EFFECT OF MELTING TEMPERATURE ON … OF MELTING TEMPERATURE ON DIMENSIONAL ACCURACY IN ......
24
EFFECT OF MELTING TEMPERATURE ON DIMENSIONAL ACCURACY IN SAND CASTING PRODUCT AHMAD FAIZAL BIN MOHAMAD Thesis submitted in partial fulfillment of the requirements for the award of the degree of Bachelor of Mechanical Engineering Faculty of Mechanical Engineering UNIVERSITI MALAYSIA PAHANG NOVEMBER 2009
Transcript of EFFECT OF MELTING TEMPERATURE ON … OF MELTING TEMPERATURE ON DIMENSIONAL ACCURACY IN ......

EFFECT OF MELTING TEMPERATURE ON DIMENSIONAL ACCURACY IN
SAND CASTING PRODUCT
AHMAD FAIZAL BIN MOHAMAD
Thesis submitted in partial fulfillment of the requirements
for the award of the degree of
Bachelor of Mechanical Engineering
Faculty of Mechanical Engineering
UNIVERSITI MALAYSIA PAHANG
NOVEMBER 2009

ii
SUPERVISOR’S AND CO-SUPERVISOR’S DECLARATION
I hereby declare that I have checked this project and in my opinion, this project is adequate
in term of scope and quality for the award of the degree of Bachelor of Mechanical
Engineering.
Signature
Name of supervisor: NUR AZHANI BT ABD. RAZAK
Position: LECTURER
Date:
Signature
Name of co-supervisor: MUHAMMED NAFIS BIN OSMAN ZAHID
Position: LECTURER
Date:

iii
STUDENT’S DECLARATION
I hereby declare that the work in this project is my own except for quotations and
summaries which have been acknowledged. The project has not been accepted for any
degree and is not concurrently submitted for award of other degree.
Signature
Name: AHMAD FAIZAL BIN MOHAMAD
ID Number: MA06061
Date:

iv
Especially dedicated to my parents, brother and sister
My love to all of you will remain forever…

v
ACKNOWLEDGEMENT
First of all I am grateful to ALLAH S.W.T for blessing me in finishing my final
year project (PSM) with success in achieving my objectives to complete this project.
. I would like to convey my deepest appreciation to my supervisor Ms. Nur Azhani
binti Abd. Razak and my co-supervisor Mr. Muhammed Nafis bin Osman Zahid for
guiding and supervising my final year project throughout these two semesters. They have
been very helpful to me in finishing my project and I appreciate every advice that they gave
to me in correcting my mistake. I beg for the forgiveness to my supervisor and co-
supervisor for any mistakes and things that I have done wrong while doing my project.
Special thank to, Ir. Mohd Rashidi Maarof and Mr. Asnul Hadi Ahmad (Foundry
Lab) for their help and kindness in doing me a favor in getting additional information for
the project. Also, I would like to thank my panel, Mr. Hadi Abdul Salaam, Mr. Ramli
Junid and Ms. Norhaida Ab. Razak for his invaluable guidance and advices to improve my
thesis. Also thanks to my friends especially A. Bakhtiar, M. Shariman, T.A. Firdaus, M.
Fakhri, M. Saiful and M.K Izzat. I appreciate all your support and advice.
I would like to express my deepest appreciation and gratitude to my family
members for their love, sacrifice, motivation and support given during the course of the
project. I also indebted to the many individual who have provided information and insight
that might help to complete this thesis and also throughout my study in UMP as they are
my inspiration to success.

vi
ABSTRACT
This study is conducted based on the needs to find accurate method for sand casting in
producing the clamping vise. Vise is well known as for clamping the work piece. This
study is carried out to investigate effect of temperature on dimensional accuracy (mm) of
the finish product using sand casting and to find the optimum melting temperature of
aluminum for sand casting process. Different setting of melting temperature is applied for
sand casting process which is 660°C, 720°C and 780°C. These temperatures are taken using
infra red (IR) thermometer. Final products are measured using vernier caliper with
tolerance (±0.03 mm) respectively. The data obtained are analyzed using standard analysis
method and graph is plotted for graphical analysis purpose. The result showed that melting
temperature 720°C has better dimensional accuracy rather than melting temperature 660°C
and 720°C. From the analysis, it showed that every different setting of melting temperature
influenced the performance of final parts in terms of dimensional accuracy (mm).

