Early Sintering Stage - Materialwissenschaft · 2020-01-21 · Early Sintering Stage (FAST) Initial...
35
Field Assisted Sintering Technique Courtesy of Prof. Ricardo Castro ([email protected]) and Dr. D. V. Quach ([email protected]) Early Sintering Stage
Transcript of Early Sintering Stage - Materialwissenschaft · 2020-01-21 · Early Sintering Stage (FAST) Initial...
Field Assisted Sintering Technique Courtesy of Prof. Ricardo Castro ([email protected]) and Dr.
D. V. Quach ([email protected])
Early Sintering Stage
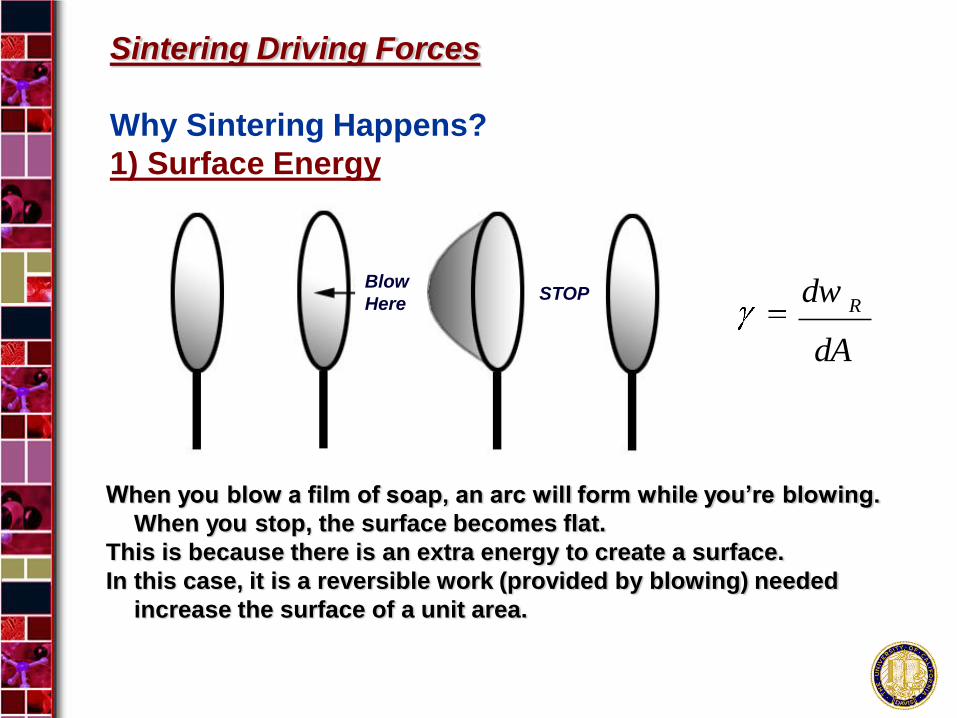
Sintering Driving Forces
Why Sintering Happens?
1) Surface Energy
Blow
Here STOP
When you blow a film of soap, an arc will form while you’re blowing.
When you stop, the surface becomes flat.
This is because there is an extra energy to create a surface.
In this case, it is a reversible work (provided by blowing) needed
increase the surface of a unit area.
dA
dwR
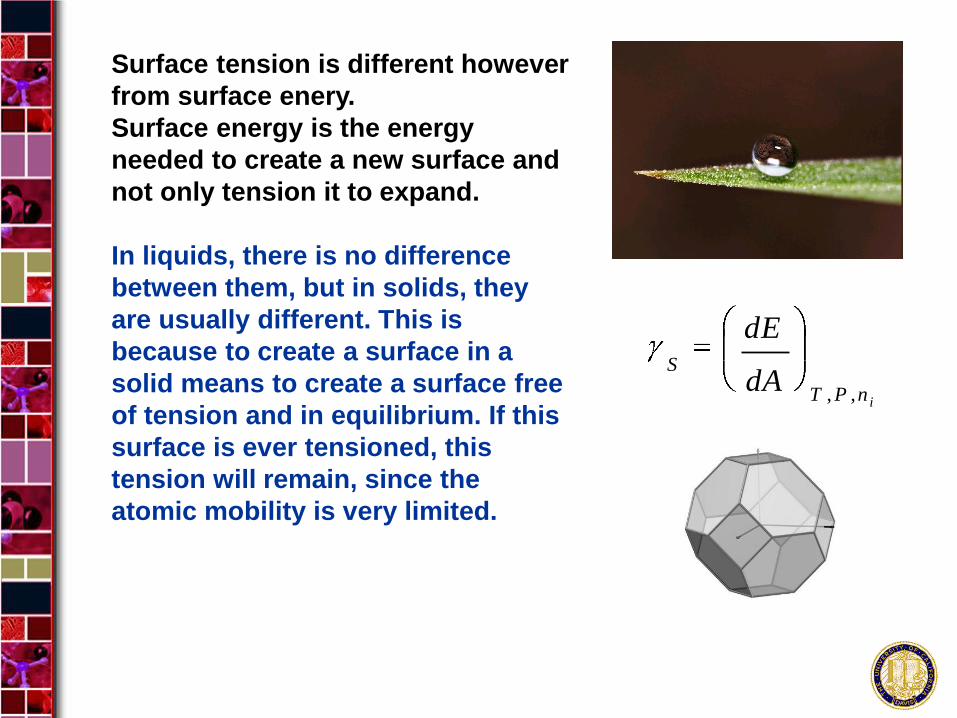
Surface tension is different however
from surface enery.
Surface energy is the energy
needed to create a new surface and
not only tension it to expand.
In liquids, there is no difference
between them, but in solids, they
are usually different. This is
because to create a surface in a
solid means to create a surface free
of tension and in equilibrium. If this
surface is ever tensioned, this
tension will remain, since the
atomic mobility is very limited.
inPT
SdA
dE
,,
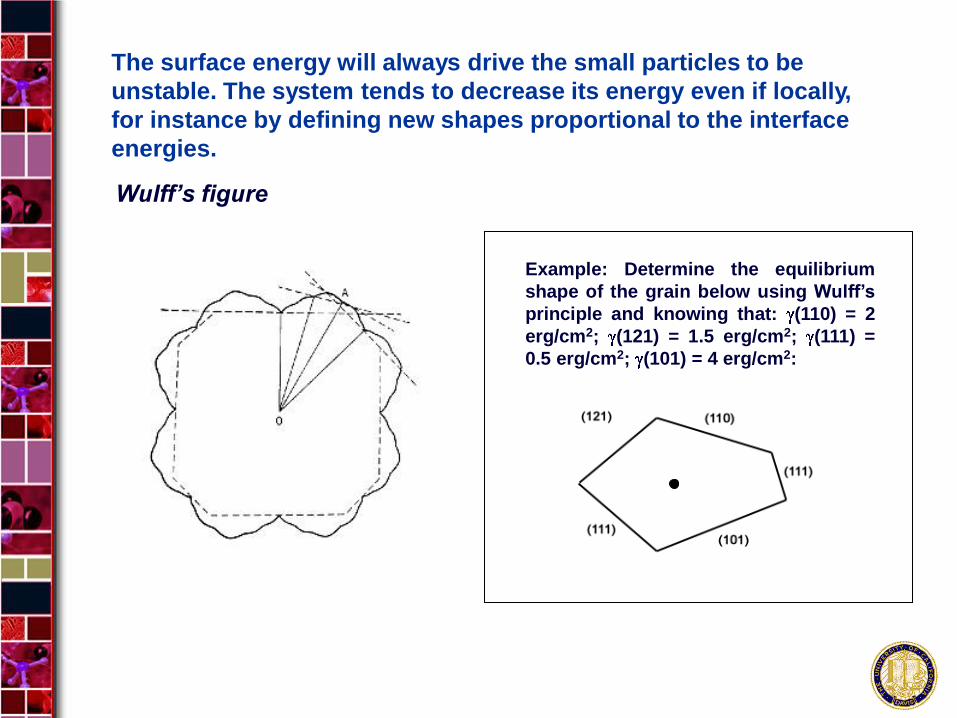
The surface energy will always drive the small particles to be
unstable. The system tends to decrease its energy even if locally,
for instance by defining new shapes proportional to the interface
energies.
