
高性能レーザーを用いた金属3Dプリンタ の開発状...
76
高性能レーザーを用いた金属3Dプリンタ の開発状況と応用展開 近畿大学 次世代基盤技術研究所・特任教授 3D造形技術研究センター・センター長 京極 秀樹 2020年7月8日(水) 於:日本技術士会中国本部(広島) 1 日本技術士会CPD支援委員会主催 2020年度 技術士CPDミニ講座オンライン講演
Transcript of 高性能レーザーを用いた金属3Dプリンタ の開発状...

高性能レーザーを用いた金属3Dプリンタの開発状況と応用展開
近畿大学 次世代基盤技術研究所・特任教授
3D造形技術研究センター・センター長
京極 秀樹
2020年7月8日(水) 於:日本技術士会中国本部(広島)
1
日本技術士会CPD支援委員会主催 2020年度 技術士CPDミニ講座オンライン講演
1.はじめに 2.Additive Manufacturing(AM)技術の開発動向 2.1 AM技術の分類 2.2 パウダーベッド方式 2.3 デポジション方式 2.4 バインダジェッティング方式 2.5 材料押出し方式 3.粉末製造技術と粉末特性 3.1 AM用金属粉末及び製造法 3.2 AMにおける重要な粉末特性因子 4.パウダーベッド方式による造形 4.1 パウダーベッド方式における造形プロセス 4.2 造形プロセスにおける重要なパラメータ 4.3 溶融凝固現象に伴う欠陥発生のメカニズム 4.4 欠陥発生原因と対策 5.3Dプリンタによる“ものづくり” 5.1 設計・製造統合プラットフォーム 5.2 AMにおける設計指針(DfAM:Design for Additive Manufacturing) 5.3 造形体の評価 5.4 製品の開発状況 6.おわりに
2
講演内容

3
1.はじめに
■ どのような優位性があるか ・デザインによる機能化
・一体化製造
・新材料開発
■ どのような変革が起きるのか ・製品の高機能化
・サプライチェインの変革
・生産システムの変革(Industry 4.0、・・・)
3Dプリンタで何が変わるか?

4
Services
Products
• AMの市場規模
2017年 $7.336 billion
2018年 $9.795 billion(33.5%増)
• 金属3Dプリンターの販売台数
2017年 1768台
2018年 2267台($948.7 million)
Source: Wohlers Report 2018
■ 世界のAMの市場動向(Wohlers Reportによる)
(テキサス大学Bourell教授の好意による) Source: Wohlers Report 2019
02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18
2267台
1768台
1.はじめに

5
• AM装置のシェア(台数)
・Stratasys社(工業用9.5%減)
・Markforged社
2017年 1876台⇒2018年 2831台
• 金属粉末の市場
2017年 $183.4 million
2018年 $260.2 million
■ 世界のAMの市場動向(Wohlers Reportによる)
Source: Wohlers Report 2019
0
50
100
150
200
250
300
Re
ven
ue
(xM
$)
2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 Source: SmarTech Markets Publishing, Opportunities in Metal Additive Manufacturing (2014)
Metal powder
AM装置のシェア Source: Wohlers Report 2019
1.はじめに
6
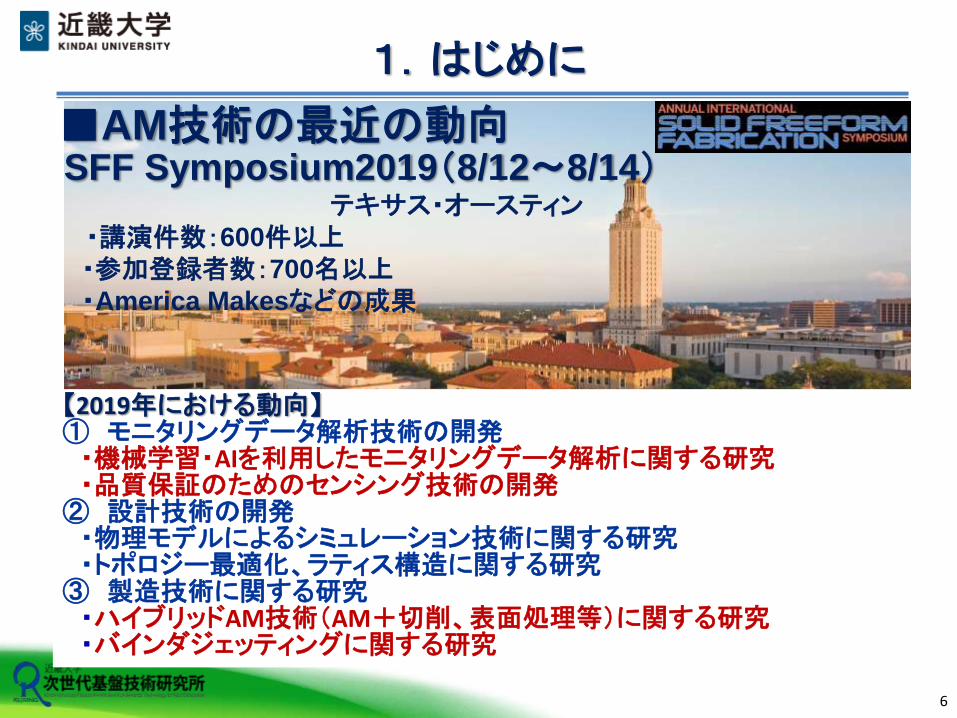
1.はじめに
SFF Symposium2019(8/12~8/14) テキサス・オースティン
・講演件数:600件以上
・参加登録者数:700名以上
・America Makesなどの成果
■AM技術の最近の動向
【2019年における動向】 ① モニタリングデータ解析技術の開発 ・機械学習・AIを利用したモニタリングデータ解析に関する研究 ・品質保証のためのセンシング技術の開発 ② 設計技術の開発 ・物理モデルによるシミュレーション技術に関する研究 ・トポロジー最適化、ラティス構造に関する研究 ③ 製造技術に関する研究 ・ハイブリッドAM技術(AM+切削、表面処理等)に関する研究 ・バインダジェッティングに関する研究

7
■ World Photonic Congress 2019 & LiM 2019
会場(ミュンヘンメッセ)の様子
◆電気自動車を意識した純銅の溶接や電気部品の精密溶接、 LPBFによる銅系製品
写真 グリーンレーザによる溶接装置(TRUMPF社の好意による)
SLM部品(純銅の冷却管) (TRUMPF社の好意による)
写真 グリーンレーザ(IPG社の好意による)
SLM部品(銅系製品) (Fraunhofer研究所の好意による)
1.はじめに

8
■ Formnext 2019
1.はじめに
◆装置開発 ●レーザパウダーベッド方式 ・大型化・高速化(マルチビーム) ・高機能化 ・システム化(搬送など) ●デポジション方式 ・熱源:レーザ・電子ビームだけでなく アーク放電、その他コールドスプレー ・材料供給方式:粉末だけでなくワイヤー増加 ●バインダジェッティング方式 ・GE Additive社とHP社が新たに参入 ・Desktop Metal 社の躍進
◆材料 ・純銅及び銅合金 ・高強度アルミニウム合金 ・高融点、高耐食など機能材料
◆後処理 ・サポート除去装置
トポロジー最適化による部品 (SLM Solutions社の好意による)
熱交換器部品 (Velo3D社の好意による)
ロケットエンジン (AMCM社の好意による)
倍だジェッティング方式による部品 (Desktop metal社の好意による)

