Donohue Et Al (2010) - The Use of DEM in the Design and Analysis of WEARBACK Transfer Chutes
6
Australian Bulk Handling Review: November/December 2010 62 DEM Recently a project was undertaken in which TUNRA Bulk Solids (TBS) provided an independent design review for a transfer chute designed by Wear Applications and Management Services (WAMS). The analysis of the design was done through the use of Discrete Element Modelling (DEM) software as well as the more traditional Continuum method. Following the initial design review, possible design revisions were made using the analysis provided by DEM. T.J. Donohue*, D. Ilic*, R. Bell**, L. Newman** *T. Donohue (corresponding author), D. Ilic, TUNRA Bulk Solids, University of Newcastle, Australia ** R. Bell, L. Newman, Wear Applications and Management Services, Newcastle, Australia 1. Introduction The design of transfer chutes is an important area in the mineral processing industry, with the main purpose of a transfer chute being to direct material from one conveyor to another. More spe- cifically, when designing a transfer chute other objectives to con- sider are ensuring there are no blockages, minimising dust crea- tion, minimising spillage and to minimise wear on the receiving conveyor belt and/or transfer chute liner. A designer has a num- ber of tools available to them, with the two most common meth- ods of analysis being the predominantly 2D Continuum method [1] and more recently the use of DEM, which allows 3D flow to be analysed. Previous work has been undertaken comparing the Continuum method with DEM in the area of transfer chutes and, as such, the reader is referred to [2] for detailed information on this topic. The Continuum method is generally applied in the design and analysis of straight on and 90° type transfer configurations, which are characterised by thin stream, rapid flow conditions where the material stream depth is typically smaller than the chute width. The theory is based on calculating the cross sec- tional material stream parameters at specific locations or areas of interest within the chute configuration. In contrast, DEM con- siders each individual particle, with the basic premise being to monitor each particle’s motion and the forces experienced by each particle to calculate its displacement per time step accord- ing to Newton’s laws of motion. While the Continuum method has been in use for a number of years, the use of DEM in solving industrial problems has be- come more prevalent in recent times due to the rapid increase in computing power, as well as the increase in availability of com- mercial DEM codes. In this particular study, TBS provided an in- dependent analysis of a rock-box type transfer chute by making use of both the Continuum method and DEM. A DEM simulation was undertaken on a proposed transfer chute design to study the structure and mode of flow as the bulk solid material flow interacts with transfer chute geometry. The transfer chute studied was a WAMS WEARBACK liner-less design and was to be installed in an underground mine inclined convey- or system. The throughput of the proposed transfer is 4400tph with incoming and outgoing conveyors travelling at 5.5m/s. The vertical loading height between the head pulley of the incoming belt and the impact point of the outgoing belt was approximately 6 metres. The material that was being handled was gold ore and, due to the typically hard rock nature of the gold ore, the selec- tion of a rock-box type transfer over a hood and spoon design has the advantage of reducing maintenance costs, particularly related to chute lining. 2. DEM Model Calibration When simulating the material in the DEM model, certain assump- tions had to be made regarding particle size. The full material particle size distribution (PSD) could not be simulated, as this would require the number of particles to be in the millions, so a minimum size of 25mm particles were simulated. The full PSD, actual and simulated, can be seen in Figure 1. Material calibration is an important factor whenever DEM is used to simulate a real life process. In this instance, particular at- tention has to be paid to the material properties, specifically to ensure the PSD simulated behaves in the same manner as it would if the fines were included. Typically, by taking the fines out of a sample of material it becomes “easier” to handle, meaning it is less cohesive. In general, it is believed that the fines govern the The use of DEM in the design and analysis of WEARBACK transfer chutes Figure 1: Material PSD, simulated and actual. Figure 2: Typical angle of repose test for simulated PSD.
-
Upload
ronaldo-menezes -
Category
Documents
-
view
44 -
download
1
description
DEM Analysis
Transcript of Donohue Et Al (2010) - The Use of DEM in the Design and Analysis of WEARBACK Transfer Chutes

Australian Bulk Handling Review: November/December 201062
DEM
Recently a project was undertaken in which TUNRA Bulk Solids (TBS) provided an independent design review for a transfer chute designed by Wear Applications and Management Services (WAMS). The analysis of the design was done through the use of Discrete Element Modelling (DEM) software as well as the more traditional Continuum method. Following the initial design review, possible design revisions were made using the analysis provided by DEM.
