 1000 (an aqueous solution of a Ca–Nap-thalene Sulphonated). Due to the high viscosity, the SP was dis-solved with mixing water before being added into concrete mix.Granite aggregate which had a fineness modulus of 5.29 and flak-iness index of 17.07% was used as coarse aggregate. Coarse and finesand had a maximum particle size less than 9.50 mm and 4.75 mmand fineness modulus of 3.02 and 1.78 were used as fine aggregate

Raw materials -Physical attributes check
Fresh concrete-Shape, dimension & weight checking
Finished Products -Visual properties & physical attribute checking
Collection of extra base mix at the end of plant-production
Sand & granite
Material hopper
Material dosing
Water Cement, rubber &
additive Water
Base concrete mixer Face concrete mixer
Plant-made compaction machine
Elevator
Curing chamber
Lowerator
Cement & rubber
Plant-made RCPB on wood pallet
Production of manual-made RCPB
Curing in air
Comparison of mechanical properties
Fig. 1. The flowchart of research study.
166 T.-C. Ling / Construction and Building Materials 28 (2012) 164–175
in base and face concrete mixes, respectively. Crumb rubber was afine material produced by mechanical shredding with the grada-tion close to that of sand. Two particle sizes of crumb rubber wereused: 1–3 mm and 1–5 mm as a partial substitute for sand in theproduction of face and base layers of RCPB, respectively. The den-sity of 1–3 mm and 1–5 mm dense crumb rubber were 596 kg/m3
and 606 kg/m3, whereas their fineness moduli were 4.52 and 4.74,respectively.
3.2. Mix design
A total of four mixes were prepared in a commercial plant set-ting. Each of the RCPB produced consists of two layers, base (bot-tom) and face (surface) layer. The raw materials used for baseconcrete mix were cement, granite aggregate, coarse sand and 1–5 mm crumb rubber. The mix proportion for control base concretemix was 1:1.9:3.8 (cement:granite aggregate:coarse sand), with anSP/cement ratio of 0.06. The weight ratio of granite aggregate tocoarse sand of all the mixtures was kept at 1:2. The w/c was in
Table 1Mix composition and ratio of RCPB mixtures.
Mix notation Mix ratio Cement content (kg/m3)
Face (C:FS) Base (C:A:CS) Face Base
RCPB-0 1:2.3 1:1.8:3.8 617 328RCPB-10 1:2.1 1:1.8:3.4 585 317RCPB-20 1:1.9 1:1.8:3.0 604 274RCPB-30 1:1.7 1:1.8:2.6 574 286
C-cement, FS-fine sand, CS-coarse sand.
the range 0.39–0.45 for 290–330 kg/m3 cement content, as appro-priate to the plant production setting.
To produce a good surface appearance (approximately 5 mmthick), the raw materials used for face concrete mix consisted ofhigh volume cement, fine sand and 1–3 mm crumb rubber. Themix proportion for control face mix was 1:2.3 (cement:fine sand).The w/c was in the range of 0.23–0.29 for 570–620 kg/m3 cementcontent, as appropriate to the smooth facing layer production.
The volume fraction of crumb rubber was varied at approxi-mately 0%, 10%, 20% and 30% for sand replacement in the mix forRCPB-0, RCPB-10, RCPB-20 and RCPB-30, respectively. The detailsof all the RCPB mixes design are shown in Table 1.
3.3. Manufacturing process of plant-made RCPB
3.3.1. Concrete mixingSemi-dry concrete mixing was used at plant production setting
for the production of rubberized concrete paving blocks in thisstudy. During the concrete mixing, two independent mixers were
w/c ratio Rubber content (%) Demoulded fresh density (kg/m3)
Face Base Face Base
0.23 0.45 0 0 21700.23 0.43 8.8 9.7 21400.29 0.48 21.6 19.4 21000.26 0.39 30.4 29.0 2030

T.-C. Ling / Construction and Building Materials 28 (2012) 164–175 167
used with appropriate capacity and worked in parallel, to ensureface layer was added on the base layer for a better appearance. Ini-tially, granite aggregate, coarse sand, cement and 1–5 mm crumbrubber were mixed in a base concrete mixer for approximately1 min. After mixing for 1 min, the required amount of water (SPthoroughly pre-mixed) was added to the dry materials and mixedfor another 1 min until the desired moisture content was obtained.Similar mixing process was also employed for face concrete mix.
Fig. 2. Height checking.
Fig. 3. Some of the rejected RCPB.