■ 金属AM技術の特徴
設計の考え方を変える‼(DfAM)
形状と材質による高機能化 ・軽量化設計: ・トポロジー最適化
・ラティス構造
“Bionic design”
・高機能化製品: ・複雑形状製品の一体化製造
による高機能化
・機能材料開発 ・新材料開発による高機能化
9
(Materialise社の好意による)
(Materialise社の好意による)
(Poly Shape社の好意による)
(Siemens社の好意による)
1.はじめに

10
2.Additive Manufacturing(AM)技術の開発動向 2.1 AM技術の分類 2.2 パウダーベッド方式 2.3 デポジション方式 2.4 バインダジェッティング方式 2.5 材料押出し方式

11
2.1 AM技術の分類
■AM技術の歴史
小玉(名古屋市工研)
1.5 KW CO2レーザ
世界初の金属レーザ積層造形装置 (DTM社、1992)
Prof. Beaman Prof. Bourell
テキサス大学オースティン校、
(J.J. Beaman, et al., “Solid Freeform Fabrication”, Kluwer Academic Publishers,(1997))

12
2.1 AM技術の分類

Category Description
Binder Jetting Liquid bonding agent selectively deposited to join powder
Material Jetting Droplets of build materials selectively deposited
Powder Bed Fusion Thermal energy selectively fused regions of powder bed
Directed Energy Deposition Focused thermal energy melts materials as deposited
Sheet Lamination Sheet of material bonded together
Vat Photopolymerization Liquid photopolymer selectively cured by light activation
Material Extrusion Material selectively dispended through nozzle or orifice
Additive Manufacturing Categories As defined by ASTM F42 Committee
■ 積層造形(AM)技術の分類 • ラピッドプロトタイピング(RP:Rapid Prototyping) • ラピッドマニファクチャリング(RM: Rapid Manufacturing) • アディティブマニファクチャリング(AM:Additive Manufacturing)
13
2.1 AM技術の分類

14
■ AM技術の分類(JIS B 9441による)2020年3月制定
2.1 AM技術の分類
用語 定義 対応英語
結合剤噴射、バインダジェット 液状の結合剤を選択的に供給して、粉体材料を結合するプロセス
binder jetting (BJT)
指向性エネルギー堆積法 集束させた熱エネルギーを利用して材料を溶融し、結合し、堆積させるプロセス
directed energy deposition (DED)
材料押出 ノズル又はオリフィスから材料を押出し、選択的に供給するプロセス
material extrusion (MEX)
材料噴射、マテリアルジェット 造形材料の液滴を選択的に堆積するプロセス
material jetting (MJT)
粉末床溶融結合、パウダーベッドフュージョン
熱エネルギーを利用して粉末床を選択的に溶融凝固するプロセス
powder bed fusion (PBF)
シート積層 シート状の材料を積層し、層間を結合して造形物を形成するプロセス
sheet lamination (SHL)
液槽光重合 容器内の液体光硬化性樹脂を光重合によって選択的に固化するプロセス
vat photopolymerization (VPP)

■ ASTMによるAM技術の分類
バインダージェッティング(BJT) マテリアルジェッティング(MJT) 材料押出(MEX)
粉末床溶融結合(PBF)
指向性エネルギー堆積(DED)
シート積層(SHL)
液槽光重合(VPP)
(ecoms, 42(2015),pp.37-40を修正)
15
2.1 AM技術の分類

16
2.1 AM技術の分類

17
2.1 AM技術の分類
BJ LB-PBF EB-PBF HYBRID DED
小型 微細部品 表面粗さ:良
中型 複雑形状部品 表面粗さ:中
中型 複雑形状部品 表面粗さ:悪い
中型 単純部品 表面粗さ:優
大型 単純部品 表面粗さ:悪い
(出典:各社ホームページ)
■ 形状と精度の視点から

18
2.2 パウダーベッド方式
■ 粉末床溶融(PBF: Powder Bed Fusion)
(パウダーベッド方式)
レーザ溶融(PBF-LB) •SLS(Selective Laser Sintering) •SLM(Selective Laser Melting) 電子ビーム溶融(PBF-EB) •EBM(Electron Beam Melting)
粉末をブレードあるいはローラーなどでならし、できた粉末床をレーザあるいは電子ビームで焼結・溶融する工程を繰り返しながら積層造形する方法 【特徴】 ・ 高密度・高強度製品の製造が可能 (ほぼ真密度で、機械的性質は溶製材に匹敵) ・ 高精度複雑形状品の製造が可能(精度:50~100µm、表面粗さ:~5µm) 【適用例】 ・ 航空宇宙部品(タービンブレード、噴射ノズル等) ・ 自動車用試作品 ・ インプラント等医療用部品
Laser
Powder Bed
Galvano scanner

19
■ 最近の装置開発のトレンド ●パウダーベッド方式(レーザ)
・大型化・高速化 ⇦ マルチビーム化・高出力化
・モジュール化・システム化
GE Additive EOS SLM Solutions
◆ M300-4 Build Volume 300 x 300 x 400mm Yb-fiber laser; 4 x 400 W
◆ ATLAS Build volume 1.3 x 1.3 x 1.3M* (x,y,z) Gantry-based architecture Up to 4x 1.5kW lasers
◆ SLM800 Build Envelope (L x W x H) 500 x 280 x 850 mm Quad (4 x 400 W) or Quad (4 x 700 W) Build Rate (Twin 700 W) up to 171 cm³/h* (出典:各社ホームページより)
2.2 パウダーベッド方式

20
2.2 パウダーベッド方式
■ 最近の装置開発のトレンド ●パウダーベッド方式(レーザ)
・高精度化 ・高機能化
3D Systems TRUMPF DMG MORI
◆ DMP Factory 500 ・500 x 500 x 500 mm ・3×500W
・Best in class oxygen purity (<25 ppm) ・Monitoring ・3DXpert
◆ TruPrint 5000 ・Φ300×400 ・3×500W ・500℃ pre-heating ・Monitoring
◆ LASERTEC 30 SLM 2nd Generation ・300×300×300 ・600W~1kW ・Powder supply mechanism
(出典:各社ホームページより)

