
diseño Molde Para Hornear Tortas
16
Universidad de los Andes Facultad de Ingeniería Escuela de Mecánica Departamento de tecnología y Diseño Asignatura: Procesos de manufactura III Profesor: Rubén D, Añez. Proyecto Final. Alumnos : Diseño y Análisis del proceso de Fabricación de un Molde de Aluminio
-
Upload
indianarondon -
Category
Documents
-
view
253 -
download
1
description
se presenta el proceso de fabricación de un molde, demostrando los cálculos y los procesos de manufactura en secuencia
Transcript of diseño Molde Para Hornear Tortas

Universidad de los AndesFacultad de IngenieríaEscuela de MecánicaDepartamento de tecnología y Diseño
Asignatura: Procesos de manufactura IIIProfesor: Rubén D, Añez.
Proyecto Final.
Alumnos: Indiana Rondón Castillo. v. 20394474 Otto Javier Schlaefli. v.20198653
Mérida Fecha
Diseño y Análisis del proceso de Fabricación
de un Molde de Aluminio para Hornear Tortas.
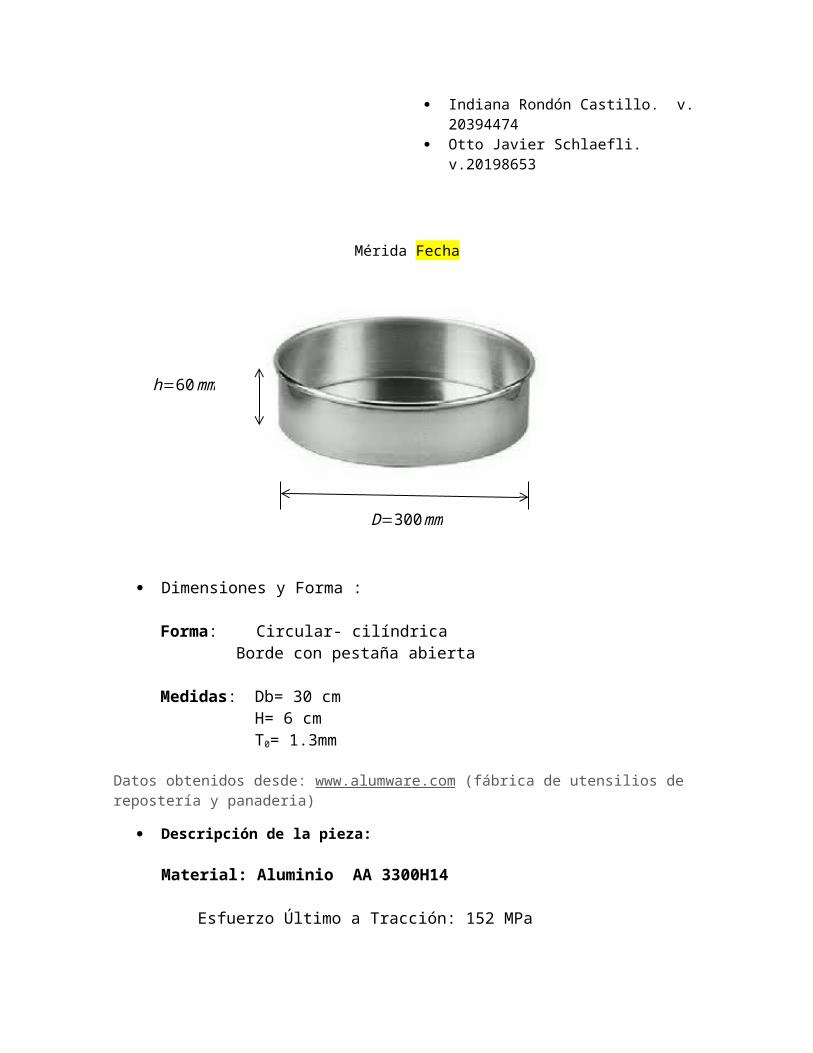
h=60 mm
D=300 mm
Dimensiones y Forma :
Forma: Circular- cilíndrica Borde con pestaña abierta
Medidas: Db= 30 cmH= 6 cmT0= 1.3mm
Datos obtenidos desde: www.alumware.com (fábrica de utensilios de repostería y panaderia)
Descripción de la pieza:
Material: Aluminio AA 3300H14
Esfuerzo Último a Tracción: 152 MPa
Módulo de elasticidad: 69 GPa
Esfuerzo de Fluencia: 145 MPa
Elongación: 8% (en 50mm, espesor 1.6mm)
o Proveedor y medidas de chapa: Tianjin Arcelormittal Steel Trade Co., Ltd. Dimensiones: 1300mm de ancho.Bobina de 2500mm de largo.
Datos obtenidos desde: http://www.sumiteccr.com/Aplicaciones/Articulos/pdfs/AA%203003%20H14.pdf
http://spanish.alibaba.com/product-gs/aa3003-h14-h24-aluminium-sheet-in-coil-60275087720.html?s=p