3.3.2. Fabrication of plant-made RCPBAfter concrete mixing process was completed, both base and
face concrete mixes were transferred from pan mixers to their feedhoppers, respectively. The amount in the feed hoppers was con-trolled by an automatic weighting system. The hopper dischargeda correct amount of concrete into steel mould with individualinternal dimensions of 210 mm length, 105 mm width and60 mm depth. When the mould was filled by the base concretemix, preliminary vibrations together with high compaction press-ing were applied (see Table 2). After that, the base concrete mixwas poured into the mould again for the second layer, and thenintermediate compaction and vibration were applied for 2.2 sec-ond. Finally, face concrete mix was filled up the mould for another(final) compaction of 1.2 second was applied. Hydraulic ram wasreleased after the compaction and the head was lifted to allowearly stripping of RCPB from the steel moulds.
Previously, because the mechanics of RCPB mixed with rubberparticles had not been fully researched, considerable reliance wasplaced on experience (trial and error) to select an optimum press-ing time and w/c for the production of RCPB products at plant set-ting. The optimum time of vibration at 5.2 second was determinedin the plant. But good compaction was more difficult to achieve inRCPB when the concrete mix contained 20% or 30% of crumb rub-ber. Therefore, trail and error approach was taken to adjust the w/cratio that can optimise the use of 20% and 30% of soft rubber par-ticles in the production of RCPB. After various tries, an ‘optimumparameter’ was adopted (see Tables 1 and 2).
1 2
3
4
5
Fig. 4. RCPB sampling.
3.3.3. Monitoring of fresh plant-made RCPBAfter demoulding, pallets were removed from the lowerator and
all the RCPB were stood individually and were separated from oneanother by thickness of the mould walls. Fig. 2 shows 54 freshRCPB specimens on a pallet that was produced by one compactionspressing. All the RCPB produced were visually checked and theirheight was monitored by height control device. Any significantchange in the physical appearance indicates something awry inthe parameters setting during the production. Fig. 3 indicates someof the ‘‘expanded’’ RCPB that were being rejected as the palletpassed through the height control device.
Besides, the appearance and colour variations of RCPB were alsochecked by manual sampling of five samples from the pallets (seeFig. 4). Weight and dimensions of the sampling samples weredetermined as shown in Fig. 5. The thickness of the face layerwas also measured in accordance to the requirement of MA 20[23].
Table 3 shows the results of physical properties of fresh plant-made RCPB. Because of low specific gravity of rubber particles,
Table 2Vibration time and speed was adopted during the production of RCPB.
Sequence of vibration applied Time (s) Speed (Hz)
Preliminary 1.8 60Intermediate 2.2 58Final (for face) 1.2 60Total Vibration Time (s) 5.2 –
weight of fresh plant-made RCPB decreases with the increase inthe percentage of rubber content. However, the decrease in weightof rubber was found to be less important when rubber content wasat 10% of the total sand volume.
Based on the visual observations of the fresh plant-made spec-imens, no honeycombs, cracks, and outstanding deformation werefound on RCPB containing 0% and 10% of crumb rubber. For RCPBcontaining 20% or 30% of crumb rubber, some cracks and delamina-tion between the face and base layers were clearly observed. Thismay be attributed to the increase in degree of compressibility by

Fig. 5. Dimensions measurement.
Table 3Physical properties of fresh plant-made RCPB.
Mixnotation
Rubbercontent(%)
Totaldepth(mm)
Thickness offacing layer(mm)
Weight(kg)
Visualobservations
RCPB-0 0 59.6 5.5 2.82 Very good, nocracking
RCPB-10
10 59.8 5.0 2.82 Good
RCPB-20
20 59.2 5.0 2.74 Somecracking
RCPB-30
30 59.8 3.3 2.68 Somecracking,delamination
Fig. 7. Cracks and dimensions change of
RCBP
Mould wall
H1 < H2
When compaction force is applied W
B1 <
Fig. 6. RCPB during (a) compa
168 T.-C. Ling / Construction and Building Materials 28 (2012) 164–175
increasing the rubber content (during compaction). Therefore, oncethe RCPB were released from the compaction force (after demoul-ding), which in turn changed the volume and dimensions (expan-sion takes place due to the stress released from rubber particles)of the RCPB specimens. The deformability mechanism of the pres-ence of high elastically deformable crumb rubber during the com-paction and moulding is illustrated by Fig. 6.
Fig. 7 shows a typical pattern of cracks of varying orientationsand dimension change of fresh RCPB-30 specimens. Another possi-ble reason for the cracks development may be due to the increasein shear plane between the mould wall and all sides of fresh RCPBspecimens. This is because the sand–rubber mixture could createdhigher shear resistance compared to sand alone at the same com-paction [24]. Aslantas [25] also reported similar problem for con-crete block produced by a combined vibration and pressuremethod. He stated that high water content in the mix had causedthe surface problems and instability of concrete at the demouldingstage. Also, care should be taken with the use of high content ofrubber in the concrete mix because it can gradually affected theconcrete slump [26].