Wulff’s figure
Example: Determine the equilibrium
shape of the grain below using Wulff’s
principle and knowing that: (110) = 2
erg/cm2; (121) = 1.5 erg/cm2; (111) =
0.5 erg/cm2; (101) = 4 erg/cm2:
AAdAdG
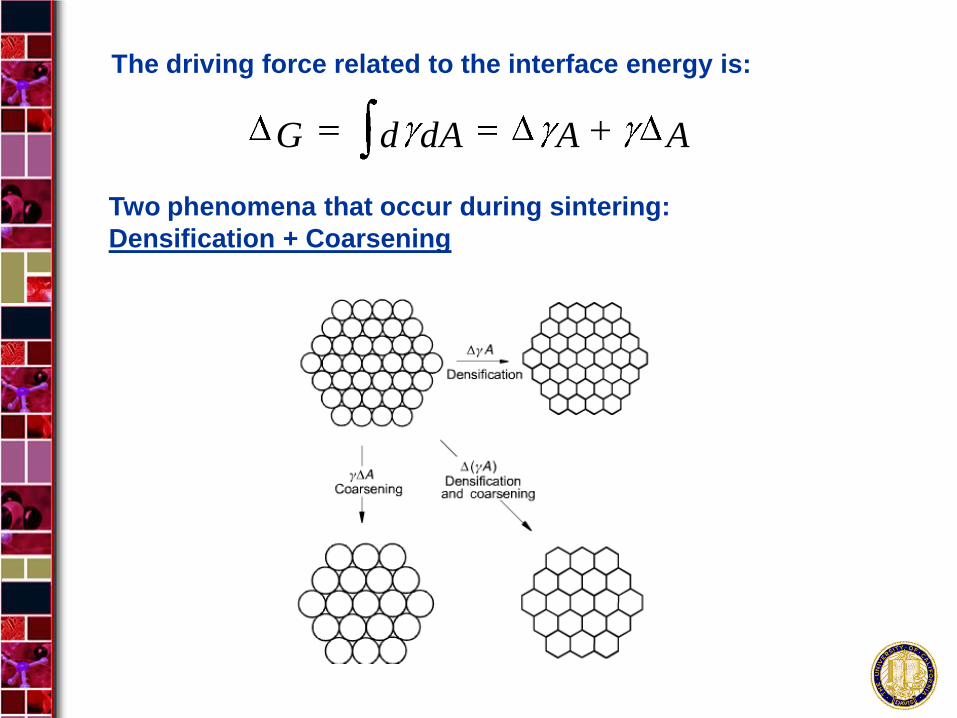
The driving force related to the interface energy is:
Two phenomena that occur during sintering:
Densification + Coarsening
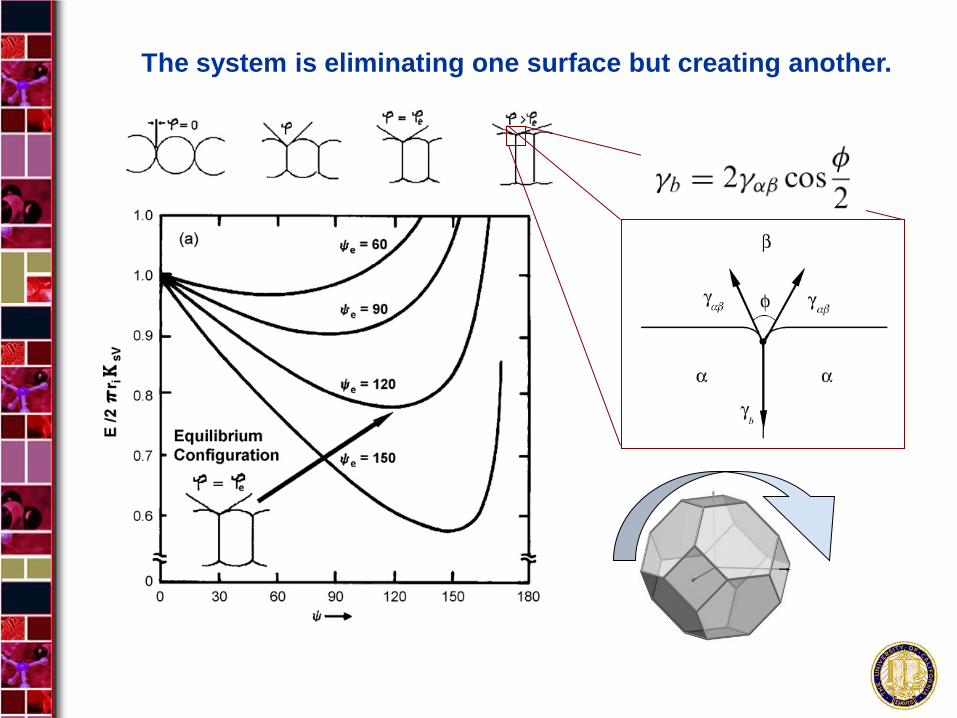
The system is eliminating one surface but creating another.
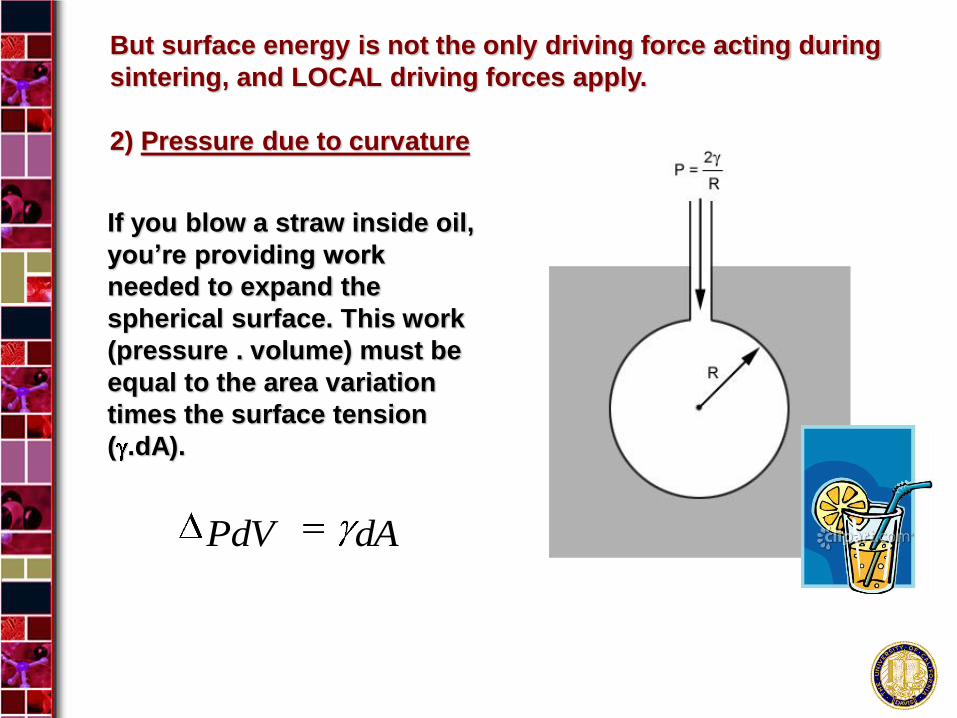
But surface energy is not the only driving force acting during
sintering, and LOCAL driving forces apply.
2) Pressure due to curvature
If you blow a straw inside oil,
you’re providing work
needed to expand the
spherical surface. This work
(pressure . volume) must be
equal to the area variation
times the surface tension
( .dA).
dAPdV
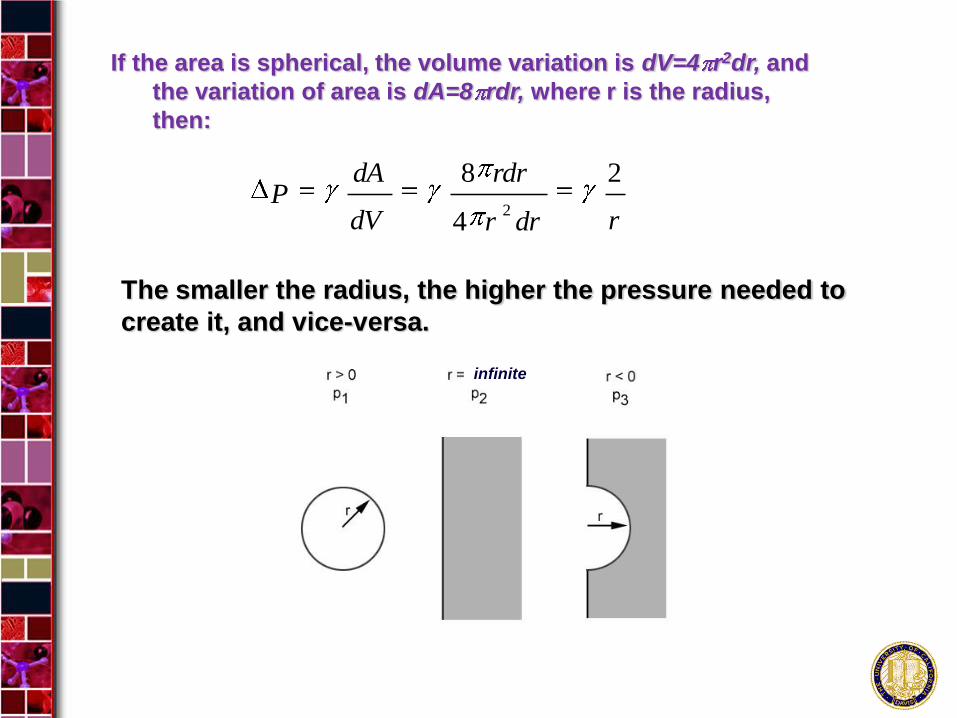
If the area is spherical, the volume variation is dV=4 r2dr, and
the variation of area is dA=8 rdr, where r is the radius,
then:
rdrr
rdr
dV
dAP
2
4
8
2
The smaller the radius, the higher the pressure needed to
create it, and vice-versa.
infinite
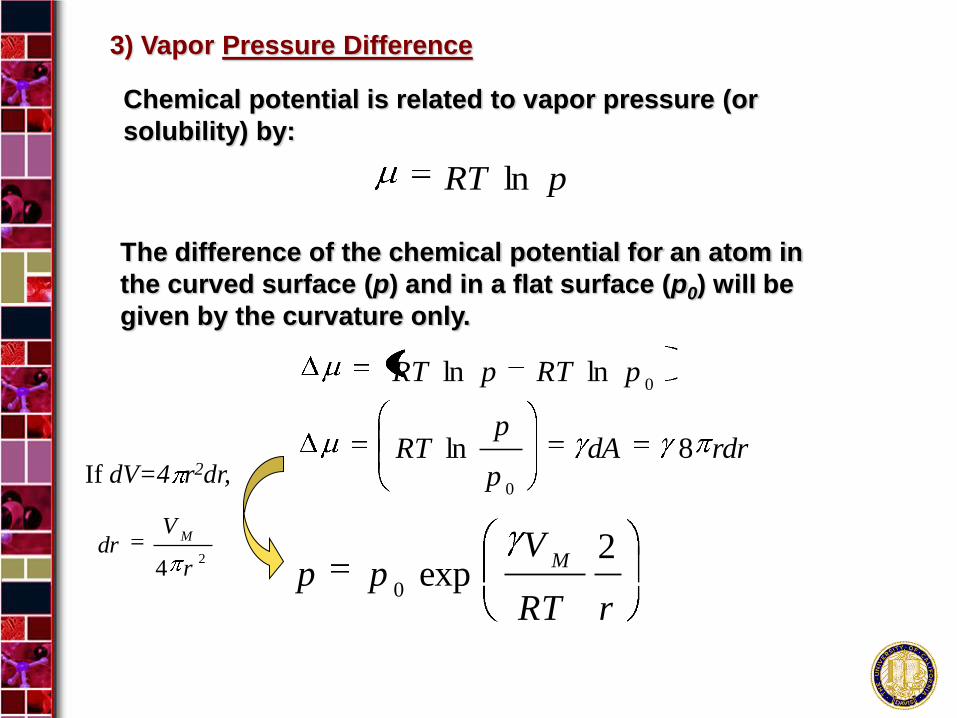
Chemical potential is related to vapor pressure (or
solubility) by:
pRT ln
0lnln pRTpRT
rdrdAp
pRT 8ln
0
rRT
Vpp
M 2exp
0
24 r
Vdr
M
The difference of the chemical potential for an atom in
the curved surface (p) and in a flat surface (p0) will be
given by the curvature only.
