EDM performances.pdf
23
-
Upload
makeithappend -
Category
Documents
-
view
161 -
download
14
description
Performance of electrodischarge machining. State of the art at year 2011. Comparation between LASER and EDM drilling.
Transcript of EDM performances.pdf
Elaborato del corso di Tecnologie Speciali:
Electrical discharge machining
Luca Petri 740508
14 aprile 2011
1

Indice
1 Introduzione 3
2 Il mondo accademico 4
2.1 Lo stato dell'arte . . . . . . . . . . . . . . . . . . . . . . . . . 42.2 In breve: come funziona la tecnologia EDM . . . . . . . . . . 52.3 Confronto fra Lazarenko e Generatore di impulsi . . . . . . . . 6
2.3.1 I principali campi di applicazione . . . . . . . . . . . . 72.4 I principali ambiti di ricerca . . . . . . . . . . . . . . . . . . . 82.5 Una parentesi sul WEDM . . . . . . . . . . . . . . . . . . . . 92.6 Nel dettaglio delle micro-lavorazioni . . . . . . . . . . . . . . . 92.7 EDM e microforatura . . . . . . . . . . . . . . . . . . . . . . . 102.8 criticità per microforatura tramite EDM . . . . . . . . . . . . 11
3 Forare tramite LASER 12
4 Confronto fra le due tecnologie 14
5 Ambito industriale 14
5.1 Aziende produzione fori tramite EDM . . . . . . . . . . . . . . 155.2 Aziende produzione di fori tramite LASER . . . . . . . . . . . 16
6 Conclusioni 16
2

1 Introduzione
Questo elaborato intende occuparsi dello stato dell'arte nella tecnologia dell'Electrical discharge machining, (d'ora in poi EDM). La struttura deltesto si divide in due parti, una riguardante il mondo accademico e la frontieradella ricerca e l'altra il mondo industriale, si intende inoltre seguire almenonella prima parte il lavoro:[1] che oltre a fornire delle buone linee guida per losvolgimento del testo presenta un buon punto di partenza per le discussionisulle lavorazioni EDM.
Il processo di elettroerosione appartenente dunque alla categoria delle la-vorazioni non convenzionali è stato studiato per la prima volta1 nel 1943 daDr. B.R. Lazarenko e Dr. N.I. Lazarenko all'università di Mosca [1]. Daglistessi autori fù inventato il primo circuito che consente l'accensione e lo spe-gnimento dell'arco elettrico che è alla base della lavorazione EDM, infatti ilmacchinario sospende il negativo della geometria da incavare nel materialegrezzo a pochi decimi di distanza e interrompendo il circuito garantisce loscoccare della scintilla fra pezzo e elettrodo ??. Questa tecnologia prendepiede anche per la capacità di dare una �nitura super�ciale molto buona2,geometrie molto complesse con sottosquadri e per la possibilità di processaremetalli con durezza, punto di fusione e più in generale caratteristiche mecca-niche, molto elevate.Per prendere coscienza del problema supponiamo per esempio di dover lavo-
Figura 1: Schema del funzionamento di un macchinario per elettroerosione
rare un foro di un iniettore automobilistico per alte prestazioni. E' possibilerendersi conto immediatamente di come solo la lavorazione EDM si trovi asuo agio in tale campo, vediamo a tal proposito la �gura:2, è evidente come
1In realtà la capacità dell'arco elettrico di asportare materiale era stata scoperta nel1770 ma non ne era stata colta oppure non era stato possibile sfruttare il potenzale per laproduzione industriale [1]
2Presso il Politecnico di Milano è stata eseguito recentemente uno studio per la pro-duzione di una semisfera, tramite microfresatura, dalle caratteristiche di rugosità moltostringenti, e la migliore strategia trovata non raggiungeva lo standard qualitativo garantitodall'elettroerosione (che tuttavia come tecnologia ha le sue ombre come vedremo).
3

solo una lavorazione in grado di e�ettuare un imbuto rovesciato non sim-metrico dalla parte sottile sia adatta, il LASER non è quindi considerabilecome opzione e la tecnica di micro-machining tramite testa di micro-fresaturarisulta inadeguata per la rapida usura dell'utensile data la durezza del com-ponente.
Figura 2: Esempio di caso in cui la lavorazione EDM rappresenta la miglioresoluzione
2 Il mondo accademico
2.1 Lo stato dell'arte
Come detto si intende seguire la traccia di questo articolo[1] uscito nel 2003,più volte riportato di seguito nel testo3 in cui è indicata la frontiera di studiodella tecnica EDM. In particolare dopo una breve presentazione del funzio-namento della tecnologia il testo propone un overview sulle principali ap-plicazioni e successivamente si propone di descrivere brevemente le ricercheattualmente in corso. Inseguendo questa struttura ed eventualmente inte-grando nello speci�co caso delle micro-lavorazioni �no al 2011 si intendeconfrontare due tecnologie quella del LASER e appunto l'EDM sul campodella microforatura.
3Su http : //apps.isiknowledge.com uno dei maggiori siti di ricerca di articoli scienti�civeniva indicato come l'articolo con argomento EDM con maggiore numero di citazioni
4

