
鉄鋼の初歩知識とシヤリング業のあらまし ·...
67
鉄鋼の初歩知識とシヤリング業のあらまし 昭和54年3月 第1版 昭和60年3月 改訂第2版 平成 2年3月 改訂第3版 平成 6年1月 改訂第4版 平成20年3月 改訂第5版 定価 1,000円 編集・発行 全国厚板シヤリング工業組合 事務局 〒103 東京都中央区日本橋茅場町 3丁目2番10号(鉄鋼会館内) TEL(03)3669-0641 FAX(03)3669-0658 落丁・乱丁本はお取替えいたします。
Transcript of 鉄鋼の初歩知識とシヤリング業のあらまし ·...

鉄鋼の初歩知識とシヤリング業のあらまし
昭和54年3月 第1版
昭和60年3月 改訂第2版
平成 2年3月 改訂第3版
平成 6年1月 改訂第4版
平成20年3月 改訂第5版
定価 1,000円
編集・発行 全国厚板シヤリング工業組合
事務局 〒103 東京都中央区日本橋茅場町
3丁目2番10号(鉄鋼会館内)
TEL(03)3669-0641
FAX(03)3669-0658
落丁・乱丁本はお取替えいたします。

鉄鋼の初歩知識と
シヤリング業のあらまし ―教育用テキスト―
一般編
平成 20 年 3 月
[改訂版☆☆☆☆]
全国厚板シヤリング工業組合
生産性委員会

ま え が き
このテキストは、シヤリング業に携わるものとして、その加工材料である鋼材の一般的な知識と、あ
らかじめ知っておくべきシヤリング業のあらましを述べると同時に、初心者を対象に、シヤリング切
断及びガス溶断、プラズマ切断、レーザ切断の機械の構造や原理、用語、作業の手順等を、出来
るだけ平易に解説したものであります。
このテキストの初版は、昭和 54 年に発刊され、その後 3度の改訂を行い、厚板シヤリング業界は
もちろん、関係方面にも広くご利用いただいて参りましたが、更に今回、切断方法の多様化、進歩、
新企画の制定等の変化に合わせ見直しをしたものです。
鋼板の切断作業と一口に言っても各社、各工場により、機種や作業手順に相違はありますが、こ
のテキストを中心にして新入社員教育にご利用いただくなどの外、それぞれの作業に応じた標準
化を図り、またより良い手順・方法への改善のために参考資料としてご利用いただければ、誠に幸
いであります。
平成 20 年 3 月
全国厚板シヤリング工業組合
生 産 性 委 員 会

鉄鋼の初歩知識とシヤリング業のあらまし
目 次
I 鉄鋼の知識........................................................................ - 1 -
1.主な鉄鋼用語..................................................................................- 1 -
鉄 銑鉄 鋼 (付.鋼の分類と用途) 普通鋼 特殊
鋼 (付.特殊鋼の分類と用途) 鋳鋼 鍛鋼 粗鋼
2.鉄の歴史 ........................................................................................- 4 -
鉄器時代へ 高炉法と石炭の利用 鉄から鋼へ 近代製鉄技術の基礎
3.鉄鋼の種類と用途............................................................................- 6 -
条鋼(軌条 鋼矢板 形鋼 棒鋼 線材)
鋼板(鋼板 広幅帯鋼 電磁鋼板 メッキ鋼板 帯鋼)
鋼管 外輪
4.鋼板ができるまで .............................................................................- 8 -
5.鋼材の性質と試験方法.................................................................... - 10 -
(1) 各種材料の特性比較
(2) 鋼の物理的試験
①引張試験 ②曲げ試験 ③衝撃試験
(3) 鋼の化学的成分
①元素の鋼質への影響 ②特殊(合金)元素と鋼質への影響
6.鋼材規格のあらまし ........................................................................ - 13 -
(1) JIS規格の概要と用途
(2) 鋼材検査証明
(3) 鋼材の規格識別規定
(4) 鋼種と板厚識別のための表示方法

7.新しい鋼材.................................................................................... - 24 -
(1) 建築構造用鋼材SN
(2) 建築構造用TMCP鋼
(3) 建築構造用590N級鋼
(4) 建築構造用耐火鋼(FR鋼)
(5) 建築構造用低降伏点鋼
(6) 耐ラメラティア鋼
(7) マーキング鋼板
I I シ ヤ リ ン グ 業 の あ ら ま し ..................................- 28 -
1.シヤリング業の歴史......................................................................... - 28 -
(1) 創始時代(明治42年(西暦1909)~大正中期)
(2) 重工業時代への寄与(大正末期~昭和初期)
(3) 統制による整理統合(昭和13年~25年)
(4) 製鉄メーカーとシヤー業の連携(昭和25年~34年)
(5) シヤリング技術の進歩(昭和29年~40年)
(6) 需要家とシヤー業の連携
(7) 全国厚板シヤリング工業組合の設立
(8) 切断機の主な流れ
2.シヤリング業の使命......................................................................... - 30 -
(1) シヤリング業の定義
(2) シヤリングの呼び方
(3) シヤリング業の使命
3.シヤリング業の企業形態.................................................................. - 31 -
(1) 加工設備と品種による分類
(2) 資本形態による分類
(3) シヤリング業の専業・兼業による分類
(4) 企業規模
(5) 地域分布
4.シヤリング業と鋼材の流れ................................................................ - 32 -
5.厚板よりの製品及び発生品と用途..................................................... - 34 -
6.鋼板厚みによる切断方法................................................................. - 36 -

7.シヤリング設備............................................................................... - 37 -
(1) シヤリングマシン(せん断機)
①並列配置 ②直列配置
(2) ガス切断
①ポータブル自動切断機 ②フレームプレーナー
③アイトレーサー付きならい切断機 ④NCガス溶断機
(付.NCデータ作成フロー例)
(3) 高速切断法
①プラズマ溶断の原理 ②レーザ切断の原理
(4) 各切断方法の比較
8.シヤリング作業工程の概要............................................................... - 51 -
9.素材・切板の名称説明 .................................................................... - 52 -
(1) 素材の名称
(2) 厚み区分の名称
(3) 切板の名称
【付 表】 ........................................................................- 56 -
◇◇◇ さ く い ん ◇◇◇....................................................- 58 -

- 1 -
I 鉄 鋼 の 知 識
鉄鋼製造業は、国の発展の基幹産業であり、よく「産業のコメ」にたとえられている。街の構造物
のどれを見ても鋼材が使用され、家の中にもそこかしこに鉄鋼が使用されており、社会の発展に寄
与している。
これらの大小需要家につながる中間加工工程とも言える厚鋼板のシヤリング加工にたずさわるも
のとして、その材料である鋼板の一般的な知識を認識したうえで鋼板を扱うかどうかは、色々な角
度から見て大きな違いがでてくる。
即ち 使用される個所部材による材料の選択
前後加工工程に及ぼす品質上の問題
部材加工とはいえ、組立溶接後使用される個所のその部材の大切さと自分の仕事(シヤリン
グ加工)の責任意識(やりがい)
など、直接的には材料品質上の問題や、間接的には精神的な仕事への取組む心の問題にまでつ
ながるものである。従って、シヤリング作業にたずさわるものとして、初歩的な鉄鋼の知識の取得は
必須であり、そのあらましを表や図で示した。
なお、今後それぞれの仕事の担当により、それぞれの職場に応じた鋼板に対する知識をさらに
深められることを希望する。
1.主な鉄鋼用語
用 語 説 明
鉄
てつ
私達が広く使用している言葉の「鉄」といっている金属は、鉄(Fe)の 100%純粋な鉄
(純鉄)の製造が非常に困難であり、鉄(Fe)のほか炭素(C)珪素(Si)マンガン(M
n)その他の元素を含んだ合金である。
炭素(C)0.02%程度未満の鉄を純鉄とよんでいる。
銑鉄
せんてつ
溶鉱炉(通称高炉)で製造される鉄鉱石を還元して金属鉄にする際にマンガン、珪
素、硫黄、燐と炭素が溶け合ってできたものである。
銑鉄の成分はC(炭素)3.0~4.5%、Si(けい素)0.5~3.0%、Mn(マンガン)0.5~
2.0%、P(燐)0.02~0.5%、S(硫黄)0.01~0.1%となっており、炭素を多く含んでい
るため靭(じん)性、可鍛性を失っているので鋳物として使われる。
鋼
こう
はがね
銑鉄を精錬し、炭素やほかの不純物を除いて鋼を製造する。
通称「はがね」と呼ばれるもので、銑鉄と屑鉄を主原料にして精錬されたもので、鋼
の成分はC0.02~1.7%含有した鉄と炭素の合金で(一般的には炭素鋼、又は普通
鋼とよんでいる)、主にこの炭素の含有量を変えて、それぞれの用途に適した鋼を精
錬する。
普通鋼
ふつうこう
普通鋼はだいたい炭素含有量は 0.04~0.6%程度で炭素の含有量が多くなるほど
硬くなる。

- 2 -
鋼 の分 類 と用 途
種 類 C% 用 途
特別極軟鋼
極 軟 鋼
軟 鋼
半 軟 鋼
半 硬 鋼
硬 鋼
最 硬 鋼
0.12%以下
0.12~0.3%
0.40~0.90%
電線、溶接棒、包丁地金
ブリキ、薄板、鉄筋、釘、針金
橋梁、船舶用、一般構造用
車軸、トロッコのレール
ショベル、スコップ、クランクシャフト
レール、自動車クラッチ
縫針、バネ、ピアノ線、刃物、やすり、工具
類
特殊鋼
とくしゅこう
使用目的とする用途に適するように炭素以外の元素、たとえばNi(ニッケル)、Cr(ク
ロム)、Mo(モリブデン)等の合金を添加した鋼で、合金鋼ともいう。
特殊鋼の種類と用途
名 称 特 長 お よ び 用 途
構造用炭素鋼
構造用合金鋼
工 具 鋼
ば ね 鋼
軸 受 鋼
ステンレス鋼
耐 熱 鋼
高マンガン鋼
快 削 鋼
磁 石 鋼
特殊合金成分を含まないもので硬くて強い、ねばりの強いも
の等、それぞれの特徴に応じて機械の部分構造に使われ
る。
炭素のほかにニッケル、クロム、マンガンなどを含み、上記
によりすぐれた特長をもっている。
バイト、ホップ、カッター、ドリルその他の各種工具に使われ
る。
弾力性が強いのが特長で、いろいろの形のばねに使われ
る。
硬いのが特長で、いろいろの形の軸受に使われる。
さび難く、熱にも薬品にも強く、化学設備、建築、車輌、家
庭用品のさびがきらわれるところに使う。
熱に強いので、ボイラーの火床や高熱にさらされるところに
使用される。
硬くて強いのでレールのポイントなどに使われる。
切削加工がしやすいから、ねじ等に使われる。
大小さまざまのマグネットに使われる。
鋳 鋼
ちゅうこう
溶鋼を鋳型に鋳込んで所要の形状の製品としたもので、鋳鉄に比べて強さ粘りが大
きく、はげしい衝撃を受けたり大きな強度を必要とする機械構造物の部分に用いられ
る。主な鋳鋼品は圧延機のロールスタンド、船のアンカー、キャタピラ、車輌の連結
器などがある。

- 3 -
鍛 鋼
たんこう
鋼をプレスやハンマーで鍛えながら成形したもので、所要の形状や寸法に削って機
械の部品に仕上げる。主な鍛鋼品としてはクランクシャフト、ローターシャフト、車輌
の軸、圧延用ロールなどがある。
粗 鋼
そ こう
転炉、電気炉などで精錬された鋼で、圧延用鋼塊と鍛造用、鋳鋼用鋼塊および連
続鋳造により製造された鋳片を粗鋼と言い、鉄鋼業界統計上で鉄鋼生産高の代表
値として粗鋼生産高がよく使われており世界各国で採用されている。

- 4 -
2.鉄の歴史
青
銅
器
時
代
鉄器時代へ 金銀、銅錫は比較的低い温度で溶け、食器類など古代文明の富
のシンボルとされていた。 ローマ時代になってこの溶けに
くい鉄鉱石を耐火性の石で炉を
つくり、木炭を燃やして鉄を製
造する方法を生みだした。
高炉法と石炭の利用 西ドイツのライン河流域で、炉の上部から鉱石木炭を入れ降下
しながら、下から上昇してくる
熱を受けて原料の温度が高ま
り、木炭は燃え鉱石と共に下降
し、次第に鉱石は溶け、炉の底
部に溶けた銑鉄がたまり、底の
孔から銑鉄の湯をとり出す方法
で、高炉法が出現した。 木炭の不足から石炭に変わり、
更には石炭の硫黄分を取除くた
め石炭をむし焼きにし、コーク
スを造り利用した。 このコークスを燃やすため、ふ
いご風から強力な水車によって
送風し、高炉の技術も発展して
きた。