A partir de estos datos se procede a explicar el proceso de manufactura para la fabricación de moldes para tortas.
Paso 1: cálculo de diámetro inicial para el corte de la chapa (Do):
En principio se debe calcular el diámetro según el cual se realizará el corte de los círculos o discos en la chapa de aluminio, con una medida apta para que el proceso de punzonado tenga juegos y acabados exactos de manera tal que se cumpla con la dimensión establecida para la embutición, este diámetro inicial se calcula mediante la ecuación número tres (3) tabla 9-57 del apartado: “Fundamentos generales del trabajo de los metales: Estampado de la chapa” del profesor Rubén Añez.
Siguiendo los parámetros establecidos inicialmente se tiene: d1=310mm
d2=300mm
h= 60mm
D0= 2√ (d12 )+(4. d2 . h)= 410mm ec.(1)
Lo que indica que el diámetro de corte de los discos de la chapa es 410 mm, es decir 41cm. Sabiendo esto se procede al segundo paso del proceso de fabricación.
Paso 2: Selección de la Disposición de las Piezas sobre la Chapa.

El objetivo fundamental de este paso es el máximo aprovechamiento del material a cortar, considerándolo como uno de los pasos más importante dentro del proceso de fabricación pues depende del mismo tener el mínimo desperdicio de materia prima, lo que incide directamente en los costos de fabricación. Existen diferentes opciones se podrá determinar la mejor para el caso en estudio teniendo como punto de partida y/o referencia las dimensiones iniciales de la chapa: 1300mm x 2500mm
Posibles disposiciones de la figura:
Tomando en cuenta que D0= 410mm y T0= 1.3 mm se escoge la disposición de la lámina número 3 que probablemente puede permitir el corte de 3 discos a lo ancho de la chapa para comprobar que esta suposición es cierta se procede al cálculo de a distancia requerida según el diámetro de nuestros discos, espesor de la chapa y las distancias mínimas necesarias “bs” y “br”.
-Cálculo de Bs:
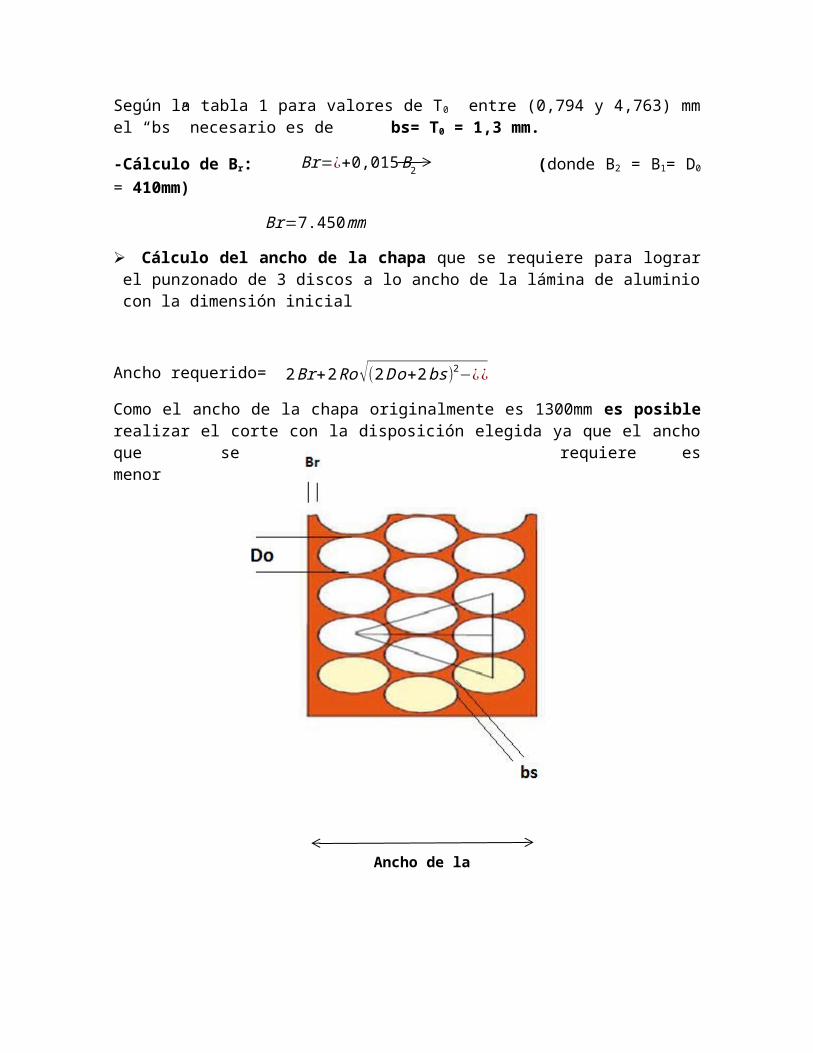
Según la tabla 1 para valores de T0 entre (0,794 y 4,763) mm el “bs” necesario es de bs= T0 = 1,3 mm.