T.J. Donohue*, D. Ilic*, R. Bell**, L. Newman** *T. Donohue (corresponding author), D. Ilic, TUNRA Bulk Solids, University of Newcastle, Australia** R. Bell, L. Newman, Wear Applications and Management Services, Newcastle, Australia
1. IntroductionThe design of transfer chutes is an important area in the mineral processing industry, with the main purpose of a transfer chute being to direct material from one conveyor to another. More spe-cifically, when designing a transfer chute other objectives to con-sider are ensuring there are no blockages, minimising dust crea-tion, minimising spillage and to minimise wear on the receiving conveyor belt and/or transfer chute liner. A designer has a num-ber of tools available to them, with the two most common meth-ods of analysis being the predominantly 2D Continuum method [1] and more recently the use of DEM, which allows 3D flow to be analysed. Previous work has been undertaken comparing the Continuum method with DEM in the area of transfer chutes and, as such, the reader is referred to [2] for detailed information on this topic.
The Continuum method is generally applied in the design and analysis of straight on and 90° type transfer configurations, which are characterised by thin stream, rapid flow conditions where the material stream depth is typically smaller than the chute width. The theory is based on calculating the cross sec-tional material stream parameters at specific locations or areas of interest within the chute configuration. In contrast, DEM con-siders each individual particle, with the basic premise being to monitor each particle’s motion and the forces experienced by each particle to calculate its displacement per time step accord-ing to Newton’s laws of motion.
While the Continuum method has been in use for a number of years, the use of DEM in solving industrial problems has be-come more prevalent in recent times due to the rapid increase in computing power, as well as the increase in availability of com-mercial DEM codes. In this particular study, TBS provided an in-dependent analysis of a rock-box type transfer chute by making use of both the Continuum method and DEM.
A DEM simulation was undertaken on a proposed transfer chute design to study the structure and mode of flow as the bulk solid material flow interacts with transfer chute geometry. The transfer chute studied was a WAMS WEARBACK liner-less design and was to be installed in an underground mine inclined convey-or system. The throughput of the proposed transfer is 4400tph with incoming and outgoing conveyors travelling at 5.5m/s. The vertical loading height between the head pulley of the incoming belt and the impact point of the outgoing belt was approximately 6 metres. The material that was being handled was gold ore and, due to the typically hard rock nature of the gold ore, the selec-tion of a rock-box type transfer over a hood and spoon design has the advantage of reducing maintenance costs, particularly related to chute lining.
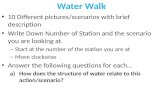
2. DEM Model CalibrationWhen simulating the material in the DEM model, certain assump-tions had to be made regarding particle size. The full material particle size distribution (PSD) could not be simulated, as this would require the number of particles to be in the millions, so a minimum size of 25mm particles were simulated. The full PSD, actual and simulated, can be seen in Figure 1.
Material calibration is an important factor whenever DEM is used to simulate a real life process. In this instance, particular at-tention has to be paid to the material properties, specifically to ensure the PSD simulated behaves in the same manner as it would if the fines were included. Typically, by taking the fines out of a sample of material it becomes “easier” to handle, meaning it is less cohesive. In general, it is believed that the fines govern the
The use of DEM in the design and analysis of WEARBACK transfer chutes
Figure 1: Material PSD, simulated and actual.
Figure 2: Typical angle of repose test for simulated PSD.

OVERHEADDEM
strength of bulk solid materials. In this modelling, the friction pa-rameters within the DEM software were set to a higher value (than they would be typically if the fines were modelled) to force the simulated PSD of material to behave as it would do with the inclu-sion of fines. To calibrate these friction parameters, an angle of repose test was used. The angle of repose of the full size material was 38 degrees and from Figure 2 it can be seen that reasonable agreement was found.
3. Transfer Chute ModellingAn illustration of the geometry of the transfer chute used in this DEM study can be seen in Figure 3. As the image shows, the WEARBACK transfer chute involves the use of a series of ledges with the transfer chute, which build up with material and then serve as the liner for the chute, hence reducing wear of the liner due to product flowing over product. The analysis of the transfer chute was carried out using both DEM and also the Continuum method, with the results of each, as well as a comparison, dis-cussed in the following sections.
3.1 DEM ResultsResults for the DEM simulation are presented in this section, with the colour scale in Figure 6 used to colour the particles by the magnitude of their absolute velocity. Three different regions in the transfer chute, namely the impact zone, the receiving belt loading zone and the flow in between, are focused on and dis-cussed in the following section.
