コンピュータグラフィックス · 環境光: 周囲からくる一様な光をモデル化 拡散反射光: 視点に依存しない反射光 鏡面反射光: 光が面で反射して見えるハイライト

雜誌類
國內郵資已付
中 華 郵 政
許可證北台字
第 7 6 9 9 號
GLASSWORLD建材、汽車、傢俱、藝品2721994年6月10日創刊 2017年01月20日出刊
臺灣蒙地拿TPE 3S Center

1994年 6月 10日創刊
創 刊 人 黃火木社 長 洪木霖總 編 輯 鄭煥章副總編輯 郭峙呈編輯委員 陳義發、林永昌、黃建勳、莊健昭、葉賢豪、
林金永、林志明、陳彥嘉、魏道佑
編輯顧問 郭毓圓、章金元、林伯豐、許吉清、呂益成、
林水火、劉金杉、郭曉星、許吉祥、李瑞鳳、
潘炳鐘、詹靚筠、黃建新、陳永祥、黃玉麟、
周宏宇、吳寬亮、陳瑩娟、林士秀
執行編輯 洪雅芬
翻 譯 林仁川法律顧問 吳茂雄律師設計印刷 聚寶文化有限公司發 行 所 台北市玻璃商業同業公會社 址 台北市 104中山區長春路 45號 3樓
中華民國郵政北台字第 7669號執照登記雜誌交寄每期工本費 80元,發行數量 4000份本刊物屬非營利性質,只要每年捐助本刊印刷費
960元,或委託刊登廣告者(請捐助本會廣告印刷費),即可獲得一年份贈閱。
有關款項請匯至:
戶名 台北市玻璃商業同業公會銀行 兆豐國際商業銀行 中山分行帳號 01510200188地址 104台北市中山區長春路 45號 3樓電話 02-2563-2430(代表號)傳真 02-2581-5310網址 http://www.tgca.org.twE-Mail [email protected]
月刊
Contents封面故事/文/編輯部
3 封面故事—臺灣蒙地拿 TPE 3S Center
專題報導/文/欣昭實業股份有限公司 潘炳鐘
7 強化膠合安全玻璃應用趨勢及製程改善
專題報導/文/財團法人中衛發展中心
13 3T(TQM/TPM/TPS)知識論壇文章分享(二)
台北市政府社會局相關服務電話

Cover Story3
封面故事臺灣蒙地拿
TPE 3S Center█ 編輯部
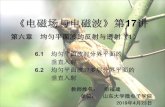
臺灣蒙地拿 TPE 3S Center(圖 1)是歐洲高
級汽車展示中心;販售法拉利(Ferrari )
和瑪莎拉蒂(MASERATI)進口跑車和房車。在
1F 汽車展示中心,採用 16mm(8+8) Pilkington
OptiView 抗反射強化膠合玻璃;2F 以上作為辦公
室用途,玻璃則分別採用 12mm(6+6)和 16mm
(8+8)微反射強化膠合玻璃,滿足不同程度耐風
壓強度的要求;由台玻體係供應。
本案樓高 25.75M依法規要求設定設計風壓力;
在正風壓場合時,採用 173.5kg/㎡,負風壓場合
時,採用 320kg/㎡。除造型鋼構外,氟碳烤漆鋁
板和彩鋼採用 Panel Style;而玻璃工程則多數採
用 Structural Glazing 結構矽膠支持條件。在封面
和圖 2&3可以清晰看到沖孔鋁板和造型鋼構,在
光影下的變化;同時在玻璃表面沒有反射的倒影。
反反射或稱抗反射(anti-reflective coating);它
的室外可視光反射率大約接近 1~1.7%。Pilkington
OptiView是一種在線鍍膜(on-line coating)玻璃,
玻璃它離線後可以熱硬化或強化加工。本案採用
膠合除顧及安全要求外,主要在於空間展示功能
須要室內和室外側保有抗反射才能達到反反射的
展示效果要求;所以膠合玻璃的第一表面和第四
表面必須都具有抗反射鍍膜(如圖 6的組合示)。
而一般相片框安裝玻璃只需是第一表面就可以,
工程名稱│臺灣蒙地拿 TPE 3S Center
地 址│台北市內湖區瑞光路
業 主│臺灣蒙地拿股份有限公司
設計監造│陳廷杰建築師事務所
營造廠商│互助營造股份有限公司
幕牆廠商│仲美金屬工程有限公司
完工日期│ 2016年
玻璃種類│ 16mm(8+8) Pilkington OptiView
反反射強化膠合玻璃
圖1: 臺灣蒙地拿TPE 3S Center伏視圖

封 面 故 事
4
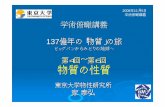
圖4: Ferrari & MASERATI 聯合展示中心 1F場景
圖2: MASERATI 展示中心日間場景 圖3: MASERATI 展示中心夜間場景

Cover Story5
因為相片貼近玻璃是沒有間隙空間的問題;展示
櫥窗和展示中心有較大空間時,玻璃兩個面都要
抗反射的功能。
從圖 4&5看到 1F不採用玻璃懸吊工法,主要
是大片幅強化玻璃的平整度很難克服,故而將 1F
高程分割成 2段,落地段高程約 3700mm,而開
天段約 2230mm;難得的是從這些圖片的玻璃表
面,可以觀察沒有街景倒影,如此仍保有清晰可
見的展示功能要求。
這些鍍膜玻璃在清潔時要特別注意步驟及細
圖5: MASERATI 展示中心1F場景
服務項目
裝潢玻璃工程、商業辦公室玻璃隔
間及玻璃門工程、百貨專櫃專業施
工、門市櫥窗玻璃工程、乾濕分離
-無框式淋浴門及無框淋浴拉門、
隔間玻璃拉門、玻璃採光罩、自動
門安裝、陽極鎖、刷卡機、手壓式
自動門。
玻璃項目
數位影像玻璃、磁性烤漆玻璃、色膜
膠合玻璃、各式有色鏡、黃金鏡、天
空藍鏡、水藍鏡、紫羅蘭鏡、琥珀
鏡、茶鏡、黑鏡、灰鏡、進口壓花玻
璃、噴砂玻璃、藝術玻璃、複層玻
璃、彎曲玻璃、玻璃五金、不銹鋼玻
璃鉸鍊安裝服務。
C
M
Y
CM
MY
CY
CMY
K
昌明2014.pdf 1 14/10/31 下午1:09

封 面 故 事
6
節,清潔前須先確認玻璃
的表面狀況,先用乾淨輕
柔的濕布輕拭表面,或以
水噴灑在玻璃表面,軟化
附著玻璃表面頑固之汙垢,
約 5分鐘後針對不易清除
之汙垢用適量之中性清洗
劑將汙垢的部位小心的清
除。
清潔時,檢查清潔用具
不可沾有砂粒灰塵,或堅
硬殘留物,絕對避免使用
粗糙的擦拭物如菜瓜布、鋼絲球或金屬類之刀片,
油漆刮刀、水泥刮刀及硬質塑料工具等,以免直
接傷到玻璃鍍膜面。若非得使用刮刀工具以去除
堅硬的污染物時,則要求
刮刀面要愈薄愈好;且刮
在玻璃表面,刀面務求整
面平貼動作要緩慢,來回
輕柔始可避免刮傷。絕對
不可使用含砥粒,強酸、
強鹼等成份之清洗劑清潔。
如有沾到須立即用清水擦
拭掉,就不會對鍍膜面造
成侵蝕的情形。如沾汙仍
無法去除時,此時可用清
潔廁所用稀釋鹽酸塗在汙
垢表面待 3~5分鐘立即用清水擦拭掉此時汙垢也
會被清除。
圖6: 第一表面和第四表面具有抗反射鍍膜
高效的充氣中空玻璃生產百超玻璃的全新comfort’line,生產高質充氣中空玻璃,
為您提供高效能價比的解決方案。
全自動中空生產線,每班產量可達800件中空玻璃
可生產矩形,異形和1到3邊大小片,充氣中空玻璃
[email protected]台灣區總代理精中電企業有限公司
Tel: 03-5982711 Fax: 03-5982398
com
fort
’line

