
EFFECTEN VAN 5S LEAN MANAGEMENT BINNEN UZ GENT -...
124
UNIVERSITEIT GENT Faculteit Geneeskunde en Gezondheidswetenschappen Academiejaar 2013-2014 EFFECTEN VAN 5S LEAN MANAGEMENT BINNEN UZ GENT Masterproef voorgelegd tot het behalen van de graad van Master in het Management en het Beleid van de Gezondheidszorg Door Valerie Balcaen Promotor: Prof Dr Dries Myny Co-promotor: Luc Van de Woestyne
Transcript of EFFECTEN VAN 5S LEAN MANAGEMENT BINNEN UZ GENT -...

UNIVERSITEIT GENT
Faculteit Geneeskunde en Gezondheidswetenschappen
Academiejaar 2013-2014
EFFECTEN VAN 5S LEAN MANAGEMENT
BINNEN UZ GENT
Masterproef voorgelegd tot het behalen van de graad van
Master in het Management en het Beleid van de Gezondheidszorg
Door Valerie Balcaen
Promotor: Prof Dr Dries Myny
Co-promotor: Luc Van de Woestyne




UNIVERSITEIT GENT
Faculteit Geneeskunde en Gezondheidswetenschappen
Academiejaar 2013-2014
EFFECTEN VAN 5S LEAN MANAGEMENT
BINNEN UZ GENT
Masterproef voorgelegd tot het behalen van de graad van
Master in het Management en het Beleid van de Gezondheidszorg
Door Valerie Balcaen
Promotor: Prof Dr Dries Myny
Co-promotor: Luc Van de Woestyne




1
Abstract
INLEIDING: Door aanhoudende besparingsmaatregelen binnen de gezondheidszorg gaan
ziekenhuizen op zoek naar methodes om efficiënter te werken zonder patiënt en personeel
uit het oog te verliezen. Lean management wint ook in de gezondheidssector terrein. 5S
Lean management werd geïmplementeerd op drie verpleegafdelingen van het UZ Gent.
Leidde de implementatie van Lean management tot objectief meetbare positieve resultaten?
METHODE: Met behulp van een vragenlijst, directe tijdsmetingen, de dertig seconden
regel en het meten van de vrije m² werd binnen een prospectief pretest posttest design
onderzocht of 5S Lean management een antwoord kan bieden op volgende
onderzoeksvragen:
- Heeft 5S invloed op de tevredenheid van medewerkers?
- Levert 5S meetbare tijdswinst op in het vinden van veelgebruikt materiaal?
- Heeft 5S een effect op de loopafstanden van verpleegkundigen?
- Heeft 5S een invloed op de taakinvulling van verpleegkundigen?
- Heeft 5S een invloed op het nuttig gebruik van de beschikbare vierkante meters?
RESULTATEN: De tevredenheid over orde en netheid verbeterde significant. Op korte
termijn werd geen invloed op de jobtevredenheid van medewerkers gemeten.
Door middel van de dertig seconden regel werden significante tijdswinst gemeten in het
vinden van materiaal. Een significant verschil in loopafstanden en taakinvulling werd niet
gemeten. 5S resulteerde tenslotte op elke afdeling in gewonnen vrije m², al kon geen
significant verschil opgetekend worden.
CONCLUSIE: 5S resulteert in positieve meetbare effecten. Verder onderzoek dient deze
resultaten en de uitgevoerde meetmethodes te bevestigen.
“Aantal woorden masterproef: 15.101 (exclusief bijlagen en bibliografie)”

2

3
Inhoudstafel
Abstract ................................................................................................................................... 1
Inhoudstafel ............................................................................................................................ 3
Lijst van figuren ..................................................................................................................... 7
Lijst van tabellen .................................................................................................................... 8
Woord vooraf .......................................................................................................................... 9
Inleiding ................................................................................................................................ 11
1. Literatuuronderzoek...................................................................................................... 13
1.1. Historiek ................................................................................................................. 14
1.2. Wat is Lean? .......................................................................................................... 16
1.2.1. Waardecreatie ................................................................................................. 17
1.2.2. Value stream ................................................................................................... 17
1.2.3. Flow ................................................................................................................ 18
1.2.4. Pull .................................................................................................................. 20
1.2.5. Perfectie nastreven .......................................................................................... 20
1.3. Lean terminologie .................................................................................................. 21
1.3.1. Muda, mura en muri ....................................................................................... 21
1.3.2. Gemba ............................................................................................................. 24
1.4. Toolbox .................................................................................................................. 25
1.4.1. Andon cord ..................................................................................................... 25
1.4.2. A3-methode .................................................................................................... 25
1.4.3. Jidoka en poka yoke ....................................................................................... 26

4
1.4.4. Failure Modes and Effects Analysis ............................................................... 27
1.4.5. Kaizen ............................................................................................................. 27
1.4.6. Kaikaku ........................................................................................................... 28
1.4.7. Kanban ............................................................................................................ 28
1.4.8. Value stream mapping .................................................................................... 28
1.4.9. Spaghettidiagram ............................................................................................ 29
1.4.10. 5S .................................................................................................................... 29
1.5. Valkuilen ................................................................................................................ 32
1.6. Resultaten van Lean management ......................................................................... 33
2. Implementatie van 5S op de verpleegafdeling ............................................................. 37
2.1. Breder kader ........................................................................................................... 37
2.2. Introductie van 5S op de werkvloer ....................................................................... 38
2.3. Uitvoeren van 5S ................................................................................................... 39
3. Onderzoek ......................................................................................................................... 41
3.1. Doel van het onderzoek ......................................................................................... 41
3.2. Onderzoeksvragen ................................................................................................. 41
3.3. Nulhypothese ......................................................................................................... 42
4. Onderzoeksmethode ..................................................................................................... 43
4.1. Studiedesign ........................................................................................................... 43
4.2. Locatie van het onderzoek ..................................................................................... 43
4.3. Studiepopulatie ...................................................................................................... 43
4.4. Methodes voor gegevensverzameling .................................................................... 45
4.4.1. Vragenlijst ...................................................................................................... 45
4.4.2. Directe tijdsmetingen ...................................................................................... 46
5
4.4.3. Dertig seconden regel ..................................................................................... 48
4.4.4. Vrije m² ........................................................................................................... 49
4.5. Gegevensanalyse .................................................................................................... 50
4.5.1. Vragenlijst ...................................................................................................... 50
4.5.2. Directe tijdsmetingen ...................................................................................... 52
4.5.3. Dertig seconden regel ..................................................................................... 53
4.5.4. Vrije m² ........................................................................................................... 53
5. Resultaten ..................................................................................................................... 55
5.1. Visuele resultaten 5S ............................................................................................. 55
5.2. Resultaten vragenlijst ............................................................................................. 57
5.2.1. Jobtevredenheid .............................................................................................. 57
5.2.2. Orde en netheid ............................................................................................... 59
5.2.3. Lean technieken .............................................................................................. 61
5.3. Resultaten directe tijdsmetingen ............................................................................ 64
5.3.1. Spaghettidiagrammen ..................................................................................... 64
5.3.2. Loopafstand .................................................................................................... 66
5.3.3. Loopafstand per afdeling ................................................................................ 67
5.3.4. Tijdsbesteding ................................................................................................. 69
5.4. Resultaten dertig seconden regel ........................................................................... 71
5.4.1. Dertig seconden regel ..................................................................................... 71
5.4.2. Dertig seconden regel per type materiaal ....................................................... 73
5.4.3. Dertig seconden regel per afdeling ................................................................. 74
5.5. Resultaten vrije m² ................................................................................................. 76
6. Discussie ....................................................................................................................... 77

6
6.1. Visuele resultaten van 5S ....................................................................................... 77
6.2. Vragenlijst .............................................................................................................. 77
6.3. Directe tijdsmeting ................................................................................................. 79
6.4. Dertig seconden regel ............................................................................................ 80
6.5. Vrije m² .................................................................................................................. 80
7. Conclusie, aanbevelingen en relevantie voor het werkveld ......................................... 83
Literatuurlijst ........................................................................................................................ 85
Bijlagen .................................................................................................................................... I
Bijlage 1: powerpoint efficiënt ziekenhuis/Wijs werken .................................................... I
Bijlage 2: toestemming Ethisch Comité ......................................................................... VII
Bijlage 3: informatiebrief en informed consent ................................................................ IX
Bijlage 4: vragenlijst ....................................................................................................... XV
Bijlage 5: spaghettidiagrammen en tabellen premeting ................................................ XIX

7
Lijst van figuren
Figuur 1: basisprincipes van Lean ....................................................................................... 16
Figuur 2: vóór en na foto doktersbureel .............................................................................. 55
Figuur 3: vóór en na foto reanimatiekar .............................................................................. 55
Figuur 4: vóór en na foto personeelskast ............................................................................. 56
Figuur 5: spaghettidiagram ochtendverzorging van 40 minuten ......................................... 64

8
Lijst van tabellen
Tabel 1: acht vormen van verspilling .................................................................................. 22
Tabel 2: zeven vormen van service-waste ........................................................................... 23
Tabel 3: 5S-terminologie ..................................................................................................... 29
Tabel 4: planning directe tijdsmetingen ............................................................................. 47
Tabel 5: resultaten vragenlijst met betrekking tot jobtevredenheid .................................... 58
Tabel 6: resultaten vragenlijst met betrekking tot orde en netheid ...................................... 59
Tabel 7: resultaten vragenlijst met betrekking tot Lean technieken .................................... 61
Tabel 8: ochtendverzorging van 40 minuten ....................................................................... 65
Tabel 9: beschrijvende parameters directe tijdsmeting met betrekking
tot de loopafstanden............................................................................................... 66
Tabel 10: resultaten directe tijdsmeting met betrekking tot de loopafstanden
per afdeling ......................................................................................................... 67
Tabel 11: resultaten directe tijdsmeting met betrekking tot de tijdsbesteding .................... 69
Tabel 12: 2x2 kruistabel dertig seconden regel ................................................................... 71
Tabel 13: resultaten dertig seconden regel .......................................................................... 72
Tabel 14: resultaten dertig seconden regel per type materiaal ............................................ 73
Tabel 15 : absolute en procentuele tijdswinst per toestel .................................................... 74
Tabel 16: resultaten dertig seconden regel per afdeling ...................................................... 75
Tabel 17: Vrije m² per afdeling ........................................................................................... 76
9
Woord vooraf
“Een reis van 1000 mijlen begint met één enkele stap”
La-Tzu
Een spreuk die zowel van tel is op mijn leven, mijn universitaire opleiding en dit werk en
tegelijkertijd zeer treffend zegt waar Lean voor staat.
Hoe kan ik beter mijn appreciatie uitdrukken voor iedereen die naast me liep tijdens mijn
reis van 1000 mijlen en elk op zijn manier een steentje bijdroeg om mijn eindbestemming
te bereiken, dan met een heel oprechte dank u wel!
Valerie Balcaen

10

11
Inleiding
“Eén op vijf ziekenhuizen in het rood” De tijd – 18 oktober 2013 (Haeck & Renson,
2013).
“Alleen de poetsvrouw heeft nog tijd voor een babbel” De tijd – 12 oktober 2012
(Moens, 2012).
“Verpleegkundige moet ‘alles’ doen en ‘alles’ zijn” De standaard – 20 februari 2013
(Beel, 2013).
Slechts enkele van de vele krantenkoppen over de gezondheidszorg, de werkdruk
waarmee personeel dagelijks te kampen heeft, de verwachtingen die patiënten stellen of
de besparingen die ook de ziekenhuizen moeten doorvoeren om het hoofd boven water
te kunnen houden.
Ziekenhuizen gaan daarom op zoek naar methodes die het werk zo efficiënt mogelijk
maken zonder daarbij het personeel uit het oog te verliezen. Lean management wordt
daarbij vaak aangehaald als een methode om de werking binnen de gezondheidszorg
efficiënter te maken en op onnodige kosten te besparen, met respect voor het personeel.
Maar leidt de implementatie van Lean management binnen het ziekenhuis ook tot
objectief meetbare positieve resultaten?
Voor deze studie werd de 5S Lean techniek geïmplementeerd op drie
verpleegafdelingen van de sector Bloed-Ademhaling-Spijsvertering (BAS) binnen het
Universitair Ziekenhuis Gent. Aan de hand van vier verschillende meetmethodes werd
met behulp van een prospectief pretest posttest design nagegaan of het implementeren
van 5S leidt tot een antwoord op volgende onderzoeksvragen:
- Heeft de implementatie van 5S een invloed op de tevredenheid van medewerkers
op een verpleegafdeling?
- Levert implementatie van 5S op een verpleegafdeling meetbare tijdswinst op in
het vinden van veelgebruikt materiaal?

12
- Heeft de implementatie van 5S een effect op de loopafstanden van
verpleegkundigen?
- Heeft de implementatie van 5S een invloed op de taakinvulling van
verpleegkundigen?
- Heeft 5S een invloed op het nuttig gebruik van de beschikbare vierkante meters?

13
1. Literatuuronderzoek
Het eerste deel van het literatuuronderzoek gaat kort in op de historiek waaruit Lean is
ontstaan. Naast een toelichting over de vijf basisprincipes waarop Lean is gebouwd,
wordt de Lean-terminologie Muda, Mura, Muri en Gemba kort aangehaald. De
toepassing van Lean management binnen de gezondheidszorg wordt besproken aan de
hand van verschillende tools en technieken waarover Lean beschikt, met een
uitgebreidere focus op 5S. Ten slotte worden ook de valkuilen besproken.
Een tweede deel van het literatuuronderzoek gaat dieper in op de aan- of afwezigheid
van objectief aantoonbare resultaten van Lean management binnen de gezondheidszorg.
Volgende databases werden geraadpleegd: Pubmed, Web of Knowledge, Cochrane
Library, Embase, ERIC en Cinahl. Op basis van onderstaande keywords werd een
selectie van artikels gemaakt: healthcare AND toyota production system OR henry ford
production system OR six sigma OR 6 sigma OR lean thinking OR lean method OR
lean sigma OR kaizen OR muda OR 5S.
Er werden 254 artikels gevonden, waarvan op basis van het abstract 50 artikels werden
behouden. Hiervan werden 22 artikels geïmplementeerd binnen deze masterproef.
Verder werd de sneeuwbalmethode gebruikt op de referenties van de meest recente
reviews met betrekking tot het onderwerp. Dit resulteerde in acht bijkomende
referenties.

14
1.1. Historiek
Frederic Winslow Taylor (°1856 - +1915) lag aan de basis van het Scientific
Management, ook wel Taylorisme genoemd. Deze managementstrekking bestudeerde
het productieproces op een wetenschappelijke wijze door ‘time and motion’ studies. Zo
streefde Taylor naar het verhogen van productiviteit en efficiëntie van de arbeiders.
Frank en Lilian Gilbreth, tijdsgenoten van Taylor, lagen aan de basis van de ergonomie
(Lievens, 2012).
Binnen de massaproductiefabrieken van Henry Ford werden vele vormen van
verspilling onder handen genomen wat onder andere resulteerde in toename van de
kwaliteit en reductie van kosten (Sayer & Williams, 2012). De doelstellingen die deze
personen in het verleden reeds nastreefden, komen ook terug binnen het huidige Lean
management. Het eigenlijke gebruik van de term Lean wordt in Lean Hospitals van
Mark Graban (2012) toegeschreven aan Jon Krafcik, tot voor kort de CEO van Hyundai.
Womack & Jones worden in andere literatuur genoemd als de grondleggers van de term
Lean. Zij bestudeerden samen met Jon Krafcik het succes van het Toyota Productie
Systeem (TPS) (Clark, Silvester, & Knowles, 2013).
Het continu opsporen en wegwerken van fouten en het identificeren van “waste” zijn
enkele van de basiselementen binnen de TPS-filosofie (Liker & Ogden, 2011). Heel wat
bekende procesverbeteringsmodellen, waaronder Total Quality Management (TQM),
Six Sigma en Business Process Management bevatten elementen die ook binnen Lean
een plaats vinden omdat ze allen streven naar constante procesverbetering. Ook de
Plan-Do-Check-Act-cyclus (PDCA-cyclus) en de variant erop, namelijk de Plan-Do-
Study-Act-cyclus die vooral toegeschreven wordt aan W. Deming neemt een
belangrijke plaats in binnen de historiek van het ontstaan van Lean.
Ongeacht de vele gelijkenissen, zijn er ook verschillen tussen deze modellen en Lean
management, zowel op vlak van investeringen als toepassingsgebieden en focus (Sayer
& Williams, 2012). Andersson, Eriksson & Torstensson (2006) maken de vergelijking
tussen TQM, Six Sigma en Lean. Zij stellen dat TQM voornamelijk gebruik maakt van
de PDSA-methodologie, daar waar Six sigma kiest voor de DMAIC-methode die staat
voor Define, Measure, Analyse, Improve, Control. De methodologie van Lean
omschrijven zij niet als één methode. Ze omschrijven waarde voor de eindgebruiker,

15
value stream, flow, pull en andere analysetechnieken als de methodologie typerend voor
Lean. Ook de primaire effecten die deze verschillende modellen genereren verschillen
volgens hen van elkaar. Zo resulteert TQM in een stijging van de klantentevredenheid.
Geld besparen wordt volgens hen omschreven als een primair effect van Six Sigma.
Doorlooptijden verkorten wordt toegewezen aan Lean als zijnde een primair effect.
Business Process Management associëren Sayer & Williams (2012) vooral met het in
kaart brengen en optimaliseren van bedrijfsprocessen waar de focus ligt op een hoge
mate van automatisering.