The material trajectory as the stream discharges from the de-livery conveyor belt can be seen in Figure 4 (a), with stream in-creasing in velocity until impact with the chute occurs (this snap shot from DEM is approximately 40 seconds after initial loading and steady state flow through the transfer has been reached). After the initial impact upon conveyor start-up, the incoming material stream fills the ledges of the transfer chute so that a ‘dead zone’ of material forms (this can be seen as the dark blue particles in Figure 4 (a) and (b)). Once the dead zone of material has formed it can be seen that the particles impacting with the stationary particles retain some of their velocity so that they have a velocity in the range of 2-3 m/s down the slope. Also noticeable in the image is that a velocity profile is formed across the stream of material, with the velocity of the particles that are sliding/rolling over the particles in the dead zone having zero to low velocities; the outer particles are travelling at higher velocities.
Figure 3: Transfer Chute Configuration.
Skilled Materials Handling
Specialists in bulk materials handling
Skilled Materials Handling is one of Australia's leading engineering and design companies specialising in conveying equipment for bulk materials handling supplying:
Bucket Elevators Chain Conveyors Screw Conveyors Air Slide Conveyors Apron Feeders Pan Conveyors Box Conveyors Sidewall conveyorsDouble Flap Valves Rotary ValvesWeigh Feeders Pfister Rotor ScalesMixers Spillage Conveyors Conveying Chains & Sprockets Kiln Chain
Although the company's major expertise is in chain conveyors and bucket elevators, we are acknowledged for expertise in the design and installation of screw and pan conveyors, flap valves, rotary valves, weigh feeders and mixers.
Skilled Materials Handling supplies a wide range of replacement parts for all conveying equipment, including a complete range of drop forged links, bush chain, roller chain, round link chain, sprockets, rails, belts, buckets etc.
Head Office: 5/104 Ferntree Gully Rd, Oakleigh Vic 3166 AustraliaPhone: +61 3 9544 4188 Fax: +61 3 9544 4827 Email: [email protected] www.skilledmaterial.com.au
SkilledMaterialsHandling HPV_SO10_1.indd 1 30/09/10 2:12 PM

Australian Bulk Handling Review: November/December 201064
DEM
Figure 4 (b) shows the impact point from a top view. This view shows the formation of the dead zone on the upper ledges of the chute as they fill with mate-rial. Also noticeable in these two images (Figure 4) is that as the stream of mate-rial impacts with the chute the larger particles are forced out of the stream towards the top of the transfer chute. As these larger particles are forced out of the stream they are then pushed later-ally away from the impact zone and roll around the impact point and down the side of the chute. This tendency of the large particles to be squeezed out of the stream has been confirmed in practice from visual observations made on site in similar transfers.
As the material travels down the chute into the lower section it undergoes a change in direction (approximately 24.8 degrees in the plan view), shown at location A in Figure 5 (b). This change in direction results in a small degree of unsymmetrical flow on the lower section of the chute (see Figure 5 (b)). The fig-ure shows (looking along the direction of the receiving belt) that there is a greater volume of dead material on the left hand side of the chute and potential loading bias (albeit slight) to the one side of the receiving belt.
3.2 Continuum MethodIn addition to the DEM simulation, the established continuum method was also used to investigate the nature of the flow through the transfer chute. The purpose of using the continuum method is that it provides another independent means of analysis (from DEM), the results of which are directly dependent on the material properties obtained from flow property testing. The advantage of this is that through the combination of DEM and the continuum method, we can increase our understanding of the flow through the transfer chute compared to any one analysis on its own. In addition to this, the continuum method allows for a quick calculation of the material stream cross sectional parameters, including velocity profile, which give some indication of the approximate expected flow.
As the material stream is expected to shear internally, a 2D continuum analysis of the transfer was performed, in which the assumption was made that the fric-tion encountered by the flowing material stream was dependent on the internal an-gle of friction of the material, rather than wall friction. The expected 2D material flow profile was then overlayed on top of the material stream from the DEM simula-tion, which is shown in Figure 7.
Generally, there was good overall correlation between the results obtained
Figure 4: (a) Side view of material trajectory impact point, and (b) Top view of material trajectory impact point.
Figure 5: (a) Flow through middle section of transfer chute (b) Front view of lower section of transfer showing small degree of unsymmetrical loading.
Figure 7: Continuum/DEM Overlay – Top Chute Side View.
Figure 6: Colour scale used to colour particles in the following images.

