
Die Bahnsteuerung für Zyklen-und CNC-Drehmaschinen · Bahnsteuerung mit Antriebssystem von...
95
MANUALplus 620 Die Bahnsteuerung für Zyklen- und CNC-Drehmaschinen Informationen für den Maschinenhersteller 12/2018
Transcript of Die Bahnsteuerung für Zyklen-und CNC-Drehmaschinen · Bahnsteuerung mit Antriebssystem von...
MANUALplus 620Die Bahnsteuerung für Zyklen-und CNC-Drehmaschinen
Informationen für denMaschinenhersteller
12/2018
Bahnsteuerung mit Antriebssystem von HEIDENHAINAllgemeine Informationen
MANUALplus 620 • Kompakte Bahnsteuerung für Zyklen- und CNC-Drehma-schinen
• Achsen: max. 10 Regelkreise, davon maximal 6 als Spindel konfi-gurierbar
• Geeignet für Horizontal-, Vertikal- und Karusselldrehmaschinen• Bis zu 3 Hauptachsen (X-, Z- und Y-Achse), B-Achse, geregelte
Haupt- und Gegenspindel, C1-/C2-Achse und angetriebeneWerkzeuge
• Bis zu 3 programmierbare Hilfsachsen (U, V, W) zur Ansteuerungvon Lünette, Reitstock und Gegenspindel
• Position einer parallelen Nebenachse kann mit der Hauptachseverrechnet angezeigt werden
• Kompakte Bauform: Bildschirm und Hauptrechner in einer Ein-heit
• Für den Betrieb mit HEIDENHAIN-Umrichtersystemen und vor-zugsweise mit HEIDENHAIN-Motoren
• Durchgängig digital durch HSCI-Schnittstelle und EnDat-Interface• 15,6” Multitouch-Bildschirm 1366 × 768 Pixel• Integration des Tastenfelds im rechten Bildschirmbereich• MC 8420T einbaukompatibel zu MC 7410T• Speichermedium: CompactFlash-Speicherkarte CFR (CFast)
8 GB• Programmierung der Dreh-, Bohr- und Fräsbearbeitung mit
smart.Turn, nach DIN oder über Zyklen• TURN PLUS für automatisierte smart.Turn-Programmgenerie-
rung• Freie Konturprogrammierung ICP für Dreh- und Fräskonturen• Für einfache Werkzeugaufnahmen (Multifix), Werkzeug-Revolver
oder -Magazine
Systemtest Steuerungen, Motoren und Messgeräte von HEIDENHAINwerden in aller Regel als Komponenten in Gesamtsysteme inte-griert. In diesen Fällen sind unabhängig von den Spezifikationender Geräte ausführliche Tests des kompletten Systems erforder-lich.
Verschleißteile Steuerungen von HEIDENHAIN enthalten insbesondere Ver-schleißteile wie Pufferbatterie und Ventilator.
Normen Normen (EN, ISO, etc.) gelten nur, wenn sie ausdrücklich imKatalog aufgeführt sind.
Hinweis Microsoft, Windows 7, 8, 10 und Internet-Explorer sind einge-tragene Marken der Microsoft Corporation. Intel, Intel Core undCeleron sind eingetragene Marken der Intel Corporation.
Gültigkeit Die hier beschriebenen Technischen Daten und Spezifikationengelten für folgende Steuerung und NC-Software-Versionen:
MANUALplus 620 mit NC-Software-Versionen548431-06 (Export nicht genehmigungspflichtig)
Mit Erscheinen dieses Prospekts verlieren alle vorherigen Aus-gaben ihre Gültigkeit. Änderungen vorbehalten.
Voraussetzungen Einige dieser Spezifikationen setzen bestimmte Gegebenheitenan der Maschine voraus. Bitte beachten Sie auch, dass zum Ablaufeiniger Funktionen ein spezielles PLC-Programm vom Maschinen-hersteller erstellt werden muss.
2
Inhalt
Bahnsteuerung mit Antriebssystem von HEIDENHAIN 2
Übersichtstabellen 4
HSCI-Steuerungskomponenten 16
Zubehör 28
Kabelübersicht 41
Technische Beschreibung 46
Datenübertragung und Kommunikation 66
Einbauhinweise 69
Hauptabmessungen 71
Allgemeine Informationen 90
Weitere HEIDENHAIN-Steuerungen 92
Stichwortverzeichnis 93
Beachten Sie bitte die Seitenhinweise in den Tabellen mit dentechnischen Daten.
3
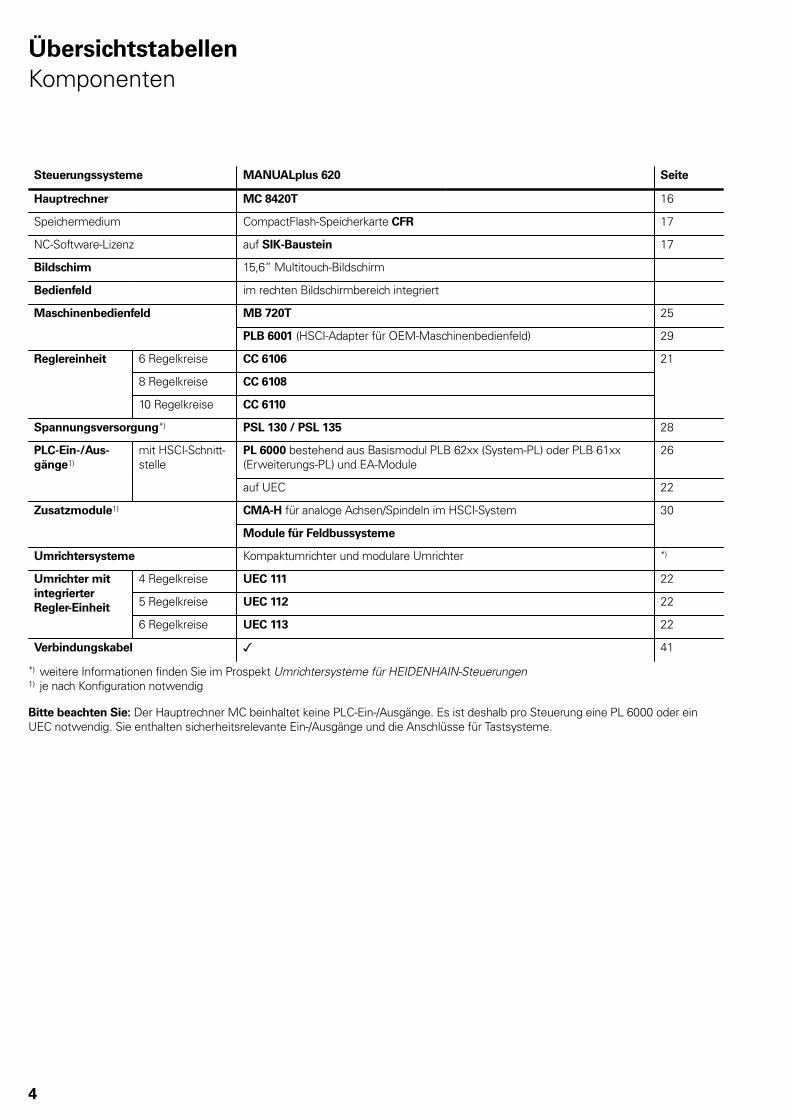
ÜbersichtstabellenKomponenten
Steuerungssysteme MANUALplus 620 Seite
Hauptrechner MC 8420T 16
Speichermedium CompactFlash-Speicherkarte CFR 17
NC-Software-Lizenz auf SIK-Baustein 17
Bildschirm 15,6” Multitouch-Bildschirm
Bedienfeld im rechten Bildschirmbereich integriert
MB 720T 25Maschinenbedienfeld
PLB 6001 (HSCI-Adapter für OEM-Maschinenbedienfeld) 29
6 Regelkreise CC 6106
8 Regelkreise CC 6108
Reglereinheit
10 Regelkreise CC 6110
21
Spannungsversorgung*) PSL 130 / PSL 135 28
PL 6000 bestehend aus Basismodul PLB 62xx (System-PL) oder PLB 61xx(Erweiterungs-PL) und EA-Module
26PLC-Ein-/Aus-gänge1)
mit HSCI-Schnitt-stelle
auf UEC 22
CMA-H für analoge Achsen/Spindeln im HSCI-SystemZusatzmodule1)
Module für Feldbussysteme
30
Umrichtersysteme Kompaktumrichter und modulare Umrichter *)
4 Regelkreise UEC 111 22
5 Regelkreise UEC 112 22
Umrichter mitintegrierterRegler-Einheit
6 Regelkreise UEC 113 22
Verbindungskabel ✓ 41
*) weitere Informationen finden Sie im Prospekt Umrichtersysteme für HEIDENHAIN-Steuerungen1) je nach Konfiguration notwendig
Bitte beachten Sie: Der Hauptrechner MC beinhaltet keine PLC-Ein-/Ausgänge. Es ist deshalb pro Steuerung eine PL 6000 oder einUEC notwendig. Sie enthalten sicherheitsrelevante Ein-/Ausgänge und die Anschlüsse für Tastsysteme.