If dV=4 r2dr,
3) Vapor Pressure Difference
G
G
rG
XrXX
BX
G
r1 r2
Concentration
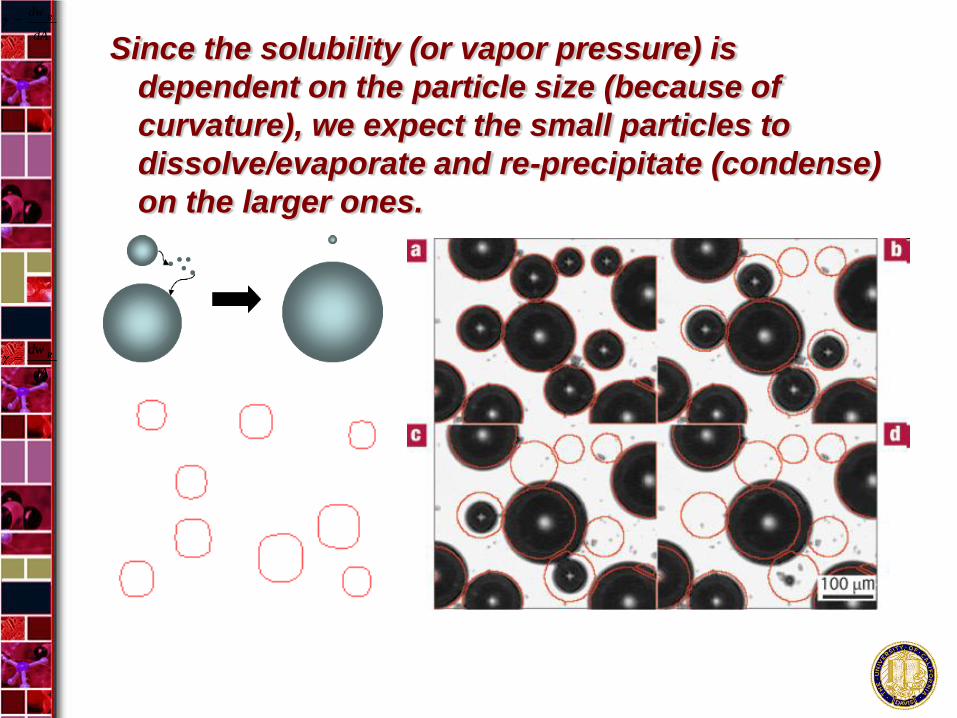
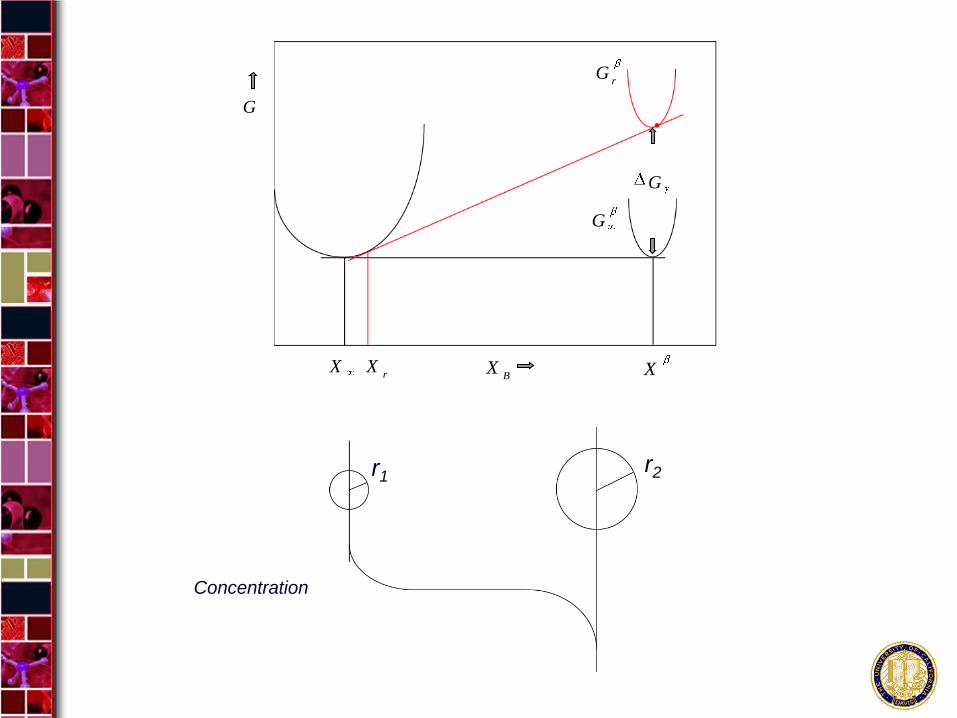
Since the solubility (or vapor pressure) is
dependent on the particle size (because of
curvature), we expect the small particles to
dissolve/evaporate and re-precipitate (condense)
on the larger ones.
dA
dwR
dA
dwR
dA
dwR
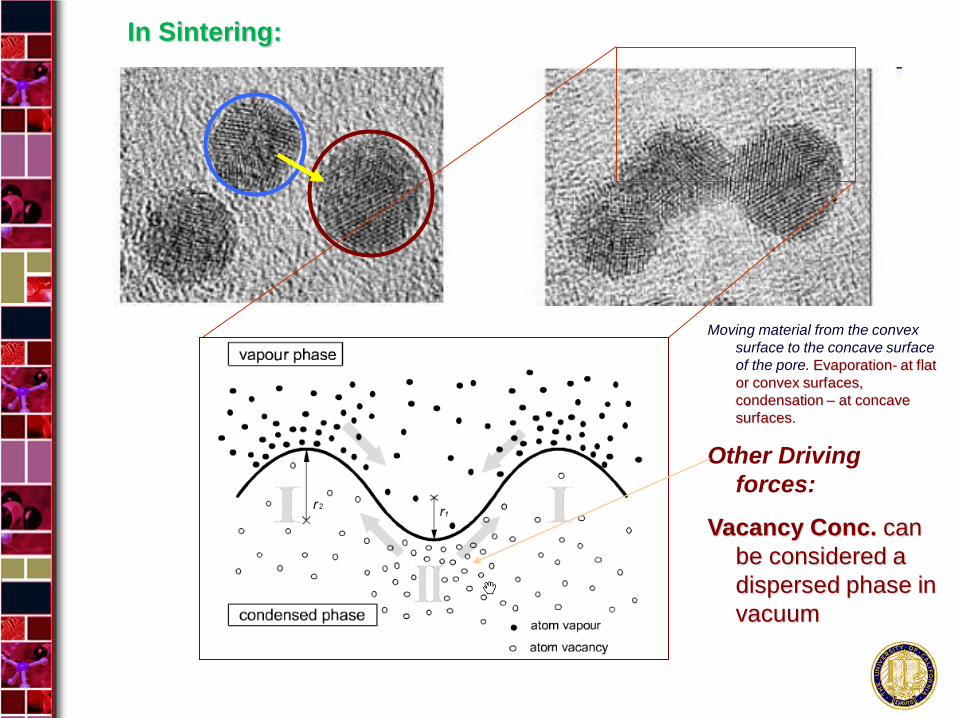
In Sintering:
Moving material from the convex
surface to the concave surface
of the pore. Evaporation- at flat
or convex surfaces,
condensation – at concave
surfaces.