DEM
using the 2D continuum method and the DEM simulation re-sults considering two almost completely different approaches. In particular, comparisons between the continuum method and DEM for the stream depth and velocity reveal a good comparison based on the assumptions taken.
Some assumptions in the continuum method, namely the velocity of the material stream as it commences to flow down the top section of the chute (immediately following discharge) were underestimated (assumed 0.5m/s); hence the stream depth in this section is overestimated. Due to the continuum method treating the material flow as a continuous stream of material and its independence from particle size, there is a tendency of the actual stream depth to be up to the maximum particle size bigger than the continuum method indicates. From Figure 7, it can be seen that in the analysed transfer configuration bigger particles are likely to be forced out of the core stream flow, consequently rolling on top of it (and increasing apparent stream depth).
In comparisons of the two methods, two main regions were highlighted as providing the greatest possibility of difference in results/analysis and discrepancy due to assumptions made. These two areas are the impact area in the upper section of the transfer chute and loading onto the outgoing conveyor belt. Both of these regions have in common that they are very dynamic in nature. The advantage of using DEM then is that it can capture the inter-particle mechanics occurring in these regions, while the advantage of the continuum method is that it is based directly on material properties (DEM parameters are based on material properties, but it can’t be guaranteed that they exactly mirror the flow properties). This leads the authors to the conclusion that there is still a place for both methods in solving industry prob-
lems, with each method revealing some analysis that the other can’t. Combined they help to form a more complete analysis of material flow.
3.3 Loading onto Outgoing ConveyorFor this particular design, an alternative means of loading the material onto the receiving conveyor belt was also investigated. Generally speaking, the objective of loading the material onto the receiving belt is to reduce both abrasive and impact wear by having a low component of velocity perpendicular to the belt and a component of velocity parallel to the belt as close as pos-sible to that of the outgoing belt speed.
As a comparison with the original design, a curved spoon was designed to replace the bottom section of ledges, as seen in Figure 8. The spoon was used as a comparison as it enables a lower loading angle, which will have the combined effect of reducing the component of velocity normal to the belt while in-creasing the component of velocity parallel to the belt.
A DEM simulation was run using the spoon design in the origi-nal transfer chute, with a comparison of the two designs shown in Figure 8. From the images, a number of differences are apparent through visual inspection. Firstly, the width of the stream loading the receiving belt is much wider for the original design, which is due mainly to the velocity profile across the stream. As a result of this wider stream, the loading point on the receiving belt is also wider, which has both a positive and negative effect. The positive effect is that the wide stream loading the belt decentralises the impact force, the negative effect is that this wide stream increases the area over which abrasive wear occurs. It can also be seen that the range of velocities loading the receiving belt in the original
We Stock a Comprehensive Range of Products in our Warehouse in Melbourne and easily accessible stock from our International Manufacturing Operations. We are confident that we can supply the products that you need at a GREAT price – That’s the Prime Advantage
Unlike other suppliers WE Manufacture what we sell – That’s the Prime Advantage
Comprehensive Bulk Material Handling Components
Reduce your Sourcing costs
Improve Sourcing Efficiency
Reduce Equipment Downtime
Get the Prime ADVANTAGE!
Your one source for:
UHMWPE / Cast Nylon / PTFE / AcetalUrethane / HDPE Products
Continuous Screw Flight and Sectional Screw flights
Elevator Bucket, Bolts and Belt Fastener
Sieve Cleaners, Pan Cleaners and Rubber BallDrag Conveyor Chain and Parts
Conveyor Belts, Conveyor Impact Barsand Conveyor Rollers
Call PRIME
87 Cheltenham Road, Dandenong, VIC 3175, Australia PHONE: 1300 332 242 FAX: 1300 475 242Email: [email protected] Web: www.prime-mfg.com.au

Australian Bulk Handling Review: November/December 201066
DEM
design is much broader than for the spoon design, and this is an inherent result of the two types of designs.
To further quantify the comparative differences between the DEM simula-tions, the abrasive wear on the receiving belt was monitored. The equation to cal-culate wear that was used was
Where
b is the coefficient of fric-
tion between the belt and the material, is the bulk density of the material, V
n is
the component of velocity of the material normal to the belt, V
b is the velocity of
the belt and Vp is the component of ve-
locity of the material parallel to the belt. The above equation was applied to the two sets of DEM results at the individual particle level and summed over the entire length of the receiving conveyor belt. The results are shown below in Figure 10.