Special Report7
強化膠合安全玻璃應用趨勢及製程改善█ 欣昭實業股份有限公司 / 潘炳鐘
前言
近十年來強化膠合安全玻璃市場尤其在高層
建物方面發展迅速。於是問題產生了,為何使用
強化膠合安全玻璃?答案很明顯:是出於安全原
因與潛在的責任問題。其他類型的玻璃如浮法玻
璃(普通玻璃 Annealed Glass)與熱增強(熱硬
化、半強化 Heat-Strengthened Glass)玻璃等,未
被建築法規核可為安全玻璃。強化玻璃是一種安
全玻璃但會產生自爆,採用熱浸處理(HST Heat
Soaked Treatment)雖可大幅降低風險,但並未完
全消除風險。此引起對所謂安全玻璃安裝後破裂
作用的批判問題。同等重要的是,向輕量化發展
的新型建築趨勢要求採用較薄或較大片的玻璃,
同時保持玻璃建物同等的結構強度與機械強度。
尤其當強化膠合玻璃兩片玻璃皆破裂後 ‚如何選
用較硬結構中間膜如 Saflex® DG或 SGP® 來保持
一段時間維持安全保護狀態。最後,大量採用熱
低輻射(Low-E)膠合玻璃與吸熱顏色玻璃產生
熱割裂(Thermal Breakage)風險之需求,確實影
響了強化膠合安全玻璃被廣泛選用與規範。
膠合強化玻璃的製品在建物中的立足之地正與
日俱增。強化膠合安全玻璃即使在破裂的情形下
亦可提供最佳的結構強度與整體性。然而,生產
過程難度大且要求甚高。對強化玻璃的膠合加工
或良率提升要求的考驗,係因其不僅依賴自身的
膠合加工過程,更主要的是依賴於製造膠合玻璃
之強化玻璃的品質,尤其當 Low-E強化膠合越來
越普遍,讓膠合玻璃製程更形複雜。膠合加工廠
商必需具備可以
控制所有這些參
數,以最優化良
率量產及供應可
耐用多年的頂級
產品。強化膠合
安全玻璃市場已
出現幾個明顯的
發展趨勢:
● 建築法規的強力建議之安全規範使其在業界使
用規模大增
● 全強化玻璃自爆的弱點(硫化鎳 NiS 內含物)● 採用點支撐結構玻璃的安裝● 多向曲面玻璃的設計案件增加● 因 Vanceva產品提供帶來的顏色突破● 越來越多 Low-E強化膠合安全玻璃被選用
使用安全:歐洲條例
《營建產品規範》(CPD - 89/106/EEC –L40
公報,11/02/94)及說明文件(id s - C 62公報,
28/02/94)規定在使用安全基本要求的背景下營建
工程之性能值與產品構造的基本特徵,其面對的
傷害風險與下列事項有關:
● 用戶與玻璃工程的固定或移動部位的直接衝擊● 自高空天窗玻璃或填充材料物體落下的危險● 玻璃脫框落下的危險
在正常保養的條件下,本文所述之營建產品需
滿足經濟上合理的使用壽命。其要求一般涉及可
圖1 圖2
圖3

專 題 報 導
8
預見的活動。歐洲標準 EN 12600(安全衝擊測
試)包括大多數衝擊情形,且容許在其耐衝擊與
破裂方式的基礎上對玻璃產品進行評級。然而,
此標準未預測強化玻璃(或熱增強玻璃)自爆的
風險,或普通玻璃熱割裂及後續不安全的破裂作
用的風險。
強化安全玻璃 &自爆
因硫化鎳(NiS)內含物導致建物所用之強化玻
璃自爆在全世界持續發生。據廠商的說法,熱浸
處理(HST)技術與標準(EN 14179)可將自爆
風險消除或降低至 95%的可靠水平。然而其他一
些資料報告,玻璃的 NiS濃度自每 500公斤包含
一個單位(最嚴重的報告案例)至每 38公噸包含
一個單位(最佳的報告案例)不等。在其他案例
研究的基礎上,熱浸的成功率約為 75%。隨著失
敗數量的增加,發生訴訟就不足為奇了。
熱增強玻璃被認定可消除或降低自爆的風險,
是強化玻璃的替代產品。儘管零風險至今未得到
證明,但透過提供牢固的張力強度規格確有可能
實現零風險。誠然,在沒有其他安全設計考量時,
此轉換是可行的。簡言之:
1. 工業量 無硫化鎳 NiS玻璃是不可能的
2. 熱增強玻璃(有如普通玻璃)不是一種安全玻
璃
3. 熱浸處理無法完全消除自爆的風險
防止玻璃墜落的最佳方法是採用符合安全標準
的 PVB中間膜與強化玻璃或熱增強玻璃組成的膠
合安全玻璃。當然,即使在破裂時,玻璃(退火、
熱增強或強化)將繼續附著於合格的 PVB膠合中
間膜直到更換膠合安全玻璃窗組。
膠合安全玻璃的安裝後破裂作用
眾所周知,整體普通玻璃、熱增強玻璃或甚至
是全強化的玻璃安裝後破裂無法達到安全作用,
對天窗玻璃與結構應用尤其如此。因此,在建築
膠合安全玻璃中熱增強玻璃與全強化的玻璃結合
使用在近十年來急劇增加。首先,要求點支撐玻
璃(或以螺栓固定)在膠合安全玻璃破裂後有助
於維持另一片強化玻璃板的整體性。卓越的機械
強度與熱強度使其對結構(玻璃地板、樓梯)、
安全(防盜、防爆)與熱 /美學(顏色)應用亦
頗具吸引力。符合 EN 1863熱增強玻璃的另一好
處是,將殘餘應力減至一定的程度,使 NiS造成
的自爆在此水準上的風險即可被接受。此為建商
實現較被認可的使用安全與永續經營。
玻璃安裝後破裂可能性是設計建築玻璃時需要
考量的一項極關鍵的參數。因此,強化膠合安全
玻璃需要符合幾種要求,視下列用途而定:
● 天窗玻璃(Overhead Glazing)
高空水平懸掛玻璃需具備最低殘餘應力承受
力。殘餘應力承受力的定義是對
損壞系統完全倒塌的耐受程度。
由玻璃壓條持續支承的大跨度損
壞膠合安全玻璃存在掉落的風
險。
在負載到達斷裂極限時,不能
再採用小變形的理論。此時,小
變形的理論換成大變形的理論。
支承結構產生的膜力可能將玻璃
拉出支承系統之外。
● 點支撐玻璃與螺栓固定的玻璃
系統
由玻璃配件分散支承的損壞玻
璃板幾乎出現相同的效果。在斷
裂時支承作用出現變化,變形由小變大,純撓矩
變成撓矩與牽引力。牽引力被集中於支承結構附
近,在孔眼周圍形成一個牽引環,且造成孔眼的
擴大。若孔緣變形過大,損壞的玻璃板可滑出玻
璃配件。此時主要目標是提升殘餘承受力,以獲
圖4
圖5