-Cálculo de Br: Br=¿+0,015 B2 (donde B2 = B1= D0 = 410mm)
Br=7.450 mm
Cálculo del ancho de la chapa que se requiere para lograr el punzonado de 3 discos a lo ancho de la lámina de aluminio con la dimensión inicial
Ancho requerido= 2 Br+2 Ro√(2D o+2bs)2−¿¿
Como el ancho de la chapa originalmente es 1300mm es posible realizar el corte con la disposición elegida ya que el ancho que se requiere es menor
Es inevitable la pérdida de material, aunque el objetivo es lograr el mayor porcentaje de aprovechamiento de la lámina, la cual genere el menor desperdicio, a continuación se calcula dicho porcentaje:
%aprovechamiento= areacortada x100area total de lachapa
area cortada=AoxNº=πxDo2
4x 18=2376457.76 mm2
Ancho de la chapa
Donde Nº es el número de discos que entran el área total de la chapa, ya se especificó que en el ancho se cortarán 3 chapas, a lo largo se pueden cortar 6 piezas por lo que en total serian 18 piezas, teniendo como resultado un área cortada total de 237657 mm2
area total de lachapa=Largo xancho=2500 x1000=2500000 mm 2
%aprovechamiento=2376457.76 x1002500000
=95.05 %
Es pertinente comentar que el aprovechamiento del material es excelente pues el desperdicio seria de 4.05% lo que indica que el procedimiento de fabricación de moldes en cuanto a rentabilidad y ahorro de materia prima es muy bueno.
Una vez definidos los parámetros de disposición y uso del material se procede a realizar el procedimiento de corte, el cual inicia con el paso siguiente.
Paso3: Cálculo de Dimensiones para la Matriz y el Punzón de Perforación.
Para tener dimensiones precisas se debe calcular el juego entre punzones de corte y matriz siendo este:
J=a×t o
Para el factor “a” se usa la siguiente tabla para el material usado:

J=0.06 x1.3=0.078 mm
Se calcula el diámetro del punzón y matriz de perforación:
Diámetro del punzón:
Dp=Do xa=410 mm+0.06=410.06 mm
Diámetro de la matriz:Dm=Dp+2 J=410.06 mm+0.078=410.138 mm
La matriz seleccionada pasee un ángulo de escape de 3 grados, ideal para cortar materiales duros y de una manera precisa.
Donde su espesor de corte es tc = (2 )to= 2.6 mm.
Paso4: Cálculo de Fuerza máxima necesaria para el punzando de cada disco y potencia.
Pmax=K . Pcorte+Pextraccion
El factor K varía entre 1,1 y 1,2. (Tomamos 1,15).
P.corte:
Pcorte=A corte∙ τs=¿ ∙ π ∙ D o ∙ τs
Para ts= 65Mpa valor que se obtiene según la tabla 9-46 apartado Troquelado de la chapa Corte y punzonado de la chapa. Guía del profesor Rubén Añez semestre A-2015
Pcorte=1.3 x 10−3 ∙ π ∙ 410 x10−3 ∙ 65 x 106=108.840 KN
Se cumple con juego 0.78