2.2 In breve: come funziona la tecnologia EDM
Il meccanismo di erosione 4 sfrutta come utensile per asportare materiale dalpezzo un canale di plasma che va da 8000 a 12000 �[2]. Quando infatti l'ali-mentazione di corrente si interrompe si forma per induzione un arco elettricodal materiale alla punta dell'elettrodo che attraversa il dielettrico presenteappunto tra punta e pezzo. E' possibile modellare quindi il processo comeuna sorgente di calore puntiforme che si di�onde nel pezzo sviluppando lineeiso-livello di temperatura che sono circonferenze. Intendendo suggerire giàda subito le possibili applicazioni di un tale processo si sappia che il volumedi materiale rimosso per scarica elettrica è pari a circa [1] 10−6−10−4mm3 edha un MMR4 che varia da 2 a 4000 mm3
min[12] e in�ne che la rugosità ottenibile
vari a fra 0.2 e 12 µm[12]. I parametri tecnologici di lavorazione sono funzio-ne del tipo di circuito scelto per la lavorazione, ovvero quello di Lazarenkooppure quello a generatore di impulsi. Il primo, ancora quello inventato daidue inventori di questa tecnologia consente �niture super�ciali migliori ma èmolto lento, il secondo garantisce maggiori avanzamenti ma �nitura super-�ciale peggiore, a volte vengono utilizzati entrambi uno il primo in fase di�nitura e il secondo in fase di sgrossatura. Possiamo vedere in �gura 3 alcuniparametri tipici.
Figura 3: Ecco i due tipi di circuiti e i loro parametri tipici
4material removal rate
5

2.3 Confronto fra Lazarenko e Generatore di impulsi
Alcune delle caratteristiche principali dei due tipi di circuiti sono [12]: Per ilcircuito di Lazarenko:
1. Temperature d�esercizio molto elevate quindi alta probabilità di fon-dere l�utensile
2. Frequenze di scarica molto bassa quindi processo lento
Per il sistema a generatore di impulsi abbiamo invece [12]:
1. Alto rendimento del processo
2. Possibilità di regolare tempo di scarica e intervallo fra una scarica el�altra
3. Possibilità di regolare la corrente di scarica
4. Tensione di scarica costante
5. Frequenze di funzionamento elevate
6. Possibilità di controllare la forma dell�impulso di corrente
7. Temperatura massima raggiunta nel processo inferiore (minore usuradell'utensile e minori sollecitazioni sul pezzo in lavorazione)
Ricordiamo appunto che la variazione toff , ton hanno grande in�uenzasulla �nitura super�ciale e sulla velocità di processamento del sistema. Inparticolare all'aumentare di toff migliora la rugosità e all'aumentare di tonaumenta l'MRR [13, 14].
Vi sono numerose variazioni sul tema EDM a elettrodo �ne che sono peresempio l'utilizzo di elettrodi di geometria complessa come in �gura:7 oppurela WEDM ossia l'elettroerosione tramite �lo, nel quale un �lo rapresenta l'e-lettrodo che inclinato secondo angoli diversi da luogo a di�erenti geometriecomplesse (approfondiremo brevemente in seguito), notevoli di�erenze si pos-sono trovare anche all'interno della famiglia delle lavorazioni simili all'EDMvedi:5. Come a seconda delle macro-classi di applicazione, esiste una suddi-visione della tecnologia impiegata, così anche per una lavorazione destinata aEDM si troveranno delle speci�che destinazioni, tipo EDM o WEDM, dovu-ta a obbiettivi diversi nella lavorazione, per esempio per quanto riguarda la�nitura super�ciale vedi �g.6 possiamo apprezzare la di�erenza di rugosità.
6

Figura 4: Ecco una breve descrizione del funzionamento della macchina EDM
Figura 5: Ecco una tabella che descrive le performance dell'EDM e dilavorazioni simili a questa risalente al 2006
2.3.1 I principali campi di applicazione
Uno dei principali vantaggi dell'EDM è che il sistema di rimozione del ma-teriale da asportare ha dei limiti termici e non di durezza del materiale eperciò ci si può permettere di lavorare materiali già temprati eludendo cosìil limite di mancato rispetto delle tolleranze dimensionali per deformazioniin seguito ai trattamenti termici. Ancora come detto sugli stessi materiali èintuibile come geometrie con sottosquadri siano realizzabili solo con questatecnologia. Un altro caso in cui questa tecnica trova applicazione è quelladelle micro-lavorazioni [3, 4, 5, 6, 7], soprattutto per ottenere micro cavitànei materiali, argomento che tuttavia discuteremo più approfonditamente nelseguito. Altri due campi di lavorazione sono la possibilita di processare mate-riali ceramici e materiali compositi come per esempio Al2O3/6061Al. Ancoral'EDM può essere utilizzato per produrre utensili per una microfresatura outensili per una micro-punzonatura.
7