Special Report9
得較高的安全水準。而採用較硬
質中間膜之高結構膠合玻璃,讓
點支撐玻璃或欄杆玻璃於玻璃破
裂後,以維護其安全狀態,Saflex
DG(見圖 6)及 SGP超硬中間膜
漸漸被廣泛採用,亦代表建築業
界對安全的重視。
● 球形曲面膠合玻璃
最初引領球形曲率趨勢的是
航空與汽車的設計。營建業及建
築玻璃加工業與日益增加的單向或多向曲式強
化膠合安全玻璃產能的因應頗佳。曲面玻璃的
應用已經十分普遍,從倫敦眼摩天輪(1998),
至巴黎 Drugstore Publicist façade的弧線扭曲形狀
(2005)。將平板浮法玻璃轉化成曲面強化膠合
安全玻璃的技術難度是一項挑戰或者需要頂尖的
技術。尤其是難以控制與維持表面光學性能與玻
璃殘餘應力,此即為何至今未制定標準或建築規
範。
● 顏色與熱割裂的風險
玻璃窗格的太陽能吸收使其升溫且可引起熱應
力。窗格中心受到太陽輻射時達到的溫度,取決
於玻璃所吸收的太陽能與輻射強度之間的比例。
較熱的中心區域相對於較冷的邊緣膨脹,造成
對玻璃邊緣形成張應力。若較熱的中心區與較冷
的邊緣之間的溫差夠大,應力可造
成逐漸自玻璃邊緣形成垂直於玻璃
邊緣的裂縫。
能計算出的溫差可與玻璃產品
容許溫差進行比較,用以評估玻璃
是否具備防止熱割裂發生。
● 普通玻璃:26 至 45℃ ● 熱增強
玻璃 : 100℃ ● 強化玻璃:200℃
此說明為何採用強化膠合安全
玻璃(熱增強或完全強化)可避免
熱割裂的風險。(圖 7)
如何生產符合經濟效率高品質的強化膠合安全玻
璃
由於建築玻璃對強化膠合安全玻璃更複雜多樣
化的需求,膠合玻璃加工廠面臨生產技術挑戰。
玻璃公司和中間膜生產廠供應更新更多樣加工素
材,加工玻璃生產設備商提供更精密創意加工方
式以因應市場需求。首諾公司 Saflex部門與膠合
玻璃加工廠共同合作追求強化膠合安全玻璃生產
效益提昇。從強化膠合安全玻璃製程每一步驟,
平板玻璃準備、玻璃裁切、磨邊、邊部處理、鑽
孔、缺口裁修到強化加工及強化平整度控制;
PVB膜膠合、預壓排氣及高壓爐製程條件審慎檢
測,得到以下應注意事項:
圖6
圖7

專 題 報 導
10
● 玻璃前處理
一、原板玻璃兩邊邊緣部份於進料時檢測厚度公
差,避免使用超標之邊料,以保持用於強化
膠合玻璃之強化玻璃板原材料平整。
二、玻璃熱處理強化前應保持磨邊、鑽孔、異形
缺口裁修品質確保,防止玻璃熱處理後強化
玻璃良率低落無法達到適用於膠合玻璃加
工。
● 使用於強化及熱增強膠合玻璃之強化玻璃製程
應特別注意
一、熱處理後強化玻璃玻的翹曲、平整度應保持
在容許範圍內,以維持後端膠合品質一致性。
強化線上應俱量測判斷 Local Bow, Overall
Bow 及滾輪波紋扭曲程度,如判定超過容許
範圍,應於膠合製程做適當補救 圖 8、9。
二、強化爐溫度控制對整體平整度有相當影響
※強化爐溫度保持平衡、溫度維持在低點、
玻璃厚薄種類參數界定。鍍膜玻璃包括
Low-E玻璃的強化難度比較高,因為底部
與鍍膜面吸熱傳導速度不同,而使鍍膜玻
璃容易產生翹曲現象。
※強化爐循環時間、加熱區溫度均勻控制不
良,會產生滾輪翹曲、邊部翹曲、Coating
burn等品質問題(圖 11)。邊部翹曲雙
邊約發生在 20mm – 40mm區域,尾部
翹曲都在 70mm–90mm範圍(圖 12、圖
13)。邊部及尾端可以目視或儀器偵測,
選同翹曲方向
膠合。
※配對玻璃盡
量同爐同方向
並做記號,如
寬度許可平行
進爐,減少邊
部翹曲相差太
大,而引起脫
膠。
※強化爐設備
改良或更新,如
雙爐式連續爐
(圖 16)經證
實可改善強化玻
璃翹曲程度,當
玻璃進入第一段
較低溫高循環對
圖8尾端及邊緣翹曲線上檢測儀器
圖9
圖10
圖11
圖12
圖13
圖14

Special Report11
流區後才進入第二段高溫幅射對流區,讓
玻璃受熱溫度能更均勻而達到強化玻璃更
平整。
● 膠合玻璃製程應注意事項
一、膠合及預壓
※維持膠合室應保持的濕度 25%±2及溫度
20℃ - 25℃、室內及玻璃清潔度控制。一
旦在膠合室組合後已決定其性能幾乎無法
改變中間膜內部之含水率。
※玻璃種類厚度最好能夠一致,不同組合生
產難度將會較高,應根據其組合,滾壓
式或抽真空式都應制定不同溫度、速度參
數。
※嚴格執行玻璃面、方向與 PVB中間膜既定
組合,以期達到預期的 Pummel 黏度值。
二、中間膜
※PVB中間膜厚度除了原設計因結構需求規
範之考量外,應視強化玻璃加工後翹曲
等產生配對間隙大小來決定中間膜厚度。
PVB中間膜一般上加熱加壓過程中表面會
有部分流動性去填補空隙,而非全部熔融
進而影響到膠合安全玻璃應有的耐壓耐貫
穿及耐候性。強化及熱增強膠合安全玻璃
之 PVB中間膜厚度至少應使用 0.76mm以
上的厚度,越厚越大片的玻璃會需要較厚
的中間膜是原則之一。在歐洲建築強化膠
合玻璃使用 1.52mm以上之 PVB厚度已是
司空見慣。
※鑽孔、點支撐、強化彎曲膠
合安全玻璃等較複雜組合,中間
膜應要特別要求及加工處理。
※使用鍍膜玻璃、烤漆印刷玻
璃應特別考慮膠合玻璃黏貼度之
差異。
※除非特殊狀況,膠合玻璃加
工過程不建議使用夾具將玻璃翹
起部分加壓,以達到玻璃與 PVB膜強制黏
合。因為硬將剛性的玻璃壓平勉強與中間
膜黏著,玻璃局部會產生應力,一旦夾具
移除不但 PVB加壓部位變薄,玻璃應力
遲早會恢復平衡而彈回去,脫膠狀況會更
嚴重。使用夾具雖可暫時讓中間膜與玻璃
黏合,但無法控制什麼時候脫膠;如在廠
內未出貨就脫膠,算運氣好可及時更換才
出貨,如已送到客戶端或安裝後才發生脫
膠,其補換成本更大且有傷公司信譽,得
不償失。
※當邊部翹曲無法避免時,可以以配對方式
組合(圖 19、20),減少兩片玻璃翹曲間
距過大。
圖15 傳統單爐式強化爐
圖 16 雙爐式連續強化爐
圖17
圖 18