vii
ABSTRAK
Kajian ini dijalankan berpandukan kepada keperluan dalam mencari cara yang paling tepat
dalam menghasilkan ragum menggunakan proses tuangan pasir. Ragum lebih dikenali
untuk maragum alatan kerja. Kajian ini dijalankan untuk menyiasat kesan suhu ke atas
ketepatan dimensi (mm) produk akhir menggunakan sand casting dan mencari suhu cair
paling optimum bagi aluminium bagi tuangan pasir. Tiga peringkat suhu cair di tetapkan
untuk proses tuangan pasir di mana suhu tersebut ialah 660°C, 720°C dan 780°C. Suhu-
suhu ini diukur menggunakan thermometer infra merah (IR). Dimensi produk akhir diukur
menggunakan angkup vernier dengan toleran sebanyak (±0.03 mm). Data tersebut
kemudian dianalisis menggunakan analisis standard dan untuk analisis grafik, graf
diplotkan. Keputusan menunjukkan suhu cair 720°C mendapat ketepatan dimensi paling
baik berbanding suhu cair 660°C and 720°C. Daripada analisis juga menunjukkan suhu cair
yang berlainan akan mempengaruhi prestasi produk akhir dalam kontek ketepatan dimensi
(mm).

viii
TABLE OF CONTENTS
PAGE
SUPERVISOR’S AND CO-SUPERVISOR’S DECLARATION ii
STUDENT’S DECLARATION iii
ACKNOWLEDGEMENTS iv
DEDICATION v
ABSTRACT vi
ABSTRAK vii
TABLE OF CONTENTS viii
LIST OF TABLES xi
LIST OF FIGURES xii
LIST OF SYMBOLS xiv
LIST OF ABBREVIATION xv
CHAPTER 1 INTRODUCTION
1.1 Preface 1
1.2 Background of The Study 2
1.3 Problem Statement 3
1.4 Objective of The Study 3
1.5 Importance of The Study 3
1.6 Scope of The Study 3
1.7 Rationale of The Study 4
CHAPTER 2 LITERATURE REVIEW
2.1 Introduction 5
2.2 Vice 5
2.3 Rapid Tooling
2.3.1 Indirect Tooling
6
7

ix
2.4 Sand Casting 7
2.4.1 Sand Molds 9
2.4.2 Pattern 11
2.4.3 Sand Casting Alloys 11
2.4.4 Sand Preparation 12
2.4.5 Gating System 13
2.5 Engineering Metrology and Instrumentation 14
2.5.1 Measuring and Instruments 15
CHAPTER 3 METHODOLOGY
3.1 Introduction 16
3.2 Experimental Design 16
3.2.1 Parameter of Study 17
3.2.2 Number of Trials 17
3.3 Study Output 18
3.3.1 Dimensional Accuracy (mm) 18
3.3.2 Melting Temperature 21
3.4 Data Analysis 21
3.4.1 Variation and Error Values 21
3.4.2 Graphical Analysis
22
3.5 Procedure of The Study 23
3.6 Materials 25
3.6.1 Polystyrene 25
3.6.2 Aluminum 26
3.7 Instrumentation 27
3.7.1 Design Tools 27
3.7.2 Sand Casting 28
3.7.3 Measuring Instrument 32
CHAPTER 4 RESULT AND DISCUSSION
4.1 Introduction 35
4.2 Dimensional Accuracy (mm) 35

x
4.2.1 Master Pattern 35
4.2.2 Casting Process Part 36
4.3 Dimensional Accuracy Analysis 38
4.4 Discussion in Dimensional Accuracy for Different Melting Temperature 43
4.4.1 Dimensional Accuracy (mm) 44
4.5 Errors Due to Experiment 46
CHAPTER 5 CONCLUSIONS AND RECOMENDATIONS
5.1 Introduction 51
5.2 Summary 51
5.3 Conclusion 52
5.4 Recommendations for Future Study 52
REFERENCES 53
APPENDICES
A Gantt Chart for FYP 1 55
B Gantt Chart for FYP 2 56
C Exhibits of Projects 57
D Mitutoyo Vernier Caliper Catalogue 61