Figura 6: Confronto tra la �nitura super�ciale con diversi meccanismi dilavorazione
Figura 7: Esempio di lavorazione EDM
2.4 I principali ambiti di ricerca
Sempre in [1] si passa poi alla descrizione di quali siano i principali ambitidella ricerca come la misura delle performance dell'EDM, la riduzione deiconsumi dell'elettrodo e la produzione di una �nitura super�ciale adatta perl'applicazione in considerazione. Per quanto riguarda la capacità di rimuove-re materiale si è visto che insieme alla tensione e alla frequenza della scintillavi sono altri parametri non forse altrettanto intuitivi come per esempio latipologia del dielettrico in cui avviene la lavorazione, la distanza pezzo testa(dove in ogni caso non vi deve essere contatto fra pezzo e elettrodo) il motodel �uido dielettrico la geometria dell'elettrodo stesso. Queste caratteristi-che del macchinario in�uiscono anche sulla durata dell'utensile e sulla suacapacità di resistere all'usura. In�ne viene presentato un elenco dei gruppi
8

di ricerca che lavorano all'ottimizzazione dei parametri di tipo elettrico eper concludere una descrizione di cosa ci si aspetti nell'immediato futuro daquesta tecnologia.
2.5 Una parentesi sul WEDM
Per capire come funziona questa tecnologia un po' più approfonditamente sifaccia riferimento all'articolo [15] che riporta in particolare lo stato dell'artedella tecnologia WEDM e risale al 2003 perciò costituisce percosì dire l'ana-logo di [1]. Il sistema di lavorazione WEDM prevede l'utilizzo di un �lo comeelettrodo fatto di rame sottile, bronzo o tungsteno di diametro variabile fra0.05 e 0.03 mm che è in grado quindi di produrre angoli di raccordo moltopiccoli. Il �lo è tenuto in tensione utilizzando un dispositivo meccanico cheaiuta così a ridurre il numero di difetti nei prodotti. Durante la lavorazio-ne, come nel caso dell'EDM non vi è contatto con il pezzo. Anche questatecnologia permette di lavorare materiali alto-resistenziali. Il WEDM è sta-to introdotto per la prima volta nei tardi anni 1960 e lo sviluppo di questoprocesso è il risultato della ricerca di una tecnica per sostituire l'elettrodoutilizzato nella tecnica EDM. Solo nel 1970 tramite le macchine CNC si haperò la sua espansione sul mercato. Il tipo di meccanismo utilizzato per l'a-sportazione di materiale è del tutto simile a quello dell'EDM. I valori tipici dicut-rate sono 300 mm2/min per uno spessore di 50 mm di acciaio per uten-sili e 750 mm2/min per 150 mm di spessore di Alluminio. LA qualità della�nitura risulta pari a: 0.040.25Ra. Quindi questo tipo di lavorazione presen-ta una �nitura super�ciale migliore di quella EDM, ed il motivo è che nellalavorazione WEDM viene invertita la polarità degli elettrodi [12] questo per-chè il �lo è un consumabile e quindi ci si può permettere una con�gurazioneelettrica che non ci preservi in maniera così importante dall'usura dell'uten-sile (vedi ancora:[12]). Per renderci conto della �nestra in cui andiamo aposizionarci e fare anche il confronto con la tecnologia EDM guardiamo la�gura:8. Ancora, i campi di ricerca sono il miglioramento della produttività,l'ottimizzazione dei parametri di processo e di controllo per l'aumento dellMRR e dell Ra. Naturalmente uno dei problemi presenti nell WEDM è lapossibilità di rottura del �lo oppure della sua �essione, in questo caso vi è latendenza a migliorare continuamente i sistemi di trazionamento del �lo.
2.6 Nel dettaglio delle micro-lavorazioni
Come precedentemente accennato la tecnologia EDM ha fra i suoi campi diapplicazione quello delle micro-lavorazioni riprendiamo quindi l'articolo [11]che distingue all'interno diverse categorie:
9

