
Energy Conservation in Ethanol-Water Distillation Column with Vapour Recompression Heat Pump

Document ofThe World Bank
FOR OFFICIAL USE ONLY
Report No: 46058-TH
CARBON FINANCE ASSESSMENT MEMORANDUM
ON
WASTEWATER BIOGAS AND RENEWABLE ENERGY PROJECT
OF
SAPTHIP CO., LTD. (THAILAND)
March 30, 2009
Rural Development, Natural Resources and Environment UnitSustainable Development DepartmentEast Asia and Pacific Region
This document has a restricted distribution and may be used by recipients only in the performance of their official duties. Its contents may not otherwise be disclosed without World Bank authorization.

CURRENCY EQUIVALENTS
(Exchange Rate Effective September 18, 2008)
Currency Unit = BahtBaht 33.7 = US$1US$0.031 = Baht 1
ABBREVIATIONS AND ACRONYMS
BOD5 5-Day Biological Oxygen DemandBP Bank PolicyCDM Clean Development MechanismCDMOP Clean Development Mechanism Operations PlanCDP-E Country Development Partnership—EnvironmentCER Certified Emission Reduction CFO Carbon Finance Operation CH4 Methane CO2 Carbon DioxideCOD Chemical Oxygen DemandDIW Department of Industrial WorksDNA Designated National AuthorityDOE Designated Operational Entity EA Environmental AssessmentEAP East Asia and Pacific RegionEAPVP East Asia and Pacific Regional Vice PresidentEBITDA Earnings Before Interest, Taxes, and DepreciationEIA Environmental Impact Assessment EMP Environmental Management Plan ERPA Emission Reduction Purchase Agreement GHG Greenhouse Gas GSS Gas-Solid Separatorha HectareIEE Initial Environmental ExaminationIRR Internal Rate of Return IRROA Internal Rate of Return on AssetsIRROE Internal Rate of Return on Equitykm KilometerkW KilowattkWh Kilowatt Hourm2 Square Meterm3 Cubic MeterN2O Nitrous OxideNOx Nitrogen Oxides

NPV Net Present ValueOP Operational PolicyPAD Project Appraisal DocumentPCF Prototype Carbon Fund PCM Project Concept MemoPDD Project Design Document PDP Power Development PlanRTG Royal Thai GovernmenttCO2e Tons of Carbon Dioxide EquivalentTGO Thailand Greenhouse Gas Management OrganizationTHB Thai BahtUASB Up-Flow Anaerobic Sludge Blanket UNFCCC United Nations Framework Convention on Climate Change
Vice President: James Adams, EAPVPCountry Director: Annette Dixon, EACTF
Sector Director: John Roome, EASSDSector Manager: Rahul Raturi, EASRE
Task Team Leader: John Morton, EASRE
This document has a restricted distribution and may be used by recipients only in the performance of their official duties. Its contents may not otherwise be disclosed without World Bank authorization.

THAILAND: SAPTHIP CO., LTD. WASTEWATER BIOGAS AND RENEWABLE ENERGY PROJECT
TABLE OF CONTENTS
I. STRATEGIC CONTEXT AND RATIONALE.................................................1
A. Country and Sector Issues.............................................1B. Rationale for World Bank Involvement and Contribution to Sustainable Development..................................................2
II. CARBON FINANCE OPERATION...................................................................3
A. Background/Overview...................................................3B. Description of the Carbon Finance Operation.................4C. Performance Indicators.................................................5D. Alternatives Considered and Reasons for Rejection........5E. Financial Analysis.........................................................6F. Technical Aspects.........................................................8G. Institutional Aspects.....................................................9H. Safeguard Aspects......................................................11I. Legacy and Reputational Risks....................................12J. Expected Main ERPA Terms and Conditions...............................13
Annex 1: Detailed Project Description..........................................................................15Annex 2: Economic and Financial Analysis.................................................................21Annex 3: Safeguards Policy Issues.................................................................................27Annex 4: Sector Issues....................................................................................................35Annex 5: Project Preparation and Supervision...........................................................40Annex 6: Documents in the Project File.......................................................................41
MAP No. 36699

THAILAND: SAPTHIP CO., LTD. WASTEWATER BIOGAS AND RENEWABLE ENERGY PROJECT
CARBON FINANCE ASSESSMENT MEMORANDUM
East Asia and the Pacific Region
EASRE
Date: February 16, 2009Country Director: Annette DixonSector Director: John RoomeProject ID: P110040Lending Instrument: Carbon Offset
Team Leader: John MortonSector: Agro-Industry, EnvironmentTheme: Climate Change Environment screening category: B
Project Financing Data:[ ] Loan [ ] Credit [ ] Grant [ ] Guarantee [X ] Other:For Loans/Credits/Others: Carbon Finance (US$m): 5.0 Total Project Cost (US$m.): 0.00 Cofinancing: 0.00Total Bank Financing (US$m.): N/AProposed terms: Yearly payments
Financing Plan (US$m.)Source Local Foreign Total (US$)
Sapthip Co., Ltd. BorrowerIBRD/IDAOthers (Bank-Managed Carbon Funds)
6.2
5.0
6.2
5.0
Host Country: ThailandResponsible Agency: Sapthip Co., Ltd.Project Implementation Period: Purchase between 7 and 10 years (subject to negotiation)Expected effectiveness date: January 1, 2010Expected closing date: December 31, 2017Does the project depart from the CAS in content or other significant respects? Ref. CFAM Section I B.
[ ] Yes [X ] No
Does the project require any exceptions from Bank policies
[ ] Yes [X ] No
Does the project include any critical risks rated “substantial” or “high” Ref. CFAM Section II E-I
[ ] Yes [X ] No
Does the project meet regional criteria for readiness for implementation
[X] Yes [ ] No
Project development objective: Ref. CFAM Section II B To reduce greenhouse gas emissions from the fossil fuel used at the Sapthip Co., Ltd. bioethanol plant and from the methane produced from the plant’s wastewater through the recovery of methane from wastewater treatment and the use of the recovered methane and solid residue from plant operation as fuel.

Project description Ref CFAM Section II B: The project has two main components: (i) the wastewater treatment and biogas collection system; and (ii) the renewable energy facilities that will utilize biogas and solid residue for fuel.
Component 1: Wastewater system with biogas collection. Utilizing a commercially available technology that has been widely adopted internationally, the system will treat the wastewater from the ethanol plant. The system would recover and combust the biogas, the majority of which is methane (CH4), a greenhouse gases that, without the project, would have been released directly into the atmosphere by the open-lagoon wastewater treatment systems commonly used in Thailand. The wastewater undergoes a staged treatment process that relies on up-flow anaerobic sludge blanket (UASB) reactors to generate and capture most of the methane-containing biogas used in the project. The effluent from these reactors is further treated in a series of covered anaerobic lagoons that collect biogas; it is then sent through aerobic treatment lagoons and polishing ponds before being applied to irrigate the project’s tree plantation. The treatment system is designed to accommodate the anticipated wastewater flow (1,580 cubic meters per day) and treat the high concentration waste (85,000 milligrams per liter of chemical oxygen demand (COD) per day), allowing the industry to release no wastewater effluents from their property.
Component 2: Renewable energy use. Two 20-ton-per-hour-capacity boilers will be employed to supply the average of 20 tons per hour of steam required for the ethanol plant and to provide sufficient backup capacity in cases of plant shutdown or maintenance. Instead of being dependent on the fossil fuel coal, the boilers will utilize a combination of renewable energy, including the biogas recovered from the wastewater treatment process (58,000 cubic meters per day) and the solid residue (“wet cake”) from from the distillation column which is dried using waste heat from the boiler (30 tons per day). It is anticipated the boiler will rely on 70 percent biogas and 30 percent wet cake for energy. Excess biogas produced during operation will be used for on-site electricity generation using commercially available biogas-fired generators, reducing greenhouse gas emissions through the substitution for fossil fuel based grid electricity that would have been used by the plant without the project. When the generators are not operating the captured biogas would be combusted in an enclosed flare.
Which safeguards policies are triggered, if any Ref. CFAM Annex 3.OP/BP 4.01: Environmental AssessmentSignificant, non-standard conditions, if any, for:Board presentation—Not applicable.Loan/credit effectiveness—Not applicable.Covenants applicable to project implementation—
1. Registration of the Project with the CDM Executive Board.2. Annual certification of emission reductions, including implementation of the
Environmental Management Plan.

I. STRATEGIC CONTEXT AND RATIONALE
A. COUNTRY AND SECTOR ISSUES
1. Thailand is the world’s number one exporter of cassava products and the third largest cassava-producing country, with 1.1 million hectares under cultivation producing 26 million tons of cassava in 2007. National strategic planning in the sector over the past 10 years has steadily increased production while keeping the area of cassava production constant.1 An estimated 56 percent of the total cassava produced in 2007 was utilized as feedstock for the cassava starch industry, which has 69 plants throughout the country; the majority of the remainder was sold as chips and pellets.
2. In 2007, only 2 percent of the cassava was processed into bioethanol. The production of bioethanol from cassava is expected to grow, however, under the Royal Thai Government’s Power Development Plan (PDP), which targets an increase in the proportion of renewable energy consumption from 0.3 percent in 2003 to 8 percent in 2011. Thermal energy from biogas and biomass, biofuels in the form of bioethanol and biodiesel, and electricity from solar, wind, hydropower, and biomass are the major priorities for meeting this renewable energy target. Targets for increased bioethanol consumption in the transportation sector under this plan are 2.4 million liters per day by 2011.
3. Cassava processing generates wastewater containing very high quantities of organic waste, making it one of the most significant generators of wastewater in Thailand’s agriculture and food industries. Bioethanol production in particular generates wastewater with a very high concentration of organic pollutants,2 and the adoption of appropriate wastewater technology is anticipated to be an important challenge as the industry grows. Currently, the most commonly used wastewater treatment technology for food and ethanol industries in Thailand involves a series of open lagoons, and this is likely to remain the case due to its simplicity and low capital costs. This technology is operationally sensitive to overloading, especially during the rainy season; requires very large tracts of land; has environmental risks related to groundwater contamination if pools are not lined; and emits foul odors. Some poorly designed and operated industrial lagoon systems in Thailand have caused chronic pollution issues, resulting in public outcry.
4. In addition to the challenges of wastewater treatment, it is estimated that Thailand’s cassava-processing industry produces 5 million tons of carbon-dioxide-equivalent (tCO2e) greenhouse gas (GHG) emissions.3 These emissions result from the degradation of wastewater in open lagoons and waterways, producing methane, a greenhouse gas 21 times more potent than carbon dioxide. These industries also typically rely on fossil fuel for their boilers to generate steam and for electricity consumption, further contributing to
1. Between 2002 and 2006, total production increased from 18 to 25 million tons, and yield increased from 17 to 22 tons per hectare.2. Chemical oxygen demand (COD), a measure of the quantity of organic matter, ranges from 15,000 to 45,000 milligrams per liter; for ethanol production generating approximately 12 to 20 liters of wastewater for every liter of ethanol produced, it ranges from 100,000 to 150,000 milligrams per liter. For comparison, piggery wastewater ranges from 5,000 to 25,000 milligrams per liter.
3. Based on unit baseline GHG emissions per ton of cassava processed from Cassava Waste to Energy Project, Kalasin (CDM project number 2110) and total quantity of cassava processed in 2007 (14.7 million tons).
1