xi
LIST OF TABLES
Table No. Title Page
2.1 Commonly Used Sand Casting Alloys 12
3.1 Parameters of Study 17
3.2 Selected Temperature of Aluminium for Sand Casting 21
3.3 Mechanical Properties of Polystyrene 26
3.4 Mechanical Properties of Aluminum 27
4.1 Dimension Measurement of the Master Pattern 36
4.2 Dimension of Casting Part Due to Different Melting
Temperature
37
4.3 Normal Shrinkage Allowance for Metals 50

xii
LIST OF FIGURES
Figure Title Page
2.1 Schematic Diagram for Vice 6
2.2 Assembled Cope and Drag Mould 9
2.3 Typical Gating System 14
3.1 Process Flow from Master Patterns to Final Parts 18
3.2 The Design Of Vice 19
3.3 Front View Of Vice 20
3.4 Top View Of Vice 20
3.5 Example of Plotted Graph for Dimensional Accuracy 23
3.6 The Experimental Flow Process 24
3.7 Example of Sand Casting Mould 29
3.8 The pattern first makes an impression in the cope and drag 30
3.9 The cope and drag are then combined and are ready to
accept the metal
31
3.10 The metal is heated and prepared metallurgically. It is
transferred to a crucible just before pouring
31
3.11 The molten metal is then poured into the mold 31
3.12 The part is allowed to sit and cool. Once cooled the
casting and gating system are removed from the mold and
the sand is recycled
32
3.13 The casting is then sent to the finishing department where
any remains of the gates are ground off
32
3.14 The part is cleaned 32
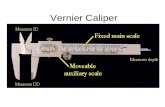
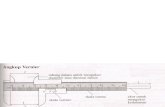
3.15 Parts of the vernier callipers 33

xiii
4.1 Seven Critical Points to Measure the Dimensional
Accuracy
36
4.2 Differences in Dimensional Accuracy for Melting
Temperature 660°C
38
4.3 Differences in Dimensional Accuracy for Melting
Temperature 720°C
39
4.4 Differences in Dimensional Accuracy for Melting
Temperature 780°C
40
4.5 Differences in Dimensional Accuracy for All Melting
Temperature
41
4.6 Difference in Variation of Different Melting Temperature 42
4.7 Percentage of Error for All Melting Temperature 43
4.8 Basic Phase Diagram for Aluminum 45
4.9 Dimensional Tolerances as a Function of Part Size for
Various Manufacturing Process
47
4.10 The Casting Part Not Solidify Completely 48

xiv
LIST OF SYMBOLS
% Percentage
ºC Degree celcius
P Pressure
T Temperature

xv
LIST OF ABBREVIATION
CAD Computer Aided Design
IR Infra red
RT Rapid Tooling

CHAPTER 1
INTRODUCTION
1.1 PREFACE
In this study, vise is produced by using sand casting process. The important
element in this study is how to build the accurate vise using sand casting process and
also need to consider the effect of different temperature. Sand casting process is done in
Foundry Laboratory at Universiti Malaysia Pahang (UMP).
The conceptual model of part is created by using one of the CAD (Computer
Aided Design) software called SolidWorks. Typically, these processes involve the
design of the vise part using SolidWorks because easy for the designer to interpreted
their design and not only fitted with 2Dimensional axis only. Using SolidWorks, the
design can be drawn in 3-Dimensional (3D) and also drawn in full scale measurement.
The master pattern from SolidWorks is then transferred to actual master pattern
to create a final part. The actual master pattern is made up from polystyrene and
polystyrene is been cut using polystyrene cutter. The reason using polystyrene cutter is
because polystyrene has low melting point about 240°C and easy to shape the actual
design if a little heat is applied to the polystyrene. Polystyrene cutter is a useful tool to
produce an actual product in a shorter period of time.
Next process is sand casting process and is done by melt the actual master
pattern in Carbon Dioxide (���) sand mold. The quality characteristic such as
dimensional accuracy will be analyzed using vernier caliper respectively.