21
■ 最近の装置開発のトレンド ●パウダーベッド方式(電子ビーム)
・高精度化 ・高機能化
GE Additive 三菱電機(多田電機) 日本電子(開発中)
◆ Arcam EBM Spectra H ・6 kW ・250 mm dia. x 430 mm
◆ EZ-300 ・6 kW ・250 cc/h ・加熱寿命1000時間以上
◆ 試作機 ・300×300×300 ・10 kW ・Prevention of electric discharge, “smoke phenomenon” (出典:ホームページより)
(TRAFAM) (TRAFAM)
2.2 パウダーベッド方式
(出典:日本電子の好意による)
22
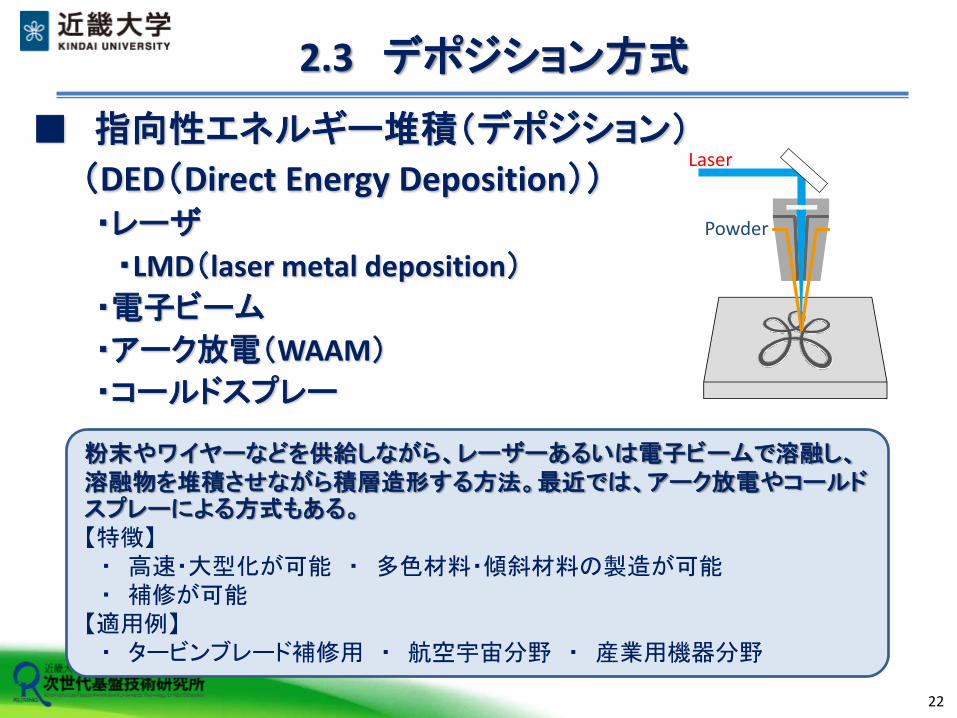
2.3 デポジション方式
■ 指向性エネルギー堆積(デポジション)
(DED(Direct Energy Deposition)) ・レーザ
・LMD(laser metal deposition)
・電子ビーム
・アーク放電(WAAM)
・コールドスプレー
粉末やワイヤーなどを供給しながら、レーザーあるいは電子ビームで溶融し、溶融物を堆積させながら積層造形する方法。最近では、アーク放電やコールドスプレーによる方式もある。 【特徴】 ・ 高速・大型化が可能 ・ 多色材料・傾斜材料の製造が可能 ・ 補修が可能 【適用例】 ・ タービンブレード補修用 ・ 航空宇宙分野 ・ 産業用機器分野
Laser
Powder

23
■ 指向性エネルギー堆積(デポジション)
(DED(Direct Energy Deposition)) •Fraunhofer ILT:LMD(Laser Metal Deposition) •Sandia National Laboratories Laser Engineered Net Shaping™(LENS®)(Optmec) •Sciaky: wire EBM •WAAM(Wire Arc Additive Manufacturing)
・電子ビーム溶融デポジション
【Sciaky】(愛知産業の好意による)
2.3 デポジション方式

24
■ 最近の装置開発のトレンド ●デポジション方式
・TRUMPF (TruLaser Cell 3000)
・BeAM(AddUp)
・東芝機械
・三菱重工工作機械
・三菱電機
(BeAM社の好意による)
(三菱電機の好意による)
2.3 デポジション方式

25
■ レーザデポジション方式(東芝機械)(TRAFAM) Prototype(ZK-T2010) specifications
Maximum dimension of built parts:Φ2000mm xH1000mm
Laser power for building:
6 kWx2
Number of axis:
Head 3axis(Y,Z,A)
Table 2axis(X,C)
Additive manufacturing sample - Fan case – Size :Φ710 x H400 x T10mm
Weight :56kg
Building Time :71hrs.
Material : 718 Alloy
After machining (Black area is as deposited)
(東芝機械(2020年4月より芝浦機械)の好意による)
2.3 デポジション方式

26
■ レーザデポジション方式(三菱重工工作機械)(TRAFAM) (三菱重工工作機械の好意による)
2.3 デポジション方式
★2020年第49回日本産業技術大賞審査員特別賞受賞

27
■ モニタリング・フィードバック制御技術の開発 (三菱重工工作機械の好意による)
2.3 デポジション方式

28
2.4 バインダジェッティング方式
■ バインダジェッティング(Binder Jetting)
● 機構
● 特徴 バインダジェッティング方式の特徴(MIMとの比較) ① 造形体の密度は,MIMの造形体に近い ② 表面粗さは,MIMの方が微細な粉末を使用するため良い ③ 製品の大きさは,MIMより大型の造形体の造形が可能 ④ 大量生産に向いている ⑤ 間接法であることから,脱バインダ・加熱炉が必要である
金属粉末射出成形(MIM)法

29
■ 最近の装置開発のトレンド
●バインダジェッティング(Binder Jetting)
・大量生産⇒自動車用部品への適用
(Volkswagen-GKN-HP)
・ExOne ・Digital Metal® ・Desktop Metal ・HP ・GE Additive
2.4 バインダジェッティング方式
他の加工法との比較
(ExOne社の好意による)

30
2.5 材料押出し方式
■ バインダジェッティング 17-4PH Stainless steel
(出典:Desktop Metal社ホームページより)

31
2.5 材料押出し方式
■ 材料押出し ・Markforged (Metal X)
(Markforged社の好意による)
・Build Volume:300 x 220 x 180 mm ・Max Part Size:250 x 183 x 150 mm, 10kg ・Metal Material:Stainless steel (17-4 PH, 316L*), Tool steel (H13, A2, D2), Inconel 625, Titanium-6Al-4V*, Copper*
17-4PH引張試験結果
(Markforged社ホームページによる)