Figura 8: Le curve che mostrano l'appostamento delle due lavorazioni EDMe WEDM
1. Micro-wire EDM, dove un �lo di diametro inferiore a 0.02 mm vieneutilizzato per tagliare un materiale condutivo
2. Die-sinking micro-EDM, dove un elettrodo con piccole elaborazioniviene utilizzato per produrre il suo negativo nel pezzo
3. Micro-EDM drilling, dove micro elettrodi (di diametri inferiori a 5-10µm) vengono utilizzati per scavare micro-fori nel pezzo
4. Micro-EDMmilling dove micro-elettrodi di diametri inferiori a 5−10µmvengono utilizzati con strategie prede�nite, per produrre cavità 3D,simili a quelle utilizzate per la fresatura tradizionale
Se si rende necessaria una micro-lavorazione sul campo, come concorrenti ap-paiono tecniche come LASER5, l'etching, la micro-deposizione, micro attaccoacido, stereolitogra�a e altri [9]. Queste tecnologie hanno tutte un loro puntodi forza e di�cilmente si può trovare un autore che proponga una tecnologiacome best-choice su tutte le altre. L'EDM ha per esempio un controllo cer-tamente superiore nell'asse delle Z[8] rispetto ad altre tecnologie concorrenti,anche la possibilità di processare un materiale senza essere in�uenzati dalladurezza o dalle sue caratteristiche meccaniche o chimiche (diverso discorsoper quelle elettriche) [8] rappresenta un indubbio vantaggio.
2.7 EDM e microforatura
Di tutte le lavorazioni che è possibile realizzare con l'EDM si è deciso dioccuparsi di micro-foratura. Si è deciso infatti di limitare il campo delle
5micro-ablazione in proximity (conventional) cutting o remote laser cutting
10
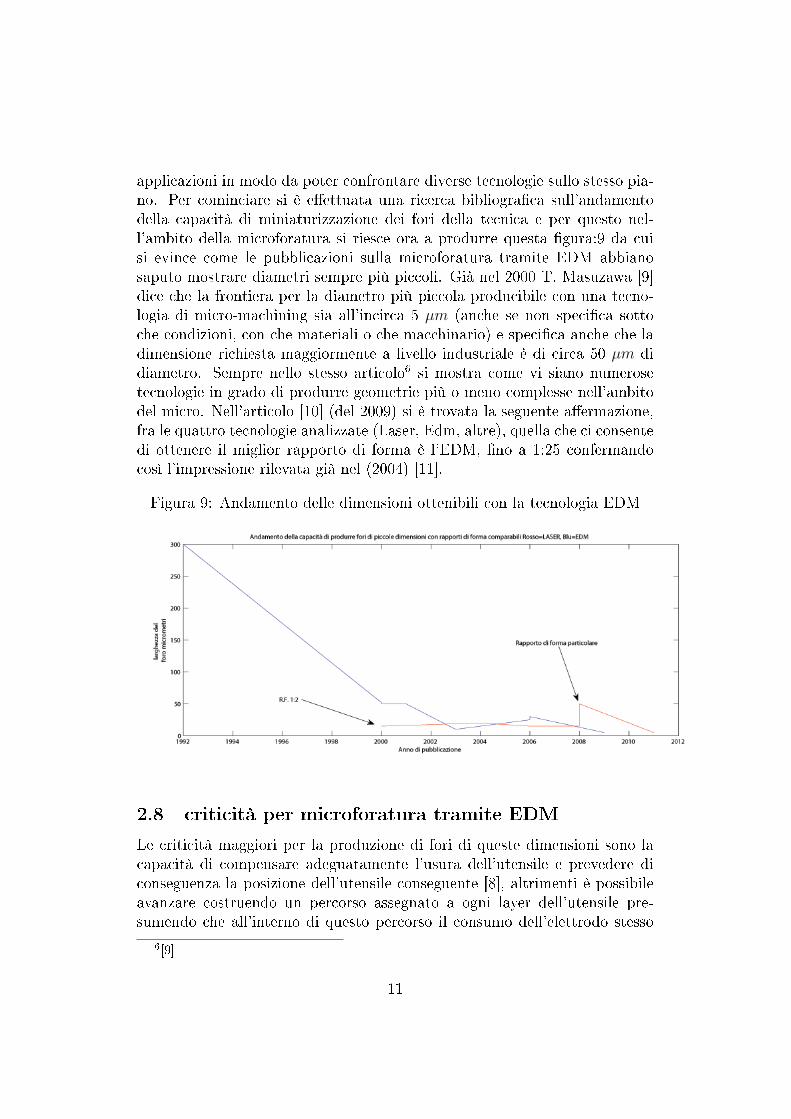
applicazioni in modo da poter confrontare diverse tecnologie sullo stesso pia-no. Per cominciare si è e�ettuata una ricerca bibliogra�ca sull'andamentodella capacità di miniaturizzazione dei fori della tecnica e per questo nel-l'ambito della microforatura si riesce ora a produrre questa �gura:9 da cuisi evince come le pubblicazioni sulla microforatura tramite EDM abbianosaputo mostrare diametri sempre più piccoli. Già nel 2000 T. Masuzawa [9]dice che la frontiera per la diametro più piccola producibile con una tecno-logia di micro-machining sia all'incirca 5 µm (anche se non speci�ca sottoche condizioni, con che materiali o che macchinario) e speci�ca anche che ladimensione richiesta maggiormente a livello industriale è di circa 50 µm didiametro. Sempre nello stesso articolo6 si mostra come vi siano numerosetecnologie in grado di produrre geometrie più o meno complesse nell'ambitodel micro. Nell'articolo [10] (del 2009) si è trovata la seguente a�ermazione,fra le quattro tecnologie analizzate (Laser, Edm, altre), quella che ci consentedi ottenere il miglior rapporto di forma è l'EDM, �no a 1:25 confermandocosì l'impressione rilevata già nel (2004) [11].
Figura 9: Andamento delle dimensioni ottenibili con la tecnologia EDM
2.8 criticità per microforatura tramite EDM
Le criticità maggiori per la produzione di fori di queste dimensioni sono lacapacità di compensare adeguatamente l'usura dell'utensile e prevedere diconseguenza la posizione dell'utensile conseguente [8], altrimenti è possibileavanzare costruendo un percorso assegnato a ogni layer dell'utensile pre-sumendo che all'interno di questo percorso il consumo dell'elettrodo stesso
6[9]
11