3.3.4. CuringAll the plant-made RCPB samples were cured under an elevated
curing temperature at temperature of 25 ± 3 �C with humidity of95 ± 3% for the first day. After 1 day, the 1-day hardened plant-made RCPB samples on pallets were then removed from roller-con-veyors mounted on the outlet side of the press, and placed on to anelevator. The samples were then collected and further cured atroom temperature of 32 ± 3 �C with 65 ± 5% relative humidity untilthe testing on the 28th day. The effects of different curing condi-tions on the properties of plant-made RCPB can be found in [20].
RCPB-30 (a) side view (b) plan view.
RCBP
Steel plate
hen compaction force is released
B2
ction and (b) demoulding.

Fig. 8. Checking and selecting of rejected RCPB.
Fig. 9. Rejected RCPB.
Table 4Number of total samples produced and rejected for each mix design RCPB.
Mixnotation
Total productionsample
Rejectedsample
% of rejectionrate
RCPB-0 1116 60 5.4RCPB-10 1012 100 9.9RCPB-20 1126 446 39.6RCPB-30 1046 648 62.0
RCPB-0 RCPB-10
Fig. 10. Surface colours of four differe
T.-C. Ling / Construction and Building Materials 28 (2012) 164–175 169
3.3.5. Investigation of 1-day hardened plant-made RCPB3.3.5.1. Physical appearance. The visual properties and physicalattribute of 1-day plant-made RCPB samples were checked inaccordance to the requirement of the quality specified by MA 20[23]. Figs. 8 and 9 show some of the finished products that rejecteddue to some faults present.
For each mix design, more than 1000 RCPB specimens were pro-duced. The total number of samples produced and rejected is givenin Table 4. The rejection rate increased with an increase in the rub-ber content which mainly due to the decrease of its feasibility dur-ing the production. The rejection samples of RCPB-20 and RCPB-30shown in Table 4 were included in the redundant samples sourcedfrom those failed trial and error mixes.
3.3.5.2. Surface colour. Fig. 10 shows surface colours of plant-madeRCPB containing different content of crumb rubber. The RCPBmixed with 20% and 30% of crumb rubber were slightly darker thanthose controlled RCPB (0%) and RCPB mixed with 10% of crumbrubber. This slight colouration would not cause significant problemwhen it was applied in pedestrian area or low traffic volumepavement.
3.4. Manufacturing process of manually-made RCPB
The production of manually-made RCPB has been studied in aside experiment. Only base concrete mix collected from wood pal-let at the end of each batch plant production was used to preparemanually-made RCPB. The compaction method used to producemanually-made RCPB was a modified method from ASTM D 698[27] (see Fig. 11). This manually-made method was proven toachieve minimum target strength of 30 MPa [17], which stratifiedfor the application in trafficked area less than 3 tonnes grossweight.
The procedure of the modified manual-compaction method isdescribed below. Manual compactions were applied by using ahammer at each layer of concrete mixture after the steel mouldswere filled in two layers of about equal depth with internal dimen-sions of 200 � 100 � 60 mm. To ensure the mixture was well com-pacted at each layer; 50 drops (five drops in horizontal directionand ten drops in vertical direction) of 1.86 kg square hammer(25 mm � 25 mm) were uniformly applied from a height of up to15 cm onto the mixture directly. After the second layer was com-pacted, a final mix will fill up the empty space within the mould.Excessive materials were removed from the blocks surface andthe surface was then flattened with a trowel. The manually-madeRCPB were removed from the steel moulds 1 day after casting
RCPB-20 RCPB-30
nt plant-made RCPB specimens.

Rammer pattern for compaction in 200×100×60 mm steel mould
Test method ASTM D 698 [19]
Modified method
Hammer weight (N) 24 18
Hammer size 50 mm in diameter
25×25 mm in rectangular
Drop height (cm) 30 15 Total number of drops 75 100
Number of drop per layer 25 50
Compaction rate (drops/min) 25 50
H1 H2 H3
H1 - H5
25mm
V1
–V
10
25m
m
V
7
V6
V5
Fig. 11. Summary of modified hand-ramming compaction method for manually-made RCPB.
170 T.-C. Ling / Construction and Building Materials 28 (2012) 164–175
and cured in air at an average room temperature of 30 ± 3 �C with65 ± 5% relative humidity until the 28 days of testing.
