
Dokumentvorlage für Diplomarbeiten -...
124
Fachbereich Agrarwirtschaft und Lebensmittelwissenschaften Studiengang Lebensmittel- und Bioprodukttechnologie Sommer- und Wintersemester 2015/2016 FOODPRINT 3D Erstellen einer Gussform für Lebensmittel sowie eines Handbuches zur Durchführung Masterarbeit Verfasserin: Josephin Steinke URN: urn:nbn:de:gbv:519-thesis2015-0639-4 Betreuer: Prof. Dr. Siegfried Bolenz M. Eng. Martin Kiskemper Neubrandenburg, den 17.02.2016
Transcript of Dokumentvorlage für Diplomarbeiten -...

Fachbereich Agrarwirtschaft und Lebensmittelwissenschaften
Studiengang Lebensmittel- und Bioprodukttechnologie
Sommer- und Wintersemester 2015/2016
FOODPRINT3D
Erstellen einer Gussform für Lebensmittel sowie eines
Handbuches zur Durchführung
Masterarbeit
Verfasserin: Josephin Steinke
URN: urn:nbn:de:gbv:519-thesis2015-0639-4
Betreuer: Prof. Dr. Siegfried Bolenz
M. Eng. Martin Kiskemper
Neubrandenburg, den 17.02.2016

Inhaltsverzeichnis
I
Inhaltsverzeichnis
1. Einleitung ......................................................................................................... 4
2. Stand von Wissenschaft und Technik ........................................................... 5
2.1 3D-Druck .......................................................................................................... 5
2.1.1 3D-Druck in der Lebensmitteltechnologie ........................................................ 9
2.1.2 Vorteile und Nachteile der 3D-Drucktechnik im Vergleich zu herkömmlichen Gussformen ..................................................................................................... 12
2.2 CAD Programme ............................................................................................ 15
2.2.1 Allgemein ........................................................................................................ 15
2.2.2 Inventor ........................................................................................................... 16
2.3 Host-Programme ............................................................................................. 20
2.3.1 Allgemein ........................................................................................................ 20
2.3.2 Repetier-Host .................................................................................................. 20
2.4 Slicing-Programme ......................................................................................... 22
2.4.1 Allgemein ........................................................................................................ 22
2.4.2 Slic3r ............................................................................................................... 24
3. Material und Methoden ................................................................................ 27
3.1 Verwendetes Material ..................................................................................... 27
3.2 Der 3D-Drucker Multirap M420 ..................................................................... 28
3.3 Versuchsplanung und Projektübersicht ........................................................... 31
3.3.1 Versuchsplan der Vorversuche ....................................................................... 31
3.3.1.1 Versuchsreihe: z-offset ................................................................................... 33
3.3.1.2 Versuchsreihe: Retraction - Length ................................................................ 33
3.3.1.3 Versuchsreihe: Lift Z ...................................................................................... 34
3.3.1.4 Versuchsreihe: Speed ...................................................................................... 34
3.3.1.5 Versuchsreihe: Extra length on restart ............................................................ 35
3.3.1.6 Versuchsreihe: Minimum travel after retraction ............................................. 35
3.3.1.7 Versuchsreihe: Retract on layer change .......................................................... 36
3.3.1.8 Versuchsreihe: Wipe while retracting ............................................................. 36
3.3.1.9 Versuchsreihe: Extrusion multipier ................................................................ 36
3.3.1.10 Versuchsreihe: Extrudertemperatur - First layer .................................... 37
3.3.1.11 Versuchsreihe: Extrudertemperatur – Other Layer ................................ 37
3.3.1.12 Versuchsreihe: Betttemperatur ............................................................... 37
3.3.1.13 Versuchsreihe: Layer height ................................................................... 38
Inhaltsverzeichnis
II
3.3.1.14 Versuchsreihe: First layer height ............................................................ 39
3.3.1.15 Versuchsreihe: Perimeters ...................................................................... 40
3.3.1.16 Versuchsreihe: Solid Layers – Top ........................................................ 41
3.3.1.17 Versuchsreihe: Solid Layers – Bottom ................................................... 42
3.3.1.18 Versuchsreihe: Extra perimeters if needed ............................................. 42
3.3.1.19 Versuchsreihe: Avoid crossing perimeters (slow) .................................. 42
3.3.1.20 Versuchsreihe: Detect thin walls ............................................................ 42
3.3.1.21 Versuchsreihe: Detect bridging perimeters ............................................ 43
3.3.1.22 Versuchsreihe: Seam position ................................................................ 43
3.3.1.23 Versuchsplanung: External perimeters first ........................................... 43
3.3.1.24 Versuchsreihe: Fill density ..................................................................... 44
3.3.2 Versuchsplan der Gussformen für die Schokolade ......................................... 45
4. Ergebnisse ...................................................................................................... 47
4.1 Vorversuche .................................................................................................... 47
4.1.1 Versuchsreihe z-offset..................................................................................... 47
4.1.2 Versuchsreihe: Retraction – Length ................................................................ 48
4.1.3 Versuchsreihe: Lift Z ...................................................................................... 49
4.1.4 Versuchsreihe: Speed ...................................................................................... 49
4.1.5 Versuchsreihe: Extra length on restart ............................................................ 50
4.1.6 Versuchsreihe: Minimum travel after retraction ............................................. 51
4.1.7 Versuchsreihe: Retract on layer change .......................................................... 52
4.1.8 Versuchsreihe: Wipe while retracting ............................................................. 53
4.1.9 Versuchsreihe: Extrusion multipier ................................................................ 53
4.1.10 Versuchsreihe: First Layer .............................................................................. 54
4.1.11 Versuchsreihe Extrudertemperatur – Other Layer .......................................... 54
4.1.12 Versuchsreihe: Betttemperatur ........................................................................ 55
4.1.13 Versuchsreihe: Layer height ........................................................................... 56
4.1.14 Versuchsreihe First layer height ..................................................................... 57
4.1.15 Versuchsreihe: Perimeter ................................................................................ 57
4.1.16 Versuchsreihe: Solid Layers – Top ................................................................. 58
4.1.17 Versuchsreihe: Solid Layers – Bottom ........................................................... 59
4.1.18 Versuchsreihe: Extra perimeters if needed ..................................................... 59
4.1.19 Versuchsreihe: Avoid crossing perimeters (slow) .......................................... 59
4.1.20 Versuchsreihe: Detect thin walls..................................................................... 60
4.1.21 Versuchsreihe: Detect bridging perimeters ..................................................... 60

Inhaltsverzeichnis
III
4.1.22 Versuchsreihe: Seam position ......................................................................... 61
4.1.23 Versuchsplanung: External perimeters first .................................................... 61
4.1.24 Versuchsreihe: Fill density ............................................................................. 62
4.2 Schlussfolgerung und weiteres Vorgehen ....................................................... 62
4.3 Ergebnisse und Diskussion der Schokoladengussformen ............................... 67
4.4 Erfahrungsbericht Anwendungsschulung 3D-Druck ...................................... 72
4.5 Erfahrungsbericht Modul Produktentwicklung im Masterstudiengang .......... 75
4.6 Handbuch zur Durchführung .......................................................................... 78
4.6.1 Aufbau und Bestandteile des Systems ............................................................ 78
4.6.2 Inbetriebnahme des 3D-Druckers Multirap M420 .......................................... 84
4.6.3 Wartung und Pflege des 3D-Druckers Multirap M420 ................................... 90
4.6.4 Filamentdatenbank .......................................................................................... 91
4.6.5 Tipps & Tricks ................................................................................................ 96
4.6.6 Die wichtigsten Begriffe (Glossar) ............................................................... 100
4.7 Abschlussdiskussion ..................................................................................... 106
5. Zusammenfassung ....................................................................................... 107
6. Abstract ........................................................................................................ 108
7. Literatur ....................................................................................................... 109
8. Verwendete Abkürzungen .......................................................................... 113
9. Abbildungen ................................................................................................ 114
10. Tabellen ........................................................................................................ 117
11. Anhang ......................................................................................................... 118
11.1 Druckereigenschaften in Repetier-Host ........................................................ 118
11.2 Den Multirap M420 mit dem Tablet bedienen: ............................................ 120

1. Einleitung
4
1. Einleitung
Die Technologie des 3D-Drucks erfährt in den letzten Jahren einen enormen Aufschwung vor
allem im Bereich der Forschung und Entwicklung aber auch in den Haushalten. In den
Verschiedenen Bereichen wie Flugzeugbau, Automobilindustrie aber auch
Lebensmittelindustrie gibt es Fortschritte in Bezug auf die 3D-Druck-Technologie. Auch die
Hochschule Neubrandenburg möchte sich unter anderem im Fachbereich
Lebensmitteltechnologie das Knowhow aneignen um auch attraktiver Partner für die
Unternehmen zu sein. Aufgrund dessen wurde eine Arbeitsgemeinschaft aus Studenten
gebildet. Die erste Aufgabe der Arbeitsgruppe lag darin sich in die Thematik einzufinden und
in gewissem Rahmen einen geeigneten 3D-Drucker zu finden. Nach ausgiebigen Marktrechen
wurde der Multirap M420 der Firma Multec angeschafft, aufgebaut und justiert. Im Rahmen
des Forschungsprojektes sollen zwei große Ziele verfolgt werden. Zum einen sollen
Lebensmittel mittels 3D-Drucker in eine individuelle Form gebracht werden und zum anderen
sollen individuelle Formen für Lebensmittel aus Kunststoff gedruckt werden.
Aufgrund dieser Ziele ergaben sich Aufgabenstellungen, wie zum Beispiel: welches Material
eignet sich für Lebensmittelformen, welche Lebensmittel eignen sich zur Ausformung und
wie soll dieses realisiert werden. Eine weitere Herausforderung an die Projektteilnehmer, ist
es sich mit dem System auseinander zu setzen und sich das notwendige Wissen anzueignen.
Das Projektteam arbeitet zwar zusammen, wobei jeder Teilnehmer seine eigenen
Schwerpunkte bearbeitet. Im Rahmen des Masterprojektes haben Herr Helmholz und Herr
Güds Teilgebiete ausgearbeitet, die zu Erfüllung der Hauptziele beitrugen. So hat Herr
Helmholz sich mit mehreren CAD-Programmen auseinander gesetzt und herausgefiltert,
welches dieser Programme sich am besten für die Aufgabenerfüllung eignet. Herr Güds sollte
sich mit den betriebswirtschaftlichen Aspekten eines solchen Projektes befassen. Im Rahmen
der Masterthesis wurde sich mit den Kernzielen beschäftigt, so befasst sich Herr Franke mit
der Aufgabenstellung, Lebensmittel mittels 3D-Drucktechnik in eine individuelle Form zu
bringen. Kern dieser Arbeit ist es individuelle Formen für Lebensmittel herzustellen.
Zunächst wird sich mit den Grundlagen der 3D-Drucktechnik befasst. Nach erfolgreichem
Einarbeiten in das System sollen die Eistellungen des Multirap M420 mit Hilfe der
notwendigen Software optimiert werden. Nachdem die Druckereinstellungen festgelegt sind,
werden die vorher gestalteten Lebensmittelgussformen gedruckt.

2. Stand von Wissenschaft und Technik
5
2. Stand von Wissenschaft und Technik
2.1 3D-Druck
Der 3-D Druck ist eine Technologie die sich in den letzten Jahrzehnten entwickelt hat und
schreitet weiter voran. Das Verfahren bildete sich in den 1980er Jahren aus, unter dem Begriff
„Rapid Prototyping“ und bildet somit ein Teilgebiet. Es ist ein Fertigungsverfahren, bei dem
die Modelle bzw. Objekte ohne Werkzeuge wie Hammer oder Bohrer hergestellt werden,
stattdessen spielt die Chemie und/oder Physik bei Härtungs- oder Schmelzprozessen eine
große Rolle. Das Grundverfahren, um die Modelle zu produzieren, äußert sich durch einen
schichtweisen Auftrag von formlosem Material. In den letzten Jahrzehnten haben sich viele
Verfahren entwickelt, doch das Grundprinzip des schichtweisen Aufbaus der Objekte ist bei
allen Verfahren gleich (Fastermann, 2012).
Als Erfinder des 3D-Drucks gilt Chuck Hull. Er meldete 1986 das Patent für das Verfahren
der Stereolithographie an, des Weiteren beteiligte er sich an den Entwicklungen des STL
Datenformats sowie der Schnittstelle von CAD zum 3D-Druck. Zudem ist er der Gründer von
3D-Systems, ein Unternehmen in den USA, welches alles von der Software bis hin zum 3D-
Drucker anbietet. Für diese Leistungen wurde ihm 2014 in Berlin der Europäische
Erfinderpreis verliehen (Pfeifer, 2014). Seitdem der Grundstein für diese Technologie gesetzt
wurde, entwickelt sie sich weiter. Zunächst wurde das Verfahren bspw. in der Filmindustrie
eingesetzt, um seltene oder teure Requisiten nachzubauen. Die IT-Technologie ist in dieser
Branche schon so weit fortgeschritten, dass Actionszenen mittels computergenerierten Szenen
produziert werden können, doch durch den 3D-Druck können die Filme mit realen
Gegenständen in kleinerem Maßstab gedreht werden (Nitz, 2015). Nicht nur die Filmbranche
nutz diese Technologie, sondern auch die Industrie. Durch den 3D-Druck wird weniger
Maschinentechnik benötigt. Zusätzliche Arbeitsschritte wie das Drehen, Bohren, Fräsen,
Polieren, Schleifen oder auch das Biegen eines Metallstückes entfallen. Die
Fertigungsbetriebe sind nicht mehr an einen bestimmten Standort gebunden, um ein Produkt
zu produzieren, sie benötigen lediglich die notwendigen Softwares, die Rohstoffe und einen
Drucker. Große Maschinen für die Herstellung eines Werkstückes sind nicht mehr notwendig,
sowie große Lager gehören der Vergangenheit an. Schaut man in die Automobilindustrie, so
müssen Ersatzteile ausgelaufener Modelle nicht mehr in großer Stückzahl im Lager
vorhanden sein, sondern es reicht lediglich die Datei des Objektes. In der Entwicklung neuer
Produkte ist das Verfahren vorteilhaft: Prototypen können am PC entworfen werden und dann
ausgedruckt werden. Sofern das Verfahren schneller und kostengünstiger ist, ist es nicht mehr

2. Stand von Wissenschaft und Technik
6
notwendig die Modelle aufwendig zusammen zu bauen. Sobald der Prototyp dann in die
Massenproduktion geht, müssen keine großen Maschinen angeschafft werden. Wenn sich
doch ein Konstruktionsfehler einschleicht, muss nicht gleich eine ganze Anlage umgebaut
werden. Die Datei des Objektes wird bearbeitet und die verbesserte Version kann ohne
weiteren Aufwand gedruckt werden. Vielleicht hört sich das noch wie „Zukunftsmusik“ an
aber in vielen Unternehmen wird die Technologie des 3D-Drucks schon genutzt. Um einen
Einblick in den 3D-Druck zu bekommen, stehen im Internet Videos bereit unteranderem die
Firma Siemens die Technologie nutzt (Hausman, et al., 2014). Nicht nur die großen Firmen
können dieses Verfahren nutzen, denn in den letzten Jahren hat sich die Technologie soweit
entwickelt, dass sich jeder Haushalt einen 3D-Drucker kaufen kann. So gibt es einen großen
Markt an 3D-Druckern für den Hausgebrauch, entweder kann ein Komplettes System gekauft
werden oder ein Bausatz. Es gibt deutliche Unterschiede in Preis und Qualität der 3D-Druck-
Systeme für den Hausgebrauch oder für die Industrie. Wie eingangs erwähnt, entwickelt sich
das Verfahren des Rapid-Prototyping laufend weiter. Im Rahmen dieses Projektes wurde sich
mit den einzelnen Verfahren auseinandergesetzt, um einen geeigneten 3D-Drucker für die
einzelnen Zielsetzungen der Teilnehmer zu finden. Daher wird in Tabelle 2.1 kurz auf die
einzelnen Verfahren eingegangen um einen Überblick zu erhalten.
Tabelle 2.1: Kurze Übersicht über die einzelnen 3D-Druckverfahren (Breuninger, et al., 2013)
Verfahrensgruppen Verfahren Beschreibung Sinter- und Pulverdruckverfahren
Gipspulver Die Objekte werden bei diesen Verfahren mit Gips oder anderen Pulver, wie Keramik oder Metalle hergestellt. Entweder wird das Material durch ein Bindemittel verfestigt oder durch einen Laser bzw. einen Elektronenstrahl schichtweise miteinander verschmolzen. Eine andere Variante ist, das Material wird geschmolzen und mittelst einer Düse schichtweise aufgetragen.
Selektives Lasersintern (SLS) Selektives Laserschmelzen (SLM) Elektronenstrahlschmelzen (EBM) Fused Deposition Modeling (FDM) Laserauftragsschweißen
Stereolithographie Stereolithographie (STL oder SLA)
Der Kunststoff bei diesen Verfahren ist flüssig und in einem Bad. Ein Laser härtet den Kunststoff aus und durch herabsenken der Druckplatte entsteht das Objekt. Dem ähnlich ist das Verfahren FDI, nur das ein Beamer das Material aushärtet und dieses werden nicht in einem Bad durchgeführt, sondern eine Transportfolie wird verwendet. Eine Mischung aus diesen beiden Verfahren ist DLP.
Film Transfer Imaging (FTI) Digital Light Processing (DLP)

2. Stand von Wissenschaft und Technik
7
Verfahrensgruppen Verfahren Beschreibung Drucken mit flüssigen Bauteilen
Multi-Jet Modeling (MJM) Das Flüssige Material wird über Düsen aufgetragen und dann unter UV-Licht gehärtet. Werden mehrere Düsen Verwendet, wird das Verfahren Polyjet genannt, so können Objekte aus unterschiedlichen Materialien und Farben hergestellt werden.
Polyjet
Weitere 3D-Druck Verfahren
Laminated Object Modeling (LOM)
LOM ist eine Herstellungsmethode, bei der dünne Schichten miteinander Verklebt werden und mittels Laser, Messer oder heißen Draht in Form gebracht werden. SPM ist eine Art Spritzgießen, dieses ermöglicht eine hohe Stückzahl. Dabei wird der Maschinenaufwand möglichst klein gehalten. CC ist ein Verfahren, bei dem der Drucker sehr groß sein muss, denn es wird zum Häuserbau verwendet. Es wird schnell Bindendes Material eingesetzt, welches es ermöglicht ein Haus an einem Tag in einem Guss zu bauen.
Space Puzzle Molding (SPM) Contour Crafting (CC)
Das Verfahren, welches in dieser Arbeit angewandt wird, ist die Schmelzschichtung. Dieses
wird auch Fused Deposition Modeling (FDM) oder Fused Filament Fabrication (FFF)
genannt. Dieses Verfahren wird häufig genutzt, vor allem für Prototypenerstellung,
Produktionsapplikation und Modellierungen. In Abbildung 2.1 ist der Aufbau bzw. die
Funktionsweise dieses 3D-Druckverfahrens dargestellt. Im Folgenden wird zusammenfassend
beschrieben, wie das Verfahren funktioniert. Einzelne Details und Funktionsweisen über
Bauteile, Parameter oder Software, werden in den nachfolgenden Abschnitten erläutert.

2. Stand von Wissenschaft und Technik
8
Abbildung 2.1: Prinzip des 3D-Drucks im Fused Deposition Modeling Verfahren (CustomPartNet, 2015)
Das gewünschte Modell wird am Computer mit einem CAD-Programm konstruiert und als
STL-Datei gespeichert. Das Model kann durch dieses Dateiformat in einem Slicing-
Programm bearbeitet werden. Dieses Programm zerlegt das Objekt in einzelne Schichten und
generiert mit den eingestellten Informationen einen G-Code. Dieser G-Code wird über ein
Host-Programm an den 3D-Drucker übertragen. Somit erhält der Drucker die Informationen,
wie und wo das Filament aufgetragen werden muss, damit ein 3D-Objekt entsteht.
Das Prinzip dieses Verfahrens ist, das Material geschmolzen wird und dann schichtweise
aufgetragen. Das Material, welches aufgeschmolzen wird, ist in der Regel Kunststoff. Dieser
Kunststoff, auch Filament genannt, wird als Draht auf eine Spule gewickelt. Mittlerweile gibt
es verschiedenste Materialien die Verwendet werden können, mehr dazu in Abschnitt 3.1.
Verwendetes Material. Das Filament wird über den Extruder in die Düse befördert. Die Düse
wird beheizt, um so die optimale Temperatur zu erreichen, damit das Material schmilzt und
über das Hotend auf den Drucktisch aufgetragen wird. Das geschmolzene Filament wird
Schichtweise aufgetragen. Durch die Hohen Temperaturen verbinden sich die Schichten, auch
Layer genannt, miteinander. Durch zusätzliches verwenden eines Lüfters, kann das abkühlen
des Materials beschleunigt werden. Der Drucktisch kann beheizt werden, dieses ist abhängig
vom Material. In der Abbildung ist es so dargestellt, das der Extruder bzw. die Baueinheit

2. Stand von Wissenschaft und Technik
9
sich X- und Y-Richtung bewegt und Das Druckbett in Z-Richtung (Womann, 2014). Der 3D-
Drucker, der im Rahmen dieser Arbeit verwendet wurde, bewegt sich entgegengesetzt. Der
Multirap M420 bewegt den Drucktisch in X- und Y-Richtung und Die Extrudereinheit bewegt
sich entlang der z-Achse. Die Qualität des Ausdruckes ist unter anderem abhängig von der
Layerhöhe. Je nach 3D-Drucker und verwendeter Düse, können die Schichten in eine Höhe
von 0,025 bis 1,25mm gedruckt werden (Hagl, 2015).
Vorteile des Verfahrens ist, das es einfach umsetzbar ist, da das Patent von 1986 ausgelaufen
ist. Aufgrund dessen wird es laufend weiterentwickelt und in der Regel im Rahmen des Open
Source Projektes. Dadurch können 3D-Drucker für den Privaten Nutzer preiswert erworben
werden. Bausätze von 500 bis 1000€ und Komplettgeräte in einer Preisspanne von 1000 bis
3000€. Geräte die dauerhaft genutzt werden sollen, sind ab 3000€ erhältlich. Das Verfahren
weist einige Nachteile auf. Unter anderem begrenzte Auflösung, einige Materialien lassen
sich schlecht extrudieren oder härten langsam aus und teilweise sind Übergänge umständlich
handzuhaben (Reitberger, 2014). Weiterhin ist zu beachten, dass durch Qualitätssteigerung
die Fertigungsdauer steigt. Das bedeutet, dass durch geringere Layerhöhe sich das Druckbild
verbessert, da die einzelnen Schichten nicht mehr so deutlich zu sehen sind, doch die
Druckzeit erhöht sich. Soll das Bauteil mechanischen Belastungen standhalten, verlängert sich
die Druckzeit auch, da das Objekt mit mehr Füllung gedruckt wird (Popp, 2015).
2.1.1 3D-Druck in der Lebensmitteltechnologie
Nicht nur mit Kunststoffen kann gedruckt werden. Mittlerweile gibt es viel Unterschiedliche
Lebensmittel die mittels 3D-Druck in Form gebracht werden. Einer dieser Food-Printer ist der
„Bucusini“. Das Unternehmen Print2Taste GmbH, mit Sitz in Freisingen, verkauft nach
eigenen Angaben den weltweit ersten Plug & Play 3D Lebensmitteldrucker. Der Drucker
kann derzeit nur vorbestellt werden und soll dann ab März 2016 geliefert werden. Für 1199€
ist der Lebensmitteldrucker erhältlich und kann für alle fließfähigen Lebensmittel verwendet
werden. Das Verfahren ist ähnlich dem der Schmelzschichtung, nur das statt Filament
nachfüllbare Patronen mit einem Volumen von 60 ml verwendet werden, in denen das
Lebensmittel gefüllt wird. Die Drucktemperatur liegt zwischen 20 – 70°C und der
Düsendurchmesser zwischen 1 und 3 mm. Der Druckraum beträgt 150 x 150 x 130 mm und
der Drucker kann ohne zusätzlich Software gesteuert werden, da die Steuerung über fast jedes
Smartphone oder Tablet möglich ist. Zu dem 3D-Drucker werden 600g Lebensmittel geliefert,
z.B. Mandelzuckermischung, Fondant oder Schokolade (Print2Taste, 2014). Auf der

2. Stand von Wissenschaft und Technik
10
Gastronomiemesse GAST stellte sich die Firma mit dem Stephansdom aus Marzipan vor und
kündigt die Markteinführung des Lebensmitteldruckers für Februar 2016 an (Krämer, 2015).
Das Startup-Unternehmen Print2Tast bietet mit „Bucusini“ die Möglichkeit schnell und
einfach z.B. Torten in verschieden Farben und Lebensmitteln zu beschreiben (Kampf, 2015).
Doch der „Bucusini“ bleibt nicht lange allein auf dem Markt. Beispielsweise wurde von der
Firma Barilla auf der Weltausstellung in Mailand ein Nudelprinter Prototyp gezeigt. So
können nun die Nudeln in eine individuelle Form gebracht werden. Zurzeit ist der
Nudelprinter nicht Praxis reif, doch benötigt er für einen Teller Nudeln nur noch zwei
Minuten, nicht wie anfangs für eine Nudel zwanzig Minuten (Süddeutsche Zeitung, 2015).
Nicht nur auf der Erde soll ein 3D-Drucker Menschen ernähren. Die Nasa hat einen 3D-
Drucker entwickelt, der Pizzaböden ausdrucken soll. Er wurde zu Testzwecken im September
2014 auf die Internationale Raumstation geschickt. Hergestellt wurde der 3D-Drucker
Namens Portal von dem Unternehmen Made in Space, doch bislang wurden nur Ergebnisse
mit 3D-Objekten aus Kunststoff untersucht (Rötzer, 2014).
Ein weiterer Food-Printer wurde von der Firma 3D Systems auf der Elektronikmesse CES in
Las Vegas vorgestellt. Es sind genau genommen zwei 3D-Drucker, der Chefjet und der
Chefjet Pro. Dabei handelt es sich um Süßigkeiten die gedruckt werden und der Chefjet Pro
ist schon die Erweiterung. Er hat einen Bauraum von 25 x 36 x 20 cm und kann mehrfarbig
drucken. Die Software die von der Firma verwendet wir heißt The Digital Cookbook. Das
Verwendete Material ist Zucker, welches Schichtweise aufgetragen wird und als Bindemittel
wird Wasser verwendet. Ende Dezember 2014 präsentierte die Firma 3D System in
Zusammenarbeit mit The Hershey Company den Schokoladen 3D-Drucker Cocojet (Pluta,
2014).
Ein anderes Konzept verfolgen die Entwickler des Food-Printers Foodini. Die Rezepte für das
Druckmaterial stehen in einer Cloud zu Verfügung oder es können neue Rezepte hochgeladen
werden. Dieser 3D-Drucker kann Beispielsweise individuell geformte Plätzchen drucken. Da
der Drucker mit selbst hergestelltem Teig gefüllt wird, anders als der Bucusini, soll der Spaß
am Kochen gefördert werden (Krämer, 2014).
Es gibt noch viele weiter Beispiele unteranderem das man sein Gesicht einscannen kann und
dann als Lutsch drucken. Doch gibt es auch Forschungen im Bereich des Food-Prints, bspw.
an der Fachhochschule Weihenstephan. Es ist ein EU-Forschungsverbundprojekt unter der
wissenschaftlichen Leitung des Instituts für Lebensmitteltechnologie. Ziel dieses Projektes,
war es personalisierte auf den Patienten mit Kau- und Schluckbeschwerden zugeschnittene

2. Stand von Wissenschaft und Technik
11
Lebensmittel herzustellen, die zum einen aussehen wie Lebensmittel und zum anderen auch
so schmecken. Der Lebensmitteldrucker wurde 2014 zum Tag der offenen Tür der EU
Institutionen vorgestellt (Lötzbeyer, 2014).
Das Einsatzgebiet des 3D- Drucks in der Lebensmitteltechnologie beschränkt sich nicht nur
auf Ausdrucke aus Lebensmitteln, dazu zählen auch verschiedenste Formen für
Schokoladentafeln, zum Ausstechen von Keksen oder zum Backen. Die Herstellung und der
Einsatz origineller bzw. personalisierter Formen spielt eine immer größere Rolle im
Lebensmittelsektor, um sich von seinen Konkurrenten, zu differenzieren. Der relativ junge
3D-Markt bietet noch Kapazität sich durch die Bereitschaft, Kundenwünsche genau zu
ermitteln und individuell umzusetzen, eine Position zu sichern. Die personalisierte
Ausrichtung der Marketingstrategie auf die potenziellen Kundengruppen aus der
Lebensmittelindustrie ist für die erfolgreiche Etablierung eines neuen 3D-Druck-
Unternehmen empfehlenswert. Die Facharbeit „Development of a marketing strategy for 3D
food printing products“ von Michael Güds setzt sich mit diesem Themenschwerpunkt
auseinander. Die Analyse wurde auf eine Auswahl von Klein- mittelständische Back- und
Süßwarenhersteller beschränkt. Im Rahmen der Marktuntersuchung wurden 20 Firmen aus
Mecklenburg-Vorpommern und fünf Betriebe aus anderen Bundesländern befragt. Die
Umfrage wurde per E-Mail durchgeführt und der Rücklauf umfasste drei ausgefüllte
Fragebögen und eine Anfrage für 3D-gedruckte Schokoladenformen. Durch die Befragung
konnten die Informationen gewonnen werden, in welcher Form ein Bedarf besteht und wie
dieser befriedigt werden könnte. Eine weitere Erkenntnis ist, dass die Unternehmen sich für
mehr Informationen zum Thema 3D-Druck-Technologie sowie deren Einsatz in ihrer Branche
interessieren. Aus diesem Grund wird in der Arbeit empfohlen, dahin gehend Informationen
zu beschaffen, die nach den Bedürfnissen der einzelnen Unternehmen aufgeschlüsselt wurden.
Dadurch ist es möglich, am Kunden ausgerichtete Vorschläge und Lösungen für ihre
individuellen 3D-Formen anzubieten. Diese Angebote können durch Kundengespräche weiter
modifiziert werden. Diese Vorreiterrolle, zunächst nur in der Region Mecklenburg-
Vorpommern, würde ein Alleinstellungsmerkmal für ein neu zu gründende 3D-Druck-
Unernehmen schaffen. Mit diesem Wissen wurde in der Arbeit die Idee entwickelt, dass die
Hochschule Neubrandenburg bzw. die Studenten durch die Gründung eines Start-ups
Einnahmen generieren können, um die Forschung und Entwicklung am 3D-Druck zu
finanzieren. Das angeeignete Know-how ist ein entscheidender Vorteil bei der
Unternehmensgründung, weil dadurch eine professionelle Umsetzung der Kundewünsche
angeboten werden kann. Der Weltmarkt zeigt einen wachsenden aufwärts Trend im Bereich

2. Stand von Wissenschaft und Technik
12
3D-Druck und den 3D-Produkten. Da ein Bedarf bei den Lebensmittel verarbeitenden
Unternehmen zu erkennen ist, für individuell gestaltete Formen und nur wenige Anbieter in
diesem Bereich tätig sind, kann die Hochschule Neubrandenburg laut Herr Güds dieses
Marktpotenzial durch die Gründung eines Start-ups im Bereich der 3D-Druck-
Dienstleistungen ausschöpfen (Güds, 2015).
2.1.2 Vorteile und Nachteile der 3D-Drucktechnik im Vergleich zu herkömmlichen
Gussformen
Um Beispielsweise Schokoladentafeln, Hohlkörper oder Pralinen herzustellen, werden
Gussformen verwendet. Diese Formen werden aus vorrangig Polycarbonat hergestellt und
durch die Verfahren Spritzgießen oder Thermoformen. Chemisch gehören Polycarbonate zu
den Polyestern. Es ist ein amorpher und polarer Kunststoff, der sich durch eine hohe
Transparenz, gute Schlagzähigkeit und Wärmeformbeständigkeit auszeichnet. Weiterhin weist
er eine mittlere bis hohe Festigkeit, Maßhaltigkeit und Steifigkeit auf. Polycarbonat kann in
den Temperaturbereichen von -40°C bis 130°C dauerhaft verwendet werden (Abts, 2010). In
Tabelle 2.2 ist ein Auszug der Technischen Daten von Polycarbonat abgebildet.
Tabelle 2.2: Auszug des Technischen Datenblattes von Polycarbonat (Winkler, 2006)
Technische Daten DIN ISO Einheit Wert Dichte DIN 53479 ISO 1183 g/cm³ 1,20 Biegefestigkeit ISO 178 MPa 95 Bruchdehnung ISO 527 % 80 Charpy Kerbschlagzähigkeit ISO 179 kJ/m² 40 Kugeldruckhärte ISO 2039-1 MPa 130 Wärmeleitfähigkeit DIN 52612 W/(m*K) 0,21 Wärmeformbeständigkeit HDT-A (1,80 Mpa)
DIN 53461 °C 135
Dauergebrauchstemperatur 20 000h DIN 53446 °C 115
Durch das Verfahren des Spritzgießens können in einem Arbeitsschritt fertig geformte Teile
komplexer Geometrie und beliebiger Größe in hohen Stückzahlen hergestellt werden. Die
Herstellung einzelner Teile kann in kurzen Wiederholungszyklen erfolgen und bedarf in der
Regel keiner Nachbearbeitung. Daher ist das Spritzgussverfahren ein
Massenherstellungsverfahren. Im Allgemeinen wird das Spritzgussverfahren wie folgt
durchgeführt. Die Form besteht aus mindestens zwei Formhälften, die Düsenseite und die

2. Stand von Wissenschaft und Technik
13
Auswerferseite, dieser Aufbau ist in Abbildung 2.2 dargestellt. Die Geometrie ist so in die
Formplatten eingearbeitet, dass beim Schließen der Form ein exakter Hohlraum, die Kavität
des Spritzlings entsteht. Die beiden Hälften müssen während des Prozesses mit sehr großer
Kraft entweder hydraulisch oder mechanisch über Kipphebel zusammengehalten werden. Bis
zu 90t Schließkraft werden benötigt um dem Spritzdruck entgegen zu halten. Bei der
Ausrichtung der Kavitäten wird darauf geachtet, dass der Spritzling an der Auswerferseite
haften bleibt. Dabei wird das Schrumpfen des Kunststoffes beim Abkühlen ausgenutzt. Nach
dem Öffnen der Form kann das Kunststoffteil sicher über die Auswerferstifte entformt
werden. Der Kunststoff wird dem Prozess als Kunststoffgranulat zugeführt. Das Granulat
wird je nach Kunststoffeigenschaften erhitzt, damit es schmilzt und über eine
Extruderschnecke zu einer Düse mit 600 bar Druck gefördert und in die Ausgusskanäle der
Spritzgussform eingespritzt wird. Der Flüssige Kunststoff befüllt die Formkavität, dies
geschieht in kürzester Zeit. Ist der Vorgang abgeschlossen, wird die Form abgekühlt, dadurch
wird der Spritzling zum Erstarren gebracht. Ist der Kunststoff erstarrt, wird die Form geöffnet
und das Teil wird ausgeworfen. Die Dauer dieser Phase hängt hauptsächlich von der
Wandstärke des Teils ab. Der Spritzling ist nun zur Weiterverarbeitung oder zum Versand
bereit (Michaeli, 1993).
Abbildung 2.2: Aufbau und Funktionsweise des Spritzgießens (German RepRap GmbH, 2015)
Neben den Spritzgussformen sind Schokoladengussformen erhältlich, die für das Verfahren
des Thermoformens hergestellt werden. Dieses Verfahren ist zu vergleichen mit dem
Tiefziehen von Metallen oder Kunstoffen. Der Kunststoff kommt in Form von Platten oder
Folien zum Einsatz um muss für diesen Prozess erwärmt werden. Die Erwärmte Platte wird
unter Vakuum in eine temperierte Form hineingesaugt. Das Produkt verbleibt solange in der