- 5 -
鉄から鋼(はがね)へ 古代から中世の製鉄技術では、
鉄鉱石を十分に溶かす(還元す
る)だけの高い温度が得られず、
鉄鉱石から出てくる鉄(Fe)
と鉱滓が分離されないままで炉
からとり出された半溶融状の鉄
を製錬し(製錬炉)、鉱滓を分離
し錬鉄にしていろいろな形に加
工していた。 この銑鉄を炭素分の少ない鍛錬
しうる鉄に変えるには更に高い
温度に溶かす(1400℃以上)必要があり、炉の構造、コークス
を燃やす方法等試行錯誤の上、
銑鉄をいっきょに可鍛鉄(鋼)
を製造するようになった。
近代製鉄技術の基礎 高炉による銑鉄とさらに鉄屑を利用して平炉、転炉、電気炉の精錬技術の基礎が確
立し、高炉の大型化など多量生産を可能に
し、各種の普通鋼や特殊な合金を添加した
特殊鋼が次々に開発され、鋼の時代を確立
した。 日本は砂鉄からの製鉄技術に始まり、日本
古来の優れた日本刀(鋼)を造っていたが、
明治時代に入ると洋式製鉄へ移行し、特に
石炭立地の銑鋼一貫製鉄が発展した。 第二次大戦後は産業立国の礎として国家
をあげて鉄鋼業の育成発展が図られ、量、
質とも世界のトップレベルにかけ上った。 また欧米、日本を中心に戦後は製鉄技術研
究開発がさかんに行われ、プロセス開発や
製品開発等で飛躍的な発展が遂げられて
いる。

- 6 -
3.鉄鋼の種類と用途
鉄鋼製品のうち圧延鋼材のおもなものは次の通りである。
種 類 名 称 特 長
軟 条
重 軌 条
軽 軌 条
付 属 品
1mあたりの重量 30kg以上の軌条
〃 30kg 未満 〃
継ぎ目板、タイプレート、犬釘、ボルトナップなど軌条に属する
鋼矢板 鋼 矢 板
簡 易 鋼 矢 板
凹凸状に成形加工した鋼板の両端部分に継手を設けた形鋼の
鋼板を冷間加工ロールを通して成形した軽量形鋼の一種
形 鋼
大 形 形 鋼
中 形 形 鋼
小 形 形 鋼
軽 量 形 鋼
リムリング,サッシバー
フランジまたはウェブが 100mm超(山形鋼の場合は両者の和が
〃 50~100mm(山形鋼の場合は両者の和
〃 50mm未満(山形鋼の場合は両者の和
熱延鋼板や帯鋼を冷間成形した形鋼
リムリングバー……自動車輪用の中小形形鋼。サッシバー……
棒 鋼
大 形 棒 鋼
中 形 棒 鋼
小 形 棒 鋼
バーインコイル
断面の直径100mm以上の丸鋼。対辺距離100mm以上の丸・角
断面の直径50~100mm以上の丸鋼対辺距離50~100mm以上
断面の直径 50mm未満の丸鋼。対辺距離 50mm未満の丸・角・
小形棒鋼を長尺のままコイル巻きしたもの
条
鋼
線 材 普 通 線 材
特 殊 線 材
断面が円形で棒状のものをコイル巻きした鋼材
鋼 板
厚 板
薄 板
冷 延 鋼 板
厚さ 3mm以上の鋼板(厚さ 3~6mm未満のものは中板ともいう)
厚さ 3mm未満の鋼板
熱間圧延した広幅帯鋼を冷間圧延した鋼板
広 幅
帯 鋼
熱延広幅帯鋼
冷延広幅帯鋼
ストリップミルで連続圧延した薄板を長尺のままコイル巻きした幅
広幅帯鋼を再度冷間圧延した鋼板
電 磁
鋼 板
珪 素 鋼 板
冷延珪素鋼板
Si含有量が多く(1~6%)、すぐれた電気的特性をもつ電気機器
冷間圧延した珪素鋼板
メ ッ キ
鋼 板
ブ リ キ
亜 鉛 鉄 板
薄鋼板の両面にスズをメッキした鋼材
〃 亜鉛 〃
鋼
板
帯 鋼 熱 延 帯 鋼
み が き 帯 鋼
幅 600mm未満の帯状鋼材
熱延帯鋼を再度冷間圧延したもの
鋼 管
継 目 無 管
鍛 接 管
電 縫 管
電 弧 溶 接 管
管材を素材として穿孔した、まったく継目のない鋼管
帯鋼を素材として熱間で成形と鍛接を同時に行なった鋼管
帯鋼を冷間ロールで成形して電気抵抗溶接した鋼管
直線状、スパイラル状に連続成形し、電弧溶接してつくる外径
外 輪 鉄道車輪(輪心)の外周をつつんでいる鋼製の輪

- 7 -
主 な 用 途
一 次 加 工 二 次 加 工
鋼材の総称
鉄道、起重機エレベーター
鉱山、土木
軌条接続用
一種 港湾護岸用
土木建築用
200mm 超)の形鋼
が 100~200mm)の形鋼
が 100mm未満)の形鋼
窓枠用の形鋼
鉄骨構造物
船 舶
車 輌
自動車部品及び窓枠
・平鋼(広幅平鋼を含む)
の丸・角・鋼
平鋼
鉄 筋
機械構造用部材
磨棒鋼・ボルト・ナット
つるはし・ハンマー
粉砕ボール
結束綜機
針 金
釘・ネジ・金網・ピアノ線
電信線、溶接棒、ワイヤ等
造船、車輌、機械、鉄骨、橋梁、その他
機械・器具、諸容器・
車輌、メッキ用素材
ドラム缶、シャベル、スコップ
メタル・ラス、メタルフォーム
600mm 以上の鋼板
機械、器具、諸容器
車輌及びメッキ用素材
用鋼板 各種電気機器
トランス、モーター
建築・容器、車輌、諸用途缶
その他雑貨用等
18ℓ缶、食缶、王冠
管 材
冷延形鋼素材
帯ブリキ
磨帯鋼
400mm 以上の大径管
高圧容器・油井・特殊配管
一般配管用、構造用
一般、特殊配管、構造用
大口径配管、その他
高圧容器、自動車部品
自動車部品
鉄道車輌の外輪

- 8 -
4.鋼板ができるまで
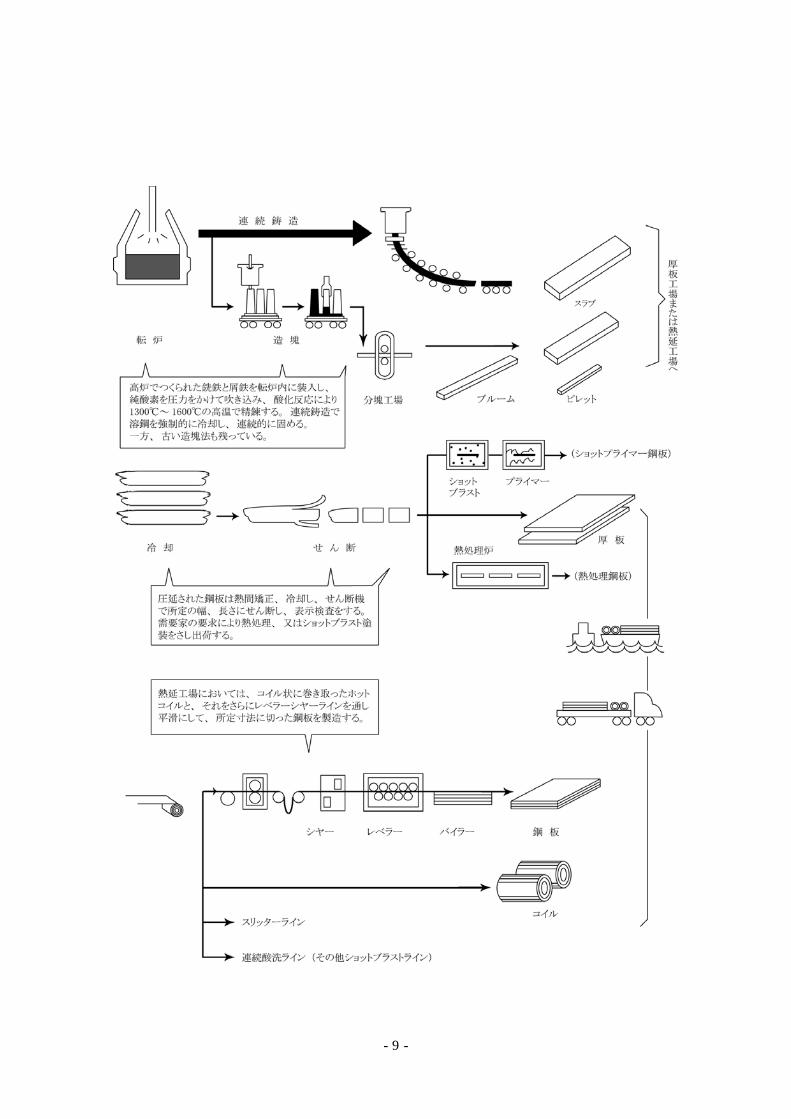
- 9 -

- 10 -
下降伏点
上降伏点
引張強さ
ひ ず み
応
力
5.鋼材の性質と試験方法
鋼は強さ硬さで他の材料に比しすぐれていることは言うまでもないが比較してみると次の如くで
ある。
(1)各種材料の特性比較
材料
項目 単位
プラス
チック ガラス 鋼
アルミ
ニューム 銅
引 張 強 さ N/㎟ 3.4~
350
7~
70
245~
2265
75~
275
215~
490
弾 性 係 数 N/㎟
(×103)
0.007~
20.6
54.9~
68.6
185~
206
54.9~
117.7
96.1~
130.4
か た さ Mohs スケール 0.2~
3.5
7.1~
7.3
4.3~
8.2
2.7~
3.5
3.3~
4.0
最高使用温度 ℃ 38~
260
180~
980
400~
500
150~
260
200~
290
熱 伝 導 度
(300°K) W/m・K -
0.55~
0.7541.5 233 381
熱膨張係数 ×10-5/℃ 0.3~
3.6
0.6~
10.2
1.1~
2.0
1.4~
2.8
2.0~
4.0
(2)鋼の物理的試験
①引張試験
引張試験は、試験機で試験片を徐々に引張り、鋼の機械的な強さを測定する試験で、下図の
ように応力に対するひずみの変化を測定する。

- 11 -
この引張試験によって次の機械的な性質を測定することができる。
降伏点(Yp):試験片の平行部が荷重の増加がなく、延伸を始める以前の最大荷重(N)を平行部
の原断面積(㎟)で除した値(N/㎟)である。
引張強さ(Ts):更に加重をかけると試験片は更に伸びて最後に破断する。その時の試験片に加
えた最大荷重(N)を原断面積(㎟)で除した値(N/㎟)である。
伸び(El):引張試験後破断した試験片の切断面を接続して測定した標点間の長さから、始めの標
点距離をひいたものを原標点距離で割った百分率が伸び(%)である。
②曲げ試験
試験片を規定の内側半径、規定の角度になるまで曲げ、わん曲部の外側のさけきずやその他の
欠陥の有無を調べる。
③衝撃試験(シャルピー衝撃試験)
規格により、板厚に応じてVノッチ又はUノッチの入った小試験片をノッチの反対側から瞬間的に
ハンマーで衝撃を与え、試験片を破断する。
その吸収エネルギー(J)又はそのエネルギーを切欠部分を除いた断面積(㎠)で除した値(J/㎠)
が衝撃試験値として用いられる。