4
Zubehör
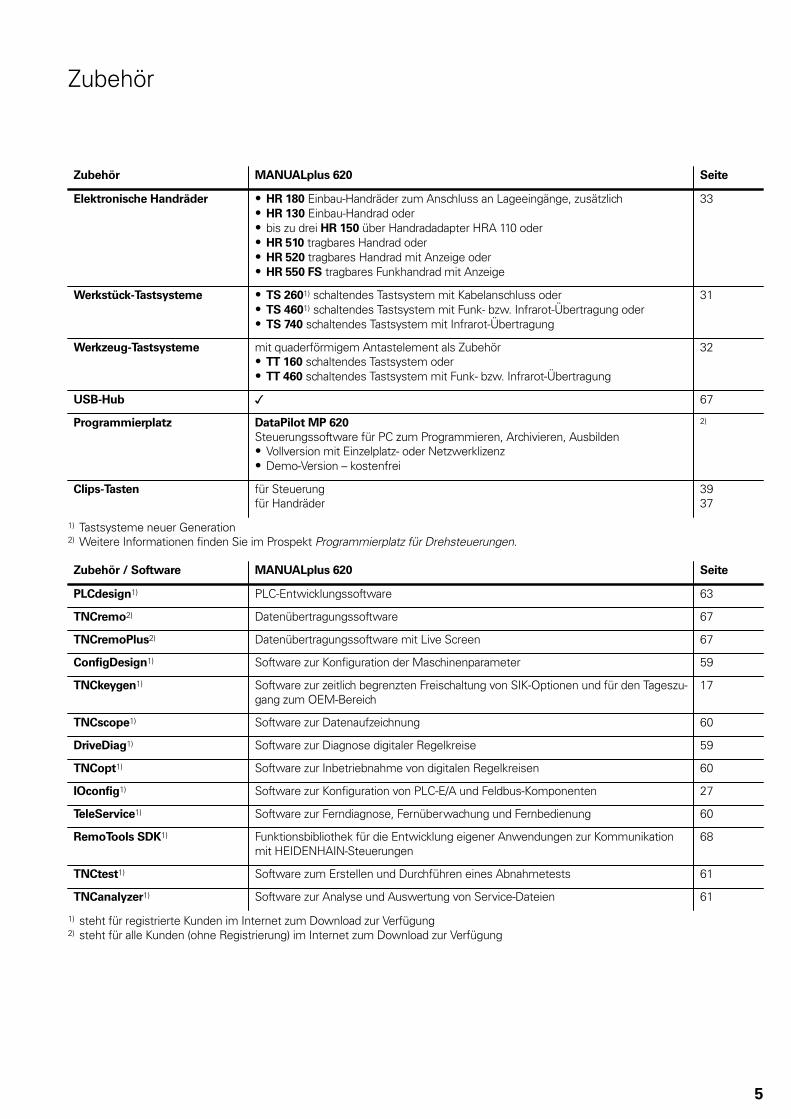
Zubehör MANUALplus 620 Seite
Elektronische Handräder • HR 180 Einbau-Handräder zum Anschluss an Lageeingänge, zusätzlich• HR 130 Einbau-Handrad oder• bis zu drei HR 150 über Handradadapter HRA 110 oder• HR 510 tragbares Handrad oder• HR 520 tragbares Handrad mit Anzeige oder• HR 550 FS tragbares Funkhandrad mit Anzeige
33
Werkstück-Tastsysteme • TS 2601) schaltendes Tastsystem mit Kabelanschluss oder• TS 4601) schaltendes Tastsystem mit Funk- bzw. Infrarot-Übertragung oder• TS 740 schaltendes Tastsystem mit Infrarot-Übertragung
31
Werkzeug-Tastsysteme mit quaderförmigem Antastelement als Zubehör• TT 160 schaltendes Tastsystem oder• TT 460 schaltendes Tastsystem mit Funk- bzw. Infrarot-Übertragung
32
USB-Hub ✓ 67
Programmierplatz DataPilot MP 620Steuerungssoftware für PC zum Programmieren, Archivieren, Ausbilden• Vollversion mit Einzelplatz- oder Netzwerklizenz• Demo-Version – kostenfrei
2)
Clips-Tasten für Steuerungfür Handräder
3937
1) Tastsysteme neuer Generation2) Weitere Informationen finden Sie im Prospekt Programmierplatz für Drehsteuerungen.
Zubehör / Software MANUALplus 620 Seite
PLCdesign1) PLC-Entwicklungssoftware 63
TNCremo2) Datenübertragungssoftware 67
TNCremoPlus2) Datenübertragungssoftware mit Live Screen 67
ConfigDesign1) Software zur Konfiguration der Maschinenparameter 59
TNCkeygen1) Software zur zeitlich begrenzten Freischaltung von SIK-Optionen und für den Tageszu-gang zum OEM-Bereich
17
TNCscope1) Software zur Datenaufzeichnung 60
DriveDiag1) Software zur Diagnose digitaler Regelkreise 59
TNCopt1) Software zur Inbetriebnahme von digitalen Regelkreisen 60
IOconfig1) Software zur Konfiguration von PLC-E/A und Feldbus-Komponenten 27
TeleService1) Software zur Ferndiagnose, Fernüberwachung und Fernbedienung 60
RemoTools SDK1) Funktionsbibliothek für die Entwicklung eigener Anwendungen zur Kommunikationmit HEIDENHAIN-Steuerungen
68
TNCtest1) Software zum Erstellen und Durchführen eines Abnahmetests 61
TNCanalyzer1) Software zur Analyse und Auswertung von Service-Dateien 61
1) steht für registrierte Kunden im Internet zum Download zur Verfügung2) steht für alle Kunden (ohne Registrierung) im Internet zum Download zur Verfügung
5
Technische Daten
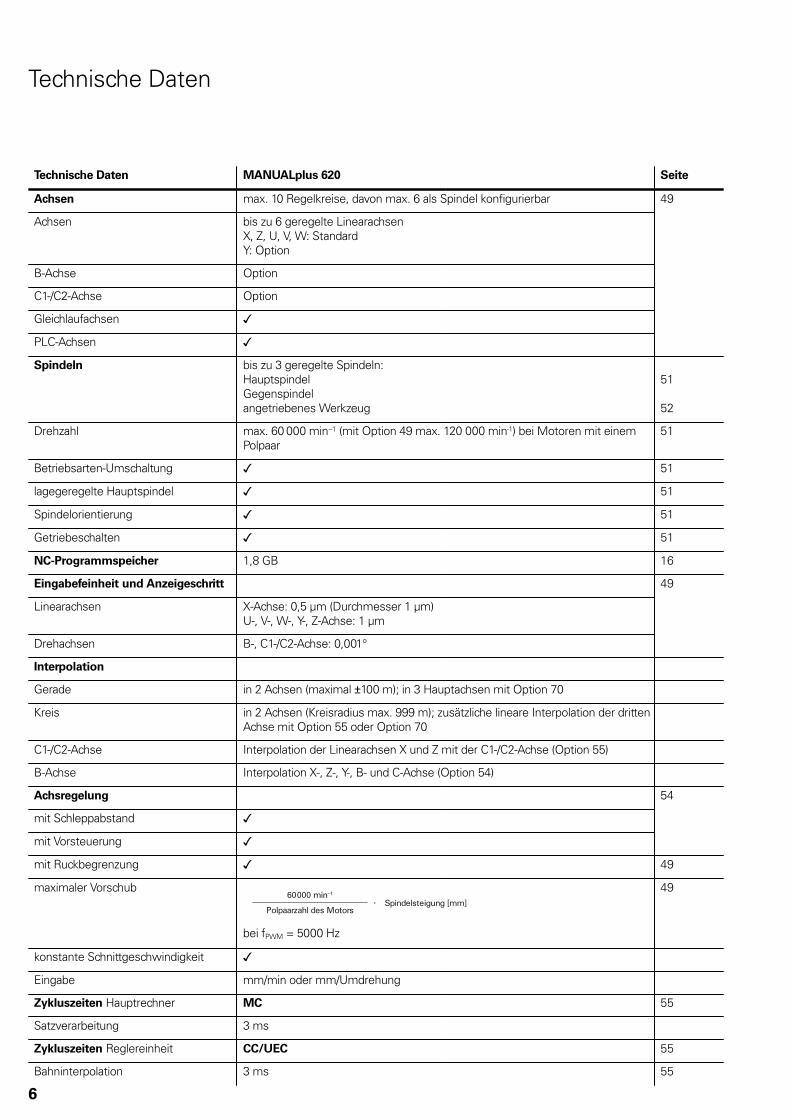
Technische Daten MANUALplus 620 Seite
Achsen max. 10 Regelkreise, davon max. 6 als Spindel konfigurierbar
Achsen bis zu 6 geregelte LinearachsenX, Z, U, V, W: StandardY: Option
B-Achse Option