3.5. Mechanical properties test methods
The compressive strength was determined in accordance withMA 20 [23]. Prior to the testing, RCPB were soft capped with twopieces of 4 mm thick plywood to ensure a flat surface during load-ing. A modified British Standard (BS 6073-1) [28] method was usedfor the three-point bending strength test. Load was applied to acentral line of RCPB while being simply supported over a span of150 mm until rupture occurred. Deflection and energy absorptionwere automatically recorded in the data acquisition system andthe modulus of rupture (MOR) was then calculated. The MOR is gi-ven according to equation: r ¼ 3
2LF
BD2 and expressed in MPa. Where,L is the span length (mm), F the maximum applied load (N), B theaverage width of the sample (mm), and D its average thickness(mm).
The dry density of RCPB was determined according to BS 6073-2[29]. The density of the RCPB is simply the mass of air dried sampledivided by its volume, expressed in kg/m3. The skid resistance wasdetermined in accordance with ASTM E 303 [30]. Four swings weremade and an average result was calculated for each specimen. Allthe testing at hardened stage was conducted at 28 days after cast-ing. An average result of three samples for manually-made RCPBand five samples for plant-made RCPB were reported.
4. Results and discussion on the 28-day hardened properties
4.1. Compressive strength
Fig. 12 shows the effects of percentage of crumb rubber replac-ing fine aggregate on the compressive strength of RCPB. In general,the compressive strength results obtained in this study for bothplant-made and manually-made methods are in agreement withprevious studies, in which the compressive strength of RCPB de-creased as the percentage of crumb rubber increased [16–19]. Astudy by Sukonrasukkul and Chaikaew [16] reported that the inclu-sion of 20% of crumb rubber with fineness modulus of 4.98, 3.77and 2.62 into concrete paving blocks decreased the compressive
strength as much as 84.4%, 78.1%, 85.0%, respectively. In this study,when crumb rubber with a fineness modulus of 4.74 was used as20% of sand replacement decreased the compressive strength of50.0% and 52.6% for plant-made and manually-made RCPB, respec-tively. As for a study by Ling et al. [17], 20% of crumb rubber incor-porated in concrete paving blocks with water-to-cement ratio of0.45, 0.50 and 0.55 caused a decrease of 33.6%, 18.3% and 38.0%in compressive strength, respectively.
It is worth to note that the compressive strength of plant-madeRCPB increased, as the proportion of crumb rubber in concrete was10%. This point of inflexion can be explained by the mechanismbehaviour shown in Fig. 13. As a small proportion (�10%) of crumbrubber was included in the mixture, the soft rubber particles easilydistorted and filled the voids between the solid particles (naturalaggregates) under a compression force of plant-made machine.This filling mechanism was found to reduce the porosity by fillingup the free pore volume in the concrete mixtures (see Fig. 13b).Furthermore, under this circumstance, the rubber particles hadbonded well with cement matrix (see Fig. 14a) which in turn re-sulted in a better compressive strength of RCPB. A perfect adher-ence between rubber and cement matrix has also been observedin other work [31].
However, it is impossible to achieve ‘‘zero’’ porosity by increas-ing the rubber particles in the mixtures. A larger porosity was ob-served with an increasing rubber ratio higher than 10%, because atthis point the deformability is more predominant than the fillingmechanism. This indicates that the deformability of RCPB in-creased significantly after an optimum close packing is reached.Also, as the crumb rubber content increases beyond this limit, it in-creased the total stress concentrations in the concrete mixture andtherefore rebound stress of rubber particles occurred. This, in turn,results in micro-cracks between the interfaces in concrete matrixand considered to loss the strength significantly. Fig. 14b showsthe loss of adhesion between the rubber particles and the sur-rounding cement paste.
As can be seen in Fig. 12, the compressive strength of RCPBgreatly depends on the compaction methods used. Regardless ofcrumb rubber content, the compressive strength of plant-madeRCPB was higher than the corresponding manually-made RCPB.This finding can be explicated through the packing behaviour ofthe particles in the RCPB whereby the higher level of compaction

0
10
20
30
40
50
60
3020100
Rubber content by total sand volume (%)
Com
pres
sive
str
engt
h (M
Pa)
plant-made manually-madeLing et al. (w/c=0.45)Ling et al. (w/c=0.50)Ling et al. (w/c=0.55)Sukontasukkul and Chaikaew (FM=4.98)Sukontasukkul and Chaikaew (FM=2.62)Sukontasukkul and Chaikaew (FM=3.77)
Fig. 12. Effects of rubber content on the compressive strength.
Fig. 13. Mechanism behaviour between soft rubber and solid particles (a) under compaction force and (b) once released from the force.
Fig. 14. Observation of undisturbed facture surface resulting from compression test (a) RCPB-10 and (b) RCPB-30.