- 12 -
(3)鋼の化学的成分
鋼の化学的成分を大別すると5元素と特殊元素に分類される。
普通鋼の5元素は炭素(C)、マンガン(Mn)、珪素(Si)、燐(P)、硫黄(S)で、炭素、マンガン、
珪素は鋼として鋼質を良くするそれぞれの性質をもっているが、燐と硫黄は鋼質に対しては不純物
で少ないほど良い。
①元素の鋼質への影響
元 素 鋼 質 へ の 影 響
炭 素 ( C )
マ ン ガ ン (Mn)
珪 素 ( S i )
燐 ( P )
硫 黄 ( S )
少量で硬さと強さを増すが、反面もろくなる。
強さ、粘りを増す。
少量で強さを高める。限度をこえるともろくなるが、電磁気特性や耐熱性を
増す。
もろくなる代表的成分。一部耐候性向上のため用いられる。
もろくなる代表的成分。溶接性や熱間での加工性を損なう。
②特殊(合金)元素の鋼質への影響
元 素 鋼 質 へ の 影 響
ニ ッ ケ ル ( N i )
ク ロ ム ( C r )
モリブデン (Mo)
タングステン ( W )
バナウジム ( V )
コ バ ル ト ( C o )
チ タ ン ( T i )
アルミニウム ( A l )
ボ ロ ン ( B )
銅 ( C u )
いずれも少量で硬さと強さを増す。含有量が多くなると耐食性、耐熱性
が増し、両元素の共存によって相乗的に大きく影響する。
少量で粘り強さを与える。高温で強さと硬さを強める。
高温下で固さと強さを増す。
微量の添加により強さと硬さを強める。
ニッケルに似た作用をする。粘り強さと強度をもつ。
鋼の表面硬化作用、耐食性を強化する。
結晶粒を微細にして、粘りを増す。
微量の添加により鋼の芯部まで焼入れ硬さを増す。
少量で大気中、海水中などの耐候性を増す。

- 13 -
6.鋼材規格のあらまし
各国で、それぞれの用途により鋼材の規格が定められているが、ここではわが国の日本工業規
格(JIS)の一般的に使用されている熱間圧延鋼材のあらましについて述べる。規格の詳細につい
ては、日本規格協会発行の「JIS鉄鋼」を参照されたい。
(注)JIS規格の詳細については、下記をご参照されたい。
「JIS ハンドブック 鉄鋼(発行年度=西暦)」
発行元:日本規格協会 TEL(03)3583-8002
他の代表的な規格
日 本 :NK(造船) SA(自動車) WES(日本溶接協会)
ア メ リ カ :AB(造船) SAE(自動車) ASTM(構造用)
イ ギ リ ス :BS(イギリス規格協会) LR(ロイド=造船)
フ ラ ンス :NF(フランス国家規格) BV(ビューローベリタス=造船)
ド イ ツ :DIN(ドイツ規格協会)

- 14 -
(1)JIS規格の概要と用途
一般及び溶接構造用鋼板
JIS規格 JIS G3101 一般構造用圧延鋼材
(注)表中、☆は厚みにより数値が変わる
☆☆は厚み、試験片形状により数値が変わる
化 学 成 分 % 機 械 的 性 質
規格
略号 C Si Mn Cu Cr Ni P S
降伏点
N/㎟
引張強さ
N/㎟
伸び
最小 %
シャルピー
吸収エネル
ギー J
SS330
☆
165~205
以上
330~430
☆☆
21~28
以上
―
SS400
☆
205~245
以上
400~510
☆☆
17~23
以上
―
SS490
― 0.050 以下
☆
245~285
以上
490~610
☆☆
15~21
以上
―
SS540 0.30
以下 ―
1.60
以下 ― 0.040 以下
☆
390~400
以上
540 以上
☆☆
13~17
以上
―

- 15 -
JIS規格 JIS G3106 溶接構造用圧延鋼材
(注)表中、☆は厚みにより数値が変わる
☆☆は厚み、試験片形状により数値が変わる
化 学 成 分 % 機 械 的 性 質
規格
略号 C Si Mn Cu Cr Ni P S
降伏点
N/㎟
引張強さ
N/㎟
伸び
最小 %
シャルピー
吸収エネル
ギー ※※J
A
☆
0.23
~
0.25
以下
―
※
2.5
×C
以上
― ― ― ―
B
☆
0.20
~
0.22
以下
0.6
~
1.40
― ― ― 27 以上
SM
400
C 0.18
以下
0.35
以下
1.40
以下 ― ― ―
☆
195~245
以上
400~510
☆☆
18~24
以上
47 以上
A
☆
0.20
~
0.22
以下
― ― ― ―
B
☆
0.18
~
0.20
以下
― ― ― 27 以上
SM
490
C 0.18
以下
0.55
以下
1.60
以下
― ― ―
0.035 以下
☆
275~325
以上
490~610
☆☆
17~23
以上
47 以上
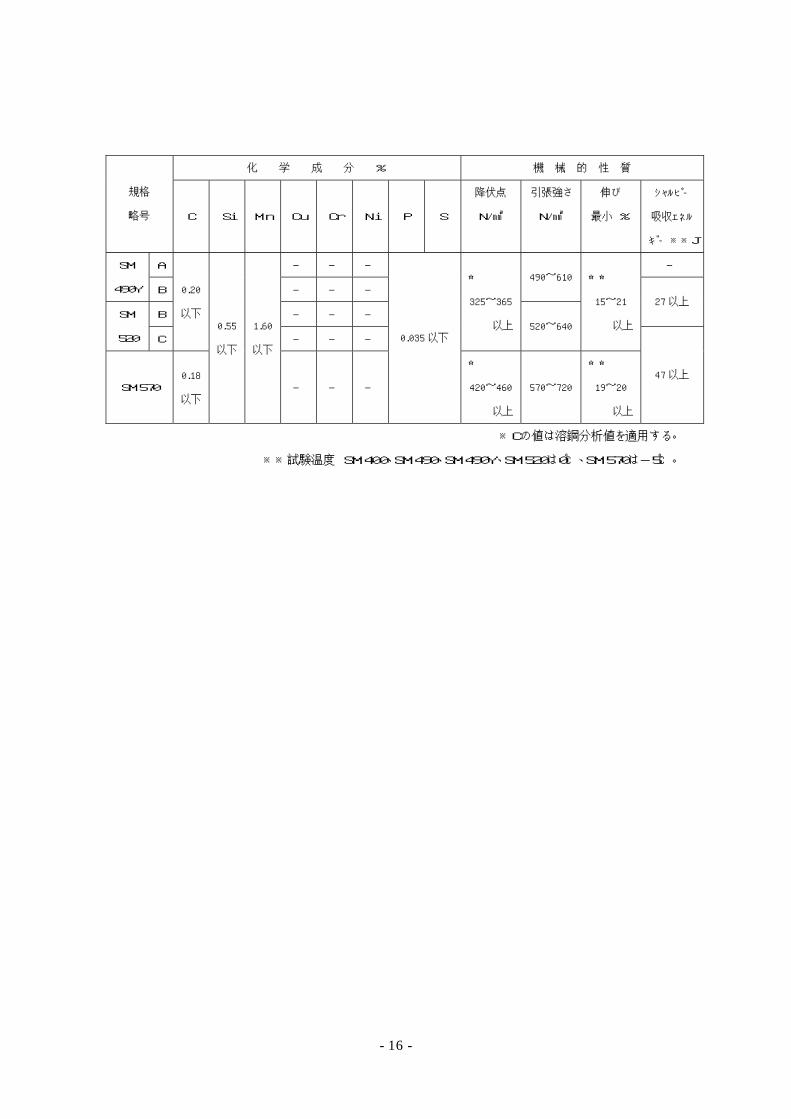
- 16 -
化 学 成 分 % 機 械 的 性 質
規格
略号 C Si Mn Cu Cr Ni P S
降伏点
N/㎟
引張強さ
N/㎟
伸び
最小 %
シャルピー
吸収エネル
ギー ※※J
A ― ― ― ― SM
490Y B ― ― ― 490~610
B ― ― ― 27 以上
SM
520 C
0.20
以下
― ― ―
☆
325~365
以上 520~640
☆☆
15~21
以上
SM570 0.18
以下
0.55
以下
1.60
以下
― ― ―
0.035 以下
☆
420~460
以上
570~720
☆☆
19~20
以上
47 以上
※Cの値は溶鋼分析値を適用する。
※※試験温度 SM400、SM490、SM490Y、SM520は0℃、SM570は-5℃。

- 17 -
建築構造用鋼板
JIS規格 JIS G3136 建築構造用圧延鋼材
(注)表中、☆は厚みにより数値が変わる
☆☆は厚み、試験片形状により数値が変わる
化 学 成 分 % 機 械 的 性 質
規格
略号 C Si Mn Cu Cr Ni P S
降伏点
N/㎟
引張強さ
N/㎟
伸び
最小 %
シャルピー
吸収エネル
ギー ※※J
A 0.24
以下 ― ― 0.050 以下
☆
215~235
以上
☆☆
17~23
―
B
0.03
0 以
下
0.01
5 以
下
SN
400
C
☆
0.20
~
0.22
以下
0.35
以下
0.6
~
1.40 0.02
0 以
下
0.00
8 以
下
☆
215~355
400~510
☆☆
18~24
B
☆
0.20
~
0.22
以下
0.03
0 以
下
0.01
5 以
下 SN
490
C
0.18
以下
0.55
以下
1.60
以下
―
0.02
0 以
下
0.00
8 以
下
☆
295~445
490~610
☆☆
17~23
27 以上
※※試験温度は0℃。

- 18 -
耐候性鋼板
JIS規格 JIS G3114 溶接構造用耐候性熱間圧延鋼材
(注)表中、☆は厚みにより数値が変わる
☆☆は厚み、試験片形状により数値が変わる
化 学 成 分 % 機 械 的 性 質
規格
略号 C Si Mn Cu Cr Ni P S
降伏点
N/㎟
引張強さ
N/㎟
伸び
最小 %
シャルピー
吸収エネル
ギー ※※
J
A
W ―
B
W 27 以上
SMA
400
C
W
0.15
~
0.65
0.30
~
0.50
0.45
~
0.75
0.05
~
0.30
47 以上
A
P ―
B
P 27 以上
SMA
400
C
P
0.55
以下
1.25
以下
0.20
~
0.35
0.30
~
0.55
―
☆
195~245
以上
400~540 ☆☆
17~23
47 以上
A
W ―
B
W 27 以上
SMA
490
C
W
0.15
~
0.65
0.30
~
0.50
0.45
~
0.75
0.05
~
0.30
47 以上
A
P ―
B
P 27 以上
SMA
490
C
P
0.18
以下
0.55
以下
1.40
以下
0.20
~
0.35
0.30
~
0.55
―
0.035 以下
☆
295~365
以上
490~610 ☆☆
15~21
47 以上

- 19 -
化 学 成 分 % 機 械 的 性 質
規格
略号 C Si Mn Cu Cr Ni P S
降伏点
N/㎟
引張強さ
N/㎟
伸び
最小 %
シャルピー
吸収エネル
ギー ※※
J
W
0.15
~
0.65
0.30
~
0.50
0.45
~
0.75
0.05
~
0.30SMA
570
P
0.18
以下 0.55
以下
1.40
以下 0.20
~
0.35
0.30
~
0.55
―
0.035 以下
☆
420~460
以上
570~720 ☆☆
19~26 47 以上
※※試験温度 SMA400、SMA490は0℃、SMA570は-5℃。

- 20 -
(2)鋼材検査証明
鋼材検査証明書、通称ミルシートとも言われる。これはこの鋼材の製造者(元)が、納入の鋼材
(製品)が指定の規格または仕様を満足していることを証明する証明書で、以下の様式は見本であ
る。