C1-/C2-Achse Option
Gleichlaufachsen ✓
PLC-Achsen ✓
49
Spindeln bis zu 3 geregelte Spindeln:HauptspindelGegenspindelangetriebenes Werkzeug
51
52
Drehzahl max. 60 000 min–1 (mit Option 49 max. 120 000 min-1) bei Motoren mit einemPolpaar
51
Betriebsarten-Umschaltung ✓ 51
lagegeregelte Hauptspindel ✓ 51
Spindelorientierung ✓ 51
Getriebeschalten ✓ 51
NC-Programmspeicher 1,8 GB 16
Eingabefeinheit und Anzeigeschritt
Linearachsen X-Achse: 0,5 µm (Durchmesser 1 µm)U-, V-, W-, Y-, Z-Achse: 1 µm
Drehachsen B-, C1-/C2-Achse: 0,001°
49
Interpolation
Gerade in 2 Achsen (maximal ±100 m); in 3 Hauptachsen mit Option 70
Kreis in 2 Achsen (Kreisradius max. 999 m); zusätzliche lineare Interpolation der drittenAchse mit Option 55 oder Option 70
C1-/C2-Achse Interpolation der Linearachsen X und Z mit der C1-/C2-Achse (Option 55)
B-Achse Interpolation X-, Z-, Y-, B- und C-Achse (Option 54)
Achsregelung
mit Schleppabstand ✓
mit Vorsteuerung ✓
54
mit Ruckbegrenzung ✓ 49
maximaler Vorschub60000 min–1
. Spindelsteigung [mm]Polpaarzahl des Motors
bei fPWM = 5000 Hz
49
konstante Schnittgeschwindigkeit ✓
Eingabe mm/min oder mm/Umdrehung
Zykluszeiten Hauptrechner MC 55
Satzverarbeitung 3 ms
Zykluszeiten Reglereinheit CC/UEC 55
Bahninterpolation 3 ms 55
6
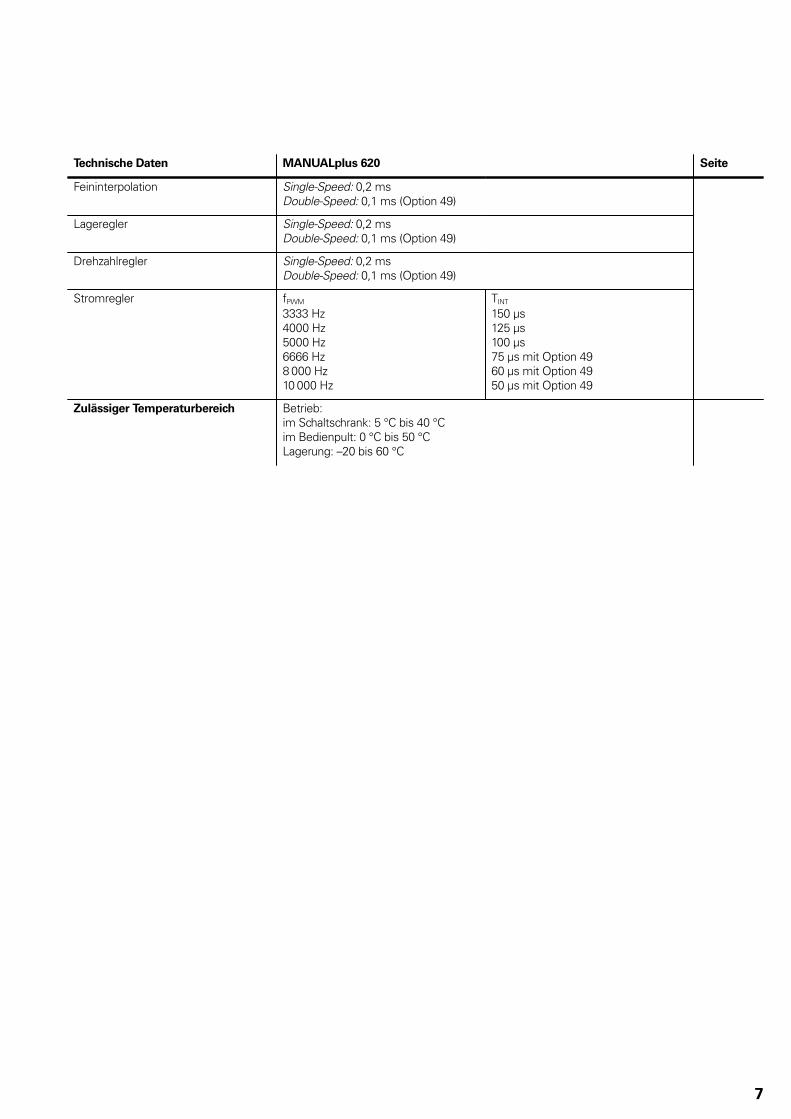
Technische Daten MANUALplus 620 Seite
Feininterpolation Single-Speed: 0,2 ms Double-Speed: 0,1 ms (Option 49)
Lageregler Single-Speed: 0,2 ms Double-Speed: 0,1 ms (Option 49)
Drehzahlregler Single-Speed: 0,2 ms Double-Speed: 0,1 ms (Option 49)
Stromregler fPWM 3333 Hz4000 Hz5000 Hz6666 Hz8 000 Hz 10 000 Hz
TINT
150 µs 125 µs 100 µs75 µs mit Option 4960 µs mit Option 4950 µs mit Option 49
Zulässiger Temperaturbereich Betrieb:im Schaltschrank: 5 °C bis 40 °C im Bedienpult: 0 °C bis 50 °C Lagerung: –20 bis 60 °C
7
Maschinenanpassung
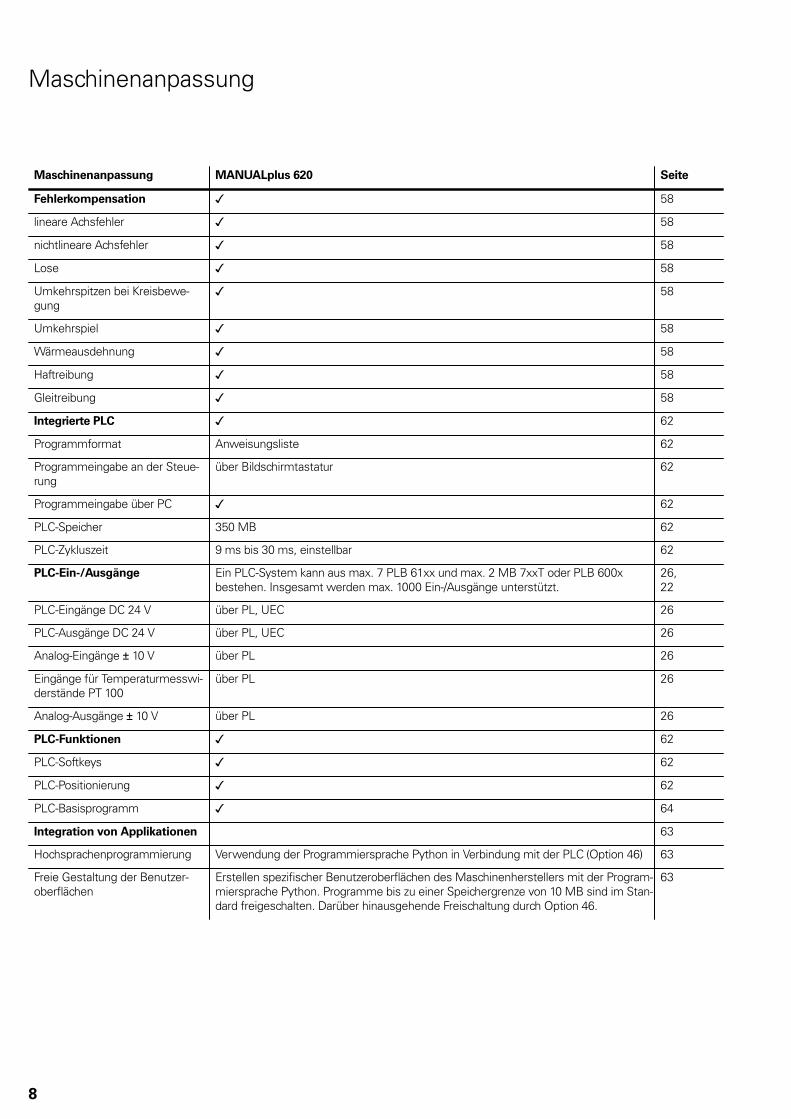
Maschinenanpassung MANUALplus 620 Seite
Fehlerkompensation ✓ 58
lineare Achsfehler ✓ 58
nichtlineare Achsfehler ✓ 58
Lose ✓ 58
Umkehrspitzen bei Kreisbewe-gung
✓ 58
Umkehrspiel ✓ 58
Wärmeausdehnung ✓ 58
Haftreibung ✓ 58
Gleitreibung ✓ 58
Integrierte PLC ✓ 62
Programmformat Anweisungsliste 62
Programmeingabe an der Steue-rung
über Bildschirmtastatur 62
Programmeingabe über PC ✓ 62
PLC-Speicher 350 MB 62
PLC-Zykluszeit 9 ms bis 30 ms, einstellbar 62
PLC-Ein-/Ausgänge Ein PLC-System kann aus max. 7 PLB 61xx und max. 2 MB 7xxT oder PLB 600xbestehen. Insgesamt werden max. 1000 Ein-/Ausgänge unterstützt.