T.-C. Ling / Construction and Building Materials 28 (2012) 164–175 171
was; the higher the packing and better strength was achieved. Forinstance, in the case of RCPB-0 without the influence of crumb rub-ber particles, when the concrete mixture only consists of rigid/so-lid particles, applying higher compaction force (by plant-mademachine) is able to enhance the particles distribution and ensurea better packing density of the system per unit volume. Note thatthe decrease of the porosity in the mixtures, which composed ofonly rigid particles, was mainly attributed to the particles move-ment and rearrangement with the applied stress because nochanges to the shapes and size are expected in solid particles.
The relative strength, Cp/Cm (Cp and Cm being the compressivestrengths of plant-made and manually-made RCPB, respectively)was used to compare the relative differences between the strengthobtained from two compaction methods. It was noted in Table 5that the relative compressive strength ranged from 1.92 to 3.48depending on the percentage use of crumb rubber. Increased inrubber content reduced the value of relative compressive strength.For RCPB-0 without crumb rubber, the use of plant-made methodenhanced the compressive strength by 2.55 times as compared tocorresponding mix manufactured through manually-made

Table 5Relative properties of plant-made and manually-made RCPB mixes.
Mixnotation
Compressive strength(MPa)
Relative compressivestrength
Hardened density (kg/m3) Relativedensity
Flexural strength (MPa) Relative flexuralstrength
Plant-made
Manually-made
Plant-made
Manually-made
Plant-made
Manually-made
RCPB-0 31.1 12.2 2.55 2063 1917 1.08 4.59 2.75 1.67RCPB-10 42.5 12.2 3.48 2138 1931 1.11 5.24 2.67 1.96RCPB-20 15.6 5.8 2.69 1994 1836 1.09 3.30 0.84 3.93RCPB-30 11.7 6.1 1.92 1918 1740 1.10 2.54 0.90 2.82
Fig. 15. SEM image of (a) plant-made and (b) manually-made RCPB-0.
172 T.-C. Ling / Construction and Building Materials 28 (2012) 164–175
method. From observations under microstructures images, it canbe seen that the microstructure of concrete mix matrix was im-proved. In fact, the concrete matrix shown in Fig. 15a, enrichedby the finest sand particles, might firmly embed the pore structurein the matrix, although there was no additional filler in the admix-tures. For manually-made method, Fig. 15b shows a lose interfacebetween the particles in the admixture.
4.2. Relationship between compressive strength and hardened density
As can be seen in Table 5, the density of manually-made RCPBranged from 1740 to 1930 kg/m3, whereas the density of plant-made RCPB ranged from 1917 to 2138 kg/m3. This indicated thatthere was great enhancement in density of RCPB made through
y
y = 0.007e3.9147x
R2 = 0.86
0
10
20
30
40
50
60
1700 1800 1900
Densit
Com
pres
sive
str
engt
h (M
Pa)
Plant-made
Fig. 16. Relationship between com
plant-made method. The increase in density was about 9.3% inaverage. But the incorporation of the crumb rubber decreased thedensity of both plant-made and manually-made RCPB.
As expected, the decrease in density resulted in decreasingcompressive strength of RCPB. Fig. 16 shows a statistical relationbetween 28-day compressive strength and density of both plant-made and manually-made RCPB. In this case, compressivestrength was treated as the dependent parameter, whereasdensity was considered as the independent variable. HigherR-squared values indicated that the proposed method explainsthe relationship significantly. Therefore, it is suggested that if ahigher density can be achieved for a RCPB, it will in turn increasein compressive strength, regardless of rubber content andcompaction methods.
= 0.0001e6.119x
R2 = 0.98
2000 2100 2200
y (kg/m3)
Manually-made
pressive strength and density.

T.-C. Ling / Construction and Building Materials 28 (2012) 164–175 173
4.3. Three-point bending strength
There is no doubt that if RCPB are used for pavement applica-tion, the RCPB are more liable to break under traffic (fail in bend-ing) than being crushed (fail under compression). Hence, it isnecessary to evaluate the bending conditions of the plant-madeand manually-made RCPB produced. Fig. 17 illustrates the effectof compaction methods on modulus of rupture (MOR) in varyingcrumb rubber content. A similar trend of MOR as in compressivestrength was observed. It was, however, the MOR results of manu-ally-made RCPB samples that were very discouraging, particularlyat higher percentage of rubber content. For example, the MOR ofmanually-made RCPB-20 was only a quarter (25%) of the corre-sponding plant-made RCPB-20. This could be due to the combinedreasons of low water-to-cement ratio, low compaction force ofmanually-made method as well as the presence of high contentof soft rubber particles in the concrete mixtures. Therefore, to pre-vent the low MOR, avoid insufficient water, insufficient compac-tion, and too much soft rubber particles from occurringsimultaneously during the production of RCPB.