2. Stand von Wissenschaft und Technik
14
Form, bis der Kunststoff wieder steif und fest geworden ist, dieses ist abhängig von der dicke
der Platte und der Wärmeleitfähigkeit des Kunststoffes. Sofern das Teil formstabil ist, wird es
aus der Form entnommen. Der noch vorhandene Rand muss dann mechanisch entfernt
werden, beispielsweise durch stanzen. Auch dieses Verfahren wird vor allem bei der
Massenproduktion angewandt.
Eine weitere Möglichkeit Schokoladenformen mit einem 3D-Drucker herzustellen wird von
Johannes Lutz auf seiner Website gezeigt. Die gewünschten Motive werden als positiv Form
mit dem FDM-Verfahren gedruckt und Aceton-Dampf nachbearbeitet um die Oberflächen zu
glätten. Aus lebensmittelechtem Silikonkautschuk wird die negativ Formen gegossen und
durch Stöße werden die Luftblasen entfernt, damit der Silikonkautschuk aushärten kann.
Dieser Vorgang kann mehrfach wiederholt werden um mehrere Schokoladenformen mit den
gleichen Motiven herzustellen. Die Positivform kann so schnell und kostengünstig hergestellt
werden. Die Nacharbeitung und Glättung der Oberflächen mit Aceton-Dampf kann schnell
durchgeführt werden. Dieses ist ein Projekt aus dem Labor für Robotik und virtuelle Systeme
an der Hochschule Aalen (Lutz, 2016).
In diesem Projekt werden die Schokoladengussformen direkt ausgedruckt mit dem 3D-
Drucker. Im Vorfeld wurden die einzelnen Verfahren erläutert um nun Vor- und Nachteile
herauszufiltern. Das Thermoformen und das Spritzgießen werden für die Massenproduktion
eingesetzt. Im Gegensatz dazu werden die Gussformen und die Negativformen, die mit einem
3D-Drucker erstellt werden, für individuelle Schokoladentafeln eingesetzt mit einer geringen
Stückzahl. Die 3D-Druck erstellten Formen, weisen geringe bis keine Werkzeugkosten auf.
Im Vergleich dazu steigen die Werkzeugkosten beim Thermoforming, da aber nur ein
Formwerkzeug benötigt wird, sind die Werkzeugkosten bei diesem Verfahren noch geringer
als beim Spritzgießen. Beide Verfahren, das Spritzgießen und das Thermoformen, sind zwei
hochwertige Kunststoffverarbeitungsverfahren. Beide Verfahren weisen eine hohe Qualität
auf. Die Qualität des 3D-Druckverfahrens ist abhängig von dem verwendeten Verfahren. So
ist das selektive Lasersinterverfahren sehr gut von Druckbild her, dagegen ist das hier
verwendete Schmelzschichtverfahren noch nicht so gut. Weiterhin müssen die Oberflächen
der 3D-Objekte nachbearbeitet werden um die notwendigen glatten Oberfläche zu erhalten.
Wenn die Zeit betrachtet wird, die benötigt wird um eine Form herzustellen, benötig eine
Gussform aus dem 3D-Drucker mehrere Stunden, dahin benötigen die beiden herkömmlichen
Verfahren nur wenige Minuten (Hitherma, 2012).
2. Stand von Wissenschaft und Technik
15
Zusammengefast ist die benötigte Stückzahl der Ausschlaggebende Faktor, welches
Verfahren verwendet wird. Sofern die Schokoladenformen individuell gestaltet wurden und
nur wenige Stück hergestellt werden sollen, ist es deutlich preiswerter diese mit einem 3D-
Drucker zu erstellen. Grund dafür ist die teure und aufwendige Herstellung der
Formwerkzeuge, die für jede individuelle Gussform angefertigt werden müssen. Bei der
Herstellung der Formwerkzeuge wird heute schon 3D-Konstruktions- und
Entwicklungssoftware verwendet sowie 3D-Druck im Prototypenbau (Seehafer & Marohn
GmbH & Co. KG, 2015). Weiterhin ist es Vorteilhaft, das die Produktion von 3D-Druck
hergestellten Gussformen nicht durch große Maschinen an einem Standort durchgeführt
werden können. Die STL-Dateien können von jedem 3D-Drucker gedruckt werden und sind
nicht an einem Ort gebunden.
2.2 CAD Programme
2.2.1 Allgemein
Eine Voraussetzung um selbständig 3D-Modelle zu erstellen, ist das computerunterstützte
Zeichnen, kurz CAD. Die Programme sind ein Arbeitsmittel und werden hauptsächlich für die
Erstellung von technischen Unterlagen verwendet. Um diese Aufgaben zu erfüllen, mit einem
CAD-Programm, wird ein leistungsfähiger Rechner benötigt. Unter anderen muss dieser im
Stande sein mit der notwendigen Grafikunterstützung die Modelle darzustellen. Daher sind
die Computer die verwendet wurden, für dieses Projekt, mit mindestens 8 GB-RAM
ausgestattet und die Grafikkarte mit Open GL (Meißner, et al., 2013).
Die Zeichnungen die mit diesen Programmen erstellt werden, können zu jederzeit angepasst,
verändert oder erweitert werden. So können mittels 3D-Drucker Prototypen erstellt werden
und wenn es notwendig ist verändert werden ohne Zusatz teurer Werkzeuge oder Maschinen.
In den sechziger Jahren waren die CAD- Programme nur nutzbar für Großsysteme. Doch seit
den achtziger Jahren ist es möglich dieses mit einem Personalcomputer durchzuführen und es
zeichnete sich ein enormes Wachstum ab. In diesem Zuge wurde die Firma Autodesk
gegründet. Die Firma entwickelte eines der ersten CAD-Programmen AutoCAD, dieses
Programm ist laut Hersteller die am weitesten verbreitete CAD-Anwendung. Mittlerweile sind
die Programme der Firma Autodesk für viele Branchen nutzbar. So werden Schiffe,
Maschinen, Fahrzeuge oder auch Prothesen mit den Programmen entworfen. Neben der Firma
Autodesk gibt es mittlerweile eine Vielzahl von Herstellen auf den Markt. Bei der Auswahl

2. Stand von Wissenschaft und Technik
16
der Programme ist es hilfreich zunächst die Brache auszuwählen, für die ein Programm
entwickelt wurde. So kann zwischen Programmen ausgewählt werden die beispielsweise für
die Architektur, Produktdesign, Automobilindustrie oder dem Maschinenbau geeignet sind.
Die Liste der Anwendungsgebiete sowie die der Programme ist lang. Ein weiteres Kriterium
für den Hausgebrauch solcher Programme kann der Preis sein, da einige dieser Programme
sehr teuer sind. So kostet eine Version von Autodesk Inventor Professional 3340€ (stand
27.12.2015) pro Jahr. Im Gegensatz dazu gibt es für den Privatnutzer Freeware wie zum
Beispiel FreeCAD, SketchUp oder auch Blender. Diese Programme sind ausreichend für die
Entwicklung von 3D-Modellen und durch Lern-Videos auf den jeweiligen Websites der
Hersteller auch schnell zu erlernen (Autodesk, Inc, 2015) (Sommer, 2005). Ein weiterer
Aspekt der beachtet werden muss bei der Auswahl des CAD-Programmes, ist das
Dateiformat, welches das jeweilige Programm zur Verfügung stellt. Nach dem Erstellen eines
Körpermodelles mittels einer CAD-Software wird dieses, je nach Hersteller, in einem
Dateiformat gespeichert. In diesem Projekt wurden die Modelle in das Dateiformat STL
(Surface Tesselation Language) exportiert, somit entstanden Oberflächenmodell. Dieses wird
in dem Abschnitt Slicing-Programme näher erläutert.
2.2.2 Inventor
Inventor ist ein CAD-Programm der Firma Autodesk und eignet sich für mechanische 3D-
Konstruktionen, Produktsimulation und Dokumentation. Für dieses Projekt im Rahmen der
Masterthesis wurde die Studentenversion Autodesk Inventor Professionell 2016 verwendet,
die für drei Jahre kostenfrei zu Verfügung steht und direkt auf der Website von Autodesk
angefordert werden kann. Das Programm hat viele Funktionen und Anwendungsbereiche,
doch in diesem Abschnitt werden nur auf die Funktionen eingegangen, die für diese Arbeit
essentiell waren.
Nachdem das Programm geöffnet wird, öffnet sich die Startseite. Wie die Startseite aufgebaut
ist, ist in Abbildung 2.3 dargestellt. Unter dem Reiter Erste Schritte ist das Menü Videos und
Lernprogramme zu finden. Die Lernpfade die unter diesem Punkt abgerufen werden können,
sind hilfreich um die wichtigsten Funktionen im Selbststudium zu erlernen. Des Weiteren
befindet sich auf der Startseite ein Fenster mit dem aktuellen Projekt. Auf diesen Weg ist es
möglich ein Projekt aus zu wählen, welches geöffnet werden soll. Soll eine neue Datei zu
geöffnet werden, gibt es mehrere Möglichkeiten. Entweder wird unter dem Menüpunkt Neu
ausgewählt ob ein Bauteil, eine Baugruppe, eine Zeichnung oder eine Präsentation geöffnet

2. Stand von Wissenschaft und Technik
17
werden soll. Eine andere Möglichkeit ist, in der Multifunktionsleiste den Button Neu
anzuklicken. Bei der letzten Option kann zwischen verschiedenen Vorlagen gewählt werde,
nachdem sich das entsprechende Dialogfenster geöffnet hat. Um ein neues Objekt zu
erstellen, wird eine Vorlage gewählt, beispielsweise Bauteil – Vorlage.
Abbildung 2.3: Startseite Inventor Professional 2016 – Studentenversion
Die neuen Dateien werden dann automatisch in dem aktuellen Projekt abgespeichert. Sofern
sich für eine Vorlage entschieden wurde, wir dies geöffnet und am unterem Rand des
Bildschirmes sind zwei Reiter, Mein Ausgangspunkt und Bauteil 1. Sobald das Bauteil
abgespeichert wird, erscheint unten der Name des Bauteils, statt Bauteil 1. Der erste Schritt ist
das Erstellen der Skizze. Unter der Multifunktionsleiste 3D-Modelle wird der Button 2D-
Skizze starten gewählt. Nun muss die Ebene ausgewählt werden, wie in Abbildung 2.4
abgebildet. Es besteht die Auswahl zwischen XY Plane, XZ Plane oder YZ Plane.

2. Stand von Wissenschaft und Technik
18
Abbildung 2.4: Neues Bauteil erstellen in Autodesk Inventor und die Auswahl der Ebene
In der Regel wurde für die Modelle die im Zusammenhang mit dieser Arbeit erstellt wurden,
die Ebene XY ausgewählt. Nach dem die Ebene angeklickt wurde, springt das Programm
sofort in die Multifunktionsleiste Skizze. Im Arbeitsbereich werden 2 Achsen angezeigt, zum
einen die X-Achse und zum anderen die Y-Achse. Der Schnittpunkt dieser beiden Achsen ist
jeweils der Nullpunkt.
Abbildung 2.5: Multifunktionsleiste Skizze
In Abbildung 2.5 ist die Multifunktionsleiste Skizze abgebildet. Mit diesen Werkzeugen
werden die 2D-Skizzen erstellt. Sofern mit der Maus auf ein Symbol navigiert wird ohne
dieses anzuklicken, erscheint eine Erläuterung und Anwendungshilfe. Um die weiteren
Schritte zu erklären wird in der 2D-Skizze zunächst ein Rechteck konstruiert. Das Symbol
Rechteck wird angeklickt und aus dem Mauszeiger wird ein kleines Fadenkreuz. Als
Anfangspunkt wird der Nullpunkt gewählt und die Maus wird nach oben rechts bewegt. Nun
besteht hier die Möglichkeit dem Rechteck definierte Maße zu geben indem eine Zahl über
die Tastatur eingegeben wird. Zuerst wird die Länge in X-Richtung eingegeben und dann
durch Bestätigung der Tab-Taste die Y-Richtung. Durch bestätigen mit der Enter-Taste, ist
das Rechteck fertig gestellt. Zum Abbrechen der Aktion muss sie ESC-Taste gedrückt
werden. Wenn im Nachhinein die Abmaßen eingegeben werden müssen, dann kann über die
Bemaßung durchgeführt werden. Sofern die Skizze komplett erstellt wurde, wird der Button
2. Stand von Wissenschaft und Technik
19
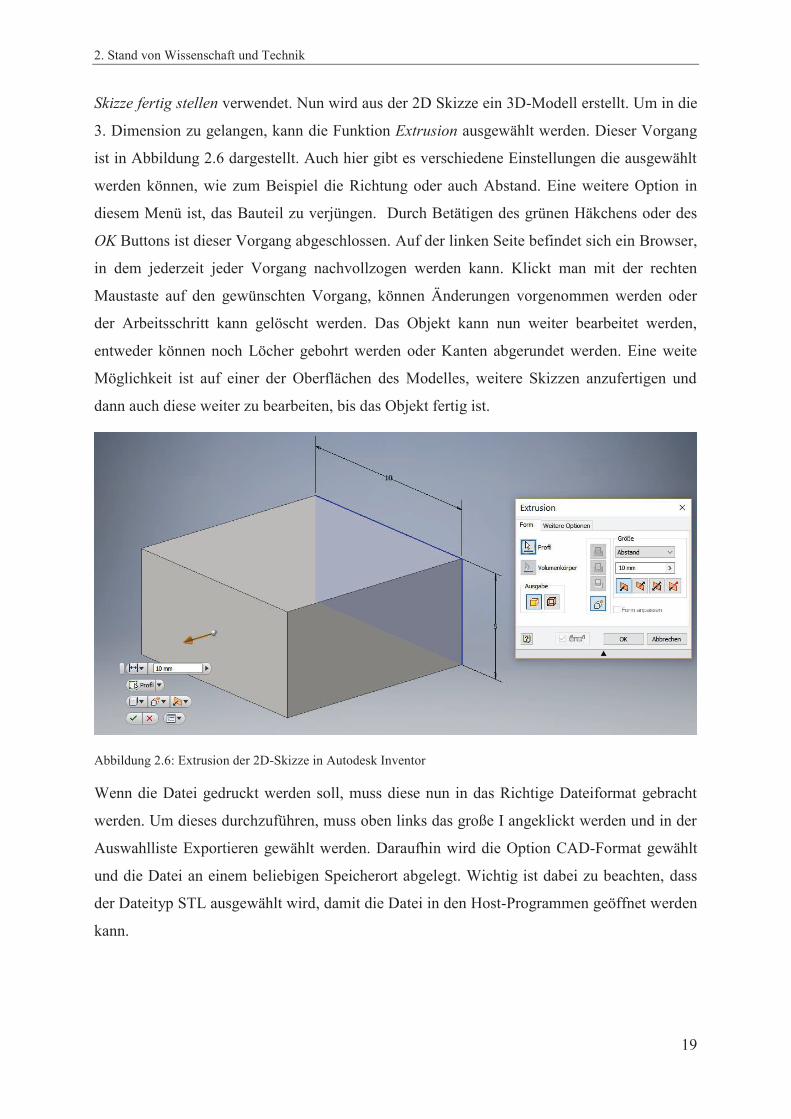
Skizze fertig stellen verwendet. Nun wird aus der 2D Skizze ein 3D-Modell erstellt. Um in die
3. Dimension zu gelangen, kann die Funktion Extrusion ausgewählt werden. Dieser Vorgang
ist in Abbildung 2.6 dargestellt. Auch hier gibt es verschiedene Einstellungen die ausgewählt
werden können, wie zum Beispiel die Richtung oder auch Abstand. Eine weitere Option in
diesem Menü ist, das Bauteil zu verjüngen. Durch Betätigen des grünen Häkchens oder des
OK Buttons ist dieser Vorgang abgeschlossen. Auf der linken Seite befindet sich ein Browser,
in dem jederzeit jeder Vorgang nachvollzogen werden kann. Klickt man mit der rechten
Maustaste auf den gewünschten Vorgang, können Änderungen vorgenommen werden oder
der Arbeitsschritt kann gelöscht werden. Das Objekt kann nun weiter bearbeitet werden,
entweder können noch Löcher gebohrt werden oder Kanten abgerundet werden. Eine weite
Möglichkeit ist auf einer der Oberflächen des Modelles, weitere Skizzen anzufertigen und
dann auch diese weiter zu bearbeiten, bis das Objekt fertig ist.
Abbildung 2.6: Extrusion der 2D-Skizze in Autodesk Inventor
Wenn die Datei gedruckt werden soll, muss diese nun in das Richtige Dateiformat gebracht
werden. Um dieses durchzuführen, muss oben links das große I angeklickt werden und in der
Auswahlliste Exportieren gewählt werden. Daraufhin wird die Option CAD-Format gewählt
und die Datei an einem beliebigen Speicherort abgelegt. Wichtig ist dabei zu beachten, dass
der Dateityp STL ausgewählt wird, damit die Datei in den Host-Programmen geöffnet werden
kann.

2. Stand von Wissenschaft und Technik
20
2.3 Host-Programme
2.3.1 Allgemein
Der Begriffe Host wurde in den 60iger Jahren definiert und bedeutet Wirtsrechner. Früher
wurde diese Bezeichnung für Großrechner und Mainframes verwendet, welche eine zentrale
Funktion in Terminalnetzen ausführten sowie für Mehrbenutzersysteme und für Time-Sharing
eingesetzt wurden. Im Laufe der Jahre wurde der Begriff Host durch Server ersetzt und steht
in keinem Zusammenhang mit der Leistungsfähigkeit eines Rechners oder deren Größe. Die
Funktion des Computers bzw. des Programmes steht bei der Bezeichnung Host im
Vordergrund, denn sie wird für Computer verwendet die sich in zwei Richtungen mit einem
anderen PC verbinden können und somit gleichzeitig Sender und Empfänger sind. Wird diese
Funktion in Bezug auf die Hostprogramme für den 3D-Drucker betrachtet, so wird der G-
Code dem Drucker gesendet und das Programm empfängt Informationen wie Temperatur und
Druckstatus (DataCom, 2015).
Die oben genannten STL-Dateien können als nächsten Arbeitsschritt in einem Host-
Programm geöffnet werden. Dieses Programm gehört zu einer der beiden Programme, die für
den Betrieb eines 3D-Druckers notwendig sind. Das andere Programm, welches eine
essenzielle Funktion hat, ist ein Slicing-Programm. Die beiden Programme müssen nicht
zwangsläufig getrennt voneinander betrachtet werden, da Programme wie Repetier-Host,
Netfabb, Simplify 3D, Cura, Matter Control diese beiden Programme miteinander vereinen.
Um die beiden Programme verständlich erläutern zu können, werden diese in den weiteren
Ausführungen getrennt voneinander beschrieben.
Das Slicing-Programm generiert Steuerbefehle, anhand dieser wird der Drucker gesteuert
wird. Das Hostprogramm übernimmt diese Aufgabe, da der Mikroprozessor des 3D-Druckers
für umfangreiche Befehle nicht ausgelegt ist bzw. zu schwach ist. Die Funktionen des
Prozessors beschränken sich insofern, dass nur einzelne Befehle ausgeführt werden können.
Aufgrund dessen werden die Anweisungen vom Host-Programm an den Drucker gesendet
und von dem Mikroprozessor verarbeitet. (Merz, 2014)
2.3.2 Repetier-Host
Zunächst wurden mehrere Host-Programme verwendet. In dieser Zeit wurde Matter-Control,
Cura und Repetier-Host getestet. Im weiteren Verlauf hat sich für die Projektteilnehmer
Repetier-Host als geeignete Software herausgestellt. Die Gründe dafür sind, dass alle

2. Stand von Wissenschaft und Technik
21
praktischen Eigenschaften in diesem Programm vereint sind. Der Drucker kann direkt mit
diesem Programm gesteuert werden, es kann zwischen mehreren Slicing-Programmen
gewählt werden sowie alle Einstellungen können verwendet werden, wenn der Drucker nicht
angeschlossen ist.
Das Programm hat eine einfache und übersichtliche Benutzeroberfläche, diese ist in
Abbildung 2.7 abgebildet. Die Modelle die gedruckt werden sollen, werden als STL-Datei
hochgeladen und als 3D-Modell dargestellt. Der 3D-Drucker wird über eine USB-Verbindung
gesteuert. Repetier-Host ist Freeware, der Download erfolgt über die Webseite von Repetier
und ist für mehrere Betriebssysteme verfügbar.
Abbildung 2.7: Benutzeroberfläche Repetier-Host
Vor dem ersten Verwenden des Programmes, sollten die Druckereinstellungen vorgenommen
werden. Welche Druckerparameter für den Multirap M420 wichtig sind und was bei diesem
Punkt zu beachten ist, wird im Handbuch in Abschnitt 0 ausführlicher beschrieben. Das
Programm ist für FDM Drucker erstellt worden. Es können bis zu 16 verschiedene Extruder
verwendet werden und diese mit verschiedenen Filamenttypen und Farben. Dem Objekt
können auf dem virtuellen Drucktisch unterschiedliche Farben zugeordnet werden, sodass das
Ergebnis schon vor dem Druck angeschaut werden kann. Derzeit sind drei Slicing-Programme
voreingestellt die Repetier-Host verwendet werden könne: Slic3r, Skeinforge und
CuraEngine. Laut Hersteller können auch andere Slicing-Programme verwendet werden.
Nicht nur das Objekt als STL wird grafisch Dargestellt, auch nach dem Slicen bietet die
Software die Möglichkeit sich die einzelnen Schichten des Objektes anzuschauen sowie die
2. Stand von Wissenschaft und Technik
22
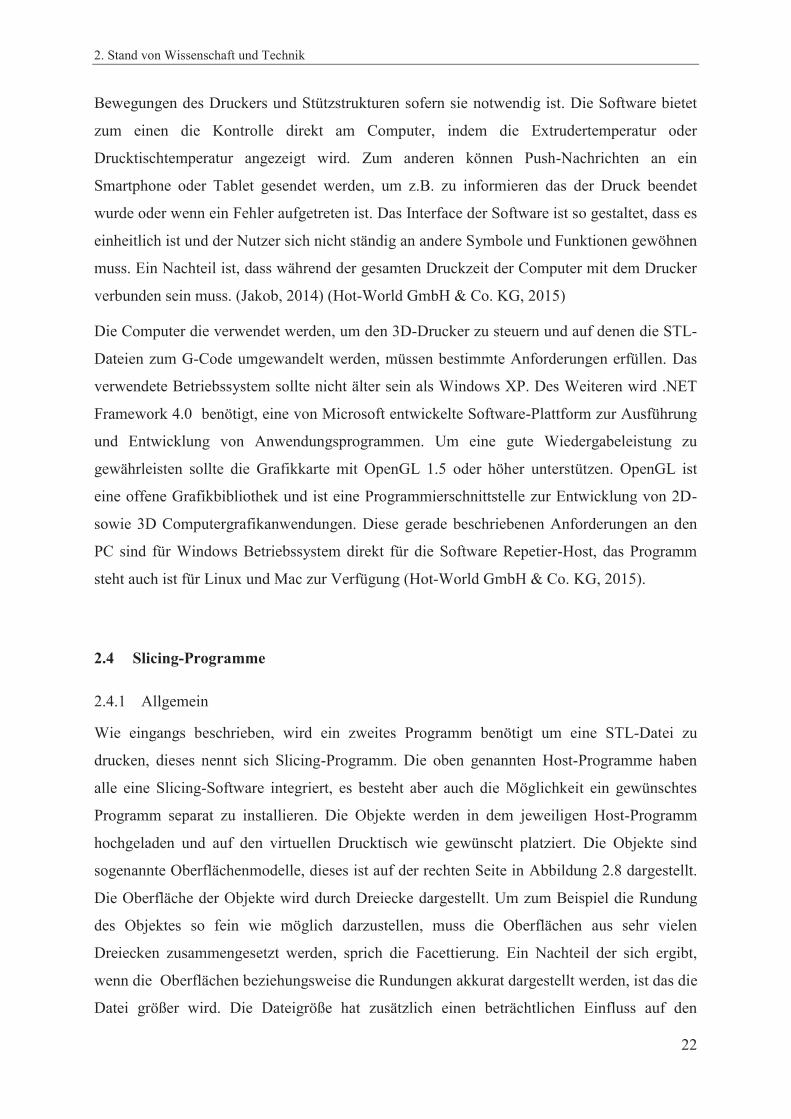
Bewegungen des Druckers und Stützstrukturen sofern sie notwendig ist. Die Software bietet
zum einen die Kontrolle direkt am Computer, indem die Extrudertemperatur oder
Drucktischtemperatur angezeigt wird. Zum anderen können Push-Nachrichten an ein
Smartphone oder Tablet gesendet werden, um z.B. zu informieren das der Druck beendet
wurde oder wenn ein Fehler aufgetreten ist. Das Interface der Software ist so gestaltet, dass es
einheitlich ist und der Nutzer sich nicht ständig an andere Symbole und Funktionen gewöhnen
muss. Ein Nachteil ist, dass während der gesamten Druckzeit der Computer mit dem Drucker
verbunden sein muss. (Jakob, 2014) (Hot-World GmbH & Co. KG, 2015)
Die Computer die verwendet werden, um den 3D-Drucker zu steuern und auf denen die STL-
Dateien zum G-Code umgewandelt werden, müssen bestimmte Anforderungen erfüllen. Das
verwendete Betriebssystem sollte nicht älter sein als Windows XP. Des Weiteren wird .NET
Framework 4.0 benötigt, eine von Microsoft entwickelte Software-Plattform zur Ausführung
und Entwicklung von Anwendungsprogrammen. Um eine gute Wiedergabeleistung zu
gewährleisten sollte die Grafikkarte mit OpenGL 1.5 oder höher unterstützen. OpenGL ist
eine offene Grafikbibliothek und ist eine Programmierschnittstelle zur Entwicklung von 2D-
sowie 3D Computergrafikanwendungen. Diese gerade beschriebenen Anforderungen an den
PC sind für Windows Betriebssystem direkt für die Software Repetier-Host, das Programm
steht auch ist für Linux und Mac zur Verfügung (Hot-World GmbH & Co. KG, 2015).
2.4 Slicing-Programme
2.4.1 Allgemein
Wie eingangs beschrieben, wird ein zweites Programm benötigt um eine STL-Datei zu
drucken, dieses nennt sich Slicing-Programm. Die oben genannten Host-Programme haben
alle eine Slicing-Software integriert, es besteht aber auch die Möglichkeit ein gewünschtes
Programm separat zu installieren. Die Objekte werden in dem jeweiligen Host-Programm
hochgeladen und auf den virtuellen Drucktisch wie gewünscht platziert. Die Objekte sind
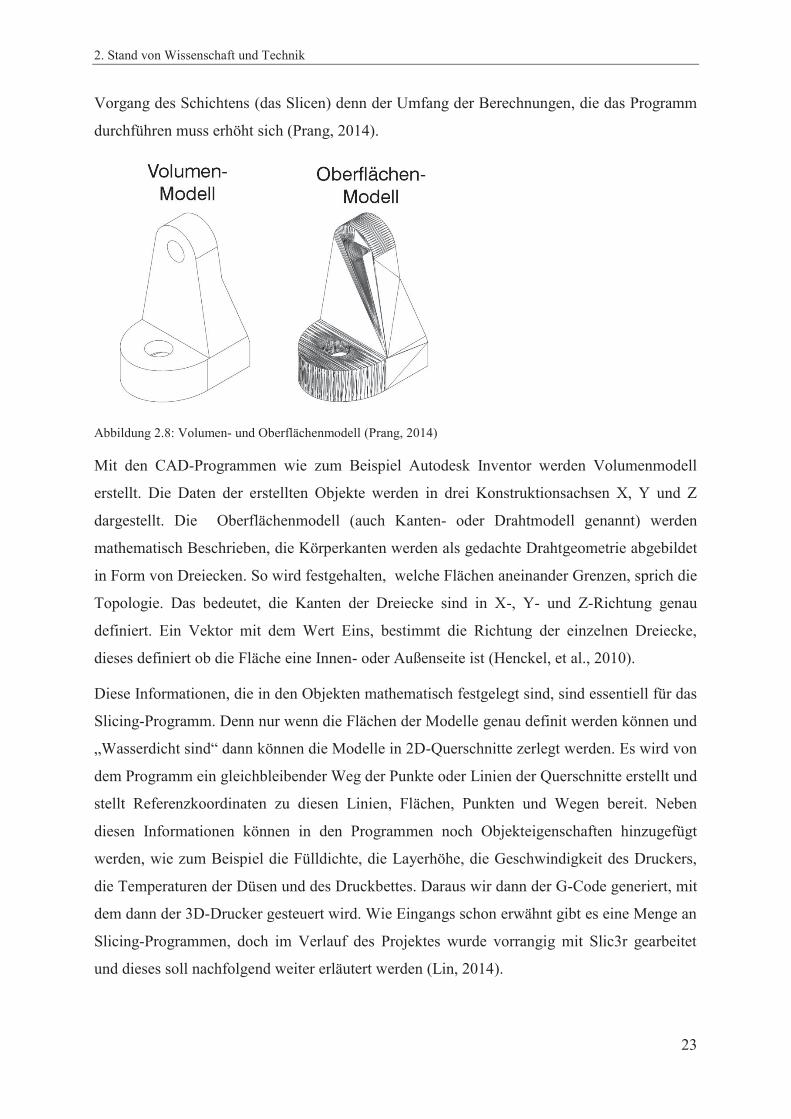
sogenannte Oberflächenmodelle, dieses ist auf der rechten Seite in Abbildung 2.8 dargestellt.
Die Oberfläche der Objekte wird durch Dreiecke dargestellt. Um zum Beispiel die Rundung
des Objektes so fein wie möglich darzustellen, muss die Oberflächen aus sehr vielen
Dreiecken zusammengesetzt werden, sprich die Facettierung. Ein Nachteil der sich ergibt,
wenn die Oberflächen beziehungsweise die Rundungen akkurat dargestellt werden, ist das die
Datei größer wird. Die Dateigröße hat zusätzlich einen beträchtlichen Einfluss auf den
2. Stand von Wissenschaft und Technik
23
Vorgang des Schichtens (das Slicen) denn der Umfang der Berechnungen, die das Programm
durchführen muss erhöht sich (Prang, 2014).
Abbildung 2.8: Volumen- und Oberflächenmodell (Prang, 2014)
Mit den CAD-Programmen wie zum Beispiel Autodesk Inventor werden Volumenmodell
erstellt. Die Daten der erstellten Objekte werden in drei Konstruktionsachsen X, Y und Z
dargestellt. Die Oberflächenmodell (auch Kanten- oder Drahtmodell genannt) werden
mathematisch Beschrieben, die Körperkanten werden als gedachte Drahtgeometrie abgebildet
in Form von Dreiecken. So wird festgehalten, welche Flächen aneinander Grenzen, sprich die
Topologie. Das bedeutet, die Kanten der Dreiecke sind in X-, Y- und Z-Richtung genau
definiert. Ein Vektor mit dem Wert Eins, bestimmt die Richtung der einzelnen Dreiecke,
dieses definiert ob die Fläche eine Innen- oder Außenseite ist (Henckel, et al., 2010).
Diese Informationen, die in den Objekten mathematisch festgelegt sind, sind essentiell für das
Slicing-Programm. Denn nur wenn die Flächen der Modelle genau definit werden können und
„Wasserdicht sind“ dann können die Modelle in 2D-Querschnitte zerlegt werden. Es wird von
dem Programm ein gleichbleibender Weg der Punkte oder Linien der Querschnitte erstellt und
stellt Referenzkoordinaten zu diesen Linien, Flächen, Punkten und Wegen bereit. Neben
diesen Informationen können in den Programmen noch Objekteigenschaften hinzugefügt
werden, wie zum Beispiel die Fülldichte, die Layerhöhe, die Geschwindigkeit des Druckers,
die Temperaturen der Düsen und des Druckbettes. Daraus wir dann der G-Code generiert, mit
dem dann der 3D-Drucker gesteuert wird. Wie Eingangs schon erwähnt gibt es eine Menge an
Slicing-Programmen, doch im Verlauf des Projektes wurde vorrangig mit Slic3r gearbeitet
und dieses soll nachfolgend weiter erläutert werden (Lin, 2014).

2. Stand von Wissenschaft und Technik
24
2.4.2 Slic3r
Slic3r ist eine Open Source Software. Das Programm ist seit 2011 auf dem Markt und in
dieser Arbeit wird die Version 1.1.7 verwendet, mittlerweile ist die Version 1.2.9 schon
erhältlich. In dieser Arbeit wir die Software über das Host-Programm Repetier-Host
verwendet. Daher ist es für Anfänger auch möglich nur einfache Einstellungen über das Host-
Programm anzuwenden. Das bedeutet, dass im Hostprogram direkt die Layerhöhe,
Füllmuster, Fülldichte, Kühlung und Stützmaterial eingestellt werden können. Dieses ist für
die ersten Schritte am 3D-Drucker sehr hilfreich, da dann die Voreinstellungen von Slic3r
verwendet werden und sich zunächst nur auf den Druck an sich konzentriert werden kann.
Das Programm ist von Alessandro Ranellucci und seinen Helfern so konzipiert, dass sich
Anfänger zu Recht finden aber auch Profis alles finden was sie benötigen. Das Programm
weißt eine hohe Geschwindigkeit auf, aufgrund dessen, dass es hauptsächlich in der
Programmiersprache Perl erstellt wurde und alle Zeitkritischen Elemente wurden in C++
verfasst. Es ist möglich die Software für mehre Betriebssysteme zu verwenden, auf der
Website kann Slic3r für Microsoft, Linux und Mac OS X heruntergeladen werden. Für die
Verwendung von Slic3r kann das Programm für den entsprechenden Benutzer angepasst
werden. So bietet das Programm einen Anfänger- und ein Expertenmodus an. Im Rahmen
dieser Arbeit wird der Expertenmodus verwendet. In diesen gelangt man, wenn man unter
dem Menü file Preferences auswählt und unter Mode den Wert Expert. Im Weiteren wird der
Aufbau des Programmes kurz erläutert, Details folgen in Abschnitt 3.3.1.
In Abbildung 2.9 ist die Oberfläche von Slic3r abgebildet, in dem Register Plater. Dieses
Register öffnet sich jedes Mal, wenn das Programm gestartet wird. Hier besteht nun die
Möglichkeit ein Objekt hochzuladen, über den Button Add…, doch in dieser Arbeit wurden
nur die Einstellungen in dieser Software vorgenommen und abgespeichert und das slicen an
sich wurde in Repetier-Host vorgenommen. Auf der rechten Seite in diesem Register, sind
einzelne Auswahlfelder. Diese stehen auch in Repetier-Host zu Verfügung und sind die
Einstellungen, die in den anderen drei Registern abgespeichert wurden. Dadurch muss bei
kleinsten Veränderungen in den Einstellungen nicht alles neu gespeichert werden, sondern nur
im betreffenden Register. So können auch bestimmte Einstellungen vorgenommen werden für
einzelne Düsen oder Filamenten und diese können dann entsprechend bezeichnet werden und
können zu einem späteren Zeitpunkt wieder abgerufen werden.

2. Stand von Wissenschaft und Technik
25
Abbildung 2.9: Die Software Slic3r in dem Register Plater
Das letzte Register, Printer Settings, die Druckereinstellungen, werden in diesem
Zusammenhang als zweites erläutert, da es die essentiellen Einstellungen sind, die den
Drucker betreffen. Diese Register ist in Abbildung 2.10 abgebildet. Auf der linken Seite,
direkt unter den Registern, kann die Auswahl getroffen werden, welche gespeicherten
Einstellungen man einsehen möchte. Daneben sind die Button für speichern und löschen, die
Aktionen können nur durchgeführt werden, wenn die gewünschte Einstellung geöffnet ist.
Abbildung 2.10: Die Software Slic3r im Register Printer Settings

2. Stand von Wissenschaft und Technik
26
Das nächste Register ist Filament Settings. Dieses ist genau wie das vorherige Register
aufgebaut, auf der linken Seite ist ein Menü zur Auswahl der Optionen und auf der rechten
Seite der Oberfläche können die Einstellungen vorgenommen werden. Die Optionen sind hier
lediglich Filament und Colling. Hier besteht dann die Möglichkeit für jedes Filament die
wichtigsten Einstellungen zu speichern, da jedes Filament unterschiedliche
Temperaturbereiche benötigt bei der Extrusion. Einige Filamente benötigen für eine bessere
Haftung ein beheizbares Druckbett oder das Filament muss während des Druckens schnell
abgekühlt werden. Durch das Speichern und exakten Beschreibungen der Einstellungen,
müssen diese nicht wieder jedes Mal angepasst werden wenn das Filament gewechselt wird
oder die Düse. Das letzte Register Print Settings ist das umfangreichste. Hier gibt es mehrere
Optionen zum Einstellen, Layers and perimeters, Infill, Speed, Skirt and brim, Support
material, Notes, Output options, Multiple Extruders und Advanced. In diesem Register
können alle Einstellungen vorgenommen werden, die das Druckergebnis beeinflussen.
Welchen Einfluss auf das Druckergebnis die einzelnen Einstellungen haben, wird in Abschnitt
4.1 ausführlicher beschrieben.