3.粉末製造技術と粉末特性
3.1 AM用金属粉末及び製造法
3.2 AMにおける重要な粉末特性因子
32
33
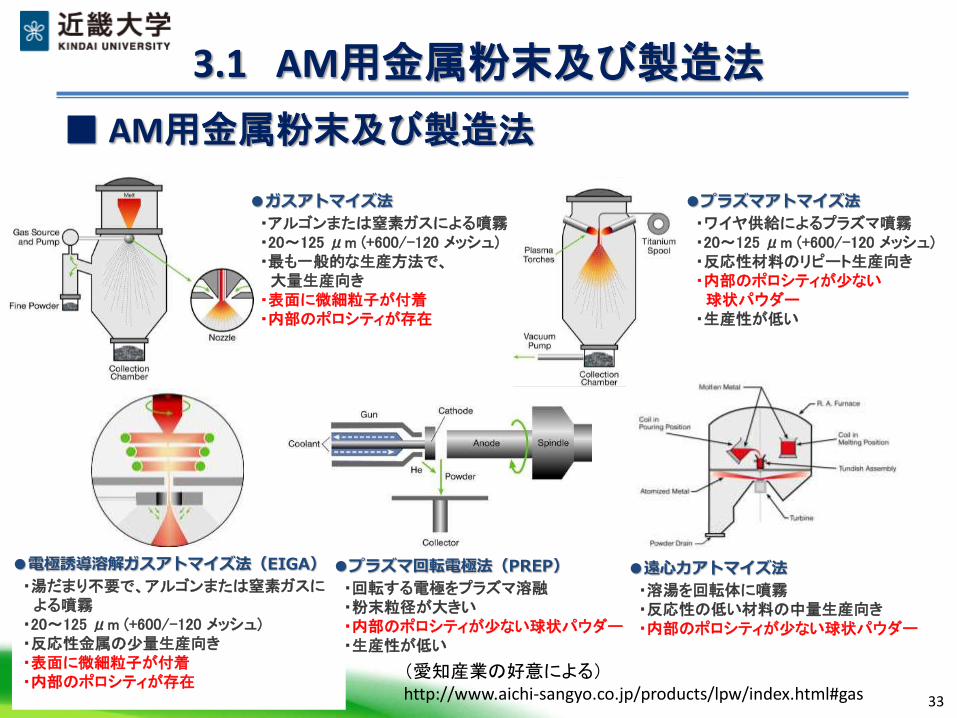
■ AM用金属粉末及び製造法
(愛知産業の好意による) http://www.aichi-sangyo.co.jp/products/lpw/index.html#gas
●プラズマアトマイズ法
・ワイヤ供給によるプラズマ噴霧 ・20~125 μm (+600/-120 メッシュ) ・反応性材料のリピート生産向き ・内部のポロシティが少ない 球状パウダー ・生産性が低い
●遠心力アトマイズ法
・溶湯を回転体に噴霧 ・反応性の低い材料の中量生産向き ・内部のポロシティが少ない球状パウダー
●電極誘導溶解ガスアトマイズ法(EIGA)
・湯だまり不要で、アルゴンまたは窒素ガスに よる噴霧 ・20~125 μm (+600/-120 メッシュ) ・反応性金属の少量生産向き ・表面に微細粒子が付着 ・内部のポロシティが存在
●ガスアトマイズ法
・アルゴンまたは窒素ガスによる噴霧 ・20~125 μm (+600/-120 メッシュ) ・最も一般的な生産方法で、 大量生産向き ・表面に微細粒子が付着 ・内部のポロシティが存在
●プラズマ回転電極法(PREP)
・回転する電極をプラズマ溶融 ・粉末粒径が大きい ・内部のポロシティが少ない球状パウダー ・生産性が低い
3.1 AM用金属粉末及び製造法

34
3.1 AM用金属粉末及び製造法
■ AM用金属粉末及び製造法
(愛知産業の好意による) http://www.aichi-sangyo.co.jp/products/lpw/index.html#gas
● SLM(セレクトレーザ)用 推奨サイズ:15~45μm ● EBM(電子ビーム)用 推奨サイズ:50~100μm ● LMD(レーザメタルデポジション)用 推奨サイズ:50~150μm
Ti-6Al-4V粉末
Al-10Si-Mg粉末

■ 粉末に要求される特性
⇒装置にあった粉末特性 ●流動性(Flowability)(JIS2502:流動度)
●拡がり性(Spreadability)
●充填性(かさ密度)
●粉末形状(真球度、サテライトレス)
●粒度分布
・EBM:狭い分布
●酸素量・粉末中の空隙等
●リサイクル性
・真球度の変化
・酸素量の増加
プラズマアトマイズ処理(LPW)
コスト削減のためのWA粉末利用、リサイクル性の検討 35
3.2 AMにおける重要な粉末特性因子
粉体流動性分析装置 (パウダーレオメーター FT4) (http://www.malvern-talks.jp)

4.パウダーベッド方式による造形 4.1 パウダーベッド方式における造形プロセス 4.2 造形プロセスにおける重要なパラメータ 4.3 溶融凝固現象に伴う欠陥発生のメカニズム 4.4 欠陥発生原因と対策
36

37
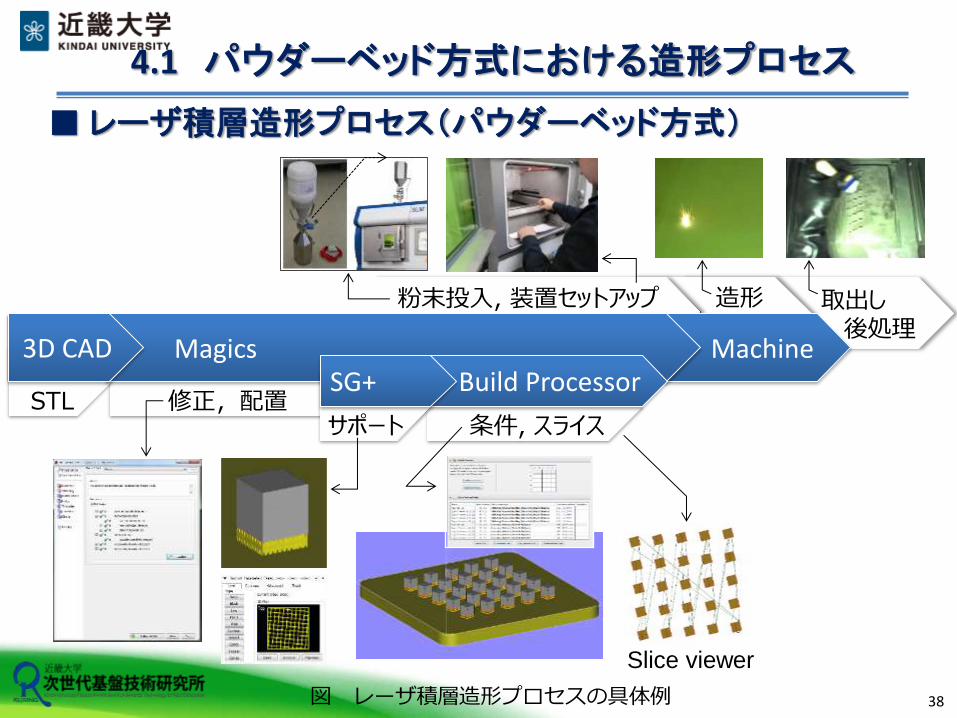
【AMプロセス】 1.CADあるいはCT、スキャナーなどによるモデル作成 2.STLデータフォーマットへの変換、スムージング等による3Dモデリング 3.必要に応じて、形状・構造解析等シミュレーションによる最適化 4.AM装置へのSTLファイルの送信 5.STLデータをスライスデータに変換し、装置の操作ファイルを作成 6.最適条件で造形・取出し 7.必要に応じて、後加工実施
■ 積層造形プロセス(パウダーベッド方式)
CAD
or SCANNING
3D MODELING
SUPPORT DESIGN &
SIMULATION
POST- PROCESSING
PROCESSING
- CAD - CT, Scanner
- STL data - DICOM data
- Magics - FEA - Design tool
- SLM - EBM - LMD
- Machining - Heat treatment - Surface finishing
*STL: Stereo Lithography Interface Format)
4.1 パウダーベッド方式における造形プロセス
38
■ レーザ積層造形プロセス(パウダーベッド方式)
図 レーザ積層造形プロセスの具体例
取出し 後処理
造形 粉末投入, 装置セットアップ
Machine
修正,配置
STL
Magics 3D CAD
条件, スライス
Build Processor
サポート
SG+
Slice viewer
4.1 パウダーベッド方式における造形プロセス