sia trascurabile. Esistono inoltre errori di correttezza di posizionamento edi ripetibilità del posizionamento [11], ancora mancato controllo della tem-peratura del �uido [11], la variazione di gap necessario per lo scintillio trail materiale da processare e l'elettrodo dovuto alla variazione di condizioniesterne non controllabili [11]. Sistemi di �ssaggio non perfettamente rigidi evariabili in posizione propria secondo le rispettive tolleranze [11]. I proble-mi presentati rimangono nelle lavorazioni attuali rendendo comunque l'EDMuno dei principali candidati per l'esecuzione di una micro-lavorazione.
3 Forare tramite LASER
La foratura tramite laser avviene [16], tramite LASER ai vapori di rame(CVL). Questo tipo di laser appartiene alla famiglia dei laser a vapori metal-lici che usano una miscela di vapori e gas nobili per produrre il fascio laser.Ci sono i vapori di Rame, Elio-Cadmio e vapori d'oro. Questi laser operanofra temperature di 200 e 1200 �per mantenere il metallo a livello di vapore.La fase di pompaggio avviene tramite scariche elettriche. I laser a vaporidi rame producono luce verde e gialla da una miscela di vapore di Rame eElio o Neon. Sono sorgenti eccellenti di luce a corta lunghezza d'onda, altaintesità e ad alta capacità di ripetizione degli impulsi. Il mezzo attivo rameè contenuto in un tubo di ceramica lungo 1 metro e di 25 mm di diametro,ed è in grado di produrre 20 W di output se invece le dimensioni risultano 60mm per 3 metri di lunghezza avremo un output di 300 W. Il tubo è contenu-to in uno spazio vuoto e riscaldato da scariche pulsanti alla temperatura di1450 �a cui il rame vaporizza. L'output ancora è costituito da elettroni adalta energia e atomi neutri di rame. Il gas neon alla pressione di 20.60 mbarcomincia a scaricare la corrente. L'applicazione principale di questo laser èquella della produzione di fori, tagli e micro asportazione di materiali conspessori �no a 1.5 mm, fra cui metalli paste siliconiche diamanti ceramiche epolimeri. Applicazioni tipiche sono ugelli di iniezione inchiostro, produzionedi fori per iniezione, �nitura di precisione e incisione dei reticoli di bragg. Fratutte queste applicazioni quella dei fori è la più comune e si trova tipicamentenella produzione di fori per dosaggio di farmaci, fori per microelettronica, foriper contatti elettrici e �ltri. La luce dei vapori di Rame, a causa della sualunghezza d'onda, viene assorbita in maniera migliore dal metallo che quantoavvenga invece con il laser a infrarosso. Questo porta alla creazione di foricon zona termicamente alterata molto piccola. Rapporti di forma pari a 40 erugosità super�ciale pari a 1.2 µm. Nel settore dell'automobile gli ingegnerisono alla continua ricerca di regolatori di pressione per ridurre le emissioni deimotori a combustione, e uno dei maggiori interventi che è possibile operare
12

nel settore è lavorare sugli iniettori. Attualmente la tecnologia di produzionedegli iniettori produce ottimi fori ma a una velocità piuttosto bassa. Fori piùpiccoli di 150 µm diventano sempre più complessi da produrre e la tecnicatramite l'utilizzo di LASER a vapori di Rame dimostra l'abilità a produrrefori con diametro da 50 a 200 µm senza bava dalla parte di uscita. Il lato diingresso presenta un minimo di bava che può essere rimossa con una leggeraabrasione. Si osservino in �gura 10 i fori realizzabili con questa tecnologia.Allen e al. [17] ha fabbricato ugelli per l'iniezione di inchiostro ricavati infogli di metallo con tre tecniche (micro-electrodischarge machining, micro-drilling and CVL machining). Ha valutato le caratteristiche di ogni tecnicaricercando le di�erenze fra ciascuna di loro. La tecnica Micro-EDM è unadelle poche tecniche che può essere utilizzata per la fabbricazione di un foroda 50 µm di diametro e 100 µm di profondità e prendendo solo tre minutidi tempo. Con il laser a vapori di rame un singolo impulso sarà in grado dirimuovere materiale �no alla profondità di 10 µm, il che signi�ca che questimicro fori sono creati in pochi secondi da impulsi da 30 nano-secondi allafrequenza di 10 Khz. La brevità dell'impulso riduce la zona termicamentealterata, si possono ottenere rapporti di forma pari a 40 e la rugosità dellasuper�cie è dell ordine di 1,2 µm. Anche se il processo di micro EDM èconsolidato per l'eccellente qualità dei fori ha come suo punto di debolezza lalentezza. Il laser a vapori di rame è molto più veloce ma la mancata precisionedimensionale richiede ulteriori studi per il controllo dei micro �ussi.
Figura 10: Foro ottenibile tramite lavorazione laser
13