GHG emissions. The adoption of technologies that collect the methane produced from wastewater and that use waste products as input fuel for the plant boilers or electricity production has been shown to significantly reduce these greenhouse gas emissions. For the bioethanol produced in Thailand for use as transport fuel, the reduction in GHG emissions associated with these technologies has been shown to reduce overall life-cycle emissions by up to 80 percent, thus potentially playing a key role in rendering bioethanol an effective, climate-friendly substitute for gasoline.4
5. Since its ratification of the Kyoto Protocol under the United Nations Framework Convention on Climate Change (UNFCCC) in August 2002, Thailand has gradually built its Clean Development Mechanism (CDM) capacity, starting in 2005 with the formulation of guidelines and procedures for CDM activities and continuing more recently with the completion of the Climate Change Policy. Thailand also shows keen interest in participating in the emerging market for certified emission reductions (CERs) in GHGs, reflected in the growing portfolio of CDM projects in key sectors including renewable energy, waste-to-energy, energy efficiency, and transport. In line with its pioneering role in the development of the CDM market in Thailand, the Bank supports this Carbon Finance Operation involving the operation of a modern wastewater treatment plant with methane recovery, renewable energy facilities, and GHG reduction in a cassava-to-ethanol processing plant.
B. RATIONALE FOR WORLD BANK INVOLVEMENT AND CONTRIBUTION TO SUSTAINABLE DEVELOPMENT
6. This project supports the Bank-Royal Thai Government Country Partnership Strategy (CPS-2003), which endeavors to provide support to those Government-identified priorities in Thailand in which the Bank can play a catalytic role. The CPS contains five main pillars: human and social capital, competitiveness, poverty and inequality, natural resources and environment, and governance. Recently, the second phase of the Country Development Partnership for the Environment (CDP-E2) has been launched, and among the government-identified priorities is using the CDM to catalyze environment-related projects, including wastewater. Through this project, which is designed under the CDP framework and in parallel with the CDP-E2, the Bank would be well positioned to support the Royal Thai Government in the following ways:
(a) Providing global benefits through reduced greenhouse gas emissions using carbon finance. Thailand ratified the Kyoto Protocol in 2002, and with the establishment of the Board of Thailand Greenhouse Gas Management Organization in July 2007, it has shown keen interest in promoting and demonstrating the CDM. The Bank, as a trustee of various Carbon Funds, is a world leader in mitigating climate change via market-based emission reduction
4. The life-cycle emissions from using cassava based ethanol as a transport fuel (including feedstock cultivation, ethanol conversion, and transport) have been estimated to be 1.2 kilograms CO2-e per liter of fuel (based on Nguyen et al., 2007, “Energy Balance and GHG Abatement Cost of Cassava Utilization for Fuel Ethanol in Thailand,” Energy Policy 35:9), and when adding emissions from wastewater methane (based on estimates using CDM methodologies) amount to 2.4 kilograms CO2-e per liter of fuel. Fossil-fuel energy use and wastewater methane emissions in the ethanol conversion process feasibly reduced using these technologies account for 80 percent of the life-cycle emissions. Similar potential reductions have also been identified for bioethanol produced from molasses, where cogeneration technologies can reduce the overall life-cycle emissions from 3.6 to 0.44 kilograms CO2-e per L of fuel (Fungtammasan, 2008, “Thailand Renewable Energy Polices and Programs,” Imperial College, July).
2

purchase transactions, and through the project would be able to use this expertise to help achieve the goal of protecting the global commons, as called for under the Natural Resource and Environment Pillar of the CPS.
(b) Contributing to sustainable development in Thailand. As part of the environment and natural resources pillar under the CPS, the Bank supports programs that contribute to improving environmental quality, including water quality and waste management. The project would support this pillar by encouraging the adoption of modern wastewater treatment facilities in a potentially highly polluting sector. The project would also support the competitiveness pillar under the CPS by encouraging the adoption of cost-effective energy alternatives and improved environmental performance of agro processing, a sector in which Thailand possesses a comparative advantage. Finally, the project falls within the scope of Component 2 of the ongoing Infrastructure Country Development Partnership that focuses on supporting the country’s infrastructure development, including achieving the country’s renewable-energy and energy-efficiency targets through the exploration of technological and policy options for the development of thermal energy from biogas and biomass, biofuels, and electricity generated using solar, wind, hydropower, and biomass technologies.
7. The higher-level objectives of the Carbon Finance Operation are to assist in building both the international market for carbon emission reductions and Thailand’s capacity to benefit from this market. The project’s main contribution would be through its role as a demonstration: it would be the country’s first wastewater CDM project for a greenfield manufacturing facility. Demonstration of CDM in this project is expected to serve as a model for the demonstration of CDM in wastewater, which in other cases has helped catalyzed more widespread adoption of more modern wastewater systems.5
II. CARBON FINANCE OPERATION
A. BACKGROUND/OVERVIEW
8. Established in December 2005, Sapthip Co., Ltd. is a member of the Sapsathaporn Group, which has been a major exporter of cassava chips and pellets for more than 40 years. Sapthip Co., Ltd. will operate the newly constructed ethanol plant located at Amphur Chaibadarn in Lopburi, one of the central provinces of Thailand about 150 kilometers northeast of Bangkok.
9. The plant is designed to produce 200,000 liters per day of fuel ethanol from 500 tons of cassava chips. The ethanol production process at the Sapthip Co., Ltd. plant includes pretreatment of the cassava chips, conversion of the cassava starch to glucose and then to ethanol, and purification of the ethanol through distillation. The waste products from the distillation process include several concentrated wastewater streams and solid residue referred to as “wet cake.” The Carbon Finance Operation will treat the wastewater streams using an anaerobic digester system to collect the biogas produced from the
5. Brazil, Mexico, and the Philippines provide examples of many livestock wastewater facilities modernized through CDM incentives. Recent projects in Thailand in livestock also show a similar potential.
3

wastewater; the biogas, along with the solid residue, the wet cake, will be used to produce energy for on-site use.
B. DESCRIPTION OF THE CARBON FINANCE OPERATION
10. The development objective of the Sapthip Co., Ltd. Wastewater Biogas and Renewable Energy Project is to reduce greenhouse gas emissions from the fossil fuel used at the Sapthip Co., Ltd. bioethanol plant and from the methane produced from the plant’s wastewater through the recovery of methane from wastewater treatment and the use of the recovered methane and solid residue from plant operation as fuel.
11. The project has two main components: (i) the wastewater treatment and biogas collection system; and (ii) the renewable energy facilities that will utilize biogas and wet cake for fuel.
12. Component 1: Wastewater system with biogas collection. Utilizing a commercially available technology that has been widely adopted internationally, the system will treat the wastewater from the ethanol plant. The system would recover and combust the biogas, the majority of which is methane (CH4), a greenhouse gas that, without the project, would have been released directly into the atmosphere through the open-lagoon wastewater treatment systems commonly used in Thailand. The wastewater undergoes a staged treatment process that relies on up-flow anaerobic sludge blanket (UASB) reactors to generate and capture most of the methane-containing biogas used in the project. The effluent from these reactors is further treated in a series of covered anaerobic lagoons that collect biogas; it is then sent through aerobic treatment lagoons and polishing ponds before being applied to irrigate the project’s tree plantation. The treatment system is designed to accommodate the anticipated wastewater flow (1,580 cubic meters per day) and treat the high concentration waste (85,000 milligrams per liter of chemical oxygen demand (COD) per day), allowing the industry to release no wastewater effluents from their property.
13. Component 2: Renewable energy use. Two 20-ton-per-hour-capacity boilers will be employed to supply the average of 20 tons per hour of steam required for the ethanol plant and to provide sufficient backup capacity in cases of plant shutdown or maintenance. Instead of being dependent on the fossil fuel coal, the boilers will utilize a combination of renewable energy, including the biogas recovered from the wastewater treatment process (58,000 cubic meters per day) and the solid residue (“wet cake”) from from the distillation column which is dried using waste heat from the boiler (30 tons per day). It is anticipated the boiler will rely on 70 percent biogas and 30 percent wet cake for energy. Excess biogas produced during operation will be used for on-site electricity generation using commercially available biogas-fired generators, reducing greenhouse gas emissions through the substitution for fossil fuel based grid electricity that would have been used by the plant without the project. When the generators are not operating the captured biogas would be combusted in an enclosed flare.
14. Carbon finance transaction. This project will reduce an estimated 154,864 tCO2-e per year of greenhouse gas emissions. The World Bank, acting as Trustee of the Netherlands CDM Facility, will finance the purchase of emission reductions (ERs)
4

resulting from the two project components under the terms and conditions of the Emission Reduction Purchase Agreement (ERPA) to be signed by the Bank and Sapthip Co., Ltd. The purchase would be a performance-based contract under which payments are triggered by successful verification by an accredited operational entity, the Designated Operational Entity (DOE), under the Rules of the Kyoto Protocol, of the reduction of emissions through the collection and use of methane released by wastewater treatment and the substitution of renewable biogas and biomass energy for fossil fuels. The quantity of ERs to be contracted, the length of time over which the purchase will be made, and the price paid will be agreed between the Bank and the Sapthip Co., Ltd. before the ERPA is signed. The estimated value of the purchase is US$5 million.
15. The emission reductions subject to the carbon finance transaction will be generated from the operation of the wastewater facility and the renewable energy components, as described above. The amount of ERs to be generated is referenced against the GHG emissions of a “business as usual” scenario, including an ethanol plant design using an open-lagoon system for treating wastewater, coal to power its boilers, and electricity from the grid. A conventional ethanol plant releases GHGs in the form of methane produced from its open wastewater lagoons and of carbon dioxide from the combustion of coal as well as its use of grid electricity, which is largely dependent on fossil fuels. These emissions will be avoided in the proposed wastewater facility and renewable energy components. Initial calculations indicate that the Carbon Finance Operation will avoid up to 154,864 tCO2e per year.
C. PERFORMANCE INDICATORS
16. The primary performance indicator is the timely delivery of the certified emission reductions (CERs), for which payments will be made by the Netherlands CDM Facility in accordance with the ERPA. The expected CERs generation schedule is as follows:
Annual 154,864 tCO2eUp to and including 2012 619,456 tCO2eUp to a period of 10 years 1,548,642 tCO2e
D. ALTERNATIVES CONSIDERED AND REASONS FOR REJECTION
The following alternatives to the current project design were considered but rejected.
17. Alternative project technologies. As a CDM project, the project was identified only after consideration of various alternatives. This evaluation resulted in the decision to implement a technology to reduce greenhouse gas emissions that differed from the “business-as-usual” scenario.
Open lagoons versus biogas system. The project will construct a modern wastewater treatment and biogas collection system as an alternative to the original design of a series of open lagoons. The chosen system avoids the large methane emissions found in the “business as usual scenario” of open-
5

lagoon systems, the common practice in Thailand’s ethanol and cassava processing industry; reduces odors and groundwater risks; and can be used as a source of renewable energy.
Energy-use alternatives. The project also uses solid wet cake and biogas to fuel its boilers, rather than the traditional fuel, coal. The chosen system reduces greenhouse gases by substituting renewable energy in the form of biogas and wet cake for the coal traditionally used to fire the boilers and for the grid’s fossil-fuel-based electricity, both nonrenewable energy sources that would be used in cassava processing and ethanol facilities in the “business as usual” scenario. This alternative provides a means of recycling and reprocessing agricultural and wastewater residue.
18. Design Alternatives. During project preparation, several design alternatives arose.
Waste recycling. To reduce water consumption, the option of recycling a portion of the untreated wastewater (“thin slops”) for use in forming the slurry of cassava formed at the beginning of the ethanol production process was considered. In addition, wastewater from the second distillation column was considered for reuse as wash water. These recycling options have been incorporated into the plant design, and their application will be tested and optimized as part of project operations.
Discharge of effluent. During project preparation, two wastewater discharge systems were considered. The first option was to discharge wastewater into a river located three kilometers from the site. A second option, using the wastewater for irrigation in a plantation area opposite the ethanol site, was chosen for the project design. This approach was found to be viable because the seasonal irrigation needs of the plantation can be accommodated by the treated wastewater production levels; there is limited risk to runoff and groundwater quality; and it avoids discharge into the river system. (See Annex 3 for details.)
E. FINANCIAL ANALYSIS
19. The financial analysis includes: (i) due diligence review of the financial standing of Sapthip Co., Ltd. and of its parent company; (ii) an assessment of the financial viability of the proposed project; and (iii) the financial risks to the delivery of emission reductions (See Annex 2 for details).
20. Due diligence of project sponsor. Sapthip Co., Ltd. is a subsidiary company under the Sapsathaporn Group and was established specifically for cassava-to-ethanol production; the Lopburi plant is its first commercial investment. As Sapthip Co., Ltd. is a new company still in its investment stage, the track record and financial standing of its parent company was used to assess Sapthip’s financial capabilities and anticipated performance. The Sapsathaporn Group was established in 1961 and engages in the processing, storage, and export of various crops. Most of the crops—namely cassava, rice, and corn—are exported to Japan, Taiwan, Korea, China, and various European Union countries. Sapsathaporn has always been among Thailand’s top ten exporters and
6