26,22
PLC-Eingänge DC 24 V über PL, UEC 26
PLC-Ausgänge DC 24 V über PL, UEC 26
Analog-Eingänge ± 10 V über PL 26
Eingänge für Temperaturmesswi-derstände PT 100
über PL 26
Analog-Ausgänge ± 10 V über PL 26
PLC-Funktionen ✓ 62
PLC-Softkeys ✓ 62
PLC-Positionierung ✓ 62
PLC-Basisprogramm ✓ 64
Integration von Applikationen 63
Hochsprachenprogrammierung Verwendung der Programmiersprache Python in Verbindung mit der PLC (Option 46) 63
Freie Gestaltung der Benutzer-oberflächen
Erstellen spezifischer Benutzeroberflächen des Maschinenherstellers mit der Program-miersprache Python. Programme bis zu einer Speichergrenze von 10 MB sind im Stan-dard freigeschalten. Darüber hinausgehende Freischaltung durch Option 46.
63
8
Maschinenanpassung MANUALplus 620 Seite
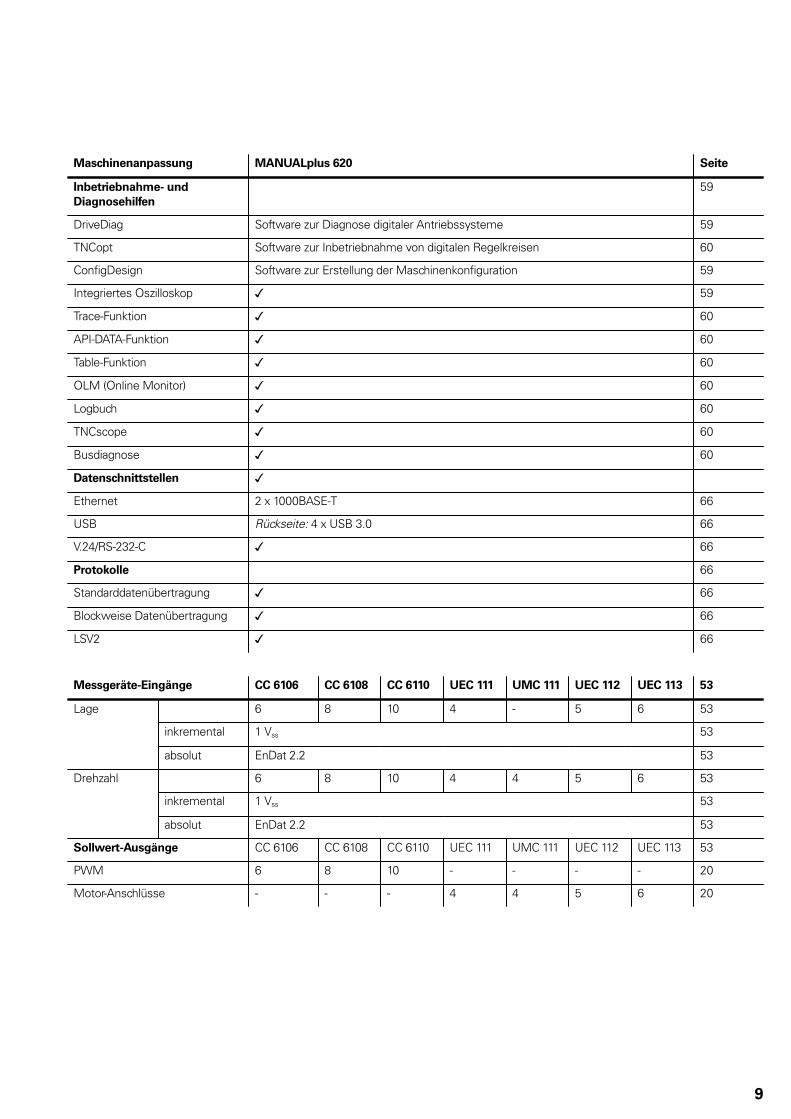
Inbetriebnahme- und Diagnosehilfen
59
DriveDiag Software zur Diagnose digitaler Antriebssysteme 59
TNCopt Software zur Inbetriebnahme von digitalen Regelkreisen 60
ConfigDesign Software zur Erstellung der Maschinenkonfiguration 59
Integriertes Oszilloskop ✓ 59
Trace-Funktion ✓ 60
API-DATA-Funktion ✓ 60
Table-Funktion ✓ 60
OLM (Online Monitor) ✓ 60
Logbuch ✓ 60
TNCscope ✓ 60
Busdiagnose ✓ 60
Datenschnittstellen ✓
Ethernet 2 x 1000BASE-T 66
USB Rückseite: 4 x USB 3.0 66
V.24/RS-232-C ✓ 66
Protokolle 66
Standarddatenübertragung ✓ 66
Blockweise Datenübertragung ✓ 66
LSV2 ✓ 66
Messgeräte-Eingänge CC 6106 CC 6108 CC 6110 UEC 111 UMC 111 UEC 112 UEC 113 53
6 8 10 4 - 5 6 53
inkremental 1 Vss 53
Lage
absolut EnDat 2.2 53
6 8 10 4 4 5 6 53
inkremental 1 Vss 53
Drehzahl
absolut EnDat 2.2 53
Sollwert-Ausgänge CC 6106 CC 6108 CC 6110 UEC 111 UMC 111 UEC 112 UEC 113 53
PWM 6 8 10 - - - - 20
Motor-Anschlüsse - - - 4 4 5 6 20
9
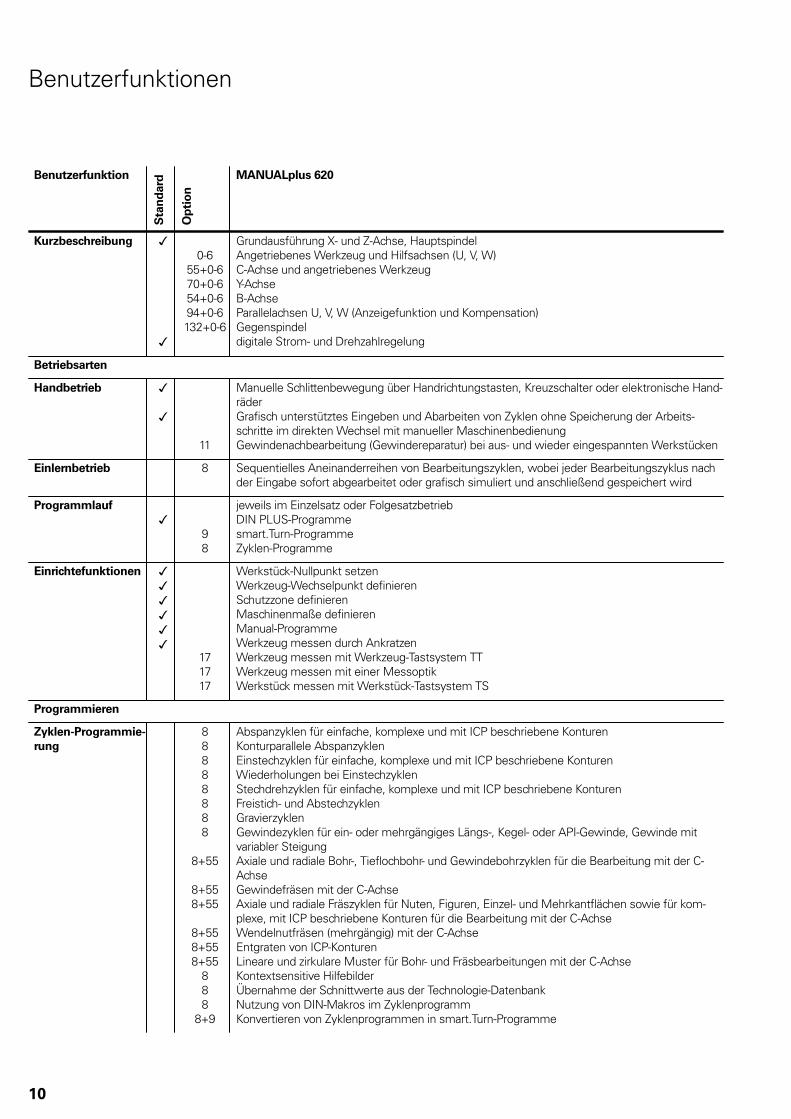
Benutzerfunktionen
Benutzerfunktion
Sta
nd
ard
Op
tio
nMANUALplus 620
Kurzbeschreibung ✓
✓
0-655+0-670+0-654+0-694+0-6132+0-6
Grundausführung X- und Z-Achse, Hauptspindel Angetriebenes Werkzeug und Hilfsachsen (U, V, W)C-Achse und angetriebenes WerkzeugY-AchseB-AchseParallelachsen U, V, W (Anzeigefunktion und Kompensation)Gegenspindeldigitale Strom- und Drehzahlregelung
Betriebsarten
Handbetrieb ✓
✓
11
Manuelle Schlittenbewegung über Handrichtungstasten, Kreuzschalter oder elektronische Hand-räderGrafisch unterstütztes Eingeben und Abarbeiten von Zyklen ohne Speicherung der Arbeits-schritte im direkten Wechsel mit manueller MaschinenbedienungGewindenachbearbeitung (Gewindereparatur) bei aus- und wieder eingespannten Werkstücken
Einlernbetrieb 8 Sequentielles Aneinanderreihen von Bearbeitungszyklen, wobei jeder Bearbeitungszyklus nachder Eingabe sofort abgearbeitet oder grafisch simuliert und anschließend gespeichert wird
Programmlauf✓
98
jeweils im Einzelsatz oder Folgesatzbetrieb DIN PLUS-Programme smart.Turn-Programme Zyklen-Programme
Einrichtefunktionen ✓✓✓✓✓✓
171717
Werkstück-Nullpunkt setzenWerkzeug-Wechselpunkt definierenSchutzzone definierenMaschinenmaße definierenManual-ProgrammeWerkzeug messen durch AnkratzenWerkzeug messen mit Werkzeug-Tastsystem TTWerkzeug messen mit einer MessoptikWerkstück messen mit Werkstück-Tastsystem TS