4 Confronto fra le due tecnologie
Riportiamo la tabella presentata in [16] che presenta un primo confronto frale tecnologie per la produzione di micro-fori.
Questa tabella ci da una prima indicazione di dove posizionarsi nel caso sivoglia ottenere un certo output di processo. Entriamo ancora però più neldettaglio fornendo i risultati di frontiera per quanto riguarda diversi aspettidella fabbricazione di un foro. Si deve tenere conto che non essendo rica-vati tutti dallo stesso articolo e tutti dallo stesso foro potrebbe esserci unacorrelazione fra parametri che maschera le prestazioni e�ettive. Per esempioè possibile che con diametri molto molto piccoli la tecnologia EDM su lun-ghi fori sia molto più lenta in proporzione che non su fori con diametro piùampio.
5 Ambito industriale
Per conoscere l'attuale capacità delle macchine EDM o LASER bisognerebbeentrare nel merito dell'attuale capacità di foratura, molti produttori dichiara-no infatti prestazioni veri�cate solo secondo particolari condizioni operativeche magari sono di�cili da ottenere (soprattutto in ambito operativo indu-striale). Ci a�diamo in ogni caso ai data-sheet forniti dai costruttori, perdecisione, imposta dal mercato e dai venditori spesso non vengono fornitecaratteristiche semplici come MMR, minima dimensione del foro ottenibile,a�dabilità della macchina e molte altre ma al più dimensioni di ingombro.Va inoltre ricordato che molte macchine che vengolno classi�cate come attealla produzione di micro-fori in realtà arrivano per esempio ad un diametrominimo di 300 µm ovvero diametri che spesso possono risultare insu�cientiper applicazioni come quella di produzione di fori per iniettori automobilistici
14
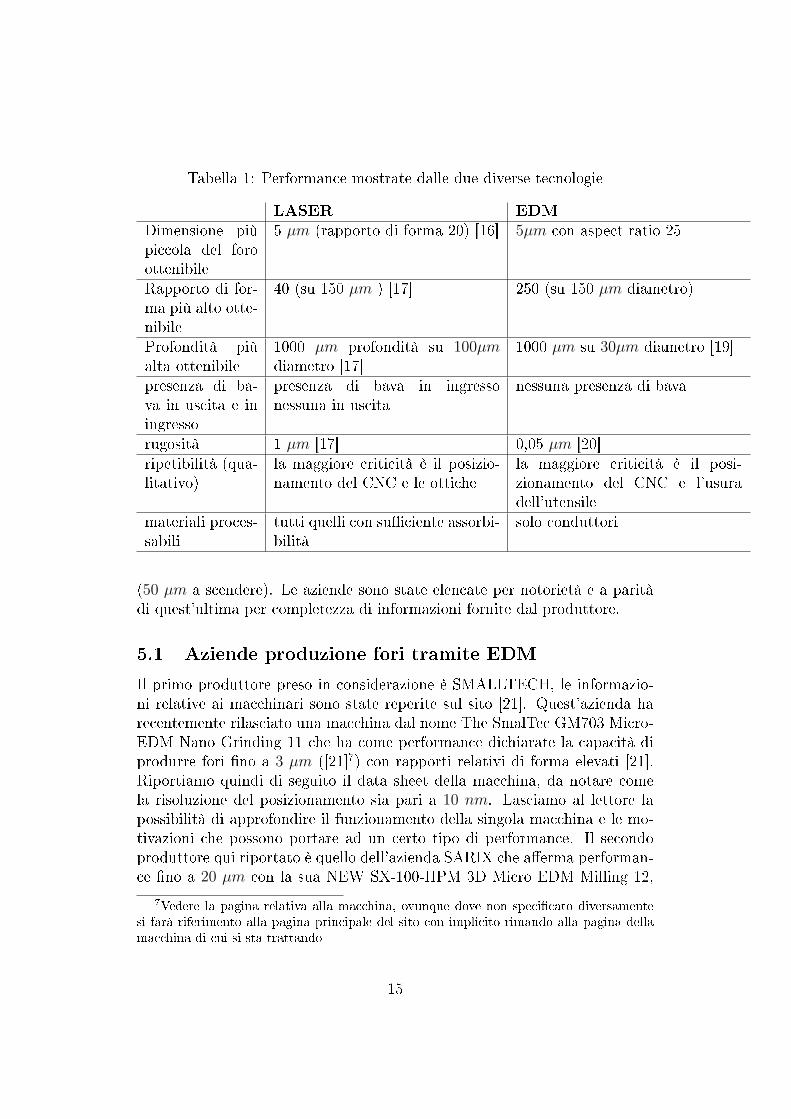
Tabella 1: Performance mostrate dalle due diverse tecnologie
LASER EDM
Dimensione piùpiccola del foroottenibile
5 µm (rapporto di forma 20) [16] 5µm con aspect ratio 25
Rapporto di for-ma più alto otte-nibile
40 (su 150 µm ) [17] 250 (su 150 µm diametro)
Profondità piùalta ottenibile
1000 µm profondità su 100µmdiametro [17]
1000 µm su 30µm diametro [19]
presenza di ba-va in uscita e iningresso
presenza di bava in ingressonessuna in uscita
nessuna presenza di bava
rugosità 1 µm [17] 0,05 µm [20]ripetibilità (qua-litativo)
la maggiore criticità è il posizio-namento del CNC e le ottiche
la maggiore criticità è il posi-zionamento del CNC e l'usuradell'utensile
materiali proces-sabili
tutti quelli con su�ciente assorbi-bilità
solo conduttori
(50 µm a scendere). Le aziende sono state elencate per notorietà e a paritàdi quest'ultima per completezza di informazioni fornite dal produttore.
5.1 Aziende produzione fori tramite EDM
Il primo produttore preso in considerazione è SMALLTECH, le informazio-ni relative ai macchinari sono state reperite sul sito [21]. Quest'azienda harecentemente rilasciato una macchina dal nome The SmalTec GM703 Micro-EDM Nano Grinding 11 che ha come performance dichiarate la capacità diprodurre fori �no a 3 µm ([21]7) con rapporti relativi di forma elevati [21].Riportiamo quindi di seguito il data sheet della macchina, da notare comela risoluzione del posizionamento sia pari a 10 nm. Lasciamo al lettore lapossibilità di approfondire il funzionamento della singola macchina e le mo-tivazioni che possono portare ad un certo tipo di performance. Il secondoproduttore qui riportato è quello dell'azienda SARIX che a�erma performan-ce �no a 20 µm con la sua NEW SX-100-HPM 3D Micro EDM Milling 12,
7Vedere la pagina relativa alla macchina, ovunque dove non speci�cato diversamentesi farà riferimento alla pagina principale del sito con implicito rimando alla pagina dellamacchina di cui si sta trattando
15