16
1.2. Wat is Lean?
Lean krijgt vaak de negatieve connotatie van “afslanken” mee, waardoor Lean
management door zijn naamgeving vaak moet opbotsen tegen vooroordelen van het
personeel dat schrik heeft voor het verlies van banen (Bicheno, 2004).
Lean wordt binnen zeer uiteenlopende settings toegepast, gaande van
productiebedrijven, bouw, logistiek en bankwezen tot het onderwijs, de overheid en de
gezondheidszorg. Deze opsomming is niet limitatief. De verdere omschrijving en de
aangehaalde voorbeelden situeren zich allen binnen de gezondheidszorg.
Een éénduidige definitie om te omschrijven wat Lean management is, is in de literatuur
niet terug te vinden. Respect voor mensen en continue gefaseerde verbetering liggen
echter aan de basis van elk Lean project (Sayer & Williams, 2012). Lean wordt vaak
omschreven aan de hand van de vijf basisprincipes van Lean, geïmplementeerd door
Womack en Jones (2003).
In figuur 1 worden deze vijf basisprincipes schematisch weergegeven.
Figuur 1: basisprincipes van Lean
Aangepaste versie aan de hand van Lean Enterprise Institute, “principles of Lean”,
geraadpleegd op 15 februari 2014 via http://www.lean.org/WhatsLean/Principles.cfm

17
1.2.1. Waardecreatie
Lean is gebaseerd op het principe dat elke organisatie als ultieme doel streeft naar het
creëren van waarde voor de klant (Clark et al., 2013). Hiervoor wordt het standpunt van
de eindklant ingenomen. Binnen een ziekenhuissetting wordt de patiënt als eindklant
beschouwd. Ook de familie van de patiënt, medewerkers en artsen binnen het
ziekenhuis kunnen in bepaalde delen van het proces aanschouwd worden als klant. Bij
het uitvoeren van opdrachten moet echter steeds de eindklant voor ogen gehouden
worden (Graban, 2012).
Een activiteit wordt als waarde toevoegend gezien als voldaan is aan volgende drie
voorwaarden waarbij geciteerd wordt uit het boek van Sayer & Williams (2012):
- “De klant moet bereid zijn voor de activiteit te betalen.
- De activiteit moet het product of de dienst op de een of andere manier
transformeren.
- De activiteit moet de eerste keer correct worden uitgevoerd”
Daarbij maakt John Bicheno (2004) de bedenking dat het te kortzichtig is enkel deze
voorwaarden aan waarde op te leggen. Zo is er een verschil tussen de huidige klant en
de klant van de toekomst. Ook verschillende klantengroepen zullen aan waarde een
andere invulling geven. Zo haalt Bicheno het voorbeeld aan van het verschil in waarde
dat een gepensioneerde hecht aan een ontslaggesprek in tegenstelling tot een drukbezet
zakenman.
1.2.2. Value stream
De waarde van elke activiteit wordt gecreëerd binnen processen. Deze processen
bestaan uit een opvolging van acties die uiteindelijk leiden tot de gewenste uitkomst.
Daarbij wordt de klant als begin- en eindpunt gezien van het proces, waarbij het proces
begint bij de verwachting van de klant en eindigt bij het vervullen van die verwachting.
Een end-to-end verhaal (Clark et al., 2013).
Binnen Lean wordt gebruik gemaakt van Value Stream Mapping (VSM) om deze
processen schematisch weer te geven. Door het schematisch in kaart brengen van een
proces worden drie categorieën van acties onderscheiden. Ten eerste de acties die naar
de mening van de klant waarde creëren. Ten tweede de acties die geen directe waarde

18
creëren maar (momenteel) noodzakelijk zijn binnen het proces en dus niet direct kunnen
geëlimineerd worden (type één muda). Ten derde worden de activiteiten onderscheiden
die geen waarde toevoegen voor de klant en niet noodzakelijk zijn voor de voortgang
van het proces (type twee muda). Dit laatste type wordt eerst aangepakt (Womack &
Jones, 2003). Teams creëren vaak twee future-state maps. Een praktisch beeld,
gebaseerd op wat kan bereikt worden door korte termijn verbeteringen en een
ideaalbeeld, gebaseerd op een langetermijnvisie. In een ideale situatie bestaat een
uitgetekende value stream map nog uitsluitend uit waarde-toevoegende activiteiten.
Toyota benoemt dit ideaal als ‘Het echte Noorden’, een ideaalbeeld dat nooit zal bereikt
worden maar waar een leven lang naar gestreefd zal worden (Sayer & Williams, 2012).
1.2.3. Flow
In een optimale situatie zou een patiënt zijn end-to-end proces zonder enig oponthoud
doorlopen. Een proces dat enkel bestaat uit waarde-toevoegende activiteiten. De
realiteit is echter dat de patiënt vaak veel geduld moet opbrengen tijdens het doorlopen
van het proces: ‘To be patient’, een term die de realiteit treffend beschrijft volgens
Womack en Jones (2003).
Mark Graban (2012) omschrijft in Lean Hospitals zeven flows binnen de
gezondheidszorg waarbij telkens een aantal voorbeelden worden aangehaald.
Flow van patiënten
Dit betreft elke beweging van patiënten doorheen het ziekenhuis. Dit kan gaan om flow
van ambulante patiënten die op consultatie komen bij een arts, waarbij ze langs het
onthaal passeren om de weg te vragen, de dienst inschrijvingen, de poliverpleegkundige
en de arts. Mogelijks is er ook radiologie of labo-onderzoek nodig. De flow van
gehospitaliseerde patiënten kan gaan van opname, verblijf op de kamer, onderzoeken,
preoperatieve zorgen, operatiekwartier, onderzoeken,… Gezien de complexiteit en de
variatie van elke patiënt over zijn end-to-end verhaal is het een hele uitdaging de flow
van patiënten zo optimaal mogelijk te organiseren.
Flow van artsen en personeel
De inrichting en structuur van een ziekenhuis kan van grote invloed zijn op de fysieke
flow van artsen en medewerkers. De locatie van dienstspecifieke ruimtes ten opzichte

19
van patiëntgerelateerde ruimtes op een afdeling hebben een invloed op de bewegingen
van de medewerkers en artsen. Ook de positionering van diensten ten opzichte van
elkaar kan een rol spelen in de flow van medewerkers.
Flow van medicijnen
Hoe de flow van geneesmiddelen van ziekenhuisapotheek naar afdeling en van
afdelingsstock naar patiënt is georganiseerd, kan een invloed hebben op de mate van
continuïteit van de zorg die geboden wordt.
Flow van verbruiksmiddelen
Onder verbruiksmiddelen verstaan we het geheel aan producten die binnen de
ziekenhuizen worden ingezet in de zorg voor patiënten. Het kan hierbij onder andere
gaan om linnen, verzorgingsproducten, incontinentiemateriaal, wondzorgmateriaal,
voeding, materiaal ter toediening van geneesmiddelen,… De beschikbaarheid van dit
materiaal op de juiste plaats en op het juiste moment speelt een rol in het al dan niet
ervaren van een vlotte flow.
Flow van uitrusting
De chirurg in het operatiekwartier die moet wachten op het juiste instrumentarium
vanuit de dienst sterilisatie ervaart een probleem van flow van uitrusting. Een defect of
slecht onderhouden echotoestel kan de flow van uitrusting negatief beïnvloeden. Het
niet onmiddellijk beschikbaar zijn van een aangepaste matras voor het voorkomen van
decubitus bij een patiënt kan een ernstig probleem betekenen. Met uitrusting wordt de
diversiteit aan vast materiaal bedoeld waarover een ziekenhuis beschikt om goede zorg
te leveren.
Flow van informatie
Om de patiënt op elk moment te kunnen voorzien van de best mogelijke zorg is een
optimale flow van informatie noodzakelijk. De arts moet beschikken over alle
onderzoeksresultaten om een diagnose te kunnen stellen. De verpleegkundige heeft de
overdrachtsinformatie van haar collega nodig om de gepaste zorg te kunnen bieden aan
haar patiënt. Alle medewerkers van het ziekenhuis moeten kunnen beschikken over
protocollen om patiëntveilige zorg te bieden.

20
Flow van processen
Een ziekenhuis is een raderwerk van processen die idealiter allen op elkaar afgestemd
zijn om de ideale flow voor elke patiënt uit te stippelen.
1.2.4. Pull
Bij het pull-principe wordt materiaal pas geproduceerd op het moment van de vraag van
de klant. Dit in tegenstelling tot push-principes waarbij producten geproduceerd
worden niettegenstaande er nog geen expliciete vraag is geformuleerd door de klant.
Ondanks het feit dat pull-systemen meer worden omschreven binnen
productieomgevingen zijn er ook pull-systemen te vinden binnen de gezondheidszorg.
Zo kan het voorraadbeheer voor verbruiksmiddelen met een relatief constant verbruik
opgevat worden als een pullsysteem. Een Kanban of pullsignaal geeft visueel aan
wanneer de voorraad dient te worden aangevuld (Sayer & Williams, 2012). Verdere
voorbeelden hiervan worden besproken binnen het hoofdstuk Toolbox.
1.2.5. Perfectie nastreven
Lean is een ‘never ending story’. Wat de klant vandaag als waarde-toevoegend ervaart,
is niet hetzelfde als wat hij over tien jaar zal verwachten. Door het optimaliseren van
processen zullen onderliggende vormen van verspilling aan het licht komen die ook
aangepakt dienen te worden om een zo goed mogelijke flow te bekomen.
Binnen Lean omschrijft men deze kleine incrementele verbeteringen als ‘Kaizen’.
Indien het gaat om grote radicale veranderingen wordt de term ‘Kaikaku’ gebruikt, wat
staat voor alle regels overboord gooien (Sayer & Williams, 2012).

21
1.3. Lean terminologie
Gezien de Lean-roots in Japan liggen, is ook de terminologie doorspekt met Japanse
woorden.
1.3.1. Muda, mura en muri
Muda. Womack en Jones (2003) omschrijven het als een woord dat verschrikkelijk
klinkt en het ook is. Muda omschrijft alle vormen van verspilling van menselijke
energie doordat deze energie gebruikt wordt voor activiteiten die geen waarde
toevoegen aan het proces. Het dient echter benadrukt te worden dat het wegwerken van
Muda een doel is om het ‘Lean-ideaal’ na te streven maar geen doel op zich is. Het
voorkomen van verspilling is al even belangrijk als het wegwerken ervan (Bicheno,
2004). Taiichi Ohno, die aan de basis lag van het Toyota Production System, omschreef
zeven soorten muda die kunnen optreden binnen processen. Sommigen vermelden nog
een achtste soort verspilling: het verspillen van menselijke capaciteiten (Graban, 2012).
Anderen zijn van mening dat het verspillen van talent vervat zit in de zeven soorten
verspilling. In tabel 1 worden de 8 soorten muda kort omschreven. Tussen haakjes
worden Engelstalige synoniemen weergegeven die vaak terugkomen binnen de
literatuur (Kaplan, 2012; Sayer & Williams, 2012; Graban, 2012; Bicheno, 2004).

22
Tabel 1: acht vormen van verspilling
Type verspilling
(muda)
Omschrijving Voorbeelden
Verspilling van
tijd, wachten
(waste of time,
waiting)
Wachten wordt steeds gezien
als een vorm van verspilling
waarin geen waarde
toevoegende activiteiten
worden uitgevoerd
Een chirurg kan niet beginnen aan
de volgende operatie omdat het
nodige instrumentarium niet op
tijd werd gesteriliseerd
Defecten
(Defects)
Defecten worden gezien als
fouten in het proces waardoor
het proces vertraagd wordt of
stappen opnieuw moeten
worden uitgevoerd
De verpleegkundige geeft een
verkeerde afspraak door aan de
patiënt
Beweging (Waste
of motion)
Elke verplaatsing van
personeel die niet direct kan
gelinkt worden aan een waarde
toevoegende activiteit voor de
klant, wordt gezien als een
vorm van verspilling
Verschillende verplaatsingen van
de verpleegkundige naar de
berging omdat de verzorgingskar
niet werd aangevuld door de
collega van de vorige shift
Transport (waste
of transportation)
Onnodige bewegingen van het
product. Een product kan
zowel materiaal als klant zijn
Bloedbuisjes worden afgehaald
door de transportdienst en na
afloop van de volledige toer door
het ziekenhuis in grote
hoeveelheid afgegeven aan het
labo voor verder onderzoek
Overproductie
(waste of
overproduction)
Meer produceren dan de klant
vereist of het vroeger uitvoeren
dan nodig, wordt gezien als een
vorm van verspilling
Automatisch geven van een
vervolgafspraak, ongeacht of de
patiënt dan nog fysieke klachten
heeft of niet
Inventaris (waste
of inventory)
Meer ter beschikking hebben
dan nodig is, of het nu gaat om
materiaal of informatie, wordt
gezien als een vorm van
verspilling
Standaard medicijnvoorraad op
elke verpleegafdeling, waarbij
regelmatig vervallen medicatie
moet weggegooid worden
Extra verwerking
(overprocessing,
processing)
Werk uitvoeren dat niet als
waarde-toevoegend wordt
beschouwd door de klant
Voorzien van documenten in
drievoud, de arts gooit twee
exemplaren systematisch weg
Menselijk
potentieel
(human potential,
waste of talent)
Het niet of niet optimaal
gebruiken van de capaciteiten
van het personeel
Aanvullen van de linnenkamer
door de verpleegkundige door
afwezigheid van de logistiek
assistente

23
Bicheno (2004) omschrijft in The new Lean Toolbox zeven typische ‘service wastes’
weergegeven in tabel 2.
Tabel 2: zeven vormen van service-waste
Type verspilling Omschrijving
Vertraging
(delay)
Wachten voor service, wachten in wachtrijen, wachten op
resultaten, wachten op de arts voor ontslag
Dubbel werk
(duplication)
Herhaaldelijk dezelfde vraag beantwoorden,
overschrijven van gegevens op documenten
Onnodige bewegingen
(unnecessary movement)
Lange loopafstanden door ondoordachte lay-out van het
ziekenhuis
Onduidelijke communicatie
(unclear communication)
Tijdverlies door het zoeken naar verduidelijking of
bevestiging
Onjuiste inventaris
(incorrect inventory)
Stockbreuk door fouten in de inventaris
Gemiste kansen
(opportunity lost)
Verlies van klanten door onvriendelijkheid of het negeren
van de verwachtingen van de klant
Fouten
(errors)
Fouten binnen het serviceproces waardoor onderzoeken
opnieuw moeten worden gedaan
Daarnaast gebruikt Lean management de termen Mura en Muri, twee bijkomende
vormen van verspilling die best vermeden worden.
Mura of ongelijkheid omschrijft verspilling door de variabiliteit in een proces. Het kan
hierbij gaan om variatie in de afgeleverde kwaliteit, variatie in kosten afhankelijk van
hoe het proces doorlopen wordt of variatie in tijd. De verspilling van middelen die
ontstaan door het opvangen van deze variabiliteit wordt mura genoemd (Sayer &
Williams, 2012).
Muri omschrijft de verspilling die ontstaat door het ongelijk verdeeld zijn van de
werklast, waardoor medewerkers overbelast geraken. Iets wat in strijd is met één van de
basiswaarden van Lean, namelijk respect voor mensen (Sayer & Williams, 2012). Clark
et.al. (2013) omschrijven het Leanprincipe van het bestrijden van Muri als volgt: “Lean
is about helping people to work smarter not driving them to work harder.”

24
1.3.2. Gemba
Go to the gemba. Een uitdrukking die binnen Lean management veelvuldig wordt
gebruikt. De term Gemba staat voor de plaats van de actie. John Bicheno citeert
Taiichi Ohno in The new Lean toolbox (2004) als volgt: “Management begins at the
workplace”.
Managers mogen zich niet laten verleiden tot het aanpakken van problemen vanuit
vergaderzalen. Om problemen aan te pakken dient de manager naar de gemba te gaan,
het actuele proces te bekijken en te observeren welk verloop het proces momenteel kent.
Daarna gaat hij samen met de mensen die op de gemba werken op zoek naar de
basisoorzaken van het probleem om deze daarna aan te pakken (Graban, 2012; Bicheno,
2004).