Programmieren
Zyklen-Programmie-rung
88888888
8+55
8+558+55
8+558+558+55
888
8+9
Abspanzyklen für einfache, komplexe und mit ICP beschriebene KonturenKonturparallele AbspanzyklenEinstechzyklen für einfache, komplexe und mit ICP beschriebene KonturenWiederholungen bei EinstechzyklenStechdrehzyklen für einfache, komplexe und mit ICP beschriebene KonturenFreistich- und AbstechzyklenGravierzyklenGewindezyklen für ein- oder mehrgängiges Längs-, Kegel- oder API-Gewinde, Gewinde mitvariabler SteigungAxiale und radiale Bohr-, Tieflochbohr- und Gewindebohrzyklen für die Bearbeitung mit der C-AchseGewindefräsen mit der C-AchseAxiale und radiale Fräszyklen für Nuten, Figuren, Einzel- und Mehrkantflächen sowie für kom-plexe, mit ICP beschriebene Konturen für die Bearbeitung mit der C-AchseWendelnutfräsen (mehrgängig) mit der C-AchseEntgraten von ICP-KonturenLineare und zirkulare Muster für Bohr- und Fräsbearbeitungen mit der C-AchseKontextsensitive HilfebilderÜbernahme der Schnittwerte aus der Technologie-DatenbankNutzung von DIN-Makros im ZyklenprogrammKonvertieren von Zyklenprogrammen in smart.Turn-Programme
10
Benutzerfunktion
Sta
nd
ard
Op
tio
n
MANUALplus 620
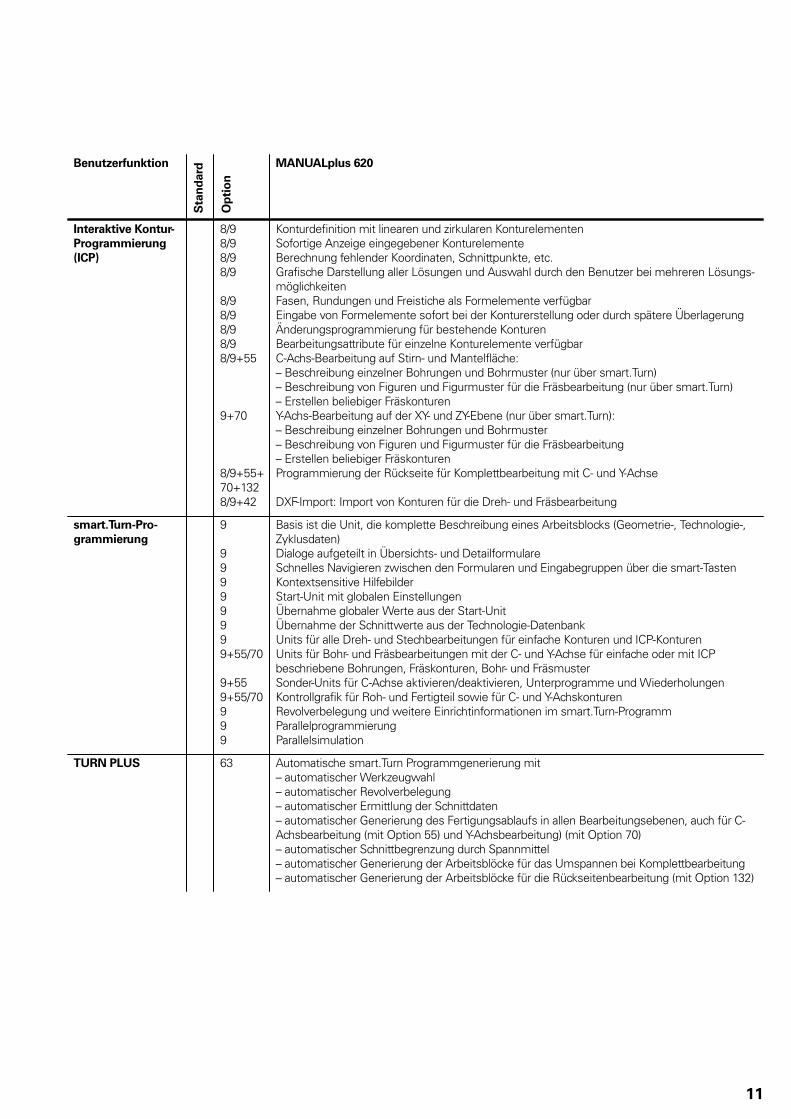
Interaktive Kontur-Programmierung(ICP)
8/98/98/98/9
8/98/98/98/98/9+55
9+70
8/9+55+70+1328/9+42
Konturdefinition mit linearen und zirkularen KonturelementenSofortige Anzeige eingegebener KonturelementeBerechnung fehlender Koordinaten, Schnittpunkte, etc.Grafische Darstellung aller Lösungen und Auswahl durch den Benutzer bei mehreren Lösungs-möglichkeitenFasen, Rundungen und Freistiche als Formelemente verfügbarEingabe von Formelemente sofort bei der Konturerstellung oder durch spätere ÜberlagerungÄnderungsprogrammierung für bestehende KonturenBearbeitungsattribute für einzelne Konturelemente verfügbarC-Achs-Bearbeitung auf Stirn- und Mantelfläche:– Beschreibung einzelner Bohrungen und Bohrmuster (nur über smart.Turn) – Beschreibung von Figuren und Figurmuster für die Fräsbearbeitung (nur über smart.Turn) – Erstellen beliebiger FräskonturenY-Achs-Bearbeitung auf der XY- und ZY-Ebene (nur über smart.Turn): – Beschreibung einzelner Bohrungen und Bohrmuster – Beschreibung von Figuren und Figurmuster für die Fräsbearbeitung – Erstellen beliebiger FräskonturenProgrammierung der Rückseite für Komplettbearbeitung mit C- und Y-Achse
DXF-Import: Import von Konturen für die Dreh- und Fräsbearbeitung
smart.Turn-Pro-grammierung
9
99999999+55/70
9+559+55/70999