has established many subsidiaries, including enterprises involved in storage, real estate, and ethanol production. Sapsathaporn Group has posted increasing gains in terms of sales, net profits, and earnings before interest, taxes, and depreciation (EBITDA) from 2005 to 2007.
21. The balance sheet of Sapthip Co., Ltd. reflects the stage of the company, now undertaking its first commercial venture at the Lopburi plant. It includes THB868 million (US$25.8 million) in assets, 60 percent of which are fixed assets associated with the construction of the Lopburi ethanol plant. Loan and equity financing has been secured for the investments. Profits are expected to be achieved only after construction is completed and the plant begins operation.
22. Project financing. Total investment for the ethanol facility is estimated at US$41.1 million, and the incremental costs of the CDM project components, including the wastewater facility and electricity generation, are estimated at US$6.19 million. The investments will be financed half through equity and half through debt (seven years with a two-year grace period at a 7.5 percent interest rate).
23. Financial indicators. Financial analyses were conducted for both the ethanol plant and the project components. The ethanol plant is financially viable, with an internal rate of return (IRR) of 15.8 percent, including the debt financing (13.0 percent based on equity only). The proposed wastewater and renewable energy project is financially viable with carbon finance component. The FIRR of wastewater and renewable energy project would be 14.6 percent with carbon finance; without carbon finance the FIRR would be 9.4 percent.
24. The sensitivity of the CDM project’s IRR to the growth in coal price, the price paid for emission reductions, biogas production efficiency, and investment costs was evaluatued. The project IRR is moderately sensitive to investment costs and biogas production. The financial risk of both of these is mitigated through the design-build-operate contractual arrangements which limit the liability of Sapthip Co., Ltd. for cost overruns and which have minimum performance standards for the production of biogas.
25. Risks to delivery of ERs as a result of ethanol plant financial performance. The financial viability of the ethanol plant will not affect the performance of the project components and thus the ability of Sapthip Co., Ltd. to meet its obligations under the ERPA unless ethanol production is reduced, directly affecting wastewater and wet cake production. Based on the sensitivity analysis, the growth of ethanol price could slow from an average per year of 2 percent to 0.5 percent over a period of a few years before the ethanol plant would consider reducing production. This range serves as a cushion within which changes in ethanol price would not affect the CDM project components. Similarly, the price of cassava chips would need to increase 60 percent (from THB2500 per ton to THB4000 per ton) and be sustained at that level over a few years before it affected production. As cassava prices have historically been relatively constant in Thailand, such an increase sustained over several years would be unprecedented.6 While these risks are largely external, they are mitigated by the Thai Government’s regulation of the ethanol price and by Sapsathaporn Group’s position as a major exporter of cassava, which minimizes Sapthip’s supply-related price risks.
6. The highest cassava prices were found in 2008, when prices increased 25 percent over 2007 prices. Since that time, prices have gone back to 2007 levels. See Sector Issues (Annex 4) for details.
7

26. Financial risks to ER delivery from CDM components. The financial performance of the CDM project components would not directly affect the ability of Sapthip, Co. Ltd to meet its ER delivery targets under the ERPA unless the cost of biogas and wet cake production increases above the cost of using coal for the boiler. For this to occur, it is estimated that biogas production would need to decrease to less than 25 percent of the projected amount before coal would become a more viable option than the continued use of the biogas plant.
F. TECHNICAL ASPECTS
27. Design issues. In the UASB reactor, wastewater flows upward through a suspended blanket of anaerobic biomass, which is retained at a specific height in the reactor by balancing gravity against the upward-flow velocity. At the top of the reactor, a baffle system, the gas-solid separator (GSS), helps to retain the less dense fraction of the biomass in the blanket and to disentrain the biogas formed during the degradation of organic matter in the wastewater. The system also utilizes a series of ponds, both covered and open, and applies the effluent to a nearby plantation for final disposal. The system was designed by an engineering firm with experience designing these systems in Thailand, and a review of the design parameters indicated that they were consistent with industry practice. (See Annex 1.)
28. The main risks of such a system are summarized below, along with the design measures taken for the project to address these risks:
Table 1. Design Measures for Wastewater Facility
Issue Design
Unusually high concentration of bioethanol wastewater (85,000 mg COD/L) interfering with maintenance of the microbial community and thus the treatment efficiency of the UASB.
Laboratory tests by the project designer indicate the microbial community can be established and maintained at concentrations of up to 150,000 mg COD/L.
Performance of gas-solid separator affecting (i) the recovery and separation of the biogas, effluent, and sludge blanket during treatment; and (ii) the establishment and maintenance of the microbial sludge blanket, which can reduce treatment efficiency and biogas production.
Training in good operation and maintenance practices for plant personnel to ensure the GSS is operated properly and does not move out of position in the reactor.
Design of the wastewater treatment plant to further treat any sludge overflow due to poor GSS performance.
Gas purge valves provide an extra level of control if excess gas production impairs the GSS performance.
Difficulty in establishing the microbial communities needed to form the sludge blanket at facility start-up.
Series of protocols at start-up, including a system wet test to ensure hydraulic operation is as designed; transferring a microbial community from another UASB with similar waste to hasten its establishment in the reactor; and extensive training
8

Issue Design
in monitoring performance during operation.
The adoption of the alternative of recycling of thin slops causing contamination of the fermentation tank and affecting performance of the treatment system by changing the characteristics of the wastewater.
Flexibility designed into the system allows adjustment in the amount of thin slops recycled to minimize contamination of the fermentor and maximize performance of the treatment system.
Ability of plantation to absorb effluent and avoid groundwater contamination and runoff.
The area of the plantation provided is well in excess of the area needed for absorption of the effluent, and during the portion of the year with high precipitation the effluent will not be applied but rather stored for later application.
29. Technical risks for ER delivery. The major technical risk for ER delivery relates to the system’s efficiency in producing biogas, which is affected most significantly by the performance of the gas-solid separator and by the establishment and maintenance of a sludge blanket with the right microbial composition. Decreases in biogas recovery would reduce the amount of methane recovered, directly affecting ERs. This risk is mitigated through the measures discussed in Table 1 above, by the selection of a qualified engineering firm to undertake the system design and operation, and by including minimum performance standards for biogas production in the contract with the operator.
30. Life-cycle greenhouse gas emissions. An estimate was made of the life-cycle greenhouse gas emissions from the cassava-to-ethanol facility. The major emissions sources are the wastewater, which emits methane (45 percent), and boilers, which use fossil fuel and emit carbon dioxide (36 percent). Without the CDM components, the project is estimated to have life-cycle greenhouse gas emissions (2.74 kgCO2e per L fuel) similar to those of gasoline (2.597 kgCO2e per L fuel). With the CDM components incorporated, the GHG emissions per liter are reduced to 19 percent of those of gasoline (0.493 kgCO2e per L fuel). (See Annex 1 for details.)
G. INSTITUTIONAL ASPECTS
31. National approvals. The Department of Industrial Works (DIW) of the Ministry of Industry approved the Initial Environmental Examination (IEE) report for the ethanol plant in March 2008 and has subsequently granted the plant an operating license. An analysis of the environmental impacts of the biogas plant is required for the Letter of Approval from the Designated National Authority (DNA). This has been completed as part of the Environmental Assessment (EA) for the CDM project in compliance with World Bank requirements (see Annex 3), and the Letter of Approval is anticipated before completion of validation during 2009.
32. CDM methodology. The project will apply ACM0014, version 3, “Mitigation of greenhouse gas emissions from treatment of industrial waste,” which allows for
9

development of a “greenfield project” as proposed under the project activity. Modifications to the previous version of the methodology, made to accommodate the circumstances of the project, were accepted by the CDM Executive Board.
33. Certification. In accordance with the rules and procedures for CDM projects, project proponents must collect and archive all relevant data necessary for calculating emission reductions from a CDM project activity in accordance with the Monitoring Plan included in the Project Design Document (PDD).
34. Institutional arrangements for operation of wastewater facility. Sapthip Co., Ltd. has a contract with the technology provider Biogas Forerunner, which is responsible for the design, construction, management, start-up, and first two years of operations of the wastewater treatment system, as well as for training Sapthip Co., Ltd. staff during that period. Biogas Forerunner is an experienced contractor for wastewater systems in the country and has worked with UASB technologies in the cassava sector. Due diligence on their operating facilities and design has confirmed their qualifications and track record.
35. Implementation arrangement under ERPA. The Carbon Finance Operation will be implemented in accordance with the ERPA to be concluded between the project entity, Sapthip Co., Ltd., and the Bank, acting as Trustee of the Netherlands CDM Facility. The ERPA defines the quantity, price, and other delivery conditions for CERs to be purchased by the Trustee. The ERPA and its accompanying General Conditions require that Sathip implement the Environmental Management Plan (EMP) approved by the trustee and the CDM Operations Plan (CDMOP) including the Monitoring Plan (MP) which is an integral part of the PDD.
36. As required by the Kyoto Protocol, the Carbon Finance Operation will undergo a validation process to be conducted by an accredited DOE. Based on its findings, the DOE will submit the Carbon Finance Operation together with the two Letters of Approval from Thailand Designated National Authority (DNA), Thailand Greenhouse Gas Management Office (TGO) and the Netherlands DNA for registration to the CDM Executive Board.
37. Eligibility of the ERs for purchase will require verification and certification following the CDM rules. Another accredited DOE will be engaged by the Bank to conduct the initial verification and first three consecutive annual verifications of ERs generated by the Carbon Finance Operation. The verification report will be the basis for the certification of the ERs, effectively converting the ERs into a CER asset.
38. The project entity will be responsible for implementation of the project and will:
Secure a Letter of Approval from Thailand DNA; Undertake all reasonable efforts, including project documentation, to ensure
eligibility of ERs under Article 12 of the Kyoto Protocol; Undertake actions as agreed in the EMP to comply with the Bank’s safeguard
policies; and
10

Notify the Bank of anything that may affect the project or its capacity to deliver ERs, including delays, material adverse changes, and force majeure.
39. During project operations, the project entity will: Maintain and operate the project in accordance with sound business practices,
proper due diligence and high efficiency; Monitor the parameters specified in the CDMOP, MP and the ERPA; Prepare a consolidated Annual Monitoring Report on the required parameters of
the CDMOP, MP, and the EMP; and Organize, in coordination with the Bank, periodic auditing of the project and
verification that emission reductions have been achieved in compliance with relevant project criteria.
H. SAFEGUARD ASPECTS
40. Overall, the project will provide benefits of reduced odor from wastewater and reduced air emissions from burning coal. In addition, the risks of poor performance in the wastewater treatment process are mitigated through the greater control provided by the UASB technology. The project triggers OP 4.01 on Environmental Assessment and is considered category B, as the measures required for reducing or preventing negative impacts are readily available and easily implemented.
41. Environmental assessment. The potential negative impacts considered as part of the environmental assessment of the project were: (i) general construction impacts, including dust, noise, waste management, and safety; (ii) effluents from the wastewater facility; (iii) air emissions from boilers; (iv) potential impact of treatment lagoons and plantation irrigation on groundwater and surface runoff; (v) sludge management; (vi) occupational safety; (vii) timing of wastewater treatment construction relative to construction of the ethanol facility; and (viii) land acquisition. It was found that these issues were adequately dealt with in the design or that readily available and easily implemented measures to reduce or prevent impacts were included in the project’s Environmental Management Plan (EMP). The EMP will be implemented as part of Sapthip’s obligations under the ERPA.
42. Due diligence review. In addition, the land acquisition arrangements and the environmental and social issues related to the ethanol facility linked to the project were reviewed for due diligence purposes. The environmental assessment undertaken and the procedures put in place were found to be consistent with national laws. Land acquisition of the 163 hectares needed for the ethanol operation is fully documented. Several sample interviews by the Task Team with identified sellers confirmed that sellers sold the land willingly and received just compensation.
43. Consultation. A stakeholders’ consultation meeting for the CDM project was conducted by Sapthip Co., Ltd. at Bua Chum District office and Lamnarai District office in Ampur Chaibadan, Lopburi Province. The meeting was attended by 38 community representatives and covered project issues, including its environmental and social aspects. All issues raised were resolved, and Sapthip Co., Ltd. committed itself to working closely with local leaders should any issues arise in the future. The project provides two
11