3. Material und Methoden
27
3. Material und Methoden
3.1 Verwendetes Material
Bei dem Schmelzschichtverfahren, FDM oder auch FFF, welches mit dem Multirap M420
durgeführt wird, werden sogenannte Filamente verwendet. Laut Duden wird der Begriff
Filament von dem spätlateinischen Wort filamentum abgeleitet und bedeutet Fadenwerk und
der Begriff steht dabei für eine einzelne Faser willkürlicher Länge. Der Begriff wird nicht nur
in der 3D-Drucktechnik verwendet sondern auch in der Astronomie, Biologie und Zoologie
(Bibliographisches Institut GmbH, 2015). Das verwendete Material ist vor allem Kunststoff,
hauptsächlich wird PLA (Polymilchsäure) und ABS (Acrylnitril-Butadien-Styrol-Copolymer)
verwendet. Im Laufe der letzten Jahre werden immer mehr Materialien auf den Markt
gebracht. Zum einen gibt es Kunststoffe die aus Erdöl aber auch Bio-Kunststoffe die aus
Pflanzen hergestellt werden. Zum anderen kann auch Keramik oder Holz eingesetzt werden,
die mit Polymeren als Bindemittel so wie alle Filamente auf sogenannten Spulen zum Einsatz
kommen. Die Durchmesser der Filamente betragen 1,75 mm oder 3 mm, welche benötigt wird
hängt vom Extruder des 3D-Druckers ab. Der Multirap M420 kann beide Durchmesser
verarbeiten, hierzu muss nur die Filamentaufnahme des Extruders gewechselt werden. Es gibt
auf dem Markt viele verschiedene Anbieter für Filamente. Dabei ist zu beachten das die
Durchmesser sowie die optimale Drucktemperatur von Anbieter zu Anbieter schwanken kann.
Neben der Schmelztemperatur des Filaments, welche durch das Hotend erreicht werden muss,
kann die Glastemperatur interessant sein. Denn dieses ist der Temperaturbereich, der
bedeutsam ist bei beheizbaren Drucktischen und ist der Bereich beim dem das Material gut
auf dem Untergrund haftet, da es eine weiche Textur aufweist (Caroli, 2014).
In dem Projekt wurde Hauptsächlich PLA verwendet, es wurden zusätzlich andere Filamente
getestet und die Informationen über diese Materialien sind in Datenblättern festgehalten. Die
Datenblätter befinden sich im Handbuch und die Berichte über die verschiedenen Filamente
hat Herr Franke in seiner Arbeit weiter ausgeführt (Franke, 2016). Die Informationen sind
vom mehreren Websites zusammengetragen und zum Teil nicht vollständig, da zu einigen
Punkten keine Informationen gefunden wurden.
Um eine bessere Haftung auf dem Druckbett zu erzielen, wurde Blue-Tape verwendet. Es
wird verwendet um die gesamte Druckfläche auf dem Druckbett abzukleben. Es wird direkt
auf das Tape gedruckt. Zusätzlich vereinfacht es die Entnahme der Modelle ohne Schäden

3. Material und Methoden
28
oder Klebereste. Da es ein 5 cm breites Klebeband ist, ist es flexibel einsetzbar und kann
schnell ersetzt werden.
3.2 Der 3D-Drucker Multirap M420
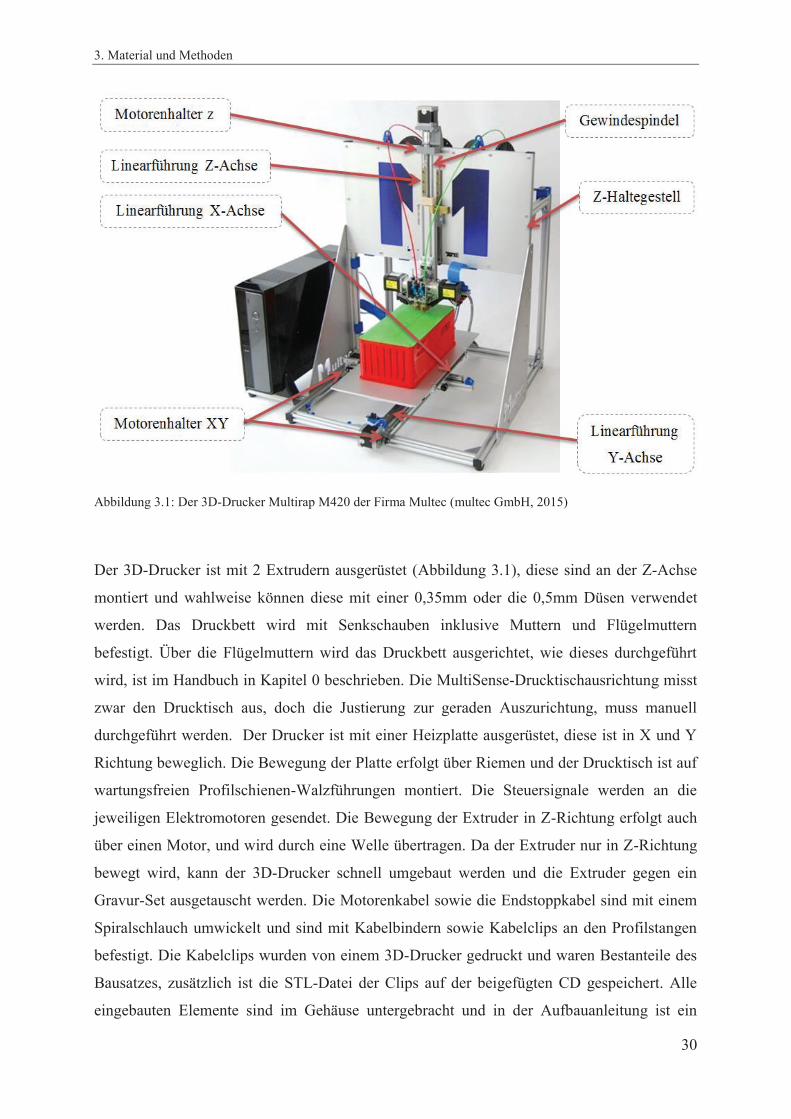
Der verwendete 3D-Drucker Multirap M420ist von der Firma Multec Sitz in Riedhausen, in
Deutschland. Der 3D-Drucker wurde als Bausatz bestellt und durch die Projektteilnehmer
anhand der mitgelieferten Anleitung aufgebaut. In Abbildung 3.1 ist der fertig aufgebaute
Bausatz abgebildet und in Tabelle 3.1 sind die Technischen Daten aufgelistet, die direkt der
Website von Multec entnommen wurden.
Tabelle 3.1: Technische Daten des 3D-Druckers Multirap M420 der Multec (multec GmbH, 2015)
Druckerabmessungen: Breite 48 cm Tiefe 50 cm Höhe 65,5 cm
Gewicht: 17kg Max. Druckbereich (LxBxH): Einfarbig: Zweifarbig:
400 x 200 x 220 mm 400 x 190 x 220 mm
Positionsgenauigkeit X- und Y-Achse 1/64 mm Positionsgenauigkeit Z-Achse 1/1600 mm Druckgenauigkeit (hängt von der Kalibrierung ab)
0,1mm
Max. Druckvolumen: 18,5 Liter Schichthöhe/ Layerdicke (min./max.): 0,02-0,4 mm Genauigkeit (hängt von der Kalibrierung ab) 0,1 mm Max. Drucktemperatur des Filaments 250 °C Druck-Düsengröße 3,0 mm Filament (umrüstbar auf 1,75mm)
0,5 mm Auslass (umrüstbar auf 0,35mm) Max. Drucktemperatur des Filaments 255°C Anzahl der Druck-Düsen 2 Spannungsversorgung intern 12 V Spannungsversorgung extern 230 V Leistung max. 400W Erforderliche CAD-Importdatei STL Druckersoftware Skeinforge, Printrun (Freeware, im
Lieferumfang) Betriebssystem des Bedienrechners Windows/MAC/Linux Systemanforderungen des Bedienrechners 1,8 GHz / 1 GB RAM Heizbett für komfortableren PLA-Druck 12 V- Version inklusive Extruder-Höhenjustierung inklusive Steuerungsplatine Megatronics V3 inklusive

3. Material und Methoden
29
Düsenkühlung (Filamentkühlung) für kleine und schnelle Drucke
inklusive
Teile des benötigten Werkzeuges wurden mit dem Bausatz mitgeliefert, wie Imbusschlüssel
und Fühlerlehre sowie ein Schraubensicherungslack. Zusätzlich wurde eine Schieblehre und
Schraubenschlüssel benötigt. Das Grundgerüst des Druckers ist aus Aluminium-Profistreben
aufgebaut und diese werden mit Haltewinkel miteinander verbunden. An den Linearführungen
wurden Sicherungsschrauben und sogenannte Stopper montiert, um die Führung nicht zu
zerstören, falls die Schlitten abrutschen. Bauteile wie beispielsweise der Motorhalter oder
Kabelhalterungen wurden durch einen 3D-Drucker erstellt und mit dem Bausatz geliefert.
Des Weiteren wurden für die jeweiligen Achsen drei Optoendstops verbaut. Nach Abschluss
der Vorversuche, wurde der Z-Endstop gegen die MultiSense-Drucktischausrichtung
ausgetauscht. Dieser Industriesensor wurde von der Firma Multec Mitte 2015 auf den Markt
gebracht und soll die Druckbettausrichtung übernehmen. Zunächst musste eine neue
Firmware für den Drucker angefordert werden und ein Start G-Code muss in den G-Code
integriert werden. Um den Drucktisch abzumessen, kann der G-Code G29 in die Befehl Leiste
eingegeben werden und der Sensor misst in vier Punkten den Drucktisch ab. Auf der Website
von Multec wurde ein Video veröffentlich, welches das Druckbett in einer extremen
Schieflage darstellt. Solch auffälligen Schiefstellungen wurden an dem 3D-Drucker in der
Hochschule nicht getestet, doch ist ein ausgleichen der Höhe an der Gewindespindel zu
erkennen. Doch zurzeit kann der Multirap M420 nicht mit Repetier-Host betrieben werden, es
wird Matter Control als Host-Programm verwendet. Die STL-Dateien werden in Slic3r
bearbeitet und der G-Code in Matter Control hochgeladen. Dieses ist ein Software Problem,
welches behoben werden muss, denn andere Multirap M420 Drucker können mit Repetier-
Host betrieben werden.
3. Material und Methoden
30
Abbildung 3.1: Der 3D-Drucker Multirap M420 der Firma Multec (multec GmbH, 2015)
Der 3D-Drucker ist mit 2 Extrudern ausgerüstet (Abbildung 3.1), diese sind an der Z-Achse
montiert und wahlweise können diese mit einer 0,35mm oder die 0,5mm Düsen verwendet
werden. Das Druckbett wird mit Senkschauben inklusive Muttern und Flügelmuttern
befestigt. Über die Flügelmuttern wird das Druckbett ausgerichtet, wie dieses durchgeführt
wird, ist im Handbuch in Kapitel 0 beschrieben. Die MultiSense-Drucktischausrichtung misst
zwar den Drucktisch aus, doch die Justierung zur geraden Auszurichtung, muss manuell
durchgeführt werden. Der Drucker ist mit einer Heizplatte ausgerüstet, diese ist in X und Y
Richtung beweglich. Die Bewegung der Platte erfolgt über Riemen und der Drucktisch ist auf
wartungsfreien Profilschienen-Walzführungen montiert. Die Steuersignale werden an die
jeweiligen Elektromotoren gesendet. Die Bewegung der Extruder in Z-Richtung erfolgt auch
über einen Motor, und wird durch eine Welle übertragen. Da der Extruder nur in Z-Richtung
bewegt wird, kann der 3D-Drucker schnell umgebaut werden und die Extruder gegen ein
Gravur-Set ausgetauscht werden. Die Motorenkabel sowie die Endstoppkabel sind mit einem
Spiralschlauch umwickelt und sind mit Kabelbindern sowie Kabelclips an den Profilstangen
befestigt. Die Kabelclips wurden von einem 3D-Drucker gedruckt und waren Bestanteile des
Bausatzes, zusätzlich ist die STL-Datei der Clips auf der beigefügten CD gespeichert. Alle
eingebauten Elemente sind im Gehäuse untergebracht und in der Aufbauanleitung ist ein
3. Material und Methoden
31
Verdrahtungsplan für den Multirap abgebildet, da die Verkabelung bei einem Bausatz selber
durchgeführt werden muss (multec GmbH, 2015). Eine ausführliche Beschreibung des
Systems ist in der Masterthesis von Tobias Franke nachzulesen.
Abbildung 3.2: Professioneller Multec duo pro Extruder aus Edelstahl-/ Aluminiumbauteilen und Stahl-
Getriebemotoren mit sehr geringem Düsenabstand (multec GmbH, 2015)
3.3 Versuchsplanung und Projektübersicht
3.3.1 Versuchsplan der Vorversuche
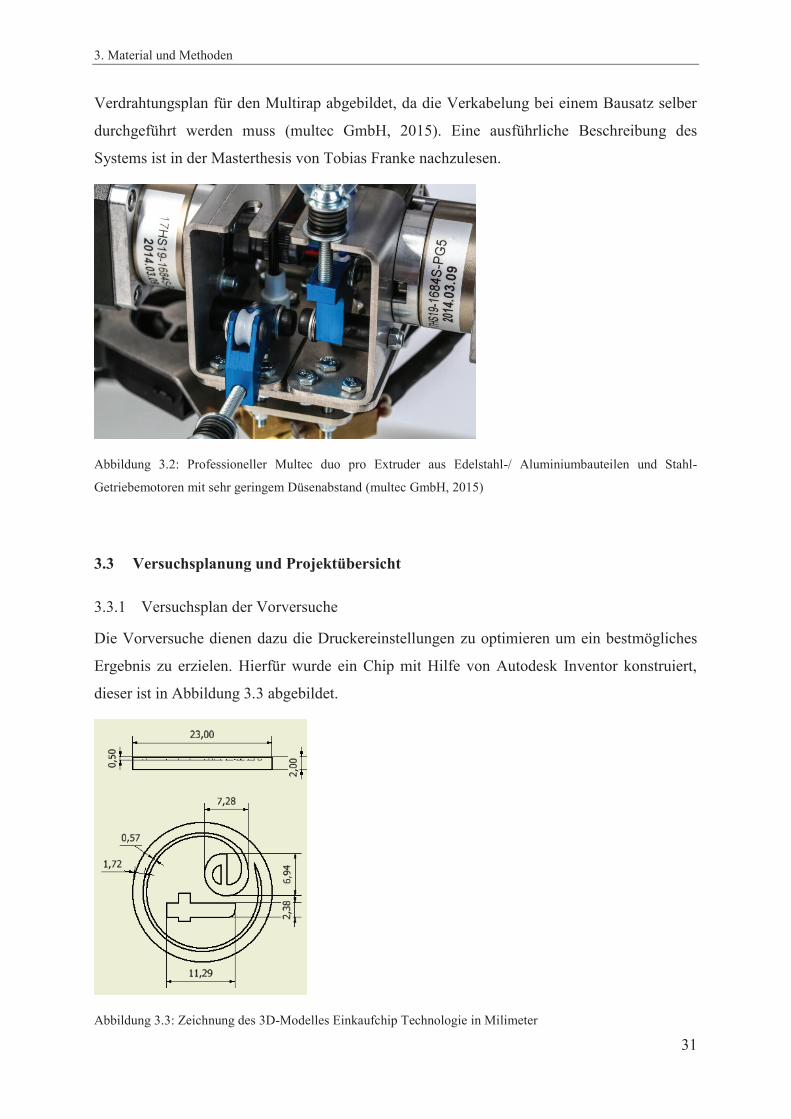
Die Vorversuche dienen dazu die Druckereinstellungen zu optimieren um ein bestmögliches
Ergebnis zu erzielen. Hierfür wurde ein Chip mit Hilfe von Autodesk Inventor konstruiert,
dieser ist in Abbildung 3.3 abgebildet.
Abbildung 3.3: Zeichnung des 3D-Modelles Einkaufchip Technologie in Milimeter

3. Material und Methoden
32
Der Chip wurde mit den Maßen eines Einkaufchips bzw. einer ein Euro Münze erstellt. Das
Logo vom Fachschaftsrat Agrarwirtschaft und Lebensmittelwissenschaften für den
Fachbereich Bioprodukt- und Lebensmitteltechnologie. Der Chip wurde so erstellt, damit in
kurzer Zeit viele Objekte gedruckt werden können, die ein Filigran Inhalt haben. Dieses ist
bezogen auf die Schokoladengussformen, die mit Muster oder Schriftzügen gestaltet werden
sollen. Auf diesen Weg können innerhalb kürzerer Zeit mehrere Versuche gemacht werden
um das Optimal Druckbild heraus zu filtern.
Die Versuche werden so aufgebaut, das in den Registern in dem Programm Slic3r die
einzelnen Optionen und Einstellungsmöglichkeiten schrittweise durchgeführt werden. Es
werden zunächst die Werte verwendet die in der Voreinstellung gegeben sind. Diese sind in
im elektronischem Anhang in der Datei Versuchsplanung Druckereinstellungen unter Versuch
1 aufgelistet. Aus den einzelnen Versuchsreihen wird die Einstellung ausgewählt, die sich als
optimal erweist und mit dieser Einstellung werden dann die nächsten Versuche durchgeführt.
Die Parameter sind nicht voneinander Abhängig und können ohne Beeinflussung anderer
Einstellungen geändert werden. Zum Beispiel die erste Versuchsreihe Z-Offset besteht aus
drei Versuchen, der Versuch der das beste Ergebnis erzielte wird gespeichert und mit dieser
Einstellung wird die nächste Versuchsreihe durchgeführt. Neben optischen Kriterien wird
verglichen wie viel Material benötigt wird und in welche Zeit. Wenn diese Kriterien
auschlaggebend sind für das Auswahlverfahren, werden die geringsten werte bevorzugt.
Dieses hat den ökonomischen Hintergrund, dass so Material-, Produktions- und
Personalkosten eingespart werden können.
Die Versuchsreihen werden in 3.3.1 dargestellt, es wurden nur geringe Veränderungen
vorgenommen. Zusätzlich zu den veränderten Parametern, wird die Druckerstatistik mit in der
Tabelle dokumentiert, die das Host-Programm nach dem slicing angibt. Zum einen wird von
dem Programm die Druckzeit geschätzt, die benötigt wird um das Objekt zu drucken. Dann
wird eine Angabe über die Layer Anzahl gemacht und wie viele Zeilen der G-Code beinhaltet,
diese beeinträchtigt die Dateigröße des Objektes. Die letzten Angaben die von dem Programm
errechnet werden, ist das benötigte Filament, damit diese Angaben errechnet werden können,
musste im Vorfeld eingegeben werden welche Düsengröße verwendet wird und den Filament
Durchmesser. Es werden in allen nachfolgenden Versuchsreihen nur die veränderten
Parameter aufgelistet, um den Fokus auf Versuchsreihe zu legen. Die Komplette Tabelle mit
allen Parametern zu jedem Versuch, wird im Anhang aufgelistet. Die Informationen für die

3. Material und Methoden
33
Folgenden Parameter vorrangig aus dem Programm selbst entnommen und zwei weiteren
Quellen (Caroli, 2014) und (Boettger, 2013) .
3.3.1.1 Versuchsreihe: z-offset
Die Versuchsreihe beginnt mit der Einstellung des z-offset. Diese Einstellung ist dafür
gedacht, den Endstop der Z-Achse einzustellen ohne dieses manuell machen zu müssen. Der
Multirap M 420 hat in dem Versuchsaufbau eine zusätzliche Kunststoffplatte auf der
Heizplatte montiert. Sollte diese Platte entfernt werden, muss der Differenzbetrag der dicke
der Platte im z-offset eingegeben werden. Somit wird diese Differenz in den G-Code mit
eingearbeitet und die Layer werden um diesen Wert verschoben ausgedruckt. Diese
Einstellung kann auch genutzt werden um die Haftung zu verbessen, dieses wird in diesem
Versuch beabsichtigt. Durch minimale Änderungen des z-offset werden die Layer besser an
die Druckplatte angepresst und etwas breiter gedruckt. Die Einstellungen werden in
Millimeter vorgenommen und erhalten einen negativen Wert, wenn sich der Endstop nach
oben gerichtet verändert. Der erste Versuch wird mit einem z-offset von 0 mm durchgeführt,
Versuch 2 mit -0,1 mm und Versuch 3 mit -0,2 mm. Die Druckerstatistiken sind in allen drei
Versuchen gleich, geschätzte Druckzeit 5m:42s, Layer-Anzahl beträgt 8 und es werden 146
mm Filament benötigt.
3.3.1.2 Versuchsreihe: Retraction - Length
Der Rückzug ist einen Einstellungsmöglichkeit herausfließendes Filament während des
Druckvorganges zu minimieren. Wenn Objekte ausgedruckt werden, die keine glatte
Oberfläche aufweisen, sondern wie die Chips einen Schriftzug oder anderen Elemente, ist
diese Option wichtig. Denn der Druckkopf bewegt sich zwischen den einzelnen Elementen
hin und her. Da noch Filament bei dieser Bewegung im Hotend ist, fließt dieses heraus. Durch
die Retraction wird das Filament bei dieser Bewegung ins Innere der Düse gezogen und
dadurch entsteht ein Unterdruck. Durch diese Einstellung entstehen keine Materialfäden und
das Druckbild wird optimiert. Laut Literatur ist ein Materialeinzug von 1 bis 2mm optimal.
Umso mehr Material eingezogen wird, umso mehr Zeit wird benötigt, die Anderen Parameter
bleiben bei allen Versuchen gleich. Die Layeranzahl beträgt 8 und es werden146 mm
Filament benötigt.

3. Material und Methoden
34
Tabelle 3.2: Versuchsreihe Retraction - Length, Versuche 2, 4 - 8
Versuch
2
Versuch
4
Versuch
5
Versuch
6
Versuch
7
Versuch
8
Length - Retraction 0 mm 1 mm 2 mm 3 mm 4 mm 5 mm
Geschätzte
Druckzeit 5m:42s 5m:44s 5m:47s 5m:49s 5m:52s 5m:55s
3.3.1.3 Versuchsreihe: Lift Z
Diese Einstellung gibt die Möglichkeit den Druckkopf während der Retraction einige
Millimeter nach oben zu Bewegen. Dieses kann Verhindert das die Düse mit den Perimeter in
Berührung kommt. Durch die Einstellungen können die Druckergebnisse in Bezug auf die
Oberfläche bzw. Schrift verbessert werden. Die Bewegung erfolgt über die Z-Achse, diese
kann unter Umständen langsam sein. Die Einstellungen der Versuchsreihe ist in Tabelle 3.3
aufgelistet, die Layer-Anzahl sowie das benötigte Filament sind gleichbleibend und haben die
gleichen Werte wie die vorherige Versuchsreihe.
Tabelle 3.3: Versuchsreihe Lift Z, Versuche 5, 9 und 10
Versuch 5 Versuch 9 Versuch 10
Lift Z 0 mm 1 mm 2 mm
Geschätzte Druckzeit 5m:47s 5m:47s 5m:48s
3.3.1.4 Versuchsreihe: Speed
Dieser Parameter wird im Millimeter pro Sekunde angegeben. Hierbei wird die
Geschwindigkeit eingestellt, die der 3D-Drucker für die Retraction anwenden soll. Die
Einstellungen dieses Parameters sind abhängig von Der Temperatur der Düse, das verwendete
Material und dem Durchmesser der Düse. Es können aber auch andere Größen einen Einfluss
auf diese Einstellung haben. Laut Literatur sollen die Werte in dem Bereich von 30 mm/s bis
60 mm/s gute Ergebnisse erzielen, daher werden diese Werte verwendet, wie in Tabelle 3.4
aufgelistet. Die Layer-Anzahl und die Menge des benötigten Filaments betragen auch hier 8
Layer und 146 mm Filament.

3. Material und Methoden
35
Tabelle 3.4: Versuchsreihe Speed, Versuch 5, 11 - 13
Versuch 5 Versuch 11 Versuch 12 Versuch 13
Retraction - Speed 30 mm/s 40 mm/s 50 mm/s 60 mm/s
Geschätzte Druckzeit 5m:47s 5m:45s 5m:45s 5m:44s
3.3.1.5 Versuchsreihe: Extra length on restart
Bei dieser Einstellungsoption wird nach jeder Retraction, bevor wieder gedruckt wird,
zusätzliches Material ausgegeben. Dieses dient dazu, dass wieder genügend Material in der
Düse ist und keine Löcher im Objekt entstehen. Die Einstellungen werden wie in der
nachfolgenden Tabelle 3.5 vorgenommen, die Layeranzahl bei allen Versuchen ist 8 und es
wird je 146 mm Material verbraucht.
Tabelle 3.5: Versuchsreihe Extra length on restart, Versuche 5, 14 und 15
Versuch 5 Versuch 14 Versuch 15
Extra length on restart 0 mm 1 mm 2 mm
Geschätzte Druckzeit 5m:47s 5m:47s 5m:48s
3.3.1.6 Versuchsreihe: Minimum travel after retraction
Diese Einstellung legt fest ab welcher Wegstrecke, die der Drucker ohne zu drucken zurück
legt, die Retraction durchgeführt werden soll. Dieses verhindert, dass zu viel Retraction
durchgeführt wird, da dieses eine Zeitersparnis sein kann. Auch bei dieser Versuchsreihe
werden 8 Layer gedruckt und dabei 146 mm Material verbraucht.
Tabelle 3.6: Versuchsreihe Minimum travel after retraction, Versuch 5, 16-19
Versuch 16 Versuch 17 Versuch 5 Versuch 18 Versuch 19
Minimum travel
after retraction 0 mm 1 mm 2 mm 3 mm 4 mm
Geschätzte
Druckzeit 5m:42s 5m:47s 5m:47s 5m:49s 5m:52s

3. Material und Methoden
36
3.3.1.7 Versuchsreihe: Retract on layer change
Wenn dieses Feld aktiviert wird, dann wird eine Retraction durchgeführt, wenn von einem
Layer zum nächstem gewechselt wird. Diese Option war bei den Vorherigen Versuchen
aktiviert und wird für diesen Versuch deaktiviert. Die Einstellungen sind in Tabelle 3.7 mit
aufgeführt und die Layer-Anzahl beträgt 8 und es werden 146 mm Filament verbraucht.
Tabelle 3.7: Versuchsreihe Retract on layer change, Versuche 17 und 20
Versuch 17 Versuch 20
Retract on layer change aktiv nicht aktiv
Geschätzte Druckzeit 5m:47s 5m:47s
3.3.1.8 Versuchsreihe: Wipe while retracting
Die Einstellung bewirkt, dass die Düse bei einer Retraction in entgegengesetzte Richtung
fährt. Das bedeutet, wenn dieses Feld aktiviert wird, wir das Hotend über die schon
ausgedruckte Fläche bewegt und während die Düse verschlossen ist erfolgt die Retraction. In
Vorherigen versuchen war diese Option nicht aktiviert und wie in Tabelle 3.8 abgebildet wird
diese Funktion in Versuch 21 getestet. Layer-Anzahl und Verbrauchtes Filament bleiben
gleich.
Tabelle 3.8: Versuchsreihe Wipe while retracting, Versuche 17 und 21
Versuch 17 Versuch 21
Wipe while retracting nicht aktiv aktiv
Geschätzte Druckzeit 5m:47s 5m:48s
3.3.1.9 Versuchsreihe: Extrusion multipier
Mit dieser Funktion kann die Ausgabe des Filaments angepasst werden, die von dem
Programm errechnet wurde. Ist der Wert 1 eingetragen, wird das Filament so angegeben wie
es berechnet wurde. Wird ein Wert unter 1 eingegeben, wird weniger Filament ausgegeben
und bei einem Wert über 1, wir mehr Material ausgegeben als berechnet. Dieser Parameter
kann zusätzlich während des Druckvorganges angepasst werden, wenn der G-Code über
Repetier-Host gedruckt wird. Dabei ist zu beachten unabhängig zu den Einstellungen in
Slic3r, beträgt die Flussrate in Repetier-Host zunächst 100%. Stellt man während des

3. Material und Methoden
37
Druckvorganges die Flussrate in Repetier-Host ein, bspw. Auf 95% und in Slic3r wurde ein
Betrag von 1,02 angegeben. So beträgt der Extrusions multiplier zusammengerechnet 0,969
sprich 96,9%. Die Layeranzahl bleibt bei diesen Versuch wieder bei 8 Layer und die benötigte
Zeit ist bei allen Versuchen 5m:48s, doch umso höher die Flussrate eingestellt wird, umso
mehr Material wird verbraucht, wie in Tabelle 3.9 aufgelistet.
Tabelle 3.9: Versuchsreihe Extrusion multipier, Versuche 17, 22-25
Versuch 22 Versuch 23 Versuch 17 Versuch 24 Versuch 25
Extrusion multipier 0,98 0,99 1 1,01 1,02
Benötigtes
Filament [mm] 143 144 146 147 149
3.3.1.10 Versuchsreihe: Extrudertemperatur - First layer
Diese Einstellung gibt die Möglichkeit die Temperatur des Hotends für den ersten Layer
festzulegen. Die Drucktemperatur für PLA liegt zwischen 185°C und 215°C. Für den
Multirap M420 wird eine Trucktemperatur von 205°C empfohlen. Daher werden in dieser
Versuchsreihe die Temperaturen von 205°C bis 215°C in zweier Schritten getestet und die
Temperaturänderungen werden in zweier Schritten vorgenommen.
3.3.1.11 Versuchsreihe: Extrudertemperatur – Other Layer
Bei dieser Option wird die Extrudertemperatur ab den zweiten Layer eingestellt. Es werden
dieselben Einstellungen der Temperatur für diese Versuchsreihe verwendet, wie bei der
vorherigen.
3.3.1.12 Versuchsreihe: Betttemperatur
Bei dieser Option kann die Drucktemperatur eingestellt werden. Die Betttemperatur ist einer
der Einflussfaktoren, der die Haftung des ersten Layers am Druckbett bestimmt. Welche
Temperatur gewählt wird ist abhängig vom Material. Bei PLA wird eine Druckbetttemperatur
bis 70°C empfohlen. Die Glastemperatur von PLA liegt in dem Bereich von 45°C bis 65°C.
Vorab war eine Temperatur von 50°C eingestellt und die Temperatur wird schrittweise um

3. Material und Methoden
38
2°C erhöht bis 60°C. Das Programm gibt auch hier die Möglichkeit verschiedene
Temperaturen einzustellen, für den ersten Layer und für die restlichen Layer. Da das
Druckbett auf Grund der Leistung zu viel Zeit benötigt um die Temperatur einzustellen,
werden beider Optionen gleichzeitig angepasst. Denn das Druckbett benötigt für höhere
Temperaturunterschiede mehrere Minuten und die gewünschte Temperatur einzustellen.
3.3.1.13 Versuchsreihe: Layer height
Dieser Parameter bestimmt die Schichtdicke der einzelnen Layer. Zum einen ist die Wahl der
Schichtdicke abhängig von der verwendeten Düse. Für diesen Versuchsaufbau wurde die
Düse mit dem geringem Durchmesser gewählt, von 0,35 mm. Das Bedeutet, dass mit der
schmaleren Düse die Layerhöhe niedriger gewählt werden können, als wenn die breitere Düse
verwendet wird. Ein weiterer Faktor der für die Wahl der Layerhöhe beachtet werden sollte,
ist das umso dünner die Layer gedruckt werden, umso feiner wird das Objekt ausgedruckt.
Dieses bedeutet aber auch, dass die Druckzeit sich verlängert. Der Düsendurchmesser ist noch
ein weiteres Auswahlkriterium für die Layerhöhe, denn der Layer kann nur so hoch gedruckt
werden, wie der Durchmesser der Düse ist, ansonsten wird in der Luft gedruckt. Des Weiteren
wird in der Literatur empfohlen, dass die Layerhöhe um 25 – 40% geringer sein sollte als der
Düsendurchmesser. Das würd für den verwendeten Düsendurchmesser bedeuten, dass eine
Layerhöhe von 0,21mm bis 0,26mm der maximale Wert wäre. Zusätzlich ist bei der
Layerhöhe zu beachten, dass sich die Layerbreite entsprechend der Layerhöhe ändert und
dadurch ändert sich die Kontaktfläche, wie in Abbildung 3.4 abgebildet.
Abbildung 3.4: Verschiedene Layerhöhe und dadurch abhängige Layerbreite (Aleksandrowicz, 2015)
Die Vorherigen Versuche wurden mit einer Layerhöhe 0,25mm durgeführt. Für die
Versuchsreihe beginnt mit 0,1mm und erhöht sich schrittweise um 0,05mm.

3. Material und Methoden
39
Tabelle 3.10: Versuchsreihe Layer height, Versuche 35, 41 - 44
Versuch 41 Versuch 42 Versuch 43 Versuch 35 Versuch 44
Layer height 0,1mm 0,15mm 0,2mm 0,25mm 0,3mm
Geschätzte
Druckzeit 10m:59s 7m:51s 6m:15s 5m:48s 5m:15s
Layer-Anzahl 18 12 9 8 7
Zeilen gesamt 9695 6789 5338 5077 4654
Benötigtes
Filament [mm] 131 135 139 149 148
3.3.1.14 Versuchsreihe: First layer height
Der erste Layer der auf dem Druckbett aufgetragen wird ist der wichtigste Layer. Denn wenn
diese Schicht nicht genügen Haftung auf dem Druckbett hat, kann entweder der Warp-Effekt
auftreten oder die darauf folgenden Layer können sich nicht richtig aufbauen und das
gesamte Objekt entspricht nicht der Form die es aufweisen soll. Um die erste Schicht gut zu
drucken, kann die Schichtdicke des ersten Layers in diesem Optionspunkt angepasst werden.
Es gibt zwei Möglichkeiten die Einstellung vorzunehmen. Entweder es Wird eine
Schichtdicke festgelegt in Millimeter oder es werden Prozentangaben eingetragen, die sich
auf die Höhe der restlichen Layer bezieht. In der Literatur wird empfohlen, dass die erste
Schicht niedriger gedruckt werden sollte als die anderen, um die Haftung zu erhöhen. Es
werden in dieser Versuchsreihe die Prozentzahlen gewählt, da diese sich der Layerhöhe
anpassen und diese Option nicht bei jeder Änderung der Layerhöhe angepasst werden muss.
In den Vorherigen Versuchen wurde der erste Layer mit 0,35mm gedruckt, da nun die
Prozentangaben verwendet werden, werden nun andere Einstellungen vorgenommen und es
erfolgt kein direkter Vergleich mit den Ausdrucken der Vorherigen Versuchsreihen. Denn
wenn die 0,35 mm des ersten Layers, in Bezug auf die 0,25 mm der restlichen Layer, in
Prozent umgerechnet werden, ergibt dieses 140 % und dieses ist deutlich zu hoch. Es werden
für diesen Versuch auch Werte über 100% gewählt, um einen eventuellen unterschied zu
erkennen.