Basis ist die Unit, die komplette Beschreibung eines Arbeitsblocks (Geometrie-, Technologie-,Zyklusdaten)Dialoge aufgeteilt in Übersichts- und DetailformulareSchnelles Navigieren zwischen den Formularen und Eingabegruppen über die smart-TastenKontextsensitive HilfebilderStart-Unit mit globalen EinstellungenÜbernahme globaler Werte aus der Start-UnitÜbernahme der Schnittwerte aus der Technologie-DatenbankUnits für alle Dreh- und Stechbearbeitungen für einfache Konturen und ICP-KonturenUnits für Bohr- und Fräsbearbeitungen mit der C- und Y-Achse für einfache oder mit ICPbeschriebene Bohrungen, Fräskonturen, Bohr- und FräsmusterSonder-Units für C-Achse aktivieren/deaktivieren, Unterprogramme und WiederholungenKontrollgrafik für Roh- und Fertigteil sowie für C- und Y-AchskonturenRevolverbelegung und weitere Einrichtinformationen im smart.Turn-ProgrammParallelprogrammierungParallelsimulation
TURN PLUS 63 Automatische smart.Turn Programmgenerierung mit – automatischer Werkzeugwahl – automatischer Revolverbelegung – automatischer Ermittlung der Schnittdaten – automatischer Generierung des Fertigungsablaufs in allen Bearbeitungsebenen, auch für C-Achsbearbeitung (mit Option 55) und Y-Achsbearbeitung) (mit Option 70) – automatischer Schnittbegrenzung durch Spannmittel – automatischer Generierung der Arbeitsblöcke für das Umspannen bei Komplettbearbeitung – automatischer Generierung der Arbeitsblöcke für die Rückseitenbearbeitung (mit Option 132)
11
BenutzerfunktionS
tan
dar
d
Op
tio
n
MANUALplus 620
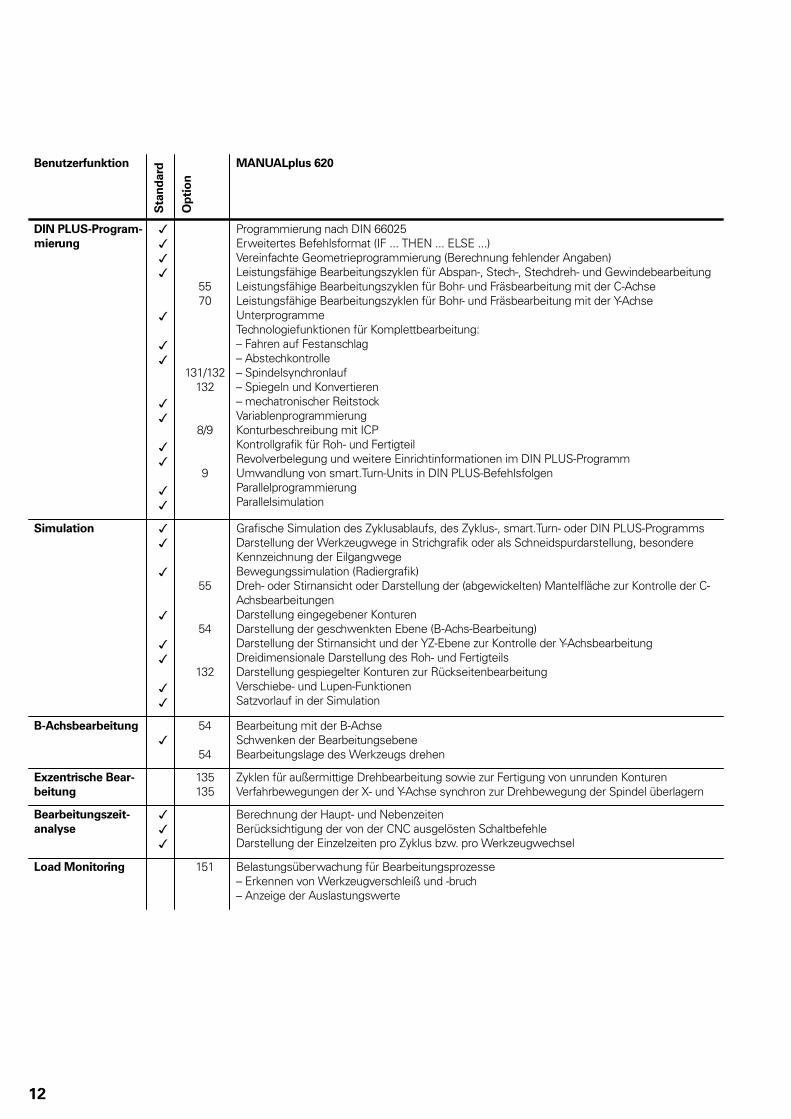
DIN PLUS-Program-mierung
✓✓✓✓
✓
✓✓
✓✓
✓✓
✓✓
5570
131/132132
8/9
9
Programmierung nach DIN 66025Erweitertes Befehlsformat (IF ... THEN ... ELSE ...)Vereinfachte Geometrieprogrammierung (Berechnung fehlender Angaben)Leistungsfähige Bearbeitungszyklen für Abspan-, Stech-, Stechdreh- und GewindebearbeitungLeistungsfähige Bearbeitungszyklen für Bohr- und Fräsbearbeitung mit der C-AchseLeistungsfähige Bearbeitungszyklen für Bohr- und Fräsbearbeitung mit der Y-AchseUnterprogrammeTechnologiefunktionen für Komplettbearbeitung: – Fahren auf Festanschlag – Abstechkontrolle – Spindelsynchronlauf – Spiegeln und Konvertieren – mechatronischer ReitstockVariablenprogrammierungKonturbeschreibung mit ICPKontrollgrafik für Roh- und FertigteilRevolverbelegung und weitere Einrichtinformationen im DIN PLUS-ProgrammUmwandlung von smart.Turn-Units in DIN PLUS-BefehlsfolgenParallelprogrammierungParallelsimulation
Simulation ✓✓
✓
✓
✓✓
✓✓
55
54
132
Grafische Simulation des Zyklusablaufs, des Zyklus-, smart.Turn- oder DIN PLUS-ProgrammsDarstellung der Werkzeugwege in Strichgrafik oder als Schneidspurdarstellung, besondereKennzeichnung der EilgangwegeBewegungssimulation (Radiergrafik)Dreh- oder Stirnansicht oder Darstellung der (abgewickelten) Mantelfläche zur Kontrolle der C-AchsbearbeitungenDarstellung eingegebener KonturenDarstellung der geschwenkten Ebene (B-Achs-Bearbeitung)Darstellung der Stirnansicht und der YZ-Ebene zur Kontrolle der Y-AchsbearbeitungDreidimensionale Darstellung des Roh- und FertigteilsDarstellung gespiegelter Konturen zur RückseitenbearbeitungVerschiebe- und Lupen-FunktionenSatzvorlauf in der Simulation
B-Achsbearbeitung✓
54
54
Bearbeitung mit der B-AchseSchwenken der BearbeitungsebeneBearbeitungslage des Werkzeugs drehen
Exzentrische Bear-beitung
135135