mechanisms for addressing grievances arising from operation of the Sapthip Co., Ltd. ethanol plant: the community may file complaints against Sapthip Co., Ltd. directly by visiting the plant, or complaints may be initiated through district officers or officers of the Provincial Department of Industrial Works of the Ministry of Industry.
44. This activity followed the public consultations held by the proponent corporation for the ethanol plant construction in 2007, during which community concerns, particularly regarding odor, were expressed by the residents and leaders of the direct impact area and those surrounding it. The present project responds to these concerns. Being part of the overall ethanol plant project, the CDM project is also covered by the established community relations program, which aims to keep communications and a working relationship open with its local community.
45. Disclosure. The Environmental Assessment was disclosed publicly in the World Bank’s Infoshop (English), the World Bank Public Information Center in Bangkok (English and Thai), and at the Lopburi plant site (Thai).
I. LEGACY AND REPUTATIONAL RISKS
46. Industrial Environmental Management. Historically, some industrial facilities in Thailand have faced discontent from communities and NGOs with regard to local environmental pollution. Some have led to protracted protests and payment of compensation for real or perceived health risks or for relocation of the facilities in question. Realizing this risk, Sapthip Co., Ltd. has minimized the possibility of conflict with its local community through active solicitation of local concerns about the ethanol plant and the CDM project. Based on the outcomes of the consultation and due diligence on community relations and land acquisition arrangements, the opinion of the local community toward the project is positive and Sapthip Co., Ltd. has an effective means of managing community relations in place. In particular, based on the public consultations and surveys, the ethanol plant project enjoys high project acceptance, with 340 of the 342 participants in the local public hearings expressing agreement to the ethanol plant construction. One of the leading concerns raised was the potential increased odor in the area, similar to that of the open-lagoon system of the nearby starch processing facility. This will be addressed by the CDM project, which through the collection of the biogas will avoid this problem and additionally reduce air pollution related to coal burning. In response to a specific request from the community, Sapthip has developed a community outreach program that will include (a) providing support activities to important local festivals and community development activities, and (b) establishing a mechanism for consultations and grievances using a feedback loop, the elements of which will include, among other resources, public use of prominently located notice boards. Due diligence, including random interviews with local community members and with individuals from whom land was purchased, indicated that the consultations, community outreach program, and land acquisition arrangements were accepted.
47. Global concerns of biofuel production. The increase in biofuel production worldwide has raised a variety of issues that are being debated by governments, NGOs, and international organizations. The linkage of the renewable energy and wastewater biogas project to the production of bioethanol, and therefore to the biofuels industry more broadly, may attract attention from NGOs or others actively advocating over concerns
12

raised by biofuels. The debate over biofuels calls into question the industries’ overall environmental benefits, including the effect that increased demand for feedstocks could have on pioneer expansion of agricultural land into forested areas, with its subsequent impact on biodiversity, and on the effectiveness of biofuels in reducing greenhouse gases relative to the use of fossil fuels. Social issues have also been at the center of the debate including concerns of whether the livelihood benefits would reach poor farmers and the effect of the growth of food crops for biofuels has on commodity prices and food security. Economic and trade issues have also been discussed, including both possible benefits from export diversification and agriculture-sector development and the impact of government subsidies and trade barriers on market distortions and the competitiveness of developing countries as biofuel exporters.
48. With regard to these issues, the association of the project to cassava-to-ethanol production in Thailand has only limited risks (see Annex 4 for a summary of sector issues). In particular, on an international level, deforestation is not commonly associated with the expansion of cassava cultivation, as the crop can be grown on marginal lands. In addition, Thailand’s agricultural policy and the manner in which farmers adapt their cultivation practices in response to increased cassava demand, indicate that the expansion of cassava cultivation into forest land is unlikely. In particular, Government agricultural policies maintain a constant area for cassava production, and cassava feedstock for the bioethanol industry in Thailand can be accommodated through reduced exports and increased production from improved yields. Furthermore, the prevailing behavior of farmers in Thailand in response to increased demand for cassava is not to expand cultivation to non-agricultural lands but rather to implement cultivation measures to improve yields and to grow cassava on agricultural land previously used for crops such as sugar and corn. Regarding social issues, cassava cultivation benefits smallholders in the poorer regions of Thailand. Additionally, while its link to some food products and its use as animal feed could influence food prices internationally, the production of fuel from cassava in Thailand does not have direct implications on food security, as cassava grown in Thailand is not a subsistence or staple food. From an economic point of view, bioethanol is beginning to be exported from Thailand, showing that it can be competitive internationally and thus serve as an effective means for diversifying the country’s exports in general and its cassava sector in particular.
J. EXPECTED MAIN ERPA TERMS AND CONDITIONS
49. The World Bank’s CER purchase from the project will be on behalf of the Netherlands CDM Facility. The estimated amount of CERs to be purchased will be negotiated between Sapthip Co., Ltd. and the World Bank and will be recorded in the ERPA, based on the calculations in the PDD that will be submitted to the UNFCCC. The exact amount of CERs transacted will be subject to periodic verification by an independently accredited DOE, and the final project outcome will be the annual amount of delivered CERs that have been certified and issued by the CDM Executive Board.
50. As designed, a fixed 10 year crediting period has been chosen for this project. The estimated amount of CERs over 10 years will be up to 1,548,642 tCO2-e or 154,864 tCO2e per year (Table 2).
13

Table 2. Estimated Amount of Emission ReductionsYear
Estimation of
project activity emissions(tCO2e)
Estimation of baseline emissions
(tCO2e)
Estimation of leakage(tCO2e)
Estimation of overall emission
reductions(tCO2e)
year 1 1,589 156,453 0 154,864year 2 1,589 156,453 0 154,864year 3 1,589 156,453 0 154,864year 4 1,589 156,453 0 154,864year 5 1,589 156,453 0 154,864year 6 1,589 156,453 0 154,864year 7 1,589 156,453 0 154,864year 8 1,589 156,453 0 154,864year 9 1,589 156,453 0 154,864year 10 1,589 156,453 0 154,864
Total (tons of CO2e)
15,890 1,564,535 0 1,548,642
14

Annex 1: Detailed Project DescriptionWastewater Biogas and Renewable Energy Project
of Sapthip Co. Ltd. (Thailand)
1. The Sapthip Co., Ltd. Wastewater Biogas Project integrates renewable energy and wastewater technologies into a 200,000 liter per day bioethanol facility that uses cassava as a raw material. Figure 1 gives an overview of the integrated system showing the project components and the ethanol facility.
Figure 1: Flow Diagram for Sapthip Co., Ltd. FacilityCassava
Storage/Milling
Mixer
Sand removal(Sieve tray/
hydrocyclone)
Water
Sand/Solid waste
Liquefaction
Saccharificationand fermentation
Distillation 1 (mash column/splitter
column)
Dehydration (Molecular sieve)
Distillation 2 (rectifier)
Thick slop
Wastewater/Spent Lee(low BOD<10,000)
Bioethanol
Pretreatment
Reaction
Purification
Heat Exch
Equalization
UASBs
High Rate Anaerobic lagoon
Anaerobic lagoon
Aerated lagoon
Polishing PondBoiler
Thin
slo
p (C
OD
= 8
5,00
0 m
g/L)
Biogas
Steam
Effluent
Enzymes
Enzyme/yeast/nutrient
Decanter(settling)
(0-30%)
Wet
cak
e
EtOH 40%
EtOH 95%
Sand removal pond Sand/Solid waste
Solid removalSettling
Ethanol facility
Project Wastewater component
ProjectRenewable
Energycomponent
Drying ofsolids
Wasteheat
Cassava
Storage/Milling
Mixer
Sand removal(Sieve tray/
hydrocyclone)
Water
Sand/Solid waste
Liquefaction
Saccharificationand fermentation
Distillation 1 (mash column/splitter
column)
Dehydration (Molecular sieve)
Distillation 2 (rectifier)
Thick slop
Wastewater/Spent Lee(low BOD<10,000)
Bioethanol
Pretreatment
Reaction
Purification
Heat Exch
Equalization
UASBs
High Rate Anaerobic lagoon
Anaerobic lagoon
Aerated lagoon
Polishing PondBoiler
Thin
slo
p (C
OD
= 8
5,00
0 m
g/L)
Biogas
Steam
Effluent
Enzymes
Enzyme/yeast/nutrient
Decanter(settling)
(0-30%)
Wet
cak
e
EtOH 40%
EtOH 95%
Sand removal pond Sand/Solid waste
Solid removalSettling
Ethanol facility
Project Wastewater component
ProjectRenewable
Energycomponent
Drying ofsolids
Wasteheat
15

A. The Ethanol Production Facility
2. Processes. Ethanol plant processes take place in three main stages: (i) pretreatment, (ii) reaction, and (iii) purification (Figure 1).
3. Pretreatment. Cassava will be sourced from cassava chip plants in Lopburi and in nearby provinces in the Central, lower Northern, and Northeastern Regions, the country’s major cassava-producing provinces. Each year, 150,000 tons of chips will be brought to the project site and stored in the on-site warehouse. At the pretreatment stage, cassava chips are ground and any residual sand from cultivation and chip processing is removed. The ground cassava starch is then mixed with water, forming a liquid starch slurry.
4. Reaction. The reaction process breaks down the starch into smaller molecules and into sugar (liquefaction and saccharification) before converting the sugar to alcohol (fermentation). The starch slurry from pretreatment is heated to the desired temperature of about 50 to 60oC before entering the liquefaction column, where an enzyme is activated that starts to break the starch into smaller molecules. The slurry produced by liquefaction is then pumped to the saccharification and fermentation tanks. In the saccharification tank, starch is further broken down into simple sugars by a second enzyme. These sugars are then utilized by yeast in the fermentation tank, producing a liquid containing 10 to 12 percent ethanol.
5. Purification. The ethanol product from the fermenter is transferred to the first distillation column; here the ethanol is evaporated, and the purified fraction is removed from the upper part of the column. The waste product that forms at the bottom of the column, termed “thick slop,” is a mixture of compounds that remain after evaporation of alcohol and other volatile substances. The thick slop is sent to a decanter where the solids (“wet cake”) are separated from the liquid. The liquid, known as “thin slop,” is a wastewater with a high COD concentration (about 85,000 milligrams COD per liter). The ethanol from the first distillation is sent to the second distillation column, where 95 percent ethanol is drawn as the top product. The bottom waste product from this distillation column, called “spent lee,” is a lower-concentration wastewater. The 95 percent ethanol product from the second distillation column is then further purified to 99.6 percent using a dehydration column containing a molecular sieve that removes additional water from the ethanol. The purified product will be stored on-site in tanks with a storage capacity of 6 million liters (1 month of ethanol production) and transported to purchasers via tanker trucks.
6. Water requirements. The plant requires an estimated 2,419 cubic meters per day of water for its manufacturing processes and facilities. The water will be sourced in two ways: using an intake and pumping system from the Pasak River about two kilometers away from the site, and using rainwater collected in a 3,000,000 cubic meter reservoir constructed on-site. The reservoir can sustain average water use requirements for 120 days, and to limit environmental impacts it will be the only water source used during times when the flow of the Pasak River is low (see Annex 3 for details). The water is treated with filters and ion-exchange resin before use in the plant.
16

7. Energy needs. The project requires 20 tons of steam per hour, which will be produced using the two boilers, the renewable energy component of the project, powered by biogas and wet cake. Spare coal will also be kept on-site in case of emergencies. The project’s electrical energy will be supplied by the electrical grid (Chaibadan Regional Electricity Authority), which relies mostly on fossil fuels (over 80 percent natural gas, lignite, and coal) or through a one-megawatt generator that will combust biogas produced in excess of the needs of the boilers.
8. GHG emissions from use of cassava-based ethanol as fuel. An estimate was made of the life-cycle greenhouse gas emissions from the production and use of cassava-to-ethanol for transport fuel, with and without the CDM components, based on previous studies and the specifications of the project. The major emissions sources without the CDM components, listed below, are predominantly from the methane produced from wastewater (45 percent) and from boilers fired by fossil fuels (36 percent). Without the CDM components, the project is estimated to have life-cycle greenhouse gas emissions (2.74 kgCO2e per L fuel) similar to those from gasoline (2.597 kgCO2e per L fuel). Incorporating the CDM components, the GHG emissions per liter are reduced to 19 percent of those from gasoline (0.493 kgCO2e per L fuel).7
Table 1: Estimated Life-Cycle GHG Emissions from Cassava-to-Ethanol Production at Sapthip Co., Ltd. Plant (without project CDM components)
GHG emissions(tCO2e/yr)
% of total emissions
Cassava farming(agrochemical manufacture, diesel use, soil N20, labor)
27,448 14
Potential land conversion (from sugar to cassava)
9,560 5
Ethanol manufacture- electricity 2,876 2
- fossil fuel used to produce steam 68,276 36
-wastewater methane 85,310 45
Transport (from entire cycle, farm to distribution)
6,570 3
7. GHG emissions based on numbers from PDD for project (for steam and wastewater methane), unit emissions factors for the Thai cassava-to-ethanol industry (for transport, agrochemical manufacture, diesel use, soil N20, and labor) as analyzed in Nguyen et al., 2007, “Energy Balance and GHG Abatement Cost of Cassava Utilization for Fuel Ethanol in Thailand,” Energy Policy 35:9. Land conversion assumes that the growth in cassava-to-ethanol manufacture nationally can be attributed to an increased conversion of sugar cane to cassava of 0.1 million hectares or 10 percent of the cassava area and is based on the carbon stocks reported for these crops by Gibbs et al., 2008, “Carbon Payback Times for Crop-Based Biofuel Expansion in the Tropics: The Effects of Changing Yield and Technology,” Env. Res. Lett. 3. This is based on previous behavior in response to increased cassava demand and the recognition that the supply of cassava for ethanol can be met by reducing exports and increasing productivity and that some increased cultivation may be located on degraded lands with low carbon stock. (See also Sector Issues, Annex 4.)
17