3. Material und Methoden
40
Tabelle 3.11: Versuchsreihe First layer height, Versuche 45 - 50
Versuch
45
Versuch
46
Versuch
47
Versuch
48
Versuch
49
Versuch
50
First Layer height 70% 80% 90% 100% 110% 120%
Geschätzte
Druckzeit 7m:42s 7m:33s 7m:27s 7m:22s 7m:20s 7m:17s
Layer-Anzahl 10 10 10 9 10 10
Zeilen gesamt 5793 5778 5763 5755 6198 6184
Benötigtes
Filament [mm] 107 109 112 116 117 121
3.3.1.15 Versuchsreihe: Perimeters
Bei dieser Option ist es möglich die minimale Anzahl an Perimetern festzulegen. Das
bedeutet, wie viele Außenbahnen sollen gedruckt werden, bevor die Füllung des Layers
gedruckt wird. Mit dieser Option wird die Außenwandstärke des Objektes festgelegt. In der
Regel werden die Objekte mit drei Perimeter gedruckt. Soll ein Modell hohe Belastungen
standhalten, können hier mehr Schichten eingestellt werden. Genauso verhält sich das mit
Modellen die z.B. mit Transparenten Filament gedruckt werden, da können weniger Perimeter
eingestellt werden um den Körper durchlässiger zu drucken.
Abbildung 3.5: Unterschiede der Schrift, in Abhängigkeit der Anzahl der Perimeter

3. Material und Methoden
41
Bei den Objekten für diese Versuche ist die Anzahl der Perimeter eventuell auch
ausschlaggebender Parameter in Bezug auf die Schrift und das Muster, die auf der Oberfläche
gedruckt werden. In dem Programm Repetier-Host, wird nach dem slicen auf Grundlage des
errechneten G-Codes eine Vorschau des Ausdruckes angezeigt. In Abbildung 3.5 sind zwei
Versuche der Versuchsreihe abgebildet. Betrachtet man die Schrift, sind deutliche
Unterschiede zu erkennen, wie diese ausgedruckt werden soll. Alle Versuche dieser
Versuchsreihe wurden mit 10 Layer gedruckt.
Tabelle 3.12: Versuchsreihe Perimeters, Versuche 46, 51 - 54
Versuch 51 Versuch 52 Versuch 46 Versuch 53 Versuch 54
Perimeters 1 2 3 4 5
Geschätzte
Druckzeit 7m:13s 7m:16s 7m:33s 7m:32s 7m:42s
Zeilen gesamt 4895 4895 5778 6588 7420
Benötigtes
Filament [mm] 119 119 109 120 122
3.3.1.16 Versuchsreihe: Solid Layers – Top
Bei dieser Versuchsreihe wird die Anzahl der geschlossenen Layer definiert. Zunächst wird
die Anzahl der Layer bestimmt, die das Objekt schließen. Die restlichen Layer werden nur mit
einem bestimmten Füllgrad gedruckt, dieses wird näher in Abschnitt 3.3.1.24 Versuchsreihe:
Fill density Seite 44 erläutert.
Tabelle 3.13: Versuchsreihe Solid Layer - Top, Versuche 46, 55 - 57
Versuch 55 Versuch 56 Versuch 46 Versuch 57
Solid Layer - Top 1 2 3 4
Geschätzte Druckzeit 7m:34s 7m:29s 7m:33s 7m:32s
Benötigtes Filament [mm] 98 106 109 119

3. Material und Methoden
42
3.3.1.17 Versuchsreihe: Solid Layers – Bottom
Im Prinzip werden hier die gleichen Parameter bestimmt, wie bei der Vorherigen
Versuchsreihe. Der Einzige Unterschied ist, dass hier die dicke des Bodens bestimmt wird.
Tabelle 3.14: Versuchsreihe Solid Layer - Bottom, Versuche 46, 58 - 60
Versuch 58 Versuch 59 Versuch 46 Versuch 60
Solid Layer - Bottom 1 2 3 4
Geschätzte Druckzeit 7m:28s 7m:29s 7m:33s 7m 32s
Benötigtes Filament [mm] 100 106 109 119
3.3.1.18 Versuchsreihe: Extra perimeters if needed
Wenn diese Funktion aktiviert ist, werden zusätzliche Perimeter in den G-Code mit
eingearbeitet- Das Programm ermittelt dieses selbständig um zum Beispiel Löcher zu
vermeiden. In dieser Versuchsreihe soll untersucht werden, welche Veränderungen eintreten,
wenn nur die Perimeter gedruckt werden, die im vornhinein Festgelegt wurden. Sprich sind
dadurch mehr Löcher in der Schrift oder verändern sich andere Parameter.
3.3.1.19 Versuchsreihe: Avoid crossing perimeters (slow)
Sofern dieses Feld aktiv ist, wird der G-Code so berechnet, dass das Hotend nicht über die
Perimeter geführt wird. Dieses kann die Qualität des Ausdruckes verbessern, da so keine
Filament Fäden entstehen sollten, die Außerhalb des Objektes sichtbar sind. Der Versuch wird
durchgeführt, wenn das Feld nicht aktiv ist und wenn es aktiv ist, um zu untersuchen wie sehr
das Hotend die Oberfläche überfährt und welche Auswirkungen dieses auf die Optik hat.
3.3.1.20 Versuchsreihe: Detect thin walls
Diese Funktion ist ein Rechenschritt zusätzlich für das Programm, damit dieses mit dünnen
Wänden besser arbeiten kann. Auch hier wird untersucht, welche Unterschiede sich ergeben,
wenn dieses Feld nicht aktiviert wird.

3. Material und Methoden
43
3.3.1.21 Versuchsreihe: Detect bridging perimeters
Ist dieses Feld aktiv berechnet Slic3r den Materialfluss bei Perimetern die eine sogenannten
Brücke bilden den Materialfluss nicht so wie bei den Perimetern, sondern passt es dem einer
Brücke an.
3.3.1.22 Versuchsreihe: Seam position
Bei dieser Funktion ist es möglich die Startposition des Ausdruckes anzupassen. Dieses gibt
die Möglichkeit eventuell auftretende Nähte zu verhindern. Die Nähte entstehen vor allem bei
Runden Objekten, bzw. Objekte die Teilweise mit einer Runden Außenwand konstruiert
wurden. So wird eingestellt, an welchem Punkt der Drucker beginnt zu drucken, um nicht
direkt in einer Runden Außenwand zu beginnen. Es gibt die Einstellungsmöglichkeiten
zufällig (Randon), in der Nähe (Nearest) und ausgerichtet (Aligned).
Tabelle 3.15: Versuchsreihe Seam position, Versuche 62, 65 und 66
Versuch 62 Versuch 65 Versuch 66
Seam position Aligned Randon Nearest
Geschätzte Druckzeit 7m:31s 7m:29s 7m:28s
3.3.1.23 Versuchsplanung: External perimeters first
Üblicherweise werden die Perimeter von innen nach außen gedruckt. Dieses ist sinnvoll wenn
die Objekte leichte Überhänge haben. Denn wenn von außen nach innen gedruckt wird,
werden die Perimeter bei solchen Überhängen in die Luft gedruckt. Ist es anders herum
eingestellt, haftet ein Perimeter an den Nächsten. Da das Objekt in dieser Versuchsreihe
gerade Außenseiten hat, wird hier untersucht, welche Auswirkungen es hat, wenn zuerst der
innere Perimeter gedruckt wird und dann nach außen hin abgeschlossen wird.

3. Material und Methoden
44
Tabelle 3.16: Versuchsreihe External perimeters first, Versuche 62 und 67
Versuch 62 Versuch 67
Detect bridging perimeters nicht aktiv aktiv
Geschätzte Druckzeit 7m:31s 7m:31s
Layer-Anzahl 11 10
Zeilen gesamt 5758 5741
Benötigtes Filament [mm] 112 109
3.3.1.24 Versuchsreihe: Fill density
Die Füllung des Objektes, ist ein wichtiger Faktor für die Stabilität. Je massiver ein Objekt
gedruckt wird, je stabiler ist dieses. Wird der Füllgrad jedoch zu hoch gewählt, entsteht die
Gefahr des Warp-Effektes. Es ist darauf zu achten, dass die Füllung nicht zu niedrig gewählt
wird, damit das Objekt geschlossen gedruckt wird. Denn wenn die Abstände zu groß werden,
wird zu viel Material in der Luft gedruckt und es entsteht keine glatte Oberfläche. Ob die
Oberfläche gut schließt kann auch durch andere Faktoren bestimmt werden, wie zum Beispiel
die Geschwindigkeit, Anzahl der Solide gedruckten Layer, gesamt Oberflächengröße und die
Layerhöhe.
Tabelle 3.17: Versuchsreihe Fill density, Versuche 62, 68 - 75
Versu
ch 68
Versu
ch 69
Versu
ch 70
Versu
ch 62
Versu
ch 71
Versu
ch 72
Versu
ch 73
Versu
ch 74
Versu
ch 75
Perimeters 10% 20% 30% 40% 50% 60% 70% 80% 90%
Geschätzte
Druckzeit
7m:22
s
7m:29
s
7m:32
s
7m:31
s
7m:35
s
7m:35
s
7m:35
s
7m:35
s
7m:30
s
Benötigtes
Filament
[mm]
103 105 107 112 112 114 116 118 120

3. Material und Methoden
45
3.3.2 Versuchsplan der Gussformen für die Schokolade
Im ersten Schritt werden die Gussformen mit dem CAD-Programm Inventor erstellt. Es
werden verschiedene Formen konstruiert. Eine dieser Formen ist in Abbildung 3.6 dargestellt,
die anderen sind im digitalen Anhang im Ordner „Schokoladengussformen“ gespeichert.
Dabei variieren die Muster, um zu testen, wie fein die Muster gewählt werden können um sie
später in der Schokolade zu erkennen. Die Höhe der Muster wir zudem unterschiedlich
gewählt, da dieses Einfluss auf die Haftung der Schokolade haben kann. Nach dem die
Formen gedruckt wurden, werden alle Formen abgetafelt. Die Formen die sich als geeignet
zeigen, werden erneut verwendet um eventuelle Fehler bei der Temperierung auszuschließen.
Sollte daraufhin kein positives Ergebnis erfolgen, sollte das weitere Vorgehen diskutiert
werden.
Abbildung 3.6: Schokoladengussform mit Hochschullogo und Bemaßungen
3. Material und Methoden
46
Die Einstellungen des 3D-Druckers, werden aus den Versuchen mit den Chips übernommen.
Jede der STL-Dateien wird genau wie die Chips mit Slic3r bearbeitet und der G-Code
gedruckt.

4. Ergebnisse
47
4. Ergebnisse
4.1 Vorversuche
4.1.1 Versuchsreihe z-offset
Erläuterung Abschnitt 3.3.1.1, Seite 33
Die Oberseite der Versuchsreihe z-offset ist in Abbildung 4.1 dargestellt und die Unterseite
Abbildung 4.2 abgebildet. Zusätzlich sind alle Versuche im elektronischen Anhang im Ordner
„Bilder der Vorversuche“ gespeichert. Bei Versuch 1 ist zu erkennen, dass der erste Layer
nicht gleichmäßig geschlossen ist- die Füllung des Objektes wurde zu schnell gedruckt, daher
ist die Oberfläche nicht vollständig geschlossen. Der Druckkopf bewegt sich nach einem
berechneten Muster von einem Punkt zum nächsten, diese Wege sind deutlich zu erkennen
zwischen den einzelnen Buchstaben. Weiterhin sind die Buchstaben nicht genügend
geschlossen. Versuch 2 zeigt von der Oberfläche und der Schrift ähnliche Ergebnisse, doch
der Boden des Objektes ist deutlich breiter gedruckt, daher ergibt sich eine geschlossene
Unterseite. Der Versuch 3 ist in Bezug auf die Oberfläche und die Schrift gleich wie die
beiden vorherigen Versuche. In diesem Versuch ist die Unterseite zu sehr auf die Druckplatte
gedrückt worden, die einzelnen Bahnen wurden sehr breit gedruckt, sodass der erste Layer
breiter ist als die darauf folgenden.
Abbildung 4.1: Oberseite der Versuchsreihe z-offset, Versuche 1-3
Abbildung 4.2: Unterseite der Versuchsreihe z-offset, Versuche 1 - 3

4. Ergebnisse
48
Fazit: Im Vergleich ist Versuch 2 mit einem z-offset von 0,1mm das beste Ergebnis in dieser
Versuchsreihe. Die Druckerstatistik ergeben in allen drei ersuchen keine Veränderungen und
alle Werte sind gleich, daher sind diese Werte kein ausschlaggebendes Kriterium für diese
Versuchsreihe. Aufgrund dieser Schlussfolgerungen, werden die weiteren Versuche mit einem
z-offset von 0,1mm durchgeführt.
4.1.2 Versuchsreihe: Retraction – Length
Erläuterung Abschnitt 3.3.1.2 Seite 33
Die Oberfläche der Versuchsreihe ist in Abbildung 4.3 dargestellt. Bei Versuch 4 ist eine
Deutlich Verbesserung der Oberfläche zu erkennen, die Bewegungen der Düse sind nicht so
stark ausgeprägt wie in Versuch 2. Die Endposition des Druckers ist noch deutlich zu
erkennen, links oberhalb der Schrift. Der 5. Versuch zeigt eine geringe Verbesserung zu
Versuch 4, die Endposition der Düse ist nicht mehr so deutlich zu erkennen. Im Vergleich zu
Versuch 5 haben sich die Versuche 6, 7 und 8 nicht wahrnehmbar verändert, wenn die
Oberfläche und die Schrift betrachtet werden. Bei den Versuch 7 und 8 wurde die Unterseite
nicht Vollständig ausgedruckt.
Abbildung 4.3: Oberseite Versuchsreihe Retraction - Length, Versuche 2, 4-8
Fazit: Da auf der Oberseite ab den 5.Versuch keine Veränderung mehr wahrnehmbar ist, ist
der limitierende Faktor die Zeit in dieser Versuchsreihe, da mehr Zeit in Anspruch genommen
wird, je großer die Retraction eingestellt wird. Zusätzlich werden die Versuche 7 und 8 die
Unterseite wieder schlechter. Daher werden für die weiteren Versuche die Einstellungen von
Versuch 5 weiter verwendet, mit einer Retraction von 2 mm.

4. Ergebnisse
49
4.1.3 Versuchsreihe: Lift Z
Erläuterung Abschnitt 3.3.1.3 Seite 34
Die Versuche 9 und 10 zeigten beide sie gleichen Ergebnisse, die Oberfläche ist nicht glatt.
An den Punkten wo die Z-Achse hochgefahren ist, sind kleine Erhebungen erkennbar, dieses
ist in Abbildung 4.4 abgebildet. In Abbildung 4.5 ist die Unterseite der Versuchsreihe
dargestellt und er ist zu erkennen, dass bei den Versuch 9 und 10 die Unterseite nicht
geschlossen gedruckt wurde.
Abbildung 4.4: Oberseite Versuchsreihe Lift Z, Versuche 5, 9 und 10
Abbildung 4.5: Unterseite Versuchsreihe Lift Z, Versuch 5, 9 und 10
Fazit: Da sich eine deutlich erkennbare Verschlechterung der Oberfläche durch die
Einstellung des Lift Z ergeben hat, bleiben die Einstellung der Z-Höhe bleiben bei 0mm wie
bei Versuch 5.
4.1.4 Versuchsreihe: Speed
Erläuterung Abschnitt 3.3.1.4 Seite 34
Die Ergebnisse der Versuchen 11 bis 13 weisen deutlich schlechtere Ergebnisse auf als
Versuch 5. Die Lücken zwischen den einzelnen Bahnen die in einem Layer gedruckt wurden,
werden von Versuch 11 bis Versuch 13 größer. Auch die Unterseite der drei Versuche ist
nicht ausreichend geschlossen.

4. Ergebnisse
50
Abbildung 4.6: Oberseite Versuchsreihe Speed, Versuche 5, 11 – 13
Abbildung 4.7: Unterseite Versuchsreihe Speed, Versuche 5, 11 - 13
Fazit: Die Verschlechterung der Druckergebnisse von den Versuche 11 bis 13 kann durch die
Geschwindigkeit des Retracts zustande kommen, da evtl. zunächst nicht genügend Material in
der Düse ist, wenn die Ersten Bahnen der Layer nicht ausreichend gedruckt wurden. Daher
werden die Einstellungen von 30 mm/s des Versuches 5 weiterhin verwendet.
4.1.5 Versuchsreihe: Extra length on restart
Erläuterung Abschnitt 3.3.1.5 Seite 35
Die Versuche 14 und 15 weisen deutlich schlechtere Ergebnisse auf. Es ist zu erkennen, dass
zu viel Material ausgegeben wurde und daher das Druck Bild sehr unsauber ist. Wie in
Abbildung 4.8: Oberseite Versuchsreihe Extra length on restart, Versuch 5,14 und 15
Abbildung 4.9: Unterseite Versuchsreihe Extra length on restart, Versuche 5, 14 und 15

4. Ergebnisse
51
Fazit: Da die Ergebnisse Der Versuche 14 und 15 deutlich schlechter sind als das Ergebnis
des Versuches 5. Daher wird mit den Einstellungen von Versuch 5 weiter gearbeitet.
4.1.6 Versuchsreihe: Minimum travel after retraction
Erläuterung Abschnitt 3.3.1.6 Seite 35
Der Schriftzug bei Versuch 16 wurde zu dünn gedruckt, daher entsteht keine geschlossene
und glatte Oberfläche. Bei Versuch 17, 18 und 19 sind die einzelnen Bahnen etwas breiter
doch immer noch nicht vollständig geschlossen. Da bei allen Versuchen die Unterseite nicht
ausreichend geschlossen gedruckt wurde, wurde nun Versuch 5 wiederholt. Der nun
entstandene Versuch 5.2 ist auch nicht genügend geschlossen. Aufgrund dessen wird der
Abstand zwischen Hotend und Druckbett neu eingestellt auf 0,2mm. Zusätzlich wurden die
Riemen der X- und Y-Achse nachgespannt, da leichte Unebenheiten am Rand der Chips
aufgetreten sind. Die Versuchsreihe wurde erneut durchgeführt und dabei zeigte sich das die
Oberfläche von Versuch 16.1 deutlich besser geschlossen ist als die Oberfläche von Versuch
16. Der Versuch 17 ist vom Ergebnis gleich wie Versuch 5.3, nur die Übergänge von außen
nach innen sind besser gedruckt worden. Die Versuche 18 und 19 weisen im Vergleich zu
Versuch 17 schlechtere Ergebnisse auf, da Filament Reste zwischen den Elementen sind, stark
ausgeprägt am unteren Ende des Buchstabens „e“.
Abbildung 4.10: Oberseite Versuchsreihe 2 Minimum travel after retraction, Versuche 5, 16-19
Fazit: es sind nur kleine Unterschiede zwischen den einzelnen Objekten, doch der Versuch 17
wurde am besten gedruckt, es sind bei diesem Versuch weniger Übergänge von einem
Element zu anderen erkennbar. Daher wird mit der Einstellung weiter gearbeitet, dass
Minimum 1 mm Abstand zwischen einzelnen Elementen sein muss, damit eine Retraction
durchgeführt wird.
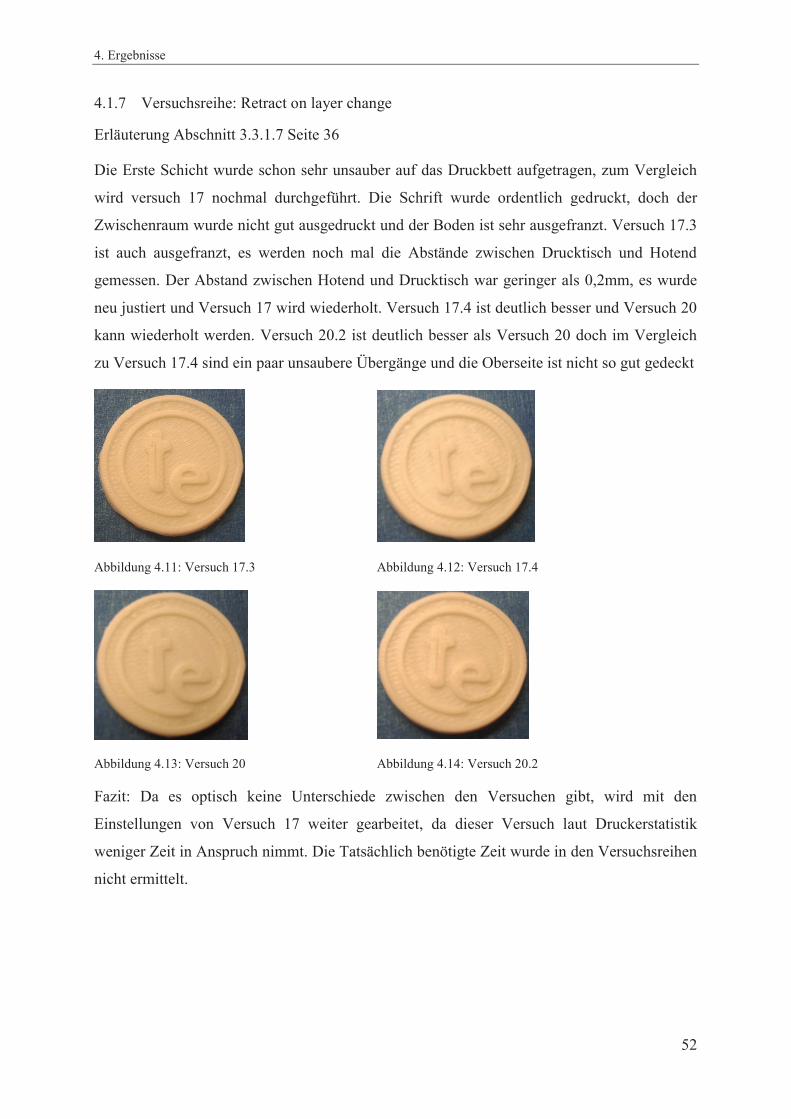
4. Ergebnisse
52
4.1.7 Versuchsreihe: Retract on layer change
Erläuterung Abschnitt 3.3.1.7 Seite 36
Die Erste Schicht wurde schon sehr unsauber auf das Druckbett aufgetragen, zum Vergleich
wird versuch 17 nochmal durchgeführt. Die Schrift wurde ordentlich gedruckt, doch der
Zwischenraum wurde nicht gut ausgedruckt und der Boden ist sehr ausgefranzt. Versuch 17.3
ist auch ausgefranzt, es werden noch mal die Abstände zwischen Drucktisch und Hotend
gemessen. Der Abstand zwischen Hotend und Drucktisch war geringer als 0,2mm, es wurde
neu justiert und Versuch 17 wird wiederholt. Versuch 17.4 ist deutlich besser und Versuch 20
kann wiederholt werden. Versuch 20.2 ist deutlich besser als Versuch 20 doch im Vergleich
zu Versuch 17.4 sind ein paar unsaubere Übergänge und die Oberseite ist nicht so gut gedeckt
Abbildung 4.11: Versuch 17.3 Abbildung 4.12: Versuch 17.4
Abbildung 4.13: Versuch 20 Abbildung 4.14: Versuch 20.2
Fazit: Da es optisch keine Unterschiede zwischen den Versuchen gibt, wird mit den
Einstellungen von Versuch 17 weiter gearbeitet, da dieser Versuch laut Druckerstatistik
weniger Zeit in Anspruch nimmt. Die Tatsächlich benötigte Zeit wurde in den Versuchsreihen
nicht ermittelt.

4. Ergebnisse
53
4.1.8 Versuchsreihe: Wipe while retracting
Erläuterung Abschnitt 3.3.1.8 Seite 36
Abbildung 4.15: Versuch 21 Oberseite Abbildung 4.16: Versuch 21 Unterseite
Fazit: Auch hier sind optisch keine Unterschiede zu erkennen und es wird mit den
Einstellungen von Versuch 17 weiter gearbeitet, da dieser Versuch laut Druckerstatistik
weniger Zeit in Anspruch nimmt.
4.1.9 Versuchsreihe: Extrusion multipier
Erläuterung Abschnitt 3.3.1.9 Seite 36
Die Unterseite von Versuch 22 ist gut geschlossen aber Layer 6 bevor die Schrift beginnt
weißt viele Lücken auf, mehr als bei Versuch 17. Im Vergleich zu Versuch 22 ist der Layer 6
besser geschlossen aber immer noch nicht so gut wie Versuch 17. Der Versuch 24 ist
hingegen besser gedruckt worden als Versuch 17, doch der Rand des Objektes ist nicht
gleichmäßig. Der Layer 6 (letzter geschlossener Layer, bevor die Schrift gedruckt wird)
wurde bei Versuch 25 am besten ausgedruckt.
Abbildung 4.17: Oberseite Versuchsreihe Multipier, Versuche 17.4, 22-25
Fazit: Da es bei Gussformen wichtig ist das die Oberflächen geschlossen sind, wird Versuch
25 bevorzug, da hier die Oberfläche am besten geschlossen gedruckt wurde. Das liegt daran
das der Extruder bei diesem Versuch das meiste Material ausgegeben hat im Vergleich zu den
anderen Versuchen.
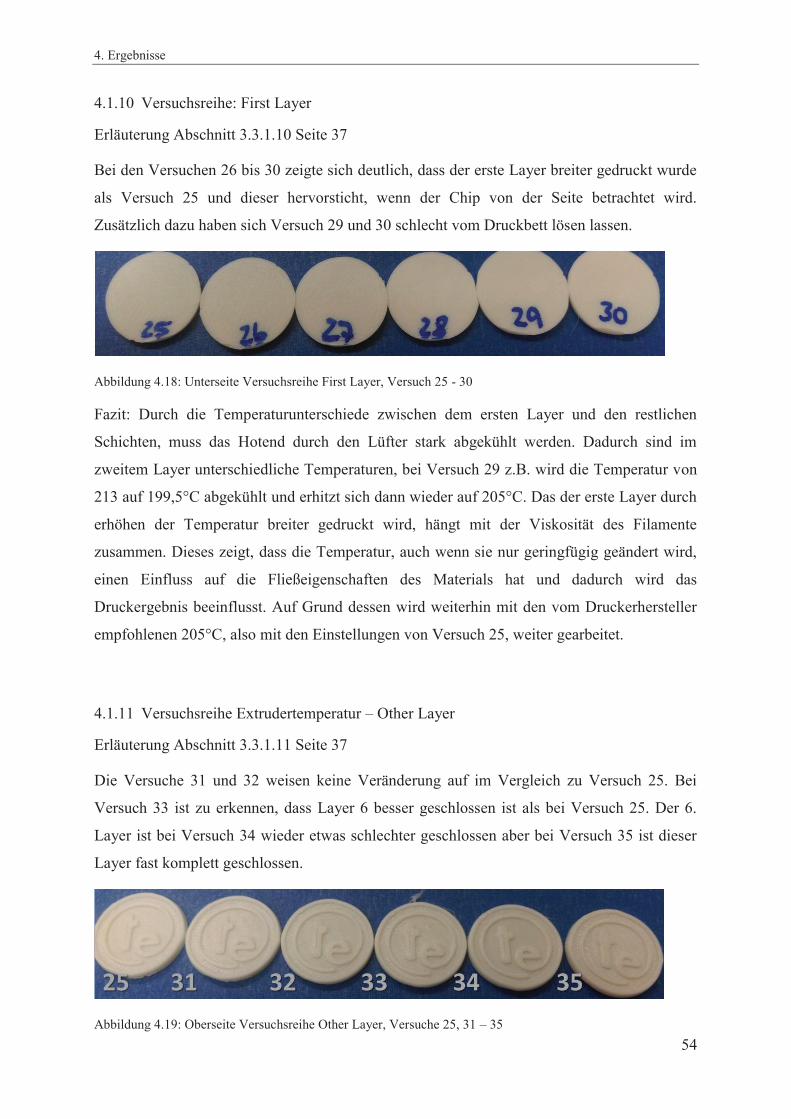
4. Ergebnisse
54
4.1.10 Versuchsreihe: First Layer
Erläuterung Abschnitt 3.3.1.10 Seite 37
Bei den Versuchen 26 bis 30 zeigte sich deutlich, dass der erste Layer breiter gedruckt wurde
als Versuch 25 und dieser hervorsticht, wenn der Chip von der Seite betrachtet wird.
Zusätzlich dazu haben sich Versuch 29 und 30 schlecht vom Druckbett lösen lassen.
Abbildung 4.18: Unterseite Versuchsreihe First Layer, Versuch 25 - 30
Fazit: Durch die Temperaturunterschiede zwischen dem ersten Layer und den restlichen
Schichten, muss das Hotend durch den Lüfter stark abgekühlt werden. Dadurch sind im
zweitem Layer unterschiedliche Temperaturen, bei Versuch 29 z.B. wird die Temperatur von
213 auf 199,5°C abgekühlt und erhitzt sich dann wieder auf 205°C. Das der erste Layer durch
erhöhen der Temperatur breiter gedruckt wird, hängt mit der Viskosität des Filamente
zusammen. Dieses zeigt, dass die Temperatur, auch wenn sie nur geringfügig geändert wird,
einen Einfluss auf die Fließeigenschaften des Materials hat und dadurch wird das
Druckergebnis beeinflusst. Auf Grund dessen wird weiterhin mit den vom Druckerhersteller
empfohlenen 205°C, also mit den Einstellungen von Versuch 25, weiter gearbeitet.
4.1.11 Versuchsreihe Extrudertemperatur – Other Layer
Erläuterung Abschnitt 3.3.1.11 Seite 37
Die Versuche 31 und 32 weisen keine Veränderung auf im Vergleich zu Versuch 25. Bei
Versuch 33 ist zu erkennen, dass Layer 6 besser geschlossen ist als bei Versuch 25. Der 6.
Layer ist bei Versuch 34 wieder etwas schlechter geschlossen aber bei Versuch 35 ist dieser
Layer fast komplett geschlossen.
Abbildung 4.19: Oberseite Versuchsreihe Other Layer, Versuche 25, 31 – 35

4. Ergebnisse
55
Fazit: Auch bei dieser Versuchsreihe ist zu erkennen, dass mit steigender Temperatur sich die
Viskosität verändert. Bei dieser Versuchsreihe wirkt sich dieses positiv auf das Ergebnis aus,
daher wird mit den Einstellungen von Versuch 35 weiter gearbeitet.
4.1.12 Versuchsreihe: Betttemperatur
Erläuterung Abschnitt 3.3.1.12 Seite 37
Die Versuche wurden nicht geschlossen gedruckt, das heißt an der Unterseite und Layer 6
sind Löchrig. Auf Grund der Füllung des Bodens, wird Versuch 35 nochmal wiederholt.
Auch da ist der Boden nicht komplett geschlossen. Das Blue-Tape wurde gewechselt, die
weißen Stellschrauben an der Z-Halterung wurden fester gezogen und die Halterung wurde
ca. ein halben cm nach unten gesetzt und somit Druckbett wurde nach unten gesetzt, so dass
es näher zur Halterung ist. Dann wurde Versuch 35 nochmal wiederholt. Bei Versuch 35.3
war der Abstand zu gering, bei 35.4 zu groß nach erneuten justieren und deswegen wurde in
Slic3r der z-offset auf -0,2mm geändert. Daraufhin war das Ergebnis besser. Die Änderung
des z-offset ist eine Möglichkeit den Abstand zwischen Druckbett und Hotend schnell zu
anzupassen, da oft nur 0,1 mm im Abstand verändert werden muss, um ein besseres Resultat
zu erreichen.
Abbildung 4.20: Oberseite Versuchsreihe Druckbetttemperatur, Versuche 35 – 40
Abbildung 4.21: Unterseite Versuchsreihe Druckbetttemperatur, Versuche 35 – 40

4. Ergebnisse
56
Abbildung 4.22: Oberseite Wiederholungsversuche von Versuch 35
Abbildung 4.23: Unterseite Wiederholungsversuche von Versuch 35
Fazit: An sich gab es keine Unterschiede am Objekt selber, es wird bei dieser Versuchsreihe
lediglich die Haftung des Objektes am Druckbett, bzw. Blue-Tape untersucht und da ergaben
sich keine Unterschiede. Daher werden die Versuche nicht nochmal wiederholt und es werden
mit den Einstellungen von Versuch 35 weitergemacht, da es sehr lange dauert das Druckbett
auf eine höhere Temperatur zu heizen.
4.1.13 Versuchsreihe: Layer height
Erläuterung Abschnitt 3.3.1.13 Seite 38
Versuch 41 wurde mit der geringsten Layerhöhe gedruckt. Der Rand des Objektes ist deutlich
feiner, im Vergleich zu Versuch 35. Die Oberfläche ist Löchrig und die Layeranzahl ist
ausreichend, damit ein Füllmuster gedruckt werden kann, dieses ist deutlich zu erkennen im
ausgedruckten Objekt. Der Versuch 42 wurde nicht ganz so fein gedruckt wie Versuch 41, ist
aber noch deutlich feiner als der Chip aus Versuch 35. Die Oberfläche ist nicht ganz so
löchrig, wie der Versuch 41 und auch das Füllmuster ist nicht so deutlich zu erkennen. Der
Außenrand von Versuch 43 wurde gerade gedruckt und die Oberfläche ist annähernd
geschlossen. Auch bei Versuch 44 ist die Oberfläche gut geschlossen, aber der Rand wurde
etwas schief gedruckt.

4. Ergebnisse
57
Abbildung 4.24: Oberseite Versuchsreihe Layer height, Versuche 35, 41-44
Fazit: es wird mit Versuch 43 weiter gearbeitet, da der Rand sehr gut ist und die Oberfläche
gut geschlossen ist.
4.1.14 Versuchsreihe First layer height
Erläuterung Abschnitt 3.3.1.14 Seite 39
Die Versuche 45 bis 48 weisen eine geschlossen Unterseite auf. Es ist deutlich zu erkennen,
dass die Bahnen des ersten Layers von Versuch zu Versuch Breiter werden. Dieses war zu
erwarten, da durch die Layerhöhe auch die Breite des Ausdruckes beeinflusst wird. Die
Versuche 48 und 49 haben keine geschlossene Unterseite.
Abbildung 4.25: Unterseite Versuchsreihe First layer height, Versuche 45 - 50
Fazit: Die Unterseiten der Versuche 45 und 46 sind vollständig geschlossen und ergeben eine
sehr feine Oberfläche. Um eine Entscheidung zu treffen welche der Versuche ausgewählt wird
um mit diesen Einstellungen weiter zu arbeiten, werden die Parameter der Druckstatistik
betrachtet. Da Versuch 46 etwas weniger Zeit benötigt um den Chip herzustellen, wird dieser
Versuch bevorzugt.
4.1.15 Versuchsreihe: Perimeter
Erläuterung Abschnitt 3.3.1.15 Seite 40
Die Schrift der Versuche 51 und 52 ist anders ausgefüllt. Das Muster wie die Buchstaben
gefüllt wurden, hat sich durch die Anzahl der Perimeter verändert und die füllt sie mehr aus.