Fig. 18 shows the typical load–deflection curve of (a) plant-made and (b) manually-made RCPB with varying percentage ofcrumb rubber. Maximum deflections were observed for RCPBincorporating 30% of crumb rubber for both plant-made andmanually-made method. This showed that the rubber particles
0
1
2
3
4
5
6
RCPB-0 RCPB-10
Mix no
Mod
ulus
of r
uptu
re (M
Pa)
Plant-made
Fig. 17. Modulus of rupture of plant-
RCPB-0 RCPB-10
RCPB-20
RCPB-30
Fig. 18. Three-point bending strength responds of
increased the deformability property of RCPB. It was observed thatwhen RCPB-20 and RCPB-30 achieved its maximum load, theywere not completely fractured, but withstand post-failure loadsand then fail gradually (ductile behaviour).
The toughness is known as energy absorption capacity and isgenerally calculated from the area under load–deflection curve upto where the point failure is plotted. For a given rubber content, eventhough the deflection value of plant-made RCPB was lower, but thetoughness and fracture energy was found to be larger than the man-ually-made RCPB. This is due to the higher strength response. Hence,the plant-made RCPB was able to absorb larger quantities of energyafter the peak load and prior to the final failure than manually-madeRCPB prepared with the same percentage of crumb rubber. Ling et al.[21] reported that concrete paving blocks containing crumb rubberperformed better impact resistance than a plain concrete pavingblock. They found that the plain concrete block was broken com-pletely after the 3rd drops of falling weight; whereas the block with30% crumb rubber only suffered small cracking after the 9th dropsand maintained the integrity of the block structure.
4.4. Skid resistance
Skid resistance was measured in accordance to ASTM E 303[30]; four swings of the pendulum were made for each individualsurface of RCPB. Prior to the test, the concrete block surface was
RCPB-20 RCPB-30
tation
Manually-made
made and manually-made RCPB.
RCPB-0 RCPB-10
RCPB-20 RCPB-30
(a) plant-made and (b) manually-made RCPB.
0
10
20
30
40
50
60
70
80
90
RCPB-0 RCPB-10 RCPB-20 RCPB-30Mix notation
Brit
hish
pen
dulu
m n
umbe
r (B
PN)
Plant-made Manually-made
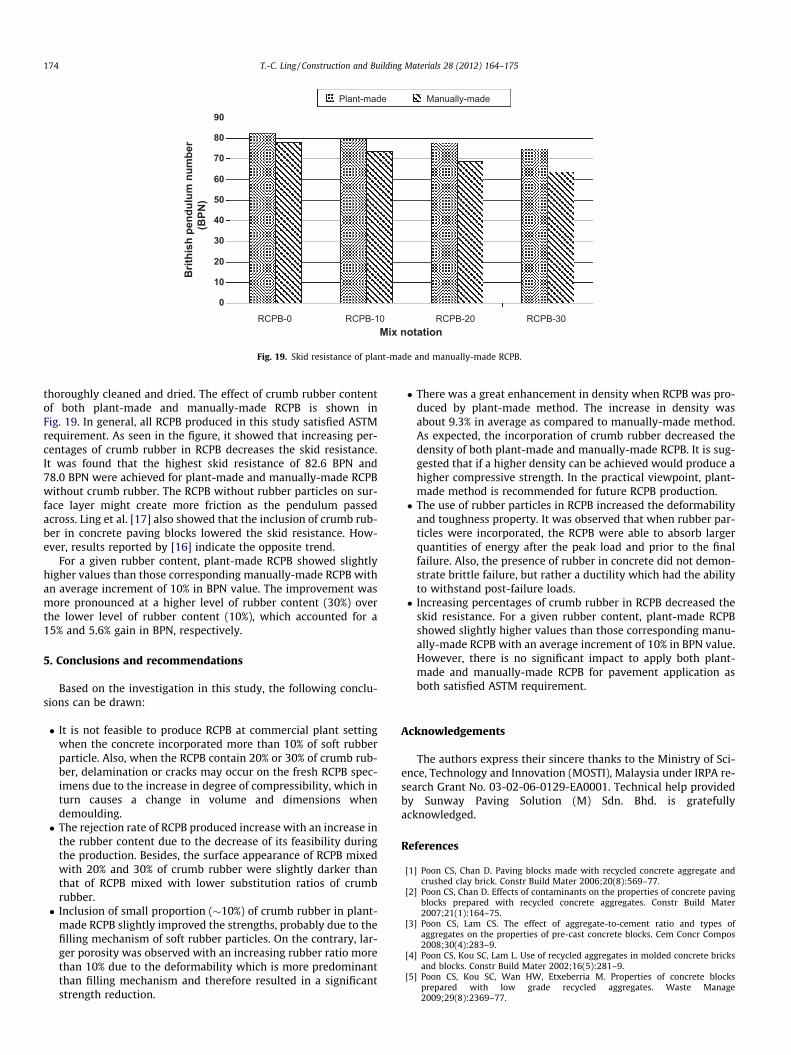
Fig. 19. Skid resistance of plant-made and manually-made RCPB.