Total 200,040 100Total per liter Ethanol 2.74
(kgCO2-e per L fuel)B. Renewable Energy Component
9. Two 20-ton-per-hour-capacity boilers supply the 20 tons per hour average steam requirement for the ethanol plant as well as sufficient backup capacity in cases of plant shutdown or maintenance. The boilers include air pollution control equipment employing cyclone and wet scrubbers designed to meet required national air pollution standards. (See Annex 3 for a more detailed discussion of environmental safeguards.) The fuel inputs to the boilers include the 58,000 cubic meters per day of biogas produced in the wastewater facility and the 30 tons per day of dry wet cake from the distillation column and a small amount of other solids from primary treatment in the wastewater process. It is anticipated that the biogas will support 70 percent of the boilers’ fuel needs (14 tons per hour), while wet cake will supply the remainder (6 tons per hour).8 Excess biogas9 not used in the boiler to produce steam will be used to fuel a gas generator (one-megawatt capacity) for on-site electricity generation. An enclosed flare will also be installed to combust the biogas when the generators are not operating.
C. Wastewater Component
10. Sources of wastewater. The wastewater generated at the ethanol plant will come from the distillation columns and will include the “thin slop,” the liquid fraction of the waste produced from the first distillation column, and the “spent lee,” the wastewater produced from the second distillation column. The flow-rate of the wastewater is estimated to be 1,580 cubic meters per day, with a COD of around 85,000 milligrams per liter.
11. Wastewater treatment process. The wastewater will be pretreated to normalize the temperature and pH and to remove any residual solids. It will then be sent through two UASB reactors, where the major part of the organic pollutants and biogas is generated. The UASB system sends wastewater upward through a blanket of microorganisms suspended by the balance between gravity and the velocity of the upward flow. The microorganisms form granules, and with a proper control of several operating parameters, particularly up-flow velocity and pH, the granules degrade organic matter in the wastewater and produce several microbial products, including biogas containing the flammable gas methane. At the top of the reactor is a gas- solid separator, a baffled structure that regulates flow velocity to separate the biogas, microorganisms, and liquid effluent, allowing collection of the gas and retention of the microorganisms in the reactor blanket. The UASB will reduce the COD concentration to approximately 3,000 to 4,000 milligrams per liter. The wastewater will undergo further treatment and biogas production and collection in sequential anaerobic lagoons. It will be further treated in an aerated lagoon and polishing pond, where the effluent COD will be lower than the 120 milligrams per liter. The effluent will be used for irrigation of an 83-hectare plantation
8. The estimated 58,000 cubic meters per day of biogas can produce 14 tons per hour (assuming 77 percent boiler efficiency); 30 tons per day of wet cake can produce 6 tons per hour of steam (with the same boiler efficiency). 9. The estimated 58,000 cubic meters per day of biogas production is a minimum estimate of the biogas to be produced based on conservative assumptions. A high estimate of biogas production is 76,500 cubic meters per day, which could produce enough excess biogas to fuel two megawatts of electricity, while an intermediate estimate would fire one-megawatt engines.
18

designed to absorb the applied effluent. During the dry season (240 days per year), the effluent will be directly applied to the plantation; during the rainy season, it will be stored in sumps for application during the dry season.
D. Design issues
12. Design parameters/assumptions. The design parameters of the wastewater system of Sapthip Co., Ltd. vis-à-vis typical ranges are presented in Table 2 below and are consistent with operation of other UASB plants.
Table 2:. Design Parameters for UASB PlantsParameter Sapthip Co., Ltd.
SystemTypical Range*
UASB ReactorCOD loading rate (kg COD/m3/d) 8.30 2-25Hydraulic retention time (days) 10.28 > 1-3Biogas production rate (Nm3/d) 400-700 < 700
High-Rate Anaerobic LagoonHydraulic retention time (days) 11.4 > 3Efficiency (%) 80 > 60
Anaerobic LagoonHydraulic retention time (days) 11.4 > 5Efficiency (%) 60 45-80
Aerated LagoonHydraulic retention time (days) 3.8 3-10Yield (Yx/s) 0.55 0.5-0.7decay coefficient (d-1) 0.086 -
Polishing LagoonHydraulic retention time (days) 1 -
13. High concentration of wastewater. Although UASB systems are typically used for wastewater with high concentrations of COD, the concentration of wastewater in the project system (85,000 mg COD/L) is higher than that historically used for UASB, which may be of concern for proper maintenance and functioning of the sludge blanket. Experiments undertaken as part of the UASB design, however, show that the microbial community can be established and maintained at concentrations as high as 150,000 milligrams COD per liter. In addition, the plant design ensured that even at such a high COD concentration, the key design parameter—the COD loading rate—is in the range of other UASB reactors that treat wastewater with lower COD concentrations.
14. Performance of the gas-solid separator (GSS). Based on experience with UASB technology in starch processing plants elsewhere in Thailand, the designers determined that GSS equipment can shift from its optimal position in the reactor, limiting its performance. The project operators will undergo training on GSS maintenance to help guard against this occurrence.
15. Facility start-up. The start-up of the UASB reactor can be difficult due to the complexities of forming the microbial communities found in granules and
19

conglomerating them to form a sludge blanket. The project has developed a set of safeguards to help ensure this is done in a timely and effective way, including a wet test of the reactor to confirm basic hydraulic functionality, transfer of a microbial granule from another UASB reactor, and regular sampling to monitor the performance during start-up.
16. Recycling of thin slop. During the design phase for the ethanol plant, the option was considered of recycling a portion of the thin slop back to the cassava pretreatment mixing tank rather than sending it to the wastewater treatment facility. Such recycling could reduce water use by up to 20 percent, but, at the same time, it would increase the influent concentration of wastewater to the treatment facility from 85,000 to 100,000 milligrams COD per liter. Two main concerns arise from recycling: (i) use of recycled thin slop risks contaminating the fermentation tank, and (ii) the increased concentration of wastewater risks changing the biogas system performance. Given its possible advantages, however, the option for recycling was incorporated into the design. The decision to use it or not could be made later, depending on its operationally viability. If it was adopted, in addition to the measures already in place to handle high concentration wastewater, thin slop recycling will be carefully monitored to ensure optimal fermentation performance, wastewater-system performance, and water savings.
17. Plantation area. The plantation area and its operation were designed to ensure that the trees can absorb the quantity of effluent produced. To ensure this, water will only be released to the plantation during the drier months, for a total of 240 days per year; during the remainder of the year, the effluent will be stored in sumps for later application. The amount of treated wastewater to be applied during these 240 days equals the water requirements of a 43-hectare plantation; therefore, the plantation’s 83 hectares will easily absorb the wastewater effluent.
E. Operational Arrangements
18. As part of the contractual arrangement between Sapthip Co., Ltd. and Biogas Forerunner, the latter will be responsible for the facility’s design, construction, start-up, and first two years of operation. Under this arrangement, Sapthip Co., Ltd. operators will be trained by Biogas Forerunner on the operation and maintenance of the system and will then take over the operation. This arrangement allows Sapthip Co., Ltd., which has not previously operated a cassava-processing facility, to learn how to operate the wastewater system. Biogas Forerunner has installed and operated UASB systems in Thailand for several years, including UASB biogas systems in the cassava/tapioca industry. Visits by the Bank team to operating plants under Biogas Forerunner management have indicated the company is capable of managing wastewater systems similar to those in the project activity.
20

Annex 2: Economic and Financial AnalysisWastewater Biogas and Renewable Energy Project
of Sapthip Co. Ltd. (Thailand)
A. Financial Performance of Sapthip Co., Ltd.
1. Sapthip Co., Ltd. is a subsidiary company under the Sapsathaporn Group and was set up specifically for cassava-to-ethanol production. The Lopburi plant is its first investment. As Sapthip Co., Ltd. is a new company still in its investment stage, the balance sheet and track record of its parent company were used to assess Sapthip’s financial capabilities and anticipated performance. The Sapsathaporn Group was established in 1961 and has been in the business of processing, storing, and exporting various crops, including cassava, rice, and corn. Most of its exports are to Japan, Taiwan, Korea, China, and various EU countries. Sapsathaporn has always been among Thailand’s top ten exporters. It has established many subsidiaries, including enterprises involved in storage, real estate, and ethanol production. Sapsathaporn Group has posted increasing gains in terms of sales, net profits, and earnings before interest, taxes, and depreciation (EBITDA) from 2005 to 2007.
2. The main business of Sapthip Co., Ltd. is the production of ethanol from cassava. The company was among the first 15 bioethanol plants licensed in the country. Sapthip’s ethanol production, estimated at 200,000 liters per day, is intended for gasohol fuel for vehicles. Its close ties to Sapsathaporn Group helps provide Sapthip Co., Ltd. with a secure supply of cassava for its ethanol plant. Sapthip’s balance sheet reflects the stage of its initial investment in the project and includes THB868 million (US$26 million) in assets, 60 percent of which are fixed assets associated with the construction of the Lopburi ethanol plant. Loan and equity for the plant investments have been secured. Profits are expected to be achieved only after plant construction is complete and its operation has begun.
Table 1: Sapthip Co., Ltd. Balance Sheet (THB)
Current AssetsCash & depositsCurrent investmentOther current assets
Fixed AssetsProperty plant and equipmentOther fixed assets
Total Assets
2007
23,091,418.26266,042,340.5950,093,259.74
529,515,620.5014,580.29
868,757,219.38
2006
2,141,929.32121,125,037.6057,596,492.46
50,192,791.9910,327.42
231,426,578.79
Current LiabilitiesOther current liabilities
Noncurrent LiabilitiesLong-term debt (personal)Long-term debt (institutional)Other noncurrent liabilities
Owner’s EquityShare capitalChange in asset’s valueRetained earning
Total Liabilities & Owner’s Equity
40,304,744.06
2,101,266.36-
33,166,868.23
800,000,000.003,560,626.59
(10,376,285.86)868,757,219.38
18,058,134.07
- 4,220,000.00
165,040.00
800,000,000.001,125,037.60
(7,141,632.88)231,426,578.79
21

B. Financial Evaluation
3. The financial analysis covered the CDM project components, with and without carbon finance, as well as (because of its linkage to the project operation) the ethanol plant itself.
4. Assumptions. Below are the assumptions for the analysis, based on the project design and financing plan.
Table 2: Assumptions for Financial AnalysisEthanol Plant CDM Components
Costs US$41.13 million US$6.19 million for wastewater facility and generators (boilers involved no incremental investments)
Discount rate 10% 10%Financing half equity, half debt half equity, half debtLending terms
7 years, with 2-year grace period 7 years, with 2-year grace period
Raw materials
500 tons of cassava chips per day (US$71/ton constant over the project perioda)
58,000 cu meters per day of biogas (comprised of 55% methane) and 30 tons per day of wet cake
Production 200,000 L/day of ethanol 20 tons per day of steam produced using 70% biogas and 30% wet cake Excess biogas used for electricity generationExcess wet cake not used
Revenue sources
Sale of ethanol($0.55/L growing at 2% a year)
Savings from use of coal (coal price $65/ton growing at 1% per year) b
Carbon finance (price $10/ton) c
Savings from electricity use ($0.08/kwh)d
a. Provided by Sapthip Co., Ltd., based on historical prices for chips.b. Based on 2008 price of imported bituminous coal at THB2,300 per ton (source: http://www.dpim.go.th/dt/pper/000001236239431.pdf).c. The purchase of the carbon finance was assumed only up to 2012 as a conservative assumptiond. Based on estimated electricity price of THB2.8 per kilowatt hour.
5. Project cash flow. The projected financial cash flow for the wastewater project is summarized in Table 3 using two scenarios, the case where ERs would be purchased from the project and the case where with the same project investment no ERs would be purchased. Sapthip Co., Ltd. ethanol plant project.
22