- 21 -
(3)鋼材の規格識別表示標準
日本鋼構造協会では、鋼材の規格混合を防ぐため鋼板の鋼種を識別する為の『鋼材の識別
表示標準』を規定している。
識別方法としては、次の方法のいずれかによる。
ただし、受け渡し当事者間の取決めによる場合はこの限りではないので注意が必要である。
○文字表記方法
鋼材又は加工部材の表面もしくは端面に、刷込み、吹付け、ラベル、打刻、貼付け、手書き、そ
の他これらに準じた方法により、鋼種(種類の記号)を文字表記する。
文字の色は規定しないが、明瞭に判読できるものとする。
○塗色表記方法
鋼材又は加工部材の表面もしくは端面に線状に識別色を塗る。
識別は下表のように識別色の組合せにより表示するが同表にあって文字表記の方法が示される
ものにあっては、塗色線表示に替えて指定の色で文字表記してもよい。
(表)塗色表示による識別
種 別 塗色線表示
規格名称 種類の記号
識別色の
組合せ (塗色 本数) 色文字表記
SS400 白 一般構造用
圧延鋼材
JIS G 3101
SS490 青
1 本 -
A 1 本
B 2 本
SM400A
C
緑
3 本
A,B,Cの別を緑
の文字で表記
A 1 本
B 2 本
SM490
C
黄
3 本
A,B,Cの別を黄
の文字で表記
A 1 本 SM490Y
B 黄赤(橙)
2 本
A,B,Cの別を橙
の文字で表記
B 2 本 SM520
C 桃色
3 本
A,B,Cの別を桃
色の文字で表記
溶接構造用
圧延鋼材
JIS G 3106
SM570 赤 1 本 -
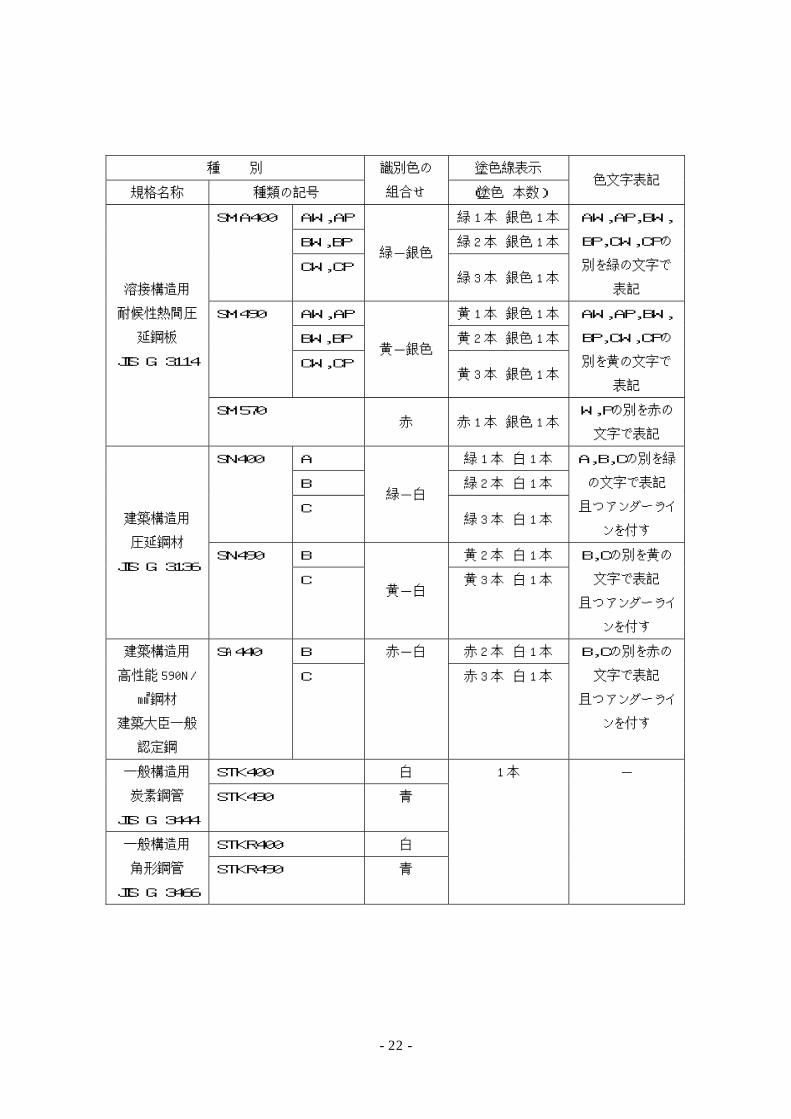
- 22 -
種 別 塗色線表示
規格名称 種類の記号
識別色の
組合せ (塗色 本数) 色文字表記
AW,AP 緑 1 本 銀色 1 本
BW,BP 緑 2 本 銀色 1 本
SMA400
CW,CP 緑-銀色
緑 3 本 銀色 1 本
AW,AP,BW,
BP,CW,CPの
別を緑の文字で
表記
AW,AP 黄 1 本 銀色 1 本
BW,BP 黄 2 本 銀色 1 本
SM490
CW,CP 黄-銀色
黄 3 本 銀色 1 本
AW,AP,BW,
BP,CW,CPの
別を黄の文字で
表記
溶接構造用
耐候性熱間圧
延鋼板
JIS G 3114
SM570 赤 赤 1 本 銀色 1 本
W,Pの別を赤の
文字で表記
A 緑 1 本 白 1 本
B 緑 2 本 白 1 本
SN400
C 緑-白
緑 3 本 白 1 本
A,B,Cの別を緑
の文字で表記
且つアンダーライ
ンを付す
B 黄 2 本 白 1 本
建築構造用
圧延鋼材
JIS G 3136 SN490
C 黄-白
黄 3 本 白 1 本
B,Cの別を黄の
文字で表記
且つアンダーライ
ンを付す
B 赤 2 本 白 1 本 建築構造用
高性能 590N/
㎟鋼材
建築大臣一般
認定鋼
SA440
C
赤-白
赤 3 本 白 1 本
B,Cの別を赤の
文字で表記
且つアンダーライ
ンを付す
STK400 白 一般構造用
炭素鋼管
JIS G 3444
STK490 青
STKR400 白 一般構造用
角形鋼管
JIS G 3466
STKR490 青
1 本 -

- 23 -
種 別 塗色線表示
規格名称 種類の記号
識別色の
組合せ (塗色 本数) 色文字表記
W 緑 1 本 白 1 本 STKN400
B 緑-白
緑 2 本 白 1 本
W,Bの別を緑の
文字で表記
且つアンダーライ
ンを付す 建築構造用
炭素鋼管
JIS G 3475 STKN490B
黄-白 黄 2 本 白 1 本
Bを黄の文字で表
記
且つアンダーライ
ンを付す
ロール成形角
形鋼管
(社)日本鉄鋼
連盟規格
BCR295 白 2 本 -
BCR235 緑-白 緑 2 本 白 1 本 Bを緑の文字で表
記
且つアンダーライ
ンを付す
建築構造用高
性能冷間プレス
成形角形鋼管
(社)日本鉄鋼
連盟規格 BCR325 黄-白 黄 2 本 白 1 本 Bを黄の文字で表
記
且つアンダーライ
ンを付す
無規格鋼材 黒を 1 本塗るか又は色を塗らない -
その他の鋼材 当事者間の申合わせによる

- 24 -
(4)鋼種と板厚識別のための表示方法
素材(原板)を山積みしている場合、板の端面しか出ていないので端面を見ただけで鋼種(規
格)や板厚がわかるようにするには、次のような塗色の方法がある。
識別色は前表の色を用い、板厚を示す識別を次の方法で塗る。
板 厚 10m/m 単位 ………… 塗色幅 5cm(=Ⓐ)以上
〃 5m/m 〃 ………… 〃 Ⓐの 1/2
〃 1m/m 〃 ………… 〃 1cm
(例)
SM490A 板厚16m/m の場合
識別色 (例) 黄色:SM490A (色は規格の識別色による)
7.新しい鋼材
この数年の間に、新しい鋼材が次々に開発され、市販されている。その多くは建築鉄骨に使用さ
れる厚板である。主要な新鋼材について紹介する。

- 25 -
(1)JIS G3136
建築構造用鋼材
SN
* 1982 年に新耐震設計法が施工され、鋼材の塑性変形能力を活用し
て地震入力エネルギーを吸収させ、建築物の耐震安全性を確保しよ
うとするものになった。これを満足させるためには、建築物に使用され
る鋼材は、所定の応力で降伏するとともに、降伏後の変形能力が確
保されることが必要となり、既存のJIS(SS材、SM材)とは異なる新た
なJIS(SN材)が制定された。
* SN材の規定概要
・鋼材の強度レベルは400N級鋼と490N鋼の2水準
・使用部位を考慮して、400N級鋼ではA、B、C種に、490級鋼では
B、C種に区分 ①A種:弾性範囲で使用、溶接を行わない部材②B
種:塑性変形性能、溶接性確保を意図したものであり、耐震上主要
な部材③C種:B種の性能に加え、板厚方向特性やUT検査を規
定、板厚方向の性能を重視する部材
・鋼種区分に応じて、降伏点の上限値、降伏比の上限値、厚さ方向
絞り値の下限値、シャルピー吸収エネルギーの下限値を規定
・溶接性確保のため、炭素当量(Ceq)または溶接割れ感受性組成
(Pcm)を規定
・公称断面寸法確保のため、板厚許容差のマイナス側を厳格規定
(2)
建築構造用
TMCP鋼
* 近年、建築物は空間の有効利用のため高層化、アナトリウム化(大空
間広場)が図られ、下部の鉄骨には板厚100mmにも及ぶ厚肉材が
採用されている。通常のJIS規格材の板厚40mm超えで降伏点規定
が落ちる領域でも、高強度でかつ炭素当量(Ceq)を増加させず、良
好な溶接性を発揮できるようTMCP(熱加工制御=Thermo
Mechanical Control Process)を活用して開発された鋼材、降伏点の
下限値が325N級と355N級の2種類がある。
* 国土交通大臣認定品で、メーカー毎に独自のブランド名が付けられ
ている。
(3)
建築構造用
590N級鋼
* 建築物の高層化等のニーズから、より高強度の590N級厚肉高張力
鋼が要望されていたが、従来鋼は降伏比が高く耐震性の点から建築
用として採用されなかった。特殊熱処理あるいはTMCPによる低降
伏比タイプのものが開発され、実用化されている。
* 特長:①板厚にもかかわらず一定の設計基準強度②降伏比はSN鋼
と同様(≦80%)に規定③降伏点の上下限の幅を狭く規定
* 国土交通大臣認定品(種類の記号 SA440)

- 26 -
(4)
建築構造用
耐火鋼
(FR鋼)
* 高温(600℃)においても、十分高い強度(常温での降伏点の2/3
以上)を持つ鋼材 → 鉄骨の耐火被覆を軽減あるいは完全に省略
して工事費削減、工期短縮、有効部屋面積拡大などを可能にする鋼
材
* 製造法:高温強度を高めるためにモリブデン(Mo)、クロム(Cr)、ニ
オブ(Nb)などの合金元素を、建築構造用として常温における強度
特製や溶接性を損なわない範囲で添加
* 切断上の注意点:普通鋼とは異なるガス切断性を有しているので、良
好なガス切断品質を得るためには、各工場に見合った最適ガス切断
条件(火口種類と番手、切断酸素圧、切断速度など)を選定する必
要がある
* 規格名:各メーカーで独自の規格名を設けているが、共通規格名と
して規格名の後に-FRを付けて表せば誤解はない
(5)
建築構造用
低降伏点鋼
* 低降伏点鋼とは、一般の構造用鋼よりも降伏点が低いとともに、降伏
点が狭いレンジ(SN鋼の約1/3)に製造管理され、高い伸び性能を
有する鋼材であり、構造物の制振ダンパーなどに使用されている。制
振ダンパーの塑性変形により、地震入力エネルギーを吸収し構造物
の揺れを低減できる
* 国土交通大臣認定品で、メーカー毎に独自のブランド名が付けられ
ている
(6)
耐ラメラテア鋼
* 厚さ方向の絞り値を規定した鋼材、一般に鋼材の厚さ方向(Z方向)
の特性は圧延方向(L方向)や圧延方向に直角の方向(C方向)に比
べて劣る。しかし、ボックス柱のスキンプレートや通しダイヤフラムなど
板厚方向に力がかかる部材用の鋼材にはZ方向の特性が要求され
る。耐ラメラテア鋼はそのZ方向の特性を改善したもので、板厚方向
の引張試験片の試験前後の収縮率(絞り値、単位/%)の大きい鋼
材
* 種類:JIS Z3199(鋼板、平鋼の厚さ方向特性)で規定。絞り値の下
限が15%、25%、35%の3種類があり、各々Z15、Z25、Z35と称
する