This figure shows the point at which there is a sharp increase in the abrasive wear is the point at which the belt is load-ed and there is a slight difference in the loading point of the two designs as can be seen. This is because the design of the spoon loads the particles onto the belt further along the outgoing conveyor belt. The abrasive wear is a result of the impact force and velocity and the velocity dif-ferential between the belt and the parti-cles. As the figure shows, the cumulative abrasive wear for both designs increases over a period known as the “acceleration zone”, in which the material is acceler-ated to the belt velocity, then steadies to a constant value as no more sliding be-tween the belt and particles occurs. The figure also shows that the abrasive wear experienced on the receiving belt for the spoon design is approximately 50% lower than for the original design. One downside to this reduced abrasive wear on the belt is that obviously there will be increased abrasive wear on the spoon due to the material stream; it is expected maintenance costs for the transfer chute containing the spoon will be higher than the costs for the original transfer chute design.
As described previously, the reason for the large differences in the abrasive wear between the two designs can be ex-plained by considering the slip velocities between the belt and the particles in the acceleration zone. Figure 11 shows a his-togram of the slip velocities in the accel-eration zone (defined as length along the conveyor belt up to a distance of 2.0 m as shown in Figure 10) for the two designs. The figure below shows that the range of slip velocities for the original design is up to 5.5 m/s, while for the spoon design the maximum slip velocity noted is approxi-mately 4 m/s. For all slip velocities other
Figure 8: Design of curved spoon to load receiving belt.
Figure 9: Loading onto receiving belt (a) Original design (b) Spoon design.
Figure 10: Cumulative abrasive wear along the outgoing conveyor belt.

DEM
than 0.5 m/s, the original design has a greater amount of particles at each slip velocity increment, causing more frictional energy loss. Taking an average of the slip velocities in the acceleration zone reveals the average slip velocity for the original design is ap-proximately twice the average slip velocity for the spoon design, which is in agreement with the findings presented in Figure 10.
4. ConclusionsThe continuum method can readily be applied to non-conven-tional transfer configurations by applying specific modifications/
assumptions to the characteristics of flow, producing relatively quick approximations of expected material cross sectional pro-file parameters at particular areas of interest. The DEM allows the ability to look inside the areas of interest and view actual be-haviour of particles which effectively make up the cross section.
The ability of DEM to be applied to current industry problems is gaining awareness and the example shown here illustrates just one example of the wide ranging applicability of DEM. By choos-ing the appropriate scale of the problem and careful selection of parameters, it is possible to simulate real world processes with a degree of confidence. In the example presented here, it was also illustrated how DEM software can be used as a design tool to comparatively investigate possible design solutions. As a final closing note, the current view of TBS is that the key to producing the most comprehensive description of flow when analysing and designing transfer chute configurations is to apply both the Con-tinuum method and DEM simulation analysis together.
5. References[1] A.W. Roberts, ‘Chute Performance and Design for Rapid Flow Conditions’, Chemical Engineering Technology, Vol 26, No.2, 2003, pp163-170.[2] D. Ilic, W. McBride, A. Katterfeld, ‘Validation of Continuum Methods Utilising Discrete Element Simulations as Applied to a Slewing Stacker Transfer Chute’, Conference Proceedings, The 9th International Conference on Bulk Materials Storage, Han-dling and Transportation, University of Newcastle, NSW, Austral-ia, 9-11th October 2007.
Contact: Timothy Donohue – email [email protected]
Figure 11: Histogram of slip velocity in the acceleration zone.
Call Toby burns to discuss your cleanup on
0414 396 681 or 02 4735 7112www.DustCollectorRentals.com.au
deposits into dust sealed Bulk Bags or Tipping Bins Full Filtration System User friendly Lowers risk of dust explosion Far more efficient than sweepers Reduce vacuum truck costs Sucks up to 100m through
10cm suction hose
Can be networked via a ring main throughout your plant
30kw electric motor 25cm pm 3 lobe blower Inverter drive
The new SMART VAC electric vacuum system cleans up and bags spilled product for disposal or re-use saving big dollars on product loss. Ideal for:• Mines • Transfer points • Conveyor Lines • Power stations • Food manufacturers • Stockfeed etc.
NOW!
Economic Sale or Rental optionsFast delivery from Australian factory
from
Bulk Clean Up of Dry Powders:• Aluminium dust • Coal fines • Flour • Plaster
• Plastics • Ore fines • Fertiliser
Designed & built in Australia
The most effective dust and powder spill clean-up you’ve ever seen
DustCollectorRentals_SO10_HPH_1.indd 1 30/09/10 9:43 PM