25
1.4. Toolbox
Lean management beschikt over een hele resem aan technieken die kunnen gebruikt
worden om het proces van continue kwaliteitsverbetering in gang te zetten en te houden.
Enkele van de meest gebruikte hulpmiddelen worden hieronder kort beschreven met een
uitgebreidere focus op 5S gezien de toepassing hiervan binnen het onderzoeksgedeelte
van dit werk.
1.4.1. Andon cord
De Andon cord verwijst naar koorden die naast de assemblagelijn bij Toyota hingen en
waarbij elke werknemer die een probleem opmerkte aan de koord kon trekken om de
band stil te leggen. Ook in de huidige assemblagelijnen zijn er systemen ingebouwd om
de band stil te leggen bij problemen al gaat het tegenwoordig niet meer over een fysiek
aanwezige koord. De Andon cord heeft als primair doel problemen op te lossen bij het
ontstaan ervan en ze niet door te schuiven naar het einde van het proces (Liker & Ogden,
2011).
Een gekend voorbeeld binnen de gezondheidszorg is de time-out procedure (Graban,
2012) waarbij met de betrokken teamleden voor aanvang van de verdoving, voor incisie
en na de operatie een aantal cruciale punten worden overlopen met betrekking tot de
veiligheid van de patiënt. Indien niet aan alle voorwaarden is voldaan wordt het proces
niet in gang gezet of voortgezet tot het probleem is opgelost.
1.4.2. A3-methode
De A3-methode verwijst naar de gelijknamige papiermaat. Deze methode maakt
gebruik van een gestandaardiseerd formulier voor het visueel in kaart brengen van
problemen en mogelijke oplossingen.
De linker zijde van het A3-blad omschrijft de huidige toestand en omvat volgende
onderdelen:

26
- Een omschrijving van het ervaren probleem.
- Achtergrondinformatie betreffende dit probleem: hoe of waar is dit probleem
ontstaan?
- De huidige staat van het probleem: de manier van weergave kan hier sterk
verschillen, afhankelijk van het vooropgestelde probleem (value stream map,
een schets, een grafiek, een spaghettidiagram enz.).
- De analyse: Om de echte oorzaak van het probleem te vinden kan gebruik
gemaakt worden van de “vijf keer waarom vragen”. Door het blijven stellen van
waarom-vragen kan op relatief eenvoudige manier de basisoorzaak van het
probleem bloot gelegd worden. Het getal vijf is daarbij een richtlijn om
voldoende door te vragen. Soms zal vijf keer waarom vragen echter niet
voldoende zijn om de basisoorzaak van een probleem te kennen, terwijl een
ander basisprobleem reeds na twee waarom-vragen kan ontdekt worden.
De rechter zijde focust op de toekomst. Op deze zijde worden mogelijke tegenacties
beschreven. Aan de hand van de PDCA-cyclus wordt het nagestreefde resultaat in kaart
gebracht. Er wordt aan deze zijde een vak voorzien waarin de betrokken partijen
kunnen tekenen voor akkoord.
Deze gestructureerde methode dwingt de schrijver tot het kort en bondig omschrijven
van het probleem, het zoeken naar de basisoorzaken en een planmatige opzet van de
mogelijke oplossingen. Eens het gebruik van de A3-methode is ingeburgerd, weet elke
gebruiker zeer snel waar de belangrijkste informatie terug te vinden is wat zorgt voor
een overzichtelijk en toegankelijk instrument (Bicheno, 2004; Bicheno & Holweg, 2009;
Graban, 2012; Sayer & Williams, 2012). Daarom leent deze methode er zich ook toe
om op efficiënte wijze de doelen van Lean-projecten naar het team toe te communiceren
op visuele wijze (Kruskal, Reedy, Pascal, Rosen, & Boiselle, 2012).
1.4.3. Jidoka en poka yoke
Jidoka is het Japanse woord voor het voorkomen van fouten aan de bron (Graban, 2012).
Nog beter dan het herstellen van fouten van zodra ze voorvallen, is het voorkomen van
fouten door te leren uit voorafgaande fouten en bijna-fouten.

27
Poka yoke of de Engelse term error proofing is geen specifieke techniek op zich. Het
wordt gezien als het ontwerpen van methodes die het onmogelijk maken dat fouten
ontstaan. Daarnaast gaat het om het inbouwen van continue controle of het zeer goed
zichtbaar maken van fouten.
Een voorbeeld binnen de gezondheidszorg is het fysiek onmogelijk maken om zuurstof
aan te sluiten op de voorziening voor perslucht ter hoogte van de bedbalk.
1.4.4. Failure Modes and Effects Analysis
Failure Modes and Effects Analysis, verder FMEA genoemd, is een techniek waarbij
het team in eerste instantie gaat brainstormen over fouten die mogelijks kunnen
voorkomen binnen het proces, nog voor deze zich hebben voorgedaan. In tweede
instantie wordt telkens een score van één tot tien gegeven aan de volgende drie
categorieën waarbij één de laagste impact heeft en tien de hoogste:
- Wat is de ernst van de fout indien deze zou voorvallen?
- Wat is de kans op het voorkomen van een fout?
- Hoe moeilijk is het om de fout waar te nemen indien ze zich voordoet?
Op basis van het product van deze drie scores wordt een risk priority number (RPN)
bepaald. De mogelijke fouten met het hoogste RPN worden eerst aangepakt. Dit kan
aan de hand van Kaizen, een Lean techniek die hieronder wordt omschreven (Graban,
2012).
1.4.5. Kaizen
Kaizen is het Japanse woord voor “ten goede verbeteren”. Binnen de Westerse wereld
wordt het vooral omschreven als een techniek om projecten aan te pakken door het
implementeren van kleine veranderingen en zo te streven naar continue
kwaliteitsverbetering. In Japan wordt Kaizen gezien als een filosofie, een manier van
leven, een vorm van cultuur die door elk van de medewerkers binnen het bedrijf wordt
in- en uitgeademd (Sayer & Williams, 2012).

28
1.4.6. Kaikaku
Het doel van Kaikaku is hetzelfde als bij Kaizen, namelijk streven naar continue
verbetering. Bij Kaikaku gaat het echter om meer radicale veranderingen of innovatie,
waarbij Kaikaku volgens Sayer & Williams (2012) staat voor “alle regels overboord
gooien”. Vaak gaat hiermee echter een veel groter kapitaal gepaard wat de nodige
planning vraagt. Daarom spreken we bij Kaikaku vaker over projecten die op langere
termijn worden uitgewerkt.
1.4.7. Kanban
Kanban is een visuele managementtechniek die binnen het pullsysteem wordt toegepast
en verspilling van inventaris en overproductie kan aanpakken. Kanban wordt vertaald
als signaal, kaart of teken. Het gaat vaak om visuele signalen die aangeven wanneer een
bestelling voor verbruiksgoederen moet geplaatst worden. Een veelgebruikt voorbeeld
hierbij is het leeg-volsysteem. Voorraad van verbruiksmateriaal met een relatief
constant verbruik wordt in twee manden geplaatst. Een lege mand is het signaal om een
volgende bestelling te plaatsen. Dit systeem vereist echter voldoende discipline van alle
medewerkers om consequent materiaal uit de eerste mand te nemen tot deze volledig
leeg is. Daarnaast moet rekening gehouden worden met de levertermijn en gaan we uit
van een relatief constant verbruik. Herevaluatie op geregelde tijdstippen is nodig om
stockbreuk te voorkomen (Graban, 2012).
1.4.8. Value stream mapping
In een value stream map, verder VSM genoemd, wordt de waardenstroom in kaart
gebracht, steeds beginnend vanuit het standpunt van de klant. Daarbij wordt in eerste
instantie de huidige situatie in kaart gebracht. Een VSM beeldt alle stappen uit die een
product of klant ondergaat om tot het gewenste eindresultaat te komen. Ook de
informatiestromen die hiervan deel uitmaken worden weergegeven. Typisch aan een
VSM is dat er per processtap een opdeling wordt gemaakt van de value-added time en
de non-value added time voor de klant (Sayer & Williams, 2012).
Nadien wordt een tweede en derde VSM opgemaakt. Een value stream map waarin de
praktisch haalbare toekomst wordt geschetst en een laatste waarin de ideale situatie
wordt geschetst (Graban, 2012).

29
1.4.9. Spaghettidiagram
Het spaghettidiagram wordt voornamelijk gebruikt om verspilling van beweging en
verspilling van transport in kaart te brengen. Daartoe wordt het looppatroon van een
medewerker tijdens het stellen van een bepaalde activiteit of gedurende een bepaalde
periode getekend op de plattegrond van de werkplaats. Aan de hand van de resultaten
kan samen met het team nagedacht worden over een efficiënter inrichten van de
werkplek of een meer logische aanpak (Bicheno, 2004).
1.4.10. 5S
Het acroniem 5S is oorspronkelijk ontstaan uit 5 Japanse woorden beginnend met een S.
Seiri (organisatie), Seiton (netheid), Seiso (schoonmaken), Seiketsu (standaardisatie) en
Shitsuke (discipline) (Gapp, Fisher, & Kobayashi, 2008). 5S werd intussen
overgenomen in verschillende andere talen, waarbij verschillende synoniemen worden
gehanteerd voor de 5S-woorden. In tabel 3 worden een aantal synoniemen gegeven op
basis van de literatuur (Becker, 2001; Bicheno, 2004; Graban, 2012; Kruskal et al.,
2012; Sayer & Williams, 2012; Swanson, 2013)
Tabel 3: 5S-terminologie
Japanse termen Nederlandstalige termen Engelstalige termen
Seiri Scheiden Sort
Seiton Schikken Systemize/simplify/store/straighten
Seiso Schoonmaken Sweep/shine/scrub
Seiketsu Standaardiseren Standardize/sanitize
Shitsuke In Stand
houden/systematiseren
Self-discipline/ sustain
5S streeft naar het aanpakken van verspilling door aanpassingen in de werkomgeving en
het gebruik van visueel management. Ondanks het feit dat 5S vaak aanzien wordt als
‘de grote schoonmaak’ is het veel meer dan dat. Er wordt gestreefd naar een zo goed en
efficiënt mogelijke zorg door het aanpakken van de werkomgeving. 5S wordt daarbij
gezien als een tool die vaak als één van de eerste wordt geïmplementeerd vanwege de
snelle resultaten en de relatief lage inspanningen die ervoor moeten geleverd worden.

30
Een nette en functionele omgeving kan als stimulans werken om dieper ingewortelde
problemen vervolgens aan te pakken (Graban, 2012).
Hoewel 5S de oorspronkelijke naam is, vinden we in literatuur ook de term 6S terug,
waarbij de zesde S staat voor Safety (Sayer & Williams, 2012; Swanson, 2013).
Bicheno (2004) haalt aan dat de zesde S, staande voor Safety (veiligheid), in elke S
moet vervat zitten. Veiligheid moet een topprioriteit zijn en het wegwerken van
verspilling mag nooit ten koste gaan van de veiligheid van patiënten of medewerkers.
De vijf onderdelen van 5S worden hieronder verder gespecifieerd.
Scheiden
Tijdens deze fase wordt al het materiaal aanwezig in een ruimte met een team van
medewerkers kritisch beoordeeld. Materiaal dat stuk of sterk verouderd is, documenten
die nooit meer gebruikt worden,… worden weggegooid of teruggestuurd naar het
centraal depot. Materiaal waarover twijfel bestaat of waarover het team niet tot een
consensus komt, wordt gelabeld met een rode gedateerde sticker. Indien het materiaal
na een afgesproken periode nog steeds niet gebruikt werd, wordt ook dit materiaal van
de afdeling verwijderd (Bicheno, 2004; Graban, 2012; Sayer & Williams, 2012).
Schikken
Nadat al het overtollig materiaal van de afdeling is verdwenen, begint het belangrijke
werk om al het nodige materiaal op de meest geschikte plaats te bewaren. Daarbij
wordt rekening gehouden met de frequentie waarmee het materiaal wordt gebruikt, voor
wie het materiaal ter beschikking moet staan en in welke ruimtes het materiaal wordt
gebruikt. Op basis van deze parameters kan er beslist worden het materiaal op één
centrale plaats te bewaren of op verschillende locaties. Hiervoor dient een afweging
gemaakt te worden tussen verspilling door het hebben van een grote voorraad (het
bewaren van materiaal op verschillende plaatsen) ten opzichte van het verminderen van
verspilling door beweging van personeel. Bij het schikken van materiaal wordt ook de
bereikbaarheid van het materiaal in rekening genomen. Zo ligt materiaal dat zeer
frequent gebruikt wordt best op de best bereikbare schappen. Dit terwijl materiaal dat
slechts maandelijks wordt gebruikt op een schap kan liggen dat enkel bereikbaar is door
het gebruik van een trapje (Bicheno, 2004; Graban, 2012; Sayer & Williams, 2012).

31
Schoonmaken
5S maakt van schoonmaken en schoon houden een taak van iedereen en niet alleen van
de schoonmaakdienst. Deze dienst staat in voor de algemene schoonmaak van de
afdeling. De orde en netheid van al het gebruikte materiaal wordt echter ieders
verantwoordelijkheid. Wie in een nette omgeving werkt, is meestal positiever ingesteld
en is ook gemotiveerd de omgeving net te houden (Bicheno, 2004; Graban, 2012; Sayer
& Williams, 2012).
Standaardiseren
Tijdens het standaardiseren zorgt het team ervoor dat de gemaakte afspraken ook
behouden blijven. Dit kan door gebruik te maken van visueel management. Er kunnen
parkeerplaatsen gecreëerd worden door het afbakenen van een ruimte met tape. Zo
wordt het ontbreken van materiaal of het stockeren van materiaal op de verkeerde plaats
onmiddellijk visueel duidelijk. Daarnaast kan gebruik gemaakt worden van labels of
foto’s om ruimtes in dezelfde staat te houden als afgesproken.
In stand houden
De laatste fase in het 5S parcours is het in stand houden van de gemaakte afspraken.
Een zeer belangrijke fase maar een fase die in realiteit niet altijd even goed wordt
nageleefd. Daarom is het belangrijk al van bij het begin van het proces afspraken te
maken over de frequentie waarmee een herevaluatie zal gebeuren van de volledige 5S-
cyclus. Zo kan er elke zes maanden met het team kort overlopen worden of er materiaal
op de dienst aanwezig is dat intussen niet meer wordt gebruikt (scheid-fase) en kan er
geëvalueerd worden of het materiaal voor iedereen nog steeds op de meest geschikte
plaats wordt gestockeerd (schik-fase). Concrete afspraken over wie wanneer wat
schoonmaakt zijn geen overbodige luxe. Zo weet iedereen perfect wat zijn taken zijn en
waar zich aan te houden. Ondanks het feit dat het een gedeelde verantwoordelijkheid is
van elk teamlid het materiaal steeds op de afgesproken plaatsen terug te plaatsen, kan
het aangewezen zijn hiervoor in de beginfase enkele teamleden aan te wijzen als
toezichters op het nakomen van de afspraken. Hierbij is het belangrijk dat er steeds
gehandeld wordt binnen een sfeer van wederzijds respect.

32
1.5. Valkuilen
“Lean is not Tools!”, een ondertitel binnen het hoofdstuk philosophy van Bicheno (2004)
die sprekend duidt dat Lean meer moet zijn dan een verzameling van tools om kans op
slagen te hebben. Lean is een bottom-up methodiek die top-down moet gedragen
worden. Een cultuur waarin iedereen zich mee verantwoordelijk voelt voor het continue
werken aan procesverbetering. Lean is “a never ending story”, een idee dat moet
gedragen worden door de gehele organisatie.
Lean management kan aanzien worden als een vorm van veranderingsmanagement.
Verandering stoot heel vaak op weerstand. Het is de taak van het management een sfeer
te creëren waarin medewerkers zich veilig voelen om veranderingen toe te laten.
Tegelijkertijd is het belangrijk dat het management beseft dat veranderingen die van
bovenaf worden opgelegd op veel meer weerstand zullen botsen dan veranderingen die
geïnduceerd worden vanop de werkvloer. Hierop kan Lean dan weer een antwoord
bieden (Sayer & Williams, 2012). Het belang van het ontwikkelen van een cultuur
waarbinnen verandering aanvaard wordt, is een heel belangrijke parameter voor het
slagen van een Lean management implementatie (Bhasin, 2012).
Een organisatie die kiest voor het implementeren van Lean moet er steeds waakzaam
voor zijn dat de Lean projecten geen eilandjes vormen van deelprocessen die op de
dienst geoptimaliseerd zijn en goed lopen maar tot gevolg hebben dat het volledige end-
to-endproces daardoor minder goed verloopt. Communicatie speelt hierin een
onontbeerlijke rol. Vandaar dat de taak van het management tot het creëren van het
brede draagvlak waarbinnen alle Lean projecten een plaats krijgen niet mag
geminimaliseerd worden. Het is een taak die het management bewust moet opnemen.
Daarnaast is het van belang alle medewerkers voldoende skills aan te leren om Lean
management op een correcte manier te kunnen toepassen (Talib, Rahman, & Qureshi,
2011).