- 27 -
● ◇ ● ◇ ● ◇ ● ◇ ● ◇ ● ◇ ● ◇ ● ◇ ● ◇ ● ◇
● ○ ● ○ ● ○ ● ○ ● ○ ● ○ ● ○ ● ○ ● ○ ● ○
(7)マーキング鋼板
①目的
異材混入を物理的に防止するため、切板に切断された段階でも明らかに規格材であるとの識
別ができるように、鋼板の表面全体に社標および規格分別マークをマーキングしたもの。
②対象材
建築構造用圧延鋼板の規格材で、紐付き材および店売り材のマーキングを可とするもの。(但
し、ショットブラスト及び塗装材を除く)
③マーキングの内容
1)マークの表示面 …… 鋼版の表面(おもてめん)前面
2)マークの表示項目 …… 社標および規格分別マーク
鋼材規格 表示項目
SN400B,SN400C,SN400B-FR 社標、規格記号(菱形)
SN490B,SN490C,SN490B-FR 社標、規格記号(円形)
大臣認定材およびその他 社標のみ
SN400A,一般および溶接構造用鋼板 表示なし
3)マークの表示ピッチ …… 長手、巾方向共に、330~350mm ピッチ
4)マークの表示寸法 …… 80×80mm程度
5)マークの色 …………… 黒または茶褐色(暗褐色)
④マーキング例
(SN400B)
社標 ●
規格記号(菱形) ◇
(SN490B)
社標 ●
規格記号(円形) ○

- 28 -
I I シ ヤ リ ン グ 業 の あ ら ま し
1.シヤリング業の歴史
(1)創始時代(1909年~1919年)
1909年(明治42)大阪において古川庸男氏が英国製のシヤリングマシンを輸入し、我が国最
初の民間シヤリング工場を設立し、シヤリング業を創始した。
(2)重工業化への寄与(1920年~1930年)
家内的鋼材の利用と同時に造船や鋼材構造物の重工業化への鋼材の利用で、需要先からの
指定された寸法に鋼板を切断し、納入するようになった。
また、材料(鋼板)は商社を通じ製鉄メーカーから発生品を購入した。昭和初期には、厚板
耳付鋼板を購入するようになった。
(3)統制による整理統合(1938年~1950年)
1938年(昭和13)鉄鋼統制制令、企業整備令により小規模シヤリング業者の統合、伸鉄工場
の分離等の企業整備が行われた。また、各地の戦災により業者数も激減した。
(4)製鉄メーカーとシヤリング業との連携(1950年~1959年)
戦後の大手企業の分離が行われたが、製鉄メーカーと指定シヤリング工場としての連携により、
材料の供給、加工販売が行われるようになり、大手製鉄メーカーから一級耳付鋼板の供給が再
開された。1959年頃から大手シヤリング業者で規格材が取扱われるようになった。
(5)シヤリング技術の進歩(1954年~1965年)
ガス溶断においては、小型の溶断機からフレームプレーナーが導入され、鋼板の溶断を精密
かつ量的に行えるようになった。
1965年代からはアイトレーサー付きならい溶断機が普及し、機械、構造物の変形した部材の
溶断加工を行ない、需要家によろこばれた。
せん断機においては、単体配置からコイルを連続的にせん断するレベラーまたはスリッターラ
インを配置したコイル工場が普及した。
(6)需要家とシヤリングとの連携
大手の造船・橋梁等のメーカーは、鋼板のせん断加工の一部を品種・寸法・品質をそれぞれ
専門のシヤリング業に発注し、良い品質を安く求めるようになり、製鉄メーカーからの材料の供給
を受け、シヤーリング業で需要家の希望する寸法・品質に応じてシヤー加工がなされ、需要先に
納入する一連の鋼材流通機構が確立した。

- 29 -
(7)全国厚板シヤリング工業組合の設立
終戦直後よりメーカー系列のシヤー業者10数社からなる「シヤー協会」があったが、1962年3
月「全国シヤリング組合」が発足し、当時は9支部204社であった。
1967年(昭和51)8月通産大臣認可により、現「全国厚板シヤリング工業組合」に改組し、20
08年3月末現在では9支部170社・6事業所が加入している。
(8)切断機の主な流れ
①NC化の拡大
NC(数値制御:Numerical Control)技術の開発により、自動化の促進、生産性や歩留まり
の向上等のメリットが得られ、シヤリング業界でもNCガス切断機として1956年頃より急速に普及
した。
現在でもNCガス切断機は、中厚~極厚物の異型切断用の多本トーチ溶断設備として、中心
的な役割を担っている。
②新切断方法の開発と導入・普及
イ. プラズマ切断
プラズマ切断機の開発でガスでは得られなかった高速切断が可能となったが、当初
は粉塵の発生による環境問題と同時に切断上面のたれ、切断面の倒れ、コーナー部の
直角度(丸み)等の諸問題があり、品質の厳しい分野には適用には制限があった。
しかし近年になって、集塵装置の最適化、切断性能の改善、切断ソフトの改良等の技
術の進歩が見られ、高速切断装置として再評価されつつあり、導入企業が増えている。
切断板厚も出力400Aで最大36mm~40mm程度まで可能となっており、また開先機
能を搭載したプラズマ切断機も造船業界に限らず広く普及しつつある。
ロ. レーザー切断
レーザー切断は薄物専用の精密切断機として登場したが、技術は急速に進み徐々
に切断板厚も厚くなり、一時は出力15KW、最大切断板厚25mm の切断機も開発された。
しかしメンテナンス費用を含めたランニングコストがかさむため、現在では最大出力のも
のでも4~6KWが普及型となっている。
切断能力も技術進歩にともない、6KWでも従前の15KW と遜色のない能力となってお
り、ランニングコストも飛躍的に安価になりつつある。
レーザー切断機の最も大きな特徴は、その切断性の安定性と安定性から無人運転を
可能にしたことである。積極的にその特徴を生かすために、作業台(定盤)を広くして、夜
間無人運転を可能にしたり、定盤ごと自動交換が可能な多段式のストック装置を組み合
わせたレーザー切断機も普及している。
直近では開先機能を持った2本トーチのレーザー切断機も実用化されつつある。
ハ. 水素ガス切断
近年、ガス切断の効率化、ランニングコストの低減、と同時に地球温暖化の原因となる

- 30 -
温室効果ガスの一つである二酸化炭素の低減を図ることのできる、水素ガス切断が注目
を浴びており導入する企業が増加しつつある。
水素ガス切断とはガス溶断の一種で、予熱ガスとして従来の LPG等の代わりに水素ガ
スを利用した切断方法である。
水素ガスは LPG に比較して発熱量は少ないが、火災の集中性、直進性が高い特徴が
あり、切断速度を上げることができると同時に、熱影響が少なく歪みに有利な点が特徴で
ある。
水素ガスの発生装置としては、水の電気分解を利用するが、発生する水素のみを利用
する型式と、酸素・水素の混合ガスを利用する型式があり、作業性の観点より、両型式と
も LPG を混ぜて使用している。
2.シヤリング業の使命
(1)シヤリング業の定義
厚中板を需要家の希望する指定寸法に、シヤリングマシンまたはガス溶断機等により切断加工
して、販売または工賃加工により営業するものである。
(2)シヤリングの呼び方
シャーリング、シヤーリング、シーヤなどとも呼ばれているが、語源は英語のSHEARING
[ ʃiəriŋ ]であるから、シヤリングが最も語源に近い。 (3)シヤリング業の使命
鋼材需要流通機構の中間にあって、一貫製鉄メーカーに対しては販売網の一役として、また、
需要家へは切断加工の有利性(歩留り、工賃、品質上)と即納在庫により経済流通の改善に寄
与する。
即ち、メーカー側へは
1. 鋼材の販売(鋼板そのものの販売と同時に加工して販売量を増す)
2. 流通加工基地(即納体制による受注の拡大)
3. 販価の安定(実需要に直結した適量在庫と市況変動に対する緩衝機能)
需要家へは
1. 割安な切板の供給(メーカーから鋼板を仕入れ、必要寸法に切断し、適量を供
給)
2. ジャストタイミング即納(需要地にあり必要なときに適時納入)
3. 設備・要員の節約(経済成長に伴なう拡張への対応策)
4. 在庫の減少(在庫資金の節約、金利の低減)
5. 高度な加工と精度の要求(高度な加工、手間の省略、専門技術による品質向上)

- 31 -
3.シヤリング業の企業形態
シヤリング業はおよそ次のような要因によって分類できるが、それぞれの形態の組み合わせによ
り企業形態をつくっており、その企業によって特色は種々様々である。
(1)加工設備と品種による分類
厚中板シヤリング業(最も狭義のシヤー業)
レベラー業 コイルセンター
スリッター業
薄板シヤリング業
(2)資本形態による分類
鉄鋼一貫メーカー系列
商社系列
需要家系列
単独シヤー
(3)シヤリング業の専業・兼業による分類
シヤリング業専業
一般鋼材販売とシヤリング業の兼業
その他の部門とシヤリング業の兼業

- 32 -
4.シヤリング業と鋼材の流れ
高炉メーカー
鋼 板 製 造
シ ヤ リ ン グ 業
電炉メーカー
輸入鋼材
商
社
問
屋
特
約
・販
売
店
高炉メーカーの
系列シヤー サブシヤー
二次加工工場
プレス曲げ
孔明
特 約 店
商 社
一般シヤー

- 33 -
ファブリケーター
橋梁メーカー
鉄骨メーカー
鉄塔メーカー
造船メーカー
車輌メーカー
自動車メーカー
タンクメーカー
重機械メーカー
産業機械メーカー
電機メーカー
その他のメーカー
需 要 家
ゼ ネ コ ン
(General
Constructor の
略)
工 事 施 工 施 主
橋
梁
鉄
骨
鉄
塔
造
船
車
輌
タンク・容器
機
械

- 34 -
5.厚板よりの製品及び発生品と用途
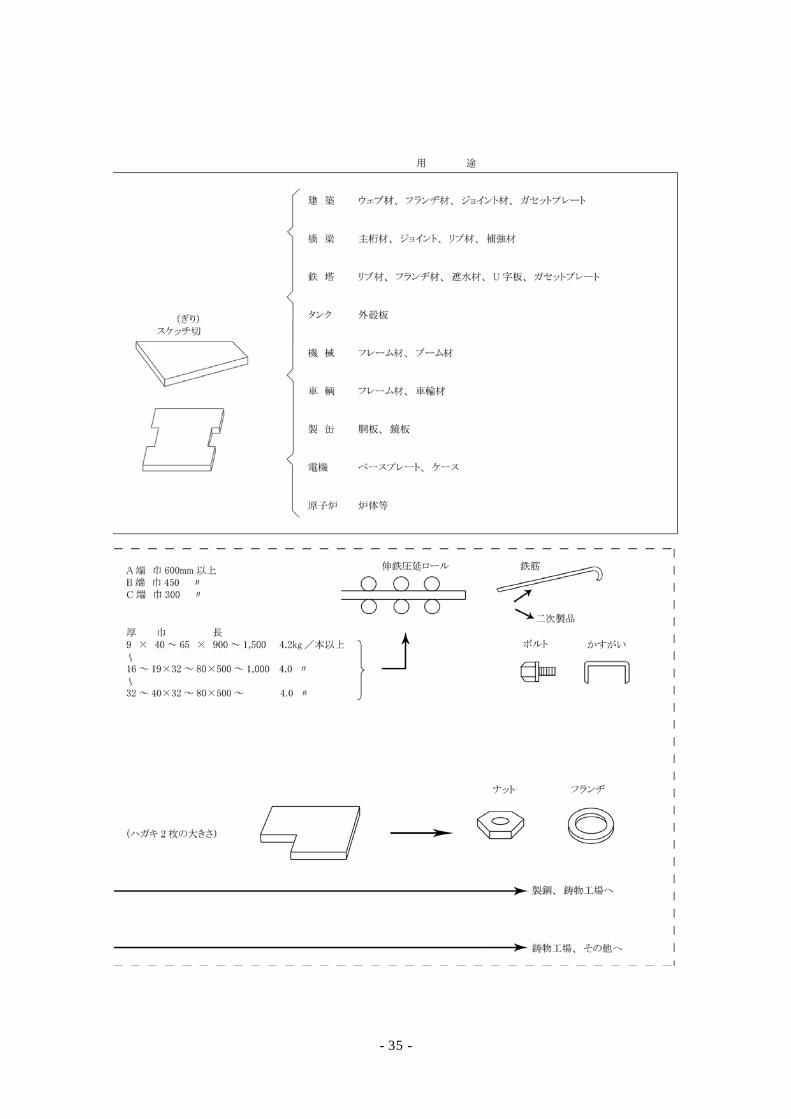
- 35 -

- 36 -
6.鋼板厚みによる切断方法
鋼版厚みによるガス切断またはシヤリングがなされ、それぞれの品種、厚みと寸法精度、形状に
より採用される切断機器は、次の通りである。
メーカー
圧延工場
板厚
区分
(通称)
板厚
(m/m)
厚
板
工
場
極
厚
厚
板
中
板
薄
板
熱
延
工
場
コイル
ミルエッヂ
60.0
50.0
40.0
30.0
32.0
25.0
16.0
19.0
12.0
9.0
1.0
6.0
4.5
3.0
3.2
レ
ー
ザ
切
断
カット
シート
プ
ラ
ズ
マ
切
断
ガ
ス
切
断
シ
ヤ
リ
ン
グ
寸断・型切断
フレームプレーナー
ポータブルガス切断
型・異形・丸形
型切断機
円形切断機
アイトレーサー
NC切断機
寸法・型切断
ギャップシヤー
スケヤーシヤー
レベラーシヤーライン