39
■レーザ(LASER: Light Amplification by Stimulated Emission of Radiation)
可視光線(380~770 nm)X線 紫外線
グリーンレーザー
近赤外 赤外線
532 nm 1064 nm 10.6 µm
YAGレーザー CO2レーザー
ファイバレーザー
ブルーレーザー
4.1 パウダーベッド方式における造形プロセス
グリーンレーザ造形による純銅などの製品例 (Formnext 2019にて:TRUMPF社の好意による)

■ 造形プロセス(レーザ)
40
4.1 パウダーベッド方式における造形プロセス

■ パウダーベッド方式における粉末供給方式
41
(a) 粉末競り上がり方式 (b) 粉末落下方式
(a) 粉末競り上がり方式:粉末特性にあまり影響されないで粉末供給ができるが,連続的に造形ができない.
(b) 粉末落下方式:粉末特性,特に流動性の影響を受けるため,粉末特性に制約されるが,連続的な造形が可能である.
【特徴】
4.1 パウダーベッド方式における造形プロセス

42
■ 粉末リコート方式 ・ブレード方式: 金属製、ゴム製のブレードが 一般的に利用されている ・ローラー方式: 硬質金属製のローラーが 利用されており、微細粉末 のリコートが可能 ●パウダーベッドの表面状況: ⇒造形品質に影響 (a) 粉末特性 (b) ブレード形状 (c) リコート速度 などのパラメータに依存 ⇒リコータの機構にあった粉末積層条件の検討が重要
パウダーベッドの状況
リコートの状況
4.1 パウダーベッド方式における造形プロセス

43
■ 造形時の注意点
●造形条件⇒造形表面への影響
・表面端部の盛り上がりやうねり、スパッタによるリコータの停止
スパッタ
未溶融
4.1 パウダーベッド方式における造形プロセス
44
4.2 造形プロセスにおける重要なパラメータ
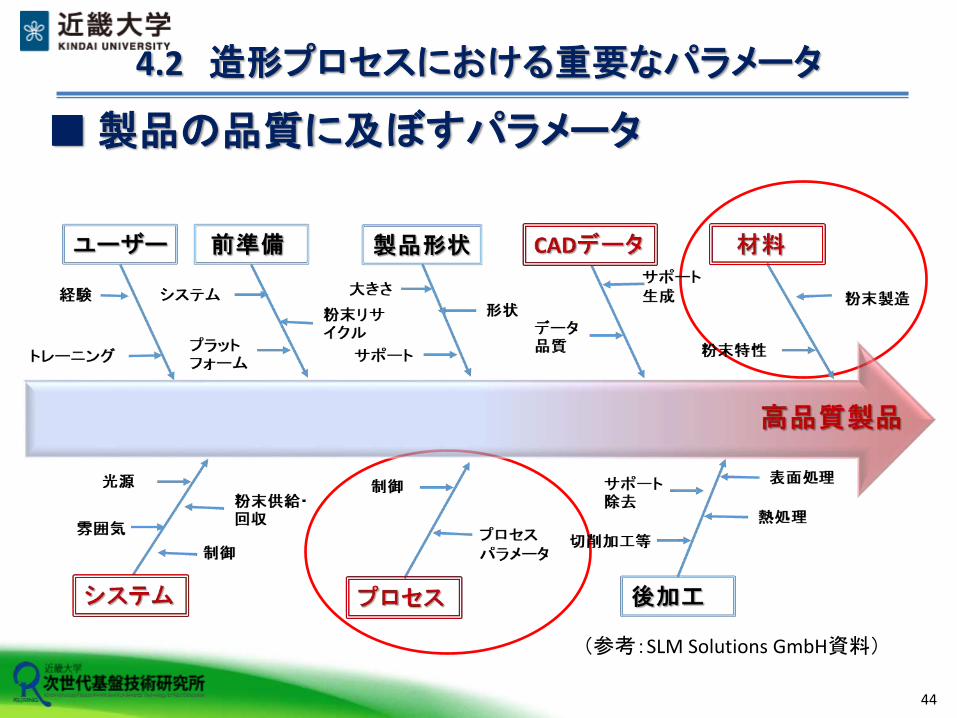
■ 製品の品質に及ぼすパラメータ
(参考:SLM Solutions GmbH資料)

45
4.2 造形プロセスにおける重要なパラメータ
■ 製品の品質に及ぼすパラメータ
図 PBF-LBプロセスにおける製品品質に及ぼす主なパラメータ

46
■ レーザ積層造形における重要なパラメータ •作製条件 【走査条件】 - レーザ出力 - 走査速度 - ハッチピッチ - 積層厚さ 【雰囲気】 - O2 量 【走査パターン】
エネルギー密度(単位体積当たりの入力エネルギー)
𝑬 =𝑷
𝒗𝒔𝒕 ……… (1)
E:エネルギー密度 (J/mm3),P:レーザ出力 (W),
v:走査速度 (mm/s),s:ハッチピッチ(mm),t:積層厚さ(mm)
走査パターン (出典:L.N. Carter, et al., Journal of Alloys and Compounds 615 (2014) 338–347)
4.2 造形プロセスにおける重要なパラメータ

47
●溶融・凝固機構の解明 ・高速度カメラ ・サーモビューワ - ステンレス鋼 (17-4PH) - ニッケル超合金 (IN 718) - アルミニウム合金 (Al10Si0.4Mg) - チタン合金 (Ti6Al4V)
【仕様】 ・パウダーベッド型 ・造形サイズ:□250×H185 ・レーザー:1 kWシングルモード ファイバーレーザー
Test Bench
カメラレンズ
カメラ本体
照明
Camera
Lens Light
■レーザ要素技術研究機(TRAFAM)
4.3 溶融凝固現象に伴う欠陥発生のメカニズム

48
■ 溶融・凝固現象 ・メルトプールの挙動 - Surface tension (γ(T)=γm+(dγ/dT)(T-Tm)) (Marangoni convection)
- Vapor recoil pressure
図 溶融現象の模式図 (参考:M.J. Matthews et al., “Denudation of metal powder layers in laser powder bed fusion processes”, Acta Materialia, 114 (2016), pp. 33-42.より作成)
(a) レーザ出力が低すぎる場合
(b) レーザ出力が適正な場合
(c) レーザ出力が高すぎる場合
Mathewsらによるシミュレーション結果 スパッタ
4.3 溶融凝固現象に伴う欠陥発生のメカニズム