33
1.6. Resultaten van Lean management
Lean management breidt zich uit van de industrie naar andere takken van de economie
waaronder de servicebedrijven en de gezondheidszorg. Daarbij kan de vraag gesteld
worden of implementeren van Lean management ook hier tot de gewenste effecten leidt.
Arlbjørn & Freytag (2013) onderzochten hoe Lean wordt weergegeven in literatuur, hoe
Lean in de praktijk wordt gebruikt en of het bewijs wordt geleverd dat Lean effectief
werkt. Daartoe includeerden zij 154 artikels uit 105 international peer-reviewed
journals met betrekking tot Lean. Zowel journals met betrekking tot management,
organisatie, productie, publieke sector en service sector werden opgenomen. Van de
geïncludeerde artikels bevatten 90 artikels geen vermelding met betrekking tot de
effecten van Lean. In 46 artikels was het niet duidelijk of men kon spreken van een
gedocumenteerd effect. Slechts achttien artikels vermeldden gedocumenteerde
positieve effecten van Lean. In zeven artikels werd een kwalitatieve
onderzoeksmethode gebruikt, in tien artikels gebruikte men een kwantitatieve
onderzoeksmethode, in één artikel werden beide onderzoeksmethodes gebruikt.
Zo maakten Abdulmalek & Rajgopal (2007) gebruik van Value Stream Mapping om de
huidige productiestroom binnen een staalfabriek in kaart te brengen. Aan de hand
hiervan werd waste geïdentificeerd. Een toekomstige Value Stream Map, waarbij met
behulp van Lean management technieken waste wordt geëlimineerd, werd aan het
management voorgesteld. Gezien de kosten en tijdsinvestering die het realiseren van de
toekomstige Value Stream met zich mee brengt, gebruikten zij een simulatiemodel om
het management te overtuigen van de effectiviteit van Lean. Visual Management en 5S
werden niet opgenomen in het simulatiemodel omdat zij van mening waren dat de
voordelen daarvan niet direct kwantificeerbaar waren. Ze zijn er wel van overtuigd dat
5S universeel toepasbaar is en samen met andere Lean technieken een meerwaarde kan
bieden in een optimale flow.
Cuatrecasas Arbós (2002) introduceerde Lean management binnen de service context
van een telecombedrijf. Hij bracht de value-added time en de non-value added time in
het takenpakket van de verschillende medewerkers in kaart en deed voorstellen naar het
implementeren van Lean management waarbij de theoretische oefening werd gemaakt
welke tijdswinst deze aanpassingen zouden opleveren. Ook hier werden dus geen

34
effectief gemeten resultaten weergegeven maar ging het over veronderstellingen. Of
deze implementaties ook realiseerbaar zijn in de werkelijkheid en of de vooropgestelde
resultaten ook in de realiteit zouden kunnen gemeten worden, zijn niet weergegeven in
deze artikels.
Liberatore (2013) onderzocht in de review ‘Six Sigma in healthcare delivery’ of de
implementatie van Six Sigma (SS) of Lean Six Sigma (LSS) leidde tot meetbare
resultaten. Deze literatuurreview weerhield 171 artikels waarin 88 verschillende
ziekenhuizen en gezondheidszorgvoorzieningen rapporteerden over de toepassing van
Six Sigma of Lean Six Sigma. Resultaten werden voornamelijk gemeten aan de hand
van de mate van naleving van de afspraken (4,1%), het foutenpercentage (30,4%),
medicatiefouten (7,6%), de doorlooptijd (38%) en de productiviteit (19,9%).
Van de 171 weerhouden artikels rapporteerde ongeveer 76% meetbare effecten voor en
na implementatie van SS of LSS, waarvan 9,4% ook resultaten weergaven op langere
termijn. Slechts 10% (n=17) rapporteerde statistisch significante resultaten met
betrekking tot de verbeteringen. Ander onderzoek was niet opgezet met de intentie
statistisch significante verschillen aan te tonen. Daarbij maakt Liberatore (2013) nog de
bedenking dat onderzoek door voldoende power significante verschillen kan aantonen
maar dat de praktische waarde hiervan daarom niet navenant is.
In een exploratieve studie van Gowen, Mc Fadden & Settaluri (2012), gebruik makend
van data van een vragenlijst uitgevoerd in 210 ziekenhuizen uit de Verenigde Staten,
werden drie procesoptimalisatietechnieken tegenover elkaar gezet, namelijk Continuous
Quality Improvement, Six Sigma en Lean management. Er werd nagegaan of het
inzetten van één van bovenstaande kwaliteitsverbeteringstechnieken voor het
behandelen van fouten begaan in het ziekenhuis een significant effect had op
patiëntveiligheid, op operationele effectiviteit en op het verbeteren van het
concurrentievermogen. Daaruit bleek dat Lean management samen met Continuous
Quality Management een significant effect had op het voorkomen van fouten begaan in
het ziekenhuis. Voor het verbeteren van de organisatorische effectiviteit en het
concurrentievermogen kon geen significant effect aangetoond worden voor Lean
management in tegenstelling tot Continuous Quality Management en Six Sigma.

35
Nicolay et al. (2012) onderzochten in een review de effecten van de toepassing van
kwaliteitsverbeteringsmethodes binnen de chirurgie. Daarbij werden vier studies
vermeld die Lean management hebben toegepast. Er werd telkens gebruik gemaakt van
een uncontrolled before-after study design. Drie van de vier studies rapporteerden
significante verbeteringen. Zo rapporteerden Muder et al. (2008) een significante daling
van het aantal MRSA-besmettingen op een chirurgische dienst door implementatie van
gestandaardiseerde afspraken met betrekking tot handhygiëne bij alle patiënten,
voorzorgsmaatregelen voor interactie met gekende besmette patiënten en screening van
patiënten. Het Toyota Productie Systeem (TPS) werd daarbij gebruikt voor een
consistente opvolging van de richtlijnen en borging van de resultaten. Ik stel mij hierbij
echter de vraag of de gemeten resultaten een weergave zijn van de effectiviteit van TPS.
Burkitt et al. (2009) vermeldden significante verbeteringen in het gebruik van correct
gebruik van antibiotica voor een ingreep door het gebruik van TPS. Er werd geen
significant verschil aangetoond in de verblijfsduur van patiënten. Ongeacht de
beperkingen die de onderzoekers zelf aanhaalden in de opzet van hun onderzoek,
moedigt dergelijk onderzoek aan tot het uitvoeren van andere onderzoeken naar
meetbare effecten van de implementatie van Lean management op de werkvloer.
Een mening die niet gedeeld wordt door Bicheno (2004) waarbij geciteerd wordt uit het
hoofdstuk Accounting and measurement:
“Begin any discussion on Lean measurement by recognizing that measurement is
waste. It should be limited and minimized. ‘You cannot fatten the calf by weighing
it’.”
Het implementeren van Lean management kost echter veel tijd, middelen en
inspanningen van iedereen binnen de organisatie. Meetbare resultaten zijn naar mijn
mening nodig om de implementatie van Lean op grotere schaal te kunnen
verantwoorden.
Gezien literatuur tot op heden weinig resultaten met betrekking tot effecten van Lean
management rapporteert, vormt dit de insteek voor het onderzoeksgedeelte van deze
masterproef.

36
In het onderzoeksgedeelte wordt geprobeerd een antwoord te vinden op volgende
onderzoeksvragen:
- Heeft de implementatie van 5S een invloed op de tevredenheid van medewerkers
op een verpleegafdeling?
- Levert implementatie van 5S op een verpleegafdeling meetbare tijdswinst op in
het vinden van veelgebruikt materiaal?
- Heeft de implementatie van 5S een effect op de loopafstanden van
verpleegkundigen?
- Heeft de implementatie van 5S een invloed op de taakinvulling van
verpleegkundigen?
- Heeft 5S een invloed op het nuttig gebruik van de beschikbare vierkante meters?

37
2.Implementatie van 5S op de
verpleegafdeling
2.1. Breder kader
De toepassing van 5S Lean management kadert binnen een ziekenhuisbreed Lean
project in het UZ Gent: Wijs Werken. Hiervoor sloot het ziekenhuis een
samenwerkingsverband af met Möbius.
Binnen het ziekenhuis werden de 23 kwaliteitspromotoren, elk verantwoordelijk voor
hun eigen sector, door de firma Möbius opgeleid in 4 modules: de beginselen van Lean,
screeningstechnieken en 5S, de Lean A3-methode en technieken om de Lean cultuur
verder te verspreiden binnen het ziekenhuis.
De implementatie van 5S op de werkvloer gebeurde door de medewerkers van de
geïncludeerde diensten onder begeleiding van Lic. Sem Vanbelleghem,
kwaliteitscoördinator van de sector BAS (Bloed, ademhaling en spijsvertering) van het
UZ Gent.

38
2.2. Introductie van 5S op de werkvloer
Alle hoofdverpleegkundigen kregen in een opleidingssessie informatie omtrent de opzet
van Wijs Werken aan de hand van een presentatie (bijlage 1). Hierin werden onder
andere twee Lean technieken aangeleerd, namelijk 5S en het verbeterbord.
De hoofdverpleegkundigen van de drie geïncludeerde afdelingen kregen kort nadien een
eerste toelichting door de onderzoeker omtrent het onderzoek dat verder beschreven
staat in deze masterproef. Hierbij waren ook de kwaliteitscoördinator en zorgmanager
sector BAS aanwezig.
Na het uitvoeren van de premetingen maakte de kwaliteitscoördinator ook de
medewerkers van de drie betrokken diensten warm voor de principes van Wijs Werken
en de Lean tools 5S en verbeterbord aan de hand van dezelfde presentatie. Deze
toelichting gebeurde telkens tijdens een werkoverleg waarbij gemiddeld 75 à 80% van
de personeelsleden aanwezig is.
Tijdens deze uiteenzettingen maakte de kwaliteitscoördinator per afdeling gebruik van
enkele sprekende spaghettidiagrammen die opgemaakt werden door de onderzoeker aan
de hand van de gegevens van de directe tijdsmetingen tijdens de premeting. De
resultaten worden verder besproken in hoofdstuk 5.

39
2.3. Uitvoeren van 5S
De kwaliteitscoördinator voerde samen met de hoofdverpleegkundige een eerste
verkennende ronde uit op de afdeling. In overleg werd bepaald welke dienstgebonden
ruimtes, materiaal en documenten in aanmerking kwamen voor 5S. Op deze manier
probeerde de kwaliteitscoördinator een eerste inschatting te maken van de
verwachtingen die de hoofdverpleegkundige zelf had omtrent het implementeren van 5S.
Daarnaast verkende hij op deze manier de grenzen en weerstanden waarmee hij tijdens
de implementatie zou te maken hebben. Elke verandering gaat gepaard met weerstand.
De houding die de leidinggevende zelf aanneemt ten opzichte van verandering heeft ook
een impact op de houding van het personeel en het al dan niet slagen van de
implementatie.
In tweede instantie werd deze ronde herhaald, samen met een aantal gemotiveerde
medewerkers (zowel verpleegkundigen, logistiek medewerkers en administratief
personeel) en de hoofdverpleegkundige. Hierbij werden de personeelsleden
gestimuleerd out-of-the-box te gaan denken en alle mogelijke verbeterpunten aan te
geven.
Na deze ronde werd een checklist opgemaakt door de kwaliteitscoördinator en werden
de taken verdeeld, dit zowel naar opvolging als uitvoering toe.
Gezien het onmogelijk bleek de hulp van verschillende diensten waaronder de dienst
informatica, dienst facilitair beheer (schrijnwerkers, verhuisdienst, elektriciens,…) en
dienst infrastructuur op éénzelfde dag ter beschikking te hebben, werd gekozen af te
stappen van de “big bang approach” waarbij de 5S op één dag wordt afgehandeld.
Aan de hand van de checklist werd daarentegen gedurende een periode van een maand
op regelmatige basis overlegd tussen de kwaliteitscoördinator en de
hoofdverpleegkundige. Er werden daarbij concrete afspraken gemaakt over wie welke
taak op zich nam en uiterlijke uitvoerdata werden telkens voorop gesteld. Bestaande
afspraken werden zo nodig bijgestuurd. De hoofdverpleegkundige stelde op
afgesproken tijdstippen een aantal personeelsleden vrij om de 5S-techniek op een ruimte
toe te passen.

40

41
3. Onderzoek
3.1. Doel van het onderzoek
Het implementeren van Lean management kost veel tijd, middelen en inspanningen van
iedereen binnen de organisatie. Meetbare resultaten zijn nodig om de implementatie
van Lean op grotere schaal binnen een organisatie te kunnen verantwoorden.
Gezien uit de literatuurstudie bleek dat tot op heden weinig resultaten met betrekking tot
effecten van Lean management werden gerapporteerd, vormt dit de insteek voor het
onderzoeksgedeelte. In een exploratief prospectief pretest posttest design worden
verschillende onderzoeksmethodes toegepast.
3.2. Onderzoeksvragen
Er werd een antwoord gezocht op volgende onderzoeksvragen:
- Heeft de implementatie van 5S een invloed op de tevredenheid van medewerkers
op een verpleegafdeling?
- Levert implementatie van 5S op een verpleegafdeling meetbare tijdswinst op in
het vinden van veelgebruikt materiaal?
- Heeft de implementatie van 5S een effect op de loopafstanden van
verpleegkundigen?
- Heeft de implementatie van 5S een invloed op de taakinvulling van
verpleegkundigen?
- Heeft 5S een invloed op het nuttig gebruik van de beschikbare vierkante meters?

42
3.3. Nulhypothese
Er werd onderzocht of volgende nulhypotheses (H0) konden weerlegd worden.
- H0: de tevredenheid van medewerkers wordt niet beïnvloed door de
implementatie van 5S Lean management op de afdeling.
- H0: medewerkers hebben voor en na implementatie van 5S Lean management
op de afdeling evenveel tijd nodig om veelgebruikt materiaal te vinden.
- H0: de loopafstand van medewerkers is voor en na implementatie van 5S Lean
management op de afdeling gelijk.
- H0: De implementatie van 5S Lean management beïnvloedt de tijdsverdeling
over verschillende taken niet.
- H0: De beschikbare vrije ruimte in dienstgerelateerde ruimtes is gelijk voor en
na implementatie van 5S Lean management op de afdeling.

43
4. Onderzoeksmethode
4.1. Studiedesign
Er werd een prospectief pretest posttest design uitgevoerd binnen het UZ Gent.
4.2. Locatie van het onderzoek
In samenspraak met de promotor prof. dr. Dries Myny, de zorgmanager sector BAS dhr.
Luc Van de Woestyne en de kwaliteitscoördinator sector BAS dhr. Sem Vanbelleghem
werden drie afdelingen van de sector BAS van het UZ Gent geïncludeerd.
De inclusiecriteria waren:
- Vergelijkbare lay-out van de afdelingen onderling
- Geen recente verhuis van de afdeling achter de rug (minder dan één jaar)
Volgende afdelingen voldeden aan alle inclusiecriteria en namen deel aan het onderzoek:
- High care neurochirurgie en algemene heelkunde
- Algemene digestieve heelkunde
- Longziekten
4.3. Studiepopulatie
De studiepopulatie moest voldoen aan volgende inclusiecriteria om deel te nemen aan
het invullen van de pre en post vragenlijst:
- Als vaste medewerker werkzaam zijn op één van de drie bovenvermelde
afdelingen.
- De taak van hoofdverpleegkundige, gegradueerde verpleegkundige,
gebrevetteerde verpleegkundige, logistiek assistente of administratief
medewerker vervullen.
Voor deelname aan de dertig seconden regel, een meettechniek die verder wordt
toegelicht in hoofdstuk 4.4.3., werden volgende inclusiecriteria gehanteerd:

44
- Als vaste medewerker werkzaam zijn op één van de drie bovenvermelde
afdelingen.
- De taak van hoofdverpleegkundige, gegradueerde verpleegkundige,
gebrevetteerde verpleegkundige, logistiek assistente of administratief
medewerker vervullen.
- Toestemming geven tot deelname aan het onderzoek door het ondertekenen van
de informed consent na het lezen van de informatiebrief.
Voor deelname aan de directe tijdsmetingen werden volgende inclusiecriteria
gehanteerd:
- Als vaste medewerker werkzaam zijn op één van de drie bovenvermelde
afdelingen.
- De taak van gegradueerde verpleegkundige vervullen.
- Toestemming geven tot deelname aan het onderzoek door het ondertekenen van
de informed consent na het lezen van de informatiebrief.
Er werd bewust gekozen om enkel verpleegkundigen te includeren voor deze
meetmethode gezien de aard van de metingen specifiek gericht was op het registreren
van de bewegingen en het gebruikte materiaal tijdens het stellen van verpleegkundige
handelingen op de afdeling.
Een lijst van medewerkers die aan de inclusiecriteria voldeden, werd in overleg met de
zorgmanager opgemaakt.
De toestemming van het ethisch comité van het UZ Gent werd bekomen op 12
november 2013 (bijlage 2).

45
4.4. Methodes voor gegevensverzameling
De hoofdverpleegkundigen van de drie betrokken diensten werden ingelicht over hun
mogelijke participatie aan het onderzoek door de zorgmanager en kwaliteitscoördinator
van de sector BAS. Er werd bewust voor gekozen zo weinig mogelijk informatie te
geven omtrent het soort Lean management interventie om de nulmeting niet te biasen.
De informatiebrief/informed consent (bijlage 3) werd door de onderzoeker aan de
hoofdverpleegkundigen bezorgd. De hoofdverpleegkundige verdeelde de
informatiebrieven aan alle medewerkers die aan de inclusiecriteria voldeden. Voor
vragen omtrent het onderzoek konden de medewerkers contact opnemen met de
onderzoeker of de promotor van het onderzoek.
4.4.1. Vragenlijst
Met de vragenlijst vóór en na de implementatie van 5S Lean management werd
nagegaan of de jobtevredenheid van de medewerkers veranderde. Daarnaast werd
getoetst of de tevredenheid omtrent de orde en netheid op de dienst veranderde na
implementatie van 5S Lean management. Uiteindelijk had de vragenlijst ook tot doel te
toetsen in hoeverre er afspraken werden gemaakt rond het borgen van de bekomen
resultaten, de vijfde S die staat voor Standhouden. Gezien bestaande vragenlijsten nooit
voldeden aan alle vooropgestelde verwachtingen, werd de vragenlijst gebaseerd op
enkele verschillende vragenlijsten. Gezien dit buiten de focus van dit werk viel werd de
vragenlijst niet gevalideerd. De vijf vragen met betrekking tot jobtevredenheid zijn
gebaseerd op het onderdeel Job satisfaction van de Ward Organisational Features Scales
(WOFS) (Adams, Arber, & Bond, 1995). Voor de vragen rond orde en netheid op de
dienst en de vragen rond de implementatie van Lean werd inspiratie gehaald uit de ter
beschikking gestelde 5S checklist ontwikkeld door Möbius, de gebruikte vragenlijst
vermeld in het werk van Boztinaztepe en Canan (2008), de 5S Lean audit checklist
manufacturing (http://www.lean.org), Patagonia checklist 5S (http://www.patagonia-
bv.com/kwaliteitsmanagementsystemen/lean-manufacturing) en de AMEDDCS 6S
office checklist (http://www.docstoc.com/docs/52821237/AMEDDCS-6-S-Office-
Checklist).