Table 3: Financial Projections With and Without ERs of Sapthip Co., Ltd. Wastewater Project Cash Flow (in US$)
2007 2008 2009 2010 2011 2012 2013
Without ERs
Total net revenues - - 537,400.59 2,171,098.40 2,192,809.38 2,214,737.48 2,236,884.85
(-) Total costs - - 211,683.98 884,218.40 891,103.91 898,269.36 905,726.98
Margin / (EBITDA) - - 325,716.62 1,286,880.00 1,301,705.48 1,316,468.12 1,331,157.87
Profit before tax - - 121,747.77 1,082,911.16 1,215,878.90 1,262,895.08 1,309,947.40
(-) Income tax - - 40,176.77 357,360.68 401,240.04 416,755.38 432,282.64
Net profit - - 81,571.01 725,550.48 814,638.86 846,139.70 877,664.76
Free Cash Flow (890,207.72) (2,580,118.69) 57,099.71 119,373.25 181,735.12 203,785.71 225,853.25
With ERs
Total net revenues - - 775,616.70 3,610,150.77 3,631,861.75 3,653,789.84 2,236,884.85
(-) Total costs - - 231,683.98 904,218.40 911,103.91 918,269.36 905,726.98
Margin / (EBITDA) - - 543,932.72 2,705,932.37 2,720,757.85 2,735,520.49 1,331,157.87
Profit before tax - - 339,963.88 2,501,963.53 2,634,931.27 2,681,947.45 1,309,947.40
(-) Income tax - - 112,188.08 825,647.96 869,527.32 885,042.66 432,282.64
Net profit - - 227,775.80 1,676,315.56 1,765,403.95 1,796,904.79 877,664.76
Free Cash Flow (890,207.72) (2,580,118.69) 159,443.06 784,908.81 847,270.68 869,321.27 225,853.25
Table 4: Financial Projections for Sapthip Co., Ltd. Ethanol Plant Cash Flow (in US$)
2007 2008 2009 2010 2011 2012 2013Total net revenues - - 35,957,270.03 36,676,415.43 37,409,943.74 38,158,142.61 38,921,305.47
(-) Total costs - - 26,108,267.06 26,444,635.49 26,794,653.65 27,158,972.36 27,538,274.62
Margin / (EBITDA) - - 9,849,002.97 10,231,779.94 10,615,290.08 10,999,170.26 11,383,030.84
Profit before tax - (1,533,382.79) 8,315,620.18 8,917,451.84 9,520,016.66 10,122,951.52 10,725,866.79
(-) Income tax - - 2,744,154.66 2,942,759.11 3,141,605.50 3,340,574.00 3,539,536.04
Net profit - (1,533,382.79) 5,571,465.52 5,974,692.73 6,378,411.16 6,782,377.52 7,186,330.75
Free Cash Flow (20,445,103.86) (1,533,382.79) 979,296.74 1,261,555.79 1,544,158.69 1,826,935.14 2,109,702.40
6. Rates of return. The project’s rates of return and net present values (NPVs) are summarized in Table 5. Without ER income, the project has low financial feasibility. With carbon credit revenue, feasibility improves.
Table 5: Sapthip Co., Ltd. Project: Base Case
CDM Components Sapthip Co., Ltd.'s Ethanol
PlantWithout ERs
IncomeWith ERs Income
IRR on Assets 9.36% 14.57% 13.04%IRR on Equity (50% debt) 12.78% 18.22% 15.84%NPV at 10% ($187,822) $1,132,562 $7,203,806 NPV at 5% $1,983,973 $3,638,017 $29,544,899
C. Sensitivity Analysis
23

7. Ethanol plant. Prices for ethanol and for cassava were considered in the sensitivity analysis.
8. Ethanol price. Government policy on gasohol affects ethanol price, which in turn affects returns from the ethanol plant. In the baseline, the assumed annual growth in the price of ethanol is 2 percent. The IRR is moderately sensitive to changes in the growth rate over a period of a few years.
Figure 1: Sensitivity of Ethanol Plant IRR
Growth in Price of Ethanol Price of Cassava Chips
0.0%
5.0%
10.0%
15.0%
20.0%
25.0%
0.0% 0.5% 1.0% 1.5% 2.0% 2.5% 3.0% 3.5% 4.0% 4.5%
Price of Ethanol (Annual growth, %)
IRR
Eth
anol
Pla
nt (%
)
0.00%
5.00%
10.00%
15.00%
20.00%
25.00%
30.00%
35.00%
0 500 1,000 1,500 2,000 2,500 3,000 3,500 4,000 4,500Price of Cassava Chips (THB/ton)
IRR
Eth
anol
Pla
nt (%
)
9. Cassava chip price. The price of cassava and thus cassava chips (the raw material for the Sapthip ethanol plant) directly affects the cost of ethanol production, which affects the returns from ethanol plant. The IRR is moderately sensitive to a change in cassava chip price.
10. Wastewater facility. The facility’s sensitivity to reduced biogas production, increased investment costs, and price of the emission reductions were assessed.
11. Growth in coal price. As the renewable energy component substitutes for coal and accrues savings from decreased purchase of coal, the IRR is dependent on the growth in the coal price. The sensitivity of the IRR to changes in the growth in coal price is low.
12. Emission reduction price. The financial model uses US$10/tCO2e as a baseline. The sensitivity of the IRR to changes in the price of emission reductions low.
13. Investment costs. The project is moderately sensitive to changes in investment costs. If costs increased to above 120 percent of the base costs, the IRR would begin to be financially marginal. This is mitigated through careful design and by contracting the project as a design-build-operate scheme, which buffers Sapthip Co., Ltd. from cost overruns.
14. Biogas production. The project is moderately sensitive to changes in biogas production. If biogas production decreases to less than 80 percent of the projected amount, the project begins to become financially marginal. This is mitigated through
24

good engineering design and by a contractual guaranteed minimum biogas production equal to the projected quantity in the analysis.
Figure 2: Sensitivity of IRR for CDM Project Components (with CF revenues)
Growth in Coal Price Price of Emission Reductions
0.00%
2.00%
4.00%
6.00%
8.00%
10.00%
12.00%
14.00%
16.00%
18.00%
0.00% 0.50% 1.00% 1.50% 2.00% 2.50%
Annual growth of coal price (%)
IRR
0.00%
5.00%
10.00%
15.00%
20.00%
25.00%
0.0 5.0 10.0 15.0 20.0 25.0
Carbon Credit ($/tCO2e)
IRR
Investment Cost Biogas Production
0.0%
5.0%
10.0%
15.0%
20.0%
25.0%
60% 80% 100% 120% 140% 160% 180%
Investment Cost (100% as base)
IRR
0.00%
5.00%
10.00%
15.00%
20.00%
25.00%
30.00%
35.00%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
110%
120%
130%
140%
150%
160%
170%
180%
190%
200%
210%
Baseline (100% efficiency of 70% Biogas / 30% Wetcake)
IRR
D. Financial Risks to ER Delivery
15. Reduced financial performance of the ethanol plant will not affect the delivery of the project emission reductions as long as ethanol production can continue to produce at 200,000 liters per day. Based on the sensitivity analysis, the growth of ethanol price could slow from an average per year of 2 percent to 0.5 percent over a period of a few years before the ethanol plant would consider reducing production. This range serves as a cushion within which changes in ethanol price would not affect the CDM project components. Similarly, the price of cassava chips would need to increase 60 percent and be sustained at that level over a few years before it affected production. As cassava prices have historically been relatively constant in Thailand, such an increase sustained over several years would be unprecedented.10 While these risks are largely external, they are mitigated by the Thai Government’s regulation of the ethanol price and by Sapsathaporn Group’s position as a major exporter of cassava, which minimizes Sapthip’s supply-related price risks.
10. The highest cassava prices were found in 2008, when prices increased 25 percent over 2007 prices; since that time, prices have gone back to 2007 levels. See Annex 4, Sector Issues, for details.
25

16. The financial performance of the CDM project components would not directly affect ER delivery unless the facility’s costs of operation increased above the cost of using coal. Considering that the cost of using coal is several times higher than the operational costs of the plant and that the boilers are also partially dependent on wet cake, biogas production would need to decrease to less than 25 percent of the projected amount before coal would become a more viable option than continued use of the biogas plant. The risk is thus considered low.
26

Annex 3: Safeguards Policy IssuesWastewater Biogas and Renewable Energy Project
of Sapthip Co. Ltd. (Thailand)
A. Overview
1. The Sapthip Co., Ltd. Wastewater Biogas Project provides additional wastewater- and boiler-technology components to an ethanol plant, resulting in lower greenhouse gas emissions, cleaner energy, and more modern wastewater treatment processes. It involves the construction and operation of two boilers that use biogas and biomass for fuel; electricity generation equipment; and a wastewater treatment facility that includes sequential processing components, including preparation process steps (heat exchanger, equalization tanks, and solid removal devices), reactors for wastewater treatment and biogas collection, a series of lagoons for additional treatment, and a plantation where the final effluent will be deposited.
2. The project components will be located on the Sapthip Co., Ltd. property, former agricultural land in a rural area in Chai Badan District in Lopburi Province. The property on which the treatment plant, boilers, and ethanol facility are located is bordered by a railway to the north, a road to the south, abandoned land to the west, and the Lopburi Starch Factory to the east. The plantation, across the road to the south of the plant, is also located on converted agricultural land owned by Sapthip Co., Ltd. The nearest villages are Ban Bang Rotfai and Ban Kong Rotfai, both one kilometer from the site of the proposed treatment plant. Other nearby villages include Ban Bua Choom and Ban Noi, both located on the bank of the Pasak River three kilometers away. The main district town, Amphoe Chai Badan, is seven kilometers away.
3. Overall, beneficial impacts of the project include reduced odor from wastewater, reduced air emissions from burning coal, and reduced risk associated with the poor performance of the wastewater treatment process. The project’s potential negative impacts were also considered, specifically: (i) general construction impacts, including dust, noise, waste management, and safety; (ii) effluents from the wastewater facility; (iii) air emissions from boilers; (iv) potential impact of treatment lagoons and plantation irrigation on groundwater and surface runoff; (v) sludge management; (vi) occupational health and safety; (vii) timing of wastewater treatment construction relative to the ethanol facility; and (viii) land acquisition. These negative possibilities have been prevented through the design or through easily implemented measures to reduce or prevent impacts, as outlined in the Environmental Management Plan.
B. Applicable Safeguards Policies
4. The project triggers the following safeguards policies: OP 4.01, Environmental Assessment, and due diligence review of land acquisition arrangements.
5. OP 4.01: Environmental Assessment. The project is considered category B, as the impacts are relatively minor and have readily available and easily implemented
27

mitigation measures. In response to policy OP 4.01, an environmental assessment of the project components, including the wastewater and renewable energy components, was undertaken. For due diligence purposes, the environmental and social issues related to the project’s ethanol facility were also reviewed.
6. Due diligence review of land acquisition and community outreach arrangements. A due diligence review of the land acquisition arrangements for the project components and the ethanol facility was undertaken, along with a review of the procedures and mechanisms in place for consultation with and response to any potential grievances of local communities.
C. Environmental Issues Related to the Project and Mitigation Measures
7. General construction impacts. The project will have minor impacts related to construction activities, including dust from site preparation, movement of construction equipment, and vehicles; noise from machine operation; wastewater from construction workers; erosion; solid waste production; and worker health and safety. Mitigation measures have been developed for these impacts, including watering the site, covering vehicles, and limiting driving speed; limiting operation during certain hours; avoiding cutting trees; establishing solid waste collection and disposal and health and safety programs; and creating procedures in for chance discoveries of physical cultural resources.
8. Wastewater discharge. The wastewater (1,530 cubic meters per day) from the ethanol facility will be treated at the wastewater treatment plant. As the effluent is to be used on-site for irrigation, there will not be any discharged wastewater. The wastewater treatment facility is designed to achieve a Chemical Oxygen Demand (COD) of less than 120 milligrams per liter, which meets the national water standard for industrial effluents. The standard, however, does not apply to the project as there will be no discharge from the facility.
9. Air emissions from boilers. The EA assessed the anticipated air pollution emissions from the boilers. The air pollution control equipment includes a cyclone system; this system uses an air stream to produce centrifugal force that separates pollutants from air, placing them on the wall of the treatment cylinder. The pollutants are then removed by spraying liquid onto the wall and draining it into the wastewater treatment plant. In cases where coal would be used as a fuel, the liquid would contain substances that help remove sulphur dioxide (for example, lime, dolomite, calcium hydroxide, and magnesium hydroxide). For all other cases, spray water that contains no additional additives will be used. The EA considered both use of biomass and biogas as fuels under normal operating conditions and use of coal for emergencies. In all cases, with the air pollution control equipment installed, emissions from the boilers met the national standards (Table 1).
28