4. Ergebnisse
58
Auch die Füllung des letzten Layers ist geschlossener als Versuch 46. Von der Seite
betrachtet ist der Chip gerade und die Füllung ist komplett gedruckt worden aber nicht bis
zum Perimeter hin gedruckt, daher erstehen zwischen Füllung und Perimeter Lücken. Im
Gegensatz dazu sind die Versuche 53 und 54 genauso ausgefüllt und gedruckt wie Versuch
46, daher sind da keine Unterschiede zu erkennen.
Fazit: Die weiteren Versuche werden mit den Einstellungen von Versuch 46 durchgeführt. Da
die Versuche 51 und 52 Lücken aufweisen zwischen Perimeter und Infill. Die Versuche 53
und 54 werden nicht in Betracht gezogen, da diese Einstellungen mehr Zeit in Anspruch
nehmen.
4.1.16 Versuchsreihe: Solid Layers – Top
Erläuterung Abschnitt 3.3.1.16 Seite 41
Der Versuch 55 wurde nur mit einer Schließenden Schicht gedruckt und dieses ist deutlich zu
erkennen, die Oberfläche ist nicht geschlossen. Auch Versuch 56 weißt noch viel Löcher auf
und die Oberfläche ist auch hier nicht geschlossen. Im Gegensatz dazu ist bei den Versuchen
46 und 57 kein Unterschied zu erkennen und die Oberfläche weißt keine Löcher auf.
Abbildung 4.26: Oberseite Versuchsreihe Solid Layers - Top, Versuche 46, 55 - 57
Fazit: Die Beiden Versuche 55 und 56 sind nicht geschlossen gedruckt worden, daher eignen
sich diese Einstellungen nicht für die weiteren Versuche. Da zwischen den Versuchen 46 und
57 keine Unterschiede zu erkennen sind, wird die Druckstatistik betrachtet und dort ist zu
erkennen, dass der Versuch 57 mehr Material benötigt als Versuch 46. Daher werden mit den
Eistellungen von Versuch 46 weiter gearbeitet.
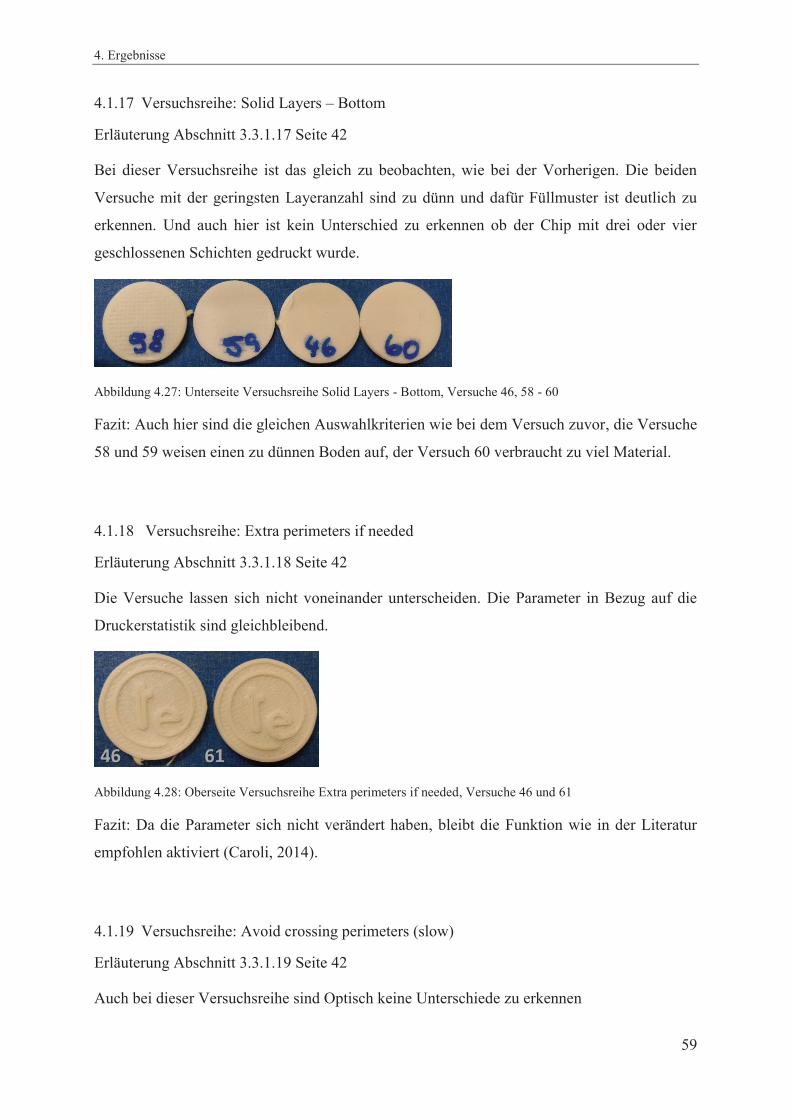
4. Ergebnisse
59
4.1.17 Versuchsreihe: Solid Layers – Bottom
Erläuterung Abschnitt 3.3.1.17 Seite 42
Bei dieser Versuchsreihe ist das gleich zu beobachten, wie bei der Vorherigen. Die beiden
Versuche mit der geringsten Layeranzahl sind zu dünn und dafür Füllmuster ist deutlich zu
erkennen. Und auch hier ist kein Unterschied zu erkennen ob der Chip mit drei oder vier
geschlossenen Schichten gedruckt wurde.
Abbildung 4.27: Unterseite Versuchsreihe Solid Layers - Bottom, Versuche 46, 58 - 60
Fazit: Auch hier sind die gleichen Auswahlkriterien wie bei dem Versuch zuvor, die Versuche
58 und 59 weisen einen zu dünnen Boden auf, der Versuch 60 verbraucht zu viel Material.
4.1.18 Versuchsreihe: Extra perimeters if needed
Erläuterung Abschnitt 3.3.1.18 Seite 42
Die Versuche lassen sich nicht voneinander unterscheiden. Die Parameter in Bezug auf die
Druckerstatistik sind gleichbleibend.
Abbildung 4.28: Oberseite Versuchsreihe Extra perimeters if needed, Versuche 46 und 61
Fazit: Da die Parameter sich nicht verändert haben, bleibt die Funktion wie in der Literatur
empfohlen aktiviert (Caroli, 2014).
4.1.19 Versuchsreihe: Avoid crossing perimeters (slow)
Erläuterung Abschnitt 3.3.1.19 Seite 42
Auch bei dieser Versuchsreihe sind Optisch keine Unterschiede zu erkennen
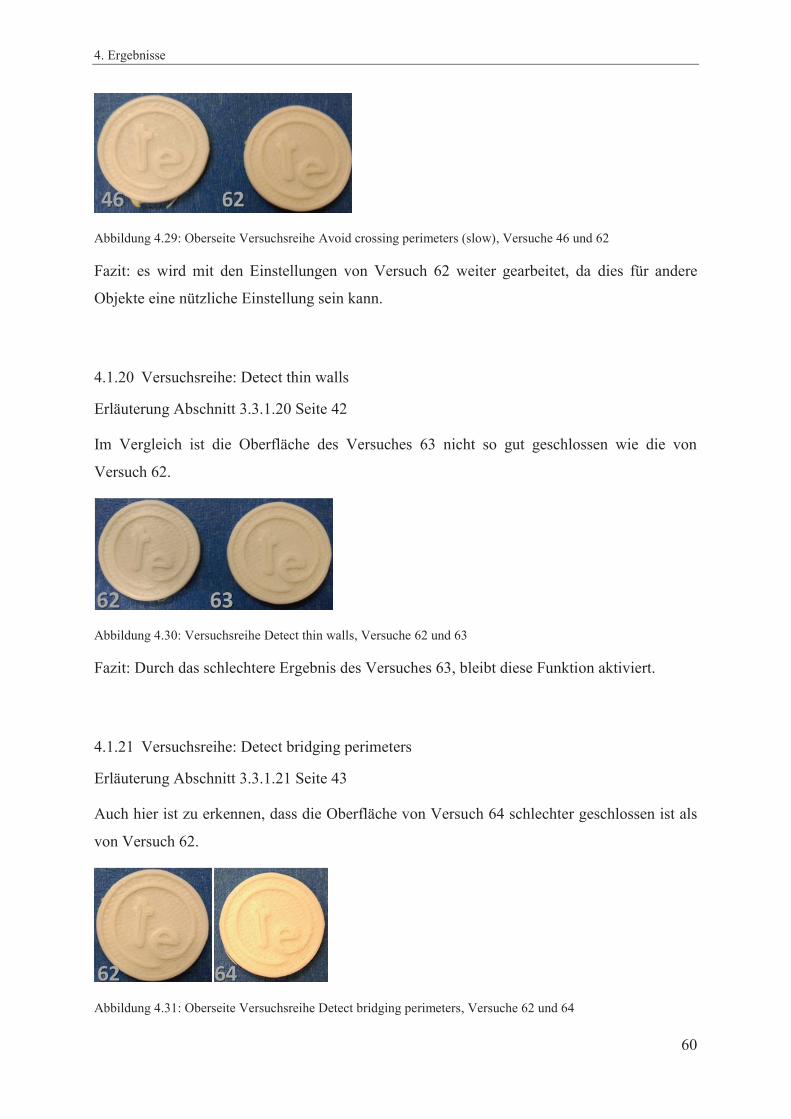
4. Ergebnisse
60
Abbildung 4.29: Oberseite Versuchsreihe Avoid crossing perimeters (slow), Versuche 46 und 62
Fazit: es wird mit den Einstellungen von Versuch 62 weiter gearbeitet, da dies für andere
Objekte eine nützliche Einstellung sein kann.
4.1.20 Versuchsreihe: Detect thin walls
Erläuterung Abschnitt 3.3.1.20 Seite 42
Im Vergleich ist die Oberfläche des Versuches 63 nicht so gut geschlossen wie die von
Versuch 62.
Abbildung 4.30: Versuchsreihe Detect thin walls, Versuche 62 und 63
Fazit: Durch das schlechtere Ergebnis des Versuches 63, bleibt diese Funktion aktiviert.
4.1.21 Versuchsreihe: Detect bridging perimeters
Erläuterung Abschnitt 3.3.1.21 Seite 43
Auch hier ist zu erkennen, dass die Oberfläche von Versuch 64 schlechter geschlossen ist als
von Versuch 62.
Abbildung 4.31: Oberseite Versuchsreihe Detect bridging perimeters, Versuche 62 und 64

4. Ergebnisse
61
Fazit: Aufgrund der schlechteren Oberfläche, wird mit den Einstellungen von Versuch 62
weiter gearbeitet.
4.1.22 Versuchsreihe: Seam position
Erläuterung Abschnitt 3.3.1.22 Seite 43
Es sind bei allen drei Versuchen keine Unterschiede zu erkennen.
Abbildung 4.32: Oberseite Versuchsreihe Seam position, Versuche 62, 65 und 66
Fazit: Da keine Unterschiede zu erkennen waren, wird mit den Einstellungen des Versuches
62 weitergearbeitet.
4.1.23 Versuchsplanung: External perimeters first
Erläuterung Abschnitt 3.3.1.23 Seite 43
Es ist deutlich zu erkennen, dass der äußere Perimeter zuerst gedruckt wurde, da es an einer
Stelle absteht und daher der Chip unförmig ist.
Abbildung 4.33: Oberseite Versuchsreihe External perimeters first, Versuche 62 und 67
Fazit: Da eine deutliche Optische Verschlechterung durch die Aktivierung dieser Funktion
eingetreten ist, werden die Versuche weiterhin ohne die Aktivierung durchgeführt.

4. Ergebnisse
62
4.1.24 Versuchsreihe: Fill density
Erläuterung Abschnitt 3.3.1.24 Seite 44
Die Versuche mit 10% und 20% Füllung weisen eine sehr Löchrig Oberfläche auf. Ab 30%
Füllgrad ist die Oberfläche geschlossen.
Es wurde die Druckbett Leveling eingebaut, diese wurde in Abschnitt 3.2 ausführlich
beschrieben und eine Wiederholung von Versuch 70 zum Vergleich durchgeführt. Z-Offset
wird auf -0,2 eingestellt, da ein Abstand von 0,2mm zwischen Druckbett und Hotend
eingestellt wurde. Der Abstand war zu gering, deswegen wurde die Datei mit einem Z-offset
von -0,1 neu versucht
Der erste Layer ist erst ab der 2.Hälte gut gedruckt, evtl. die Z-offset Einstellung nochmal
ändern, da die Haftung eventuell nicht ausreichend ist. Zunächst wurde die Einstellung
beibehalten und die Funktionsweise des Druckbett Leveling mit den Formen der Studenten
der Produktentwicklung weiter getestet. Die Oberfläche ist bei beiden gleich, die untere linke
Seite ist nicht gut geschlossen aber der Schriftzug ist besser geschlossen, dieser hat nicht mehr
so viele Löcher.
Abbildung 4.34: Oberseite Versuchsreihe Fill density, Versuche 62, 68 - 75
Fazit: Es wird mit dem Versuch 70 weiter gemacht, mit der 30%igen Füllung da dieses
Material einspart.
4.2 Schlussfolgerung und weiteres Vorgehen
Die Vorversuche wurden durchgeführt, um die Druckereinstellungen einzustellen und für den
Multirap M420 anzupassen. Weiterhin sollten die einzelnen Parameter untersucht werden um
zu wissen welche Einfluss diese auf das Ergebnis haben. Dieser Erfahrungen können dann
genutzt werden um die einzelnen Objekte individuell zu optimieren. Durch diese strukturierte
und geplante Arbeitsweise, wurde auch der Drucker besser kennengelernt. Das bedeutet,
wenn zum Beispiel die Unterseite eines Objektes nicht optimal gedruckt wird, hat dieses nicht

4. Ergebnisse
63
zwangsläufig mit den Druckereinstellungen zu tun, sondern der Abstand zwischen Drucktisch
und Hotend muss neu eingestellt werden. Entweder wird die Option z-offset angepasst oder
das gesamte Druckbett neu justiert, um den Abstand zwischen Druckbett und Hotend
einzustellen.
In den beiden nachfolgenden Abbildungen wurden die Versuche dargestellt als
Versuchsbaum. Vorab sind die einzelnen Versuchsreihen benannt. In den Kreisen sind die
Parameter notiert, die verändert wurden und darunter die Versuchsnummer. Die Roten Kreise,
sind die Versuche, die in der jeweiligen Versuchsreihe das optimalste Ergebnis erzielten. Der
Versuchsbaum gibt die Möglichkeit aller Versuche auf einem Blick zu erfassen und es ist
erkennbar welche Veränderungen Vorgenommen wurden um eine Verbesserung der
Einstellung zu erreichen. Versuch 70 hat das beste Ergebnis erzielt hat. Wenn dann alle roten
Kreise zusammen betrachtet werden, sind dieses die Einstellungen mit denen die Versuche für
die Schokoladengussformen oder auch andere Bauteile, durchgeführt werden. Einzelne
Parameter wie z-offset können dann auch individuell noch angepasst werden.

4. Ergebnisse
64
Abbildung 4.35: Versuchsbaum des Vorversuches

4. Ergebnisse
65
Die Versuchsreihen haben gezeigt, dass minimale Einstellungen die Qualität des Ausdruckes
verändert haben. Nicht nur die Qualität ist ein Faktor der beeinflusst wurde, auch die
benötigte Zeit und das Verwendete Material.
Abbildung 4.36: Vergleich von Versuch 1 und Versuch 70
In Abbildung 4.36 ist zum einen die Ergebnisse der Versuches 1 und 70 dargestellt. Im
direkten Vergleich ist zu erkennen, dass die Qualität deutlich verbessert wurde. So sind in
Versuch 1 noch sehr viele Filament Fäden zwischen den einzelnen Buchstaben und Mustern.
Auch die Oberfläche ist in Versuch 70 fast vollständig geschlossen und deutlich glatter.
Betrachtet man die Buchstaben, sind auch die feiner ausgedruckt worden und haben nicht so
viele Löcher wie in Versuch 1. Wenn dann die Druckerstatistik betrachtet wird, die von dem
Programm Repetier-Host errechnet wird, sind auch da deutliche Unterschiede zu erkennen.
Die Druckzeit ist bei Versuch 70 deutlich höher, es werden im mehr Zeilen im G-Code
geschrieben und es werden auch zwei Layer mehr gedruckt. Dafür wird die benötigte
Filamentmenge weniger, wie der Tabelle 4.1 entnommen werden kann.
Tabelle 4.1: Vergleich der Druckerstatistik der Versuche 1 und 70
Versuch 1 Versuch 70
Geschätzte Druckzeit 5m:42s 7m:32s
Layer-Anzahl 8 10
Zeilen gesamt 4956 5848
Benötigtes Filament [mm] 146 107
4. Ergebnisse
66
Die Mehrzahl der Versuche wurde nur einmal durchgeführt, dieses hatte vorwiegend zeitliche
Gründe. Einige Versuche wurden wiederholt und da ist zu erkennen, dass diese keine
Unterschiede aufweisen. Dieses ist auch zu erkennen in den Versuchsreihen, wenn ein
Parameter verändert wurde. Wie zum Beispiel bei der Versuchsreihe Druckbetttemperatur in
Abschnitt 4.1.12, da waren die Unterschiede zwischen den einzelnen Versuchen waren nur an
der Unterseite zu erkennen, nicht auf der Oberseite.
Die Druckerstatistik wurde Teilweise als Grundlage für die Auswahl verwendet, mit welchen
Einstellungen weiter gearbeitet werden soll. Diese Werte sind von dem Programm errechnet
und waren zum großen Teil nachvollziehbar. Zum Beispiel, wenn die Fülldichte zugenommen
hat, wurde mehr Filament benötigt. Später aufgefallen das einige Zeiten unglaubhaft waren.
Daher können diese Werte als Anhaltspunkt genutzt werden, doch sollte überlegt werden ob
die Richtigkeit dieser Werte noch überprüft werden müsste.
Die Versuche werden nach der Versuchsreihe des Füllgrades abgeschlossen. Dieses hatte zum
einen zeitliche Gründe, zum anderen sind die weiteren Einstellungen stark davon abhängig
was Gedruckt werden soll. Die Kategorien die nicht durchgeführt wurden, sind Füllung,
Geschwindigkeit, Stützmaterial, Multiple Extruder und Fortgeschrittene Funktionen. Das
Muster wie ein Objekt gefüllt wird, ist insofern relevant, wenn das Objekt mechanische
Belastungen ausgesetzt ist. Die Objekte werden nicht so stark beansprucht, dass dieser
Parameter weiter untersucht werden muss. Die Geschwindigkeit, wie einzelne Abschnitte
gedruckt werden sollen wird in diesem Abschnitt nicht weiter untersucht, da dies stark von
dem Objekt abhängig ist. In der Testphase wurde beobachtet, dass die Geschwindigkeit ein
klarer Qualitätsparameter ist. Daher sollten hochwertige Bauteile, mit einer sehr geringen
Geschwindigkeit gedruckt werden. Anders ist es, wenn die Objekte nur einen Nutzen erfüllen
sollen, diese können schneller gedruckt werden Zeit einzusparen. Im allgemein sollte das
Bauteil während des Ausdruckes beobachtet werden und mit einem Host-Programm kann
aktiv während des Druckvorganges die Geschwindigkeit angepasst werden. Die weiteren
Kategorien wurden nicht getestet, weil auch diese für diese Arbeit nicht relevant sind. Es wird
bei keinem Objekt Stützmaterial benötigt. Der einzige Parameter der angepasst werden kann,
sind die Loops, dieses ist abhängig von der Größe des Objektes. Denn sind die Objekte größer
ist es ausreihen ein bis zwei Loops einzustellen, da diese Zeit ausreicht um den Drucker
eventuell noch nach zu justieren.
Bei der automatischen Druckbettabmessung muss aufgepasst werden das keinerlei Filament
am Hotend ist. In der Pause die im G-Code integriert ist (ca. 90 Sekunden), sollte man das

4. Ergebnisse
67
Hotend komplett sauber machen. Wenn der Abstand zu gering ist, ist der erste Layer zu dünn
aber haftet sehr gut auf dem Blue-Tape, das Objekt lässt sich dann schlecht lösen. Die Objekte
können beim Lösen von dem Blue-Tape beschädigt werden und Reste des Tapes haften an
dem Objekt.
4.3 Ergebnisse und Diskussion der Schokoladengussformen
Die Ausgedruckten Formen werden gewaschen und mit Destillierten Wasser abgespült. Nach
dem die Formen abgetrocknet wurden, werden sie bei etwa 35°C gelagert. Diese Schritte sind
wichtig um zum einen die Formen zu reinigen, damit kein Schmutz, Staub oder
Fingerabdrücke auf der Oberfläche sind. Zum anderen sollten die Formen frei von Wasser
sein und sie dürfen nicht zu kalt sein, wenn sie mit der Schokolade gefüllt werden, da sonst
die Schokolade zu schnell auf der Oberfläche der Formen kristallisiert.
Die Schokolade wird bei etwa 50°C gelagert und die benötigte Menge wird entnommen. Um
die Schokolade auf die gewünschten Temperaturen abzukühlen wird das Verfahren der
Handtemperierung angewandt. Das Verfahren sowie die Temperaturangaben werden aus dem
Praktikumsskript der Hochschule Neubrandenburg, Modul Süßwaren- und
Getränketechnologie entnommen. Zu nächst wird 2/3 der Schokoladenmasse auf 28-28,5°C
abgekühlt und dann wird die restlich Schokoladenmasse zugegeben, um die gesamte Masse
auf 31-31,5°C zu erwärmen. Mit Hilfe eines Spritzbeutels wird die Schokolade in die Formen
gegeben und gleichzeitig unter rütteln in der Form verteilt. Die Formen werden direkt nach
diesem Arbeitsschritt in den Kühlraum gebracht, wo die Schokolade auskristallisieren kann
und abkühlt. Der letzte Schritt ist das sogenannte Austafeln. Nach einer halben Stunde werden
die Formen aus der Kühlung genommen und die Schokolade aus den Formen entnommen und
in Alufolie verpackt. Die Ergebnisse dieses Versuches, sind in den Abbildungen 4.1 bis 4.3
abgebildet.

4. Ergebnisse
68
Abbildung 4.37: Abgetafelte Schokolade und die dazugehörige Gussform
Es wurden fünf Formen gedruckt und getestet. In Abbildung 4.37 ist zu erkennen, dass die
Schokolade aus der Form entnommen werden konnte, doch die Schokoladentafel nicht in
einem Stück geblieben ist. Die Schokolade konnte nur sehr schwer aus der Form
herausgebrochen werden. Die Form, welche mit PLA gedruckt wurde, ist zwar stabil und fest
aber ein gewisser Grad Flexibilität ist gegeben. Die Schwierigkeit des herauslösen lag nicht
an der Festigkeit der Form, sondern an deren Beschaffenheit. Die Oberflächen sind in dieser
Form zu rau und die abgekühlte Schokolade haftet zu stark an der Form. In der Abbildung ist
deutlich zu erkennen, dass zwischen den Elementen die Schokolade haften geblieben ist. Bei
der Gussform, die in Abbildung 4.37 dargestellt wurde, konnte die Schokolade komplett
entfernt werden. Bei den anderen vier Formen konnte die Schokolade nicht komplett entfernt
werden, so wie in Abbildung 4.38 zu erkennen.

4. Ergebnisse
69
Abbildung 4.38: Gussform mit Resten der Schokolade
Bei der Gussform, die mit dem Logo der Fachschaftsrates für den Studiengang
Lebensmitteltechnologie hergestellt wurde, konnte die Schokolade nur an den Stellen der
Form herausgebrochen werden, wo kein Logo gedruckt wurde.
Abbildung 4.39: die gebrochene Schokolade in der Gussform
In Abbildung 4.39 ist die Schokoladengussform mit dem Logo der Hochschule
Neubrandenburg dargestellt. Bei dieser Form sowie bei zwei anderen Gussformen, war es
nicht möglich die Schokolade aus dem Formen zu entnehmen. Wie in der Abbildung zu
erkennen, ist die Schokolade in der Form gebrochen aber haftet zu sehr. Dieses war auch bei
der Reinigung ein Problem, diese waren sehr aufwendig. Die mechanischen Einwirkungen
waren Teilweise so stark, dass Teile der Muster Abgebrochen sind. Weiterhin waren kleine
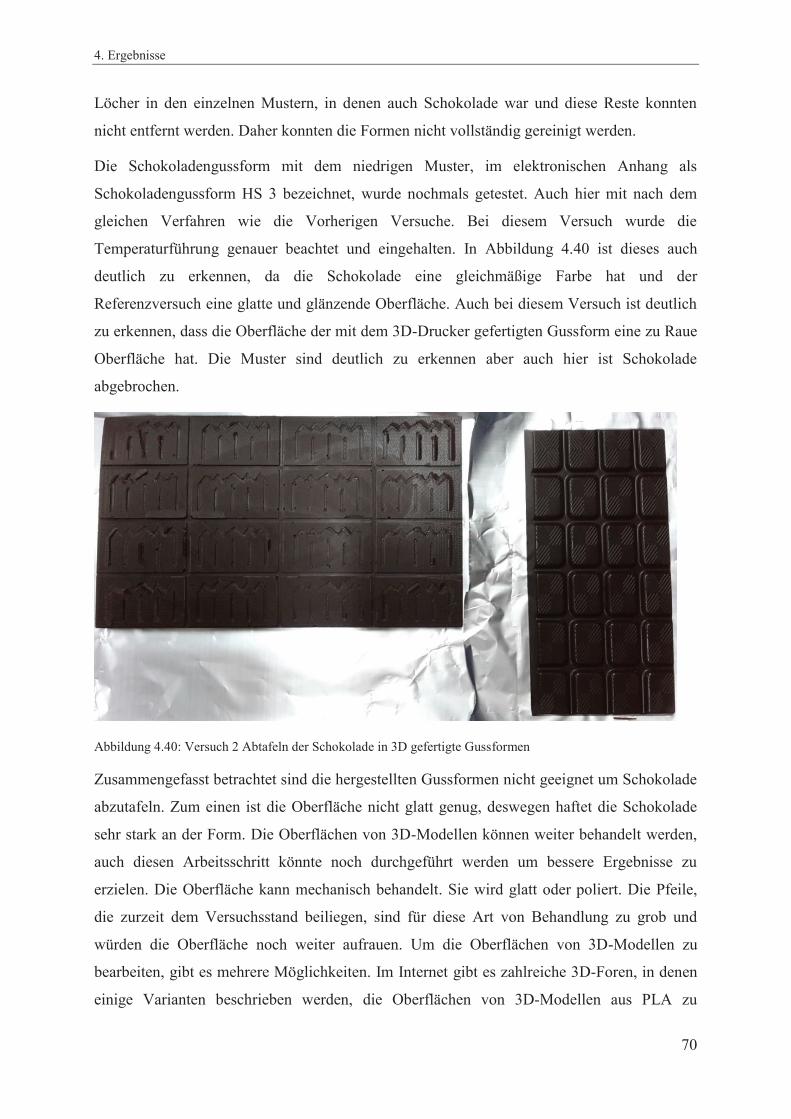
4. Ergebnisse
70
Löcher in den einzelnen Mustern, in denen auch Schokolade war und diese Reste konnten
nicht entfernt werden. Daher konnten die Formen nicht vollständig gereinigt werden.
Die Schokoladengussform mit dem niedrigen Muster, im elektronischen Anhang als
Schokoladengussform HS 3 bezeichnet, wurde nochmals getestet. Auch hier mit nach dem
gleichen Verfahren wie die Vorherigen Versuche. Bei diesem Versuch wurde die
Temperaturführung genauer beachtet und eingehalten. In Abbildung 4.40 ist dieses auch
deutlich zu erkennen, da die Schokolade eine gleichmäßige Farbe hat und der
Referenzversuch eine glatte und glänzende Oberfläche. Auch bei diesem Versuch ist deutlich
zu erkennen, dass die Oberfläche der mit dem 3D-Drucker gefertigten Gussform eine zu Raue
Oberfläche hat. Die Muster sind deutlich zu erkennen aber auch hier ist Schokolade
abgebrochen.
Abbildung 4.40: Versuch 2 Abtafeln der Schokolade in 3D gefertigte Gussformen
Zusammengefasst betrachtet sind die hergestellten Gussformen nicht geeignet um Schokolade
abzutafeln. Zum einen ist die Oberfläche nicht glatt genug, deswegen haftet die Schokolade
sehr stark an der Form. Die Oberflächen von 3D-Modellen können weiter behandelt werden,
auch diesen Arbeitsschritt könnte noch durchgeführt werden um bessere Ergebnisse zu
erzielen. Die Oberfläche kann mechanisch behandelt. Sie wird glatt oder poliert. Die Pfeile,
die zurzeit dem Versuchsstand beiliegen, sind für diese Art von Behandlung zu grob und
würden die Oberfläche noch weiter aufrauen. Um die Oberflächen von 3D-Modellen zu
bearbeiten, gibt es mehrere Möglichkeiten. Im Internet gibt es zahlreiche 3D-Foren, in denen
einige Varianten beschrieben werden, die Oberflächen von 3D-Modellen aus PLA zu

4. Ergebnisse
71
bearbeiten, z.B. die Oberfläche zu bedampfen mit Tetrahydrofuran (Johannes, 2013). Eine
andere Möglichkeit ist das Anstreichen der Oberfläche mit Epoxidharz (Doris, 2014). Die
Informationen über diese Verfahren werden in verschiedenen Blogs und Communities
verbreitet, doch wissenschaftliche Berichte wurden im Rahmen dieser Arbeit nicht gefunden.
Daher besteht ihm Rahmen weiterer wissenschaftlicher Projekte die Möglichkeit dies zu
testen.
Die Schokolade die verwendet wurde, war ein Versuch im Rahmen einer wissenschaftlichen
Arbeit und ist von der Beschaffenheit nicht optimal. Für den Test mit den Schokoladenformen
war die Masse jedoch ausreichend, denn lediglich die Partikelgröße war nicht optimal. Die
genauen Werte der Schokolade sind in der „Einfluss von Kakaopulver auf die Eigenschaften
von Schokolade bei konventioneller Prozessführung“ dokumentiert (Burk, 2016). Auch die
Temperaturführung war nicht ideal.
Eine weitere Optimierungsmöglichkeit, ist ein anderes Filament zu verwenden. Im Laufe des
Projektes wurden einige Filamente angeschafft unter anderem auch flexiblere Materialien als
PLA. Die Eigenschaften der einzelnen Filamente sind in Datenblättern zusammengefasst, die
im Handbuch hinterlegt sind. Eignen würden sich sogenannte Thermoplastische Elastomere,
wie zum Beispiel das Ninja Flex Filament oder etwa das Taulmann Nylon Bridge Filament.
Um diese Möglichkeit in Betracht zu ziehen, müsste geprüft werden ob die Filamente sich für
den Gebrauch mit Lebensmittel eignen. Laut Hersteller soll das Ninja Flex Filament
zugelassen sein für den Gebrauch im Kontakt mit Lebensmitteln. Des Weiteren müssten
ausgiebige Versuche gemacht werden um die optimalen Druckereinstellungen zu definieren.
Dies könnte gleich aufgebaut werden wie die Chip-druck-Versuche.
Auch die STL-Dateien bzw. Inventor-Dateien sollten für ein erfolgreiches Ergebnis nochmals
überarbeitet werden. Denn es hat sich gezeigt, dass die Elemente, welche in die Form
integriert wurden, zum einen Teil zu detailliert waren und zu hoch gedruckt wurden. Wie in
Abbildung 4.37 zu erkennen, sind die Elemente sehr Flach gedruckt worden und nur bei
dieser Form hat sich die Schokolade lösen können. Auch wenn die Schokolade sich schwer
von dieser Gussform gelöst hat, ist in Abbildung 4.38 zu sehen, dass die Schokolade zu sehr
an den Elementen haften blieb. Daher ist es ausreichend, wenn individuelle Gestaltungen in
einer Schokoladengussform mit maximal einem Millimeter stärke gedruckt werden.

4. Ergebnisse
72
4.4 Erfahrungsbericht Anwendungsschulung 3D-Druck
Am 1. Und 2. September 2015 wurde von den Projektmitgliedern, T. Franke und J. Steinke,
eine Anwendungsschulung mit dem Thema „3D-Druck“ veranstaltet. Die Schulung richtete
sich an Professoren und Mitarbeiter der Hochschule Neubrandenburg. Inhaltlich sollte die
Schulung einen kompletten Einblick in das 3D-Druckverfahren geben, speziell das Arbeiten
am Multirap M420. Die Präsentation, die zur Veranschaulichung einiger Themeninhalte
angefertigt wurde, ist im elektronischen Anhang beigelegt.
Nachdem der grobe Plan für die beiden Schulungstage erläutert wurde, ist Herr Franke auf die
Vielfalt der Abkürzungen eingegangen. Zum Anfang der Literaturrecherche ist es den
Projektpartnern schwergefallen, die Fülle an Abkürzungen zu erfassen. Daher hat Herr Franke
schon in seinem Zwischenbericht ein Abkürzungsverzeichnis erstellt. Dieses Verzeichnis
wurde den 4 Teilnehmern ausgehändigt und einige wichtige Abkürzung, die zum Verständnis
der Inhalte essentiell sind, wurde in diesen Zusammenhang erläutert. Im weiteren Verlauf
wurde auf die Geschichte des 3D-Drucks, die Verfahren, die Filamente, eine Vorstellung des
3D-Druckers Multirap M420 sowie auf die Dateikette vom CAD-Programm bis hin zum
fertigen Objekt eingegangen. Die Inhalte werden in diesem Kapitel nicht weiter erläutert, das
sie zum Teil in dem Abschnitt Stand von Wissenschaft und Technik aufgeführt sind oder in
der Masterthesis von Herr Franke thematisiert werden. Dann folgte im Praktischen Abschnitt
der Schulung die Inbetriebnahme des Systems. Der 3D-Drucker Multirap M420 wurde Schritt
für Schritt erklärt und simultan dazu erläutert wie das Gerät vorbereitet werden muss. Die
Kurzanleitung die in diesem Zusammenhang verwendet wurde, ist im Handbuch zu finden in
Abschnitt 0. Im gleichen Abschnitt wird das Komplette Vorgehen zudem spezifischer
erläutert.
Im weiteren Verlauf der Schulung wurden Übungen durchgeführt. Herr Helmholz hat in
seinem Masterproject einige CAD-Programme getestet und ist in diesem Zuge zu dem
Entschluss gekommen, dass Google SketchUp ein geeignetes Programm für Einsteiger ist.
Einen kurzen Einblick zu diesem Programm hat Herr Helmholz im Abschnitt 3.2.3 gegeben
(Helmholz, 2015). Auf der Website von SketchUp befinden sich einige einführende Videos
zum Erlernen des Programmes, auch wenn das Programm geöffnet wird, ist ein Link direkt zu
diesen Videos hinterlegt. Für den Einstieg in dieses Programm wurde eines dieser Videos
gezeigt. Dieses beinhaltete die wichtigsten Funktionen um einfache Zeichnungen durchführen
zu können. Auf diesem Weg wurden den Teilnehmern kurz und kompakt der Umgang mit
dem Programm erklärt, so dass gleich in eine Übung übergeleitet werden konnte. Die erste
4. Ergebnisse
73
Aufgabe die gestellt wurde, war es einen Würfel zu konstruieren. Zum Teil war der Einstieg
schwierig, die Zeichnungen in einem 3D-Format zu zeichnen. Das bedeutet, dass die
Oberfläche so gestaltet ist, dass gleich ein 3D-Objekt erstellt wird. Es wurde von den
Teilnehmern ein Quader konstruiert, statt eines Würfels. Zusätzlich wurde auf der Plattform
Thingiverse nach passenden STL-Dateien gesucht. Das heißt ein Modell das nicht zu
kompliziert konstruiert ist und die Form an sich nicht zu groß ist um die Druckzeit so kurz
wie möglich zu halten. Die Teilnehmer haben sich eine Plätzchenausstechform in Form eines
Hasen ausgesucht. Die STL-Datei wurde in Cura hochgeladen, die notwendigen
Druckereinstellungen wurden überprüft, dann wurde das Objekt auf dem Drucktisch platziert
und die gewünschten Druckeinstellungen wurden durchgeführt. Das Modell wurde dann als
G-Code auf einer SD-Karte gespeichert. Diese SD-Karte wurde genutzt um den G-Code auf
das zum Drucker zugehörige Tablet zu überführen. Die Firma Multec liefert das Tablet mit
einer dazu gehörigen App. Mit Hilfe dieser kann der Drucker gesteuert und das Objekt
gedruckt werden. Der Drucker sowie das Druckbett wurden unter dem Punkt Inbetriebnahme
des Systems soweit vorbereitet, dass der Druck zeitnah gestartet werden konnte. Es wurde den
Teilnehmern gezeigt, dass es wichtig ist, dass der erste Layer gut auf dem Druckbett platziert
wird. Diese Feinjustierung bedarf etwas Übung, daher durften die Teilnehmer dies mit
Anleitung durchführen. Die ersten 2 Ausdruckversuche sind nicht in dem Maße eingestellt
worden, dass der Ausdruck ein Erfolg wurde. Auf Grund dessen wurde der Druck beendet
und nach Reinigung des Blue-Tape der Druck erneut gestartet.
Der Praktische Teil am Ersten Tag war mit dieser Übung abgeschlossen. Zu den Haupthemen
wurden noch Extrathemen vorgetragen. Diese Themen dienten dazu die Teilnehmer
zusätzliche Informationen rund um das Thema 3D-Druck zu geben. Die Themen waren
Aktuelles aus den Medien, Beschaffung eines Druckers, Arten und Beschaffung der
Filamente, 3D-Druckdienste, rechtliche Aspekte und Oberflächenbehandlung der
ausgedruckten Modelle (Franke, 2016).
Tag zwei der Schulung wurde mit einem Rückblick des Folgetages und einen Ausblick auf
den Tag eingeführt. Zu Beginn der Schulung kam D. Helmholz dazu und konnte durch sein
know how in Bezug auf SketchUp unterstützen. Daher wurde die Schulung mit einer Übung
in SketchUp eingeleitet. Die Teilnehmer haben eine definierte Aufgabe bekommen, diese ist
in Abbildung 4.41 dargestellt. Es wurden die notwendigen Bemaßungen angegeben (Breite
12cm; Tiefe 18cm und Höhe der obersten Stufe 12cm). Bei der Problematik des Vortages die
richtigen Maßen einzugeben, konnte D. Helmholz helfen, da er sich im Rahmen seiner Arbeit