Other Driving
forces:
Vacancy Conc. can
be considered a
dispersed phase in
vacuum
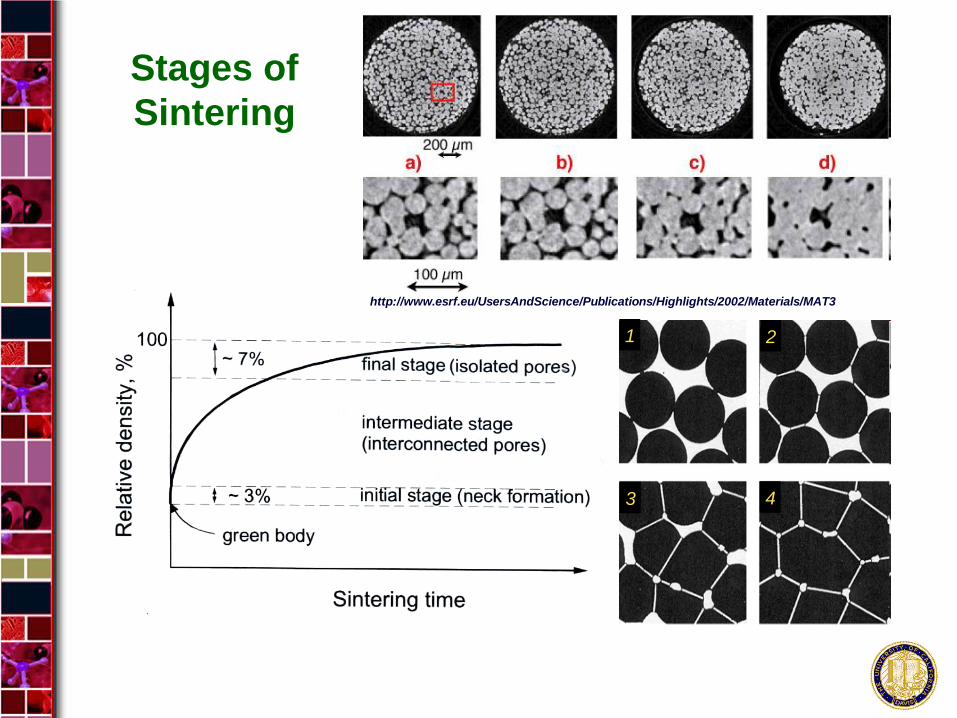
Stages of
Sintering
1 2
3 4
http://www.esrf.eu/UsersAndScience/Publications/Highlights/2002/Materials/MAT3
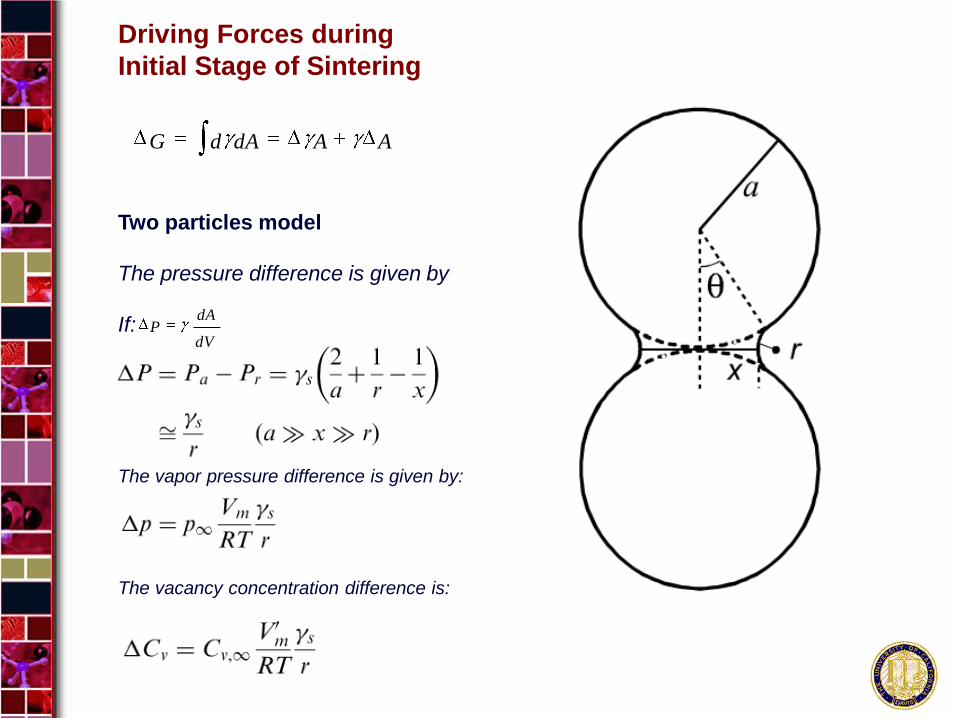
Driving Forces during
Initial Stage of Sintering
Two particles model
The pressure difference is given by
If:
The vapor pressure difference is given by:
The vacancy concentration difference is:
dV
dAP
AAdAdG
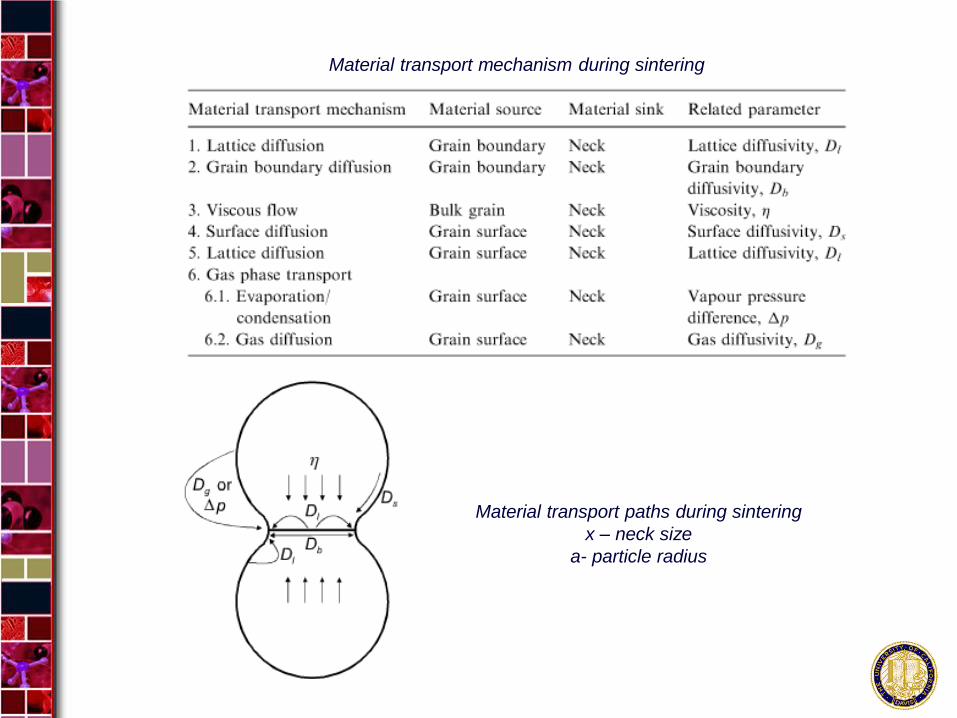
Material transport mechanism during sintering
Material transport paths during sintering
x – neck size
a- particle radius
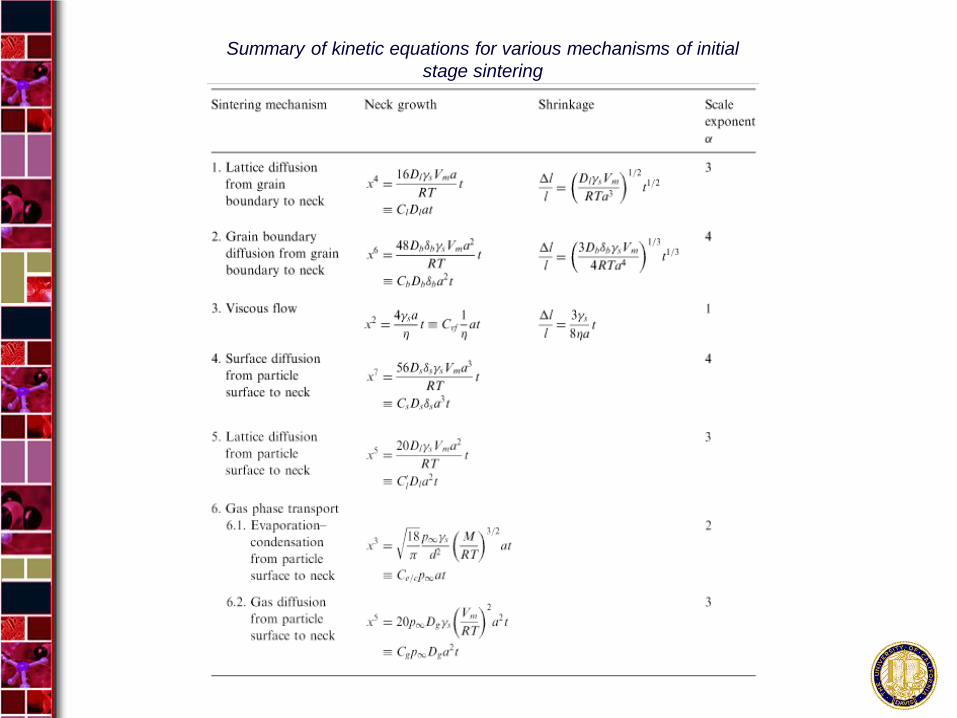
Summary of kinetic equations for various mechanisms of initial
stage sintering
Current/Field Role in Sintering
Field/current in conductive and non-conductive
materials
Same sintering stages? Mechanisms? Materials
dependence?
Evaporation
Plasma - difficult to capture experimentally (setups
precluding plasma generation)
Dielectric induced plasma generation in flash
sintering
Local fields
Field contribution to early sintering (e. g., polarization
effects)
Stage 1 – enhanced kinetics
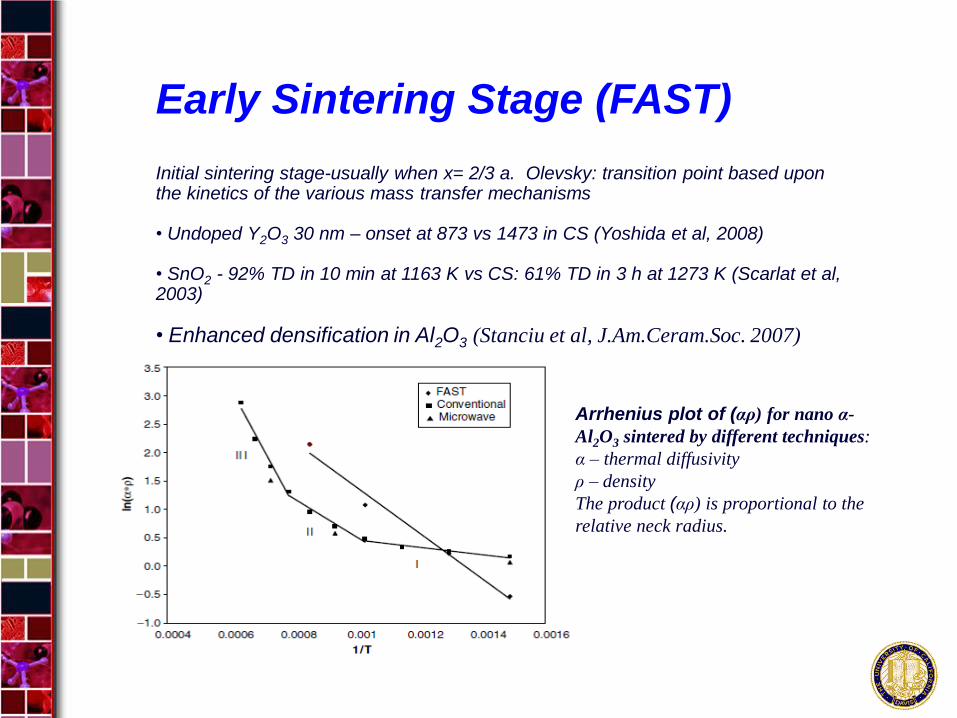
Early Sintering Stage (FAST) Initial sintering stage-usually when x= 2/3 a. Olevsky: transition point based upon the kinetics of the various mass transfer mechanisms • Undoped Y2O3 30 nm – onset at 873 vs 1473 in CS (Yoshida et al, 2008) • SnO2 - 92% TD in 10 min at 1163 K vs CS: 61% TD in 3 h at 1273 K (Scarlat et al, 2003)
• Enhanced densification in Al2O3 (Stanciu et al, J.Am.Ceram.Soc. 2007)
Arrhenius plot of (αρ) for nano α-
Al2O3 sintered by different techniques:
α – thermal diffusivity
ρ – density
The product (αρ) is proportional to the
relative neck radius.