Zyklen für außermittige Drehbearbeitung sowie zur Fertigung von unrunden KonturenVerfahrbewegungen der X- und Y-Achse synchron zur Drehbewegung der Spindel überlagern
Bearbeitungszeit-analyse
✓✓✓
Berechnung der Haupt- und NebenzeitenBerücksichtigung der von der CNC ausgelösten SchaltbefehleDarstellung der Einzelzeiten pro Zyklus bzw. pro Werkzeugwechsel
Load Monitoring 151 Belastungsüberwachung für Bearbeitungsprozesse – Erkennen von Werkzeugverschleiß und -bruch – Anzeige der Auslastungswerte
12
Benutzerfunktion
Sta
nd
ard
Op
tio
n
MANUALplus 620
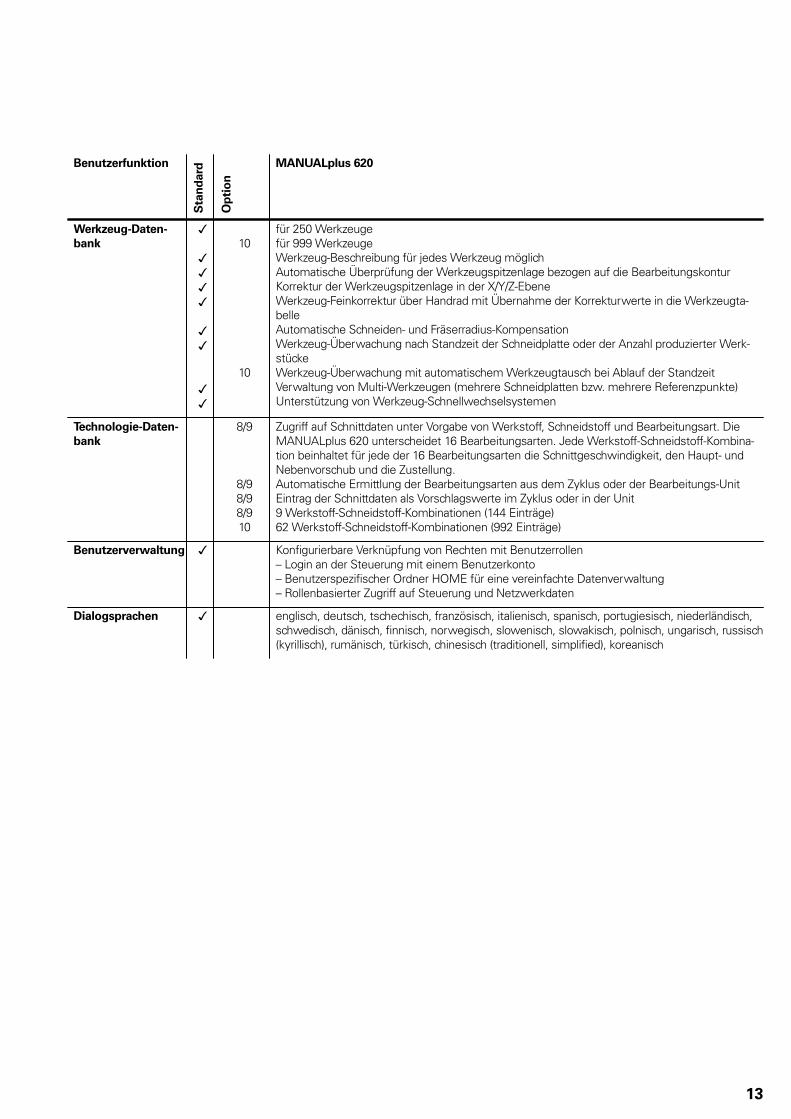
Werkzeug-Daten-bank
✓
✓✓✓✓
✓✓
✓✓
10
10
für 250 Werkzeugefür 999 WerkzeugeWerkzeug-Beschreibung für jedes Werkzeug möglichAutomatische Überprüfung der Werkzeugspitzenlage bezogen auf die BearbeitungskonturKorrektur der Werkzeugspitzenlage in der X/Y/Z-EbeneWerkzeug-Feinkorrektur über Handrad mit Übernahme der Korrekturwerte in die Werkzeugta-belleAutomatische Schneiden- und Fräserradius-KompensationWerkzeug-Überwachung nach Standzeit der Schneidplatte oder der Anzahl produzierter Werk-stückeWerkzeug-Überwachung mit automatischem Werkzeugtausch bei Ablauf der StandzeitVerwaltung von Multi-Werkzeugen (mehrere Schneidplatten bzw. mehrere Referenzpunkte)Unterstützung von Werkzeug-Schnellwechselsystemen
Technologie-Daten-bank
8/9
8/98/98/910
Zugriff auf Schnittdaten unter Vorgabe von Werkstoff, Schneidstoff und Bearbeitungsart. DieMANUALplus 620 unterscheidet 16 Bearbeitungsarten. Jede Werkstoff-Schneidstoff-Kombina-tion beinhaltet für jede der 16 Bearbeitungsarten die Schnittgeschwindigkeit, den Haupt- undNebenvorschub und die Zustellung.Automatische Ermittlung der Bearbeitungsarten aus dem Zyklus oder der Bearbeitungs-UnitEintrag der Schnittdaten als Vorschlagswerte im Zyklus oder in der Unit9 Werkstoff-Schneidstoff-Kombinationen (144 Einträge)62 Werkstoff-Schneidstoff-Kombinationen (992 Einträge)
Benutzerverwaltung ✓ Konfigurierbare Verknüpfung von Rechten mit Benutzerrollen– Login an der Steuerung mit einem Benutzerkonto– Benutzerspezifischer Ordner HOME für eine vereinfachte Datenverwaltung– Rollenbasierter Zugriff auf Steuerung und Netzwerkdaten
Dialogsprachen ✓ englisch, deutsch, tschechisch, französisch, italienisch, spanisch, portugiesisch, niederländisch,schwedisch, dänisch, finnisch, norwegisch, slowenisch, slowakisch, polnisch, ungarisch, russisch(kyrillisch), rumänisch, türkisch, chinesisch (traditionell, simplified), koreanisch
13
Optionen
Options-nummer
Option ab NC-Software54843x-
ID Bemerkung Seite
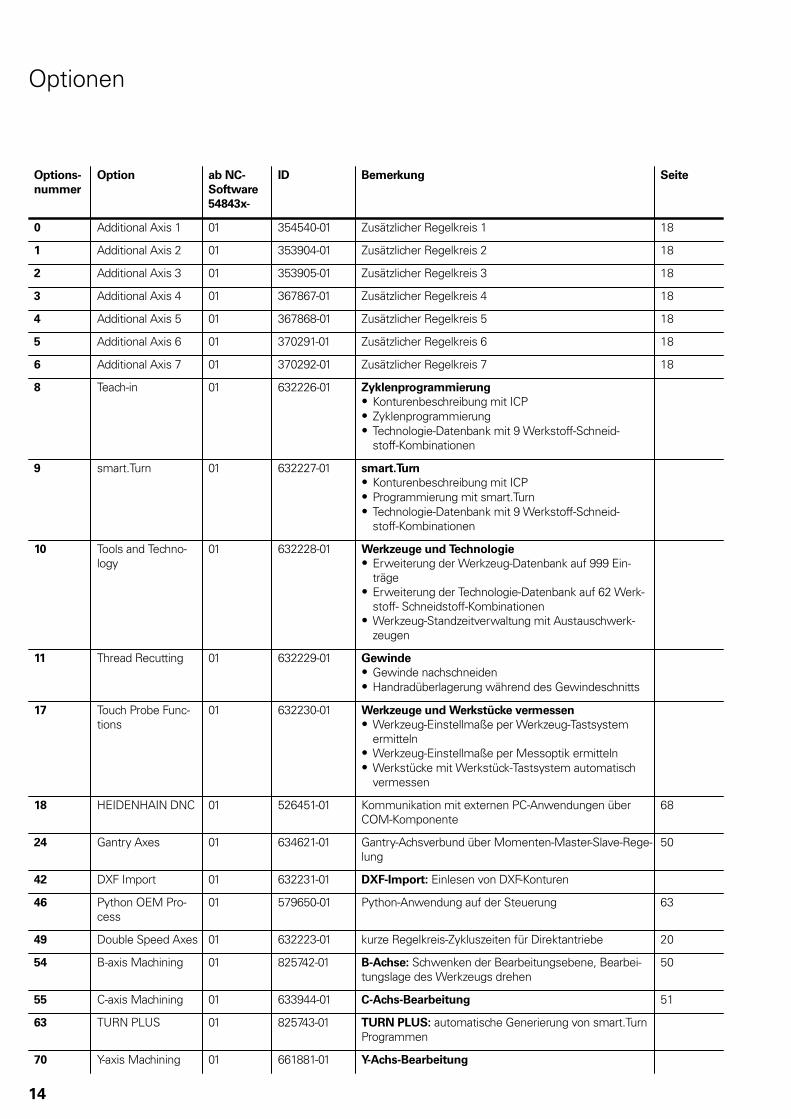
0 Additional Axis 1 01 354540-01 Zusätzlicher Regelkreis 1 18
1 Additional Axis 2 01 353904-01 Zusätzlicher Regelkreis 2 18
2 Additional Axis 3 01 353905-01 Zusätzlicher Regelkreis 3 18
3 Additional Axis 4 01 367867-01 Zusätzlicher Regelkreis 4 18
4 Additional Axis 5 01 367868-01 Zusätzlicher Regelkreis 5 18
5 Additional Axis 6 01 370291-01 Zusätzlicher Regelkreis 6 18
6 Additional Axis 7 01 370292-01 Zusätzlicher Regelkreis 7 18