4. Ergebnisse
74
ausgiebig mit dem Programm auseinandergesetzt hat. Die Teilnehmer hatten anfänglich
Probleme die Stufen korrekt zu bemaßen und benötigten etwas Übung um die nötigen
Funktionen zu beherrschen. Zusätzlich hatten die Teilnehmer die Aufgabe das Modell als
STL-Datei zu speichern. Daraufhin sollten die Dateien selbständig in Cura eingefügt und als
G-Code gespeichert werden, mit vorher abgesprochen Einstellungen. Der 3D-Drucker wurde
zunächst In Betrieb genommen, mit der Anleitung, die den Tag davor schon verwendet
wurde. Die Teilnehmer haben Unterstützung bekommen, sollten aber die Arbeitsschritte
selbständig durchführen. Daraufhin hat jeder Teilnehmer seine eigene Treppe ausgedruckt,
aufgrund der Druckzeit wurden die Objekte kleiner skaliert.
Abbildung 4.41: Übung Treppe, Anwendungsschulung
Der nächste Punkt auf der Agenda war die Erklärung des Host-Programmes Repetier-Host,
bzw. dem Slicing-Programm Slic3r. Auch an dieser Stelle wird nicht weiter auf die
Einzelheiten eingegangen, da dieses Thema in dem Anschnitt 2.3 erläutert wird. Nach dem
Theoretischem Abschnitt folgte eine weiter praktische Durchführung. Den Teilnehmern
wurde am 3D-Drucker gezeigt und erklärt wie sie ein Filament wechseln können und welche
Einzelheiten dabei zu beachten sind. Wichtig bei diesem Vorgang ist es darauf zu achten,
welches Material verwendet wird, da die Einzelnen Materialien unterschiedliche
Schmelztemperaturen haben. Welche Temperaturen für die einzelnen Materialen zu beachten
sind, ist in den Filament-Datenblättern hinterlegt, die im Handbuch zu finden sind. Sind die
Temperaturdifferenzen zu groß, sollte während des Vorganges ein weiteres Filament
verwendet werden, welches einen Temperaturbereich zwischen den beiden Filamenten hat.
Auf diesem Weg ist es möglich die Temperatur langsam zu reduzieren ohne die Düse zu
beschädigen, zum Beispiel durch Verkrustungen im Inneren wenn das Material zu heiß
geworden ist. Ein weiterer Punkt der in diesem Zusammenhang besprochen wurde, ist die
Farbe der Filamente. Es ist darauf zu achten, wenn die Materialien unterschietliche Farben
haben, das genügend Filament extrudiert werden muss, damit das nächste Objekt sauber
4. Ergebnisse
75
ausgedruckt werden kann. Bei den Düsendurchmessern ist zu beachten, dass zwei
verschiedene bestellt wurden, 0,35mm und 0,5mm. Dabei muss weiterhin beachtet werden
welche Filamentaufnahme verwendet wird, dieses richtet sich danach, welcher Durchmesser
das Filament hat. Einer der letzten Themen für diesen Schulungstag, war die Kategorie
„Dumm gelaufen“. Anhand von fehlerhaften Ausdrucken wurde den Teilnehmern aufgezeigt
welche Fehler gemacht werden können. Ein Beispiel dafür ist ein verschobenes Objekt, das
während des Ausdruckes so gedruckt wurde, das die Layer nicht übereinander gedruckt
wurden. Dieses kann vorkommen, wenn ein der beiden Antriebsriemen nicht genügend
gespannt ist. Wartung und Pflege des Druckers ist in Abschnitt 0 erfasst. Zum Abschluss der
beiden Tage wurde eine Feedbackrunde eingeleitet, in dieser alle Teilnehmer aufführten
inwiefern die Schulung nach persönlichem empfinden verlaufen ist und offene Fragen zu
verschieden Themen wurden beantwortet.
4.5 Erfahrungsbericht Modul Produktentwicklung im Masterstudiengang
Die Studenten sollen Gießstempel konstruieren um Gummizuckerwaren herzustellen. Im
diesen Zusammenhang wurden den Studenten das Verfahren des 3D-Druckes kurz erläutert.
Im elektronischen Anhang befindet sich die PowerPoint Präsentation, Kurz-Einführung
Software CAD. Diese Präsentation ist ähnlich aufgebaut, wie die Präsentation die genutzt
wurde für die Anwendungsschulung, welche im Vorherigen Abschnitt thematisiert wurde. Die
Studenten sollten mit Google SketchUp üben wie eine CAD-Zeichnung angefertigt wird und
es wurden Anwendungsaufgaben gestellt. Die Aufgabe war es, ein Würfel zu erstellen, deren
Kanterlänge 5 cm beträgt. Diese Aufgabe diente dazu, dass die Studenten lerne wie sie einen
Körper extrudieren und definierte Längenangaben eingeben können. Dieses wurde zügig von
den Studenten gelöst und es musste wenig geholfen werden. Daraufhin wurde eine weiter
Anwendungsaufgabe gestellt, welche die gleiche war, wie in der Anwendungsschulung. Die
Studenten sollten eine Treppe konstruieren mit definierten Abmaßen. Die Treppe sollte wie
in Abbildung 4.41 erstellt werden. Dieser Aufgabe erforderte mehr Hilfestellung, da es für
einige Kurzteilnehmer nicht so einfach war die einzelnen Stufen verschieden zu extrudieren.
Die nächste Veranstaltung für dieses Modul wurde so gestaltet, das die Studenten nur eine
Anwendungsaufgabe erhalten haben. Es wurde eine beliebige Digitalkamera gewählt und aus
mehreren Perspektiven dargestellt und mittels Beamer für alle Teilnehmer sichtbar dargestellt.
Ein Versuch die Kamera zu konstruieren ist in Abbildung 4.41 abgebildet. Es war deutlich zu
sehen, dass einige Studenten Probleme mit dieser Aufgabenstellung hatten.
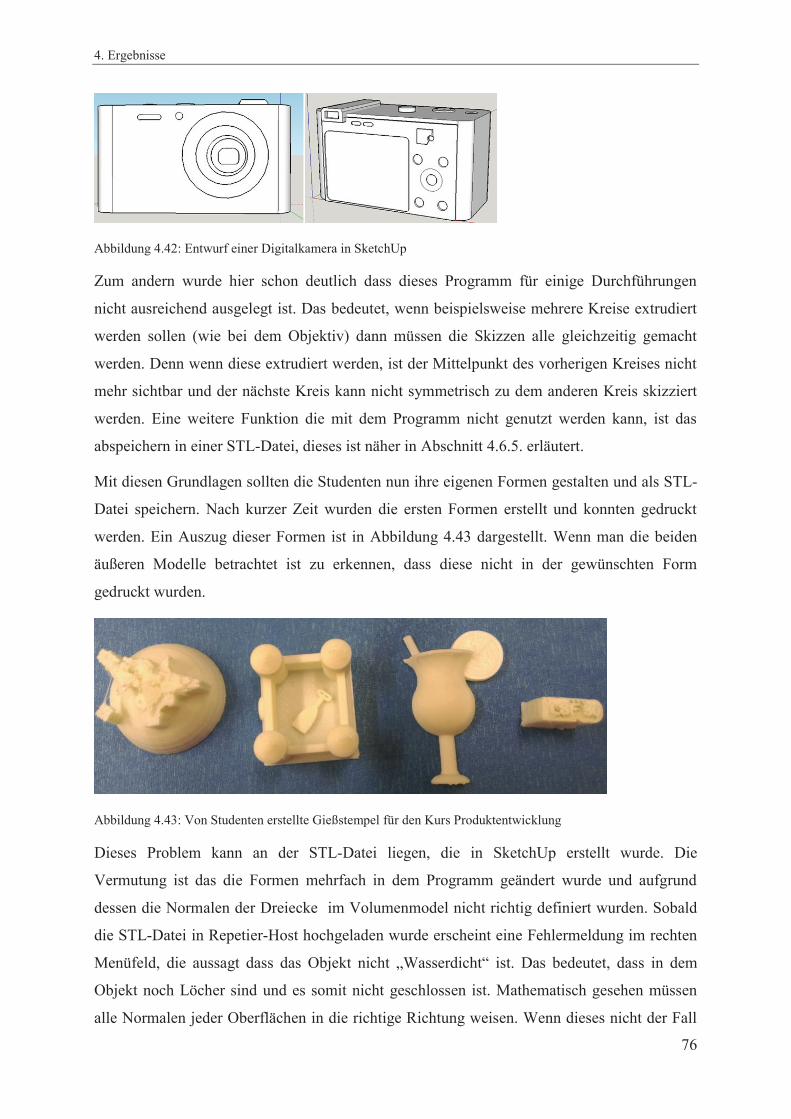
4. Ergebnisse
76
Abbildung 4.42: Entwurf einer Digitalkamera in SketchUp
Zum andern wurde hier schon deutlich dass dieses Programm für einige Durchführungen
nicht ausreichend ausgelegt ist. Das bedeutet, wenn beispielsweise mehrere Kreise extrudiert
werden sollen (wie bei dem Objektiv) dann müssen die Skizzen alle gleichzeitig gemacht
werden. Denn wenn diese extrudiert werden, ist der Mittelpunkt des vorherigen Kreises nicht
mehr sichtbar und der nächste Kreis kann nicht symmetrisch zu dem anderen Kreis skizziert
werden. Eine weitere Funktion die mit dem Programm nicht genutzt werden kann, ist das
abspeichern in einer STL-Datei, dieses ist näher in Abschnitt 4.6.5. erläutert.
Mit diesen Grundlagen sollten die Studenten nun ihre eigenen Formen gestalten und als STL-
Datei speichern. Nach kurzer Zeit wurden die ersten Formen erstellt und konnten gedruckt
werden. Ein Auszug dieser Formen ist in Abbildung 4.43 dargestellt. Wenn man die beiden
äußeren Modelle betrachtet ist zu erkennen, dass diese nicht in der gewünschten Form
gedruckt wurden.
Abbildung 4.43: Von Studenten erstellte Gießstempel für den Kurs Produktentwicklung
Dieses Problem kann an der STL-Datei liegen, die in SketchUp erstellt wurde. Die
Vermutung ist das die Formen mehrfach in dem Programm geändert wurde und aufgrund
dessen die Normalen der Dreiecke im Volumenmodel nicht richtig definiert wurden. Sobald
die STL-Datei in Repetier-Host hochgeladen wurde erscheint eine Fehlermeldung im rechten
Menüfeld, die aussagt dass das Objekt nicht „Wasserdicht“ ist. Das bedeutet, dass in dem
Objekt noch Löcher sind und es somit nicht geschlossen ist. Mathematisch gesehen müssen
alle Normalen jeder Oberflächen in die richtige Richtung weisen. Wenn dieses nicht der Fall
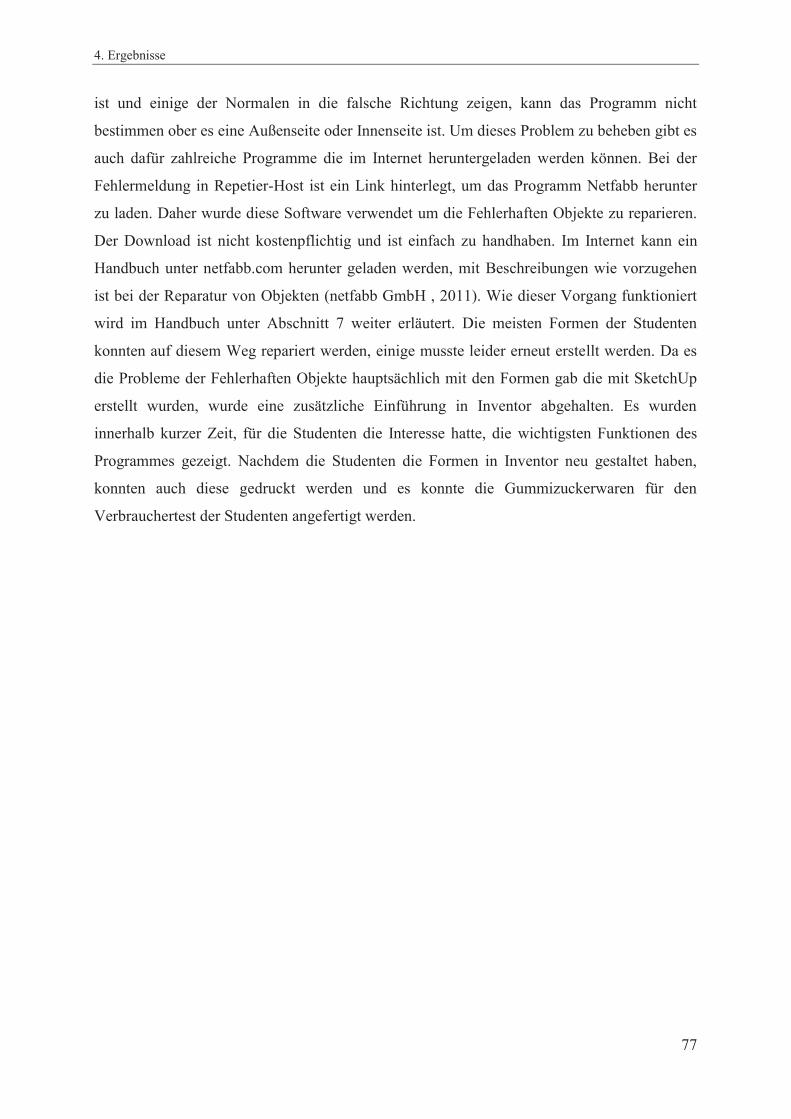
4. Ergebnisse
77
ist und einige der Normalen in die falsche Richtung zeigen, kann das Programm nicht
bestimmen ober es eine Außenseite oder Innenseite ist. Um dieses Problem zu beheben gibt es
auch dafür zahlreiche Programme die im Internet heruntergeladen werden können. Bei der
Fehlermeldung in Repetier-Host ist ein Link hinterlegt, um das Programm Netfabb herunter
zu laden. Daher wurde diese Software verwendet um die Fehlerhaften Objekte zu reparieren.
Der Download ist nicht kostenpflichtig und ist einfach zu handhaben. Im Internet kann ein
Handbuch unter netfabb.com herunter geladen werden, mit Beschreibungen wie vorzugehen
ist bei der Reparatur von Objekten (netfabb GmbH , 2011). Wie dieser Vorgang funktioniert
wird im Handbuch unter Abschnitt 7 weiter erläutert. Die meisten Formen der Studenten
konnten auf diesem Weg repariert werden, einige musste leider erneut erstellt werden. Da es
die Probleme der Fehlerhaften Objekte hauptsächlich mit den Formen gab die mit SketchUp
erstellt wurden, wurde eine zusätzliche Einführung in Inventor abgehalten. Es wurden
innerhalb kurzer Zeit, für die Studenten die Interesse hatte, die wichtigsten Funktionen des
Programmes gezeigt. Nachdem die Studenten die Formen in Inventor neu gestaltet haben,
konnten auch diese gedruckt werden und es konnte die Gummizuckerwaren für den
Verbrauchertest der Studenten angefertigt werden.

4. Ergebnisse
78
4.6 Handbuch zur Durchführung
4.6.1 Aufbau und Bestandteile des Systems
Der 3D-Drucker Multirap M420 ist von der Firma Multec und die Verfahrensweise ist das
Schmelzschichtverfahren. Das Komplette System ist in Abbildung 4.45 dargestellt inklusive
Steuergehäuse, Computer und Zubehör.
Abbildung 4.44: Der Multirap M 420 mit Zubehör

4. Ergebnisse
79
Abbildung 4.45: Der Multirap M420
In Abbildung 4.45 ist Nummer Eins das Druckbett des 3D-Druckers. Auf dem Drucktisch
liegt eine Kunststoffplatte, diese wird mit dem Blue Tape befestigt.
Nummer zwei sind die sogenannten Extruder, diese sind in Abbildung 4.46 detaillierter
abgebildet. Im unteren Abschnitt (als a gekennzeichnet) befindet sich das Hotend bzw. die
Düse, sie wird mit einer Mutter befestigt. Das Quadratische Bauteil (als b beschriftet),
welches direkt an der Mutter ist und durch das die Düse gesteckt ist, ist das Thermostat. Jede
Düse wird durch ein separates Thermostat erhitzt und dieses ist mit der Steuerung verbunden
durch die Kabel, die am hinteren Ender des Thermostates befestigt sind (hier schwarz
umwickelt).
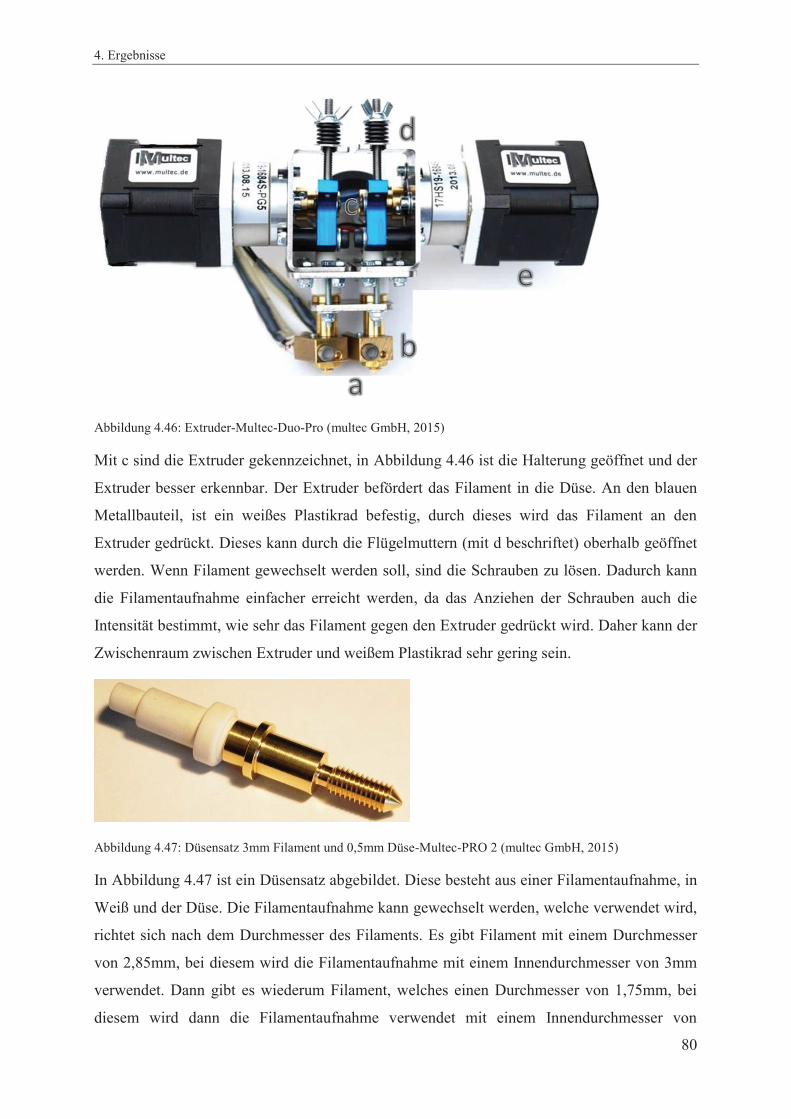
4. Ergebnisse
80
Abbildung 4.46: Extruder-Multec-Duo-Pro (multec GmbH, 2015)
Mit c sind die Extruder gekennzeichnet, in Abbildung 4.46 ist die Halterung geöffnet und der
Extruder besser erkennbar. Der Extruder befördert das Filament in die Düse. An den blauen
Metallbauteil, ist ein weißes Plastikrad befestig, durch dieses wird das Filament an den
Extruder gedrückt. Dieses kann durch die Flügelmuttern (mit d beschriftet) oberhalb geöffnet
werden. Wenn Filament gewechselt werden soll, sind die Schrauben zu lösen. Dadurch kann
die Filamentaufnahme einfacher erreicht werden, da das Anziehen der Schrauben auch die
Intensität bestimmt, wie sehr das Filament gegen den Extruder gedrückt wird. Daher kann der
Zwischenraum zwischen Extruder und weißem Plastikrad sehr gering sein.
Abbildung 4.47: Düsensatz 3mm Filament und 0,5mm Düse-Multec-PRO 2 (multec GmbH, 2015)
In Abbildung 4.47 ist ein Düsensatz abgebildet. Diese besteht aus einer Filamentaufnahme, in
Weiß und der Düse. Die Filamentaufnahme kann gewechselt werden, welche verwendet wird,
richtet sich nach dem Durchmesser des Filaments. Es gibt Filament mit einem Durchmesser
von 2,85mm, bei diesem wird die Filamentaufnahme mit einem Innendurchmesser von 3mm
verwendet. Dann gibt es wiederum Filament, welches einen Durchmesser von 1,75mm, bei
diesem wird dann die Filamentaufnahme verwendet mit einem Innendurchmesser von

4. Ergebnisse
81
1,75mm. Die Filamente werden wie in Abbildung 4.45 als 3 gekennzeichnet auf eine
Halterung gesteckt, dieses ist eine Metallstange. Diese Stange ist in eine Halterung
eingelassen und ist somit frei beweglich und es können zu jedem Zeitpunkt die Filamente
gewechselt werden.
Das Bauteil, welches in Abbildung 4.45 als 4 gekennzeichnet ist, ist die Z-Achse. Die
Extruder sind auf schlitten montiert, dadurch ist diese Baugruppe beweglich. Die Bewegung
in Z-richtung, wird durch eine Spindel durchgeführt, welche durch einen Elektromotor
koordiniert wird. Die Befehle für die Bewegungen, werden über die Steuerung an den Motor
weiter gegeben und werden entweder manuell durchgeführt oder durch den generierten G-
Code.
Abbildung 4.48: Steuerung und Stelltrafo für den Multec M420
In Abbildung 4.48 ist links die Steuerung abgebildet. Es ist zu erkennen, dass alle Kabel in
das Gehäuse führen. Das Gehäuse geöffnet ist in Abbildung 4.49 dargestellt und da ist auch
die Steuerplatine zu erkennen. Wie die Kabel der einzelnen Elemente, wie die Achsenmotoren
oder der Lüfter, mit der Platine verbunden werden ist mit genauen Abbildungen in der
Aufbauanleitung beschrieben (Abschnitt 4.5.6) Verkabelung der Steuerung und eine
Übersicht ist in Abbildung 4.50 dargestellt. In dem Gehäuse selber ist ein Lüfter verbaut, der
die Platine belüftet. Die Steuerung wird mittels USB mit dem Computer oder dem Tablet
verbunden, dieses ist das graue Kabel in Abbildung 4.48, welches aus dem Steuergehäuse
führt. Um die Steuerung an zu schalten, muss recht der An-/Ausschalter betätigt werden (am
hinteren Teil des Gehäuses).

4. Ergebnisse
82
Abbildung 4.49:Gehäuse der Steuerung
geöffnet
Abbildung 4.50: Verdrahtungsplan Multirap M420
Es wurde ein Stelltrafo eingebaut, um die Leistung des Heizbettes zu erhöhen und die Zeit zu
verkürzen, die benötigt wird um das Druckbett auf die gewünschte Temperatur zu bringen.
Dieses Trafo ist rechts neben dem Steuergehäuse und muss als erstes eingeschaltet werden um
Überspannungen zu vermeiden.
Abbildung 4.51: Druckbett mit Endstops und Motoren
Das Druckbett wurde Eingangs schon beschrieben. In Abbildung 4.51 ist dieses aus einem
anderen Blickwinkel abgebildet. In der Abbildung sind die Richtungen der X- und Y-Achsen
eingezeichnet. Das Druckbett bewegt sich in die beiden Richtungen um einen Layer zu

4. Ergebnisse
83
drucken. Damit der nächste Layer gedruckt werden kann, bewegt der Extruder sich in Z-
Richtung nach oben und das Druckbett bewegt sich wieder in X- und Y- Richtung um den
nächsten Layer fertig zu stellen. Die Abmaßen des Druckraumes werden in dem Slicing-
Programm sowie im Host-Programm eingegeben. Das Druckbett ist in Y-Richtung 400mm
lang und in X-Richtung 200mm breit. Die Höhe in Z-Richtung wurde in den Programmen auf
160mm eingestellt. Bevor der Druck gestartet wird, wird jedes Mal der Drucker auf die
Home-Position gefahren. Das bedeutet, dass alle 3 Achsen auf den Null-Punkt gefahren
werden. Dieses wird mit Hilfe der Endstopps durchgeführt. Die Endstopps sind in der
Abbildung rot eingekreist und sind eine Lichtschranke. Daher ist es wichtig, wenn der
Drucker eingeschaltet wird, dass die beiden Endstopps rot leuchten. Unterhalb des Alu-Profils
der beiden Achsen wurde je ein L-förmiger Messingstreifen montiert. Dieser Streifen wurde
so angebracht, dass wenn dieser die Lichtschranke durchbricht, der Null-Punkt der einzelnen
Achsen erreicht wurde. Wenn dieser Vorgang abgeschlossen ist, hat die Steuerung die genaue
Position des Extruders und kann das Objekt an die gewünschte stelle drucken. Damit der 3D-
Drucker das Druckbett bewegen kann, sind zwei Elektromotoren montiert, in Abbildung 4.51
sind das die beiden schwarzen Bauteile. Auf die Motorwellen wurde je ein Riemenrädchen
geschraubt und durch die Riemen werden beide Achsen unabhängig voneinander bewegt. Es
ist bei den Riemen darauf zu achten das sie Parallel zur Profilstrebe verlaufen und das die
Schrauben nicht zu stark angezogen sind, sonst verziehen sich die Riemenrädchen.
Wie in Abbildung 4.44 zu erkennen, ist an den Waagen auf den der Multirap M420 steht, ein
Computer montiert. Dieser PC ist für den 3D-Drucker und hat alle notwendigen Programme
um mit dem 3D-Drucker zu arbeiten. Es sind nicht nur die Programme Repetier-Host und
Sli3r, welche in der Arbeit beschrieben sind auf dem PC installiert, sondern auch Matter
Control, Cura, Netfabb und SketchUp. Es gibt 3 Accounts die für diesen PC angelegt wurden.
Zum einen den Administrator Account für einen Mitarbeiter der Hochschule, dieser ist für die
IT in dem Fachbereich verantwortlich. Dann gibt es noch einen Account für die Studenten
und Mitarbeiter die mit dem Drucker arbeiten und dieser ist mit Administratorenrechten
ausgestattet. Der dritte Account ist für alle Studenten die im Rahmen verschiedener Projekte
an dem 3D-Drucker arbeiten möchten aber ohne Administratoren rechte. Für den letzten
Account ist das Password am Monitor ersichtlich.
Eine andere Möglichkeit den Drucker zu steuern und die Objekte zu drucken, ist über das
Tablet.

4. Ergebnisse
84
Abbildung 4.52: Tablet Multirap-Touch 2
Das Tablet wurde zusammen mit dem Bausatz bestellt und es wurde von der Firma Multec die
dazu gehörige App vorab installiert. Die App Multec 3D Druck kann von jedem Nutzer von
Google Play heruntergeladen werden aber die nötigen Lizenzschlüssel erhält der Nutzer nur
von der Firma Multec, wenn er einen Drucker kauft. In Abbildung 4.52 ist das Bedienfeld der
App abgebildet und die Funktionsweise wird im Anhang beschrieben. Die Bedienung
gestaltet sich Aufgrund der Größe der Funktionstasten schwierig, daher nicht zu empfehlen.
4.6.2 Inbetriebnahme des 3D-Druckers Multirap M420
Eine kurze Checkliste für die nachfolgenden Beschreibungen, ist im Anhang und liegt dem
System bei.
Voreinstellungen:
Als ersten Bevor etwas am Drucker gemacht wird, müssen sich die Hände gewaschen werden,
da Fettrückstände an den Händen dazu führen das die Haftung auf dem Druckbett nicht so gut
ist, wenn das Blue Tape berührt wird.
Auf den Waagen sind zwei Verteiler befestigt, diese werden an Steckerleisten eingesteckt und
eingeschaltet. Nachdem das System mit Strom versorg ist, können die beiden Lampen
eingeschaltet werden. Der nächste Schritt ist das Einschalten des Stelltrafos, erst wenn die
24V auf der Anzeige steht ist das Gerät einsatzbereit. Erst nach diesem Schritt kann die
Steuereinheit angeschaltet werden. Die beiden Endstopps für die X- und Y-Achse sollten nun
rot leuchten. Nun kann der Multirap M420 mit dem PC oder dem Tablet verbunden werden
über den USB-Anschluss.

4. Ergebnisse
85
Bevor der 3D-Drucker betriebsbereit ist, müssen noch einige Punkte kontrolliert werden. Auf
den Verfahrschienen der X- und Y- Achse kann sich Staub oder Öl befinden, dieser muss
entfernt werden, damit die Schlitten das Druckbett ohne Störungen bewegen können.
Daraufhin sollte das Druckbett manuell in alle 4 Ecken gefahren werden und dabei darauf
achten ob sich das Druckbett ohne Probleme bewegen lässt. Als letzten Schritt sollte das Blue
Tape kontrolliert werden, ob die Oberfläche geschlossen ist und keinerlei Schädigungen
erkennbar sind. Das Blue Tape kann dann ausgetauscht werden, dabei bitte beachten, dass das
Tape gerade von der Rolle entnommen wird, damit es sich nicht verzieht. Es muss nicht mit
dem Blue Tape gearbeitet werden, Kaptan Tape steht auch zu Verfügung, es ist immer darauf
zu achten welches Filament Verwendet wird und nie auf der Heizplatte direkt drucken. Das
Tape schütz zum einen die Platte, sorgt für einen besseren Halt des Objektes und dient als
Befestigung der Kunststoffplatte, die auf der Heizplatte liegt.
In den nächsten Schritt gibt es mehrere Möglichkeiten, denn nun wird der Drucker entweder
mit einem PC verbunden oder mit dem Tablet. Zunächst wird die Verbindung mit dem Tablet
beschrieben.
Den Multirap M420 mit PC und Repetier-Host bedienen:
Wie beim Tablet muss der Drucker mit dem Computer verbunden werden. Auch hier Erfolg
die Verbindung über ein USB-Kabel. Hier ist darauf zu achten das der Drucker einen seriellen
Anschluss hat und daher bei der ersten Benutzungen dieses eingestellt werden muss. Wenn
der Computer mit dem Internet verbunden ist und der Benutzer als Administrator angemeldet
ist, wird diese Einstellung automatisch angepasst. Wichtig ist das der Anschluss des Druckers
übereinstimmt. Sobald der 3D-Drucker angeschlossen ist, kann unter Systemsteuerung die
Eigenschaften des Druckers angepasst werden. Der PC der im Labor ist, hat den Anschluss
COM 3 für den Drucker gespeichert. Dieses muss mit den Druckereinstellungen in
RepetierHost übereinstimmen. Diese Einstellungen sind in Abbildung 4.53 dargestellt.
Wichtig in diesem Reiter der Druckereinstellung, ist die Baudrate 115200. Auch für andere
Host-Programme sind diese Einstellungen wichtig.

4. Ergebnisse
86
Abbildung 4.53: Druckereinstellungen in dem Programm Repetier-Host
Bei den Druckereinstellungen gibt es mehrere Register, in denen die Wichtigsten Parameter
eingestellt werden, damit der 3D-Drucker optimal genutzt werden kann. Diese sind im
Anhang abgebildet und im Computer im Labor gespeichert.
Wenn diese Einstellungen getätigt sind, muss das Programm mit dem Drucker verbunden
werden, hierzu auf den roten Button mit der Beschriftung Verbinden klicken. Sobald die
Verbindung aktiv ist, ist das Symbol grün hinterlegt. Der nächste Schritt ist es, im Menü
rechts, auf das Register Manuelle Kontrolle zu gehen. Die wichtigsten Funktionen sind in
Abbildung 4.54 dargestellt.

4. Ergebnisse
87
Abbildung 4.54: Manuelle Kontrolle in Repetier-Host mit den wichtigsten Funktionen
Dann sollte die Justierung des Druckbettes durchgeführt werden, wie im Anhang unter dem
Punkt „Den Multirap M420 mit dem Tablet bedienen“ beschrieben. Die Home-Position kann
durch den Button durchgeführt werden, der wie ein Haus gestaltet ist und keinen Inhalt hat.
Eine andere Möglichkeit ist es den G-Code „G28“ manuell in das Feld G-Code oberhalb der
Steuerung ein zu tragen. Nachdem das Druckbett eingestellt wurde, kann kontrolliert werden
ob es gerade ist, indem der G-Code „G29“ eingegeben wird. Der Drucker misst dann das
Druckbett in vier Punkten ab und die Ergebnisse sind in der Statusleiste unterhalb des
virtuellen Druckbettes nachzuvollziehen.
Um nun ein Objekt zu drucken, muss die gewünschte STL-Datei hochgeladen werden. Indem
der Button Öffnen angeklickt wird. Nachdem die gewünschte Datei gewählt wurde, erscheint
sie auf dem virtuellen Druckbett. Unter dem Register Objektplatzierung sind die
Möglichkeiten gegeben die Objekte zu kopieren, zentrieren, skalieren, drehen, schneiden und
spiegeln. Auf der linken Seite des virtuellen Drucktisches sind einige Tools angelegt. Wenn
der Button mit dem Bewegungskreuz und dem LKW aktiviert wird, kann das markierte
Objekt auf dem Drucktisch neu platziert werden. Das Objekt kann im linken Menüfeld
markiert werden, wenn die Objektgruppe blau hinterlegt ist, ist dies markiert. Dieses ist
wichtig wenn mehrere Objekte auf dem Drucktisch platziert werden sollen. Wenn das Objekt
in der richtigen Position ist und die gewünschte Größe (kann beliebig unter Skalierung

4. Ergebnisse
88
geändert werden) hat kann das slicing gestartet werden. Dieses wird durchgeführt indem
rechts im Menü das Register Slicer gewählt wird. Unter dem Menüpunkt Slicer kann das
gewünschte Programm gewählt werden. Zur Auswahl stehen je nach Version von Repetier-
Host Slic3r, Cura Engine oder Skeinforge. Je nach ausgewähltem Programm verändert sich
das Menü. In dem Projekt wurde vorrangig mit Slic3r gearbeitet, daher beziehen sich die
weiteren Beschreibungen auf dieses Programm. Wie sich das Menü aufgebaut ist, wenn Slic3r
ausgewählt wird, ist in Abbildung 4.55 dargestellt.
Abbildung 4.55: Menü in Repetier-Host, wenn das Programm Sli3r gewählt wird zum slicen
Denn hier ist es möglich gespeicherte Einstellungen auszuwählen ohne die vor jedem Druck
neu an zu passen. Die Einstellungen für die Druckereinstellung, Druckeinstellung und für die
beiden Extruder werden direkt in dem Programm Slic3r angepasst und gespeichert. Über den
Button Konfiguration öffnet sich das Programm. Wie die Einstellungen vorgenommen werden
und auf welche Einstellung zu achten ist, wird in dem Abschnitt 2.4.2 ausführlich
4. Ergebnisse
89
beschrieben. Ein Inhalt dieser Arbeit, war es die Einstellungen zu optimieren und auf das
verwendete Filament anzupassen. Wie die einzelnen Parameter eingestellt wurden und welche
Einstellungen die besten Ergebnisse erzielt haben, wird in Abschnitt 3.3 weiter erläutert.
Sind alle Einstellungen angepasst, kann der große Button Slice mit Slic3r angeklickt werden.
Zeitgleich erscheint eine grüne Statusanzeige, die den Verlauf des Prozesses abbildet. Bei
kleineren Objekten dauert dieser Vorgang nur wenige Sekunden, sofern das Objekt etwas
umfangreicher ist, kann es schon einige Minuten dauern. Sofern der Slicing-Prozess
abgeschlossen ist, wird das Objekt auf dem virtuellen Drucktisch in seinen Schichten
dargestellt. Zugleich werden Stützmaterialien und wenn gewünscht die Reise-Bewegungen
angezeigt. In dieser Anzeige kann genau nachvollzogen werden wie die einzelnen Layer
gedruckt werden sollen. Wenn es gewünscht ist, können die einzelnen Layer angezeigt
werden. Außerdem werden die Druckerstatistiken angezeigt, das wären die Geschätzte
Druckzeit, die Layer-Anzahl, die Zeilen gesamt (im G-Code) und das Benötigte Filament.
Dieses unter dem Register Vorschau zu finden. Das andere Register ist G-Code Editor, dort
ist der Komplette G-Code hinterlegt. Hier gibt es noch die Möglichkeit den G-Code zu
verändern, sollte man auf diesem Gebiet keine Erfahrungen, sollte man auch nichts weiter
verändern. Nun kann der Druck gestartet werden, in dem der Button Starte Druck oberhalb
des virtuellen Drucktisches. Gleichzeitig sollte das Register Manuelle Kontrolle gewählt
werden. Zum einen um in den Druckprozess einzugreifen, wenn es notwendig ist. Das heißt,
dass sie Parameter Flussrate und Geschwindigkeit jederzeit angepasst werden können. Zum
anderen wird der virtuelle Druck gleichzeitig zum realen Druck dargestellt mit einem
geringen Vorsprung. Auch hier gibt es die Möglichkeit den Druck zu unterbrechen, wenn
dieser nicht wie gewünscht von statten geht, indem der Notstopp Button betätigt wird. Ist der
Druck abgeschlossen, werden das Heizbett sowie der Extruder nicht weiter beheizt und
verringern ihre Temperatur. Ist dieses nicht gewünscht, kann dieses vor dem Start eines
Druckes eingestellt werden unter Druckereinstellungen, Register Drucker und dann das
Häkchen entsprechend raus nehmen, beispielsweise bei Heizbett nach Job/Beenden
ausschalten. Nach dem Der druck abgeschlossen ist, kann das Modell vom Druckbett entfernt
werden, dieses ist einfacher wenn das Druckbett noch beheizt ist und wenn eine Art Spachtel
verwendet wird. Der Spachtel/ Eiskratzer ist mehrfach in Ausgedruckter Form vorhanden und
die notwendige STL-Datei ist auf der Website von Multec zu finden.