46
Een eerste ontwerp van de vragenlijst werd voorgelegd aan de promotor, copromotor,
kwaliteitscoördinator en de hoofdverpleegkundigen van de drie geïmplementeerde
afdelingen. Enkele kleine aanpassingen werden doorgevoerd om de verstaanbaarheid
van de vragenlijst te verhogen.
De schriftelijke vragenlijst (bijlage 4) werd voorgelegd aan alle geïncludeerde
medewerkers. Deze vragenlijsten, telkens voorzien van een enveloppe, werden door de
onderzoeker afgegeven aan de hoofdverpleegkundigen van de drie betrokken diensten.
De hoofdverpleegkundige beschikte over een lijst van personeelsleden die voldeden aan
de inclusiecriteria. Zij bezorgden elk van deze medewerkers een vragenlijst.
De ingevulde vragenlijsten konden onder gesloten enveloppe in de daarvoor voorziene
doos op de afdeling gedeponeerd worden. De onderzoeker kwam deze vragenlijsten na
afloop van de pre- en postfase afhalen.
De prefase voor het invullen van de vragenlijst duurde één maand: van 15 november
2013 tot 15 december 2013.
De postfase voor het invullen van de vragenlijst duurde ook één maand: van 28 februari
tot 28 maart 2014.
4.4.2. Directe tijdsmetingen
Tijdens de pre- en postfase observeerde de externe onderzoeker telkens één
verpleegkundige tijdens een volledige shift.
De geobserveerde verpleegkundigen werden tijdens de premeting ad random gekozen
uit alle medewerkers die toestemden tot deelname aan het onderzoek en aanwezig waren
op de dag van observatie. Dezelfde verpleegkundigen werden in eenzelfde shift een
tweede keer geobserveerd tijdens de postmeting.
Per afdeling werden zowel in de premeting als in de postmeting twee verpleegkundigen
per dienst geobserveerd, één verpleegkundige in de vroegdienst en één verpleegkundige
in de laatdienst. Tabel 4 geeft de opdeling weer en de data waarop de metingen
plaatsvonden.

47
Tabel 4: planning directe tijdsmetingen
Afdeling Pre –post Verdeling shift Datum uitvoering
High care
neurochirurgie en
algemene heelkunde
6 IA
Premeting 1 vpk* vroegdienst 21/11/2013
1 vpk laatdienst 29/11/2013
Postmeting 1 vpk vroegdienst 13/03/2014
1 vpk laatdienst 10/03/2014
Algemene
digestieve
heelkunde 1IB
Premeting 1 vpk vroegdienst 29/11/2013
1 vpk laatdienst 6/12/2013
Postmeting 1 vpk vroegdienst 07/03/2014
1 vpk laatdienst 24/2/2014
Longziekten 7IA
Premeting 1 vpk vroegdienst 6/12/2013
1 vpk laatdienst 21/11/2013
Postmeting 1 vpk vroegdienst 28/03/2014
1 vpk laatdienst 28/03/2014
* vpk = verpleegkundige
De loopbewegingen doorheen de afdeling, het bezoek aan de patiëntgerelateerde en
dienstspecifieke ruimtes en het gebruik van materiaal werden geregistreerd. Daarnaast
registreerde de onderzoeker of de verpleegkundige directe patiëntenzorg verrichtte,
indirecte patiëntenzorg, dienstgerelateerde activiteiten of andere activiteiten. Directe
patiëntenzorg is zorg waarbij er direct contact is met de patiënt (vb. toedienen van
medicatie aan een patiënt). Indirecte patiëntenzorg is gelinkt aan één patiënt maar de
patiënt is er niet direct bij betrokken (vb. prepareren van infuus). Dienstgerelateerde
activiteiten zijn activiteiten nodig om de werking van de dienst te ondersteunen maar
kunnen niet gelinkt worden aan één specifieke patiënt (vb. aanvullen van
verzorgingskar). Persoonlijke tijd (vb. pauze) werd geregistreerd als andere activiteiten.
De onderzoeker maakte voor de registratie gebruik van een ‘Personal Digital Assistant’
(PDA). Dit onderzoek vereiste geen contact met patiënten, toegang tot de patiëntkamers
of het bijwonen van directe patiëntenzorg. De onderzoeker bleef telkens op de gang
wachten als een verpleegkundige de patiëntenkamer betrad.
Vóór het uitvoeren van de directe tijdsmetingen werd een testmeting uitgevoerd waarin
de onderzoeker en de kwaliteitscoördinator gedurende een half uur éénzelfde

48
verpleegkundige observeerden en onafhankelijk van elkaar de loopbewegingen
registreerden met behulp van de PDA. Dit om de werking van de PDA te testen, te
controleren of alle ruimtes en activiteiten konden worden geregistreerd en de interrater
validiteit te toetsen. Gezien deze test gelijke resultaten opleverde werden geen verdere
aanpassingen doorgevoerd.
De prefase voor het uitvoeren van de directe tijdsmetingen gebeurde in de periode van
15 november 2013 tot 9 december 2013.
De postfase voor het uitvoeren van de directe tijdsmetingen gebeurde in de periode van
24 februari 2014 tot 28 maart 2014.
4.4.3. Dertig seconden regel
De onderzoeker bezocht de afdelingen op willekeurige momenten (tijdens vroeg- en
avonddiensten) en vroeg aan medewerkers om een medisch hulpmiddel,
verbruiksmiddel of onderzoeksmateriaal te halen. Hierbij werd getimed hoeveel tijd de
betrokken verpleegkundige hiervoor nodig had. De onderzoeker bevond zich op iedere
afdeling op eenzelfde afstand van de verpleegpost. Dezelfde locatie werd gebruikt
tijdens de pre- en postfase. De onderzoeker gebruikte hiervoor een stopwatch voor het
meten van de benodigde tijd. De meting ving aan op het moment dat de opdracht
gegeven werd en stopte zodra de medewerker met het correcte object bij de onderzoeker
was. Deze meetmethode werd voorgesteld door de firma Möbius. Artikels waarin deze
meetmethode eerder werd toegepast, werden niet gevonden. De meetmethode baseert
zich echter op de stelling dat in een georganiseerde werkplek iedereen in staat moet zijn
alles te vinden binnen de dertig seconden (Chaneski, 2002).
De prefase voor het uitvoeren van tijdsmetingen met betrekking tot de dertig seconden
regel duurde één week: van 9 december 2013 tot 15 december 2013. De postfase voor
het uitvoeren van tijdmetingen met betrekking tot de dertig seconden regel duurde ook
één week: van 21 maart 2014 tot 28 maart 2014.
Zowel tijdens de pre- als de postfase werd gevraagd naar hetzelfde materiaal. Na de
directe tijdsmetingen tijdens de premeting werd bepaald welke medische hulpmiddelen,
verbruiksmateriaal of standaarddocumenten zouden gevraagd worden.

49
Door de observaties van de onderzoeker van zowel de handelingen van
verpleegkundigen en de inrichting van de diensten werd beslist volgend materiaal te
laten halen door personeelsleden tijdens de dertig seconden regel: bloeddrukmeter met
brede cuf, personenweegschaal, weegschaal voor het wegen van redons, reanimatiekar,
glucometer, ontsmettingsmiddel voor het afwassen van een bed of wasbekken en een los
saturatietoestel.
4.4.4. Vrije m²
De vrije vierkante meters van de dienstgebonden ruimtes werden in de pre- en de
postmeting vastgelegd. Hiertoe mat de onderzoeker de vrije grondruimte in elk lokaal.

50
4.5. Gegevensanalyse
4.5.1. Vragenlijst
Volgende nulhypothese werd onderzocht aan de hand van de vragenlijst:
H0: de tevredenheid van medewerkers wordt niet beïnvloed door de implementatie van
5S Lean management op de afdeling.
Omdat het om een ongepaarde vergelijking van twee meetmomenten gaat, werd deze
hypothese getoetst door middel van de non-parametrische Mann-Whitney U-test.
De resultaten van de vragenlijst werden met behulp van SPSS statistics 21 verwerkt.
De vragenlijst werd als één geheel voorgelegd aan de medewerkers. Voor de
verwerking ervan werd de vragenlijst opgedeeld in 3 verschillende onderdelen. Vragen
één tot vijf polsten naar de algemene jobtevredenheid van de medewerkers.
- Ik weet dat ik een zeer zinvolle job uitvoer.
- Ik ben tevreden met de relatie die ik heb met mijn collega’s.
- Deze job voldoet niet aan mijn verwachtingen. (-)
- Ik maak me zorgen dat deze job mijn gezondheid ondermijnt. (-)
- Ik heb vaak het gevoel ontslag te willen nemen. (-)
Een hoge totaalscore veronderstelde een hogere algemene tevredenheid omtrent de job.
Gezien de vragen, hierboven aangeduid met (-), negatief geformuleerd waren, werden
deze vragen gehercodeerd.
Vragen zes tot vijftien polsten naar de tevredenheid over de orde en netheid op dienst en
de lay-out van de afdeling.
- Ik ben tevreden over de inrichting van mijn werkomgeving.
- Orde en netheid van mijn werkomgeving laat me toe meer tijd te spenderen aan
directe patiëntenzorg.
- Ik verspil tijd door het zoeken naar onderzoeksmateriaal (vb. bloeddrukmeter,
glycemietoestel, stethoscoop, saturatiemeter,…). (-)

51
- Ik ben tevreden over de orde en netheid van de verpleegpost.
- Ik ben tevreden over de orde en netheid van de spoelruimte.
- Ik ben tevreden over de orde en netheid van de linnenkamer.
- Ik ben tevreden over de orde en netheid van de berging.
- Ik ben tevreden over de orde en netheid van het staflokaal.
- Ik ben tevreden over de plaats waar ik mijn persoonlijke bezittingen kan
opbergen.
- Onderzoeksmateriaal is niet altijd beschikbaar als ik het nodig heb. (-)
Een hoge totaalscore veronderstelde een hogere tevredenheid over de orde en netheid en
inrichting van de dienst. Negatief geformuleerde vragen werden opnieuw gehercodeerd.
De antwoorden van de op vragen 16 tot 28 polsten naar de aanwezigheid van 5S Lean
technieken op de afdeling.
- Het onderzoeksmateriaal heeft een vaste plaats op dienst.
- Standaarddocumenten (vb. patiëntendossiers, patiëntenbrochures of
informatiedocumenten, aanvraagformulieren,…) hebben een vaste plaats op
dienst.
- Er is defect materiaal aanwezig op dienst. (-)
- Het rollend materiaal (vb. rolstoelen, tillift,…) heeft een vaste plaats op dienst.
- Ik vind standaarddocumenten steeds direct terug.
- Er is materiaal (vb. onderzoeksmateriaal, rollend materiaal, verbruiksmateriaal)
aanwezig op dienst dat niet gebruikt wordt. (-)
- Er zijn afspraken omtrent het reinigen van materiaal op dienst.
- Er wordt controle uitgeoefend op het naleven van afspraken omtrent het reinigen
van materiaal op dienst.
- Er zijn afspraken over wie toezicht houdt over de orde en netheid van de
spoelruimte.
- Er zijn afspraken over wie toezicht houdt over de orde en netheid van de
verpleegpost
- Er zijn afspraken over wie toezicht houdt over de orde en netheid van het
staflokaal.

52
- Er zijn afspraken over wie toezicht houdt over de orde en netheid van de
bergingen.
- Ik vind het vervelend als een collega mij aanspreekt omdat ik
onderzoeksmateriaal niet op de afgesproken plaats terugleg. (-)
- Het onderzoeksmateriaal op dienst ligt op een logische plaats.
- Het team van hoofdverpleegkundige, verpleegkundigen en logistiek
medewerkers evalueert of materiaal op de meest geschikte plaats wordt bewaard.
- Het verzorgingsmateriaal (vb. linnen, incontinentiemateriaal,
verzorgingsproducten,…) ligt op een logische plaats.
Een hogere totaalscore veronderstelde een grotere implementatiegraad van Lean op de
afdeling.
Negatief geformuleerde vragen (-) werden opnieuw gehercodeerd.
Bij het analyseren van de verschillen tussen de pre- en de posttest werden zowel Mann-
Whitney U-tests uitgevoerd op de afzonderlijke vragen als op de somscores van
bovenvermelde groepen van vragen.
4.5.2. Directe tijdsmetingen
Met behulp van de directe tijdsmetingen werden volgende nulhypothesen getoetst:
H0: de loopafstand van medewerkers is voor en na implementatie van 5S Lean
management op de afdeling gelijk.
H0: De implementatie van 5S Lean management beïnvloedt de tijdsbesteding van
verpleegkundigen niet.
Vanuit de registratie van de directe tijdmetingen werden spaghettidiagrammen
opgemaakt die gebruikt werden tijdens de implementatie van 5S op de afdeling.
De loopafstanden van de pre- en postmetingen werden berekend aan de hand van een
grondplan van de afdeling op schaal. De loopafstanden binnen de patiëntenkamers
werd niet mee in rekening genomen.

53
De loopstanden werden vergeleken met elkaar aan de hand van de paired sample T-test
gezien het gaat om een gepaarde vergelijking van twee meetmomenten. Hiervoor werd
telkens de loopafstand berekend die tijdens de eerste zes uur van de shift werd afgelegd.
Er werd gekozen voor een lengte van zes uur gezien de kortste meting zes uur duurde.
Aan de hand van de data verzameld tijdens de directe tijdsmetingen werd de duurtijd
berekend die werd besteed aan: directe patiëntenzorg, indirecte patiëntenzorg,
dienstgerelateerde activiteiten en andere (persoonlijke tijd). Ook hier werd een
meetperiode van zes uur gebruikt. De gepaarde gegevens werden geïnterpreteerd aan de
hand van de non-parametrische Wilcoxon-test.
4.5.3. Dertig seconden regel
Volgende nulhypothese werd onderzocht aan de hand van de dertig seconden regel:
H0: medewerkers hebben voor en na implementatie van 5S Lean management op de
afdeling evenveel tijd nodig om medisch materiaal, verbruiksmateriaal en
standaarddocumenten te vinden.
Voor het nagaan van een verband tussen twee dichotome variabelen (< of = 30
seconden, >30 seconden) werd gebruikt gemaakt van de chi-kwadraat test.
Voor de interpretatie van de ongepaarde resultaten uit de pre- en postmetingen werd de
nonparametrische Mann-Whitney U-test gebruikt.
4.5.4. Vrije m²
Volgende nulhypothese werd onderzocht aan de hand van het meten van de vrije
vierkante meters.
H0: De beschikbare vrije ruimte in dienstgerelateerde ruimtes is gelijk voor en na
implementatie van 5S Lean management op de afdeling.
Voor deze gepaarde vergelijking werd de non-parametrische Wilcoxon-test gebruikt.

54

55
5. Resultaten
5.1. Visuele resultaten 5S
Onderstaande voor en na foto’s geven een visueel beeld van de implementatie van 5S.
Doktersbureel vóór 5S Doktersbureel na 5S
Figuur 2: vóór en na foto doktersbureel
Locatie reanimatiekar vóór 5S Locatie reanimatiekar na 5S
Figuur 3: vóór en na foto reanimatiekar

56
Personeelskast vóór 5S Personeelskast na 5S
Figuur 4: vóór en na foto personeelskast

57
5.2. Resultaten vragenlijst
Volgende nulhypothese werd onderzocht aan de hand van de vragenlijst:
H0: de tevredenheid van medewerkers wordt niet beïnvloed door de implementatie van
5S Lean management op de afdeling.
De resultaten en de somscores van elk deelaspect werden apart bekeken.
5.2.1. Jobtevredenheid
Voor het analyseren van het verschil in jobtevredenheid tussen de premeting en de
postmeting werd gebruik gemaakt van de Mann-Whitney U-test omdat de voorwaarden
voor een parametrische aanpak niet vervuld waren. Zo resulteerde de Shapiro-Wilk test
op de somscore jobtevredenheid in p<0.001 in de premeting en p=0.003 in de
postmeting.
De resultaten met betrekking tot de jobtevredenheid in de pre- en postmeting werden
weergegeven in tabel 5. De negatief geformuleerde vragen werden gehercodeerd zodat
een hoger resultaat een hogere tevredenheid veronderstelt.

58
Tabel 5: resultaten vragenlijst met betrekking tot jobtevredenheid
Job
tevredenheid
premeting*
Job
tevredenheid
postmeting*
Mann
Whitney
U test
Ik weet zeker dat ik een
zeer zinvolle job uitvoer
n** 41 26 p=0.32
Mediaan (IQR) 5 (1) 5 (1)
Range 4 4
Ik ben tevreden met de
relatie die ik heb met mijn
collega’s
n 41 26 p=0.10
Mediaan (IQR) 4 (0) 4 (1)
Range 3 4
Deze job voldoet niet aan
mijn verwachtingen
(recoded)
n 41 26 p=0.55
Mediaan (IQR) 4 (1) 4 (2)
Range 3 3
Ik heb vaak het gevoel
ontslag te willen nemen
(recoded)
n 41 26 p=0.20
Mediaan (IQR) 5 (2) 4 (2)
Range 5 3
Ik maak me zorgen dat deze
job mijn gezondheid
ondermijnt (recoded)
n 41 26 p=0.20
Mediaan (IQR) 3 (2) 2 (2)
Range 4 4
Somscore resultaten
jobtevredenheid
n 41 26 p=0.14
Mediaan (IQR) 4 (2) 4 (1)
Range 3 3
* 1=helemaal niet akkoord; 2=niet akkoord; 3=neutraal; 4=akkoord; 5=helemaal akkoord
** n=aantal; IQR=Inter Quartile Range
Hieruit werd het volgende besloten:
Er zijn geen significante verschillen in jobtevredenheid na implementatie van 5S Lean
management op de afdeling.