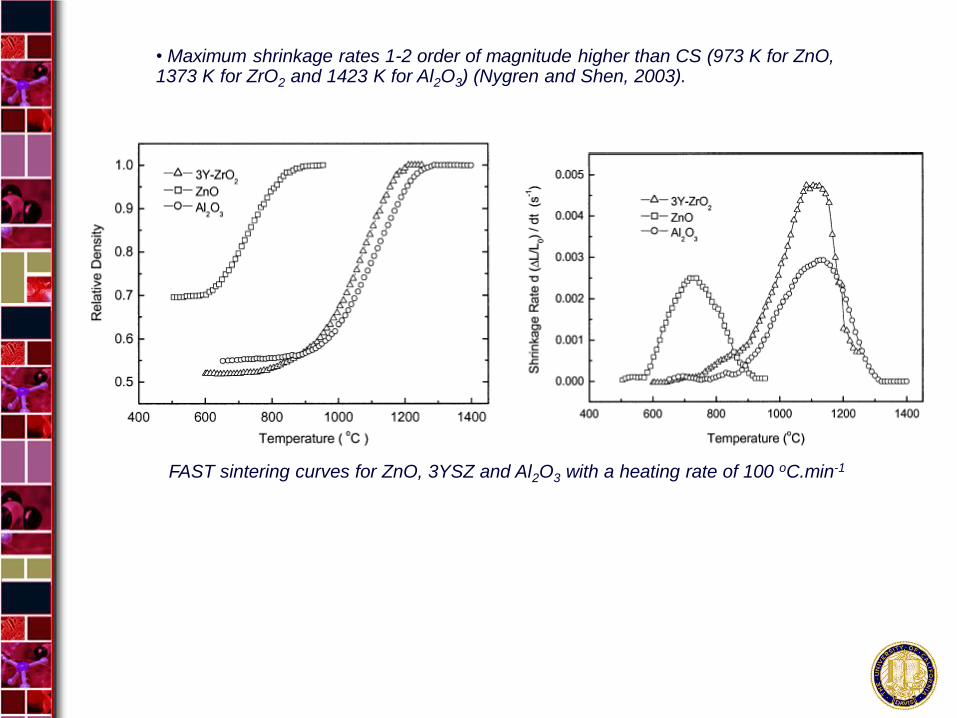
• Maximum shrinkage rates 1-2 order of magnitude higher than CS (973 K for ZnO, 1373 K for ZrO2 and 1423 K for Al2O3) (Nygren and Shen, 2003).
FAST sintering curves for ZnO, 3YSZ and Al2O3 with a heating rate of 100 oC.min-1
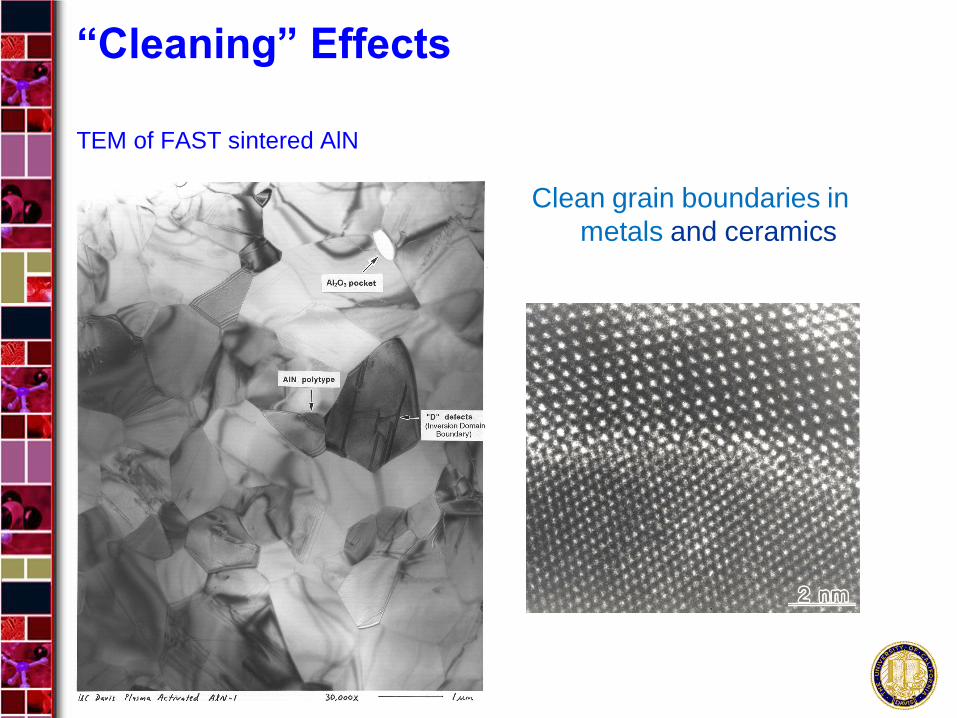
Clean grain boundaries in
metals and ceramics
“Cleaning” Effects
TEM of FAST sintered AlN
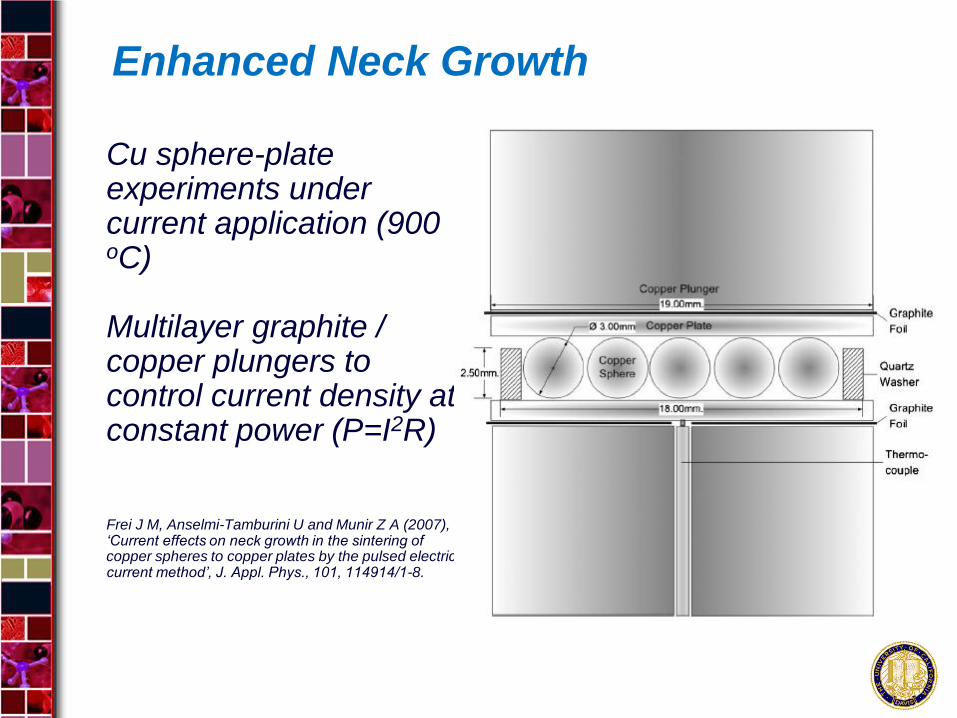
Cu sphere-plate experiments under current application (900 oC) Multilayer graphite / copper plungers to control current density at constant power (P=I2R) Frei J M, Anselmi-Tamburini U and Munir Z A (2007), ‘Current effects on neck growth in the sintering of copper spheres to copper plates by the pulsed electric current method’, J. Appl. Phys., 101, 114914/1-8.