Table 1: Projected Pollution Emissions from Boilers (with air pollution control equipment installed)
Pollutants Using biomass and biogas
(as designed)
Using coal (in emergency
situations)
Thai National Standard
Total dust particles (mg/m2)
133 237 320
Sulphur dioxide(ppm)
35 30 60
Nitrogen dioxide (ppm)
126 0.01 200
Carbon monoxide (ppm)
191 153 690
10. Ambient concentrations of air pollutants in the project area were estimated through dispersion modeling. Taking a conservative approach, these estimates were conducted assuming the use of coal both when the installed air pollution control system is working and when it is not. The simulations indicated that when the air pollution control system is working, the forecasted maximum concentrations of pollutants for a 24-hour period are below the national standards. When the scrubber is not operational, the maximum 24-hour concentration of dust exceeds the national standard, but only within the project site. Simulations indicate that even in this worst-case scenario concentrations in nearby communities are below the standards.
Table 2: Projected Maximum Ambient Pollutant Concentrations in a 24-Hour Period
Pollutants Using coal when the air pollution control system is
operational
Using coal when the air pollution control system is not operational
Thai National Standard
Total dust particles (g/m3)
83 1,350 350
Sulphur dioxide(g/m3)
50-61 162-210 300
11. The project will install the proposed air emission treatment system as designed and will establish proper maintenance and operational procedures to ensure that the system continues to meet national standards. A monitoring program will also be undertaken that will assess stack emissions and ambient concentrations at the project site and in two nearby communities (Ban Kong Rotfai and Ban Bua Choom).
12. Impacts of treatment lagoons and plantation irrigation on groundwater and surface runoff. The groundwater in the area is not used for drinking water, and the nearest major body of water (the Pasak River) is three kilometers away. The project incorporates several measures to prevent contamination of the groundwater and to reduce surface runoff of wastewater effluents. To maximize the plantation’s absorption of the

applied water and to prevent runoff, the wastewater effluent will be stored in sumps during the wet season for later application. This will also mitigate the risk of groundwater contamination, because during the 240 days per year when the wastewater effluent will be applied, the groundwater level is between 8 and 20 meters deep and the quantity of trees in the plantation is more than adequate11 to absorb the water to be applied. To mitigate the risk of groundwater contamination by the treatment lagoons, all lagoons, with the exception of the last finishing pond (which will contain a very low concentration wastewater), will have plastic liners. In addition, sludge will be handled in a lined pond before dewatering.
13. Sludge management. The sludge produced from the primary treatment stage will be removed through settling, dewatered, dried using the waste heat from the boiler, and used as feedstock for the boiler. The remaining biological treatment steps produce sludge, part of which will be kept on reserve for future inoculation of the reactors as needed; the remainder will be dewatered, dried, and used as soil conditioner in the forest garden area within the plant site and in the project plantation.
14. Occupational safety. Sapthip Co., Ltd. has provided a manual outlining the safety and health program it has established for its workers. The manual prescribes safety procedures, equipment, reporting systems, and the health monitoring program. Sapthip Co., Ltd. has also established emergency procedures for use in case of fire, chemical leaks, and explosion.
15. Timing of wastewater treatment construction relative to ethanol facility. The timing of the commissioning of the ethanol plant and the wastewater facility have been carefully planned to ensure that no untreated wastewater is released from the ethanol plant.
16. Land acquisition. Twenty-three (23) plots were acquired for the ethanol complex property on which the wastewater treatment plant will be located, while 43 plots were acquired for the tree plantation where the final effluent will be discharged. All but one of the plots in the ethanol complex property were acquired between September 2001 and December 2002. Most of the plots (40) for the tree plantation were acquired between September 2006 and April 10, 2008, prior to the Project Identification Mission. Thus only four plots were acquired between August 2008 and December 2008. Through sample interviews with randomly selected sellers, it has been validated that these sales were between willing buyer and willing sellers. The compensation given for the properties was in accordance with the authorized schedule of land valuation in the locality, accepted by both the buyer and sellers as the fair market value. The list of landowners who sold lands to the project proponent and the corresponding lot, land size, and dates of transaction are included in the project files.
11. The area of plantation necessary to absorb the wastewater applied during the 240 days per year when it will be applied is 270 rai (43 hectares); the proposed plantation area of 520 rai (83 hectares) will therefore be more than adequate to accommodate the wastewater.

D. Alternatives Considered
17. The “No Project” options. As part of development of the ethanol facility, alternatives in wastewater and boiler technology were considered. In particular, in addition to the chosen project technologies, the baseline open-lagoon treatment system and use of boilers fired with fossil fuels were considered. The chosen project technologies were found to be environmentally advantageous relative to these baseline systems, as they emit less greenhouse gases, other air pollutants, and odor.
18. Recycling of “thin slops.” For environmental reasons, the option of recycling the thin slops into the fermentation tank was considered, an option that would reduce water use by up to 20 percent. On the other hand, recycling thin slops could affect the performance of the wastewater treatment facility by producing higher concentrations of COD and could potentially reduce the performance of the fermenter due to the possible presence of contaminants. Recycling was included in the design as an option; however, its use is to be decided after plant commissioning and further consideration of its environmental and operational aspects.
19. Effluent discharge. Two wastewater discharge systems were considered during design preparation. One option, discharge into the Pasak River three kilometers away from the site, was rejected. The second option, using wastewater for irrigation in a nearby plantation opposite the ethanol site, was determined to be viable considering the balance of seasonal irrigation needs and wastewater production, the limited risk of runoff and groundwater contamination, and the avoidance of discharge into the river system.
E. Environmental Management Plan
20. An Environmental Management Plan (EMP) incorporates the mitigation and monitoring measures recommended in the EA for the wastewater and boiler components.
21. Mitigation and Monitoring Measures. The mitigation and monitoring measures in the EMP were developed to address the anticipated impacts of the project as designed. They are summarized in Table 3 below.
22. Implementation arrangements. Sapthip Co., Ltd. will have overall responsibility for implementing the EMP; it will incorporate its provisions into contractual arrangements for plant construction and operation and will supervise their implementation. For the first two years of operation, Sapthip Co., Ltd. will rely on the project contractor, Biogas Forerunner, a firm experienced in implementing environmental measures for these facilities, to implement most of the EMP provisions. Biogas Forerunner will regularly report the monitoring results and will be supervised by Sapthip Co., Ltd. Overall reporting by Sapthip Co., Ltd. on the implementation of the EMP and the monitoring results will be provided as part of the regular supervision of the project by the World Bank.

Table 3: Summary of Major Mitigation and Monitoring Measures in the EMPImpacts Mitigation measures Monitoring Responsibilities for
implementationConstruction related
General construction-related environmental practices
Regular supervision of contractors
Biogas Forerunner (mitigation); Sapthip Co., Ltd. (monitoring)
Air pollution Boilers- Ensure proper operation and maintenance of scrubbersOther activities- measures to reduce dust associated with trucks
- Monitoring of air quality at the stack and in ambient air (sulphur dioxide, carbon monoxide, and particulates)
Sapthip Co., Ltd.
Occupational safety
- Safety plan, awareness, and enforcement- Worker health program- Emergency procedures
-annual medical examination- accident reports
Sapthip Co., Ltd.
Wastewater pollution
- Proper operation of wastewater treatment facility, including plantation irrigation system
- monitoring of effluent from wastewater plant (pH, TDS, SS, BOD, DO, BOD, COD, oil and grease, coliforms, and conductivity)- monitoring of water quality (pH, TDS, SS, BOD, DO, BOD, oil and grease, and coliforms) in small creek adjacent to site- monitoring of groundwater quality (pH, TDS, SS, color, conductivity, chloride, iron, sulfate, manganese, coliforms, and E. Coli)
Biogas Forerunner (mitigation); Sapthip Co., Ltd. (monitoring)
23. Training and capacity building. Sapthip Co., Ltd. does not have previous experience in the environmental management of ethanol processing facilities; however, based on the due diligence review by the World Bank of the environmental practices planned for the construction of the facility, their preparatory work and arrangements with Biogas Forerunner have been satisfactory. During Biogas Forerunner’s contract period, Sapthip Co., Ltd. employees will be trained in the necessary skills by Biogas Forerunner employees regarding implementation of the EMP provisions under the responsibility of Biogas Forerunner.
F. Public Consultation, Grievance Mechanisms, and Information Disclosure
24. Sapthip Co., Ltd. actively solicited the input of the local community, both for the ethanol plant and for the subsequent development of the CDM project. For the ethanol facility, the opinions and community views on the project were sought through both public consultation meetings and community surveys, which included as respondents residents and leaders living within the one kilometer radius of the project as well as some residing beyond it. The ethanol project enjoys high project acceptance from both groups. As an indication of project acceptance, 340 of the 342 participants in the local public hearings conducted from January 22 to 24, 2007, expressed agreement to the ethanol plant project. One of the leading concerns expressed by community members was the threat of foul odors associated with the open-lagoon system wastewater used in a nearby cassava-processing facility. The construction of the wastewater treatment responds to this and related air pollution issues by collecting the biogas produced from

the wastewater and combusting it, which will reduce the odors and will also reduce air pollution emissions associated with coal use.
25. For the CDM project, Sapthip Co., Ltd. conducted an additional stakeholders’ consultation meeting on April 29, 2008. The meeting took place at Bua Chum District office and Lamnarai District office in Ampur Chaibadan, Lopburi Province. The purpose of the stakeholders’ meeting was to present to the community surrounding the project location an overview of the project, including its development and the benefits of project implementation. The meeting was facilitated by Seatech, the project’s environmental and social consultant. Letters of invitation were sent to concerned government officials and local community leaders. The community leaders then distributed the invitation to the surrounding communities. Thirty-eight people participated in the meeting, including government officials, community leaders, and people living near the project area. Interviews conducted by the task team during the project identification mission in May 2008 with government officials, community leaders, and residents validated their satisfaction with the explanations given by the experts invited by Sapthip Co., Ltd. regarding issues raised by the participants.
26. Sapthip Co., Ltd. also has a program for effective community outreach including: (a) providing support activities for important local festivals and community development activities; and (b) establishing a mechanism for consultations and continuing community information disclosure a established by Sapthip Co., Ltd. in coordination with local community leaders.
27. The Environmental Assessment was disclosed publicly in the World Bank Infoshop, in the Public Information Center in Bangkok, and at the Lopburi plant site.
G. Environmental Due Diligence Review of Ethanol Facility
28. A due diligence review by the World Bank of the ethanol plant included a review of the Initial Environmental Examination (IEE) that was approved, in accordance with national laws, by the Department of Industrial Works (DIW) of the Ministry of Industry. The ethanol plant document assumes the use of open lagoons for wastewater treatment. DIW was informed of the upgraded wastewater system and indicated that an additional IEE and subsequent approval would not be needed. Below are the major environmental issues raised during the due diligence review of the ethanol facility, beyond those described above for the project components.
29. Water Intake. Project water requirements are 250 cubic meters per hour maximum and 220 cubic meters per hour under normal conditions. Water sources for the plant will be a newly constructed 3,000,000 cubic meter rainwater reservoir on the plant property and an intake and pumping system from the Pasak River, about three kilometers away, via a pipeline constructed for the purpose.
30. The flow of the Pasak River ranges from 2.1 million cubic meters per hour during the rainy season to close to zero in the dry season. The on-site reservoir can sustain average water use requirements for 120 days, which can cover the needs of the

plant when the Pasak River has low flow. During this time, the only source of water used will be the reservoir, in order to avoid environmental impacts on the Pasak River flow. The project will thus have a negligible impact on the overall water demand of the Pasak River system. The Pasak River flows from an upstream multiuse reservoir supplying water for agricultural, domestic, and industrial purposes. The increase in water demand on the upstream reservoir due to the Sapthip ethanol plant is 0.2 percent, equivalent to 0.08 percent of the total inflow to the reservoir during an average year and 0.11 percent in a year with below average rainfall.
31. Water recycling. The plant is designed to consider the option to save on water use by recycling a portion of the thin slop, the wastewater derived from the first distillation column after removal of the solid wet cake. The operational practicality of this approach will be explored during operation.
32. Occupational safety. As outlined above, Sapthip Co., Ltd. has developed a safety plan for its workers and has established appropriate emergency procedures. These apply to the entire facility, including the wastewater facility and boilers.
33. Land acquisition. Sapthip Co., Ltd. has acquired land for the ethanol complex, tree plantation and pipeline from the Pasak River. Through sample interviews with randomly selected sellers it has been validated that these were cases of a willing buyer and willing sellers. The compensation given for the properties was in accordance with the authorized schedule of land valuation in the locality, accepted by both buyer and sellers as representing fair market value. The list of landowners who sold lands to the project proponent and the corresponding lot, land size, and transaction dates are included in the project files.