專 題 報 導
12
三、設備操作條件與維護
※預壓抽排氣應以玻璃表面溫度為準,隨時
線上檢測表面溫度及滾輪壓力、封邊狀
況,調整預壓條件。防止滾輪壓力不平均、
壓力不足。預壓爐內溫度應保持循環,爐
內溫度保持均衡。
※經證實預壓爐使用電熱發熱並充份循環傳
導加熱方式,較能讓膠合玻璃在預壓爐均
勻受熱。相對於紅外線直接加熱,無論是
長波或短波都會有邊部過熱現象,雖然紅
外線加熱效率較佳,但邊部過熱產生膠合
玻璃過早封邊,排氣不順殘存空氣過多,
是預壓過程一大禁忌。
※高壓爐內實際玻璃溫度與爐內壓力應與儀
表顯示相符合,定
期檢驗 Autoclave 內
狀況與儀表數據之
差異,以防止設備
年久失修實際溫壓
狀況與原本設定條
件失真。尤其當高
壓爐滿爐時,儀表
溫度正常,但玻璃
溫度與高壓爐內溫度有差異,而產生爐內
部份區域恆溫時間不足及洩壓溫度過高狀
況。
● 結論
生產符合標準且具經濟效益的強化熱處理膠合
安全玻璃是可以被達成的,其先決條件是取決於
如何保持玻璃強化熱處理後玻璃表面平整度及邊
部品質達到一定水準;強化膠合安全玻璃使用的
強化玻璃平整度應該比用於單片強化玻璃要求更
嚴謹。除了強化玻璃品質,膠合安全玻璃要保持
長久不變質更需膠合玻璃加工廠維持應遵守膠合
標準製程及慎選符合耐候耐久性及高良率之 PVB
中間膜。
建築玻璃是耐久材,尤其考慮到其膠合玻璃需
具備安全、保全、隔音、隔熱光害防止及構成建
築結構的環節,更要確認
膠合安全玻璃交貨安裝
後 10年 20年還是符合標
準。業界應思考是選擇品
質無法確保,靠運氣有
可能變質的不定時炸彈,
還是選擇有品質、保證
高枕無憂、合理價位 (維
護品質是需要
成本) 的膠合
安全玻璃。
*本文章部份
摘譯自 GPD發
表的文獻
圖 19 圖 20
圖 21 紅外線預壓爐 圖 22 電熱循環預壓爐
圖 23 高壓爐儀表與實際爐內玻璃表面溫度差異狀況 圖 24 理想的高壓爐溫度壓力行程

Special Report13
3T(TQM/TPM/TPS)知識論壇文章分享(二)█ 財團法人中衛發展中心
TPM是改善企業經營體質的利器
財團法人中衛發展中心
CSD諮詢輔導組:徐慶偉顧問
所謂 TPM是指全員參加的 PM(Total Productive
Maintenance;全面生產保養 ),是將英文字的
第一個字母合併並簡稱而成,亦是 T=Total;
P=Productive;M=Maintenance。 最 近 關 於 TPM
的 P 字涵義,已演變具有完全生產 (Perfect
production)的涵義;同時,關於 TPM的M字涵
義則已具有管理 (Management)的涵義。
其演變的理由,是 TPM的目的旨在消除故障損
失,亦是消除經常發生的停止損失、速度損失及
不良損失等,並向「零損失」挑戰,以建立完全
的生產系統,追求設備的極限效率。
同時,Maintenance(保養、維護 )的基礎和生
產系統的革新與企業整個經營的革新具有密切
關係,其義可視為是大幅的降低成本、提高生
產效率、不良的削減、縮短生產前置時間 (Lead
time)、庫存的減少及提高事務間接部門的生產力
等,亦即所謂管理革新本身所冀求的。
而各企業都以品質、成本及交期為其競爭因素,
和國內與海外的企業進行競爭。要取得競爭優勢,
在經營上必須設法增加銷售額 (營業額 ),同時亦
要降低成本,以便建立能賺錢的經營體質。而最
佳途徑之一就是實施 TPM活動。尤其獲 PM的得
獎企業,其營業額雖然減少,但在利潤上卻相對
提高的企業還是很多,乃再次證明 TPM活動之特
長。
又 TPM活動之無形的效果是能提升員工的安定
率、使工作環境變得更好、客戶的訴怨索賠也有
銳減情形,因此能提高客戶對企業產品的信心,
這對營業額的提高,貢獻厥偉,也是 TPM活動的
特長。
自主保養避免設備故障惡性循環
所謂自主保養,是指每一位作業者以「自己的
設備、自己維護」為目的,並對平常所操作的設
備致力進行日常清掃、點檢、給油、精度檢查、
零件交換與早期發現異常及修理等。
隨著技術的進步,設備也日益愈加精密化、複
雜化,而企業規模也隨著擴大,使得保養功能逐
漸和生產功能區隔出來。作業部門只專心從事於
生產,保養則是屬於保養部門的工作,進而造成
現場從業人員有「我是從事生產的人,而你是修
理的人」的想法,所以大多數人認為現場從業人
員只是從事工作物之拆裝、檢查品質,而對於設
備的維護以及給油等一切與設備有關的問題,應
屬於保養人員的職責。
對於「發生故障,那是因為保養部門的方法不
對所致」,或是「導入設備之選擇錯誤」這些跟
生產現場沒有關係等類之錯誤想法,因應現今生
產環境務必要加以改變想法才可以。事實上,只
要作業稍費些心,做好給油、清掃的保養基本動
作,即可防止故障於未然,且只要多接觸設備更
可以感受到異常的發生,如此,即可防止許多問
題產生。
然而,要成為對設備內行的操作員,首重透
過想法的改變及以自己的設備由自己來維護為基
礎,培育出對設備內行人員,據以建立零損失與
有活力的作業場所,並創造設備維護的良性循環。
為避免設備的功能停止及功能下降,要先做到
與設備有關聯的所有人員都應改變「我生產,你
保養」這個想法及行動,才能達成「零不良」、「零
故障」的境界。另外,在職務編制下,經由全員
的參與,分階段並按照自主保養七大步驟確實地
執行以追求自主保養的實現。

專 題 報 導
14
生產用模具的MP活動的推展
財團法人中衛發展中心
CSD諮詢輔導組:莊國泰顧問
如何發揮本公司模具開發設計的優勢,使生產
部門所生產的塑膠射出成型製品具有低成本、高
品質的競爭力優勢?
塑膠射出製品的成本及品質受塑膠模具的影響
巨大,模具在開發設計的過程,要注意何重點,
才能生產出低成本、高品質的塑膠製品,建議如
下:
(一 ) 易製化模具的設計,可減少生產時的人工作
業及成本:模具除符合客戶尺寸規格、機能
特性等產品規格外,同時也要加入容易製造
的思考,易製化模具需要具備下列的要點:
(1)操作性:生產人員可以可迅速、確實的
從事設備操作及換模換線作業。
(2) 保養性:模具維修人員容易進行模具劣
化的掌握及復原。
(3) 自主保養性:生產人員可以在短時間,
很簡單地從事清掃、加油、點檢等之保
養活動之性質
(4) 信賴性:生產時,不會因模具因素造成
生產需短暫停止處理異常 (如噴脫模劑,
品質異常調機等 )。
(二 ) 最小成本的模具設計,使塑膠製品的製造費
用最小化:模具成本對塑膠製品的影響有
二部分,模具期初成本 (IC)、模具運轉成本
(RC),若模具期初成本與運轉成本 (IC+RC)
達到最小化,就可降低塑膠製品的成本。最
小成本的模具設計的推動要點為:
(1) 現狀模具成本組成的明確化 (進行模具
機能成本分析 )。
(2) 降低模具期初成本 (IC)。
(3) 反覆的思考降低運轉成本 (RC),防止模
具期初成本 (IC)上升。
(三 ) 模具初期管理的推動:模具初期管理是指,
模具完成正式投產後,塑膠製品穩定產出的
期間 (一般約 6個月 )的管理。主要的目的
在防範因模具問題,造成塑膠製品無法有效
的生產 (例良品率未達 90%及生產效率低於
85%)。模具初期管理的推動要點為:
(1) 訂定如事前檢出率、開發前置時間 (Lead
Time)等管理指標。
(2) 收集MP情報活動。MP情報為因設計
因素所引起的品質不良、無效率等問題
點,在生產現場發生及對策後,經記錄
及層別整理,再提供給設計部門運用。
(3) 運用MP情報活動,檢討開發流程各步
TPM Part1.工廠體質提升.基礎性TPM活動.顯在LOSS撲滅.強化製造現場QDC能力
TPM Part2.工廠體質強化.Level up TPM活動.顯在LOSS撲滅.強化製造現場QDC能力
TPM Part3.企業工廠體質提升.產品成本降低.確立產品製造銷售之
QDC能力
安全衛生
管理間接
品質保養
初期提升
計畫保管
自由保養
個別改善
劃時代的TPM
創造性的TPM
基礎強化自主管理
八大支柱的強化與充實
八大支柱的日常化
日常管理