Enhanced Neck Growth
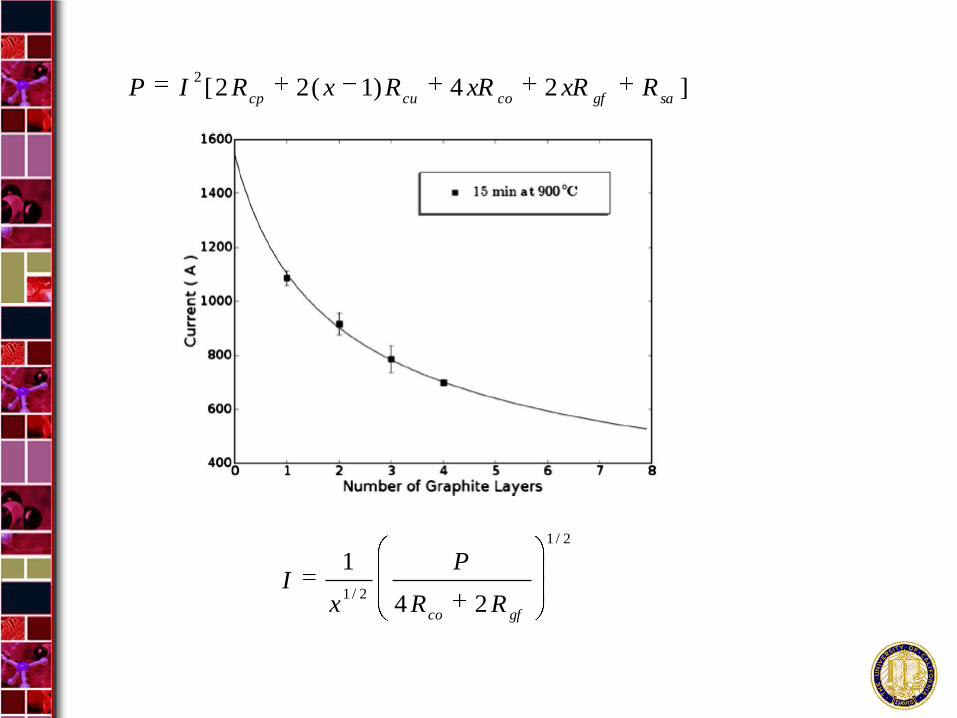
]24)1(22[2
sagfcocucpRxRxRRxRIP
2/1
2/124
1
gfcoRR
P
xI
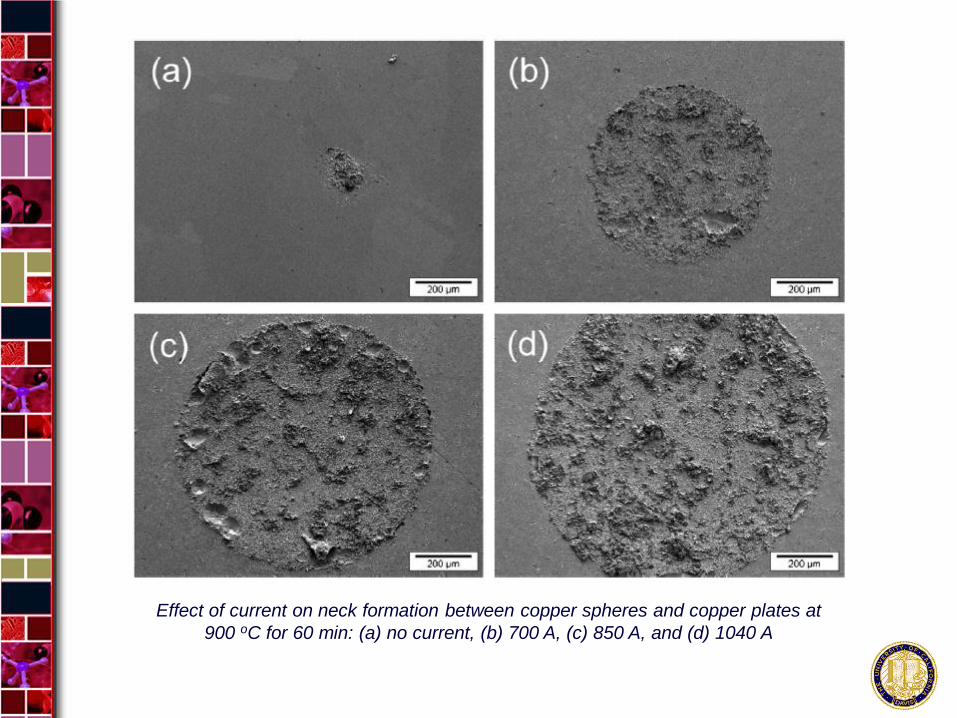
Effect of current on neck formation between copper spheres and copper plates at
900 oC for 60 min: (a) no current, (b) 700 A, (c) 850 A, and (d) 1040 A
Enhanced Neck Growth – cont’d
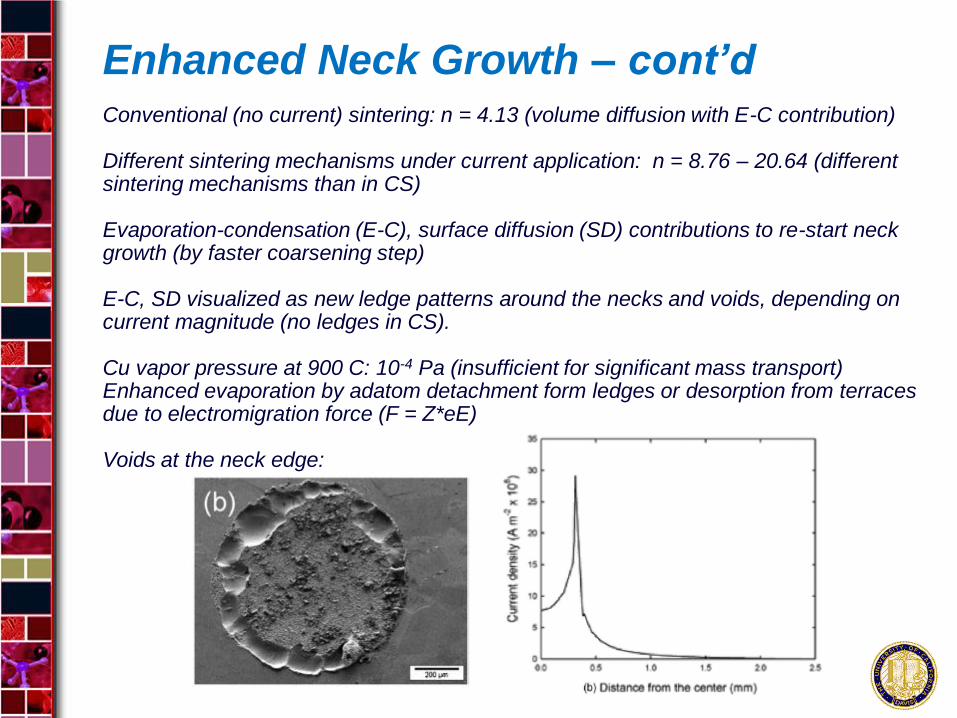
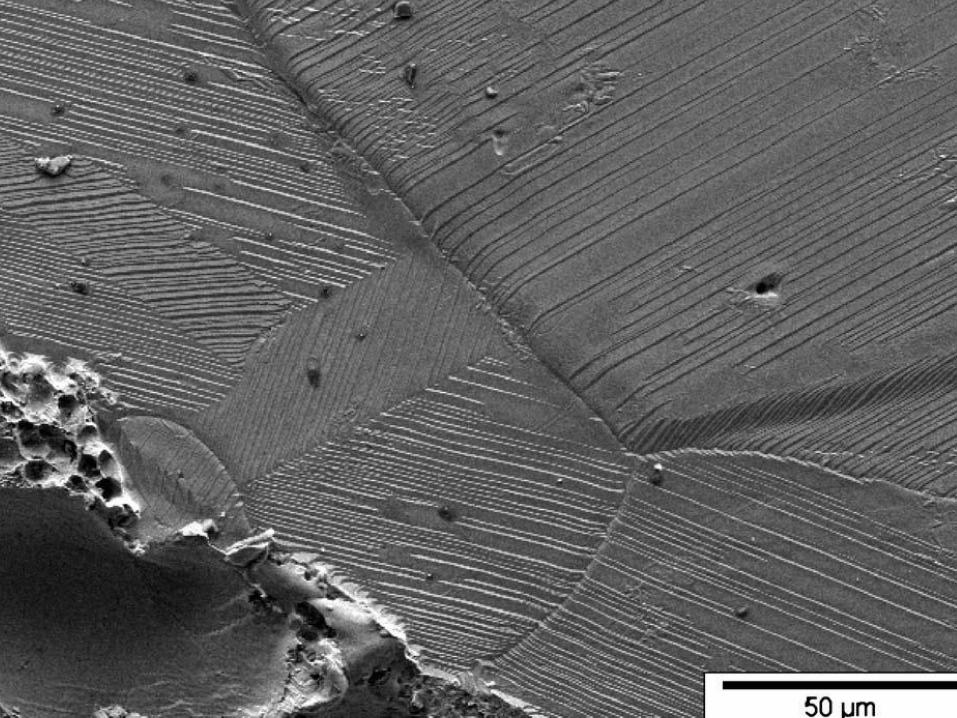
Conventional (no current) sintering: n = 4.13 (volume diffusion with E-C contribution) Different sintering mechanisms under current application: n = 8.76 – 20.64 (different sintering mechanisms than in CS) Evaporation-condensation (E-C), surface diffusion (SD) contributions to re-start neck growth (by faster coarsening step) E-C, SD visualized as new ledge patterns around the necks and voids, depending on current magnitude (no ledges in CS). Cu vapor pressure at 900 C: 10-4 Pa (insufficient for significant mass transport) Enhanced evaporation by adatom detachment form ledges or desorption from terraces due to electromigration force (F = Z*eE) Voids at the neck edge:
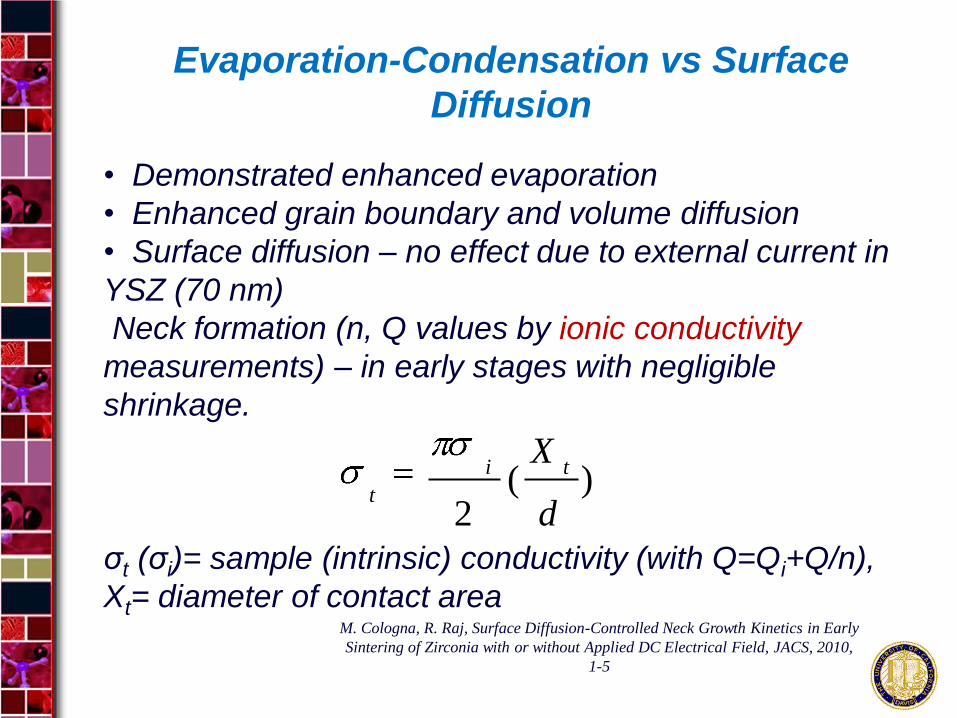
Evaporation-Condensation vs Surface
Diffusion
• Demonstrated enhanced evaporation
• Enhanced grain boundary and volume diffusion
• Surface diffusion – no effect due to external current in
YSZ (70 nm)
Neck formation (n, Q values by ionic conductivity
measurements) – in early stages with negligible
shrinkage.