49
4.3 溶融凝固現象に伴う欠陥発生のメカニズム
■ 主な欠陥と発生原因 ①未溶融・融合不良:エネルギー密度が低い場合、逆に高 すぎてスパッタが発生し、リコート時にパウダーベッドに不 良部が発生して生じる場合など ②空隙(ポア)あるいはポロシティ:不適切な造形条件や粉 末中のガスによる ③き裂:凝固収縮の大きな合金材料における凝固収縮などによる ④残留応力:主に凝固収縮による ⑤表面粗さ不良:主に不適切な造形条件による
(a)未溶融・融合不良 (b) 空隙(ポア ) (c) き裂 図 レーザ積層造形で発生する欠陥の例

50
4.3 溶融凝固現象に伴う欠陥発生のメカニズム
■ 未溶融・融合不良

51
■ 溶融凝固現象 https://www.nature.com/articles/s41598-017-03761-2#additional-information
Small cavity Conduction mode
Keyhole mode Spread outward
Recoil pressure
Marangoni convection
Keyhole pore
4.3 溶融凝固現象に伴う欠陥発生のメカニズム
52
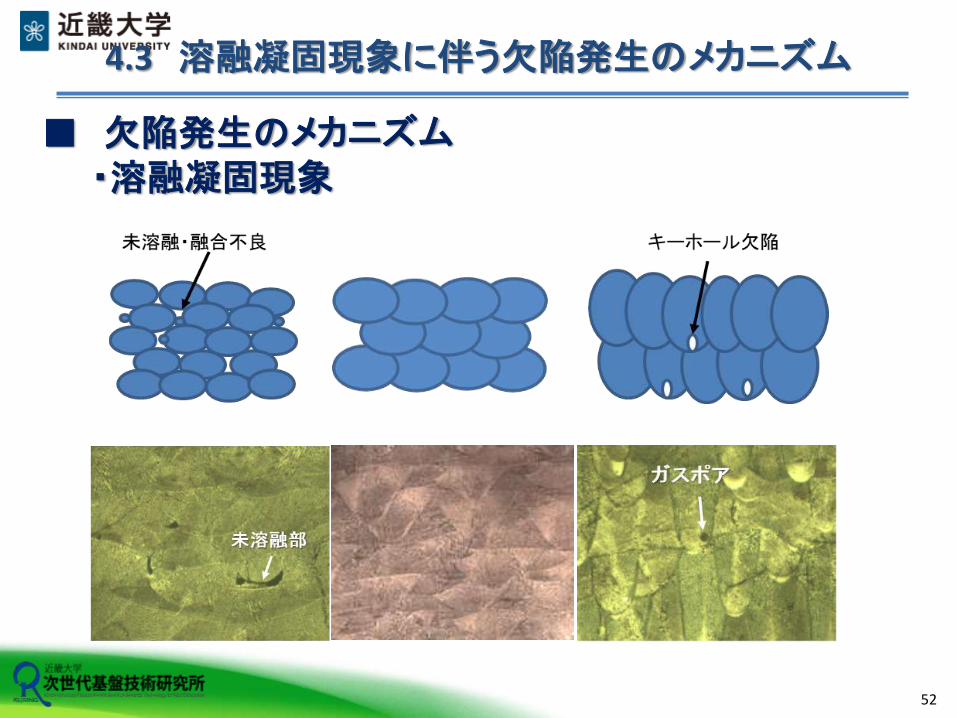
4.3 溶融凝固現象に伴う欠陥発生のメカニズム
■ 欠陥発生のメカニズム ・溶融凝固現象

53
4.3 溶融凝固現象に伴う欠陥発生のメカニズム
Laser beam h
Solid
Powder bed
Laser beam h
Solid
Powder bed
Lack of fusion
Laser beam
Hatch pitch: h
h
Solid
Powder bed
Dissipation of heat
■ 欠陥発生のメカニズム ・ハッチピッチの影響
(a) ハッチピッチ:狭い
(b) ハッチピッチ:適切
(c) ハッチピッチ:広い

54
4.3 溶融凝固現象に伴う欠陥発生のメカニズム
■ レーザ積層造形におけるプロセスマップの作成
レーザー
溶融池(メルトプール)
溶融飛散(スパッタリング)
走査方向
不連続凝固(ボーリング現象)
エネルギー密度不足:
ボーリング現象による溶融不良
エネルギー密度過剰:
キーホールポア発生による密度低下
キーホールポア(Key-hole Pore)
溶融不良(Luck of Fusion)
ボーリング(Balling)

55
4.3 溶融凝固現象に伴う欠陥発生のメカニズム
■ パウダーベッドの影響
図 パウダーベッド表面状況 図 造形に及ぼす積層厚さの影響 (出典:C. Qiu, C. Panwisawas, M. Ward, H. C. Basoalto, J. W. Brooks, M. M. Attallah, On the role of melt flow into the surface structure and porosity development during selective laser melting, Acta Materialia, 96 (2015) , pp.72–79.より作成)
●パウダーベッドの表面状況 (a) 粉末特性 (b) ブレード形状 (c) リコート速度 ●積層厚さ
⇒造形体の密度に影響

56
■ 溶融凝固に伴う欠陥の発生 (1)未溶融・溶融不良(Lack of fusion) ・不適切な造形条件 ・大きなスパッタ発生 (低エネルギー密度、ハッチピッチ、・・・) ⇒最適なレーザ照射条件により解決可能 (2)空隙(ポア) ・キーホールポア ⇒最適なレーザ照射条件により解決可能 ・粉末ポア⇒粉末特性の向上により可能 (3)凝固割れ ⇒凝固の制御(造形条件、ベースプレート温度) (4)熱変形 ・凝固収縮⇒最適な照射条件・サポート生成により解決可能 (熱変形シミュレーション)
プロセス安定化と品質保証 ◆モニタリング・フィードバック制御技術の開発
スパッタ
クラック
4.4 欠陥発生原因と対策

5.3Dプリンタによる“ものづくり” 5.1 設計・製造統合プラットフォーム 5.2 AMにおける設計指針 DfAM(Design for Additive Manufacturing) 5.3 造形体の評価 5.4 製品の開発状況
57

58
■ 設計・製造統合プラットフォーム構築
・SIEMENS:デジタル・エンタープライズ設計製造統合
プラットフォーム構築
・Autodesk:Netfabb & WITHINの買収による設計
製造統合プラットフォーム構築
・Dassault:
3DEXPERIENCE
設計製造統合
プラットフォーム構築
5.1 設計・製造統合プラットフォーム構築
Autodesk社のプラットフォームの構成 (Autodesk社の好意による:https://www.mztimes-scsk.jp/archives/1147)

59
2010 2015 2020 2025
3DSIM (ANSYS)
TRFAM Simfact Additive
Netfabb
TRAFAMプロジェクト
・ミクロ・マクロ 溶融凝固予測 ・組織制御予測 ・熱変形予測
製品性能予測・制御システム
サポート生成 ラティス生成 トポロジー最適化
設計機能
解析機能
熱変形予測
【現状】
高機能化
■ AM用シミュレーション技術開発
Autodesk Dassault Siemens
3DXpert +Build Simulation +DMP Monitoring +DMP Inspection
5.1 設計・製造統合プラットフォーム構築