- 37 -
7.シヤリング設備
(1)シヤリングマシン(せん断機)
せん断機の配列の代表例は次の通りである。
①並列配置
シヤー全面にはグースネック配置、複数の場合シヤー間にはコンベヤー(ローラー、ベルト
等)による原板、切板の移送をする。
②直列配置
シヤー シヤー シヤー
シヤー シヤー シヤー シヤー

- 38 -
○鋼板の切断方法
(各切断方法の特徴)
①シヤー切断 :シヤリングマシン等により機械的にせん断する切断方法で、切断可能範囲は
薄板から厚板の 12m/m 迄位が一般的であるが、大出力機となると25mm位ま
でが処理可能なものもある。
特徴 通常は無加熱切断の為、鋼板に対し歪等の熱影響を与えることがな
い。切断精度も非常に高く、一般的には条件によるが±0.1mm 程度
の範囲内に収めることが可能である。
切断面 適正な切断条件を確保すること等により、平滑な切断面を得ることが
できるが、目視により切断面と破断面の2層に分かれているのが確認
できる。切断面における欠陥として、ダレ、カエリ、段差、二次せん断
等が発生することがある。これらの切断面欠陥の発生を防ぐ為には、
クリアランス・ラップ等の切断諸条件を満たす必要がある。
②ガス切断 :燃料(アセチレン・プロパン・水素等)と酸素の混合ガスを用いて、高熱炎に
より溶断するもので、切断範囲は一般的に鋼板厚 6m/m 程度から極
厚の 200m/m 超え程度の広い範囲での切断が可能。
特徴 ボンベ等の使用により、大きな設備を持たなくても切断場所を選ばず
処理することが可能である。一方、設備を配することにより異型物から
極厚まであらゆる範囲の切断が可能になる。多大な熱量をかけ切断
部位を溶融させる切断方法の為、切断鋼板に熱影響を与えやすい
欠点を有するが、切断コスト面では設備投資額によるものの燃料・酸
素とトーチ先の火口のみで比較的安価である。切断精度は条件にも
よるが±1.0mm の範囲内に収まるのが一般的である。
切断面 適正な切断条件(切断速度・ガス圧等・火口の選択等)をもとにして、
平滑な切断面を得ることができる。切断面における欠陥として、粗さ・
板厚(m/m)
切
断
方
法
①シヤー切断
②ガス切断
③プラズマ切断
④レーザ切断
⑤ノコ切断
板厚区分(通称) 薄 板 中 板 厚 板 極 厚
1.0 3.0 3.2 4.5 6.0 9.0 12.0 16.0 19.0 22.0 25.0 30.0 32.0 40.0 50.0 60.0

- 39 -
ノッチ・エグレ・切断面の倒れ・上縁の溶けなどが発生することがある。
これらの不良発生を防ぐ為、切断鋼板の板厚に見合った切断条件を
確保することはもとより、振動のない安定した環境と火口等の器具類
の整備を行なう必要がある。
③プラズマ切断 :プラズマアークに動作ガス(酸素・窒素・エアー等)と拘束ノズルで熱
的ピンチ効果を与え、高温で鋼板切断部を溶融させプラズマ気流で
吹き飛ばし切断するもので、一般的に切断範囲は6m/m から40m/m
程度である。
特徴 ガス切断等に比べ極めて切断速度が高速であり、切断鋼板に対する
トータル加熱量も少なく熱影響が軽減される。切断精度は条件による
が±1.0mm の範囲内に収まるのが一般的。切断時に、有害な煙ヒュ
ームが発生するため強力な集塵設備を併設せねばならない場合が
ある。
切断面 プラズマアークの特徴として通常切断面の倒れが発生する。この倒
れを補正するために、板厚や切断状況に合わせトーチの角度を可変
にする機構が必要となる。切断面自体は、滑らかであるが若干の丸
みを呈し厚みが増大するほど顕著になる傾向がある。又、薄物材で
は、切断面上部に上縁の溶けが発生することがある。これを防ぐ為に
は、適正な電流値の設定が必要となる。
④レーザ切断 :レーザ発振器(切断用熱源として炭酸ガスを用いるのが一般的)内
部で発生させたレーザビームを集光し、直接鋼板の切断部位に照射
して局部的に溶融させ、アシストガスにより溶融部分を吹き飛ばし切
断する方法で、切断範囲は一般的に現在、薄物から板厚 22m/m程
度の範囲で切断が可能。
特徴 加熱部位が局所的の為、切断鋼板に対する熱影響はほとんど無く微
細な切断が可能である。火力を用いない為、長時間の無監視運転が
可能である。切断精度は、これも条件によるが初期設備投資にも、そ
の後の切断コストも決して安価ではないが、それを補ってでも余りある
生産性が期待できる。
切断面 切断面粗度は、決して他の切断法に比して高い水準ではないが、粗
さの間隔・深さが微細の為好印象を与える。切断面の精度を維持す
る為には、定期的にレーザ出力を維持する為の保守・整備が欠かす
ことができない。出力の低下は切断鋼板の厚みが増すほど直ぐに切
断面粗度の劣化として現われる。

- 40 -
⑤ノコ切断 :バンドソー(帯ノコ)・丸ノコ等により、機械的に切断線部を削り取る
切断方法で、切断可能範囲は中板から 1000m/m 位まで、特に制限
はない。丸ノコでは、200m/m 程度までが一般的である。切断精度も
非常に高く、一般的には条件によるが、±0.5mm 程度の範囲内に収
めることが可能である。
特徴 通常は、無加熱切断の為、鋼板に対し歪等の熱影響を与えることが
ない。切断精度も非常に高く、一般的には条件によるが、±0.5mm程
度の範囲内に収めることが可能である。
切断面 適正な切断条件を確保すること等により、平滑度の高い切断面を得
ることが出来る。切断面における欠陥として、カエリ(バリ)、切れ曲が
りが発生することがある。これらの切断面欠陥の発生を防ぐ為には、
切断刃の劣化状況(摩耗・欠損等)の管理、適正な切断・切削速度設
定、切削油の量・粘度の管理が必要である。
(2)ガス切断
①ポータブル自動切断機
[平面図]
高さ300~600mm、厚さ5~7mmの鋼板をコバ立てして、スノコ状に配列した作業台の上
に、鋼板(原板)を置き、所定寸法に切断け書線をけ書き、そのけ書線に添って切断機軸条
を等間隔に並べ、切断機トーチによって切断け書線上を切断していく。

- 41 -
②フレームプレーナー
[平面図]
作業台は、鋼板をコバ立てにしてスノコ状に配列したスキッドを使用する場合と、次工程の
関係で長さ方向に厚板を移送するよう円板ローラーを配置する場合もある。
フレームプレーナーは、2 基以上の場合図のような直列配置する場合と、並列配置する場
合がある。作業は、作業台両側に軌条が平行に設置された上にフレームプレーナーが設置
してある。このフレームプレーナーに10本~50本のトーチが取付けてある。原板に対して所
定の切断幅にトーチを固定点火し、本体の駆動(移動)により切断する。
フレームプレーナーの駆動方向と異なる方向の切断は、一般的にポータブル自動切断機
を使用して行なう。
- 42 -
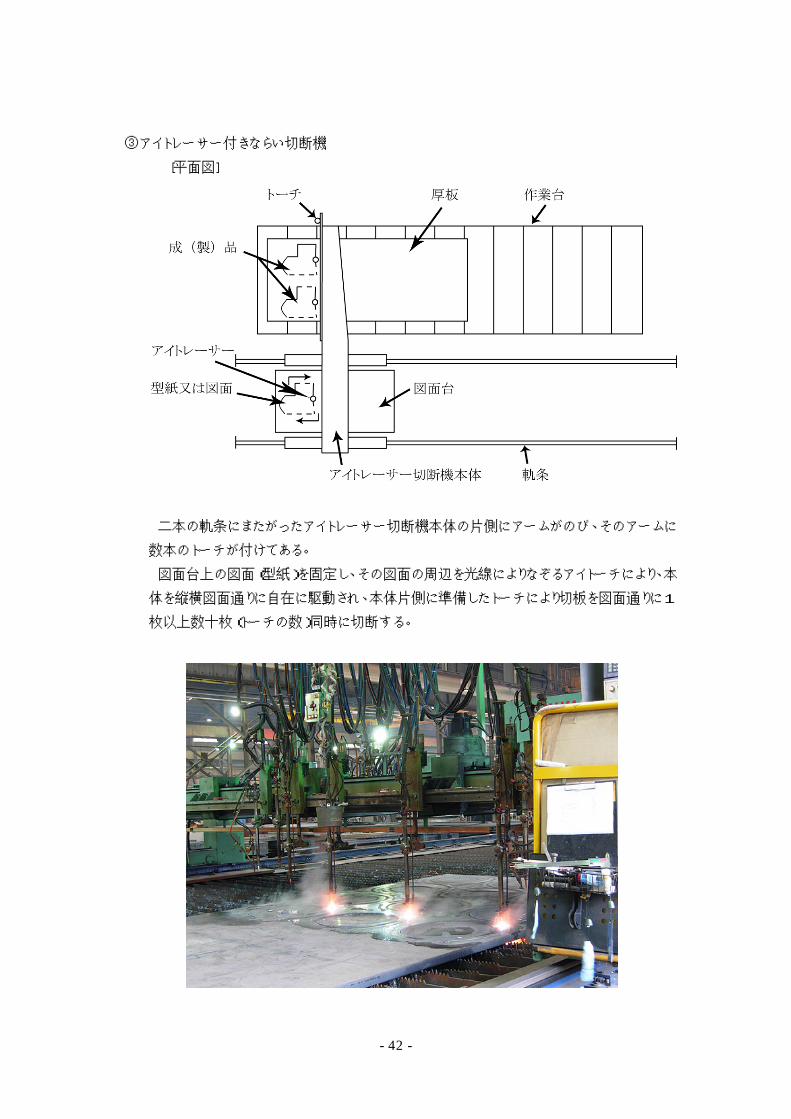
③アイトレーサー付きならい切断機
[平面図]
二本の軌条にまたがったアイトレーサー切断機本体の片側にアームがのび、そのアームに
数本のトーチが付けてある。
図面台上の図面(型紙)を固定し、その図面の周辺を光線によりなぞるアイトーチにより、本
体を縦横図面通りに自在に駆動され、本体片側に準備したトーチにより切板を図面通りに1
枚以上数十枚(トーチの数)同時に切断する。

- 43 -
④NCガス溶断機
NCガス溶断機とは、数値制御(Numerical Control)装置を装備したガス溶断機で、被
切断材に対する、トーチの自動点火、消化、切幅補正、切断速度など切断の基本動作のみ
ならず、火口の位置制御をあらかじめ入力している数値情報で一連の切断作業を自動化し
た溶断機で、生産の効率化、省力化が計られている。なお、このNCをアイトレーサーに設置
したハイブリッドの溶断機もある。

- 44 -
N C デ ー タ 作 成 フ ロ ー 例
客先 CLデータ フロッピー
ディスク スケッチ図
シヤー
会社
CAD
システム
図形作成処理 データ変換処理
図形
マスター
自動板取り処理
修正板取りによる適正配置
切断仕様の付加
・切断順位
・切り出し、切り逃げ位置
・回り方向
・連続切断
・ブリッジ、ループ
POST(NCデータ変換)処理
・個々のNC機に対応
NCデータ NCデータ
リスト
加工図 作業指示書
部材配置
情報
NCデータチェック 不具合 有り
コントローラー
NC機メモリー
フロッピー
ディスク
紙テープ 光ファイバー
パソコン