59
5.2.2. Orde en netheid
Voor het analyseren van het verschil in tevredenheid over de orde en netheid op de
dienst tussen de premeting en de postmeting werd gebruik gemaakt van de Mann-
Whitney U-test omdat de voorwaarden voor een parametrische aanpak niet vervuld
waren. Zo resulteerde de Shapiro-Wilk test op de somscore orde en netheid in p=0.08
in de premeting en p=0.03 in de postmeting.
De resultaten met betrekking tot de tevredenheid over de orde en netheid in de pre- en
postmeting worden weergegeven in tabel 6. De negatief geformuleerde vragen werden
gehercodeerd zodat een hoger resultaat een hogere tevredenheid veronderstelt.
Tabel 6: resultaten vragenlijst met betrekking tot orde en netheid
Tevreden
heid orde
en netheid
pre
meting*
Tevreden
heid orde
en netheid
post
meting*
Mann
Whithney
U test
Ik ben tevreden over de
inrichting van mijn
werkomgeving
n** 41 26 p=0.60
Mediaan (IQR) 2 (2) 3 (1)
Range 4 3
Orde en netheid van de
werkomgeving laten mij toe
meer tijd te spenderen aan
directe patiëntenzorg
n 41 26 p=0.54
Mediaan (IQR) 4 (2) 4 (1)
Range 5 3
Ik verspil tijd door het zoeken
naar onderzoeksmateriaal
(recoded)
n 41 26 p=0.05
Mediaan (IQR) 2 (2) 2 (2)
Range 5 4
Ik ben tevreden over de orde
en netheid van de verpleegpost
n 41 26 p=0.07
Mediaan (IQR) 2 (1) 3 (2)
Range 3 3
Ik ben tevreden over de orde
en netheid van de spoelruimte
n 41 26 p=0.33
Mediaan (IQR) 3 (2) 4(1)
Range 4 43
Ik ben tevreden over de orde
en netheid van de linnenkamer
n 41 26 p=0.13
Mediaan (IQR) 3 (2) 4 (1)
Range 4 3
Ik ben tevreden over de orde
en netheid van de berging
n 41 26 p=0.16
Mediaan (IQR) 4 (1) 4 (1)
Range 4 3
Ik ben tevreden over de orde
en netheid van het staflokaal
n 41 26 p=0.06
Mediaan (IQR) 3 (2) 4 (1)
Range 5 4

60
Vervolg tabel 6: resultaten vragenlijst met betrekking tot orde en netheid
Tevreden
heid orde
en netheid
pre
meting*
Tevreden
heid orde
en netheid
post
meting*
Mann
Whithney
U test
Ik ben tevreden over de plaats
waar ik mijn persoonlijke
bezittingen kan opbergen
n** 41 26 p=0.76
Mediaan (IQR) 4 (1) 4 (1)
Range 3 4
Onderzoeksmateriaal is niet
altijd beschikbaar als ik het
nodig heb (recoded)
n 41 26 p<0.05
Mediaan (IQR) 2 (2) 3 (2)
Range 4 5
Somscore tevredenheid orde
en netheid
n 41 26 p<0.05
Mediaan (IQR) 3 (1) 3 (1)
Range 3 2
* 1=helemaal niet akkoord; 2=niet akkoord; 3=neutraal; 4=akkoord; 5=helemaal akkoord
** n=aantal; IQR=Inter Quartile Range
Volgende conclusie werd getrokken:
De implementatie van 5S Lean management resulteert in significante verschillen in de
tevredenheid omtrent orde en netheid op de dienst:
Er wordt minder tijd verspild aan het zoeken naar onderzoeksmateriaal (p=0.05).
Onderzoeksmateriaal is meer beschikbaar (p<0.05).
Er is een grotere algemene tevredenheid (somscore vragen orde en netheid) over de
orde en netheid na implementatie van 5S Lean management (p<0.05).
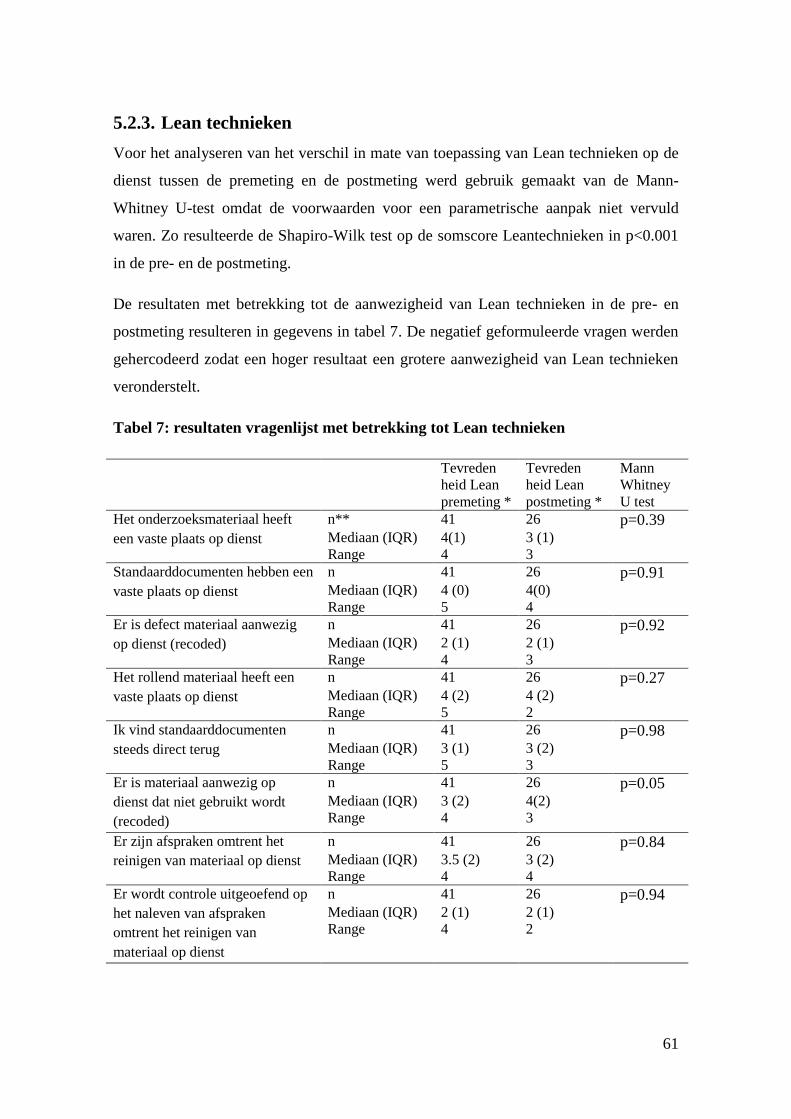
61
5.2.3. Lean technieken
Voor het analyseren van het verschil in mate van toepassing van Lean technieken op de
dienst tussen de premeting en de postmeting werd gebruik gemaakt van de Mann-
Whitney U-test omdat de voorwaarden voor een parametrische aanpak niet vervuld
waren. Zo resulteerde de Shapiro-Wilk test op de somscore Leantechnieken in p<0.001
in de pre- en de postmeting.
De resultaten met betrekking tot de aanwezigheid van Lean technieken in de pre- en
postmeting resulteren in gegevens in tabel 7. De negatief geformuleerde vragen werden
gehercodeerd zodat een hoger resultaat een grotere aanwezigheid van Lean technieken
veronderstelt.
Tabel 7: resultaten vragenlijst met betrekking tot Lean technieken
Tevreden
heid Lean
premeting *
Tevreden
heid Lean
postmeting *
Mann
Whitney
U test
Het onderzoeksmateriaal heeft
een vaste plaats op dienst
n** 41 26 p=0.39
Mediaan (IQR) 4(1) 3 (1)
Range 4 3
Standaarddocumenten hebben een
vaste plaats op dienst
n 41 26 p=0.91
Mediaan (IQR) 4 (0) 4(0)
Range 5 4
Er is defect materiaal aanwezig
op dienst (recoded)
n 41 26 p=0.92
Mediaan (IQR) 2 (1) 2 (1)
Range 4 3
Het rollend materiaal heeft een
vaste plaats op dienst
n 41 26 p=0.27
Mediaan (IQR) 4 (2) 4 (2)
Range 5 2
Ik vind standaarddocumenten
steeds direct terug
n 41 26 p=0.98
Mediaan (IQR) 3 (1) 3 (2)
Range 5 3
Er is materiaal aanwezig op
dienst dat niet gebruikt wordt
(recoded)
n 41 26 p=0.05
Mediaan (IQR) 3 (2) 4(2)
Range 4 3
Er zijn afspraken omtrent het
reinigen van materiaal op dienst
n 41 26 p=0.84
Mediaan (IQR) 3.5 (2) 3 (2)
Range 4 4
Er wordt controle uitgeoefend op
het naleven van afspraken
omtrent het reinigen van
materiaal op dienst
n 41 26 p=0.94
Mediaan (IQR) 2 (1) 2 (1)
Range 4 2

62
Vervolg tabel 7: resultaten vragenlijst met betrekking tot Lean technieken
Tevreden
heid Lean
premeting *
Tevreden
heid Lean
postmeting *
Mann
Whitney
U test
Er zijn afspraken over wie
toezicht houdt over de orde en
netheid van de spoelruimte
n 41 26 p=0.44
Mediaan(IQR) 4(1) 3 (2)
Range 5 2
Er zijn afspraken over wie
toezicht houdt over de orde en
netheid van de verpleegpost
n 41 26 p=0.19
Mediaan(IQR) 2 (1) 2 (1)
Range 5 3
Er zijn afspraken over wie
toezicht houdt over de orde en
netheid van het staflokaal
n 41 26 p=0.52
Mediaan(IQR) 2(1) 2 (1)
Range 5 3
Er zijn afspraken over wie
toezicht houdt over de orde en
netheid van de bergingen
n 41 26 p=0.59
Mediaan(IQR) 3 (2) 3 (1)
Range 5 2
Ik vind het vervelend als een
collega mij aanspreekt omdat ik
onderzoeksmateriaal niet op de
afgesproken plaats terugleg
(recoded)
n 41 26 p=0.25
Mediaan(IQR) 4 (2) 4 (1)
Range 5 5
Het onderzoeksmateriaal op
dienst ligt op een logische plaats
n 41 26 p=0.10
Mediaan(IQR) 3 (2) 3 (1)
Range 4 2
Het team evalueert of materiaal
op de meest geschikte plaats
wordt bewaard
n 41 26 p<0.05
Mediaan(IQR) 3 (1) 3 (2)
Range 3 3
Het verzorgingsmateriaal ligt op
een logische plaats
n 41 26 p=0.13
Mediaan(IQR) 4 (1) 4 (0)
Range 4 3
Somscore Lean management n 41 26 p=0.70
Mediaan(IQR) 3 (0) 3 (0)
Range 2 2
* 1=helemaal niet akkoord; 2=niet akkoord; 3=neutraal; 4=akkoord; 5=helemaal akkoord
** n=aantal; IQR=Inter Quartile Range

63
Volgende conclusie werd getrokken:
De implementatie van 5S Lean management resulteert in enkele significante verschillen
met betrekking tot de toepassing van Lean management op de dienst:
Er is minder materiaal aanwezig op dienst dat niet gebruikt wordt (p=0.05).
Er is een significant verschil in de mate waarin het team evalueert of materiaal op de
meest geschikte plaats wordt bewaard. In de postmeting is er een grotere tevredenheid
over de mate waarin het team evalueert of materiaal op de meest geschikte plaats
wordt bewaard (p<0.05).

64
5.3. Resultaten directe tijdsmetingen
5.3.1. Spaghettidiagrammen
Na de premeting werden voor elke dienst spaghettidiagrammen gemaakt.
Figuur 5 geeft één voorbeeld van het bewegingspatroon van een verpleegkundige
tijdens een ochtendverzorging van 40 minuten. Tabel 8 geeft daarbij weer welke ruimtes
de verpleegkundige bezocht, welke activiteit zij uitvoerde en wat de doorlooptijd van
deze activiteit was. Alle spaghettidiagrammen en bijhorende tabellen die ter
beschikking werden gesteld van de diensten zijn terug te vinden in bijlage 5.
Figuur 5: spaghettidiagram ochtendverzorging van 40 minuten

65
Tabel 8: ochtendverzorging van 40 minuten
Ruimte Activiteit Tijd Duur
(in hh:mm:ss)
K 125* Directe pt zorg** 10:07:40 0:00:16
Gang Indirecte pt zorg 10:07:57 0:05:17
Spoelruimte Dienstgerelateerde act*** 10:13:14 0:00:18
K 125 Directe pt zorg 10:13:33 0:00:25
Gang Indirecte pt zorg 10:13:58 0:00:11
K 125 Directe pt zorg 10:14:10 0:07:22
Spoelruimte Indirecte pt zorg 10:21:33 0:00:19
K 125 Directe pt zorg 10:21:52 0:06:32
Gang Indirecte pt zorg 10:28:24 0:00:15
Spoelruimte Dienstgerelateerde act 10:28:40 0:00:23
Verpleegpost Indirecte pt zorg 10:29:04 0:00:34
K 125 Directe pt zorg 10:29:38 0:08:00
Gang Indirecte pt zorg 10:37:39 0:00:16
K 125 Directe pt zorg 10:37:55 0:06:50
Berging materiaal Indirecte pt zorg 10:44:45 0:00:25
K 125 Directe pt zorg 10:45:11 0:02:14
Gang Indirecte pt zorg 10:47:25 0:00:14
Spoelruimte Indirecte pt zorg 10:47:39 0:00:19
* K = kamer
** pt = patiënt
*** act = activiteit

66
5.3.2. Loopafstand
Volgende nulhypothese werd onderzocht:
H0: de loopafstand van medewerkers is voor en na implementatie van 5S Lean
management op de afdeling gelijk.
De Paired Samples T-test werd gebruikt voor het analyseren van het verschil in
loopafstand tussen de premeting en de postmeting gezien we kunnen uitgaan van een
normale verdeling (Shapiro-Wilk test: pretest p=0.113, posttest p=0.184)
De loopafstanden in de pre-en postmeting resulteren in de data in tabel 9.
Tabel 9: beschrijvende parameters directe tijdsmeting met betrekking tot de
loopafstanden
N=6* Afstand premeting per shift
gedurende 6u (in meter)
Afstand postmeting per shift
gedurende 6u (in meter)
Gemiddelde (SD)** 1750 (161) 1470 (454)
Mediaan 1710 1307
Range 352 1073
* n = aantal
** SD = standaard deviatie
Verschil in loopafstanden vóór en na implementatie van 5S Lean management:
t= 1.40 df= 5 p=0.22
Dit onderzoek resulteerde in volgende conclusie:
Er is geen significant verschil in loopafstanden vóór en na implementatie van 5S Lean
management.

67
5.3.3. Loopafstand per afdeling
Na het opsplitsen van de resultaten per afdeling (afdeling A, B & C) worden de
beschrijvende parameters en de resultaten van de paired sample T test voor het
berekenen van het verschil in loopafstanden vóór en na implementatie van 5S Lean
management in tabel 10 bekomen.
Tabel 10: resultaten directe tijdsmeting met betrekking tot de loopafstanden per
afdeling
n=2* Afstand
premeting
per shift
gedurende
6u (in meter)
Afstand
postmeting
per shift
gedurende
6u (in meter)
t Df Paired
sample
T test
Afdeling A Gem. (SD)** 1618 (9) 1129 (51) t=16.8 df=1 p<0.05
Mediaan 1618 1129
Range 13 72
Afdeling B Gem. (SD) 1936 (19) 1260 (268) t=3.32 df=1 p=0.19
Mediaan 1936 1261
Range 27 379
Afdeling C Gem. (SD) 1696 (139) 2019 (177) t=16.79 df=1 p<0.05
Mediaan 1696 2019
Range 197 250
* n = aantal
** Gem = gemiddelde; SD = standaard deviatie

68
Dit onderzoek resulteerde in volgende conclusies:
Er is een significant verschil (p<0.05) in loopafstanden vóór en na implementatie van
5S Lean management op afdeling A.
In de postmeting wordt significant minder afstand afgelegd dan in de premeting.
Er is geen significant verschil (p= 0.186) in loopafstanden vóór en na implementatie
van 5S Lean management op afdeling B.
Er is een significant verschil (p<0.05) in loopafstanden vóór en na implementatie van
5S Lean management op afdeling C.
In de postmeting wordt significant meer afstand afgelegd dan in de premeting.