60
■ 熱変形シミュレーション
・ANSYS:Additive Print/Additive Suite 【機能】 ・固有ひずみによるひずみ予測機能 ・造形後の残留応力解析 ・サポート材取り外し後の変形解析 ・各層の応力計算 ・変形補正STLファイル出力機能 ・サポート材形状最適化機能 ・ブレード破損予測機能 ・高歪み領域算出機能 ・Workbenchによる伝熱―構造連成 プロセスシミュレーション
(http://www.cybernet.co.jp/ansys/product/lineup/additive/)
5.1 設計・製造統合プラットフォーム構築

61
5.2 DfAM (Design for Additive Manufacturing)
■ 設計指針:造形可能な形状
(1)最小肉厚:現状では,0.2mm程度とされているが,当然,造形高さ に依 存する. (2)最小穴径:現状では,0.4mm程度とされている.通常,横穴の場合には,
直径が10mm程度以下ではサポートは不要とされている.(この数値については,装置・材質・造形条件に依存する.)
(3)最大穴径あるいはアーチ半径:(2)のように,横穴の径が大きくなるとサ
ポートが必要となる.また,内部表面は,造形トラックの端部となりエネルギー密度が大きくなるため,溶融凝固状況が異なり表面が荒れてくる.これが大きくなると,崩れて造形できなくなる.
(4)最小支柱直径:通常,0.15mm程度である.この応用例として,他の加工法では不可能なラティス(格子状)構造がある.
(5)オーバーハング角度:オーバーハング角度は, 造形の際にはサポートの付与を行うための指針 となるため重要な情報である.通常,45°程度
とされているが,粉末特性や材質により異なる.

62
■ AMにおける技術的課題と解決策 ● 残留応力の発生⇦凝固収縮による 【解決策】・造形条件の変更(走査方法・ベースプレート加熱等) ・熱変形シミュレーションの適用
5.2 DfAM (Design for Additive Manufacturing)
● 造形方向 ・オーバハング・リコート方向による配置
オーバーハングによる造形状況
● サポート設計:変形の防止・熱制御
■ AMにおける最適化設計 ● トポロジー最適化・ジェネラティブ デザインの適用 ●ラティス構造の適用
DfAM: Design for Additive Manufacturing ⇒造形特性も考慮した形状最適化

■ AM造形プロセス
63
5.3 造形体の評価
粉末
供給原料
造形
プロセス 後加工 評価
・粉末特性 ・形状 ・粒度分布 ・流動性 ・コンタミネーション ・粉末供給機構 ・リコート機構
・プロセスパラメータ ・出力 ・走査速度 ・ハッチピッチ ・積層厚さ ・雰囲気 ・走査パターン ・造形温度
・熱処理 ・応力除去 ・HIP ・切削加工 ・表面処理
・密度 ・表面粗さ ・組織 ・引張特性 ・疲労特性 ・破壊靭性 ・クリープ特性 ・耐食・耐熱性
モニタリング& フィードバック制御

■ 評価方法
●ASTM評価試験片
●引張試験片
●疲労試験片
ASTM E 466
ASTM F2971-13
PROPOSAL FOR A STANDARDIZED TEST ARTIFACT FOR ADDITIVE MANUFACTURING
MACHINES AND PROCESSES Shawn Moylan, John Slotwinski, April Cooke, Kevin Jurrens, and M. Alkan Donmez
Engineering Laboratory, National Institute of Standards and Technology, Gaithersburg, MD 20899
64
図8 引張試験片
(0°) (45°)
(90°)
5.3 造形体の評価

■ レーザビーム積層造形材の機械的性質 Table1 Mechanical properties of SLMed metal and alloys (Referred by EOS Data Sheet)
65
Materials Direction As-built Heat treated
Yield strength Tensile strength Elongation Hardness Yield strength Tensile strength Elongation Hardness
(MPa) (MPa) (%) (MPa) (MPa) (%)
Ti64 horizontal 1140±50 1290± 50 (7±3) 320±20HV5
1000±50 1100±40 (13.5±2) -
vertical 1120±80 1240±50 (10±3) 1000±60 1100±40 (14.5±2)
Al10SiMg horizontal 270±10 460±20 (9±2) 119±5HBW
230±15 345±10 12±2 -
vertical 240±10 460±20 (6±2) 230±15 350±10 11±2
IN718 horizontal 780±50 1060±50 (27±5) 30HRC
vertical 634±50 980±50 (32±5) 1150±100 1400±100 (15±3) 47HRC
・ 造形体の引張特性は、鋳造材以上 ・ 熱処理により強度が低下する ・ 熱処理材は、伸びを除いて、規格を満足する
5.3 造形体の評価

66
5.3 造形体の評価
■ AM技術にける品質保証のための課題 ・ 造形パラメータ制御範囲の限界 ・ 欠陥と破壊メカニズムの関係が不明確 ・ データベースが不十分 ・ 非破壊検査手法の開発が必要 1.インプロセス制御 ・モニタリング・フィードバック制御 2.ポストプロセス評価 ・ ASTM E07に関連する評価 ・機械的特性 ・非破壊検査 (Reference: D. Wells, Reliability of Mechanical Behavior in Metallic Additively Manufactured Parts for Critical Applications, ASTM/NIST Workshop on Mechanical Behavior in Additive Manufactured parts, May 4, 2016)
融合不良 空隙(ガスポア)
67
5.3 造形体の評価
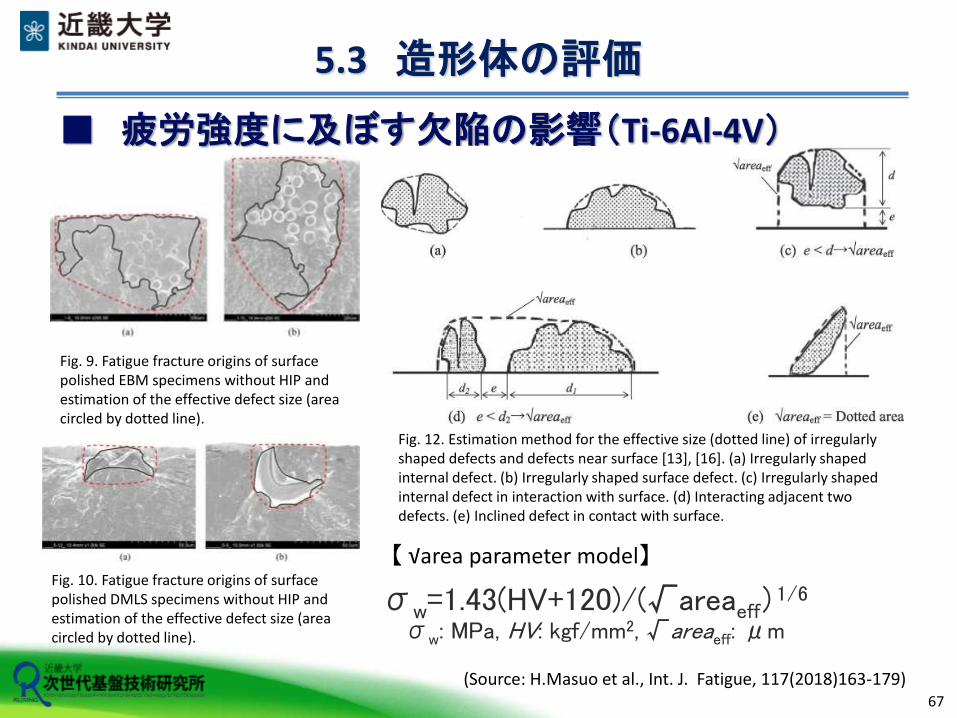
(Source: H.Masuo et al., Int. J. Fatigue, 117(2018)163-179)
■ 疲労強度に及ぼす欠陥の影響(Ti-6Al-4V)
Fig. 9. Fatigue fracture origins of surface polished EBM specimens without HIP and estimation of the effective defect size (area circled by dotted line).
Fig. 10. Fatigue fracture origins of surface polished DMLS specimens without HIP and estimation of the effective defect size (area circled by dotted line).
Fig. 12. Estimation method for the effective size (dotted line) of irregularly shaped defects and defects near surface [13], [16]. (a) Irregularly shaped internal defect. (b) Irregularly shaped surface defect. (c) Irregularly shaped internal defect in interaction with surface. (d) Interacting adjacent two defects. (e) Inclined defect in contact with surface.
【 √area parameter model】
σw=1.43(HV+120)/(√areaeff)1/6
σw: MPa, HV: kgf/mm2, √areaeff: μm