4. Ergebnisse
90
4.6.3 Wartung und Pflege des 3D-Druckers Multirap M420
List man sich im Internet die Erfahrungsberichte durch von dem Multirap M420, fällt gleich
auf das viele Kunden ein positives Feedback geben. Der 3D-Drucker Begeistert durch seinen
Aufbau, Größe, Flexibilität aber vor allem, dass der Drucker eine sehr lange Lebensdauer hat
und nicht an Qualität verliert. Daher wirbt die Firma Multec damit, dass der 3D Drucker
Wartungsarm ist. Einige Hinweise zu Pflege gibt die Firma in der zum Gerät dazu gehörigen
Aufbau- und Bedienungsanleitung. Daher an dieser Stelle nur eine kurze Beschreibung der
wichtigsten Kriterien, zur Pflege des 3D-Druckers: Regelmäßig sollte der Drucker gereinigt
werden, vor allem wenn der 3D-Drucker längere Zeit nicht in Betrieb genommen wurde. Die
Schienen sind geölt, wenn diese gereinigt werden, sollte darauf geachtet werden, ob neues Öl
aufgetragen werden muss. Wenn der Drucker längere Zeit nicht in Betrieb war, sollte auch
das Druckbett neu justiert werden und das Blue-Tape gewechselt werden. Weiterhin sollten
die Schrauben regelmäßig kontrolliert und nachgezogen werden.
Pflege der Düsen
Für eine lange Lebensdauer der Düsen, wird empfohlen, dass für jedes Material eine Separate
Düse verwendetet werden sollte. Durch ständigen wechseln des Filaments kann es zu
Verstopfung der Düse kommen. Teilweise durch Materialreste und durch die
Temperaturunterschiede kann es zu Verkrustungen in der Düse kommen. Dass eine Düse
verstopft ist kann sich dadurch äußern, dass nicht genügend Material abgeben wird und so das
Objekt nicht wie gewünscht ausgedruckt werden kann. Sollte dieser Fall eintreten, kann
zunächst versucht werden die Düse zu spülen. Die Düse wird dabei auf eine höhere
Temperatur gebracht, wie für das Filament vorgesehen ist (PLA auf 230°C) und das wird
mehrfach extrudiert. Dieser Vorgang wird dann solange wiederholt, bis ein gleichmäßiger
Faden aus dem Hotend kommt, der keine Luftblasen beinhaltet. Ein weiter Grund für eine
Düsenverstopfung, kann Staub sein. Daher sollte das Filament mit einem kleinen Schwamm
gereinigt werden. Weiterhin sollte eine mechanische Beschädigung der Düse vermieden
werden, wie zum Beispiel das Aufbohren oder reinigen Der düse durch mechanische
Einwirkungen.

4. Ergebnisse
91
4.6.4 Filamentdatenbank
Abbildung 4.56: Datenblatt HIPS-Filament
Abbildung 4.57: Datenblatt Lay Brick Filament
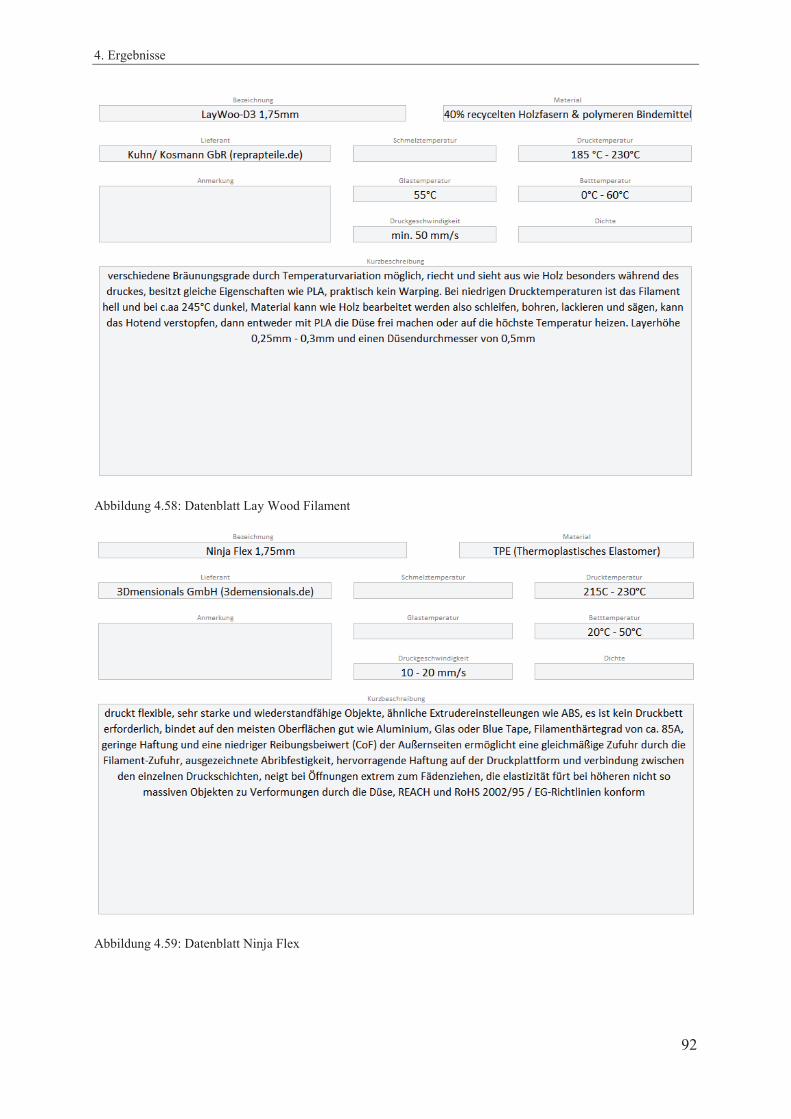
4. Ergebnisse
92
Abbildung 4.58: Datenblatt Lay Wood Filament
Abbildung 4.59: Datenblatt Ninja Flex
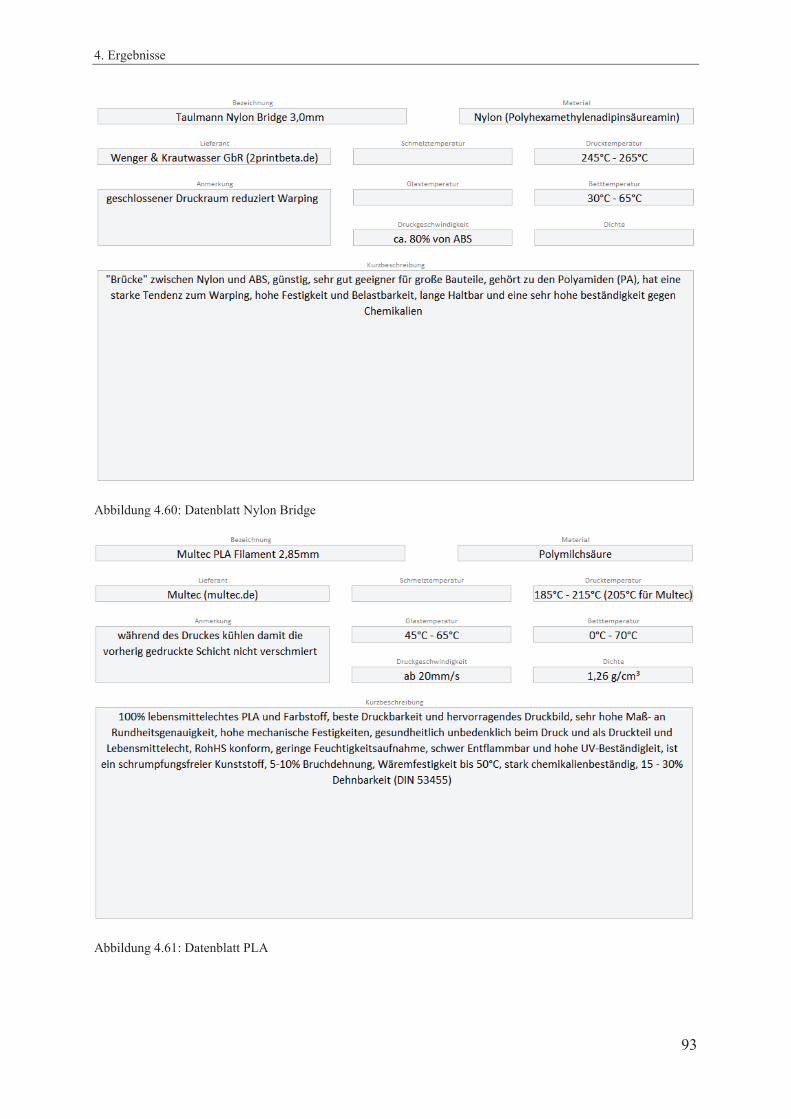
4. Ergebnisse
93
Abbildung 4.60: Datenblatt Nylon Bridge
Abbildung 4.61: Datenblatt PLA

4. Ergebnisse
94
Abbildung 4.62: Datenblatt PLA HT
Abbildung 4.63: Datenblatt Poro GelLay
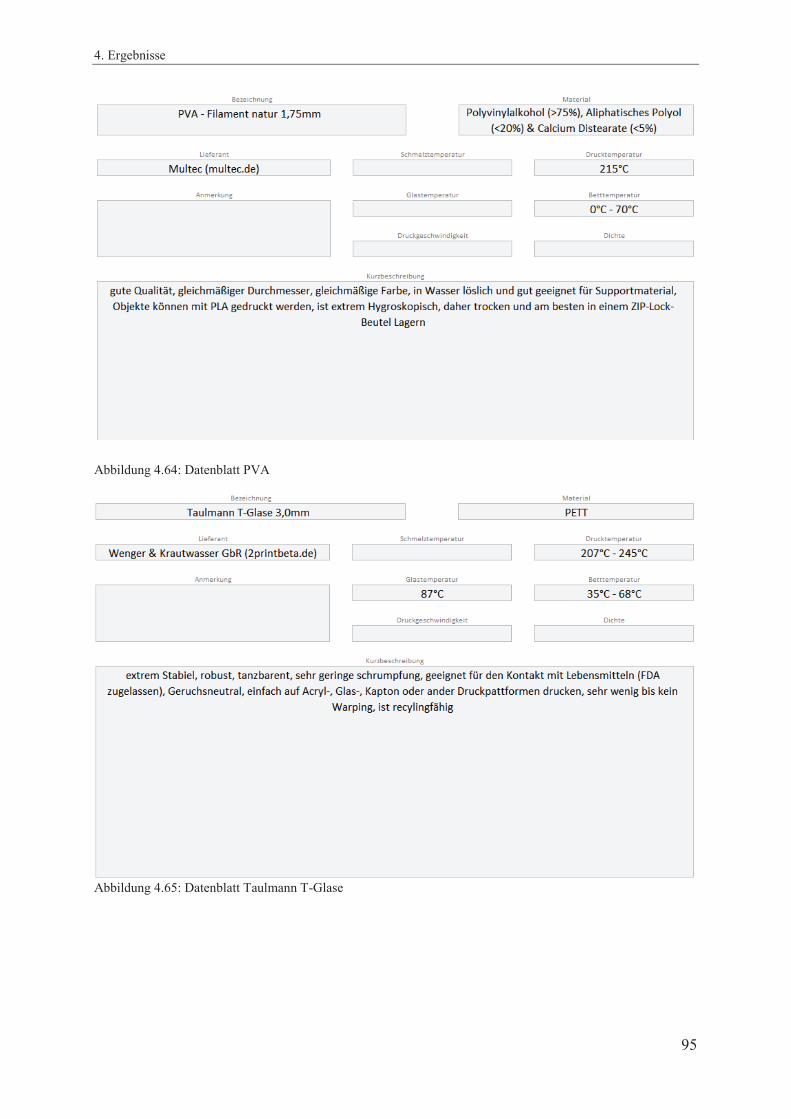
4. Ergebnisse
95
Abbildung 4.64: Datenblatt PVA
Abbildung 4.65: Datenblatt Taulmann T-Glase

4. Ergebnisse
96
4.6.5 Tipps & Tricks
Die Aufbau und Bedienungsanleitung des Multirap M420 bietet viel Tipps und Tricks für den
Umgang mit dem 3D-Drucker, daher ist sie im elektronischem Anhang gespeichert. In diesem
Abschnitt werden zusätzlich zu der Anleitung Tipps und Tricks aufgeführt, die während der
Arbeit am 3D-Drucker in diesem Projekt aufgefallen sind.
Wie kann eine STL-Datei in Google SketchUp erstellt werden?
Hierzu benötigt der Nutzer eine zusätzliche Datei, die im vornherein downloaden muss. Die
benötigte Datei ist auf der Website von SketchUp zu finden im sogenannten
Erweiterungsmarkt und es wird dazu ein Google Konto benötigt. Wenn diese Datei
heruntergeladen wurde, muss diese abgespeichert werden. Um den Vorgang während des
Kurses zu vereinfachen, wurde die notwendige Datei im Forum der Veranstaltung gespeichert
und jeder Teilnehmer musste diese Datei auf seinem Computer in einem Ordner ablegen.
Dann sollten die Studenten alle gleichzeitig diese Erweiterung aktivieren. Dafür musste sie
auf den Reiter Fenster gehen, dann auf Voreinstellung und daraufhin hat sich ein Fenster
geöffnet. Dieses Fenster ist in Abbildung 4.66 abgebildet und in diesem dann auf der linken
Seite Erweiterung wählen und dann unter auf den Button Erweiterung installieren… klicken.
Dann muss nur noch die Datei die vorher gespeichert wurde ausgewählt werden und der
Vorgang ist abgeschlossen. Nun kann unter dem Reiter Datei die Funktion Exportieren STL
genutzt werden.
Abbildung 4.66: Fenster Voreinstellung in dem Programm Google SketchUp

4. Ergebnisse
97
Warp-Effekt vermeiden
Vor allem bei massiven und großen Bauteilen kann es zu einem Warp-Effekt kommen.
Ursachen dafür können sein, das nicht genügen Haftung besteht zwischen Druckbett und
ersten Layer, unterschiedlich Abkühlgeschwindigkeiten im Objekt oder durch ungleichmäßig
verteilter Eigenspannung im Filament. Wie dieser Warp-Effekt zu erkennen ist, ist in
Abbildung 4.67 zu erkennen. Das Objekt löst sich auf der rechten Seite in diesem Bild vom
Drucktisch.
Abbildung 4.67: Objekt mit Warp-Effekt
Einige Parameter können während des Druckes verändert werden um diesen Effekt zu
verhindern. Es kann ein beheiztes Druckbett verwendet werden, die Temperaturen richten sich
dabei auf das verwendete Filament. Dadurch erhöht sich die Haftung des Filaments auf dem
Druckbett, die Temperaturunterschiede im Objekt sind nicht zu groß und dadurch kühlt das
Objekt nicht so unregelmäßig ab. Die Druckbetttemperatur kann auch dafür genutzt werden,
um die Temperaturdifferenz zwischen Druckbett und Hotend zu minimieren. Eine bessere
Haftung des Filaments auf Drucktisch kann auch erreicht werden wenn auf Blue-Tape
gedruckt wird, andere Möglichkeiten sind Kapton-Band, Klebestift, Doppelseitiges
Klebeband oder auch Haarspray. Dieses sind nur einige Möglichkeiten zur Vermeidung der
Schrumpfung, es können auch andere Parameter geändert werden um ein besseres Ergebnis zu
erzielen, wie Füllgrad oder Höhe des ersten Layers.

4. Ergebnisse
98
Es wird nicht mit genügend Material gedruckt!
An einigen Stellen der einzelnen Schichten fehlt Material. Wenn beim Drucken der Extruder
beobachtet wird, ist zu erkennen, dass sich da Material ablagert. Durch dieses überschüssige
Material kann der Extruder das Filament nicht richtig greifen und so nicht in das Hotend
befördern. Dafür kann es mehrere Gründe geben. Zum einen kann es sein das die Feder, die
das kleine Weiße Rädchen an das Filament presst, ist zu straff gezogen. Dann dieses einfach
locker und beim extrudieren stückchenweise fester ziehen. Wenn das Filament in einem
geraden Faden aus dem Hotend befördert wird, bitte nicht fester ziehen. Ein anderer Grund,
dass nicht genügend Material abgegeben wird, kann sein, dass die Düse Verstopft ist. Dann
das Hotend auf 230°C erhitzen, wenn PLA verwendet wird, und so lange extrudieren bis
genügend Material ausgegeben wird. Sollte dieses nicht der Fall seien, noch einmal versuchen
per Hand das Material durch die Düse zu drücken. Dabei die Feder vor dem Extruder lösen
und mit etwas Kraftaufwand das Filament in die Düse drücken. Wenn auch auf diesen weg
kein besseres Ergebnis erzielt wird, muss eventuell die Düse gewechselt werden.
Objekt ist nicht „Wasserdicht“
Die erstellte STL-Datei ist in Repetier-Host hochgeladen, doch das Programm zeigt an das
das Objekt nicht „Wasserdicht“ ist. Dann muss dieses Model repariert werden. Es gibt dafür
mehrere Programme, auf dem Computer im Labor ist dafür Netfabb installiert.
Netfabb wird geöffnet und dann wird im Reiter oben Bauteil gewählt und dann Hinzufügen.
Dann öffnet sich eine Fester und es kann Objekt gewählt werden, welches repariert werden
muss. Das Objekt wird nun dargestellt, und es erscheint ein Ausrufezeichen im Warndreieck
unten links im Bild, wie in Abbildung 4.68.
Abbildung 4.68: Fehlerhaftes Objekt in dem Programm Netfabb geöffnet

4. Ergebnisse
99
Dann auf den Button klicken der wie ein rotes Plus gestaltet ist in der oberen Menüleiste.
Abbildung 4.69: Menü im Reparaturmodul in
Netfabb
Sobald der Button gedrückt wurde öffnet sich ein
Reparaturmodul. Das Menü ist in Abbildung 4.69
dargestellt. Als nächsten Schritt den Button
Aktualisieren betätigen, daraufhin wird angezeigt wie
viele falsche Orientierungen und Löcher sich in dem
Objekt befinden. Um die Reparatur zu starten muss
auf den Button Reparaturautomatik unten links
geklickt werden. Dann öffnet sich ein Fenster und
Standardreparatur wird ausgewählt und der Button
Ausführen betätigt. Der nächste Schritt ist, dass der
Button Reparatur anwenden betätigt wird und es
öffnet sich ein neues Fenster. In dem Fenster den
Button Altes Bauteil löschen wählen. Wenn dann das
Warndreieck nicht mehr eingeblendet ist, ist die
Reparatur erfolgreich durchgeführt werden. Falls das
nicht der Fall ist, muss das Objekt manuell repariert
werden. Dieser Vorgang wird in dem
Benutzerhandbuch von Netfabb beschrieben und steht
im Internet zur Verfügung. Der letzte Schritt ist es
das Objekt wieder als STL-Datei zu speichern. Dieses
ist möglich, wenn in der Menüleiste oben Bauteil
ausgewählt wird daraufhin dann Bauteil exportieren
und einfach als STL auswählen. Das reparierte Objekt
wird nun im gewünschten Ordner abgespeichert.
z-offset beeinflusst den ersten Layer
Die Option z-offset ist eine Funktion die in dem Programm Slic3r eingestellt werden kann.
Der erste Layer ist der wichtigste und bestimmt unter anderem die Qualität des Bauteils. Wie
der erste Layer auf das Druckbett aufgetragen wird bestimmt die Haftung des Bauteils. Hat
das Material nicht genügend Haftung, kann es im schlimmsten Fall passieren, dass der zweite
Layer nicht wie gewünscht aufgetragen werden kann. Bei kleineren Flächen kann es auch
4. Ergebnisse
100
sein, dass beim Ausdrucken des zweiten Layers, die erste Schicht sich ablöst und so an der
Düse sich das Filament sammelt. Bei größeren Bauteilen, die zu Massiv gedruckt werden,
kann es durch die geringe Haftung zum Warp-Effekt kommen. Um dieses zu vermeiden ist
die Justierung der Düse wichtig. Sie sollte wie vorab beschrieben auf 0,2mm eingestellt
werden. Wenn dann der Abstand doch noch zu groß ist, kann diese Differenz durch die
Option z-offset eingestellt werden. Die Änderung in dem Programm ist schnell gemacht und
wenn größere Bauteile gedruckt werden, kann zunächst mit kleineren Objekten der richtige
Abstand ausgetestet werden.
4.6.6 Die wichtigsten Begriffe (Glossar)
Im 3D-Druck gibt es viele Begriffe und dieses Glossar soll helfen diese zu verstehen.
Bezeichnung Erläuterung
ABS Ist die Abkürzung für Acrylnitril-Butadien-Styrol-Copolymerisat.
Dieses Polymer wird häufig verwendet im 3D-Druck und ist im
Vergleich zu PLA fester und Hitzebeständiger. Nachteile sind ein
unangenehmer Geruch bei der Verarbeitung, da es zum Teil aus
Giftigen Stoffen bestehen kann und ABS neigt zum Warp. Dennoch
liefert es gute Ergebnisse und die Oberflächen der Objekte können
zum Glätten mit Aceton nachbehandelt werden.
Additive Fertigung /
Additive
Manufacturing /
generative Fertigung
Bezeichnet das Verfahren zur Herstellung von Bauteilen, die durch
ablagern oder sukzessives Hinzufügen von Material entstehen. Im
Falle des FDM-Verfahrens ist es das Schichtweise auftragen von
geschmolzenem Kunststoff mithilfe von Extrudern und dem Hotend.
Die Schichten verbinden sich dauerhaft miteinander, in diesem Fall
durch Schmelzen aber auch Kleben, Sintern oder Polymerisieren
sind Möglichkeiten. Durch dieses Verfahren ist es möglich
gleichzeitig mehrere Bauteile zu produzieren, mit
unterschiedlichster Geometrie.
Bridge / Brücke Das Druckmaterial wird über eine kurze Strecke in der Luft
gedruckt, wie eine Brücke. Das Material wird zur Stabilisierung
dann wieder auf festen Untergrund gedruckt.

4. Ergebnisse
101
Bezeichnung Erläuterung
CAD Ist die Abkürzung für „Computer Aided Design“, ins Deutsche
übersetzt bedeutet CAD „rechnergestütztes Konstruieren“. Es
bezeichnet das Erstellen von Bauteilen am Computer, z.B. in den
Programmen Inventor oder SketchUp.
Druckbett /Heizbett Ist die Fläche des 3D-Druckers auf der das Material aufgetragen
wird und die 3D-Objekte entstehen. Um die Haftung zu erhöhen
wird dieses oft beheizt und dieses ist wiederum abhängig vom
Filament, welches verwendet wird.
Dual Extruder-
Technik
Besteht aus zwei Düsen, die das Material schichtweise Auftragen.
Damit können Bauteile aus zwei Materialien gedruckt werden. Seit
Ende des Jahres 2015 hat Multec ein 4-Farbextruder mit Antitropf-
Funktion veröffentlich.
Druckgeschwindigkeit Die übliche Messeinheit für die Druckgeschwindigkeit im Bereich
des 3D-Drucks ist mm/s. Je höher die Geschwindigkeit, umso mehr
Material muss der Extruder verarbeiten können. Die Qualität der
Objekte ist auch durch die Druckgeschwindigkeit beeinflussbar, je
langsamer gedruckt wird, umso besser wird das Ergebnis.
Endstop Ist im Falle des Multirap M420 ein optischer Schalter, kann aber
auch mechanisch oder magnetisch sein. Wird ausgelöst wenn der
Drucktisch das Ende erreicht hat und veranlasst das Stoppen des
Drucktisches.
Extruder Befördert das Filament in den die Düse, dieser Vorgang wird als
Extrusion bezeichnet. Die Retraction ist der umgekehrte Vorgang,
dabei wird das Filament aus Düse gezogen.
FDM Ist die Abkürzung für „Fused Deposition Modelling“ und im
deutschen wird es als „Schmelzschichtung“ übersetzt.
Schmelzfähiges Material wird in Schichten ausgegeben und daraus
entsteht das 3D-Modell.

4. Ergebnisse
102
Bezeichnung Erläuterung
Filament Ist das Schmelzfähige Material, welches beim FDM-Verfahren
verwendet wird. Ist in der Regel ein Plastikdraht, der in den
Durchmessern 3,0 und 1,75 mm auf Spulen ist.
Fill Patter /
Füllmuster / Infill
Ist von außen nicht sichtbarer Innenraum des Objektes und kann
verschiedenste geometrische Formen aufweisen, diese Vorher mit
dem Slicing-Programm festgelegt werden. Dadurch entsteht ein
Hohlraum, der durch den Füllgrad festgelegt wird und aufgrund
dieser Einstellungen kann Material und Zeit eingespart werden.
G-Code Ist eine genormte Computersprache und mit dieser kann ein 3D-
Drucker angesteuert werden. Auf diesen Weg werden die
Informationen übermittelt während des Druckes, wieviel Material
ausgegeben werden soll, welche Positionen angefahren werden, es
ist die Düsentemperatur sowie die Betttemperatur festgelegt. Es
können auch einzelne Befehle an die Druckersteuerung gesendet
werden, wie zum Beispiel G28, die dem Drucker den Befehl gibt in
die Homingposition zu fahren.
Glastemperatur Ist ein Temperaturbereich, bei dem ein Material bzw. Werkstoff eine
gummiartige bis zähflüssige Konsistenz aufweist. Dieses ist ein
Indikator für die Betttemperatur, da diese Temperaturbereich die
Haftung des Objektes bestimmt sowie den Vortriebwiederstand in
der Düse
Hotend Ist der Bauteil des Druckkopfes, welcher das Material erhitz und
schmilzt und über welches das Material in flüssiger Form
ausgegeben wird
Homing Ist die Null-Position der Drei Achsen X, Y und Z. An diesem Punkt
wird die Position des Druckkopfes festgelegt und dieser Vorgang
wird vor Beginn jedes Ausdruckes durchgeführt. In den Host-
Programmen gibt es auch einen Homing-Button oder der Befehl G
28 muss eingegeben werden. Dieses ist wichtig zum Einstellen des
Düsenabstandes zum Druckbett.

4. Ergebnisse
103
Bezeichnung Erläuterung
Kapton Ist ein Klebeband, welches aus Polyimid-Kunstoff hergestellt wird.
Es kann verwendet werden um das Druckbett zu bekleben, wenn
höhere Temperaturen erforderlich werden, zum Beispiel wenn mit
ABS gedruckt wird.
Layer Bezeichnet die einzelnen Schichten aus denen ein Objekt aufgebaut
wird. Es können beim slicen verschiedene Layerdicken eingestellt
werden, wie zum Beispiel 0,1 mm oder auch 0,4 mm. Je schmaler
der Layer umso feiner wird der Ausdruck, doch dadurch erhöht sich
die Druckzeit
Manifold Objekt Die Modelle werden durch Dreiecke gebildet, wenn jedes dieser
Dreiecke mit drei anderen Dreiecken verbunden ist, werden sie als
Manifold bezeichnet. Ist ein Objekt nicht Manifold, dann weist es an
einer Stelle ein Loch auf. Diese Objekte können dann nicht gedruckt
werden, da mathematisch nicht unterschieden werden kann
zwischen innen und außen. Diese Objekte sind nicht „Wasserdicht“.
Open GL Ist eine Programmierschnittstelle für Computergrafikanwendungen
im Bereich 2D und 3D.
Open Source Software, deren Quelltext offenliegt.
Perimeter Dieses ist der Außenbereich des Objektes. In der Regel werden sie
als erstes in einem Layer gedruckt und dann die Füllung/Infill. Die
Anzahl der Perimeter können im Slicing-Programm festgelegt
werden, in der Regel werden drei Perimeter gedruckt. Sie sind
ausschlaggebend für die Optik des Objektes und werden daher
langsamer ausgedruckt.
PLA Ist die Bezeichnung für Polylactid/ Polymilchsäure. Dieser
Kunststoff schmilzt schon bei niedrigen Temperaturen und ist
Biologisch abbaubar. Neigt gering zum Warp, ist hart und ungiftig.
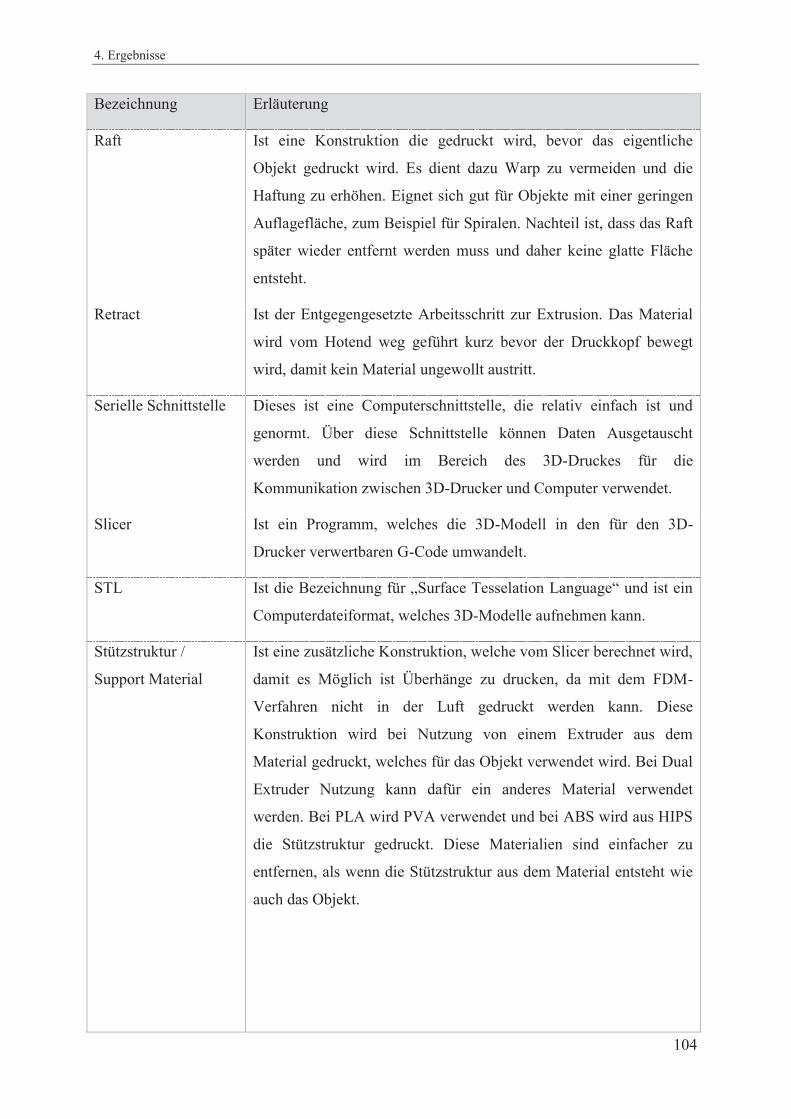
4. Ergebnisse
104
Bezeichnung Erläuterung
Raft Ist eine Konstruktion die gedruckt wird, bevor das eigentliche
Objekt gedruckt wird. Es dient dazu Warp zu vermeiden und die
Haftung zu erhöhen. Eignet sich gut für Objekte mit einer geringen
Auflagefläche, zum Beispiel für Spiralen. Nachteil ist, dass das Raft
später wieder entfernt werden muss und daher keine glatte Fläche
entsteht.
Retract Ist der Entgegengesetzte Arbeitsschritt zur Extrusion. Das Material
wird vom Hotend weg geführt kurz bevor der Druckkopf bewegt
wird, damit kein Material ungewollt austritt.
Serielle Schnittstelle Dieses ist eine Computerschnittstelle, die relativ einfach ist und
genormt. Über diese Schnittstelle können Daten Ausgetauscht
werden und wird im Bereich des 3D-Druckes für die
Kommunikation zwischen 3D-Drucker und Computer verwendet.
Slicer Ist ein Programm, welches die 3D-Modell in den für den 3D-
Drucker verwertbaren G-Code umwandelt.
STL Ist die Bezeichnung für „Surface Tesselation Language“ und ist ein
Computerdateiformat, welches 3D-Modelle aufnehmen kann.
Stützstruktur /
Support Material
Ist eine zusätzliche Konstruktion, welche vom Slicer berechnet wird,
damit es Möglich ist Überhänge zu drucken, da mit dem FDM-
Verfahren nicht in der Luft gedruckt werden kann. Diese
Konstruktion wird bei Nutzung von einem Extruder aus dem
Material gedruckt, welches für das Objekt verwendet wird. Bei Dual
Extruder Nutzung kann dafür ein anderes Material verwendet
werden. Bei PLA wird PVA verwendet und bei ABS wird aus HIPS
die Stützstruktur gedruckt. Diese Materialien sind einfacher zu
entfernen, als wenn die Stützstruktur aus dem Material entsteht wie
auch das Objekt.

4. Ergebnisse
105
Bezeichnung Erläuterung
Warp-Effekt Ist ein Unerwünschter Effekt, welcher auftreten kann, wenn das
Objekt nicht genügen Haftung hat auf dem Druckbett oder es zu
thermischen Spannungen kommt während des Ausdruckes. Warp
zeichnet sich dadurch aus, das sich ein Teil des Objektes nach ober
wölbt.

4. Ergebnisse
106
4.7 Abschlussdiskussion
Die Vorversuche haben gezeigt, dass durch Veränderung einiger Parameter sich das
Druckbild deutlich verbessern kann. Die in Inventor erstellten Schokoladenformen wurden
mit den Einstellungen des Vorversuches gedruckt und dieses Ergebnis war gut. Die
Oberflächen wurden glatt und ohne Löcher gedruckt, doch die Muster weißten einige Löcher
auf. Diese Löcher könnten ich weiteren Versuchen minimiert werden, wenn die Anzahl der
Perimeter verändert wird oder die Größe der Muster. Die Versuche mit der Schokolade
zeigten dass die STL-Dateien der Gussformen bearbeitet werden müssen. Die Höhe der
Muster sollte minimiert werden, da die Schokolade zwischen den einzelnen Elementen stark
haftete. Zusätzlich sollte überlegt werden mit welchen Mustern weiter gearbeitet werden
sollte, es zeigte sich das die Formen mit vielen kleinen Details sich nicht geeignet haben zum
Abtafeln, da auch hier die Schokolade haften geblieben ist. Die Muster sind nur ein Parameter
der verändert werden muss. Es ist deutlich zu erkennen das die Schokoladentafeln keine glatte
Oberfläche haben und das die Schokolade sich schwer oder überhaupt nicht lösen lies. Daher
sollte über eine weitere Behandlung der Oberfläche in Betracht gezogen werden. Einige
Möglichkeiten sind in Abschnitt 4.3 aufgeführt.
Für die Arbeit mit den Studenten, wurde der Inhalt der Schulung auf die wesentlichen Punkte
reduziert. Sollt ein solches Projekt in diesem Rahmen nochmal durchgeführt werden, sollte
eventuell gleich mit Inventor gearbeitet werden. Zusätzlich könnte Überlegt werden, dass die
Studenten die Konstruktion nur an dem PC in der Hochschule durchführen. Bei diesen
Veranstaltungen ist es dann notwendig eine Person zu Verfügung zu stellen, die mit der
Arbeit in Inventor oder anderen Programmen vertraut ist um Fragen zu beantworten, während
die Studenten ihre Form konstruieren. Dieses bietet dann auch die Möglichkeit vorzeitig den
Studenten Tipps zu, dass die von Ihnen gewählte Form, eventuell zu einen nicht so guten
Ergebnis führen umso unnötige fehlversuche zu vermeiden. Ob dieses eine Möglichkeit wäre
um ein Modul in diesem Umfang mit zu gestalten, sollte mit den Lernzielen abgeglichen
werden.
Da das Themengebiet sehr Umfangreich ist, sollte dieses Handbuch durch jeden Nutzer
erweitert werden. So dass im Laufe der Projekte mit dem 3D-Drucker eine Art Sammelwerk
der Erfahrungen, Vorgehensweisen und Tipps zum Umgang mit dem Multirap M420 entsteht.
Dieses vereinfacht die Arbeit an dem Drucker und verkürzt die jeweilige Einarbeitungszeit.