Special Report15
驟之設計審查與除錯活動。
(4) 管理記錄新開發模具之事前檢出率、開
發前置時間等指標。
金屬製模是工具製造的一種。金屬模具的種類
很多,包括:沖壓模、塑膠模、壓鑄模、鍛造模
及鑽模、夾具等。
沖壓模的特色,在能經過沖床的運作,使產品
或零件大量生產,不但尺寸正確,形狀一致,且
裝配或更換時也很便利,因而成本低廉而又經久
耐用,完全符石工業生產要求的原則,故模具在
現代工業生產上所佔的地位日趨重要。
目前由模具製造的產品,包括:金屬沖壓零件、
塑膠成形零件等,可說與人類生活用品關係十分
密切。如家庭用品中的電視、電話棧、電冰箱、
洗衣機等所需零件,其他如飛機、汽車、鐘錶零
件、電腦週邊設備,以至國防武器、軍用器材等
所需零件,幾無不使用沖模製造而成。
金屬沖壓模具為適應不同製造要求,其設計的
形狀和結構,也就千變萬化。一般簡單的,如下
料模一可用以切片機沖孔;壓彎模一可變換材料
方向;引伸模一可將材料延伸而成杯狀或成為有
底的長筒狀;較複雜的如複合模一可將下料、引
伸組合在同一操作中一次完成;連續模一可由數
個單次沖模排列在一模座上,連續沖製,最後完
成製品。
由於製造時對模具的要求,須兼顧產品的精密
度和大量生產,故模具的設計,必須依照訂貨製
品的藍圖所定的材料、尺寸、數量、交貨時間等
因素,來細心的設計,並無一定方式或程序,但
設計不能稍有錯誤,否則就會導致重大的損失。
故製模工必須具有豐富的工作經驗,遵循設計的
原則,對各種使用的機具設備的性能,以及精密
量具等,都應有正確的瞭解,才能應付裕如。
製造模具的機器,可分為一般性和專門性二類,
一般性的機器包括:車床、銑床、磨床、熱處理
設備等,專門性的機器,包括:精密定位搪孔機
(Jig Boring Machine),放電加工機及刻模機等,都
是近十年來發展而成的新機具,精度極高,價值
昂貴,可說是製造高級模具不可缺乏的設備。其
中如放電加工機,其最大優點,是不論被加工物
的硬度如何,如碳化鎢或其他經熱處理硬化後的
鋼料,都可同樣加工,且可製成各種複雜的形狀
和尖銳內圓角,或用以再刻深如印花及鍛模,或
在已製成的模具上添加新孔等,由此可節省很多
製造新模的費用。
換模改善的必要
財團法人中衛發展中心
CSD諮詢輔導組:莊國泰顧問
隨著市場競爭激烈,市場對產品多樣性的需求
持續增加,面對多品種小批量的需求,短交期、
高品質、低毛利等大環境的壓力,多樣少量的生
產模式,即將成為製造生產的主流。
多樣少量的市場需求與生產模式,意味著在每
日的生產中,要進行多頻次的換模活動,如果每
次換模時間沒有進行改善,將會導致生產效率低
落。相反的,若能進行換模改善活動,將給生產
製造帶來許多正面效益,包括換模時間縮短、機
器稼動率提高、庫存降低等。更重要的是具備了

專 題 報 導
16
彈性化生產製造的能力,能快速反應客戶需求,
取得市場先機,達成快速產銷的利益。
換模改善是指追求能以最短的時間內,完成生
產線因產品型號的變換而停止生產的切換時間。
可由換模過程中各項準備作業、模具的更換作業、
生產調整作業等三方向進行改善。具體的改善步
驟為:(1)記錄換模整個過程,(2)嚴格區分內換
模作業和外換模作業;(3)將內換模作業盡可能轉
換成外換模作業;(4)縮短內換模及外換模作業,
(5)標準化內換模及外換模作業,(6)持續改善。
持續改善是換模改善成功的關鍵,成立改善團
隊,導入換模改善活動,根據以上換模改善步驟,
大家行動起來,投入快速換模的改善活動中吧!
閱讀以下換模改善案例,相信大家對換模改善
會有新的感悟和認識。
改善主題
降低 A機台換模換線時間
現況說明
1. 根據方針展開分析 年度方針 (推動 TPM活動,強化企業體質 )-->生產部方針展開 (降低作業前準備時間 )-->製造課方針展開 (縮短備料、暖機換線換模時間 )-->成型股實施計畫 (縮短成型機換線換模時間 )
2.成型工程,以開機比率分析,以滿載最高,在顧客需求之規格無法於其他形式機台生產下,選定 A機台為改善對象。
要因分析
由圈員配合 V8影帶,將作業分析表內的各步驟逐一檢討,進行分析改善
對策擬定
問題點 (大要因 ) 重要要因 對策方案
1. A軸更換費時 1. 成型筒以人力搬運費時,且不安全 1. 製作換模專用台車搬運
2. B軸更換費時 2. ABC線內組裝時間點不恰當 2. ABC組裝預先於線外作業
3. A模片更換費時 3. 單人無法同時調整調整塊及更換模片 3. 班長支援更換模片及調整作業
4. B模片更換費時 4. 用手動板手鬆脫 B模片分置兩側未定位4.用氣動板手鬆脫且更換之模片放置同一側
5. C模片更換費時 5. C環座單人左右反覆拆解組裝費時 5.班長支援拆解 C環座
6. D模片更換費時 6. D環於線內組裝時間點不恰當 6.備用一組 D環於線外先行組裝
活動成效
1.換模時間、步驟縮減: (1) 換模時間縮減由 43.8分降至 15.4分 (2) 換模步驟縮減由改善前 37個減至改善後 24個2.目標達成率: 120%3.改善效益: 節省時間 ooo分 /月
5S的省思
財團法人中衛發展中心
CSD諮詢輔導組:謝岳良顧問
前幾天有幸受邀參加 Ford體系的培訓課程,
主題為『5S&目視管理』,整理講義時突然發現
『5S』活動推展至今已有一甲子了,想不到一個