- 45 -
(3)高速切断法
ガス切断の方法は1905年にアメリカで開発され、その後自動ガス切断機が広く普及してい
る。
ガス切断の技術が進み、火口の改良(ノズル径、形状、圧力量など)、酸素の純度も高度に
なるなど、ガス切断技術のメカニズムが解明されるにつれ、切断速度に限界のあることも知られ
てきた。
一方、プラズマ切断は1955年にアメリカで、高電圧のアーク放電の原理を利用して、アルミ
ニウムの切断に用いたのが最初であるが、以来各方面への応用技術開発が進み、最近では
構造用鋼で板厚25~40mm をかなりの高速で切断できるようになった。
また、高エネルギー密度のビームを応用したレーザ技術は、1900年にマックス・プランク
(MAX PLANCK)のエネルギーの量子仮説を起点に、次々に量子力学の進歩、発展があり、
レーザ発振装置の開発がなされ、最近では、各方面・各種の加工技術への実用化が顕著に
進んできた。
いずれの切断方法も、高い出力をもった電源および発振装置の開発が年々進み、したがっ
て切断能力も鋼板の厚いものの切断が可能になるなど、我々シヤリング業界における実用化
も確実に進歩し、普及してきた。
ここで、プラズマ切断とレーザ切断について説明する。
①プラズマ溶断の原理
プラズマ溶断は、次頁の図の如く、中央に非消耗性の電極を置き、まわりを水冷銅合金の
ノズル(チップ)でかこい、電極とノズル(チップ)との間にアークを飛ばし、その中に適当なガス
を送り込むと、ガスは高温にさらされ、ガス原子は原子核と電子に遊離してプラズマになる。
ノズルを通って高速で噴出するプラズマジェットは、金属・非金属を問わず高速で切断し、ア
ルミやステンレス鋼など非鉄金属に対して普通鋼のガス切断に近い切断面ができる。鋼板の
切断では、ガス切断に比べて高速なため、熱による歪みが少ない等の利点もあり、最近急速に
普及してきている。
なお、動作ガスには、空気、酸素、及びアルゴン・水素混合ガス、水素などのガスを使用し、
その使用するガス体によって、例えば酸素プラズマ切断等と呼ばれている。

- 46 -

- 47 -
②レーザ切断の原理
レーザ(LASER)の語源は、L・
ight A・
mplification by the S・
timulated E・
mission R・
adiation(誘導放出による光線の増幅)の頭文字を取ったもので、この言葉のとおりレーザは、
光を誘導放出させ、これを増幅させて取り出したものである。
原理として簡単に言うならば、われわれが日常接する太陽光線は、無限に遠距離からの光
なので、平行に近い光の束と考えることができる。これをレンズで集光し、その熱エネルギーを
一点に集めることができるのと同様である。
レーザ発振装置内のレーザガス(CO₂)に電気エネルギー(放電)を与え、レーザガスの一
部をプラズマ化する。プラズマ化されたガスの自由電子がCO₂分子の最外殻電子に衝突した
とき、CO₂分子の電子軌道がふくらみ、このふくらんだ軌道はそのままの状態を維持できず元
の状態に戻る。その軌道差により電磁波(光)を発生する。
この発生した光が、全反射鏡と半透過鏡とで構成された共振器によって、光軸方向に強めら
れ増幅されて、ある設定されたレベルになると、半透過鏡から外に出てくる。この光がレーザ光
である。このレーザ光は反射鏡(ベンディングミラー)で反射され、レンズで集光されたエネルギ
ーが加工材を照射して加工(切断)される。
そのレーザ切断の過程を図示すると次の如くである。

- 48 -
このレーザ(光)は10.6μm(ミクロン)の波長をもっており、人間の目で見える波長より長く、
人間の目には見えない。
実用されている電磁波(波長)
(周波数)
(波 長)
104 105 106 107 108 109 1010 1011 1012 1013 1014 1015
30 3 300 30 3 30 3 3 0.3 30 3 0.3 km km m m m cm cm mm mm μm μm μm
ラジオ 短波 テレビ レーダ・テレビ中継 遠赤外
15 紫外
可視光
アルゴン
ネオン
炭酸ガス

- 49 -
(4)各切断方法の比較
ガス切断 プラズマ切断 レーザー切断
出力 (プロパンガス) 400~500A 4000~6000W
ストレート火口使用時の目安速
度
目安速度 目安速度
6mm 500 mm/分 4000mm/分 1500~2200mm/分
9mm 400 mm/分 3600mm/分 1000~1800mm/分
12mm 360 mm/分 2800mm/分 900~1500mm/分
16mm 330 mm/分 2400mm/分 800~900mm/分
19mm 310 mm/分 2200mm/分 700~750mm/分
22mm 300 mm/分 1800mm/分 650mm/分
32mm 260 mm/分 1600mm/分
40mm 210 mm/分 1000mm/分
切
断
板
厚
と
速
度
☆ 切断速度は装置等により変動するが、切断面粗度WES1級以上を確保する為の目安速度
として掲載した。
☆ 塗装鋼板材の切断にあたっては、ジンク材の場合 ガス切断では10%以上の速度ダウン
レーザー切断は先行焼き等の処理が必要になる。
品
質
に
対
す
る
特
質
全体精度
熱影響
形状
切幅代
普通
あり
普通
1~3mm
普通
少ない
・薄板では切断面のダレ
・厚板では切断角度の倒れ
・コーナーRが大きくなる
の可能性あり
3~5mm
精密
極少ない
良好
0.5~1mm
火口 電極
チップ
集光レンズ
各種ミラー
ノズル
消
耗
品 ☆ 消耗品に関しては代表的なものを掲載した。

- 50 -
ガス切断 プラズマ切断 レーザー切断
作業性
ノロの量
ノロの付着
(ノロの組成)
定盤のメンテ
の負担
普通
普通
酸化鉄
普通
多い
付着しやすい
(付着したノロは剥離しにくい)
酸化鉄および窒化物の混合物
装置によるが負担大の
可能性
少ない
少ない
酸化鉄
装置によるが負担大の
可能性
環境
粉塵
(ヒューム発生)
NOX発生
騒音
有害光線
少ない
少ない
少ない
弱い
多い
(集塵装置併設が一般的)
多い
普通
強い
極少
極少
少ない
強い

- 51 -
8.シヤリング作業工程の概要
工種の項目 工程概要 内容 帖票の流れ
1 . 水 揚 げ
( 荷 下 し )
ク レ ー ン
仮 置 き
2. 受 入検査
ク レ ー ン
受 入 検 査
艀又はトラック等により
受入検査
(1)数量、重量の確認
(メーカーの送り状)
(2)材料表面のチェック
(3)材料厚み、幅、長のチェ
ック
(4)規格別分類(色分け)
3 . 保 管
( 在 庫 ) 山 付 け
規格、品種又は厚みに応じ
て指定した位置に山付けす
る。
4. 材料振当
( 材 検 )
指図書に基づいて材料手
配、振り当てる。
需要先により指定日に材料
検査を受ける。
5 . 罫 書け が き
材 料 手 配
材 料 検 査
ク レ ー ン
罫 書
指図書に基づき現品(材
料)を確認し、作業の能率、
歩留品質を考えて、測定器
具等を使用して指定の巾、
長を罫書く。
(NC 切断の場合は不要)
6.せん断加工
又は
ガス切断加工
指図書により罫書線を確認
し、正確にせん断加工また
はガス溶断する。
7 . 検 査整理
ク レ ー ン
せん断加工
又はガス溶断
ク レ ー ン
検 査
仮 置 き
指図書に基づき製品の現
品、幅、長さを検査するせ
ん断面の良否。数量の確認
を行なう。
8 . 出 荷
ク レ ー ン
出 荷
トラック又は艀への積込み
送り状
検収書
受注伝票
受
注
在庫台帳
指図書
送り状
せん断 ガス
控 出荷伝票
納品書
受領証
送り状

- 52 -
9.素材・切板の名称説明
(1)素材の名称
名 称 説 明
A. 規 格 材
(きかくざい)
B. 無 規 格 材
(むきかくざい)
C. 耳 付
( みみつき )
D. 定 尺
(ていじゃく)
E. 乱 尺
(らんじゃく)
F. 級 外 品
(きゅうがいひん)
G. 熱 延 コ イル
(ねつえんコイル)
H. ホ ッ ト
I. コ ー ル ド
J. 酸 洗
( さ んせん )
JIS規格又は製鉄メーカー規格等に合格している一級品で鋼材検査証明書
(ミルシート)のあるもの。
・ SS400等: 一般構造用圧延鋼材
・ SM400A 等: 溶接構造用圧延鋼材
規格材以外のもので、鋼材検査証明書が発行されない。
製鉄所で圧延したままの状態で幅両側に圧延耳のついたもの。
切板主力の素材で、耳をミルエッヂとも言う。
下記の決まった寸法の鋼板でレディメイドとして市販されていることが多い。
通 称 幅m/m×長m/m フィートサイズ
さ ぶ ろ く 914×1829 3′× 6′
し は ち 1219×2438 4′× 8′
ご と う 1524×3048 5′×10′
ご に じゅ う 1524×6096 5′×20′
大半が製鉄所で圧延したオーバーロール分、不合格品等の二級品で、オー
ダーメイドとして製鉄所より出荷される定尺及びロール製品以外の原板。
大きさ 巾914×長1829以上(製鉄メーカーにより多少違いがある)
別 名 不定尺・ランダム材とも言う。
製鉄所で圧延された1・2級品から検査の結果、格落ちした原板または発生
品
連続熱間圧延で長さを切りそろえずに帯状の鋼板をコイル状に巻き取ったも
のである。
熱間圧延した鋼材で、さびの出ない新しいものは青黒(又赤黒)い皮膜でお
おわれている。
最終工程で冷間圧延した鋼材で青味がかかった白い光沢のある表面をして
いる。
ホットの鋼材の表面皮膜(スケール)を酸洗いして除去したもので、通常さび
止め用の油が塗ってある。

- 53 -
名 称 説 明
K. シ ョ ッ ト
ブ ラ ス ト
L. プ ラ イ マ ー
塗 布
鋼板への塗装(プライマー)の密着性を良くするために、径1~1.5m/mの鋼球
又は鋼線を細断した(ショット)ものを超高速で鋼板表面に衝突させ、熱間圧
延時の皮膜(スケール)をはがす処理をしたもの。
このショットブラスト処理することによりスケール下にかくれた、小さな表面庇
も発見しやすい上体になる。
ショットブラスト処理した鋼材がさびないように塗る塗装下地で、塗料(プライ
マー)はそのウォッシュ系とジンク系の二種が常用されている。
(2)厚み区分の名称
名 称 説 明
A. 指 定 厚
(していあつ)
B. 中 間 厚
(ちゅうかんあつ)
C. 薄 板
( う す い た )
D. 中 板
(ちゅうはん)
E. 厚 板
( あついた )
または、定厚(ていあつ)とも言う。
インチ表示の近似厚で日本の国内で通常多く使用され、市場性のある厚さ
である。
厚み(m/m) 3.2、4.5、6.0、8.0、9.0、12.0、16.0、19.0、22.0、
25.0、28.0、32.0、36.0、38.0、45.0、50.0
または、不定厚(ふていあつ)とも言う。
上記指定厚以外の厚さで、市場性にとぼしい厚さである。
例. 厚さ(m/m)4.0、5.0、6.5、7.0、14.0、17.0、18.0、24.0 等
厚さ3.0m/m未満の鋼板
厚さ3.0以上6.0m/m未満の鋼板
広義では厚さ3.0m/m以上の鋼板
狭義には6.0m/m以上をいう。