Annex 4: Sector IssuesWastewater Biogas and Renewable Energy Project
of Sapthip Co. Ltd. (Thailand)
A. Cassava in Thailand
1. Cassava was first introduced in Thailand around 1935 as an alternative or intercrop planted between rubbers trees. Since that time it has been an important export for Thailand, serving a variety of products and uses, most significantly as pellets and chips for animal feed for the EU and, more recently, China.
2. Production. Cassava cultivation can be found in all regions of Thailand. The major areas of cultivation are the Northeast (>50%), the Central Plains (~33%), and the North (~15%), with a total area of just over 1.0 million hectares, producing 26 million tons of cassava in 2007. Thailand is the third largest producer of cassava in the world, after Nigeria and Brazil, accounting for approximately 10 percent of global production. While the area of cultivation has only fluctuated slightly since the 1990s, production has increased steadily due to increases in yields from 13 tons per hectare in 1995 to 21 tons per hectare.
3. Fluctuations in the land area dedicated to cassava cultivation are due to conversion from other agricultural land and represent changes in the preferences of small farmers for cassava relative to other crops, such as sugar and corn. In 2007, for example, the area under cassava production increased from 1.07 million hectares to 1.20 million hectares. This was in response to higher returns for cassava cultivation at THB9,844 (US$292) per hectare over returns for corn of THB4725 (US$140) per hectare and for sugar of THB6,244 (US$185) per hectare.
4. Conversion of forest land for the purpose of growing cassava is not common worldwide as cassava can grow on marginal lands. One unusual circumstance occurred in Thailand in the 1980s, when cassava was indirectly associated with deforestation in the Northeast due to political and socioeconomic policies related to control of communist insurgents operating in the area.12 For over 10 years, the Thai Government has successfully maintained a policy to limit land area for cassava while increasing yields. This policy environment, combined with farmers’ flexibility in converting agricultural land to take advantage of times of improving cassava economics, makes deforestation unlikely, even under scenarios of increasing cassava demand.
5. Cassava price. Historically, there have been only relatively small fluctuations in the price of cassava in Thailand. While the price is not regulated, the Thai Tapioca Starch Association conducts a supply survey and forecast regularly, which influences the pricing as it forms the basis from which the industry prices cassava. In addition, the Thai Government has a policy of buying a portion of the cassava supply at a premium price to provide financial support to the farmers. Historically, the price of cassava root has fluctuated between THB1.0 and THB1.5 (US$0.029 to $0.044) per kilogram, with one very unusual exception in 2008, when a low cassava crop yield combined with a world shortage in corn starch increased the price of cassava root peaking at THB2.2 (US$0.065) per kilogram.
12.\Global Cassava Development Strategy and Implementation Plan, United Nations Food and Agriculture Organization, 2000.

6. Market and uses. Cassava produced in Thailand has traditionally had little utility at the subsistence level. Its only use at the village level, where it was once considered a snack food or used in making desserts, is now largely historical. Cassava today is primarily used for producing value-added food products and in industrial processing industries and agribusiness. Most (56 percent) of the total cassava produced is feedstock for the cassava starch industry, which has 69 plants throughout the country and processes cassava for products such as native and modified starches, sweeteners, and raw material for paper, plywood, and adhesives. The majority (42 percent) of the remainder is dried and chopped as pellets or chips and is used primarily as animal feed. Approximately 2 percent is used in the production of bioethanol.
7. Over 70 percent of the cassava and cassava products produced in Thailand is exported, half in the form of chips and pellets, making Thailand the world’s largest cassava exporter. During the 1980s and early 1990s, the EU was the main market for cassava chips and pellets, using it as animal feed. Since that time, competition with other feedstocks for animal feed and removal of preferential tariffs with the EU have shifted Thailand’s cassava trade to China, the world’s largest importer of cassava products, under a free trade agreement that has removed unfavorable tariffs.
Figure 1: Utilization and Allocation of Cassava in Thailand in 2007
8. Role in poverty reduction. Cassava in Thailand does not play a significant role in the food supply or as a tool for food-security for the poor. Cassava cultivation, however, has served as an important source of income and livelihood for the poor. Cassava in Thailand is cultivated by smallholders, encompassing 480,484 households
Cassava26 million tons
Cassava Starch Industry
14.7 million tons (Starch 3.5 million tons)
Chips/Pellets11 million tons
(Pellets 5 million tons)
Ethanol Industry 0.3 million tons
(Ethanol 39 million liters)
Ethanol0.1 million liters a day
Domestic ~16%1.8 million tons
(Chips/Pellets 0.8 million tons)
Export ~84%9.2 million tons
(Chips/Pellets 4.2 million tons)
Domestic ~37%5.4 million tons
(Starch 1.3 million tons)
Export ~63%9.3 million tons
(Native starch 1.4 million tons and Modified starch
0.8 million tons)

nationally, 78 percent of which are found in the poorer regions of Northern and Northeastern Thailand. The average planted area is between 2.0 and 2.5 hectares. The majority of the farmers own and cultivate their own land (74 percent), while others own their land but also cultivate land owned by others (15 percent) or solely operate others’ land (11.2 percent). Some farmers undertake monoculture, while others diversify crops to cushion from and adjust to price fluctuations of different crops. Some farmers operate small- and medium-sized cassava chipping and drying yards as a value-added step in cultivation. The farmers sell their roots or chips directly or through middlemen to larger-scale processing facilities, including pellet producers, starch factories, and larger-scale chip manufacturers and exporters.
9. Government policies. The Ministry of Agriculture currently aims to increase the yield of cassava cultivation rather than to expand the cultivation area. To achieve this, the ministry has classified the land into three types. The first type has existing irrigation systems (approximately 0.2 million hectares). Cassava yields for this land type are 31.25 and 37.5 tons per hectare in the years 2007 and 2008, respectively. The second land type has planned irrigation systems (0.2 million hectares). Cassava yields for the second land type are 26.88 and 31.25 tons per hectare in the years 2007 and 2008, respectively. The third land type has no irrigation system (0.64 million hectares). Cassava yields from this type of land are 20 and 21 tons per hectare in the years 2007 and 2008, respectively.
B. Bioethanol Sector
10. The encouragement of biofuel production and use in Thailand is part of the Thai Government’s overall strategy to increase its renewable energy consumption from 0.3 percent of total energy consumption in the year 2003 to 8 percent in the year 2011. Biofuels in the form of bioethanol and biodiesel, along with thermal energy from biogas and biomass as well as electricity from solar, wind, hydropower, and biomass, are the technologies Thailand will pursue to allow the country meet this consumption target. For biofuels, the target is to produce 2.4 million liters per day of bioethanol and 3.0 million liters per day of biodiesel by 2011. To provide policy direction and strategy planning and implementation, the government has created the National Biofuels Committee, supported by the Ministries of Finance, Agriculture, Industry, Energy, and Science and Technology, along with academic and financial institutions.
11. Incentives for the bioethanol industry. To help promote the bioethanol industry in Thailand, several measures have been taken, including: (i) promoting competition in the supply of ethanol; (ii) regulating ethanol prices to ensure fair market competition; (iii) providing tax incentives to ensure a lower retail price for gasohol than for unleaded gasoline; (iv) scheduling a lower excise tax on new cars equipped to use 20 percent ethanol (E20) and 85 percent ethanol (E85); and (v) exempting E85 equipment from import duties.
12. Bioethanol production. Forty-five bioethanol production facilities (see Table 1 below), corresponding to 11.3 million liters per day, have been approved through 2006. Ten of these facilities, with a total production capacity of 1.55 million liters per day, are in operation, producing approximately 1 million liters per day; another nine are under construction and will increase production capacity to 3.6 million liters per day upon commissioning.

Table 1: Bioethanol Facilities: Approved, Operational, and Under Construction
Total Approved In Operation Under Construction
Type of raw
material
Number
of
factories
Production
capacity
(million
L/day)
Number
of
factories
Production
capacity
(million
L/day)
Number of
factories
Production
capacity
(million
L/day)
Cassava 24 8 1 0.13 7 1.8
Molasses 3 0.375 3 0.55 -- --
Sugar cane /
Molasses
9 1.6 6 0.87 -- --
Cassava / Molasses 5 0.77 -- -- 2 0.3
Sugar cane / Cassava 1 0.2 -- -- -- --
Molasses/Sugar
cane/Cassava
2 0.25 -- -- -- --
Cassava pulps 1 0.1 -- -- -- --
Total 45 11.3 10 1.55 9 2.1
13. Ethanol Price. The Thai Government sets the domestic price for ethanol in reference to the Brazilian market price plus costs of freight and insurance. In addition to regulating the price of ethanol, the government promotes demand by regulating on a daily basis the amount of taxes and subsidies applied to “gasohol” (ethanol-blended fuel) to ensure it is competitive compared to regular gasoline. With this policy, ethanol demand is buffered against fluctuations in the global oil market. Regional prices for ethanol have remained competitive even with the sharp drop in fuel prices in 2008 in part due to the limited capacity for bioethanol production in the region to meet demand.
14. Feedstock mix. For the three main feedstocks (sugar, cassava, and molasses), the proportion of each used in a given year and the mix of production facilities ultimately developed will depend on raw material prices and production costs. In 2008, nine of ten facilities used molasses as their main feedstock, because of its lower cost and better availability relative to sugar and its higher available production capacity relative to cassava. With the construction of additional cassava production capacity, the proportion of cassava used is anticipated to increase.
15. Feedstock supply. A combination of increased production and reduced export is anticipated to meet the increased feedstock demand from ethanol production. Based on current trends, the following is projected:
(a) Increasing yields of sugar from 75 tons per hectare to 93 tons per hectare, with exports reduced from 55 million to 32 million tons over a three-year period;
(b) Reducing export of molasses by up to 1.9 million tons per year; and

(c) Increasing cassava yields from 22 to 28 tons per hectare and use for bioethanol production in Thailand of chips and pellets formerly intended for export.
16. Markets. Bioethanol production in Thailand serves both the domestic market for gasohol and the export bioethanol market. In 2008, most of the production was used domestically, with total ethanol exports of only 30.6 million liters (84,000 liters per day from a total production of just under 1 million liters per day). The major recipients of the ethanol were Singapore (48 percent) and countries in the EU (33 percent). If production capacity increases as projected, the supply (3.6 million liters per day if all facilities under construction are completed; 11.3 million liters per day if all approved facilities are completed) will exceed the domestic demand (2.4 million liters per day target) and a more substantial quantity of ethanol will be exported.

Annex 5: Project Preparation and Supervision
A. Project Preparation Timeline
Stage of Project Preparation Planned ActualPCM review March 7, 2008 March 27 to April 15, 2008Appraisal January 23, 2009 March 5 to 7, 2009Approval to sign ERPA February 24, 2009 April 15, 2009Negotiation March 15, 2009 May 1, 2009ERPA signing March 20, 2009Planned closing date May 1, 2017
B. Project Team (in alphabetical order) Technical Specialist Cesil Gomez (Consultant-EASRE)Program Assistant Olga Hoxon-Rizo (EASRE)Environmental Safeguards Specialist Nicolas Kotschoubey (Consultant-EASRE)Social Safeguards Specialist Victoria Florian Lazaro (EASSO)Financial Analyst/Economist Chanin Manopiniwes (Consultant-EACTF)Task Team Leader John Morton (EASRE)Environmental Safeguards Specialist Hiroshi Ono (EASRE)Wastewater Treatment Specialist Prasert Pavasant (Consultant)Team Assistant Tanyathon Phetmanee (EACTF)Deal Manager Nat Pinnoi (ENCVF)CDM Specialist Pongtip Puvacharoen (Consultant-EASRE)Public Information Assistant Buntarika Sangarun (EACTF)Legal Counsel Xueman Wang (LEGCF)
C. Other Bank Staff and Consultants on the Project (in alphabetical order)Editorial Assistant Susan Boulanger (Consultant)Peer Reviewer Dan Hoornweg (LCSEN)Peer Reviewer Charles Peterson (ENV)Sector Specialist Morakot Tanticharoen (Consultant)

Annex 6: Documents in the Project File
1. Sapthip Co., Ltd. Biogas Wastewater and Renewable Energy Project Environmental Assessment.
2. Initial Environmental Examination for the Sapthip Co., Ltd. Bioethanol Facility.
3. List of land acquired under the project.4. Aide Memoires for identification, first and second preparation missions, and
appraisal missions.




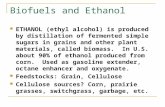




![[4] R. Palacios Double-effect Distillation and Thermal Integration Applied to the Ethanol Production Process (1)](https://static.fdocuments.net/doc/165x107/563db81a550346aa9a90921d/4-r-palacios-double-effect-distillation-and-thermal-integration-applied.jpg)