Special Report17
大家耳熟能詳的管理活動能推廣了 60年還依然受
到大家的重視,依然持續在製造業運轉,同時觸
角也不斷的延伸到服務業、農業等等,幾乎所以
的產業都在運用著這『5S』來進行基礎的管理,
甚至於連個人的居家環境也都以『5S』來進行,
為什麼『5S』有這麼大的魅力擁有這麼多的粉絲,
而且還能歷久彌堅,我想道理很簡單,就是淺顯
易懂,有步驟、有方法,只要持之以恆的進行,
一定會有成果。
那麼『5S』到底是什麼呢?這是從日本發展
出來的一種管理方法,即運用整理、整頓、清
掃、清潔、教養五階段,來消除企業內許多的盲
點,使得企業更有秩序並創造明亮、舒適、安
全、有效率的工作職場。也因為日文這五個名
詞的羅馬拼音分別是 SEIRI、SEITON、SEISO、
SEIKETSU、SHITSUKE,而這五個字的字首均為
S,所以把它統稱為『5S』。其內容說明如下:
1.整理
就是將企業內的物品,區分為『要』與『不要』,
有用的物品,我們必須加以妥善的保管,如果是
沒有用的,則應儘速的加以處理廢棄。換句話說,
整理的目的,就是在排除管理上常出現的一些浪
費,如資源利用的浪費、空間閒置的浪費、容器
利用的浪費、貨架閒置的浪費、材料過多的浪費、
工具太多的浪費等。
2.整頓
將『要』的物品透過「定位」加上「標示」的
建立,來消除企業內一些無意義的行為,如〝找〞
的浪費、等待的浪費、動作的浪費等,讓企業內
的現有資源,隨時保持立即可取、立即可作業的
狀態,符合安全、品質、效率的要求。
3.清掃
就是使我們的工作職場,隨時保持沒有垃圾、
沒有污穢的狀態。雖然經過了整理、整頓的運作,
要的東西,我們是馬上就能取得,但被取出來的
東西,一定得保持能被正常使用的狀態才行,這
就是清掃的首要目的。
4.清潔
清潔就是將整理、整頓、清掃徹底執行,讓我
們的環境維持在一個可接受的程度之下。所以清
潔就是透過不斷的改善與維持來達成前 3個 S的
要求。
5.教養
教養就是讓員工們養成按照規定的事項,正確
的去執行的習慣,並能不斷的提升 5S的水準,達
成安全、品質、效率的終極目標。
經過了 60年的孕育,『5S』協助了無數企業
的成長,也成為了眾多管理活動的基礎,過去的
『5S』與現在的『5S』有什麼差異嗎?基本的理
念我想是沒有變的,改變的是對各個『S』的闡述
愈來愈明確,內容愈來愈豐富,作法愈來愈深入,
『5S』從過去工廠環境的改善,到現在不只是工
廠通道環境面的改善,也包括個人『5S』的改善,
設備『5S』的改善,模夾治工檢具『5S』的改善,
物料、台車『5S』的改善,加工方法『5S』的改善,
資訊與文件、表單『5S』的改善。也誠如一開始
所言從製造業發展到所有的業別,從工廠向上發
展到社會、國家、地球,向下發展到家庭與個人,
『5S』無論在深度與廣度上都大不相同了,變成
了 super『5S』,也許在經歷下一個甲子後會有更
另人驚嘆的變形,也期望我們能在這一轉變的過
程參與其中,為歷史留下見證。
從食品公司因應轉型看 TPM突圍之道
財團法人中衛發展中心
CSD諮詢輔導組:張遠茂顧問
某公司速食麵事業群在大陸市占超過 50%,當
時物價高漲之際相關單位要求針對大宗民生用品
廠商自我管制單價,避免刺激市況,尤以龍頭廠
商更為表率,二線、三線廠商即無漲價空間。但
麵粉、辣椒粉等大宗物質是依國際市場價格反映
無法管制單價。針對此狀況公司因應的策略是壓
低成本獲取利潤,但如何有效來執行此策略呢 ?
當時某公司在各區域的工廠內推行 TPM活動
(Total Productive management)進行多年,建構保
養維修體制及運作機制並培育很多設備類相關人
才,當產線及設備故障漸降低到某個水準後,將
提升設備的精度為下一階段的目標,此重點為設
備精度提升對原物料之超耗可有效降低。當原物
料價格高漲之際對超耗變成一個關鍵性的課題。

專 題 報 導
18
友士股份有公司技術‧專業‧誠懇‧熱心
INTERMAC 全自動切割線 雙光邊機 加工中心BOVONE 斜邊機 光邊機 DIP 數位噴墨 CEFLA 輥印/噴印機漢東 PVB 膠合相關設備 高力威 全自動四邊磨
電話 / 台北:02-2393 4825‧台中:04-2382 2392‧高雄:07-332 2326傳真 / 台北:02-2397 0899‧台中:04-2382 2692‧高雄:07-332 2316
複層材料
3A 斷熱節能間隔
條內含乾燥劑
美國EDTM
量測儀器
PRODIM
3D 檢測儀
大幅提升原片庫存,訂單流程,切割加工的自動化,減少人力需求,降低成本,提升產能,降低倉儲空間,且能依據客戶端的需求提供最大程度的客製化系統
玻璃原片自動倉儲系統
例如速食麵中調味包一般人在沖泡時可能味道鹹
淡等因素並不全數加入有些殘留造成浪費,另在
每包的允差範圍內如何控制在範圍內即是設備的
精度及成本控制的關鍵點。在全體努力之下雖然
價格不漲,而原物料漲價之狀況下,依然達成獲
利成長,且市場占有率更是往上提升;因某些廠
退出此市場。但這些思考點及作法或許可以提供
正在困局中掙扎的公司一些啟示。
首先,在成功時就應「勇於打破自己原來所擁
有的優勢」,以形成新的能耐。從宏觀的角度來
看,某公司投入速食麵產業屬先期導入工業化生
產型態,剛開始產品是屬禮品類高價品,後速食
麵市場持續高速成長,產線更新速度加快,市場
需求與設備產能產生良性循環,在建構新產線時
如果是一條龍式的設備供應系統,製造者將無法
掌握設備相關技術,一定要以各設備商組合成產
線模式來運轉,這設備相關整合技術與能耐才能
由製造者掌握。當然需更多的時間與人員來對應
此狀況。當產線構建完成,設備還是會發生故障
或短停等問題,這些問題短期對應或許有效但長
期非一般人員所能對應,而且大陸人員異動比例
非常高,在此時雖有些市場上優勢但在生產上發
生瓶頸,要嘛速度變慢來對應 (花了大筆設備投
資達不到效果 ),要嘛用人海戰術來對應,兩者皆
非良策。
尋求策略性的解決方案例如設備類人才如基層
人員的保養能力與保養人員維修能耐皆需協同方
能有效降低故障。另從品質保養的角度探討確保
口感的一致性及衛生菌等繁殖或蚊蟲異物的混入
等基礎設施建的建構,進而探討設備條件與產品
規格的關聯性等更深層條件,依此方法建構核心
競爭力。並從獲利率與市占比例觀察此發展的平
衡狀態,以此良性循環蓄積能量。剛好此時原物
料價格高漲其能耐得以完全發揮。從這種基本能
耐的培養與創新機制和創新能力是此次成功的關
鍵點,也是我們應該學習與努力的,如何在公司
尚有餘力之際建立與培養這種機制與能耐及未來
所需人才,才能迅速應對市場的變化,是現階段