quest'azienda ha lavorato al �anco della ricerca per produrre per esempiomicro-fori in collaborazione con la NASA per alcune sonde mandate su Mar-te. Si faccia riferimento alla snapshot della macchina così come è presentatasul sito.
Di seguito a queste due aziende riportiamo la terza: mitsubishielectric,questa azienda produce moltissimi oggetti di pregiata tecnologia e a�ermasempre sul sito [22] di riuscire a praticare fori a meno di 100 µm di diametro.In particolare con la macchina V H10 13 riescono a produrre fori di 65 µm didiametro. La mitsubishi produce anche sistemi di foratura laser per telefonia,ma i fori arrivano �no ai decimi di millimetro (e su plastica).
L'azienda heun, tedesca, propone la macchina MD-435 CNC 14 con elet-trodi di diametro �no a 0.08 mm in grado potenzialmente di produrre fori didimensioni poco superiori agli 80 µm.
Un'altra azienda in grado di produrre macchinari per micro-fori è laSODIC con la AE05 [29] garantiscono (vedi �gura:??) fori �no a 2.9 µm.
Per completezza riportiamo anche la macchina AD-20 di jsedm capace diprodurre fori �no a 200 µm [26], DRILLING EDM / CNC SERIES H64C diCHMER ?? 200 µm di diametro,ONA DR SERIES [27] dell'azienda ONA200 µm e JM528D SUPER DRLL EDM di ADVANCED TECHNOLOGYFROM JOEMARS [25] per fori sempre �no a 200 µm e in�ne DRILL 20 diGF AgieCharmilles in grado di produrre fori sino a 300 µm [28].
5.2 Aziende produzione di fori tramite LASER
6 Conclusioni
16
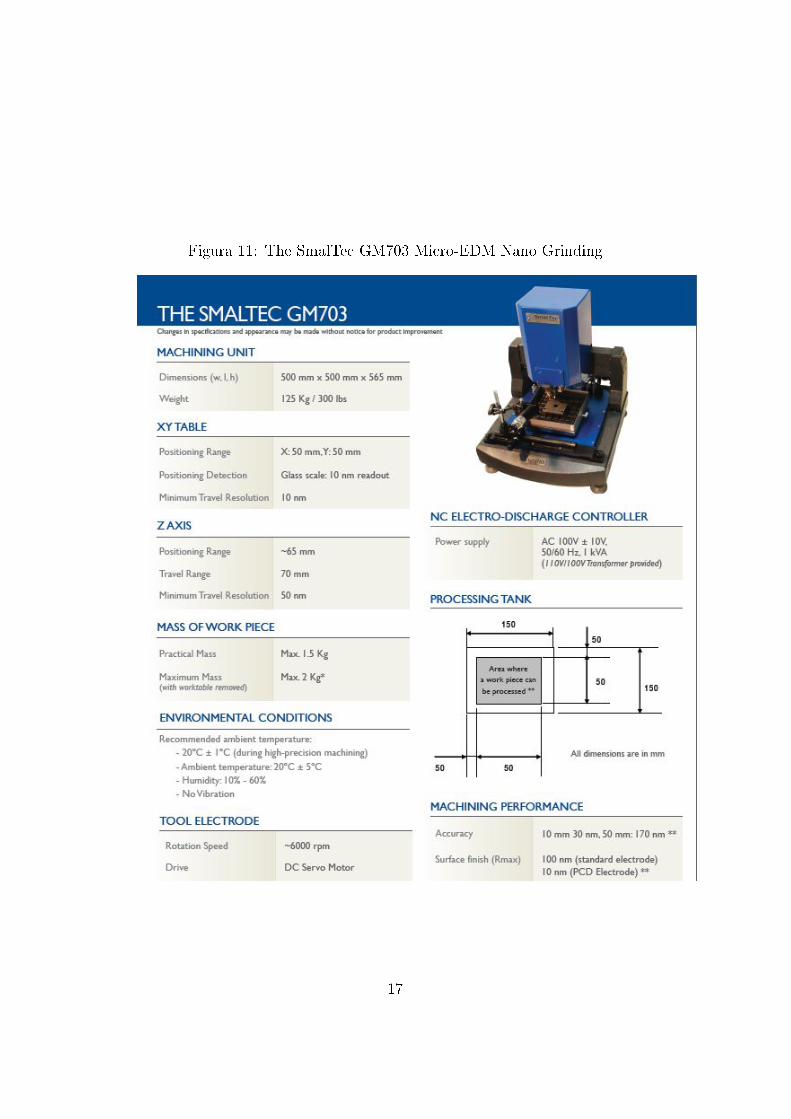
Figura 11: The SmalTec GM703 Micro-EDM Nano Grinding
17