68
5.3 造形体の評価
(Source: H.Masuo et al., Int. J. Fatigue, 117(2018)163-179)
■ 疲労強度に及ぼす欠陥の影響(Ti-6Al-4V)
The lower bound of the fatigue limit σwl based on √areaeffmax can be determined by the following equation.
σwl=1.43(HV+120)/√areaeffmax)1/6
σwl: MPa, HV: kgf/mm2, √areaeffmax: μm.
Fig. 15. Normalized S-N curve: σa/σw − Nf. Specimens runout for N = 107 were tested again at higher stress and the defects at fracture origin were identified for the calculation of σw. It must be noted that the fatigue limit is different in individual specimens due to the presence of defects with different size. The marks A1, B1, C1 and D1 mean the specimens runout for N = 107 by the first test and the marks A2, B2, C2, etc. mean the specimens tested at a stress higher than the previous tests.

69
Graphic of the conventional design of the assessed steel cast bracket (left) and titanium bracket with optimised topology made by using DMLS technology
(Source: EADS)
(http://www.eos.info/press/customer_case_studies/eads)
(World PM2016, Hamburg)
■ 航空機への適用例
・トポロジー最適化
・軽量化構造の採用による機能化設計
・シミュレーション利用による最適設計
(Altair社の好意による)
5.4 製品開発の状況

70
・航空宇宙分野から自動車分野への適用拡大 (Tier1部品製造メーカーの参入) ・エネルギー・産業機器分野への適用拡大 ・デポジション方式やバインダジェッティング方式の技術開発
による製品への適用の拡大
・ニッチ領域からメジャー領域への移行期 ・AM技術がメジャーな加工技術として認知
Differential Housing(AM Design by PORSCHE:20MCr5) (GKN社の好意による)
(BMWホームページ:https://www.bmw.com/en/innovation/3d-print.html)
・High strength and ductility ・Excellent wear resistance ・inherent toughness ・Machinability ・No nickel
【自動車部品の例】
5.4 製品開発の状況

71
■ AMの市場動向(自動車分野)
◆航空宇宙分野からエネルギー・産業機器分野、自動車分野
への適用拡大(Tier1部品製造メーカーの参入)
・BMW:ミュンヘンにAMセンター開設
・100万個以上の部品を製造
・Volkswagen:GKN&HPと連携
・Mercedes-Bentz:トラックのスペアパーツの供給
・Ford:デトロイトにAMセンター開設
・HONDA:GE Additiveと連携
・TOYOTA:FITと連携
・Renault Trucks:トラックエンジンパーツ
・ ・・・
Differential Housing (GKN社の好意による)
https://www.thefabricator.com/additivereport/news/additive/integrating-mass-produced-3d-printed-parts-into-automobile-manufacturing
https://corporate.renault-trucks.com/en
5.4 製品開発の状況

6.おわりに
72
■次世代積層造形技術の展望 ●装置(3Dプリンタ)の高機能化及び機能分化
・高速・高精度化、多色化などの高機能化 ・汎用機⇒専用機 ・スタンドアローン⇒システム化 ●【サイバー空間】
シミュレーションによる設計・製造技術 ●【フィジカル空間】
モニタリング・フィードバック制御技術 “Digital Twin” アメリカ:Industrial Internet、ドイツ:Industrie 4.0
中国:Made in China 2025、日本:Society 5.0
新たな“ものづくり”における設計・製造技術の革新

■ 3Dプリンタ導入のための注意点
73
●対象製品(ターゲット)を明確にしておくこと。 ・試作品・製品・材質・・・ ●AM技術導入への事前対応をしておくこと。 ・樹脂用3Dプリンタの導入による技術の習得及び 人材育成 ・設計技術の変革 ・トポロジー最適化・シミュレーション技術の導入 ●3Dプリンタ導入時に注意しておくこと。 ・対象製品と装置性能の整合性 ・周辺機器への対応 ・粉末などの購入への対応 ・メンテナンスへの対応
6.おわりに

74
■ 人材教育 ●Design for Additive Manufacturing with Metals (ASME eLearning) ・Module 1:New Possibilites with Additive Manufacturing ・Module 2:Design for Additive Manufacturing and the Design Engineer ・Module 3:Replicate with Additive Manufacturing ・Module 4:Preparing a Part for Additive Manufacturing ・Module 5:Post Process Planning ・Module 6:Business Considerations ・Module 7:Adapt for Additive Manufacturing ・Module 8:Optimizing for Additive Manufacturing ・Module 9:Preparing for Build
●ASTM INTERNATIONAL Additive Manufacturing Center of Excellence Certificate Program in Additive Manufacturing — Basic AM Certificate Learn the core fundamental concepts of Additive Manufacturing from industry leaders
6.おわりに

75
近畿大学の研究開発体制
■ 近畿大学の研究開発体制 ● 次世代基盤技術研究所 ・3D造形技術研究センター設置 による拠点化 ● 国の研究開発プロジェクト実施 ・「次世代型産業用3Dプリンタ技術開発」(2014~2018年度) 要素技術開発(造形条件の確立・シミュレーション
技術の開発・加工条件・材料データベースの作成)
・「積層造形部品開発の効率化のための基盤技術開発事業」 (2019~2021年度) ● 地域オープンイノベーション事業 ・レーザ積層造形装置(2014年11月、 次世代基盤技術研究所に導入、2019年3月改良) ・企業との共同研究 ・「ひろしまAM研究会」を通じた情報発信 ・講演会・研修会を通じた人材育成
TRAFAM 要素技術研究機
SLM280HL

76
ご清聴ありがとうございました。
謝 辞 本報告の一部は,経済産業省「三次元造形技術を核としたものづくり革命プログラム(次世代型産業用3Dプリンタ技術開発」プロジェクトならびにNEDO「次世代型産業用3Dプリンタの
造形技術開発・実用化事業」による研究成果である。ここに、経済産業省、NEDOならびに技術研究組合次世代3D積層造形技術総合開発機構(TRAFAM)の皆様に深謝の意を表する。


