Special Report19
必須著力之處。
挑戰世界第一的戰略規劃
財團法人中衛發展中心
CSD諮詢輔導組:李茂欣顧問
企業競爭是無窮盡的,既使已經是世界第一
的鴻海,為了持續確保第一,不惜代價入主日本
Sharp,就是要掌握六大關鍵技術。反觀日本企業,
雖然有強大的產品開發技術力,但沒有商品化的
獲利能力,仍然會造成企業無法生存的窘境。另
外,從 TPM特別賞要求追求業界唯一及世界賞要
求世界第一的作為,正確而精準的企業戰略規劃,
就非常重要。
從特別賞到世界賞的精進過程中,全公司性的
精實 TPM及 3T的一體化活動,成為最基本的基
礎建設,然後必須再進一步進行有效的戰略規劃,
才能確保企業永續經營。孫子兵法所提:「知己
知彼、百戰百勝」,這是戰略規劃的基本。
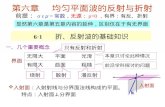
雖然不同企業有不同的戰略,從鈴木德太郎 (日
本の製造業よ、強くなれ )歸納出來的戰略模式
來討論:
首先,要先做好企業環境研究與企業現狀掌握。
企業環境研究至少要分析:政治、經濟的大環境
變化、競爭者動向與採行措施、企業願景及應有
狀態的描述、技術及市場的預測及環境法律的限
制等。
爭者動向與採行作法:就是要掌握競爭對手的
行動策略,是制定策略不可或缺的一環。以現今
的資訊技術,要掌握其他公司所採取的策略,並
不困難。將競爭者的情報整理出來,就有其必要
性。
願景描述:雖然要描述出未來環境的變化是不
容易的事,但是描繪公司未來願景,卻是很現實
的問題。期盼自己公司未來的樣子,將它描繪出
來是一件令人怡悅的工作。工廠的願景因人而異。
經營層的思考、中間管理幹部的想法、從業人員
所期望的狀況是形形色色的。因此,所有人所期
望願景能試著把它表達出來,經過充分的溝通,
就能描繪出統一的共識。將這樣的共識願景繪製
在牆壁上,從業人員每日看著它,藉由TPM活動,
全體人員一起努力來實現願景。
雖然,TPM是把 KPI(重要績效指標 )的數值目
標揭示出來,而牆上圖案是把願景顯現出來。這
兩項就成為 TPM挑戰的目標。
技術及市場預測:市場及技術兩者之間的關係,
要從所謂的既有、近接、新規來觀察。從今而後,
是否在既有的市場中來活動?或者在新近接洽的
市場中活動?或是開拓全新的、未經驗的市場
呢?技術層面也是一樣,能否進行既有的技術?
或是新近研發中的技術?或是開發出完全沒有經
驗過的技術呢?企業在技術與市場兩軸之間做一
抉擇,務必要明確的選擇。
而對企業現狀的掌握,至少需要掌握企業既有
的能耐與企業能力的盤點:
(1)企業既有能耐的認識:必須好好的認識自己公
司的現狀:如,在同業中的地位?才能決定如
何跟同業競爭。企業務必要認清自己擁有的能
耐:資金的狀況、人才的數量與品質、生產據
點的狀態,是否有必要去統合?是否要設置新
的據點?持有設備的種類、使用年數等,還有
原材料、製品、半成品等等的在庫狀況,並把
握住製品的市場佔有率及在業界的地位等。
(2)企業能力盤點:對於自己企業能力屬性,要
先掌握她的強弱,才能進行戰略規劃。這些
能力項目有:製品力、品質力、成本力、速
度力、人才力、管理力、改善力等等。了
解企業的強項在哪裡?有哪些內容;有哪些
弱項?內容為何?都要認識清楚。最常用的
SWOT分析 (Strong:強勢、Weakness:劣勢、
Opportunity:機會、Threaten:威脅 )。這是認
識企業能力屬性的有效方法。
有了大環境的分析與企業現狀的認識後,就要
制定經營目標,擬訂戰略計劃,從眾多戰略中去
評價,經營層再從適合的戰略中,選定戰略與資
源配置的決策,然後進行戰略展開與跟催,執行
後,限期進行檢討與教訓回饋改善。
經營目標的設定:對企業所處的環境與企業現
狀已有所掌握的基礎上,再來對企業的願景、使
命應有狀態的強化,必須決定經營目標來實現願
景使命。這些目標必須具有挑戰性,讓同仁跳脫

專 題 報 導
20
舒適圈。依此緣故,必須將投資、營業銷售、利
益、納期等的 KMI(Key Management Indicator),
明確的揭示出來。同時也要對 CS(顧客滿意度 )、
ES(員工滿意度 )、SS(Stakeholder Satisfaction利害
關係者滿意度 )、GS(Global Satisfaction全體滿意
度 )等的提升而努力。對這 4S的提升,也要包含
在經營目標之內。
戰略計畫的作成:為了實現經營目標,就要制
定戰略計畫。戰略分成兩種,亦即攻擊的戰略和
防守的戰略。
(1) 攻擊的戰略:要在哪裡戰鬥?要策定出挑戰的
領域:
.市場開拓:要開拓哪些國內市場?滿足在地
需求的基本營收。
.對於全球市場的開拓,要如何開拓已開發國
家的市場及未開發國家的市場。
.哪些新產品、新技術的開發要進行?
.在何處設置全球化的開發、生產、營業、調
度據點?規模要多大?
.技術戰略?生產戰略?供應鏈戰略?物流調
達配送戰略?
.對併購M&A來說,國內及海外的企業組合
起來,該併購哪些?
為了有效的進行攻擊戰略,要擬定各式各樣的
策略專案是非常重要的。因此,專案管理體制的
建立是重要的課題。
(2) 防守的戰略:所謂的防守戰略,不只針對企業
本身,也要包含企業集團的體質強化。企業無
法單獨的存活下去,必須要跟所有上下游有關
連的企業群,相互支援協力,體質的強化,就
要以企業集團整體來進行。其內容,如前所述:
.精實 TPM與速度經營
.3T一體化管理
戰略的選擇:為了達成經營的大目標,複數的
決策是跑不掉的,透由策略評價、選擇合適的戰
略。經營幕僚切記:不能僅僅提供單一戰略,給
經營層作是非題的選擇,而是要有多面向的戰略
規劃,請上級選擇。
經營層的決策與資源配置:經營層戰略選定後,
要訂出戰略優先順序。這些決策一定會伴隨著風
險,要能迅速做出決策,這是經營層的職責。經
營層的戰略決擇,未必全部都得到好的結果,也
許也會失敗,所以,經營層的責任是很重大的。
從經營層得出的結論,再來將金錢、人員、物質
等資源做適當的分配。
執行與追蹤:一旦決定了戰略,就要展開實施,
而且要依照計畫去追蹤。
執行檢討與教訓回饋:戰略的執行,不管成功
或失敗,都會留下許多教訓。
這些教訓是非常寶貴,在下次的戰略規劃時,
好好參考,以「不二過」的精神,做好後續的規
劃。
玻 璃 新 美 學 Technology and DreamsNew Aesthetics in Glass

Special Report21
附圖 -鈴木德太郎的戰略模式圖
TPM管理特徵分析
財團法人中衛發展中心
CSD諮詢輔導組
1.目標性:人類的每一項活動都是為了取得一定
的效果,達到一定的目標。TPM管理也不例
外,它的目標就是要不斷追求企業生產效率的
最大化,全面提升企業的綜合素質。具體來講,
TPM管理是通過對設備的六大損失(故障損
失、工藝調整損失、故障和空轉損失、速度損
失、不良損失、暖機損失)和生產現場的一切
不良因素實施持續的改善,努力實現“5Z”(零
事故、零故障、零缺陷、零庫存、零失誤)的
目標,從而達到最佳的設備綜合效率和企業經
營效益,提高企業的市場競爭能力和應變能力,
最終達成“3S”(員工滿意、顧客滿意、社會
滿意)的可持續發展的企業,其目標是明確的。
2.系統性:就是 TPM管理涉及企業生產系統的全
方位和全過程。TPM把設備包括引進、安裝、
調試、使用、維護、維修、改造,直到報廢更
新的各個階段作為管理物件,涉及設備的各個
子系統以及設備的每一個部件、零件,構成以
事後維修、預防維修、改良保養和維修預防為
主導的全系統生產維修體系。同時,TPM要求
對設備環境、現場以至整個生產現場實行清潔
化、定置化、目視化和文明化的管理。
3.集合性:TPM管理由一些相對獨立而又相互依