174 T.-C. Ling / Construction and Building Materials 28 (2012) 164–175
thoroughly cleaned and dried. The effect of crumb rubber contentof both plant-made and manually-made RCPB is shown inFig. 19. In general, all RCPB produced in this study satisfied ASTMrequirement. As seen in the figure, it showed that increasing per-centages of crumb rubber in RCPB decreases the skid resistance.It was found that the highest skid resistance of 82.6 BPN and78.0 BPN were achieved for plant-made and manually-made RCPBwithout crumb rubber. The RCPB without rubber particles on sur-face layer might create more friction as the pendulum passedacross. Ling et al. [17] also showed that the inclusion of crumb rub-ber in concrete paving blocks lowered the skid resistance. How-ever, results reported by [16] indicate the opposite trend.
For a given rubber content, plant-made RCPB showed slightlyhigher values than those corresponding manually-made RCPB withan average increment of 10% in BPN value. The improvement wasmore pronounced at a higher level of rubber content (30%) overthe lower level of rubber content (10%), which accounted for a15% and 5.6% gain in BPN, respectively.
5. Conclusions and recommendations
Based on the investigation in this study, the following conclu-sions can be drawn:
� It is not feasible to produce RCPB at commercial plant settingwhen the concrete incorporated more than 10% of soft rubberparticle. Also, when the RCPB contain 20% or 30% of crumb rub-ber, delamination or cracks may occur on the fresh RCPB spec-imens due to the increase in degree of compressibility, which inturn causes a change in volume and dimensions whendemoulding.� The rejection rate of RCPB produced increase with an increase in
the rubber content due to the decrease of its feasibility duringthe production. Besides, the surface appearance of RCPB mixedwith 20% and 30% of crumb rubber were slightly darker thanthat of RCPB mixed with lower substitution ratios of crumbrubber.� Inclusion of small proportion (�10%) of crumb rubber in plant-
made RCPB slightly improved the strengths, probably due to thefilling mechanism of soft rubber particles. On the contrary, lar-ger porosity was observed with an increasing rubber ratio morethan 10% due to the deformability which is more predominantthan filling mechanism and therefore resulted in a significantstrength reduction.
� There was a great enhancement in density when RCPB was pro-duced by plant-made method. The increase in density wasabout 9.3% in average as compared to manually-made method.As expected, the incorporation of crumb rubber decreased thedensity of both plant-made and manually-made RCPB. It is sug-gested that if a higher density can be achieved would produce ahigher compressive strength. In the practical viewpoint, plant-made method is recommended for future RCPB production.� The use of rubber particles in RCPB increased the deformability
and toughness property. It was observed that when rubber par-ticles were incorporated, the RCPB were able to absorb largerquantities of energy after the peak load and prior to the finalfailure. Also, the presence of rubber in concrete did not demon-strate brittle failure, but rather a ductility which had the abilityto withstand post-failure loads.� Increasing percentages of crumb rubber in RCPB decreased the
skid resistance. For a given rubber content, plant-made RCPBshowed slightly higher values than those corresponding manu-ally-made RCPB with an average increment of 10% in BPN value.However, there is no significant impact to apply both plant-made and manually-made RCPB for pavement application asboth satisfied ASTM requirement.
Acknowledgements
The authors express their sincere thanks to the Ministry of Sci-ence, Technology and Innovation (MOSTI), Malaysia under IRPA re-search Grant No. 03-02-06-0129-EA0001. Technical help providedby Sunway Paving Solution (M) Sdn. Bhd. is gratefullyacknowledged.
References
[1] Poon CS, Chan D. Paving blocks made with recycled concrete aggregate andcrushed clay brick. Constr Build Mater 2006;20(8):569–77.
[2] Poon CS, Chan D. Effects of contaminants on the properties of concrete pavingblocks prepared with recycled concrete aggregates. Constr Build Mater2007;21(1):164–75.
[3] Poon CS, Lam CS. The effect of aggregate-to-cement ratio and types ofaggregates on the properties of pre-cast concrete blocks. Cem Concr Compos2008;30(4):283–9.