2
Apart from that, the reason to conduct this study is to compare the dimension
between existing actual master pattern with the one produced by sand casting. Several
literature reviews, generally from published journal, are undertaken into this study to
identify the significant effect of dimensional accuracy of produced parts. Hence, hoped
this study will be a useful guideline for future research and applications of rapid tooling
in other industries especially in automotive industry.
1.2 BACKGROUND OF THE PROBLEM
In this study, it consists of two major phase to come out with final product. The
first phase is design phase which is the master pattern is drawn using SolidWorks. Then
the master pattern is being made by using polystyrene. The polystyrene is cut using
polystyrene cutter. After that, the processes go to the second phase which is sand casting
process. In this process, there are a few major steps that are needed in sand casting. First
process is preparing the mould. After that, fill in the mould with ���gas that will make
the sand mould harden like concrete. Then the aluminum is heated until it melted and
after that the molten metal is poured into the mould until it fills in all in the mould.
After got the product, the dimension of the final product is measured using vernier
caliper. Then the dimension of final product is compared between the master patterns
from polystyrene. All the data is documented in the table.
1.3 PROBLEM STATEMENT
This study is aimed to find out the answer for the following question which is
the dimension of sand casting produced part is not same as the master pattern.
Dimensional accuracy is very important when sand casting is applied because if the
final product not accurate, so the product will malfunction. For example, when
produced engine piston, the dimension is piston need to follow a certain tolerance. If the
piston did not follow the tolerance, the piston wills not malfunction. The manufacturer
needs to redo back the casting process and it will cost more for making the product.

3
1.4 OBJECTIVE OF THE STUDY
The main objective of this study is to investigate the effect of temperature on
dimensional accuracy of the finish product using sand casting. Second objective is to
find the optimum melting temperature of aluminum for sand casting process.
1.5 IMPORTANCE OF THE STUDY
Within the study of this project, many benefits can be obtained and concluded as
outlined below:
(i) To help the manufacturer in automotive field or manufacturing field in
order to reduce the cost to produce the final product using sand casting
process.
(ii) This study also helps to investigate the capability of aluminum material
as a master pattern.
(iii) Generally, using sand casting process offers the most economical
production cost and results from this study will attract more interest
using this method in producing the vise and also aluminum can be
renewable if the produced part is not fulfill the specification of the study.
1.6 SCOPE OF THE STUDY
Below are included scopes:
(i) Effect of casting temperature with product dimensional accuracy.
(ii) Find the optimum temperature for molten metal to achieve high
dimensional accuracy of part produce.

4
1.7 RATIONALE OF THE STUDY
The rationale of this study is to help the patternmaker and students in producing
the next clamping vise with better dimensional accuracy (mm). It also helps to minimize
the cost and time required as the drawing and data from this study will be recorded for
their future reference. Therefore, the database recorded plays an important role in
guiding them to produce the new clamping vise by using either the aluminum or other
materials which are suitable in sand casting application. Nevertheless, it is hoped that
this study will be a start for the next final year student to study and focus on the material
aspect.

CHAPTER 2
LITERATURE REVIEW
2.1 INTRODUCTION
This chapter will discuss about the usage of vise. Casting process is suitable
method to produce this product. Section 2.2 reviews on vice which states the uses of
product while rapid tooling (RT) is reviewed in Section 2.3. There is a review in sand
casting and basic theory of sand casting in Section 2.4. Meanwhile in Section 2.5, there
are explanation of engineering metrology and instrumentation.
2.2 VICE
A vice is a mechanical screw apparatus used for holding or clamping a work
piece to allow work to be performed on it with tools such as saws, planes, drills, mills,
screwdrivers, sandpaper, etc. Vices usually have one fixed jaw and another, parallel,
jaw which is moves towards or away from the fixed jaw by the screw. Vice usually
refers to a bench vice with flat, parallel jaws, attached to a workbench.
For metalworking, the jaws are made of metal which may be hardened steel with
a coarse gripping finish. Quick change removable soft jaws are being used more
frequently to accommodate fast change-over on setups. They are also keeping for use
and to protect the work from damage.
Metalworking bench vice, known as engineers or fitters vices, are bolted onto
the top surface of the bench with the face of the fixed jaws just forward of the front edge
of the bench. The bench height should be such that the top of the vice jaws is at or just