- 54 -
(3)切板の名称
名 称 説 明
A. 切 板
B. 切 板 形 状
1 ) 寸 法 切
2 ) 型 切
3 ) 異 形 切
(いけいぎり)
4)スケッチ切
(ぎり)
需要先の要求寸法、形状に原板(素材)から切断したもので切断の方法に
よって、
1)シヤー切 ・・・・ シヤリングマシンにより機械的にせん断されたもので、
薄板から厚板の厚さ25m/m以下のものである。
2)ガス切 ・・・・・・ 燃料(アセチレン、プロパン、水素等)と酸素の混合ガ
スをトーチにて高熱の炎によりガス切断したもので、厚
みは6m/mから極厚200m/m程度まで切断したもの。
3)プラズマ切 ・・・ プラズマアークに動作ガス(酸素等)とノズルで熱的ピ
ンチ効果を与え高温で切断材料を溶融させプラズマ
気流で吹き飛ばし切断したもの。
4)レーザ切 ・・・・・ レーザ発信器(切断用熱源として炭酸ガスを用いるの
が一般的)内部で発生させたレーザビームを集光し、
アシストガスを吹付け溶融物を吹き飛ばし切断したも
の。厚みは、現在28m/m程度まで切断したもの。
数字で寸法表示の可能な切板
正方形・長方形・帯状等 厚×巾×長さ でm/m表示する。
例 6×150×500
①異型の切板で型見本(型紙)にあわせて切断する。
②切板形状の情報が入ったデータにより切断する。
③図をもとに、切断データを作成し切断する。
複雑な形状の切板で歩留の低下が大きい。
型切、異形切を図面によりスケッチ罫書きして切断した切板
(図切りともいう)

- 55 -
名 称 説 明
5)丸 切
( ま る ぎ り )
6)リ ン グ 切
(ぎり)
C.重 量
1)算 定
( さ ん て い )
2)実 貫
( じ っ か ん )
円盤状の円形に切断した切板
リング状に切断した切板
計算による重量で取引されるもので、定尺・乱尺・耳付など秤量機にかけず
に厚×巾×長×比重の計算値で算出する。
(鋼の比重 7.85)
「テーブル計算」とも言う。
計算方法はJISZ8401で規定されている。
実際に秤量機にかけた重量で取引されるもの切板・伸鉄材・コイルその他の
発生品で計算値が出しにくいもので実貫して取引がなされる。

- 56 -
【付 表】
粗鋼の消費と生産
(1)主要国の国民 1人当り粗鋼見掛け消費量の推移
日本
韓国
中国
EU25
ロシアアメリカ
ブラジル
0.0
200.0
400.0
600.0
800.0
1000.0
1200.0
2000 2001 2002 2003 2004 2005 2006年(西暦)
(kg/人)
(2)主要国の粗鋼生産の推移
インド
日本
韓国
中国
EU25
ロシア
アメリカ
ブラジル0
50,000
100,000
150,000
200,000
250,000
300,000
350,000
400,000
450,000
2000 2001 2002 2003 2004 2005 p2006年(西暦)
(万㌧/年)

- 57 -
(3)厚中板需給推移表
国内出荷量
国内出荷+輸入量
シヤ業販売量
0
2,000
4,000
6,000
8,000
10,000
2000 2001 2002 2003 2004 2005 2006年(西暦)
(千㌧)
(4)-1 鋼板類輸入実績の推移
1992 年
合計 3,420 千㌧
広幅帯鋼
2,425 千㌧
中板 32 千㌧
厚板 963 千㌧
(4)-2 鋼板類国別輸入実績(2006 年)
①厚中板 ②熱延広幅帯鋼(熱延帯鋼を含む)
厚中板
熱延広幅帯鋼
0
500
1,000
1,500
2,000
2000 2001 2002 2003 2004 2005 2006
年(西暦)
(千㌧)
中国, 47.4%
台湾, 20.4% 韓国, 28.5%
ロシア, 2.8%その他, 0.8%
中国, 10.1%
台湾, 40.0%韓国, 47.8%
ブラジル, 0.5% その他, 1.7%
2006年 215千㌧
100%
2006年 1,590千㌧
100%

- 58 -
鉄鋼の初歩知識とシヤリング業のあらまし
◇◇◇ さ く い ん ◇◇◇
【あ】
アイトレーサー·················································· 28, 42, 43
厚板(あついた)··································· 6, 24, 28, 34, 53
アルミニウム(Al)·····························································12
硫黄(いおう・S)··························································1, 12
異形切(いけいぎり)·······················································54
板厚(いたあつ)·································11, 24, 29, 36, 49
板厚識別(いたあつしきべつ)·····································24
薄板(うすいた)······································ 2, 6, 31, 53, 54
A 端(エーたん)······························································35
NC(エヌシー) ················································· 29, 43, 44
FR鋼(エフアールこう・耐火鋼)··································26
円形切断機(えんけいせつだんき)···························36
帯鋼(おびこう)·································································· 6
【か】
快削鋼(かいさくこう)······················································· 2
ガス切断(ガスせつだん・ガス溶断)···29, 30, 36, 38,
40, 43, 45, 49, 50, 51, 54
型切(かたぎり)································································54
形鋼(かたこう) ····························································· 6, 7
かたさ·················································································10
規格材(きかくざい) ·································25, 27, 28, 52
軌条(きじょう)·················································6, 7, 41, 42
級外品(きゅうがいひん) ·············································· 52
吸収エネルギー(きゅうしゅうエネルギー・J) ·· 11, 14,
15, 16, 17, 18, 19, 25
切板(きりいた)···················· 27, 30, 37, 42, 52, 54, 55
ギャップシヤー ································································36
クロム(Cr) ····························································2, 12, 26
けい素 (けいそ・珪素・Si)····························· 1, 6 , 12
け書き(けがき・罫書) ····································· 40, 51, 54
コイル ·····························································6, 28, 52, 55
鋼(こう・はがね) ························································ 1, 12
鋼管(こうかん)···················································· 6, 22, 23
合金鋼(ごうきんこう)························································2
工具鋼(こうぐこう) ····························································2
硬鋼(こうこう)·····································································2
鋼材検査証明書(こうざいけんさしょうめいしょ・ミル
シート) ·································································· 20, 52
鋼種(こうしゅ)···················································21, 24, 25
構造用合金鋼(こうぞうようごうきんこう)·······················2
構造用炭素鋼(こうぞうようたんそこう)·························2
鋼板(こうはん)6, 7, 8, 14, 17, 18, 22, 27, 52, 53, 57
降伏点(こうふくてん・Yp)11, 14, 15, 16, 17, 18, 19,
25
高マンガン鋼(こうまんがんこう)·······································2
鋼矢板(こうやいた)··························································6
コールド············································································ 52
極軟鋼(ごくなんこう) ·······················································2
コバルト(Co)··································································· 12
【さ】
最硬鋼(さいこうこう)·························································2
最高使用温度(さいこうしようおんど)························ 10
酸洗(さんせん)······························································ 52
算定(さんてい) ······························································ 55
軸受鋼(じくうけこう)·························································2
磁石鋼(じしゃくこう) ························································2
JIS(じす・日本工業規格)13, 14, 15, 17, 18, 21, 22,
23, 25, 26
C 端(シーたん)······························································ 35
実貫(じっかん) ······························································ 55
指定厚(していあつ)····················································· 53
絞り(しぼり) ······························································ 25, 26

- 59 -
シヤリング(せん断)············ 28, 29, 30, 31, 32, 37, 51
シヤリングマシン ·······································28, 30, 37, 54
シャルピー衝撃試験(シャルピーしょうげきしけん)11
収縮率(しゅうしゅくりつ)··············································· 26
純鉄(じゅんてつ)····························································· 2
衝撃試験(しょうげきしけん・シャルピー衝撃試験)11
衝撃試験値(しょうげきしけんち)································11
ショットブラスト···························································27, 53
スケール·····································································52, 53
スケッチ切 ········································································54
ステンレス鋼(ステンレスこう)·································2, 45
寸法切(すんぽうぎり) ··················································· 54
Z 材(ゼットざい・耐ラメラテア鋼材)··························· 26
線材(せんざい)································································ 6
せん断(せんだん・剪断・シヤリング)··28, 29, 30, 31,
32, 37, 51
銑鉄(せんてつ) ······························································· 1
粗鋼(そこう) ·······························································3, 56
素材(そざい・原板)········································ 24, 52, 54
【た】
耐火鋼(たいかこう・FR 鋼)·········································· 26
耐熱鋼(たいねつこう) ···················································· 2
耐ラメラテア鋼材(たいラメラテアこうざい・Z 材) ····26
タングステン(V) ·····························································12
鍛鋼(たんこう) ·································································· 2
弾性係数(だんせいけいすう)···································· 10
炭素(たんそ・C)···················································1, 2, 12
端板(たんぱん・はいた)··············································· 34
チタン(Ti) ········································································12
中間厚(ちゅうかんあつ)·············································· 53
鋳鋼(ちゅうこう)································································ 2
中板(ちゅうはん)·······················································6, 53
TMCP(ティーエムシーピー・熱加工制御法)·······25
低降伏比(ていこうふくひ)··········································· 25
定尺(ていじゃく)·····················································52, 55
鉄(てつ・Fe) ·································································1, 4
銅(どう・Cu)······························································ 10, 12
特殊鋼(とくしゅこう) ·························································2
特別極軟鋼(とくべつごくあんこう) ·······························1
塗色識別(としょくしきべつ) ········································ 21
【な】
軟鋼(なんこう)···································································1
ニオブ(Nb)······································································ 26
ニッケル(Ni) ······························································ 2, 12
日本工業規格(にほんこうぎょうきかく・JIS)13, 14, 15,
17, 18, 21, 22, 23, 25, 26
熱延コイル(ねつえんコイル)···································· 52
熱加工制御法(ねつかこうせいぎょほう・TMCP)··· 25
熱伝導度(ねつでんどうど) ········································ 10
熱膨張係数(ねつぼうちょうけいすう)······················· 10
伸び(のび・El)···················· 11, 14, 15, 16, 17, 18, 19
【は】
端板(はいた・たんぱん)·············································· 34
鋼(はがね・こう) ························································ 1, 12
バナジウム(V)································································ 12
ばね鋼(ばねこう)······························································2
半硬鋼(はんこうこう)························································1
半軟鋼(はんなんこう)······················································1
引張試験(ひきはりしけん)··································· 10, 11
引張強さ(ひきはりつよさ・Ts)10, 11, 14, 15, 16, 17,
18, 19
B 端(ビーたん) ······························································ 35
広幅帯鋼(ひろはばおびこう)································ 6, 57
普通鋼(ふつうこう)·····································1, 12, 26, 45
プライマー········································································ 53
プラズマ································ 29, 39, 45, 47, 49, 50, 54
フレームプレーナー ··············································· 28, 41
棒鋼(ぼうこう)····································································6
ポータブル自動切断機(ポータブルじどうせつだん

- 60 -
き) ··········································································40, 41
ホット ··················································································52
ボロン(B) ·········································································12
【ま】
マーキング鋼板(マーキングこうはん)······················· 27
曲げ試験(まげしけん)·················································· 11
丸切(まるぎり)·································································55
マンガン(Mn)························································1, 2, 12
耳付(みみつき)··············································· 28, 52, 55
ミルエッヂ ·········································································52
ミルシート(鋼材検査証明書) ······························ 20, 52
無規格材(むきかくざい)·············································· 52
メッキ鋼板(メッキこうはん)··············································6
モリブデン(Mo)··················································2, 12, 26
【ら】
乱尺(らんじゃく) ····················································· 52, 55
燐(りん・P)·································································· 1, 12
リング切(リングぎり)······················································· 55
レーザー························ 29, 39, 45, 47, 48, 49, 50, 54
錬鉄(れんてつ)································································5
(注)太字の数字が主な説明の頁数である。

- 61 -
テ キ ス ト 作 成 関 与 者
全国厚板シヤリング工業組合
生産性委員会 委員長 船 越 督 己( 川 鉄 鋼 材 工 業 ㈱ )
委 員 中 谷 友 之( 武 部 産 業 ㈱ )
大 木 暁 雄(㈱富 士 鉄 鋼 センター)
岩 本 隆( 中 部 鋼 板 ㈱)
牧 野 吉 雄( 丸 定 産 業 ㈱ )
脇 田 修(榎本シヤリング鋼業(㈱)
宮 脇 英 基( 菰 下 鎔 断 ㈱ )
太 田 裕( 川 鉄 鋼 材 鋼 業 ㈱ )
第 1 版
生産性委員会 委員長 青 柳 篤 幸( 青 柳 鋼 材 興 業 ㈱ )
編集者 直 井 久 雄( 青 柳 鋼 材 興 業 ㈱ )
第4版 編集者 大 木 暁 雄(㈱富 士 鉄 鋼 センター)
太 田 裕( 川 鉄 鋼 材 工 業 ㈱ )


