P. extracción: se define estimando el valor de 2 a 7 % de P.corte, se toma entonces 5% para tener un resultado conservador, teniendo una fuerza de extracción igual a:
P.Extracción= 108.840 x 0.05= 5.442 KN
Tenemos ya la fuerza del corte y la fuerza de extracción ahora se sustituye la ecuación principal de fuerza máxima, teniendo:
Pmax=1.15 x 108.840+5.442=130.608 kN
Esta es la fuerza necesaria para realizar tel proceso de corte, donde s obtendrán discos de 410mm usando el máximo aprovechamiento de material posible y teniendo acabados finos con dimensiones exactas, terminado dicho proceso, se procede a comenzar la fase de Embutición de la Chapa
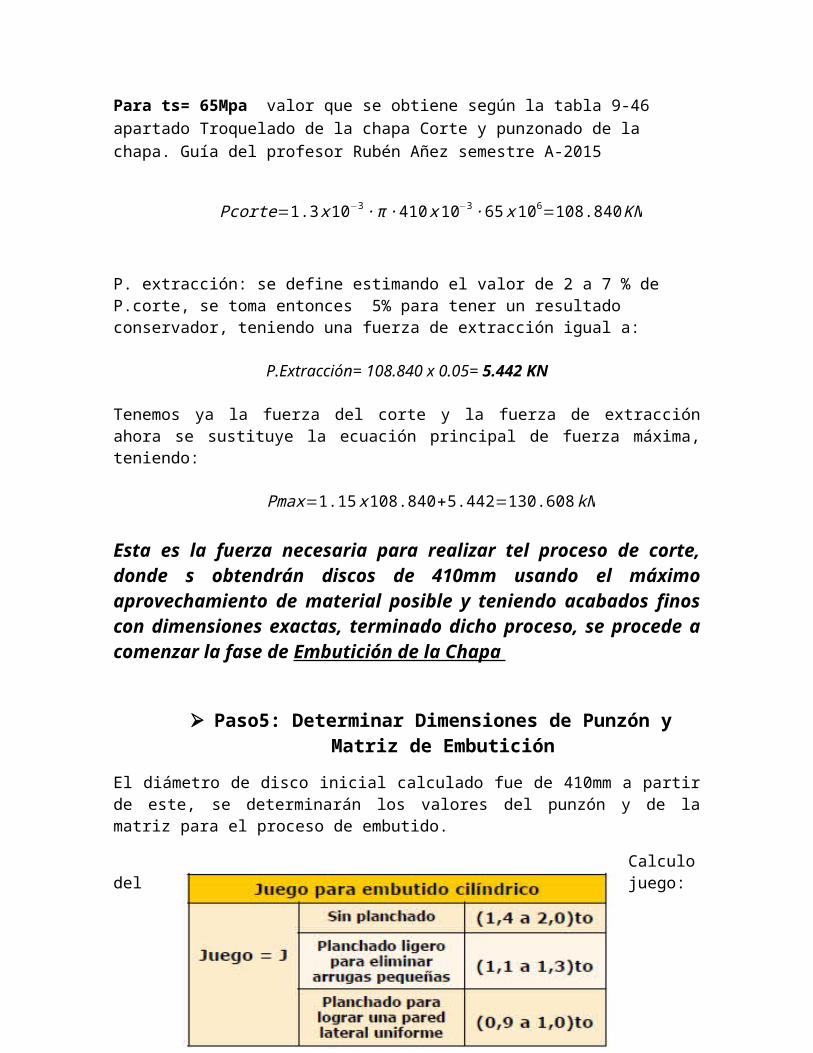
Paso5: Determinar Dimensiones de Punzón y Matriz de Embutición
El diámetro de disco inicial calculado fue de 410mm a partir de este, se determinarán los valores del punzón y de la matriz para el proceso de embutido.
Calculo del juego:
J= 1xTo = 1x1.3mm= 1.3 mm para pared lateral uniforme
Diámetro del punzón Dp:
Dp= diámetro interno del cilindro esperado= 300 mm.
Diámetro de la matriz Dm:
Dm=Dp + 2J = 300 + 2 x 1,3= 302.3 mm.