6
below the elbow height of the user when standing upright. The nut in which the screw
turns may be split. Means that the lever can be removed from the screw and the screw
and moveable jaw quickly slid into a suitable position at which point the nut is again
closed onto the screw. Many fitters prefer to use the greater precision available from a
plain screw vice. The vice may include other features such as a small anvil on the back
of its body. Figure 2.1 below shows the schematic diagram for vice.
Figure 2.1: Schematic diagram for vice
2.3 RAPID TOOLING
A much-anticipated application of rapid prototyping is rapid tooling, the
automatic fabrication of production quality machine tools. Jacobs et al. (2000) said that
tooling is one of the slowest and most expensive steps in the manufacturing process,
because of the extremely high quality required. Tools often have a complex geometry,
yet must be dimensionally accurate to within a hundredth of a millimeter (Ulrich K.T,
2000). Jacobs et al. (2000) also said that tools must be hard, wear-resistant, and have
very low surface roughness (about 0.5 micrometers root mean square). To meet these
requirements, moulds and dies are traditionally made by CNC-machining, electro-
discharge machining, or by hand. All are expensive and time consuming, so

7
manufacturers would like to incorporate rapid prototyping techniques to speed the
process. Rapid tooling can be divided into two categories, indirect and direct.
2.3.1 Indirect Tooling
Most rapid tooling today is indirect: Rapid prototyping (RP) parts are used as
patterns for making moulds and dies. RP models can be indirectly used in a number of
manufacturing processes (Chua, 1987).
In sand casting, a RP model is used as the positive pattern around which the sand
mold is built. Chua et al. (1987) said that a Laminated Object Manufacturing (LOM)
model, which resembles the wooden models traditionally used for this purpose are often
used. If sealed and finished, a LOM pattern can produce about 100 sand molds.
2.4 SAND CASTING
Sand casting is a process in which molten metal is poured into sand moulds,
which are broken away from the cast part after the metal, has solidified. Jacobs et al.
(2000) also said that sand casting consists of 6 major steps:
(i) Placing a pattern in sand to make an imprint.
(ii) Incorporating a gating system.
(iii) Filling the mold cavity with molten metal.
(iv) Allowing the metal to cool until it solidifies.
(v) Breaking away the sand mold.
(vi) Removing the casting part.
The sand moulds are made of two halves in which impressions are made by a
pattern. When the two halves are assembled, the impressions form a cavity into which
the molten metal is poured (F. Peter, 2007). The pattern resembles the part but is
slightly larger to accommodate for the metal shrinkage that occurs during cooling.
Patterns may contain multiple impressions, to form multicavity sand moulds, for the
economical production of large quantities of castings. A mixture of sand and a binding

8
agent is compacted around the pattern to form the two mould halves in separate metal
flasks.
Generally, the lower mould half is named the drag, and the upper mould half is
referred to as the cope. F. Peter et al. (2007) state that channels are formed in the drag to
feed the molten metal to the cavity or cavities in a multicavity mould. The opening of a
feed channel to its cavity is the gate, but often the complete set of feed channels is
referred to as the gating system. A pouring cup and vertical tapered channel in the cope
are used to deliver molten metal to the feed channels. Two additional features may
sometimes be required in a sand mould. First, one or more separate sand cores may be
placed in formed locations, called core prints, during assembly of the mould halves.
Second, an additional cavity, called a riser, may be formed in the cope to supply molten
metal pressure during solidification and shrinkage of the casting.
Sand cores are used in sand casting to produce internal cavities or undercuts (J.
Kron, (2007). Since the cores are broken out of the casting after solidification, complex
internal cavities are readily producible. The main requirement is that the internal
surfaces be accessible for the subsequent cleaning processes to remove adhering sand
particles. An assembled copes and drag mould, with both a sand core and a riser, is
shown in Figure 2.2. After metal solidification and cooling, the casting part in mold is
broken out of the sand the gating system is removed, and the cast part is cleaned of
adhering sand particles.

9
Figure 2.2: Assembled cope and drag mould
Sand castings can be made with extremely complex outer shapes. For
economical high-volume production the shape should contain a parting line around its
perimeter, each side of which has taper, called draft, for separation from the sand mould
(Raw, 2000). This is required not for separation of the finished casting from the mould,
but rather for removal of the pattern after the mould sand has been compacted around it.
Castings without draft may be produced by the use of multipiece patterns. In these cases
the pattern pieces can be disassembled for removal in different directions from the
compacted mould. This is a labor intensive and slow process used only for limited
production of very complex parts.
2.4.1 Sand Molds
Most sand casting operations use silica sand ������as mold material (Campbell,
2003). Sand is expensive and suitable as mold material. This is because of its high
temperature characteristics and high melting point. There are two general types of sand: