Digital printing write up (jatin singhal, 12tt031)
46
DIGITAL PRINTING SEMINAR WRITE-UP SUBMITTED TO :- SUBMITTED BY: Mr. Saumen Bhattacharya Jatin singhal Lect. In Textile Department (12TT031) 0
-
Upload
jatinckd -
Category
Technology
-
view
40 -
download
2
Transcript of Digital printing write up (jatin singhal, 12tt031)

DIGITAL PRINTING
SEMINAR WRITE-UP
SUBMITTED TO :- SUBMITTED BY:
Mr. Saumen Bhattacharya Jatin singhal
Lect. In Textile Department (12TT031)
T.I.T. BHIWANI
0

ABSTRACT
The art of textile printing is probably as old as the civilization itself. Excavations revealed wooden printing blocks Egypt at around 400-600 A.D. India excelled in printing at around 13th and 15th centuries. Then new age of printing grew rapidly in U.K. as a major breakthrough, Peter Zimmer of Austria introduced rotary screen printing machine in 1963.Before that, the majority of printers used to follow a totally manual approach to the production of textile prints from initial stage of bulk production.In 1980, CAD was introduced in textile printing. The adoption of CAD has lead to better quality and flexibility in design development.After that Digital textile printing began its journey in the early 1990s and in the early stages itsviability and chances of success were doubted by many. The reason being the demands of the textile applications are extreme.
1

List of Tables
Table No. Topic
6.1 Different Chemicals Used for Pre-treatment for cotton
6.2 Different Chemicals Used for Pre-treatment for Wool, silk, nylon
6.3 Dyes and after treatment for Different fibre
8.3 List of commercially available printing machineries and there specifications
List of figures
Figure no. Topic
1.1 Printing design
2.1 Flow chart of printing
6.1 Material flow in digital printing
7.1 Ink flow in continuous inkjet printing
7.2 Dot-on demand printing
7.3 Ink drop formations and ejection in a thermal inkjet chamber
7.4 Piezoelectric inkjet printing heads
7.5 Electrostatic inkjet printing
2

CONTENT
Sr. No. Topic Page no.
1. Introduction Printing 4
2. Process sequence for Printing 5
3. Styles of Printing 9
4. Traditional methods and limitations 10
5. Introduction to Digital Printing 12
6. Material Flow In Digital Printing 13
7. Types of Inkjet printing 19
8. Commercially Available Machineries 25
9. Advantage & Limitation of Digital Printing 26
10. Application of Digital Printing 27
11. Conclusion 29
12. References 30
1. INTRODUCTION TO PRINTING[1]
3
Printing may be defined as process of applying colour to fabric in definite pattern or
design. In properly printed fabrics the colour is bounded with the fibre, so as to resist
washing and friction. Textile Printing is related to dyeing but in dyeing properly the
whole fabric is uniformly covered with one colour. In Printing one or more colours are
applied to it in certain Part only, and in sharp defined patterns.
The dyes used for printing mostly include vat, reactive, naphthalene and disperse colours
which have good fastness properties. The pigments which are not truly dyes are also
extremely used for printing. These colours are fixed to the fibre through resins that are
very resistance to laundering.
For cotton printing vat and reactive dyes are generally used. Silk is printing with acid
colours. Wool is printing with acid and chrome dyes, manmade fibres are generally
printed with disperse and cationic dyes.
Figure 1.1 Printing design
2. PROCESS SEQUENCE FOR PRINTING[2]
4

Figure 2.1 Flow Chart Of Printing
5

2.1 Grey Fabric:-Woven fabric or knitted fabric is used for printing. It consists of
impurities like size particles, oils, fats and waxes so these impurities needed to be
removed before printing to achieve good quality of prints on the fabric.
2.2 Singeing:-singeing is the process of removal of protruding hairs from the surface
of the fabric by burning action before singeing surface of fabric looks hazy and
after singeing become clean clear and smooth. During process fabric is passed
through series of roller and a burner placed closer to the rollers which burns hairs
from surface. Speed of fabric is so adjusted that only hairs get burnt not the
fabric.
2.3 Desizing:- Desizing is the process of removal of size paste which was applied on
warp sheet before weaving so that weaving process takes place smoothly. Most of
size recopies consist of starch which is a hydrophobic material so it needed to be
removed before printing, most common method of desizing is enzymatic desizing
in this special enzymes are used which will attack only on starch not on cotton.
2.4 Scouring: -Fabric, as it comes from the loom, is dull in appearance. It may have
stains of oils as well as starches, waxes, etc., that are applied to yarns to make
weaving easier. Once the fabric is woven, the presence of these additives hinders
further finishing processes such as bleaching, dyeing, printing, etc. Therefore,
these need to be removed before sending the fabric for further processing.
Scouring is the process of washing fabric with soap solution. Scouring is the
process of industrial cleaning of fabrics with the help of warm water and soap
solution. It cleans the fabric and makes them more absorbent. The method of
washing a fabric is chosen according to the nature of fibre. Cottons are boiled in
soap solution for cleaning. Silks are boiled to remove silk gum (degumming)
while the wool fibres are boiled with soap solution to remove grease and oils.
Fabrics made from man-made fibres are given normal washing. After cleaning,
the fabric becomes smooth, neat and more absorbent.
2.5 Mercerization:-Cotton is basically a dull fibre. The fabric made from cotton
wrinkles easily and is Difficult to dye. It is, therefore, treated with sodium
hydroxide to make it strong, lustrous and absorbent. This process is called
mercerization. It also improves the dye uptake of fabrics. Now-a-days this finish
has become a routine finish for all cottons. Even sewing threads which are used
for stitching are mercerized. You will find the word ‘mercerized’ on the labels of
6

cotton fabrics and reels of sewing threads denoting that the goods have been
mercerized.
2.6 Bleaching: At home you use lemon, milk, curd and facial bleach to remove sun-
tan. A similar treatment is also given to fibres. Many times natural fibres like
cotton, silk and wool are available in light brown colour. Suppose you have to
paint something in light pink colour, unfortunately the brush was not washed
properly and had remains of brown in it. What do you think will happen? You
will not get the pink you wanted. This becomes problem as light shades of dyes
do not come out well on such fibre colours. To get exact light shade of the colour,
the existing colour has to be removed. Bleaching ischemical treatment given to
fibres, yarns or fabric to remove paleness or colour and make them white.
Suitable bleaching agents such as hydrogen peroxide for protein fibres and
sodium hypochlorite for cottons are used. Man-made fibres do not need
bleaching. Fabrics have to be carefully bleached as bleach can harm the fabric
infused in high concentration.
2.7 Drying: Here in drying process fabric passed through a hot air oven at a high so
that it remain inside for 30 sec in case of light shade and for one minutes in case
of dark shade .here fixation of the dye take place. Now it is washed and reduction
cleared.
2.8 Printing: printing is localised dying objective is to achieve attractive colour
design with sharp boundaries. Printing is carried out on face side of the fabric
printing required very less amount of water and also to generate waste very less
water. Machinery used for printing, block printing, screening printing, transfer
printing, inkjet printing and zero graphic printing.
2.9 Drying:: Here in drying process fabric passed through a hot air oven at a high so
that it remain inside for 30 sec in case of light shade and for one minutes in case
of dark shade .here fixation of the dye take place. Now it is washed and reduction
cleared.
2.10 Steaming:Herethe fabric which contains dye and other additives in a printed
dry layer of the design enters in a closed chamber containing saturated stream.
Here these dry layer of print paste start absorbing water from the stream which is
helped by the hygroscopic agent present in the paste mean while the temperature
of the fabric starts rising and reaches the temperature of the stream (above 100-
110) these all chemicals start these action and because of low M:Lratio dye
7

fixation take place within few minutes .after the required time the steamed fabric
comes out of the chamber (steaming is generally a continuous process)
2.11 After treatment:after treatment will depend upon the dye used if dye used is
direct dye then CDPA treatment which carried out and this fabric is never soap
boiled similarly there are different after treatment before dyes.
2.12 Soaping:here printed material is treated at boiled with one two gm. /litter of
soap. Loosely attached printing dye gets removed here we get material of better
fastness.
2.13 Finishing:A series of treatments are given in mills to finish textiles goods, for
example: a fabric is washed, bleached, dyed or printed, starched and ironed
before it is sent to the market. When a fabric is given a finish, it is known as a
finished textile. But it is not a must that all the textile-products are finished before
use. When no finish is applied on the textiles, these are termed as gray goods or
unfinished textiles. This does not mean that the fabric is gray in colour. It implies
that no finishing treatment has been given to it. gray goods lack customer appeal
and you will not like to buy these for your dress or shirt. Can you say why? Yes,
you are right. It is because in the absence of any finish, a fabric has dull and
shabby appearance. Different colours or prints on fabrics are also finishes and
these make fabrics look attractive.
8
3. STYLES OF PRINTING[2]
Printing styles are of three types:
3.1 Direct : in this style the design are directly printed on white or light coloured
fabric
3.2 Discharge : the fabric is dyed with dischargeable dye and after drying printed
with paste containing discharging agent. Then dried and steamed during steaming
the discharging agent works and removes the ground colour at the areas of
Printing and after washing and drying we will get white prints on coloured fabric.
3.3 Resist : the fabric is dyed with dischargeable with reducing agent and after drying
printed with paste containing discharging agent along with vat dye of different
colour. Then dried and steamed, during steaming the discharging agent works and
removes the ground colour and fixation of vat colour at the areas of Printing and
after washing and drying we will get prints of different colour on coloured fabric.
9

4. TRADITIONAL METHODS AND LIMITATIONS[3]
4.1Roller Printing
This process involves a print paste (like a thick paint) that is applied to an engraved
roller, and the fabric is guided between it and a central cylinder. The pressure of the
roller and central cylinder forces the print paste into the fabric. Because of the high
quality it can achieve, roller printing is the most appealing method of printing
designer and fashion apparel fabrics.
Long runs of the same fabric design are produced on a roller print cylinder machine
operating at speeds between 50 and 100 yards a minute. As many as 10 different
colors can be printed in one continuous operation, but each colour must have a
separate roller. The design is cut into the surface of copper rollers; by varying the
depth of the engraving on the roller the shade depth can be altered. Sharpness of line
and fine detail can be achieved this way.A typical printing machine has a large padded
drum or cylinder, which is surrounded by a series of copper rollers, each with its own
dye trough and doctor blade that scrapes away excess dyeThe tubular screens rotate at
the same velocity as the fabric, the print paste is distributed inside a tubular screen,
which is forced into the fabric as it is pressed between the screen and a printing
blanket (a continuous rubber belt).It picks up colour from the engraved area of each
roller in sequence. The printed cloth is dried immediately and conveyed to an oven
that sets the dye. Knitted fabric is mostly printed in this method as it does not pull or
stretch the fabric.
Width up to 120 cm.
Rollers bend under their own weight causing print distortions.
4.2 Flat Screen Printing
In flat screen printing, a screen on which print paste has been applied is lowered onto
a section of fabric. A squeegee then moves across the screen, forcing the print paste
through the screen and into the fabric. The screen is the image carrier made from a
porous mesh stretched tightly over a metal frame.
30-50 m/min and screen size up to 9 m.
10

4.3 Block Printing
Block printing is a traditional process dating back to India in the 12th century.
Wooden blocks made of seasoned teak in different shapes and sizes are cut by trained
craftsmen. Each block has a wooden handle and two or three holes drilled into the
block to the passage of air and release of excess print paste. Fabric is stretched over a
printing table and fastened with small pins. Printing starts from left to right, first the
colour is evened out in the tray and then the block is dipped in. Then the block is
applied to the fabric with careful registration and pressure is applied. Multiple colour
designs are labour intensive and require a lot of skill to register the prints exactly.
4.4 Heat Transfer Printing
This is essentially transferring an image to fabric from a paper carrier.
When heat and pressure are applied to this paper the inks are transferred. Some
transfers are topical, and the image sits on the surface of the fabric. Other transfers are
absorbed into the fibres of the fabric.Heat transfer printing is clean and
environmentally safe. The only by-product is the paper carrier. It is the perfect print
method for short run and sample production, but can also be used for batch production
as well.
LIMITATIONS
Rely on Printing using rollers and screens.
Preparation of these is a time consuming process.
Choking of the equipment.
Expensive Sampling.
Higher wastage of fabric as well as paste.
Higher engraving cost.
High labor cost.
Screen washing and disposal of waste print paste.
5. INTRODUCTION TO DIGITAL PRINTING [4]
11
In Digital Printing designs can be created digitally with almost any graphic design software
(Photoshop, CorelDraw, and AutoCAD) and exported as Tiff files. Remember the quality of
the file is an integral component of the Digital fabric Printing process alternatively existing
art work or photograph can be scanned and then digitally manipulated to make a textile
design.Digital textile printing system was first started to develop from the inkjet type of
plotter for sample development and with day to day improvement in resolution and speeds.
Now it has become a standalone shop also applications of these printers are varied with fast
developing Printing screens, media, ink etc.
Digital Printing is more environmentally friendly than other traditional screen Printing
methods because you are printing the exact amount of ink /dye needed to print directly on the
fabric through the direction of RIP/printer setting. Digital fabric Printing saves water and the
environment.Digital textile printing involves the use of printing systems to print out digital
data. It is different from traditional analogy printing in which dedicated plates are pressed
directly onto the fabric. Digital printing has the following characteristics:
1. Faithful reproduction of fine gradations and subtle colour tones
2. Suitable for small lot production runs at low cost and high speed, without the need for the
plates that are indispensable for analog printing
3. Minimize the environmental burden due minimal wastage of dyes
6. MATERIAL FLOW IN DIGITAL PRINTING
12

Figure 6.1 Material Flow in Digital Printing
6.1 SUBSTRATES PRE TREATMENT
With ink jet textile print systems that use dyes, the chemicals required for fixation of the dyes
have to be applied by padding or coating application prior to ink jet printing. However, even
with the application of the conventional print chemicals colour yield is still not comparable
tothat achieved by conventional printing processes. This in the main is due to the very much
smaller amount of ink formulation applied by the print head .It must also be noted that
different print head technologies apply also differing amounts of ink ( ink jet volumes are
measured using“Pico litre “units ). This is in contrast to conventional printing where the
amount of print formulation applied can be up to 200 gm/sq. metre or more (dependent on the
actual weight/sq. Metre of the textile) with ink jet the amount of ink formulation applied can
be as small as20mls/square metre. Actual amounts applied by the various print technologies
differ depending on the actual print head principle, nozzle size (dropvolume), frequency rate
(which determines the number of drops /second). Also with ink jet printing on textiles the
amount of ink applied is constant for a specific head technology. With these considerable
extra constraints an integral part of any successful ink jet textile system is the pre-treatment
13

technology. For an textile ink jet application to be successful, the dye chemists (or textile
chemists) and the media must work in a close relationship with the systems integrator (and
the print head developer).These pre-treatment chemical and process methods must be
developed for specific dye types and substrate combinations.
• Pre-treatment includes those chemicals which inhibit the migration on the surface and
it may also contain chemicals controlling ph.
• Low viscosities are preferred to ease flow but that will move away from the target due
to wicking.
• So it is required to pad with “Thickener” which enhances absorbency and improves
migration.
• If handle gets affected then a scouring process is needed at the end to remove excess
thickener.
Table 6.1 Different Chemicals Used for Pre-treatment for cotton
CHEMICALS AMOUNT (G)
Alginate (thickener) 250
Urea (swelling agent) 100
Ludigol (Detergent) 25
Sodium bicarbonate 25
Water 1000
After padding, material is dried at 120dc and then printed
14
Table 6.2 Different Chemicals Used for Pre-treatment for Wool, silk, nylon
CHEMICAL AMOUNT(g)
Alginate 250
Guar gum 50
Urea 100
Ammonium tartrate 50
Water 1000
Drying at <100°C
6.2 Inkjet Printing[5]
Ink jet Printing is a type of computer printing that recreates a Digital image by propelling
droplets of ink on to paper, fabric or other substrates. Ink jet Printing is most commonly
used type of Printing.
Inkjet Printing was originated in 2othcentury and the technology was first extensively
developed in the early 1950s starting in the late 1970s inkjet Printing. The quality of an
inkjet Printing is very much influenced by the physicochemical properties of Printing ink.
Here lies the importance of inkjet dyes. The textile industry is driven by time, having to
meet the constant demands of the customer for new Products and the resulting short lead
times. The industry needs to be flexible to change, as the customer may want to make
style alterations and have shorter print run productions. This is particularly true of
customers in developed markets, where luxuries are largely a given and there is a desire
for differentiation, textile ink jet print technology is ideal for this mass customisation. The
customer for ink jet printing will vary from the high-street companies demanding the
slightly larger production runs for ink jet printing, to the independent
designer/maker/crafts person, to the ultimate bespoke designer for innovation/trend
setting and catwalks. Ink jet printing for textiles is moving the scope of what is possible
to manufacture, as it can produce photographic imagery and is flexible to changes. Ink jet
15

printing for textiles is a drop on demand solution, giving total flexibility for designers and
print runs. Printing can be stopped and started instantly, with the ability to make
alterations on screen allowing the design to respond to customer needs.
6.2.1.DigitalPrinting Inks for Different Substrates
Fabric, unlike paper, is a three dimensional structure and the ink and colorants
requirements vary over a large range. Practical limitations exist on the range of fabrics
and colors that can be produced with a single ink set. On some fibers that are absorbent,
like wool and cotton, the ink is absorbed quickly and easily, so bleeding of the water-like
ink jet ink is minimized even without a pretreatment. Unlike the thick, paste-like ink
used in conventional screen-printing, these water-like inks will bleed badly on non-
porous fibers like polyester and nylon. A mechanism to control bleeding must be
incorporated to avoid the ink wicking along the non-porous fibers of the textile. This also
is important in applications that require print through on the design to give nearly equal
color on both sides of the fabric. In traditional printing this is controlled by the high
viscosity of the inks used. With ink jet printing pre-heating the textile or addition of a
fabric pretreatment may help control these effects. The binding mechanism of the
pigment to the textile and the reaction of the dyes with the fibers usually require a
complimentary pretreatment chemistry and/or post treatment to achieve the optimum
result. The bottom line is that the ink, textile and the printing system must be designed to
control bleeding while achieving the hand, correct color and fastness required by the
intended application the operative here is "intended application." Printed textiles are sold
too many different market segments for a variety of end uses, including fashion textiles,
home textiles and soft signage (flag and banner). The target market and end use will
ultimately determine the fabric, ink and post processing requirements.
Digital inks include liquid and dry toner electrographic and magneto graphic ink-jet inks,
including water based dyes, solvent based dyes, pigmented solid phase wax, UV cured
and dye sublimation and dye diffusion systems. Other components present are mineral
oils, hydrocarbon resins. Toners are usually produced by each machine manufacturer and
vary in composition but generally consist of pigment, base binder resin, modifier resin
and charge control agents agents include iron oxides, Cr(III) or Co(III) complexes
ofdyes, salicylates, nigrosines and cetylpyridiniumchloride depending on whether toners
are negatively or positively working. Other additives include slip agents such as
16

polypropylene, wax or silicones. The major setback of these digital ink systems are
predominantly fused toner systems which are difficult to de-ink.the indigo electro ink has
a polymerizing vehicle. There is a significant difference in the applicability of digital
inks to the normal screen printing inks. The characteristics include properties like ink
viscosities, thickeners used, colorants, purity of the inks and the pre-treatments and the
post-treatments. There are significant differences in the application of various chemicals.
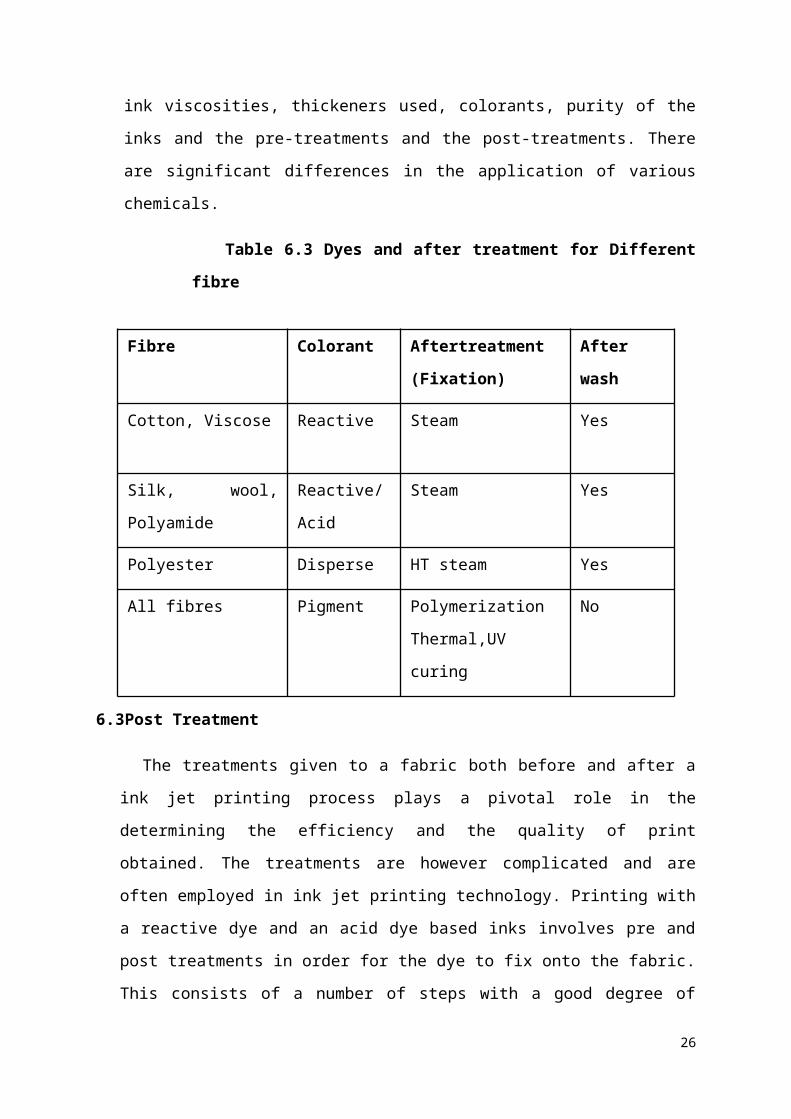
Table 6.3 Dyes and after treatment for Different fibre
6.3Post Treatment
The treatments given to a fabric both before and after a ink jet printing process plays a
pivotal role in the determining the efficiency and the quality of print obtained. The
treatments are however complicated and are often employed in ink jet printing
technology. Printing with a reactive dye and an acid dye based inks involves pre and post
treatments in order for the dye to fix onto the fabric. This consists of a number of steps
with a good degree of complexity. However printing with a pigment or a disperse dye
based inks are usually simple and easily executed.
Reactive dye based inks are often used in ink jet printing technology mainly due to the
ease of getting them into suitable ink formulations due to their water soluble ability.
Reactive dye interacts with the cellulose to give rise to a covalent chemical bond. These
bondings give rise to the high degree of wash fastness. In order to maximize the reaction
between the reactive unit of the reactive dye and the cellulose molecule, alkali and heat
are required. In ink jet technology, the alkali is applied by a pre-treatment process as or
17
Fibre Colorant Aftertreatment
(Fixation)
After wash
Cotton, Viscose Reactive Steam Yes
Silk, wool, Polyamide Reactive/Acid Steam Yes
Polyester Disperse HT steam Yes
All fibres Pigment Polymerization
Thermal,UV curing
No

else it interferes with the reactive dyes and the nozzle components if present the ink itself.
The heat is applied after the printing process is over by using either a steam source or hot
air fixation process. A separate wash process must be used to remove the unfixed reactive
dye present superficially over the fabric.
Acid dyes are normally used to print silk, wool, or other polyamide fibres. A
pre-treatment is generally necessary to prevent wicking of the ink in the fabric. A separate
post-treatment is given like steaming to fix the color and a separate wash off process is
done to remove the unfixed dye. Disperse dyes are the main printing colorants for
polyesters. High temperature steaming generally used online to fix the dye after direct
printing in an easy single stage process. The cooled pigment is bound to the substrate with
the help of a binder system. The binder is present either in the ink or is applied after the
printing is over. The application route does not employ a pre-treatment or a washing
process and is shorter than the reactive based inks.
Process
• It is required for fixation.
• Steaming make the substrate to open up and causing the Inks to fix.
• Steaming for 8-12min. At 102dc is done.
• Heating is required for pigments to polymerize the binder.
• UV curable inks have a simple treatment but require care to be taken.
• Washing is required to remove the unfixed colorants. That is done by cold rinse, hot
rinse, soaping, cold rinse and then drying.
7. TYPES OF INKJET PRINTING[6]
18

7.1. Continuous Inkjet
Figure 7.1 Ink Flow in continous printing
(1)The high pressure pump directs the liquid ink from a reservoir through a microscopic
nozzle and creates a continuous stream of ink droplets
(2)The stream of ink is broken into very small droplets at regular intervals ranging from
64000 -165000 drops per second.
(3)Ink droplets are subjected to electric field and the droplets thus get charged.
19

(4)Then the droplets are subjected to another electric field and are deflected onto the
desired position on the substrates by means of electrostatic plate.
(5)The droplets which are not deflected properly they are directed back to the
reservoir.
(6) Nozzle diameter is 10 – 15 micro meter.
(7) Both systems are generally based on Ink Jet printing technologies developed by
Sweet in 1964.The binary method being further developed by Professor Hertz and his
group at Lund University.
7.1.1 Advantage of Continous Inkjet Printing
1) The velocity of the droplets is very high (50 m\s) and hence production is
very high
2) Due to higher velocity the gap between the head and the substrate is kept
high and thus long life of print head.
3) There is no problem of nozzle clogging as the speed is quite high and the
simultaneous cleaning mechanism.
4) The system is easy to operate and has less maintenance cost in comparison
to the piezoinkjet.
7.2 Dots-On-DemandPrinting [7]
20

Figure 7.2 Dot on Demand
This provides mechanism for delivering drop where required.
Demand is created by software which decides whether to fire or not.
Drop then falls on substrate under gravity and appears as dot.
Drop sizes are measured in Pico liters.
20-30 Pl are used.
Possible to produce drops of <10 Pl and even 1pl.
Increases the resolution.
7.2.1 Thermal Inkjet
Figure 7.3 Ink Drop Formations and Ejection in a Thermal Inkjet Chamber
Thermal ink jet printing, also known as "Drop on Demand", employs a process of
super-heating the ink inside the print cartridge to about 400 degrees. In this method a
tiny heating element is incorporated behind each individual nozzle. When a current is
applied the temperature of the resistor rises very quickly to 400 degree Celsius. As the
ink heats up, vapor bubbles are formed inside the cartridge, which expand, explode,
and then force ultra-fine droplets of ink out of the print head’s micron-size nozzles
and onto the media. As the ink leaves the nozzle head, it creates a vacuum that pulls in
fresh ink. This process is repeated thousands of times per second.
A key feature of thermal inkjet printers is that like desktop models, they use
disposable print cartridges, usually one for each of the four process colors: (Cyan,
Magenta, and Yellow, Black). The cartridge contains both the ink supply and the print
head. Typically, these cartridge-driven units produce excellent print quality at 300 to
600 dpi, but with slow print speeds of approximately 10 to 20 sq. /hour. Thermal
inkjet printers are popular choices for corporate art departments, design studios,
21

quick-printers, sign shops, photographic labs, and screen printers that hat expect to
produce only a handful of prints per day.
7.2.2 Piezoelectric Inkjet Printing
Figure 7.4 Piezoelectric Inkjet Printing Head
Piezo-electricity is a phenomenon of producing electricity by application of pressure
on a crystal which is capable of conducting electricity through it. This method has
been suitably exploited for ink jet printing technology.
A piezo-electric crystal contracts when a current is applied. Piezo ink jet
printing relies on different principles for the expulsion of ink from the cartridge
nozzles. With this technology, an electrical charge is applied to the cartridge nozzles
and excites a small piezo crystal that is inside. When the piezoelectric crystals are
stimulated, the crystals change shape and squeeze the ink chamber. This action is
similar to the action of squeezing an oil can, and forcefully expels the ink from the
nozzle tip.
Since the piezoelectric process does not utilize heat, the cartridge life of these printers
is greatly expanded, cartridges should last a minimum of one year under heavy usage.
Piezoelectric print heads can use a wider range of inks than thermal inkjet printers
because the heat is removed from the process. This means that solvent-based ink
systems and pigmented-ink formulations will be more readily available, which
increases the development capabilities for better inks in the future. Although piezo is
currently the lesser-utilized technology, many experts predict that the long-term
development of ink jet print devices will use the piezo technology because of the
22

greater through-put speeds offered and the wider latitude with the types of inks that
can be developed.
Advantages:-
(1)No direct heating of ink.
(2)No distortion.
(3)Longer life.
(4)Drop size is smaller from thermal ink jets.
Disadvantages
(1)Print heads are very expensive.
(2)The production in comparison to the continuous inkjet is less.
7.2.3 Electrostatic Inkjet Printing
Figure 7.5 Electrostatic Inkjet Printing
• A high pulse electric voltage signal is applied to the ring shaped upper
Electrode plate located against the wire (Pt line) inside the nozzle as
Ground electrode
• The electrostatic force between the electrode and ground causes the liquid
meniscus at the interface to form a micro droplet.
• When the force is stronger than the surface tension of the liquid meniscus, the
23

Liquid breaks up into micro droplets and are ejected from the nozzle.
7.3 Advantage of Ink jet Printing
• Less amount of waste is produced.
• Environment friendly.
• Growth rate in ink jet 13% year worldwide.
• Less power consumption.
• Less costly.
• Small drop size.
• Fabric width 250-300 cm.
• 600-2000 DPI. Machine having variable drop sizes.
• Less noise level in ink jet machine.
• More resolution better quality of print is produced.
• Metal detector sensors are used
8. COMMERCIALLY AVAILABLE MACHINERIES [8]
8.1 Reggiani Dream
• Speed: over 150 meter/hour.
• Wide format: 155cm width print.
• 6-8 color process printer.
24

• Integrated washing keep the machine clean.
8.2 Leggett
• World’s first integrated digital textile printer
• It can be created for home furnishing industry
• PRINT Speed: 200 m per hour
• Drying and curing before exit the printer
• Wide format- 140 cm
8.3 Mimaki tx2
• 3- Piece of T- shirt can be printed at a time.
• Speed – 300 m/hour.
• Wide format – 170 cm.
• 9-10 colour used.
• End detection function which can reduce waste by ink to be used to last drop.
8.4 Artistri 930
• 83Speed; 700 m/hr.
• Super wide format; 160 cm print width.
• 4color process printing.
• Spectra Piezo print heads.
• Manufactured by VUTEK
8.5 Mimaki 810
• Speed: 800 m per hour.
• Wide format: 300 cm.
• 8 color printing.
• Disperse dye inks.
• 3- Piece of T- shirt can be printed at a time.
Table 8.1 List of commercially available printing machineries and there specifications
25
9 ADVANTAGE & LIMITATION OF DIGITAL PRINTING[9]
9.1Advantage of Digital Printing
• Most Digital print processing requires less or no colour overlap or trapping
• Very less time required for sample Printing
• The finest colour gradation can also be produced with this technology.
• Border to border Printing is possible.
• It is possible to match print to the highest quality levels.
• It reduces the stock keeping of raw material and labour cost.
• Just in time production and delivery are possible.
• It considerably reduces the cost of Printing of smaller lots.
• Upto70 % of colour material can be saved as compare with conventional textile Printing.
26
Printer Print Width
Speed DPI (drops per inch)
No. of Colors
advantages No. of Nozzles
Reggiani dream
155 cm 150m/hrs. 600 4-8 colors Suitable for all fabrics. High productivity An integrated washing system.
70-150 no. of nozzle heads
Leggett 140 cm 200m/hrs. 300 5 colors Print only for silk and polyester.
200-250 no. of nozzle heads
Mimaki tx2
170 cm 300m/hrs. 400 7 colors print only cotton , not require large space.
250-300 no. of nozzle heads
Artistri 930
160 cm 700m/hrs. 630 4 colors print small and medium print .
350-400 no. of nozzle heads
Mimaki 1810
300 cm 800m/hrs. 720 8 colors 3 piece T- shirts can be printed at a time.
450-512 no. of nozzle heads

• Up to 50% of energy saving can be done
9.2 Disadvantages of Digital Printing Limitation
• Discharge and resist effects on deep shade of dyeing are not possible by present inkjet technology.
• The present systems work with 20 gm. /metre2 inks, limiting the colour depth of print.
• Digital Printing may cost more per copy then other Printing for longer print runs
• There is very high temperature close to the resisters and hence damage of ink may take place.
• Clogging of nozzle may occur due to evaporation
• This is a new technology which requires investment for training as well as recruitment
10 APPLICATION OF DIGITAL PRINTING[10]
At the colouring and design stage. Samples on fabric can be obtained quickly in a
choice of colour ways without having to make films, screens or print paste so
customers can make the "Go/No-go" decision for a particular design in a particular
colour combination. Correlation of the print produced for the sample print by ink jet
must subsequently be reproduced in the production using screen technology .Methods
have been developed to achieve this “Match to Print “ (MTP ) capability .
Ink Jet printers can be used as a method of producing small-scale production prints of
exclusive designs (for example for ties, scarves and pocket handkerchiefs) within a
very short time compared to any procedure involving an engraving stage. This “on
demand “printing to the 100metre length produced by ink jet will become of
increasing important. The introduction of the Canon “Wonder Print “ bubble jet
printing system , which was announced at the Vienna 17th IFVTCC Congress in June
1996 , which is capable of printing 100squaremetres /hour will lead to further
developments for ink jet print machines in this production scale area .
Similarly one-off sample prints for use in garments for selection purposes by a
retailer, photographing for mail-order catalogues or publicity material in advance of
27

bulk production can be produced. Since the introduction of this approach customers
can submit a new design (or could submit digital information produced from his own
CAD system) to the textile printer. The textile printer could then scan the design into
a CAD system, subsequently working through the necessary cleaning-up, repeat
setting, separation and colouring stages that many of the new systems arecapable of
carrying out. The 'key' element of the procedure is that the textile printer can use
theCAD generating digital information to drive the jet printer and produce a sample
print. The subsequent jet printed sample follows the normal post printing operations
of steaming and washing-off. This enables the production of realistic small samples in
a short time without their requirements of engraving screens or producing
conventional sample prints. Only when firm decisions have been made would screens
be engraved and a conventional sample printed for final approval prior to bulk
production. In addition production of colour atlases that can be ink jet printer onto
cloth opens up new possibilities in the specification and communication of colours.
Easy translation of ink jet sample prints into bulk production recipes could also be
made easier by the use of colour atlases. These recipes can be transmitted
electronically to automatic dispensing colour systems for production of colours for
production printing. This then gives the capability of 'integrating' the total textile print
production process. The potential of integrating sample and production using digital
systems and ink jet print technology has been recently described.
11 CONCLUSION
By limiting wet post processing, ink jet pigment printing has the potential to make "agile
manufacturing" much more attractive. "Agile manufacturing" refers to an integrated, on
demand, order and fulfillment process that includes the textile printing and product
28

fabrication manufacturing processes. To implement "agile manufacturing" one must have
the ability to print, cut, sew and ship immediately on demand. This capability can
dramatically change the way sewn product and other printed textiles are produced.
Freedom from the requirement of using wet chemicals along with "agile manufacturing"
will facilitate "distributed printing". "Distributed printing" refers to a small textile
fabrication facility that receives the design and product information electronically, then
produces product at or near the retail outlet. With these capabilities, along with the digital
design, the potential cost savings in the supply chain and the reduction in inventory and
design risk, the availability of digital ink jet pigment printing should drive conversion of
some parts of the textile printing industry away from conventional screen printing.
However, when looked at from the perspective of the wide format printing
industry, an industry which is based on short run, customized production, textiles
represent nothing more than a new media and a new market. This industry doesn’t look at
digital textile printing from the perspective of what it can’t do, but rather all of the new
markets it will allow them to enter. The challenge to these people is in learning the textile
industry, whereas the challenge to the textile industry is in learning both the digital
printing technology as well as a new business model under which to sell their products.
Bottom line, digital printing for short run production requires thinking outside the box. It
requires an entirely new approach with new products and new marketing strategies that
leverage not just printing technology, but CAD systems, cutting systems, information
systems and even the Internet. Since the traditional industry has repeatedly demonstrated
its lack of desire to change its ways and its fear of new technology, digital textile printing
applications are as likely to come from outside the industry as they are from the inside.
12. REFERENCES
1. https://en.m.wikipedia.org/wiki/Textile_printing
2. Technology of printing by Prof. V.A. SHENAI Vol.4
29

3. http://mytextilenotes.blogspot.in/2007/10/textile-printing-1.html?m=1
4. http://fashion-incubator.com/content/what-digital-textile-printing /
5. https://en.m.wikipedia.org/wiki/Inkjet_printing
6. Hue P.L e... Journal of Imaging Science and Technology 42: 49–62 (1998)
7. Brooks G. Tippet Digital Printing Systems Orangeburg, New York, USA
8. http://www.printtex.com/machinery.htm
9. Indian journal of fibre & textile research vol.30, March 2005, pp. 99-113.
10. Indian journal of fibre & textile research vol.26, March-June 2001. pp. 156-161.
30