Radio del perfil de la matriz
“Rm” para chapa de aluminio:
Rm=0.9√ (Do−Dm ) ¿¿
Rm=0.9√ (410 mm−302.3 mm )1.3 mm=10.6493 mm.
Radio del perfil del punzón Rp:
Rp= (0,1 a 0,3)Dp = 0,1 x 300mm= 30mm.
Paso5: determinar la presión (Pp) que debe ejercer el presa chapas para lograr la embutición
Pp= π4
( Do2−Dm2 ) p
Presión específica del sujetador para aluminio viene dada por:
P= 0.5 estimándolo entre los valores tabulados
Sustituyendo se tiene:
Pp= π4
( 410 mm2−302.3 mm2 ) 0.5=30.126 KN
Paso 7: Determinar en cuantas pasadas se puede realizar el proceso de embutición mediante la Relación de Embutido
Para que la embutición se pueda realizar en una sola pasada se debe cumplir:
REM ˃ RE
ℜ=DoDp
=410 mm300 mm
=1.36
RME=2−0.001Do¿ =2−0.001
410 mm1.3 mm
=1.68
Como RE <RME entonces el proceso de embutido se puede realizar en una sola pasada para alcanzar las medidas requeridas.
Paso 8: Determinar la Fuerza requerida que debe ejercer el punzón para realizar el embutido
La fuerza de punzonado se obtiene mediante la siguiente ecuación:
P=ɳ ∙ π ∙ Dp∙¿ ∙ σuts
Para ɳ se tiene:
ɳ=1.20(ℜ−1)
(RME−1)=1.20
(1.36−1)(1.68−1)
=0.65
Donde σ uts=152 Mpa, al sustituir se tiene la fuerza del punzonado para la embutición
P=0.65∙ π ∙300 x10−3 ∙1.3 x10−3 ∙152 x 106=121.051 KN
Paso 9: Determinar la Potencia de Embutido
Según la tabla se obtiene para aluminio una velocidad de 500 mm/s
Es decir para realizar el embutido se requiere una velocidad de 0.5 m/s
Finalmente:

Potencia=Pxv=121.05 KN x0.5ms=60.525 KW
Con este valor se obtienen finalmente todos los parámetros necesarios para la realización del proceso de embutición para obtener así las dimensiones deseadas para el molde,
entonces se procede al proceso final
PROCESO DE DOBLADO
Paso 10: Doblado parte superior del Molde
Finalmente se le aplica un proceso de dolado a la parte superior de la olla por medio de una prensa o plegadora.
Parámetros del doblado:
A) Dirección de laminado: Se recomienda que sea longitudinal.
B) Radio mínimo de doblado (Rmin): No menor a 1mm.
De la tabla siguiente se toman valores de “Rmin” según el material:
De modo que para Aluminio se tiene un Rmin= 6xTo= 6x1.3mm= 7.8 mm
C) Tolerancia de doblado β= 2π360
x α (R+Y )
Para Y se tiene la siguiente tabla:

Entonces para R/t =1 se tiene que Y= 0,421to= 0.5473
Con α= 360ᵒ
Entonces se tiene que: β= 2 π360
x 360 (1.3+0.5473 )=11.607 mm
Angulo de recuperación (springback):
Recuperacion elástica =Rf = Ro
4 (Ro ∙ σy
Et)3−3(
Ro ∙σyEt
)+1= o
4 (Ro∙ σy
Et)3−3 (
Ro ∙σyEt
)+1=
Para E=200Gpa y σy= 205 Mpa.
ʌαf= βf/((Rf+Y))= 6,26 De modo que αf = 360ᵒ – 6,26ᵒ= 353,74 ᵒ
Por tanto se tiene que el factor de recuperación =K=αf/αo=353,74/360= 0,9826.
F) Fuerza de doblado P= (K.W. 〖 to 〗 ^2)/D σuts= (1,3x 1369,9 x .
〖1,2141〗^2)/2,4356 (519,93)=57331807 N=5,844 TN.
Donde : W= π x D=1369,923mm
D= 2x Rf= 2,4356mm.
K= (1 a 1,33) tomamos 1,33.


