[4] Poon CS, Kou SC, Lam L. Use of recycled aggregates in molded concrete bricksand blocks. Constr Build Mater 2002;16(5):281–9.
[5] Poon CS, Kou SC, Wan HW, Etxeberria M. Properties of concrete blocksprepared with low grade recycled aggregates. Waste Manage2009;29(8):2369–77.

T.-C. Ling / Construction and Building Materials 28 (2012) 164–175 175
[6] Zhao X, Ling TC, Kou SC, Wang QY, Poon CS. Use of wastes derived fromearthquakes for the production of concrete masonry partition wall blocks.Waste Manage 2011;31(8):1859–66.
[7] Meyer C, Egosi N, Andela C. Concrete with waste glass as aggregate. In:Recycling and re-use of glass cullet, proceeding of the internationalsymposium concrete technology unit of ASCE, University of Dundee; 2001.
[8] Byars EA, Zhu HY, Morales B. CONGLASSCRETE I. Final report. The waste &resources action programme, UK; 2004.
[9] Turgut P. Properties of masonry blocks produced with waste limestonesawdust and glass powder. Constr Build Mater 2008;22(7):1422–7.
[10] Turgut P, Yahlizade ES. Research into concrete blocks with waste glass. Int JEnviron Sci Eng 2009;1(4):202–8.
[11] Lam CS, Poon CS, Chan D. Enhancing the performance of pre-cast concreteblocks by incorporating waste glass – ASR consideration. Cem Concr Compos2007;29(8):616–25.
[12] Naik TR, Kraus RN, Chun YM, Ramme BW, Singh SS. Properties of fieldmanufactured cast-concrete products utilizing recycled materials. ASCE JMater Civil Eng 2003;15(4):400–7.
[13] Holt E, Raivio P. Use of gasification residues in compacted concrete pavingblocks. Cem Concr Res 2005;36(3):441–8.
[14] Karasawa A, Suda S, Naito H, Fujiwaran N. Application of fly ash to concretepaving block. In: Proceedings of the 7th international conference on concreteblock paving, Sun City, South Africa; 2003. p. 343–52.
[15] Freidin C. Cementless pressed bocks from waste products of coal-firing powerstation. Constr Build Mater 2007;21(1):12–8.
[16] Sukonrasukkul P, Chaikaew C. Properties of concrete pedestrian block mixedwith crumb rubber. Constr Build Mater 2006;20(7):450–7.
[17] Ling TC, Nor HM, Hainin MR. Properties of concrete paving blocksincorporating crumb rubber and SBR latex. Road Mater Pavement2009;10(1):213–22.
[18] Ling TC. Prediction of density and compressive strength for rubberizedconcrete blocks. Constr Build Mater 2011;25(11):4303–6.
[19] Ling TC, Nor HM, Lim SK. Using recycled tyre in concrete paving blocks. ICE-Waste Resour Manage 2010;163(1):37–45.
[20] Ling TC, Nor HM, Hainin MR, Lim SK. Long term strength of rubberizedconcrete paving blocks. ICE-Constr Mater 2010;163(1):19–26.
[21] Ling TC, Nor HM, Hainin MR, Chik AA. Laboratory performance of crumbrubber concrete block pavement. Int J Pavement Eng 2009;10(5):361–74.
[22] BS 12. Specification for Portland cement. British Standards Institution; 2001.[23] MA20. Specification for concrete segmental paving units. Concrete Masonry
Association of Australia, 1996.[24] Ghazavi M. Shear strength characteristics of sand-mixed with granular rubber.
Geotech Geol Eng 2004;22(3):401–16.[25] Aslantas O. A study on abrasion resistance of concrete paving blocks. Master
thesis. Middle East Technical University; 2004.[26] Khatib ZK, Bayomy FM. Rubberized Portland cement concrete. ASCE J Mater
Civil Eng 1999;11(3):206–13.[27] ASTM D 698. Standard test methods for laboratory compaction characteristics
of soil using standard effort (12 400 ft-lbf/ft3 (600 kN-m/m3)). Americansociety of testing and materials; 1997.
[28] BS 6073-1. Precast concrete masonry units – Part 1: Specification for precastconcrete masonry units. British Standards Institution; 1891.
[29] BS 6073-2. Precast concrete masonry units – Part 2: Guide for specifyingprecast concrete masonry units. British Standards Institution; 2008.
[30] ASTM E 303. Standard test method for measured surface frictional propertiesusing British pendulum tester. American society of testing and materials;1993.
[31] Hernandez-Olivaresa F, Barluengaa G, Bollatib M, Witoszek B. Static anddynamic behaviour of recycled tyre rubber-filled concrete. Cem Concr Res2002;32(10):1587–96.


