5. Zusammenfassung
107
5. Zusammenfassung
Die Arbeit wurde im Rahmen des Projektes Foodprint 3D erstellt. Ziel dieser Arbeit ist es
eine Gussform zu entwickeln mit Hilfe eines 3D Druckers und das Erstellen eines
Handbuches, um die Arbeit am 3D-Drucker zu erleichtern.
Es wurde der 3D-Drucker Multirap M420 der Firma Multec als Bausatz eingesetzt.
Notwendige Software um 3D-Modelle zu konstruieren, zu bearbeiten und zu drucken wurde
getestet. Für die 3D-Konstruktion wurde Autodesk Inventor verwendet, dieses ist ein CAD-
Programm der Firma Autodesk. In dieser Arbeit wird beschrieben wie dieses Programm
genutzt wurde, um die Gussformen zu erstellen. Slic3r ist ein Slicing-Programm, welches
genutzt wurde um das 3D-Modell zu bearbeiten und somit einen für den Drucker lesbaren G-
Code zu erstellen. Im Rahmen der Vorversuche wurden die einzelnen Parameter in diesem
Programm geändert und getestet, um das Druckergebnis zu verbessen. Um den G-Code an
den 3D-Drucker zu senden und ihn zu steuern wurde das Programm Repetiert-Host
verwendet. Dieses ist ein Host-Programm, welches auch während des Druckvorganges den
Drucker steuert. Nach Abschluss der Vorversuche wurden die Einstellungen in Slic3r genutzt
um Gussformen für Schokolade herzustellen. Ziel dieser Versuche war es eine
Kostengünstige Alternative zu entwickeln um individuelle Gussformen zu erstellen. Es
wurden fünf verschiedene Modelle konstruiert und gedruckt.
Des Weiteren wurden Anwendungsschulungen durchgeführt für Studenten und Mitarbeiter
der Hochschule Neubrandenburg. Die Studenten wurden geschult in Bezug auf die Arbeit mit
CAD-Programmen, um für ein Modul selbständig 3D-Formen zu erstellen. Diese Formen
wurden dann mit dem Multirap M420 gedruckt und waren Bestandteil ihrer Arbeit. Die
Mitarbeiter der Hochschule erhielten einen umfassenden Einblick in die 3D-Drucktechnik und
haben im Verlauf der Schulung selbständig mit dem 3D-Drucker gearbeitet.
Ein weiteres Ziel dieser Arbeit, war das Erstellen eines Handbuches. Dieses soll für die Arbeit
am 3D-Drucker genutzt werden. Es soll den Bediener die Funktionsweise und den Aufbau des
Druckers näher bringen und dem Umgang erleichtern. Dieses beinhaltet Tipps und Tricks
sowie Wartung und Pflege des Multirap M420. Zusätzlich wurde eine Datenbank der
vorhandenen Filamente erstellt und die Arbeitsweise Repetier-Host beschrieben. Somit bieten
die Ergebnisse dieser Arbeit eine gute Grundlage um ein gewisses know how aufzubauen und
weiter zu entwickeln.
6. Abstract
108
6. Abstract
The following paper decribes the process of Fused Filament Fabrication and the software
which is required to work with a 3D-printer. Individual parameters which affect the print
layout were tested and charackterised. Positive and negative influences on the product as
result of changed settings were demonstrated and documented on a printed chip. The aim of
this research was to find the ideal printer adjustments (temperature, layer height) to produce
an accurate mould. The moulds will be used for groceries that’s why a casting mould for
chocolate was chosen. With the help of the CAD-software Inventor different moulds were
developed and tested. Furthermore a user guide was established which includes the most
important information for the handling of an Multirap M420-3D-Printer. In addition the user
guide contains field reports of participants in a 3D-printer course. To summarise it can be said
that this document gives an introducing overview of the topic 3D-Printing.
7. Literatur
109
7. Literatur
Abts, Georg. 2010. Kunststoff-Wissen für Einsteiger. München : Carl Hanser Verlag GmbH
& Co. KG, 2010.
Aleksandrowicz, Adrian. 2015. 3d-proto.de. 3D Druck und Design. [Online] 2015. [Zitat
vom: 12. Januar 2016.] http://www.3d-proto.de/index.php?p=3ddruck.
Autodesk, Inc. 2015. Autodesk. 3D-CAD-Software für die mechanische Konstruktion.
[Online] Autodesk, Inc, 2015. [Zitat vom: 27. Dezember 2015.]
http://www.autodesk.de/products/inventor/overwiew.
Bibliographisches Institut GmbH. 2015. duden.de. Filament. [Online] 2015. [Zitat vom: 14.
November 2015.] http://www.duden.de/rechtschreibung/Filament.
Boettger, Martin. 2013. Ihr Handbuch zur think&have 3D Drucker. s.l. : think&have, 2013.
Breuninger, Jannis, et al. 2013. Generative Fertigung mit Kunststoff. Stuttgart : Springer
Vieweg, 2013.
Burk, Christopher. 2016. Einfluss von Kakaopulver auf die Eigenschaften von Schokolade
bei konventioneller Prozessführung (in Bearbeitung). Neubrandenburg : s.n., 2016.
Caroli, Christian. 2014. RepRap-Hacks, 3D-Drucker verstehen und optimieren. Haar bei
München : Franzis Verlag GmbH, 2014.
CustomPartNet. 2015. 3Dnatives. 3D-Druck durch Schmelzschichtung, wir erkären wie´s
funktioniert! [Online] 2015. [Zitat vom: 01. Februar 2016.] http://www.3dnatives.com/de/3d-
druck-schmelzschichtung/.
DataCom. 2015. IT Wissen Das große Online-Lexikon für Informationstechnologie. Host.
[Online] DatACom Buchverlag GmbH, 2015. [Zitat vom: 30. Oktober 2015.]
http://www.itwissen.info/definition/lexikon/Host-host.html.
Doris. 2014. 3Druck.com. XTC-3D verleiht 3D-gedruckten Objekten eine ebenmäßigere
Oberfläche. [Online] 3Druck.com, 2014. [Zitat vom: 7. Dezember 2015.]
http://3druck.com/3d-druckmaterialien/xtc-3d-verleiht-3d-gedruckten-objekten-eine-
ebenmaessigere-oberflaeche-3028167/.
Fastermann, Petra. 2012. 3D-Druck/ Rapid Prototyping. Düsseldorf : Springer Vieweg,
2012.
7. Literatur
110
Franke, Tobias. 2016. 3D-Druck - Auswahl und Adaption in der Lebensmittel -
Producktentwicklung (in Bearbeitung). Neubrandenburg : s.n., 2016.
German RepRap GmbH. 2015. Untersuchung der mechanischen Festigkeit von FDM
Druckteilen. Feldkirchen : German RepRap, 2015.
Güds, Michael. 2015. Development of a marketing strategy for 3D food printing products.
Neubrandenburg : s.n., 2015.
Hagl, Richard. 2015. Das 3D-Druck-Kompendium. 2. Auflage. München : Springer Gabler,
2015.
Hausman, Kalani K. und Horne, Richard. 2014. 3D-Druck für Dummies. Weinheim :
WILEY-VCH Verlag GmbH & Co. KGaA, 2014.
Helmholz, Daniel. 2015. Electing a suitable software for a 3D-Printer. Neubrandenburg : s.n.,
2015.
Henckel, Dietrich, et al. 2010. Planen - Bauen - Umwelt. Wiesbaden : Springer-Verlag,
2010.
Hitherma. 2012. Kunststoffverarbeitung - Thermoforming. [Online] Hitherma, 2012. [Zitat
vom: 02. Februar 2016.] https://hitherma.wordpress.com/2012/09/10/vor-und-nachteile-des-
thermoformens/.
Hot-World GmbH & Co. KG. 2015. repetier.com. Repetier-Host Documentation. [Online]
2015. [Zitat vom: 14. November 2015.] http://www.repetier.com/documentation/repetier-
host/rh-installation-and-configuration/.
—. 2015. repetier.com. Repetier-Host. [Online] 2015. [Zitat vom: 30. Oktober 2015.]
www.repetier.com.
Jakob. 2014. 3druck.com. Repetiert-Host für einfacheres Drucken-Uptate: Repetier-Host nun
closed source code. [Online] 31. März 2014. [Zitat vom: 30. Oktober 2015.]
http://3druck.com/programme/octoprint-webinterface-fuer-den-3d-drucker-5315809/.
Johannes. 2013. 3Druck.com. Tetrahydrofuran Dampf glättet PLA Oberflächen. [Online]
2013. [Zitat vom: 7. Dezember 2015.] http://3druck.com/objects/tetrahydrofuran-dampf-
glaettet-pla-oberflaechen-4810917/.
Kampf, Sören. 2015. Print2Taste bringt "Bocusini" auf den Markt. s.l. : 3D Grenzenlos,
2015.
7. Literatur
111
Krämer, Andreas. 2015. Stephansdom aus Marzipan. s.l. : 3D Grenzenlos, 2015.
—. 2014. Weihnachtsplätchen aus dem 3D-Drucker. s.l. : 3D Grenzenlos, 2014.
Lin, Alen. 2014. Mit da Vinci-3D-Drucken von XYZprinting spielen: Ihre erste 3D-
Druckanleitung. s.l. : XYZprinting Studio, 2014.
Lötzbeyer, Thomas. 2014. Institut für Lebensmitteltechnologie stellt weltweit ersten 3D
Food Printer für die Lebensmittelindustrie beim Tag der offenen Tür der EU Kommission vor.
Weihenstephan : Hochschule Weihenstephan - Triesdorf, 2014.
Lutz, Johannes. 2016. Johannes Lutz, Maschinenbau Management Produktion. 3D Druck
Schokoladenform. [Online] 2016. [Zitat vom: 02. Februar 2016.] http://johannes-
lutz.de/home/3d-druck-schokoladenform/.
Meißner, Udo, v. Mitschke-Collande, Peter und Nitsche, Günter. 2013. CAD im
Bauwesen: Entscheidungshilfen zu Organisation, Technik und Arbeit. Berlin, Heidelberg :
Springer-Verlag, 2013.
Merz, Alexander. 2014. golem.de. Steuerung und Software. [Online] 22. Dezember 2014.
[Zitat vom: 20. Oktober 2015.] http://www.golem.de/news/3d-druck-das-abc-fuer-den-
druckerkauf-1412-111249-3.html.
Michaeli, Walter. 1993. Technologie des Spritzgießens. München : Hanser, 1993.
multec GmbH. 2015. multec.de. Multirap M420 DUO mit 12V Heizbett. [Online] multec
GmbH, 2015. [Zitat vom: 11. November 2015.] https://www.multec.de/-Multirap-M420-
DUO-mit-12V-Heizbett.
netfabb GmbH . 2011. netfabb Studio Professional 4. s.l. : nettfabb, 2011.
Nitz, Stefan. 2015. 3D-Druck. Bonn : Galileo Press, 2015.
Pfeifer, Juliana. 2014. MaschineMarkt. Chuck Hull erhält Europäischen Erfinderpreis 2014.
[Online] 27. Juni 2014. [Zitat vom: 12. März 2015.]
http://www.maschinenmarkt.vogel.de/index.cfm?pid=7502&pk=450742&fk=0&op=1&type=
article.
Pluta, Werner. 2014. Chefjet druckt Süßigkeiten. s.l. : golem.de; IT-News für Profis, 2014.
Popp, Manfred. 2015. SKZ Das Kunststoff-Zentrum. FDM: Fused Deposition Modeling.
[Online] 2015. [Zitat vom: 01. Februar 2016.]

7. Literatur
112
http://www.skz.de/de/forschung/geschaeftsfelder/additivefertigungsverfahren/verfahren1/fdm
1/4512.FDM_Fused_Deposition_Modeling.html.
Prang, Holger. 2014. entwickler.de. 3D-Druck in der Praxis. [Online] 2014. [Zitat vom: 4.
November 2015.] https://entwickler.de/online/3-d-druck-in-der-praxis-115237.html.
Print2Taste. 2014. Print2Taste. Das weltweit erste Plug&Play 3D Food Printing System.
[Online] Print2Taste, Freising, 2014. [Zitat vom: 01. Februar 2016.]
http://www.print2taste.de/de/online-shop/.
Reitberger, Felix. 2014. Überblick 3D-Drucktechnicken & Services. [Online] FabLab
München, 2014. [Zitat vom: 01. Februar 2016.] http://wiki.fablab-
muenchen.de/pages/viewpage.action?pageId=2131979.
Rötzer, Florian. 2014. Nasa Testet erfolgreich 3D-Druck auf der ISS. s.l. : heise online,
2014.
Seehafer & Marohn GmbH & Co. KG. 2015. Seehafer & Marohn. Formenbau mit 3D-
Druck und Rapid Prototyping. [Online] 2015. [Zitat vom: 02. Februar 2016.]
http://www.seehafer-marohn.de/Formenbau-mit-3D-Druck-und-Rapid-
Prototyping_1450.aspx.
Sommer, Werner. 2005. jetzt lerne ich CAD - Der einfache Einstieg in das Konstruieren mit
AutoCAD/AutoCAD LT 2006. München : Marken+Technik Verlag, 2005.
Süddeutsche Zeitung. 2015. Barilla experimentiert mit Nudeln aus dem 3D-Drucker.
München : Süddeutsche Zeitung, 2015.
Winkler, Werner. 2006. Acrylglas - Technik. [Online] 01. Juni 2006. [Zitat vom: 13.
Februar 2016.] http://www.acrylglastechnik.at/Datenblatt/Db_PC.pdf.
Womann, Nadine. 2014. Bioökonomie BW. 3D-Druck. [Online] 2014. [Zitat vom: 30.
Januar 2016.] https://www.biooekonomie-bw.de/de/fachbeitrag/aktuell/3d-druck/.

8. Verwendete Abkürzungen
113
8. Verwendete Abkürzungen
.ipt Inventor Part
SLS Selektives Lasersintern
SLM Selektives Laserschmelzen
EBM Elektronenstrahlschmelzen
FDM Fused Deposition Modeling
STL Stereolithographie (Druckverfahren); Surface Tesselation Language
(Dateiformat)
FTI Film Transfer Imaging
DLP Digital Light Processing
MJM Multi-Jet Modeling
LOM Laminated Object Modeling
SPM Space Puzzle Molding
CC Contour Crafting
FFF Fused Filament Fabrication
CAD Computer Aided Design
3D Drei Dimensional
PLA Polymilchsäure
ABS Acrylnitril-Butadien-Styrol-Copolymer

9. Abbildungen
114
9. Abbildungen
Abbildung 2.1: Prinzip des 3D-Drucks im Fused Deposition Modeling Verfahren (CustomPartNet, 2015) ................................................................................................... 8
Abbildung 2.2: Aufbau und Funktionsweise des Spritzgießens (German RepRap GmbH, 2015) ............................................................................................................................. 13
Abbildung 2.3: Startseite Inventor Professional 2016 – Studentenversion .............................. 17
Abbildung 2.4: Neues Bauteil erstellen in Autodesk Inventor und die Auswahl der Ebene ... 18
Abbildung 2.5: Multifunktionsleiste Skizze ............................................................................. 18
Abbildung 2.6: Extrusion der 2D-Skizze in Autodesk Inventor .............................................. 19
Abbildung 2.7: Benutzeroberfläche Repetier-Host .................................................................. 21
Abbildung 2.8: Volumen- und Oberflächenmodell (Prang, 2014) ........................................... 23
Abbildung 2.9: Die Software Slic3r in dem Register Plater .................................................... 25
Abbildung 2.10: Die Software Slic3r im Register Printer Settings ......................................... 25
Abbildung 3.1: Der 3D-Drucker Multirap M420 der Firma Multec (multec GmbH, 2015) ... 30
Abbildung 3.2: Professioneller Multec duo pro Extruder aus Edelstahl-/ Aluminiumbauteilen und Stahl-Getriebemotoren mit sehr geringem Düsenabstand (multec GmbH, 2015) 31
Abbildung 3.3: Zeichnung des 3D-Modelles Einkaufchip Technologie in Milimeter............. 31
Abbildung 3.4: Verschiedene Layerhöhe und dadurch abhängige Layerbreite (Aleksandrowicz, 2015) ............................................................................................... 38
Abbildung 3.5: Unterschiede der Schrift, in Abhängigkeit der Anzahl der Perimeter ............ 40
Abbildung 3.6: Schokoladengussform mit Hochschullogo und Bemaßungen ........................ 45
Abbildung 4.1: Oberseite der Versuchsreihe z-offset, Versuche 1-3 ....................................... 47
Abbildung 4.2: Unterseite der Versuchsreihe z-offset, Versuche 1 - 3 .................................... 47
Abbildung 4.3: Oberseite Versuchsreihe Retraction - Length, Versuche 2, 4-8 ...................... 48
Abbildung 4.4: Oberseite Versuchsreihe Lift Z, Versuche 5, 9 und 10 ................................... 49
Abbildung 4.5: Unterseite Versuchsreihe Lift Z, Versuch 5, 9 und 10 .................................... 49
Abbildung 4.6: Oberseite Versuchsreihe Speed, Versuche 5, 11 – 13 ..................................... 50
Abbildung 4.7: Unterseite Versuchsreihe Speed, Versuche 5, 11 - 13 .................................... 50
Abbildung 4.8: Oberseite Versuchsreihe Extra length on restart, Versuch 5,14 und 15 ......... 50
Abbildung 4.9: Unterseite Versuchsreihe Extra length on restart, Versuche 5, 14 und 15 ...... 50
Abbildung 4.10: Oberseite Versuchsreihe 2 Minimum travel after retraction, Versuche 5, 16-19 .................................................................................................................................. 51
Abbildung 4.11: Versuch 17.3 Abbildung 4.12: Versuch 17.4 ............................................ 52
Abbildung 4.13: Versuch 20 Abbildung 4.14: Versuch 20.2 ................................................ 52
Abbildung 4.15: Versuch 21 Oberseite Abbildung 4.16: Versuch 21 Unterseite ................. 53
Abbildung 4.17: Oberseite Versuchsreihe Multipier, Versuche 17.4, 22-25 ........................... 53
9. Abbildungen
115
Abbildung 4.18: Unterseite Versuchsreihe First Layer, Versuch 25 - 30 ................................ 54
Abbildung 4.19: Oberseite Versuchsreihe Other Layer, Versuche 25, 31 – 35 ....................... 54
Abbildung 4.20: Oberseite Versuchsreihe Druckbetttemperatur, Versuche 35 – 40 ............... 55
Abbildung 4.21: Unterseite Versuchsreihe Druckbetttemperatur, Versuche 35 – 40 .............. 55
Abbildung 4.22: Oberseite Wiederholungsversuche von Versuch 35 ..................................... 56
Abbildung 4.23: Unterseite Wiederholungsversuche von Versuch 35 .................................... 56
Abbildung 4.24: Oberseite Versuchsreihe Layer height, Versuche 35, 41-44 ......................... 57
Abbildung 4.25: Unterseite Versuchsreihe First layer height, Versuche 45 - 50 ..................... 57
Abbildung 4.26: Oberseite Versuchsreihe Solid Layers - Top, Versuche 46, 55 - 57 ............. 58
Abbildung 4.27: Unterseite Versuchsreihe Solid Layers - Bottom, Versuche 46, 58 - 60 ...... 59
Abbildung 4.28: Oberseite Versuchsreihe Extra perimeters if needed, Versuche 46 und 61 .. 59
Abbildung 4.29: Oberseite Versuchsreihe Avoid crossing perimeters (slow), Versuche 46 und 62 .................................................................................................................................. 60
Abbildung 4.30: Versuchsreihe Detect thin walls, Versuche 62 und 63 .................................. 60
Abbildung 4.31: Oberseite Versuchsreihe Detect bridging perimeters, Versuche 62 und 64.. 60
Abbildung 4.32: Oberseite Versuchsreihe Seam position, Versuche 62, 65 und 66 ................ 61
Abbildung 4.33: Oberseite Versuchsreihe External perimeters first, Versuche 62 und 67 ...... 61
Abbildung 4.34: Oberseite Versuchsreihe Fill density, Versuche 62, 68 - 75 ......................... 62
Abbildung 4.35: Versuchsbaum des Vorversuches .................................................................. 64
Abbildung 4.36: Vergleich von Versuch 1 und Versuch 70 .................................................... 65
Abbildung 4.37: Abgetafelte Schokolade und die dazugehörige Gussform ............................ 68
Abbildung 4.38: Gussform mit Resten der Schokolade ........................................................... 69
Abbildung 4.39: die gebrochene Schokolade in der Gussform ................................................ 69
Abbildung 4.40: Versuch 2 Abtafeln der Schokolade in 3D gefertigte Gussformen ............... 70
Abbildung 4.41: Übung Treppe, Anwendungsschulung .......................................................... 74
Abbildung 4.42: Entwurf einer Digitalkamera in SketchUp .................................................... 76
Abbildung 4.43: Von Studenten erstellte Gießstempel für den Kurs Produktentwicklung ..... 76
Abbildung 4.44: Der Multirap M 420 mit Zubehör ................................................................. 78
Abbildung 4.45: Der Multirap M420 ....................................................................................... 79
Abbildung 4.46: Extruder-Multec-Duo-Pro (multec GmbH, 2015) ........................................ 80
Abbildung 4.47: Düsensatz 3mm Filament und 0,5mm Düse-Multec-PRO 2 (multec GmbH, 2015) ............................................................................................................................. 80
Abbildung 4.48: Steuerung und Stelltrafo für den Multec M420 ............................................ 81
Abbildung 4.49:Gehäuse der Steuerung geöffnet .................................................................... 82
Abbildung 4.50: Verdrahtungsplan Multirap M420 ................................................................ 82
Abbildung 4.51: Druckbett mit Endstops und Motoren ........................................................... 82

9. Abbildungen
116
Abbildung 4.52: Tablet Multirap-Touch 2 ............................................................................... 84
Abbildung 4.53: Druckereinstellungen in dem Programm Repetier-Host ............................... 86
Abbildung 4.54: Manuelle Kontrolle in Repetier-Host mit den wichtigsten Funktionen ........ 87
Abbildung 4.55: Menü in Repetier-Host, wenn das Programm Sli3r gewählt wird zum slicen88
Abbildung 4.56: Datenblatt HIPS-Filament ............................................................................. 91
Abbildung 4.57: Datenblatt Lay Brick Filament ...................................................................... 91
Abbildung 4.58: Datenblatt Lay Wood Filament ..................................................................... 92
Abbildung 4.59: Datenblatt Ninja Flex .................................................................................... 92
Abbildung 4.60: Datenblatt Nylon Bridge ............................................................................... 93
Abbildung 4.61: Datenblatt PLA ............................................................................................. 93
Abbildung 4.62: Datenblatt PLA HT ....................................................................................... 94
Abbildung 4.63: Datenblatt Poro GelLay ................................................................................ 94
Abbildung 4.64: Datenblatt PVA ............................................................................................. 95
Abbildung 4.65: Datenblatt Taulmann T-Glase ....................................................................... 95
Abbildung 4.66: Fenster Voreinstellung in dem Programm Google SketchUp ....................... 96
Abbildung 4.67: Objekt mit Warp-Effekt ................................................................................ 97
Abbildung 4.68: Fehlerhaftes Objekt in dem Programm Netfabb geöffnet ............................. 98
Abbildung 4.69: Menü im Reparaturmodul in Netfabb ........................................................... 99
Abbildung 11.1: App Multec Touch mit den wichtigsten Funktionen .................................. 121

10. Tabellen
117
10. Tabellen
Tabelle 2.1: Kurze Übersicht über die einzelnen 3D-Druckverfahren (Breuninger, et al., 2013)6
Tabelle 2.2: Auszug des Technischen Datenblattes von Polycarbonat (Winkler, 2006) ......... 12
Tabelle 3.1: Technische Daten des 3D-Druckers Multirap M420 der Multec (multec GmbH, 2015) ............................................................................................................................. 28
Tabelle 3.2: Versuchsreihe Retraction - Length, Versuche 2, 4 - 8 ......................................... 34
Tabelle 3.3: Versuchsreihe Lift Z, Versuche 5, 9 und 10 ........................................................ 34
Tabelle 3.4: Versuchsreihe Speed, Versuch 5, 11 - 13............................................................. 35
Tabelle 3.5: Versuchsreihe Extra length on restart, Versuche 5, 14 und 15 ............................ 35
Tabelle 3.6: Versuchsreihe Minimum travel after retraction, Versuch 5, 16-19 ...................... 35
Tabelle 3.7: Versuchsreihe Retract on layer change, Versuche 17 und 20 .............................. 36
Tabelle 3.8: Versuchsreihe Wipe while retracting, Versuche 17 und 21 ................................. 36
Tabelle 3.9: Versuchsreihe Extrusion multipier, Versuche 17, 22-25 ..................................... 37
Tabelle 3.10: Versuchsreihe Layer height, Versuche 35, 41 - 44 ............................................ 39
Tabelle 3.11: Versuchsreihe First layer height, Versuche 45 - 50 ........................................... 40
Tabelle 3.12: Versuchsreihe Perimeters, Versuche 46, 51 - 54 ............................................... 41
Tabelle 3.13: Versuchsreihe Solid Layer - Top, Versuche 46, 55 - 57 .................................... 41
Tabelle 3.14: Versuchsreihe Solid Layer - Bottom, Versuche 46, 58 - 60 .............................. 42
Tabelle 3.15: Versuchsreihe Seam position, Versuche 62, 65 und 66 ..................................... 43
Tabelle 3.16: Versuchsreihe External perimeters first, Versuche 62 und 67 ........................... 44
Tabelle 3.17: Versuchsreihe Fill density, Versuche 62, 68 - 75 .............................................. 44
Tabelle 4.1: Vergleich der Druckerstatistik der Versuche 1 und 70 ........................................ 65
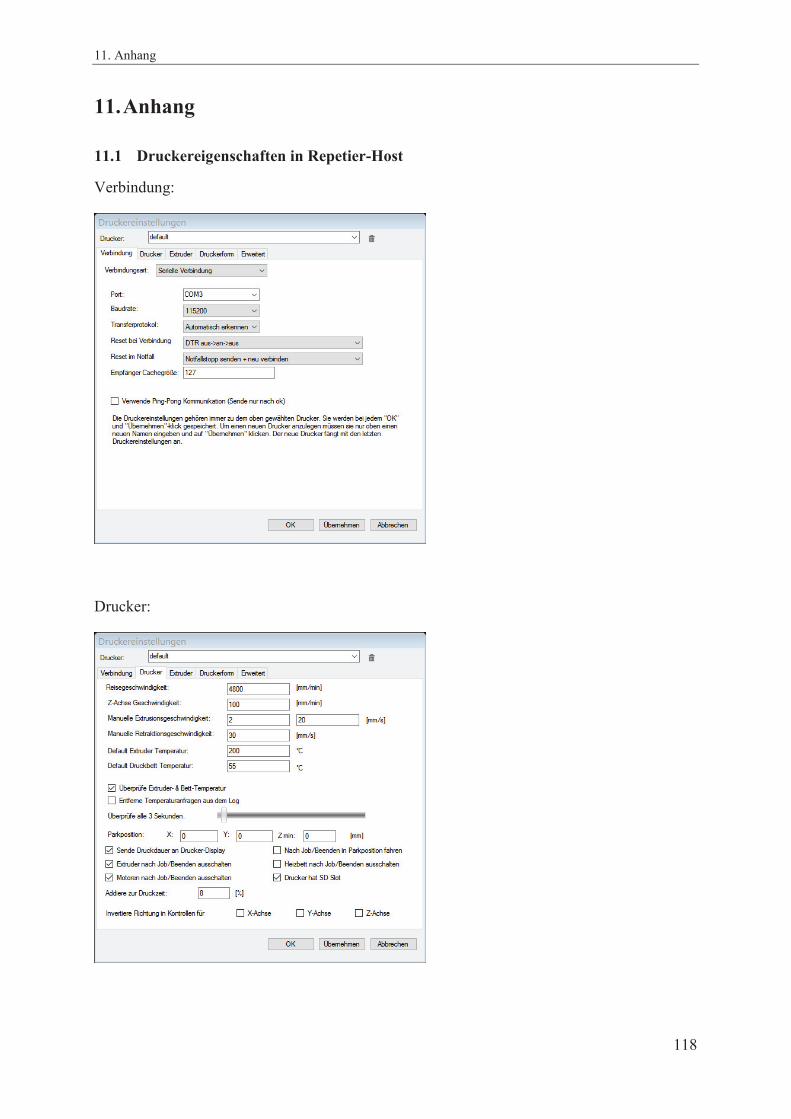
11. Anhang
118
11. Anhang
11.1 Druckereigenschaften in Repetier-Host
Verbindung:
Drucker:
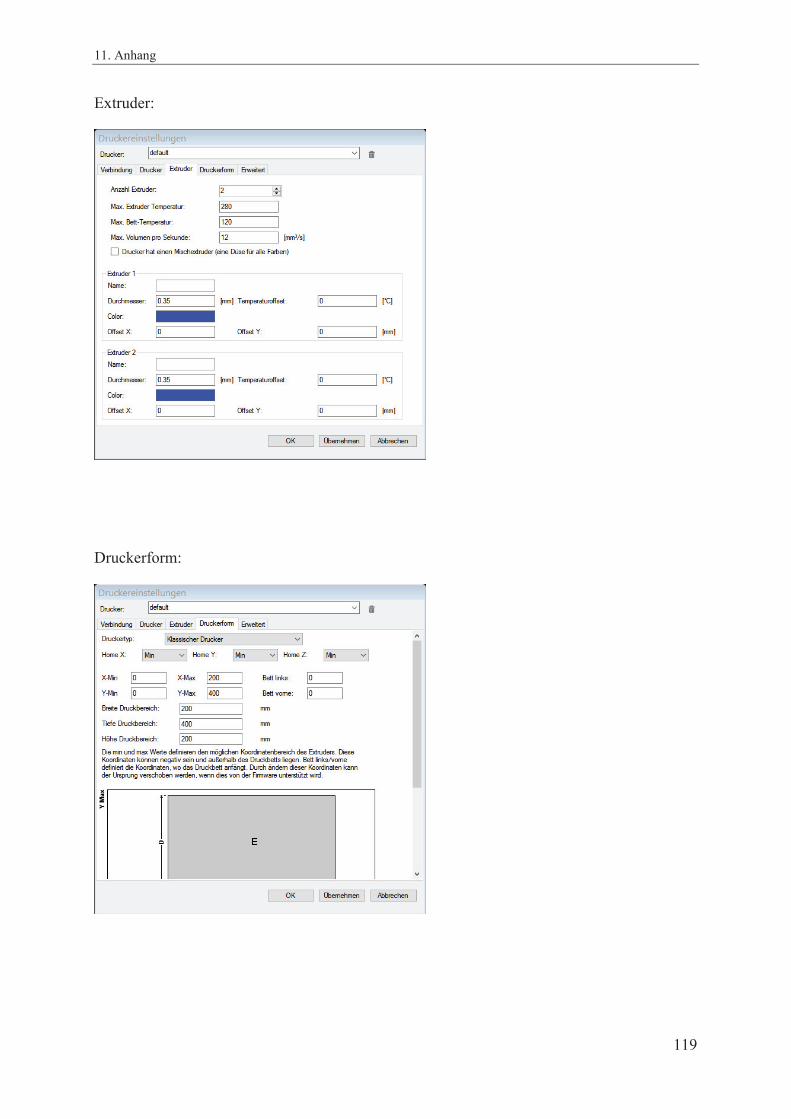
11. Anhang
119
Extruder:
Druckerform:

11. Anhang
120
11.2 Den Multirap M420 mit dem Tablet bedienen:
Als erstes muss das Tablet mit dem USB-Kabel verbunden werden, dafür gibt es in der
Verpackung den Tablets einen Adapter. Sobald das Tablet mit dem Drucker verbunden ist,
öffnet sich die App von Multec. In Abbildung 11.1 ist die Oberfläche der App mit den
wichtigsten Funktionen abgebildet. Als allererstes bevor mit dem Tablet gearbeitet werden
kann, muss die Verbindung hergestellt werden, wenn das Gerät mit dem Drucker verbunden
ist, dann ist der Verbindungstatus grün (unten rechts). Als nächsten Schritt sollte der Extruder
auf die Home-Position gefahren werden. Dieses wird durch längeres drücken der Z-Taste in
der Mitte der manuellen Bewegungsfelder durchgeführt. Nun ist das Hotend knapp über dem
Drucktisch und in deren Mitte. Jetzt sollte der Abstand zwischen Heizbett und Hotend
gemessen werden und dieses, wenn alle Bauteile (Hotend und Drucktisch) Zimmertemperatur
eingestellt sind. Mit Hilfe der Fühlerlehre wird der Abstand auf 0,2mm eingestellt, bei der
Düse mit der gedruckt werden soll und die andere Düse sollte einen Abstand von 0,6mm
haben. Die Einstellung wird mit den weißen Schrauben oberhalb der Extruder durchzuführen.
Diese Unterschiedlichen Abstände werden nur eingestellt, wenn nur mit einer Düse gedruckt
wird, damit die zweite Düse nicht in Kontakt mit dem Ausdruck kommt und eventuell diesen
beschädigt. Wenn der Abstand eingestellt wurde, können nun die vier Äußeren Punkte
eingestellt werden. Das Druckbett wird entweder per Hand oder mit der Steuerung des Tablets
bewegt. Um das Druckbett auch in diesen Punkten auf den Abstand von 0,2mm einzustellen,
müssen die Flügelmuttern unterhalb des Druckbettes verwendet werden. Wenn dieses
abgeschlossen ist und das Druckbett gerade ist, sollte die Home-Position wieder angefahren
werden und der Abstand zwischen Hotend und Druckbett nochmal gemessen werden und falls
nötig noch einmal nachgestellt werden. Ist dieser Schritt abgeschlossen, kann der Extruder
bzw. das Hotend und das Heizbett aufgeheizt werden. Dieses wird durch schieben der
Heizbett Temperatur und der Extruder Temperatur durchgeführt. In dieser Abbildung ist der
Botton für die Extruderwahl nicht abgebildet aber sie befindet sich oberhalb der Temperatur
Einstellungen. Hierbei ist zu beachten das der rechte Extruder T0 ist und der linke T1. Daher
ist es wichtig, dass bevor die Temperatur des Extruders eingestellt wird, der richtige Extruder
Ausgewählt wird.

11. Anhang
121
Abbildung 11.1: App Multec Touch mit den wichtigsten Funktionen
Welche Temperatur eingestellt werden muss, ist abhängig von dem Filament. In der
Filamentdatenbank sind alle Filamente aufgelistet, die bis zu diesem Zeitpunkt vorhanden
sind, mit den entsprechenden Temperaturen. Wenn mit PLA gedruckt werden soll, dann das
Heizbett auf 50°C einstellen und den Extruder auf 205°C. Ob die gewünschten Temperaturen
erreicht wurden, kann unten rechts in der Statusleiste abgelesen werden. Nun gibt es noch die
Möglichkeit das Filament zu wechseln, dieses wird zu einem späteren Zeitpunkt beschrieben
oder der Druck kann gestartet werden. Um sicher zu gehen ob genügend Filament im Extruder
ist, sollte vorab extrudiert werden. Dieses kann durch den Button mit dem E und den Pfeil
nach unten durchgeführt werden. Bei diesem Vorgang ist es empfehlenswert das extrudierte
Filament zu beobachten, denn es kann sein das noch Luft in der Düse ist und dann hat das
Filament Blasen. Um nun das gewünschte Objekt drucken zu können, sollte der G-Code auf
eine SD-Karte gespeichert werden. Wichtig ist, dass das Model als G-Code gespeichert wird,
der z.B. mit Hilfe von Repetier-Host angefertigt, denn die STL-Datei kann das Tablet nicht
als G-Code generieren. Ist dieses gegeben kann der G-Code hochgeladen werden, mit dem
Button links oben in der Ecke. Sobald das Objekt geladen ist, startet eine Simulation des
Druckes, diese kann wenn gewünscht in verschiedenen Geschwindigkeiten angesehen
werden. Nun kann der Druck gestartet werden, mit dem Button der gestaltet wie eine 3D-
Drucker. Es gibt nun kaum noch Chancen in den Druck einzugreifen. Eine Möglichkeit ist
aber, dass die Geschwindigkeit reduziert oder erhöht werden kann. Falls während des Druckes

11. Anhang
122
etwas nicht so Funktioniert wie es soll, Beispielsweise der erste Layer ist nicht gut auf dem
Druckbett gedruckt worden, dann kann der Druck jederzeit durch den Notstopp angehalten
werden. Des Weiteren ist zu empfehlen, dass der G-Code so eingestellt wird, dass vorab ein
sogenannter Skirt gedruckt wird. Wie viele Loops gedruckt werden sollen, kann jeder für sich
entscheiden aber bei kleineren Objekten ist es zu empfehlen mehrere Loops zu drucken. Diese
Einstellungen geben die Möglichkeit den ersten Layer noch zu beeinflussen. Wenn die
Einstellung des Abstandes nicht genau genug durchgeführt wurde, kann es sein das das
Filament keine Haftung auf dem Druckbett hat. Falls dieser Fall auftreten sollte, kann diese
Einstellung nachträglich korrigiert werden, während der Skirt gedruckt wird. Wieder wird
diese Einstellung mit den weißen Schrauben oberhalb der Extruder durchgeführt. Sind diese
nachträglichen Einstellungen durchgeführt, kann der Druck ganz normal Fortfahren und
benötigt keine ständige Aufsicht. Es sollte nur darauf geachtet werden, dass dem Tablet
genügend Strom zu Verfügung steht und daher sollte das Ladegerät angeschlossen sein.

Erklärung über die selbständige Anfertigung der Arbeit
„Ich versichere, dass ich die vorstehende Arbeit selbständig angefertigt und mich fremder
Hilfe nicht bedient habe. Alle Stellen, die wörtlich oder sinngemäß veröffentlichtem oder
nicht veröffentlichtem Schrifttum entnommen sind, habe ich als solche kenntlich gemacht.“
__________________________


