專 題 報 導
22
賴的活動內容組成,這就是我們所說的 TPM八
大支柱,即:個別改善、自主保養、計畫保養、
初期管理、品質保養、安全衛生與環境管理、
事務改善、教育訓練。這些活動既有區別,又
有聯繫,相互制約,相互促進,例如維修管理
影響著環境管理,環境管理又影響著品質保養,
各項活動相互交織在一起,形成一個錯綜複雜
的鏈和環。
4.整體性:雖然 TPM管理的每一項活動內容都是
可以量化的,各自具有其獨立的功能,但是由
於這些活動都是有組織、有系統的活動,它們
幾乎都難以獨自充分發揮其效能,因此單純追
求某一個目標是沒有意義的,必須使這些活動
形成一個集合,統一于和協調於 TPM管理的整
體之中,圍繞著 TPM管理的目標,共同發揮各
自的功能,這樣才能構成完整的有機整體,形
成一個總體效應。
5.開放性:作為當代企業管理的重要組成部分,
TPM管理處於整個企業管理的大環境中。因
此,TPM管理必將受到企業資源條件、環境條
件、人員素質、管理方法和管理手段的影響和
作用,同時,TPM管理狀況也將作用於和影響
於企業管理及其它各項專業管理。由此可知,
TPM管理與所處的環境之間既有輸入,又有輸
出,相互滲透,相互促進,每一次輸入輸出過
程的完成,都應使企業管理、專業管理及 TPM
管理水準有所提高。
6.全員性:TPM管理要求企業從最高領導到生產
第一線作業人員的全面參與。僅靠某個管理部
門或是幾個人來抓,是無法把住品質關、成本
關、設備維護關、安全生產關的,必須把所有
員工都發動起來,充分調動其積極性、主動性
和自覺性,實現群體參與,才能使推進 TPM管
理工作開展起來並堅持下去。全員參與是 TPM
管理最基本的特徵。
7.動態性:對於 TPM管理的要求,在一定時間內
是相對穩定的,但是隨著企業管理水準的提高
和企業生產經營活動的發展,TPM管理始終處
於動態的 PDCA迴圈過程中,才會有生命力,
才會有效地發揮其獨特的功能。
8.持續性:企業追求“5Z”目標和效率最大化的
完美境界是無止境的,因此企業推進 TPM管理
不是突擊性的、臨時性的工作,不可能一勞永
逸,它是一項連續不斷的、持久的、艱巨的管
理活動,稍有鬆懈,就有可能崩跨,前功盡棄。
因此,推進 TPM管理必須思想上重視,工作上
抓緊,切實下大力量,常抓不懈,才能推動企
業管理水準的不斷提高。
綜上所述可以看出,推行 TPM管理是一項複雜
的系統工程,企業要想成功推行 TPM管理,必須
從整體優化出發,考慮到各項活動之間的相互影
響和制約,做好系統研究、系統規劃和系統設計。
3P(Production Preparation Process)改善活動簡介
財團法人中衛發展中心
CSD諮詢輔導組:陳起顧問
本中心與日本新技術研究所於 2014年起開始
進行豐田精實管理培訓與輔導之合作業務,許
多國際知名的公司或機構,包括波音飛機公司及
維吉尼亞梅森醫學中心,多年來透過新技術研究
所之指導,於企業的精實轉型及流程改善獲致相
當顯著的改善成效。其中,波音公司為了縮短飛
機生產線的前置時間 (Lead Time),將飛機總裝
線的作業模式由傳統的定點組裝作業變更為流
水線式的生產線,此一革命性的作業模式係透過
3P(Production Preparation Process)改善活動加以實
現,以下擬針對 3P改善活動之內涵加以介紹。
3P改善活動是透過系統性的觀點,針對產品的
設計與生產流程進行大幅度的變革,透過導入創
新的功能與措施,有效改善產品設計機能與生產
流程。一般而言,3P改善活動結合了新技術研究
所的週間改善模式,亦即在週一至週五的作業時
間內完成初步改善模式並驗證可行性與成效。
3P改善活動的推進組織通常為跨機能之工作團
隊,其人數依據專案的涵蓋範疇而定,在某些活
動中有可能達到 20人以上,並且涵蓋高階的權責
主管。企業應用 3P改善活動之前必須擁有精實改
善的基礎,並具備良好的持續改善推動機制與實
務經驗。
一般的持續改善活動通常是針對既定的課題,

Special Report23
結合相關的方法與工具達成漸進式的改善成果,
相較之下,3P改善活動的適用時機包括以下幾點 :
1.新產品之研發 .
2.既有生產線面臨重大變革之挑戰 .
3.將現有的生產線移轉至新的生產基地 .
4.因應外部競爭對手而需變更既有產品之設計 .
5.需要將既有產品小型化 (空間節省 ).
6.既有產線面臨難以解決的品質問題 .
7.在精實改善的過中遇到重大障礙或瓶頸 .
簡言之,3P改善係針對產品設計或流程變更等
重大挑戰所推行的改善措施。
有關 3P改善活動的推進階段包括 :
1.定義問題 /掌握改善活動的真正需求 .
2.設定改善對象與目標,雖然 3P改善活動可獲致
改善效益與低減損失,然而在有限的週間改善
期間,應避免涵蓋太多複雜的課題,回歸企業
的核心競爭策略 .
3.分析與圖解,收集有關流程或產品的必要數據
並加以分析,通常會應用流程圖或產品爆炸圖
分析作業步驟或產品的組成零部件;在這項操
作過程中亦會關注產品的組裝程序,包括零部
件是透過哪些物理機能加以組合或做動 (例如 :
壓合、轉向、撥動、滾動等 ).
4.篩選改善構想,依據決策矩陣遴選與收斂最佳
的改善構想 .
5.透過模擬操作將改善構想加以試作,透過模型
或模擬裝置測試所遴選出的解決方案,本項步
驟的主要意義在於從書面的構想轉變為可實際
操作的模擬機構與作業流程,建置模擬改善後
的新產品 /流程並驗證其可行性 .
6.彙整與確認改善效益,針對模擬操作改良後之
產品與流程,確認新的設計規格與制定更新後
的作業流程 .
以上改善活動所牽涉的操作步驟都是非常高階
的,需要充分的流程支援、資料文件與專案運作
機制來加以實踐。典型的生產準備程序需要投入
龐大的人力、物力時間及成本,並且期望有相當
高的投資報酬率。透過精確且有效 3P改善活動能
大幅地改善因產品設計 (或流程設計 )不良所導
致的產品問題,並可促使生產線朝向穩定化與流
動化的方向進行改善。
有關 3P改善活動手法於 2015年由中衛中心所
主辦之「精實管理現場實作研討會」中已有初步
介紹,本中心於 2016年 10月 18日至 10月 21日
期間仍持續與日本新技術研究所合作舉辦研習活
動,結合現地與現物之環境與週間改善模式,使
學員對於豐田精實改善之方法與技術能有更完整
之學習與實作體驗。
(待續)

專 題 報 導
24