69
5.3.4. Tijdsbesteding
Volgende nulhypothese werd onderzocht met dit onderzoek:
H0: De implementatie van 5S Lean management beïnvloedt de tijdsbesteding van
verpleegkundigen niet.
De Mann-Whitney U-test werd gebruikt voor het analyseren van het verschil in
tijdsbesteding aan verschillende activiteiten (directe patiëntenzorg, indirecte
patiëntenzorg, dienstgerelateerde activiteiten en andere) tussen de premeting en de
postmeting gezien we niet voor elke activiteitengroep kunnen uitgaan van een normale
verdeling. Zo resulteerde de Shapiro-Wilk test in significante resultaten met betrekking
tot de directe patiëntenzorg (p=0.005) en andere activiteiten (p=0.04) tijdens de
premeting.
Tabel 11: resultaten directe tijdsmeting met betrekking tot de tijdsbesteding
Tijdsbesteding
premeting
(in hh:mm:ss)
Tijdsbesteding
postmeting
(in hh:mm:ss)
Mann-
Whitney
U-test
Directe
patiëntenzorg
IQR* 0:33:30 0:59:44 p= 0.59
Mediaan 2:21:03 2:16:58
Range 1:37:47 1:19:12
Indirecte
patiëntenzorg
IQR 0:36:47 1:18:21 p= 0.39
Mediaan 1:49:52 1:39:00
Range 1:33:29 1:24:09
Dienstgerelateerde
activiteiten
IQR 0:36:02 0:28:41 p= 0.99
Mediaan 0:46:35 0:41:01
Range 0:42:35 0:38:44
Andere IQR 0:13:09 0:23:13 p<0.05
Mediaan 0:48:56 0:57:03
Range 0:14:18 0:49:52
* IQR = Inter Quartile Range

70
Volgende conclusie werd getrokken:
Er is geen significant verschil in tijdsbesteding met betrekking tot directe
patiëntenzorg, indirecte patiëntenzorg en dienstgerelateerde activiteiten vóór en na
implementatie van 5S Lean management.
Er is een significant verschil (p<0.05) in de tijd die besteed wordt aan andere
activiteiten (persoonlijke tijd). In de postmeting wordt meer tijd besteedt aan andere
activiteiten dan in de premeting.

71
5.4. Resultaten dertig seconden regel
5.4.1. Dertig seconden regel
Volgende nulhypothese werd onderzocht:
H0: medewerkers hebben voor en na implementatie van 5S Lean management op de
afdeling evenveel tijd nodig om veelgebruikt materiaal te vinden.
Voor het nagaan van een verband tussen twee dichotome variabelen (< of = 30
seconden, >30 seconden) werd gebruikt gemaakt van de chi-kwadraat test waarvan de
resultaten terug te vinden zijn in tabel 12.
Tabel 12: 2x2 kruistabel dertig seconden regel
groep Totaal
pretest posttest
30
seconden
regel
<= 30 seconden n* 40 50 90
% 63,5% 79,4% 71,4%
> 30 seconden n 23 13 36
% 36,5% 20,6% 28,6%
Totaal n 63 63 126
% 100,0% 100,0% 100,0%
* n = aantal
In de pretest werd 63.5% van het materiaal binnen de dertig seconden gevonden. In de
posttest was dit 79.4%. De Chi-kwadraattest wees op een significant verschil tussen
beide groepen (p=0.05).
Voor het analyseren van het verschil in tijd die nodig was om veelgebruikt materiaal te
vinden tussen de premeting en de postmeting werd gebruik gemaakt van de Mann-
Whitney U-test omdat de voorwaarden voor een parametrische aanpak niet vervuld
waren (Shapiro-Wilk test: pretest p<0.001, posttest p=0.105). De dertig seconden regel
resulteerde in de data in tabel 13.

72
Tabel 13: resultaten dertig seconden regel
n = 63* Premeting
(in mm:ss.ss)
Postmeting
(in mm:ss.ss)
Mann- Whitney
U-test
Mediaan 00:22.59 00:20.51 p<0.05
IQR** 00:22.41 00:13.29
Range 02:59.00 00:33.20
* n = aantal
** IQR = Inter Quartile Range
Volgende conclusie werd getrokken:
Medewerkers hebben na implementatie van 5S Lean management op de afdeling
significant (p<0.05) minder tijd nodig om veelgebruikt materiaal te vinden.

73
5.4.2. Dertig seconden regel per type materiaal
Voor het analyseren van het verschil in tijd die nodig was om veelgebruikt materiaal te
vinden tussen de premeting en de postmeting met een opsplitsing per type materiaal
werd gebruik gemaakt van de Mann-Whitney U-test omdat de voorwaarden voor een
parametrische aanpak niet steeds vervuld waren. De Shapiro Wilk test gaf een p=0.001
voor de resultaten met betrekking tot de glucometer in de pretest en een p=0.02 voor de
verdeling van de resultaten met betrekking tot het los saturatietoestel in zowel de pre-
als de postmeting. De dertig seconden regel per type materiaal resulteerde in de
resultaten in tabel 14.
Tabel 14: resultaten dertig seconden regel per type materiaal
n= 9* Dertig seconden
regel premeting
(in mm:ss.ss)
Dertig seconden
regel postmeting
(in mm:ss.ss)
Mann
Whitney
U test
Bloeddruk
meter brede
cuf
Mediaan 00:25.90 00:15.82 p= 0.27
IQR ** 00:50.83 00:19.26
Range 01:59.00 00:25.90
Personen
Weeg
schaal
Mediaan 00:17.78 00:11.91 p= 0.17
IQR 00:18.29 00:09.86
Range 00:46.69 00:18.43
Keuken
Weeg
schaal
Mediaan 00:22.59 00:20.22 p= 0.17
IQR 00:22.13 00:18.46
Range 00:40.59 00:26.47
Reanimatie
kar
Mediaan 00:22.59 00:21.25 p= 0.35
IQR 00:29.93 00:15.91
Range 00:40.26 00:21.98
Gluco
meter
Mediaan 00:28.46 00:26.60 p= 0.76
IQR 00:09.36 00:05.89
Range 02:38.53 00:15.87
Ontsmettings
middel
Mediaan 00:20.68 00:16.28 p= 0.09
IQR 00:04.26 00:05.52
Range 00:08.40 00:09.20
Los saturatie
toestel
Mediaan 00:44.00 00:30.82 p= 0.17
IQR 01:22:59 00:20.42
Range 02:53.22 00:29.85
* n=aantal
** IQR=Inter Quartile Range
Tabel 15 geeft in absolute cijfers en procentueel weer hoeveel tijdswinst er gemiddeld
geboekt werd in de postmeting per toestel.

74
Tabel 15 : absolute en procentuele tijdswinst per toestel
Absolute gemiddelde
tijdswinst
% tijdswinst
Bloeddrukmeter 00:20.34 56%
Personenweegschaal 00:08.00 35%
Keukenweegschaal 00:07:67 24%
Reanimatiekar 00:07.34 23%
glucometer 00:16.97 39%
Ontsmettingsmiddel 00:02.58 15%
Los saturatietoestel 00:35.65 59%
Totaal 01:38.46 74%
Dit onderzoek resulteerde in volgende conclusies:
5.4.3. Dertig seconden regel per afdeling
Voor het analyseren van het verschil in tijd die nodig was om veelgebruikt materiaal te
vinden tussen de premeting en de postmeting met een opsplitsing per afdeling werd
gebruik gemaakt van de Mann-Whitney U-test omdat de voorwaarden voor een
parametrische aanpak niet steeds vervuld waren. Zo toonde de Shapiro Wilktest voor
afdelingen A en B significante resultaten in de premeting met telkens p<0.001.
De dertig seconden regel per afdeling resulteert in de beschrijvende parameters en
resultaten in tabel 16.
Bij opsplitsing naar type materiaal worden geen significante verschillen vastgesteld in
de tijd die nodig is om veelgebruikt materiaal te vinden vóór en na implementatie van
5S Lean management op de afdeling.
In de postmeting is er een totale tijdswinst van 1min 38 seconden wat neerkomt op een
tijdswinst van 74% ten opzichte van de premeting.

75
Tabel 16: resultaten dertig seconden regel per afdeling
n= 21*
Dertig seconden
regel premeting
(in mm:ss.ss)
Dertig seconden
regel postmeting
(in mm:ss.ss)
Mann
Whitney
U test
Afdeling A Mediaan 00:31.94 00:22.30 p= 0.15
IQR ** 00:24.77 00:09.96
Range 02:46.66 00:21.03
Afdeling B Mediaan 00:31.12 00:24.81 p<0.05
IQR 00:28.16 00:17.69
Range 02:10.70 00:29.12
Afdeling C Mediaan 00:19.53 00:14.30 p= 0.17
IQR 00:12.54 00:09.57
Range 00:39.19 00:27.42
* n= aantal
** IQR = Inter Quartile Range
Hieruit werden volgende conclusies getrokken:
Bij opsplitsing naar afdeling wordt in afdeling B een significante verschil (p<0.05)
vastgesteld in de tijd die nodig is om veelgebruikt materiaal te vinden vóór en na
implementatie van 5S Lean management op de afdeling.
In afdeling A en C worden geen significante verschillen vastgesteld.

76
5.5. Resultaten vrije m²
Onderstaande nulhypothese wordt onderzocht:
H0: De beschikbare vrije ruimte in dienstgerelateerde ruimtes is gelijk voor en na
implementatie van 5S Lean management op de afdeling.
Onderstaande tabel (tabel 17) geeft de totale vrije grondoppervlakte weer per afdeling
vóór en na de implementatie van 5S Lean management op de afdelingen.
Tabel 17: Vrije m² per afdeling
Vrije m² premeting Vrije m² postmeting Gewonnen m²
door 5S
Afdeling A 75.27m² 85.41m² 10.14m²
Afdeling B 76.46m² 79.73m² 3.27m²
Afdeling C 75.69m² 77.69m² 2.00m²
Voor het analyseren van het verschil in m² tussen de premeting en de postmeting werd
gebruik gemaakt van de Wilcoxon-test omdat de voorwaarden voor een parametrische
aanpak niet steeds vervuld waren (Shapiro-Wilktest premeting: p=0.01; postmeting:
p=0.49). De Wilcoxon-test resulteerde in een p-waarde=0.109.
Volgende conclusie werd uit dit onderzoek getrokken:
Er is geen significant verschil (p=0.109) in de vrije m² van dienstgerelateerde ruimtes
voor en na implementatie van 5S Lean management op de afdeling.
De implementatie van 5S Lean management resulteert wel in een gewonnen vrije
ruimte van respectievelijk 10.14m², 3.27m² en 2m² voor afdelingen A, B en C of een
gemiddelde van 5m² gewonnen vrije ruimte per afdeling.

77
6.Discussie
6.1. Visuele resultaten van 5S
Door de implementatie van 5S op de afdelingen ontstond op de drie afdelingen een
dynamiek waarin medewerkers zin kregen om de afdeling ten goede te veranderen.
Zoals reeds omschreven werd binnen het hoofdstuk Valkuilen is Lean een bottom-up
methodiek die top-down moet gedragen worden. Ook bij de implementatie van 5S op
de afdelingen werd dit ervaren. Zo waren er op elke afdelingen een aantal sterk
gemotiveerde medewerkers die hun schouders onder het project wilden zetten. De
ideeën ontstonden bottom-up. De rol van de hoofdverpleegkundige en
kwaliteitscoördinator kon echter niet onderschat worden, als top-down ondersteuning.
De opvolging van geplande activiteiten, het zelf toestaan van verandering, het coachen
van het team om verandering toe te laten, het beschikbaar stellen van personeel om 5S
toe te passen en het motiveren van het project naar de rest van het team toe is slechts
een summiere opsomming van de taken die moesten worden opgenomen door de
hoofdverpleegkundige en de kwaliteitscoördinator. Tijdens de implementatie en de
opvolging werden verschillen in gedrevenheid en geloof in 5S Lean management
ervaren tussen de verschillende diensten, al gaat het hier om een subjectief aanvoelen,
waardoor op de ene dienst grotere veranderingen werden gerealiseerd dan op een andere
dienst.
Door het strakke tijdsschema van dit onderzoek waren nog niet alle geplande
veranderingen volledig doorgevoerd bij de aanvang van de postmeting wat een
vertekening van de resultaten met zich mee kon brengen.
6.2. Vragenlijst
Het implementeren van 5S Lean management tekende geen significante effecten met
betrekking tot de jobtevredenheid op. Ongeacht het feit dat studies aantonen dat de
fysieke werkomgeving een rol speelt in de jobtevredenheid, zijn er heel wat andere
factoren die mee een rol spelen in de jobtevredenheid, waaronder de werkconditities,
stress, rolconflicten en inhoud en perceptie van de job (Lu, Bariball, Zhang, & While,
2012). De vragenlijst toonde wel aan dat het uitvoeren van 5S Lean management zijn

78
effect niet miste. Zo kunnen de significante resultaten binnen het onderdeel orde en
netheid en Lean technieken perfect ondergebracht worden bij de eerste 4 S’en.
Sorteren
Er is minder materiaal aanwezig op dienst dat niet gebruikt wordt (p=0.05)
Schikken
Er wordt minder tijd verspild aan het zoeken naar onderzoeksmateriaal (p=0.05)
Onderzoeksmateriaal is meer beschikbaar (p<0.05)
Schoonmaken
Er is een grotere algemene tevredenheid (somscore vragen orde en netheid) over de
orde en netheid na implementatie van 5S Lean management (p<0.05)
Standaardiseren
In de postmeting is er een grotere tevredenheid over de mate waarin het team evalueert
of materiaal op de meest geschikte plaats wordt bewaard. (p<0.05)
Standhouden
Zoals in het hoofdstuk met betrekking tot 5S werd toegelicht, wordt de 5de
S vaak
onvoldoende geïmplementeerd van bij aanvang van het project. Uit de resultaten van de
vragenlijst in de postmeting kan verondersteld worden dat tot nu toe weinig afspraken
werden gemaakt over wie toezicht houdt over de orde en netheid van de verschillende
dienstspecifieke ruimtes gezien telkens gemiddelden tussen 2 en 3 werden gemeten,
waarbij 2 staat voor niet akkoord en 3 voor noch akkoord, noch niet akkoord.
Bij het interpreteren van de resultaten dient er rekening mee gehouden te worden dat de
responsgraad op de vragenlijst relatief laag was (premeting n=41, postmeting n=26)
waardoor deze onderzoeksmethode mogelijks de nodige power mist om tot meer
significante resultaten te komen. Gezien het personeel binnen het UZ Gent veelvuldig
gevraagd wordt deel te nemen aan het invullen van vragenlijsten voor allerhande
onderzoeken blijkt het moeilijk hen hiertoe te blijven motiveren.
Door de focus van dit werk werd niet gewerkt met een gestandaardiseerde vragenlijst
waardoor vergelijking van resultaten niet direct mogelijk is.

79
6.3. Directe tijdsmeting
Het gebruik van spaghettidiagrammen was binnen dit onderzoek een makkelijke en
visueel sterke manier om medewerkers bewust te maken van de afstanden die zij vaak
onbewust aflegden tijdens het stellen van één activiteit. Daarnaast konden deze figuren
dienen ter motivatie van de implementatie van 5S.
Hendrich et. al (2008) stelden na onderzoek van de loopafstanden van verpleegkundigen
binnen 36 verschillende chirurgische verpleegafdelingen vast dat de variatie in afstand
tussen verschillende verpleegkundigen van eenzelfde dienst vaak groter was dan de
variatie in afstand met verpleegkundigen die op een verpleegafdeling werken met een
andere lay-out. De persoonlijke capaciteiten van de verpleegkundige tot het organiseren
van het werk en de manier van patiëntentoewijzing speelden een grotere rol in de
afgelegde afstanden dan de lay-out van de afdeling.
Bij het vergelijken van de loopafstanden tussen de verschillende afdelingen werden
twee significante resultaten opgemeten. Op afdeling A werd significant minder afstand
afgelegd in de postmeting dan in de premeting (p<0.05). Op afdeling C echter werd
significant meer afstand afgelegd in de postmeting dan in de premeting (p<0.05).
De geobserveerde verpleegkundigen gaven zelf aan dat zij naar hun ervaring minder
afstand aflegden eens zij de patiënten beter kenden. Ook het aantal patiënten op dienst
en de zorgzwaarte van de toegewezen patiënten speelt naar hun mening een rol in de
afstand en de tijd die gespendeerd wordt aan directe patiëntenzorg. Deze variabelen
werden niet meegenomen in het onderzoek.
Door de continue aanwezigheid van de onderzoeker gedurende een volledige shift is de
geobserveerde verpleegkundige zich meer bewust van eventuele onnodige bewegingen,
waardoor het Hawthorne effect een mogelijke vertekening van de resultaten veroorzaakt
heeft.
Niet alle medewerkers waren bereid deel te nemen aan directe tijdsmeting omdat de
continue aanwezigheid van de onderzoeker gedurende een volledige shift als bedreigend
werd ervaren. Daarnaast is directe tijdsmeting een zeer tijdsintensieve meetmethode.