σt (σi)= sample (intrinsic) conductivity (with Q=Qi+Q/n),
Xt= diameter of contact area
M. Cologna, R. Raj, Surface Diffusion-Controlled Neck Growth Kinetics in Early
Sintering of Zirconia with or without Applied DC Electrical Field, JACS, 2010,
1-5
)(2 d
Xti
t
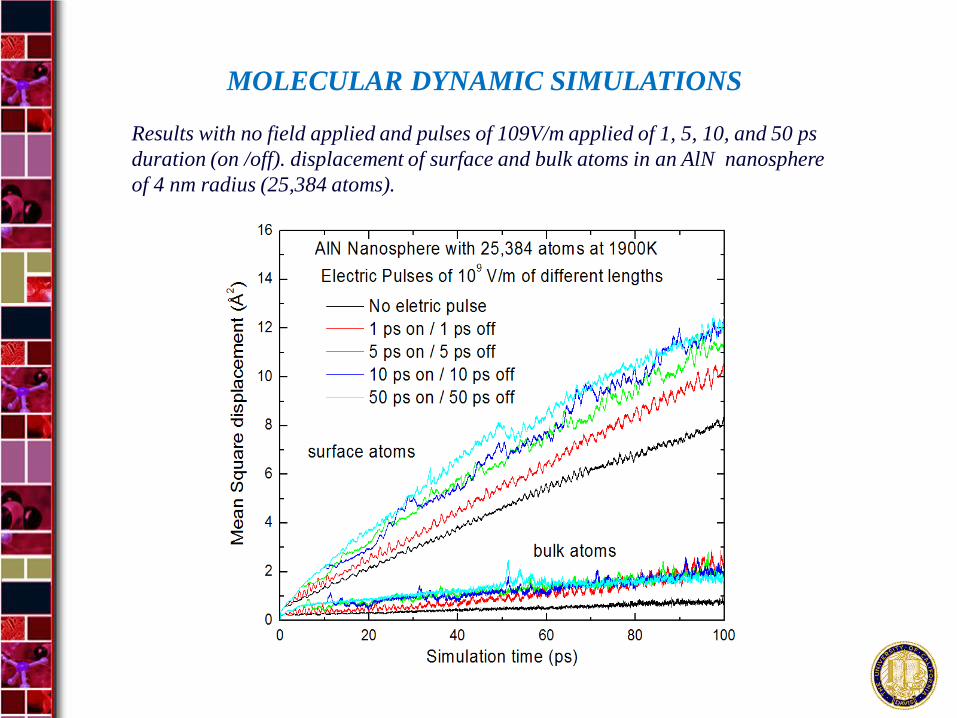
MOLECULAR DYNAMIC SIMULATIONS
Results with no field applied and pulses of 109V/m applied of 1, 5, 10, and 50 ps
duration (on /off). displacement of surface and bulk atoms in an AlN nanosphere
of 4 nm radius (25,384 atoms).
Plasma, Sparks, Breakdown
No plasma under specific FAST conditions (>100 C, no local
effects)
Arc discharges → electron emissions
Dielectric breakdown: intrinsic or soft
Electric field enhancement – local field effects (e. g.,
about 200x in HA)
Dielectric induced plasma generation in flash sintering
Enthalpy (bonding) (ΔH0) changes in dielectrics:
po- dipole moment, k- dielectric constant, E- electrical field
(McPherson, J et al, APL, 82, 2121, 2003)
Ek
pHHo
)3
2(
0
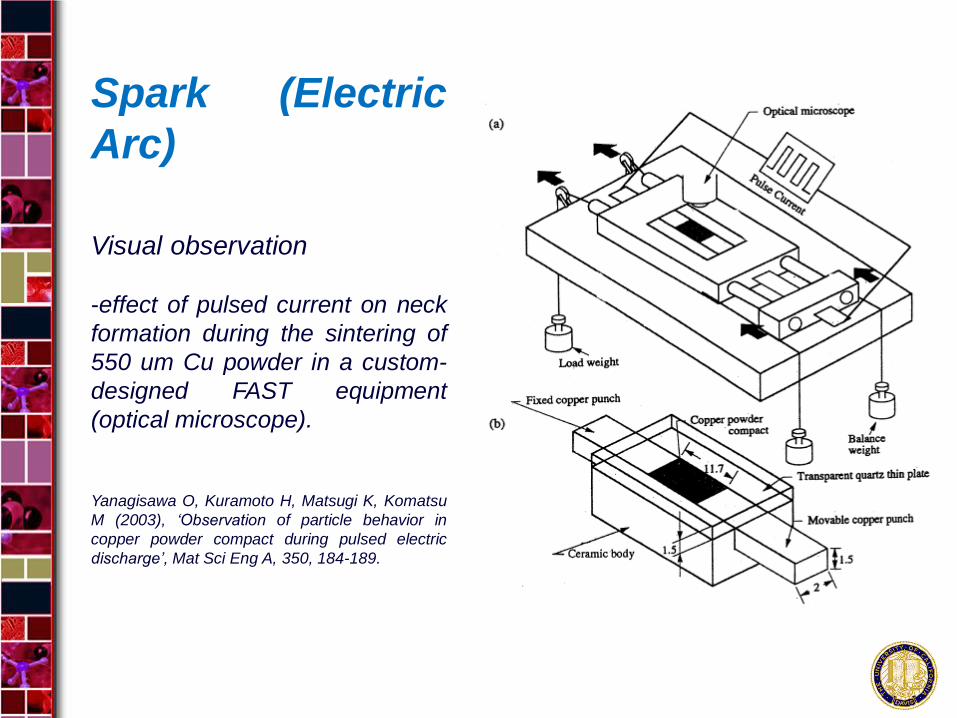
Spark (Electric
Arc)
Visual observation
-effect of pulsed current on neck
formation during the sintering of
550 um Cu powder in a custom-
designed FAST equipment
(optical microscope).
Yanagisawa O, Kuramoto H, Matsugi K, Komatsu
M (2003), ‘Observation of particle behavior in
copper powder compact during pulsed electric
discharge’, Mat Sci Eng A, 350, 184-189.
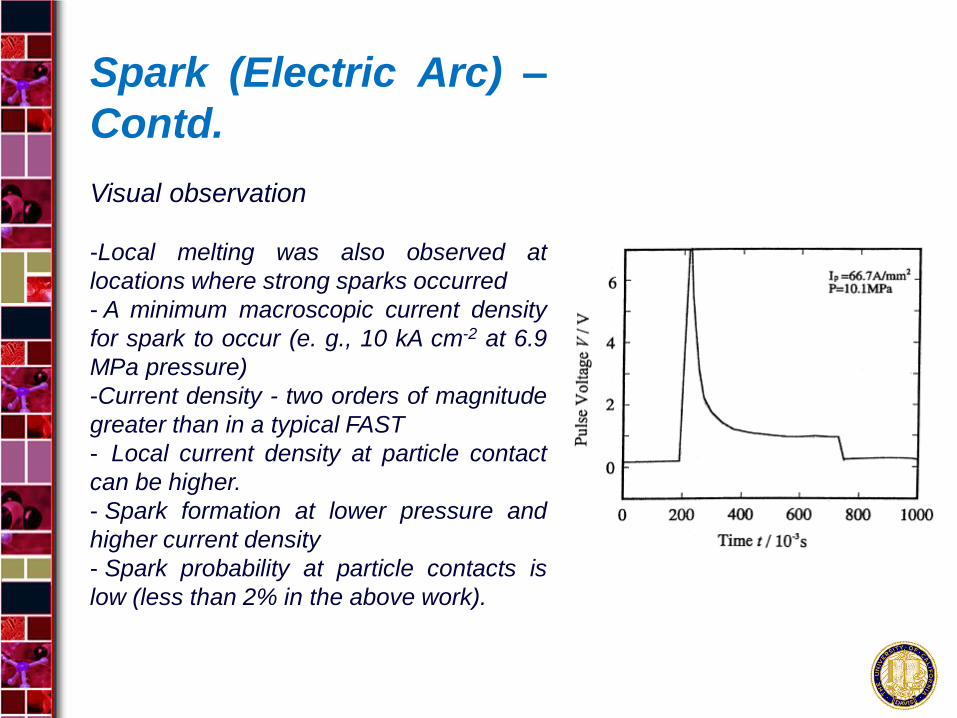
Spark (Electric Arc) –
Contd.
Visual observation
-Local melting was also observed at
locations where strong sparks occurred
- A minimum macroscopic current density
for spark to occur (e. g., 10 kA cm-2 at 6.9
MPa pressure)
-Current density - two orders of magnitude
greater than in a typical FAST
- Local current density at particle contact
can be higher.
- Spark formation at lower pressure and
higher current density
- Spark probability at particle contacts is
low (less than 2% in the above work).
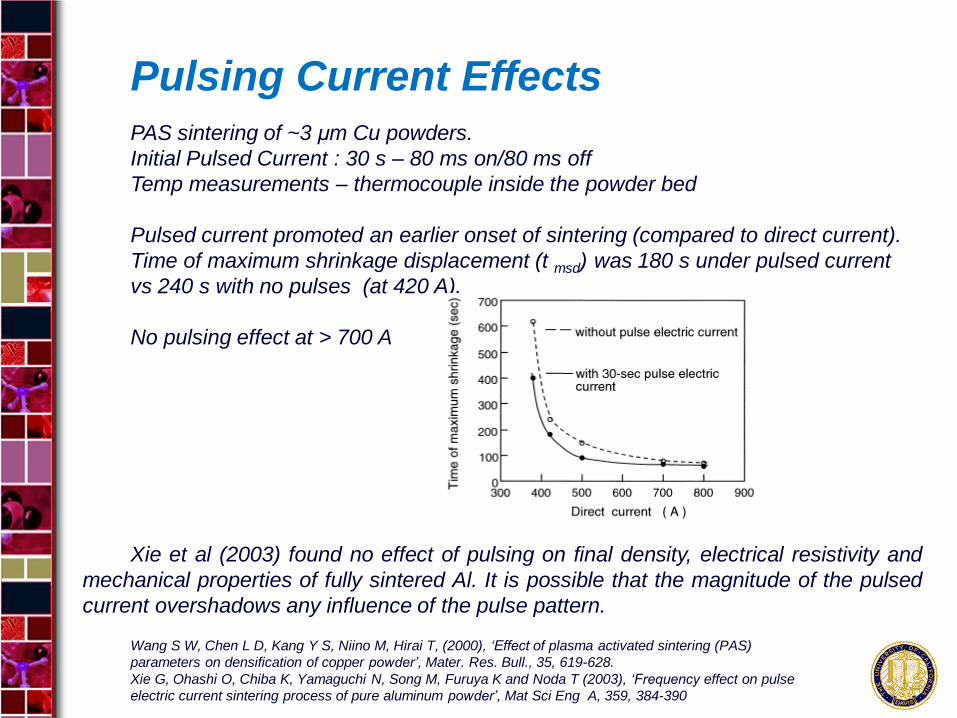
Pulsing Current Effects
PAS sintering of ~3 μm Cu powders.