Figura 12: NEW SX-100-HPM 3D Micro EDM Milling
18

Figura 13: VH10
19

Figura 14: MD-435 CNC
Figura 15: AE05
20

Riferimenti bibliogra�ci
[1] State of the art electrical discharge machining (EDM) K.H Ho1, S.T.Newman2
1 = Advanced Manifacturing System and Technology Centre, WolfsonSchool of Mechanical and Manufacturing Engineering, Laughborough2 =University Loughbrough,Leicester LE11 3Tu,UK Received 5 June2003, accepted 10 June 2003
[2] Anonymous, History and Developmentm in The Tecniques and Praticeof Spark Erosion Machining, Sparcatron Limited, Gloucester, UK, 1965,p.6
[3] T. Masuzawa, State of the art of micromachining. Ann. CIRP 49 2(2000), pp. 473�488.
[4] T. Masuzawa, M. Fujino and K. Kobayashi, Wire electro-dischargegrinding for micro-machining. Ann. CIRP 34 1 (1985), pp. 431�434.
[5] T. Masuzawa, C.L. Kuo and M. Fujino, A combined electrical machi-ning process for micro nozzle fabrication. Ann. CIRP 43 1 (1994), pp.189�192.
[6] Z.Y. Yu, T. Masuzawa and M. Fujino, Micro-EDM for three dimensionalcavities�development of uniform wear method. Ann. CIRP 47 1 (1998),pp. 169�172.
[7] S.H. Yeo and G.G. Yap, A feasibility study on the micro electro-discharge machining process for photomask fabrication. Int. J. Adv.Manuf. Technol. 18 1 (2001)
[8] 3D Micro-Edm Using CAD/CAM K.P.Rajurkar,Z.Y.Yu Center for Non-traditional Manufacturing Research, Departement of Industrial and Ma-nagement System Engineering, University of Nebrasca-Lincoln, Lincoln,USA Received on January 3, 2000
[9] State of the Art of Micromachining TMasuzawa(1) Institute ofIndustrial Science, University ofTokyo,Tokyo, Japan 2000
[10] Some recent advances in multi-material micro- and nano-manufacturingE. B. Brousseau S. S. Dimov D. T. Pham Received: 6 July 2009 /Accepted: 10 July 2009 / Published online: 7 August 2009 Springer-Verlag London Limited 2009
21
[11] Micro-EDM.recent developments and research issues D.T. Pham., S.S.Dimov, S. Bigot, A. Ivanov, K. Popov Intelligent Systems ResearchLaboratory, Manufacturing Engineering Centre, School of Engineering,University of Wales Cardi�, Queen's Buildings, PO Box 688, Cardi�CF2 3TE, UK
[12] Dispense del corso di Tecnologie Speciali tenuto presso il Politecnico diMilano
[13] Modeling and Analysis of process parameters on Surface Roughness inEDM of AISI D2 tool Steel by RSM Approach M. K. Pradhan*, and C.K. Biswas World Academy of Science, Engineering and Technology 572009
[14] Modelling of machining parameters for MRR in EDM using responsesurface methodology Mohan Kumar Pradhan1 and Chandan KumarBiswas2 1=Research Scholar, 2=Assistant Professor, Department ofMechanical Engineering, National Institute of Technology, Rourkela-769008, India Proceedings of NCMSTA�08 Conference National Conferen-ce on Mechanism Science and Technology: from Theory to ApplicationNovember 13-14, 2008 National Institute of Technology, Hamirpur
[15] State of the art in wire electrical discharge machining (WEDM) K.H.Ho,S.T. Newman, S.Rahimifard, R.D.Allen Advanced Manufacturing Sy-stems and Technology Centre, Wolfson School of Mechanical andManufacturing Engineering, Loughborough University, LeicestershireLE11 3TU, UK Received 13 October 2003; accepted 29 April 2004International Journal of Machine Tools and Manufacture 44 (2004)1247�1259
[16] Laser beam machining (LBM), state of the art and new opportunitiesJohan Meijer University of Twente, Enschede, The Netherlands Journalof Materials Processing Technology 149 (2004) 2�17
[17] D.M. Allen, H.J.A. Almond, J.S. Bhogal, A.A. Green, P. Logan, X.X.Huang, Typical metrology of micro hole arrays made in stainless steelfoils by two stage EDM, Ann. CIRP 48 (1) (1999) 127�130.
[18] Machining of micro rotational parts by wire electrical discharge grindingE. Uhlmann Æ S. Piltz Æ D. Oberschmidt PRODUCTION PROCESSReceived: 2 May 2007 / Accepted: 4 April 2008 / Published online:29 April 2008 German Academic Society for Production Engineering(WGP) 2008
22

[19] Electrochemical micro-drilling of deep holes by rotational cathode toolsZhi-Wen Fan Lih-Wu Hourng Received: 3 November 2009 / Accepted:24 May 2010 / Published online: 6 June 2010 Springer-Verlag LondonLimited 2010
[20] Micro and Nano Machining by Electro-Physical and Chemical Pro-cesses K.P. Rajurkar(1), G. Levy(1), A. Malshe (3), M.M. Sunda-ram (1), J. McGeough (1-4), X. Hu1, R. Resnick (3-5), A. DeSilva(2-6) 1=University of Nebraska-Lincoln, USA 2=University of AppliedSciences, St. Gallen, Switzerland 3=University of Arkansas, Fayettevil-le, USA 4=University of Edinburgh, U.K. 5=ExOne, USA 6=GlasgowCaledonian University, U.K. Annals of the CIRP Vol. 55/2/2006
[21] http://www.smaltec.com/index.cfm
[22] http://www.sarix.com
[23] http://www.mitsubishielectric.com/info/automate/edma.html
[24] http://www.chmer.com/index.html
[25] http://www.joemars.com.tw/index.asp?le=English
[26] http://www.jsedm.com/spec/5.htm
[27] http://www.ona-electroerosion.com/index.php?option=com_content&view=article&id=94&Itemid=118&lang=en
[28] http://www.gfac.com/gfac.html
[29] http://www.sodick.com/index.php?t=index&
23