80
Doordat de afstanden binnen de patiëntgerelateerde ruimtes en buiten de eigen dienst
niet werden meegerekend is het niet mogelijk afstanden te vergelijken met eerder
onderzoek naar loopafstanden van verpleegkundigen.
6.4. Dertig seconden regel
De dertig seconden regel werd door de participanten ervaren als een weinig bedreigende
meetmethode. Een meetmethode die tevens weinig tijd in beslag nam.
Uit de resultaten is gebleken dat de implementatie van 5S resulteert in tijdswinst bij het
zoeken naar materiaal. Terwijl in de pretest 63,5% van het materiaal binnen de dertig
seconden werd gevonden, liep dit op tot 79,4% in de posttest. Vergelijkend materiaal
werd niet teruggevonden in literatuur.
Aan de hand van deze onderzoeksmethode kon aangetoond worden dat de
implementatie van 5S de verspilling door het zoeken naar materiaal kan beperken.
Als externe onderzoeker bleek het niet haalbaar de postmeting uit te voeren bij dezelfde
medewerkers als tijdens de premeting om met deze resultaten een gepaarde vergelijking
uit te voeren, een onderzoek dat robuuster is. Bij het uitvoeren van een gepaarde
vergelijking bestaat dan weer het risico dat medewerkers zich nog kunnen herinneren
welk materiaal tijdens de premeting werd vergaard waardoor hierdoor een bias ontstaat.
Voor de vergelijking van de dertig seconden regel per type materiaal bezat het
onderzoek door de kleine aantallen (n=9) per type materiaal te weinig power om tot
significante resultaten te leiden. De absolute tijdswinst en een procentuele tijdswinst
van 74% ten opzichte van de pretest geven wel reeds een duidelijke indicatie van de
relevantie weer.
6.5. Vrije m²
Het berekenen van de vrije m² voor en na implementatie van 5S is een meetmethode die
enkel de grotere projecten in kaart brengt (vb. het weghalen van een niet gebruikte kast
of het herorganiseren van een ruimte). Het toekennen van een vaste plaats van
materiaal op schappen en planken door het labelen werd hiermee niet weergegeven
ondanks het feit dat deze ook een grote impact kunnen hebben op het elimineren van
verspilling.

81
Daarnaast dient opgemerkt dat de grotere veranderingen niet voor elke ruimte
resulteerden in winst van m² maar misschien wel tot het efficiënter benutten van de vrije
m².

82

83
7. Conclusie, aanbevelingen en relevantie
voor het werkveld
5S Lean management wordt gezien als een tool die vaak als één van de eerste wordt
geïmplementeerd vanwege de snelle resultaten en de relatief lage inspanningen die
ervoor moeten geleverd worden. Een nette en functionele omgeving kan als stimulans
werken om dieper ingewortelde problemen vervolgens aan te pakken (Graban, 2012).
Er werd in dit onderzoek aangetoond dat de implementatie van 5S zorgt voor een
reductie van verspilling, waarbij vooral het gebruik van de dertig seconden regel een
efficiënte meetmethode blijkt voor het aantonen van de effectiviteit van 5S.
Daarenboven is deze methode weinig bedreigend voor personeel en zijn er weinig
middelen nodig om de metingen uit te voeren waardoor toepassing ervan op grotere
schaal zeer realistisch is.
Verder onderzoek naar deze meetmethode dient uit te wijzen of gelijkaardige resultaten
worden bekomen in andere settings.
Daarnaast is het aan te bevelen onderzoek op langere termijn uit te voeren om na te gaan
of de resultaten ook op langere termijn houdbaar zijn. Implementatie van de 5de
S van
Standhouden kan hierbij niet genoeg benadrukt worden.
Ongeacht de focus van dit werk op één Lean tool, dient tenslotte onderstreept te worden
dat Lean management niet mag gereduceerd worden tot het toepassen van een paar tools
uit de toolbox, maar een filosofie moet worden van de volledige instelling.

84

85
Literatuurlijst
Abdulmalek, F. A., & Rajgopal, J. (2007). Analyzing the benefits of lean manufacturing
and value stream mapping via simulation: A process sector case study.
International Journal of Production Economics, 107, 223-236.
Adams, A., Arber, S., & Bond, S. (1995). Development and validation of scales to
measure organisational features of acute hospital wards. International journal of
nursing studies, 32, 612-627.
Andersson, R., Eriksson, H., & Torstensson, H. (2006). Similarities and differences
between TQM, six sigma and lean. The TQM Magazine, 18(3), 282-296.
Arlbjørn, J. S., & Freytag, P. V. (2013). Evidence of lean: a review of international
peer-reviewed journal articles. European Business Review, 25, 174-205.
Becker, J. E. (2001). Implementing 5S: To promote safety & housekeeping.
Professional Safety, 46, 29-31.
Beel, V. (2013, 20 februari). Verpleegkundige moet 'alles' doen en 'alles' zijn. De
Standaard. Geraadpleegd via: http://www.standaard.be
Bhasin, S. (2012). An appropriate change strategy for lean success. Management
Decision, 50, 439-458.
Bicheno, J. (2004). The new Lean toolbox: towards fast, flexible flow. Buckingham:
PICSIE Books.
Bicheno, J., & Holweg, M. (2009). The Lean toolbox: The essential guide to Lean
transformation. Buckingham: PICSIE Books.
Boztinaztepe, B., & Canan, F. (2008). Lean tools for reducing production time and
satisfying employees - A case study. (ongepubliceerde masterproef). Växjö
Univesitet, Zweden.

86
Burkitt, K. H., Mor, M. K., Jain, R., Kruszewski, M. S., McCray, E. E., Moreland, M.
E., et al. (2009). Toyota production system quality improvement initiative
improves perioperative antibiotic therapy. The american journal of managed
care, vol. 15(9), 633-642.
Chaneski, W.S. (2002). A primer on Lean manufacturing ideas. Modern machine shop,
opgehaald 25 april, 2014, van http://www.mmsonline.com/columns/a-primer-on-
lean-manufacturing-techniques
Clark, D. M., Silvester, K., & Knowles, S. (2013). Lean management systems: creating
a culture of continuous quality improvement. Journal of Clinical Pathology, 66,
638-643.
Cuatrecasas Arbos, L. (2002). Design of a rapid response and high efficiency service by
lean production principles: Methodology and evaluation of variability of
performance. International Journal of Production Economics, 80, 169-183.
Gapp, R., Fisher, R., & Kobayashi, K. (2008). Implementing 5S within a Japanese
context: an integrated management system. Management Decision, 46, 565-579.
Gowen, C. R., McFadden, K., & Settaluri, S. (2012). Contrasting continuous quality
improvement, Six Sigma, and lean management for enhanced outcomes in US
hospitals. American Journal of Business, 27, 133-153.
Graban, M. (2012). Lean hospitals: improving quality, patient safety, and employee
engagement. Boca Raton: CRC Press.
Haeck, B., & Renson, I. (2013, 18 oktober). Eén op vijf ziekenhuizen in het rood. De
Tijd. Geraadpleegd via http://www.tijd.be
Hendrich, A., Chow, M.P., Skierczynski, B.A., & Lu, Z. (2008). A 36-hospital time and
motion study: how do medical-surgical nurses spend their time? The Permanente
Journal, 12(3), 25-34.
Kaplan, G. S. (2012). Waste not: The management imperative for healthcare. Journal of
healthcare management, 57, 160-166.

87
Kruskal, J. B., Reedy, A., Pascal, L., Rosen, M. P., & Boiselle, P. M. (2012). Quality
initiatives: lean approach to improving performance and efficiency in a
radiology department. Radiographics, 32, 573-587.
Lean enterprise institute (z.j.). Principles of Lean. Geraadpleegd op 15 februari 2014 via
http://www.lean.org/WhatsLean/Principles.cfm
Liberatore, M.J. (2013). Six Sigma in healthcare delivery. International journal of
health care quality assurance, 26 (7), 601-626.
Lievens, F. (2012). Human Resource management: Back to basics. Leuven: Lannoo
Campus.
Liker, J. K., & Ogden, T. N. (2011). Toyota under fire, lessons for turning crisis into
opportunity. United States of America: McGraw-Hill.
Lu, H., Barriball, K.L., Zhang, X., & While, A. E. (2012). Job satisfaction among
hospital nurses revisited: a systematic review. International journal of nursing
studies, 49, 1017-1038.
Moens, B. (2012, 12 oktober). Alleen de poetsvrouw heeft nog tijd voor een babbel. De
Tijd. Geraadpleegd via http://www.tijd.be
Muder, R. R., Cunningham, C., McCray, E., Squier, C., Perreiah, P., Jain, R. et al.
(2008). Implementation of an industrial systems-engineering approach to reduce
the incidence of methicillin-resistant Staphylococcus aureus infection. Infection
Control and Hospital Epidemiology, vol. 29(8), 702-708.
Nicolay, C.R., Purkayastha, S., Greenhalgh, A., Benn, J., Chaturvedi, S., Phillips, N., et
al. (2012). Systematic review of the application of quality improvement
methodologies from the manufacturing industry to surgical healthcare. The
British Journal Of Surgery, 99(3), 324-335.
Sayer, N.J., & Williams, B. (2012). Lean voor dummies. Amsterdam: Pearson Benelux.

88
Swanson, C. (2013). Reorganizing a resuscitation room using Six Sigma (6S) principles.
journal of emergency nursing. Doi: http://dx.doi.org/10.1016/j.jen.2013.04.006
Talib, F., Rahman, Z., & Qureshi, M. N. (2011). Analysis of interaction among the
barriers to total quality management implementation using interpretive structural
modeling approach. Benchmarking, 18, 563-587.
Womack, J., & Jones, D. (2003). Lean thinking: banish waste and create wealth in your
corporation. New York: Free Press.

I
Bijlagen
Bijlage 1: powerpoint efficiënt ziekenhuis/Wijs werken
EFFICIËNT ZIEKENHUIS
WIJS WERKEN

II

III

IV
Ik vraag me soms af hoe anderen hun huishouden doen als je ziet hoeveel rommel ze hier maken
Er is nieuw leven ontstaan in de koelkast,het broodbeleg krijgt haar!
Na een kwartier zoeken naar sondeermateriaal, kon de patiënt uiteindelijk zelfstandig plassen
Medicatie zetten voor gevorderden: Vragen van patiënten, telefoons, verhalen van collega’s… en zoveel meer terwijl ik “ongestoord” medicatie klaarzet.
HERKENBAAR?DE OPLOSSING?
HET VERBETERBORD

V
HET VERBETERBORD- CONCEPT - WAT ZIJN “KLEINE PROBLEMEN”?
Basis: eenvoudige problemen
Kan “ik” het “zelf” oplossen?
• IK: op afdelingsniveau op te lossen
• ZELF: kleine veranderingen, kleine ingrepen
“KLEINE OPLOSSINGEN” “KLEINE OPLOSSINGEN”
WIJS WERKEN IS… ELKE DAG OP ZOEK GAAN
NAAR KLEINE VERBETERINGEN.
HET VERBETERBORD

VI
WERKING
Probleem visueel maken op bord
Waar lopen we tegenaan?
Schrijf het direct op het bord: datum + naam + onderwerp en eventueel verbetervoorstel.
Nog geen acties! (later pas)
Tijdens wekelijkse bespreking verbeterbord:
wie gaat wat wanneer doen om het probleem op te lossen?
WAT KOST/VERGT HET?
Vermogen om verder te denken dan je neus lang is
15’ overleg/week
Engagement om voorstellen uit te voeren
ZOEK DE ZEVENDE DWERG

VII
Bijlage 2: toestemming Ethisch Comité

VIII

IX
Bijlage 3: informatiebrief en informed consent

X

XI

XII

XIII

XIV

XV
Bijlage 4: vragenlijst

XVI

XVII

XVIII

XIX
Bijlage 5: spaghettidiagrammen en tabellen premeting
Avondverzorging 1 IB (15 minuten)

XX
Ruimte Acitivteit Tijd Duur
K 128* Directe pt zorg** 18:18:36 0:00:10
Verpleegpost Indirecte pt zorg 18:18:47 0:00:21
K 128 Directe pt zorg 18:19:09 0:01:54
Berging materiaal Indirecte pt zorg 18:21:03 0:00:15
K 128 Directe pt zorg 18:21:18 0:04:13
Berging materiaal 18:25:32 0:00:28
Berging materiaal Indirecte pt zorg 18:26:00 0:00:24
K 128 Directe pt zorg 18:26:24 0:05:31
Berging materiaal 18:31:56 0:00:09
Berging materiaal Indirecte pt zorg 18:32:06 0:00:11
K 128 Directe pt zorg 18:32:17 0:00:32
Verpleegpost Dienstgerelateerde act*** 18:32:50 0:00:45
* K = kamer
** pt = patiënt
*** act = activiteit

XXI
Looppatroon over een periode van 27 minuten op 6 IA

XXII
Ruimte Activiteit Tijd Duur
K 601* Indirecte pt zorg** 8:44:14 0:00:12
Gang 8:44:27 0:00:12
Keuken Dienstgerelateerde act*** 8:44:39 0:00:27
Gang 8:45:06 0:00:25
K 601 Directe pt zorg 8:45:31 0:03:53
Gang Dienstgerelateerde act 8:49:25 0:00:14
Keuken Dienstgerelateerde act 8:49:39 0:00:08
Gang Dienstgerelateerde act 8:49:48 0:00:14
Keuken Indirecte pt zorg 8:50:02 0:00:24
K 601 8:50:26 0:01:42
K 601 Directe pt zorg 8:52:09 0:01:02
Gang Indirecte pt zorg 8:53:12 0:00:15
K 601 Directe pt zorg 8:53:27 0:01:53
Gang Directe pt zorg 8:55:21 0:00:12
K 601 Directe pt zorg 8:55:34 0:00:23
Gang Indirecte pt zorg 8:55:57 0:05:06
K 601 Directe pt zorg 9:01:03 0:00:26
Gang Indirecte pt zorg 9:01:29 0:04:17
K 601 Directe pt zorg 9:05:47 0:01:56
Gang Indirecte pt zorg 9:07:44 0:00:21
K 601 Directe pt zorg 9:08:05 0:01:01
K 601 Directe pt zorg 9:09:07 0:00:38
Gang Directe pt zorg 9:09:46 0:00:11
K 601 Directe pt zorg 9:09:57 0:00:30
Gang Directe pt zorg 9:10:27 0:01:15
* K = kamer
** pt = patiënt
*** act = activiteit

XXIII
Looppatroon bij installeren nieuwe patiënt op 6IA (13 minuten)

XXIV
Ruimte Activiteit Tijd Duur
K 603* Directe pt zorg** 12:33:03 0:01:37
Gang Indirecte pt zorg 12:34:40 0:00:17
K 603 Directe pt zorg 12:34:58 0:00:42
Gang Indirecte pt zorg 12:35:41 0:00:19
Berging linnen Indirecte pt zorg 12:36:00 0:00:15
Berging2 O2
maagpompen
Indirecte pt zorg 12:36:16 0:00:13
Berging materiaal Indirecte pt zorg 12:36:29 0:00:26
K 603 Directe pt zorg 12:36:55 0:01:18
Gang Indirecte pt zorg 12:38:14 0:00:27
Verpleegpost Dienstgerelateerde act*** 12:38:41 0:00:17
Berging materiaal Indirecte pt zorg 12:38:58 0:00:43
K 603 Directe pt zorg 12:39:42 0:02:43
Gang 12:42:25 0:00:26
K 603 12:42:52 0:00:10
K 603 Indirecte pt zorg 12:43:02 0:03:31
K 603 Directe pt zorg 12:46:34 0:00:09
* K = kamer
** pt = patiënt
*** act = activiteit

XXV
Verzorging op 7 IA (17 minuten)

XXVI
Ruimte Activiteit Tijd Duur
Gang Indirecte pt zorg** 18:59:31 0:00:29
K 701* Directe pt zorg 19:00:00 0:01:56
Gang Indirecte pt zorg 19:01:57 0:00:48
K 701 Directe pt zorg 19:02:46 0:01:13
Gang Indirecte pt zorg 19:04:00 0:00:25
K 701 Directe pt zorg 19:04:25 0:01:05
Gang Indirecte pt zorg 19:05:31 0:00:52
K 701 Indirecte pt zorg 19:06:23 0:00:11
Gang Indirecte pt zorg 19:06:34 0:00:56
Keuken Indirecte pt zorg 19:07:31 0:00:10
K 701 Directe pt zorg 19:07:41 0:00:36
Gang Indirecte pt zorg 19:08:18 0:00:10
K 701 Directe pt zorg 19:08:28 0:00:10
7Gang Indirecte pt zorg 19:08:39 0:08:32
* K = kamer
** pt = patiënt

XXVII
Avondverzorging + medicatietoediening 7 IA (40 minuten)

XXVIII
Ruimte Activiteit Tijd Duur
Berging linnen Indirecte pt zorg** 19:29:52 0:00:29
K 705* Directe pt zorg 19:30:21 0:03:40
Gang Indirecte pt zorg 19:34:02 0:00:13
K 705 Directe pt zorg 19:34:15 0:13:02
Gang Indirecte pt zorg 19:47:18 0:00:13
Spoelruimte Indirecte pt zorg 19:47:31 0:00:30
Gang Indirecte pt zorg 19:48:01 0:01:33
Verpleegpost Dienstgerelateerde act*** 19:49:34 0:00:34
Gang Indirecte pt zorg 19:50:09 0:00:41
Verpleegpost Indirecte pt zorg 19:50:50 0:00:14
Gang Dienstgerelateerde act 19:51:05 0:02:40
K 705 Directe pt zorg 19:53:45 0:01:15
Gang Indirecte pt zorg 19:55:01 0:00:38
K 705 Directe pt zorg 19:55:39 0:03:04
Gang Indirecte pt zorg 19:58:44 0:00:23
K 705 Directe pt zorg 19:59:07 0:02:35
Gang Indirecte pt zorg 20:01:43 0:00:10
K 705 Directe pt zorg 20:01:54 0:03:10
Berging materiaal Indirecte pt zorg 20:05:04 0:00:27
K 705 Directe pt zorg 20:05:31 0:03:59
Gang Indirecte pt zorg 20:09:31 0:01:54
* K = kamer
** pt = patiënt
*** act = activiteit







![[Lean sigma] JIDOKA](https://static.fdocuments.net/doc/165x107/55a95c301a28abe94d8b4879/lean-sigma-jidoka.jpg)