Initial Pulsed Current : 30 s – 80 ms on/80 ms off
Temp measurements – thermocouple inside the powder bed
Pulsed current promoted an earlier onset of sintering (compared to direct current).
Time of maximum shrinkage displacement (t msd) was 180 s under pulsed current
vs 240 s with no pulses (at 420 A).
No pulsing effect at > 700 A
Xie et al (2003) found no effect of pulsing on final density, electrical resistivity and
mechanical properties of fully sintered Al. It is possible that the magnitude of the pulsed
current overshadows any influence of the pulse pattern. Wang S W, Chen L D, Kang Y S, Niino M, Hirai T, (2000), ‘Effect of plasma activated sintering (PAS)
parameters on densification of copper powder’, Mater. Res. Bull., 35, 619-628.
Xie G, Ohashi O, Chiba K, Yamaguchi N, Song M, Furuya K and Noda T (2003), ‘Frequency effect on pulse
electric current sintering process of pure aluminum powder’, Mat Sci Eng A, 359, 384-390
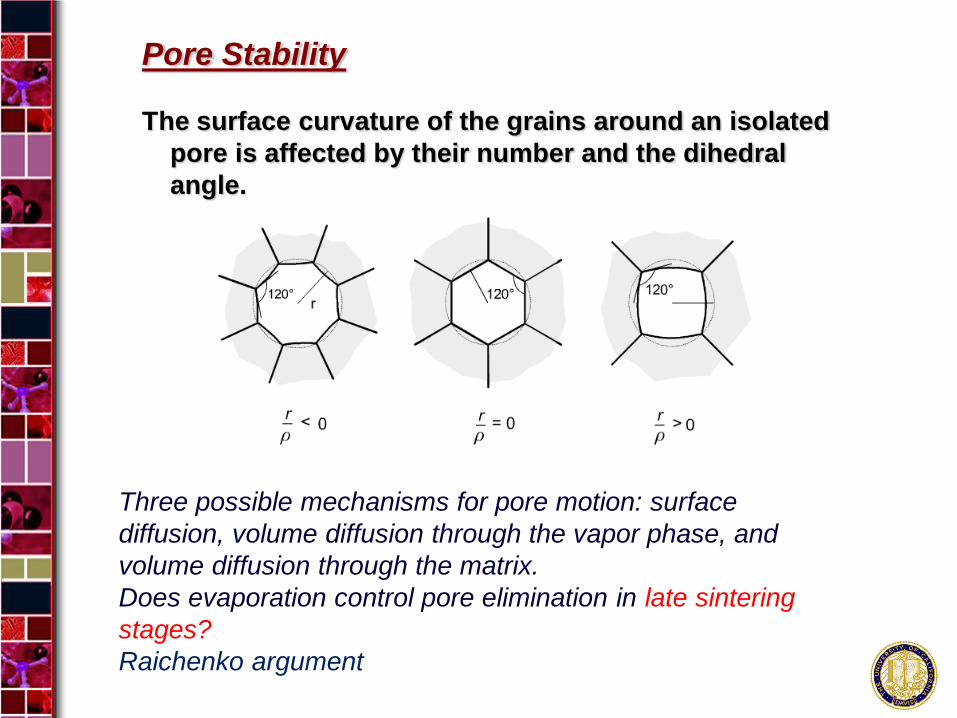
Pore Stability
The surface curvature of the grains around an isolated
pore is affected by their number and the dihedral
angle.
Three possible mechanisms for pore motion: surface
diffusion, volume diffusion through the vapor phase, and
volume diffusion through the matrix.
Does evaporation control pore elimination in late sintering
stages?
Raichenko argument
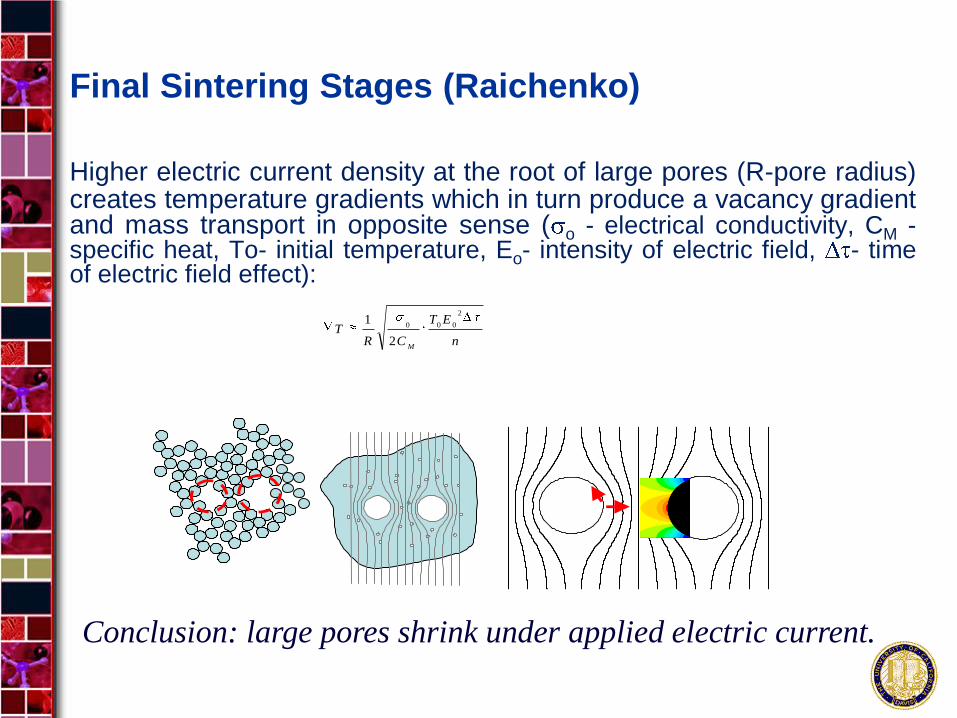
Final Sintering Stages (Raichenko)
Higher electric current density at the root of large pores (R-pore radius) creates temperature gradients which in turn produce a vacancy gradient and mass transport in opposite sense ( o - electrical conductivity, CM - specific heat, To- initial temperature, Eo- intensity of electric field, - time of electric field effect):
n
ET
CRT
M
2
000
2
1
Conclusion: large pores shrink under applied electric current.
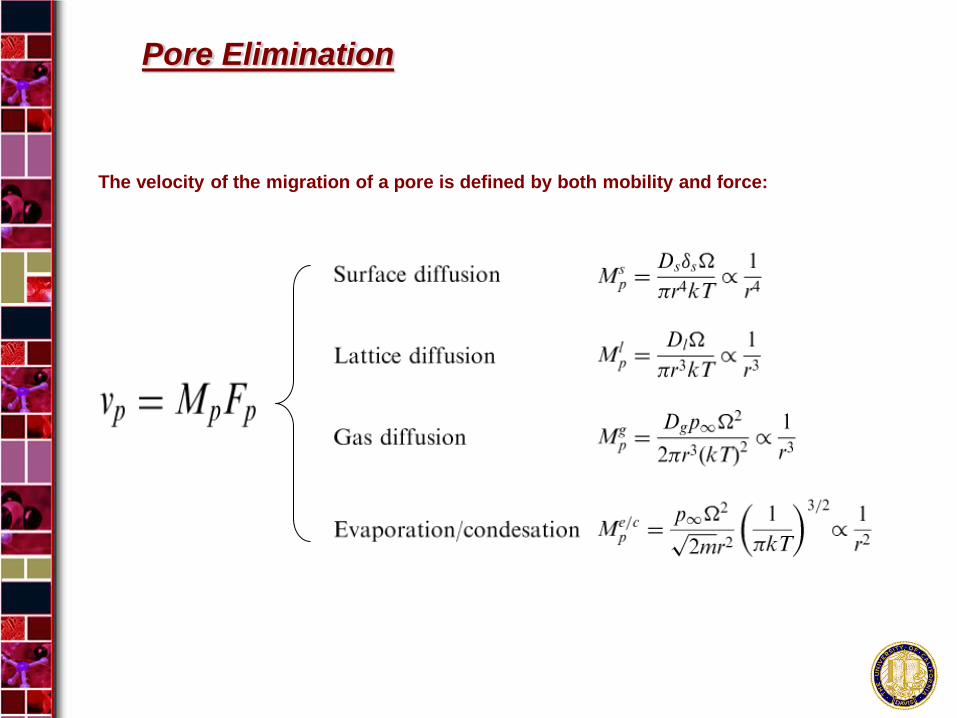
The velocity of the migration of a pore is defined by both mobility and force:
Pore Elimination

Bibliography
S-J. L. Kang; Sintering: Densification, Grain Growth &
Microstructure, Elsevier 2005
Others: R. W. Baluffi et al.; Kinetics of Materials, Wiley 2005
R. M. German; Sintering Theory and Practice, Wiley 1966
M. N., Rahaman; Ceramic Processing and Sintering, 2nd Ed., CRC Press,
2003
D. A. Porter et al.; Phase Transformations in Metals and Alloys, CRC Press,
2008
Y.-M. Chiang et al.; Physical Ceramics - Principles for Ceramic Science and
Engineering, John Wiley & Sibs Inc. 1997