8 Teach-in 01 632226-01 Zyklenprogrammierung• Konturenbeschreibung mit ICP• Zyklenprogrammierung• Technologie-Datenbank mit 9 Werkstoff-Schneid-
stoff-Kombinationen
9 smart.Turn 01 632227-01 smart.Turn• Konturenbeschreibung mit ICP• Programmierung mit smart.Turn• Technologie-Datenbank mit 9 Werkstoff-Schneid-
stoff-Kombinationen
10 Tools and Techno-logy
01 632228-01 Werkzeuge und Technologie• Erweiterung der Werkzeug-Datenbank auf 999 Ein-
träge• Erweiterung der Technologie-Datenbank auf 62 Werk-
stoff- Schneidstoff-Kombinationen• Werkzeug-Standzeitverwaltung mit Austauschwerk-
zeugen
11 Thread Recutting 01 632229-01 Gewinde• Gewinde nachschneiden• Handradüberlagerung während des Gewindeschnitts
17 Touch Probe Func-tions
01 632230-01 Werkzeuge und Werkstücke vermessen• Werkzeug-Einstellmaße per Werkzeug-Tastsystem
ermitteln• Werkzeug-Einstellmaße per Messoptik ermitteln• Werkstücke mit Werkstück-Tastsystem automatisch
vermessen
18 HEIDENHAIN DNC 01 526451-01 Kommunikation mit externen PC-Anwendungen überCOM-Komponente
68
24 Gantry Axes 01 634621-01 Gantry-Achsverbund über Momenten-Master-Slave-Rege-lung
50
42 DXF Import 01 632231-01 DXF-Import: Einlesen von DXF-Konturen
46 Python OEM Pro-cess
01 579650-01 Python-Anwendung auf der Steuerung 63
49 Double Speed Axes 01 632223-01 kurze Regelkreis-Zykluszeiten für Direktantriebe 20
54 B-axis Machining 01 825742-01 B-Achse: Schwenken der Bearbeitungsebene, Bearbei-tungslage des Werkzeugs drehen
50
55 C-axis Machining 01 633944-01 C-Achs-Bearbeitung 51
63 TURN PLUS 01 825743-01 TURN PLUS: automatische Generierung von smart.TurnProgrammen
70 Y-axis Machining 01 661881-01 Y-Achs-Bearbeitung
14
Options-nummer
Option ab NC-Software54843x-
ID Bemerkung Seite
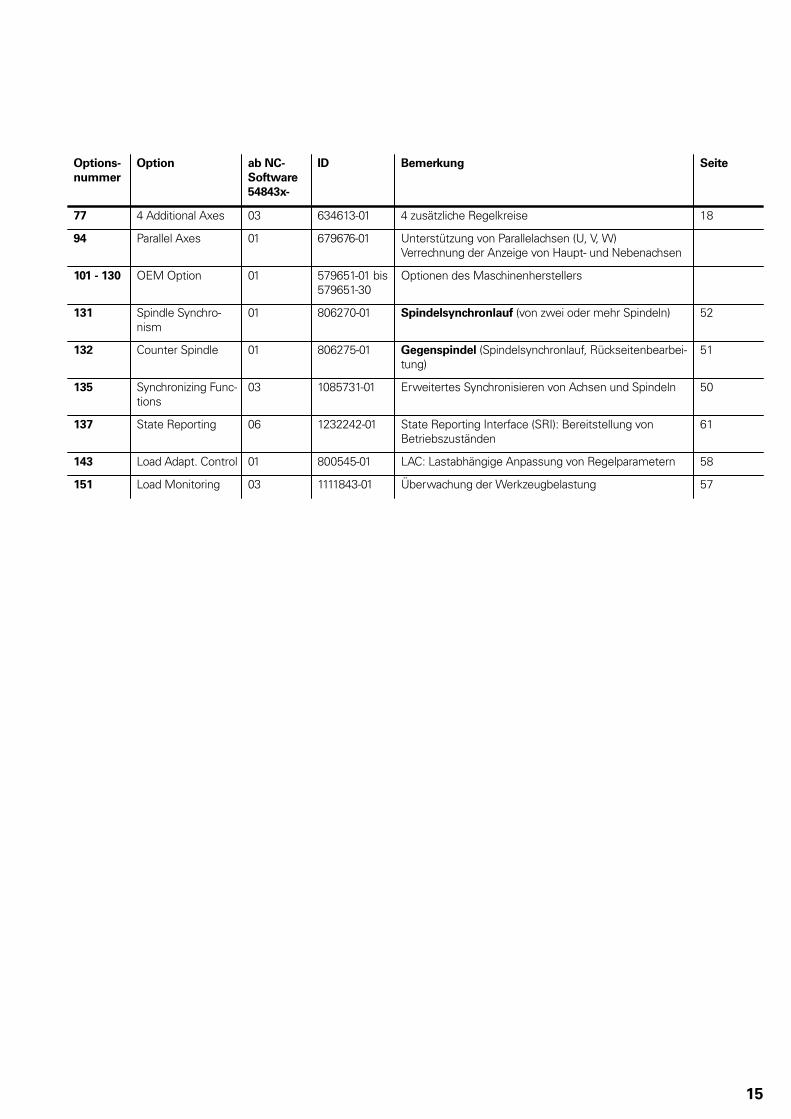
77 4 Additional Axes 03 634613-01 4 zusätzliche Regelkreise 18
94 Parallel Axes 01 679676-01 Unterstützung von Parallelachsen (U, V, W) Verrechnung der Anzeige von Haupt- und Nebenachsen
101 - 130 OEM Option 01 579651-01 bis 579651-30
Optionen des Maschinenherstellers
131 Spindle Synchro-nism
01 806270-01 Spindelsynchronlauf (von zwei oder mehr Spindeln) 52
132 Counter Spindle 01 806275-01 Gegenspindel (Spindelsynchronlauf, Rückseitenbearbei-tung)
51
135 Synchronizing Func-tions
03 1085731-01 Erweitertes Synchronisieren von Achsen und Spindeln 50
137 State Reporting 06 1232242-01 State Reporting Interface (SRI): Bereitstellung vonBetriebszuständen
61
143 Load Adapt. Control 01 800545-01 LAC: Lastabhängige Anpassung von Regelparametern 58
151 Load Monitoring 03 1111843-01 Überwachung der Werkzeugbelastung 57
15
HSCI-SteuerungskomponentenHauptrechner
Hauptrechner Der Hauptrechner MC 8420 T beinhaltet:• 15,6” Multitouch-Bildschirm 1366 x 768 Pixel• CPU: Intel Celeron 1047 1,4 GHz 2 Cores• Speichermedium: CFR (CFast)• Arbeitsspeicher: 2 GB• Schutzklasse IP54 (im eingebauten Zustand)• Kompatibler Nachfolger des MC 7410T• MANUALplus-Bedienfeld• HSCI-Schnittstelle zur Reglereinheit und zu weiteren Steue-
rungskomponenten
Separat zu bestellen und vom OEM in den Hauptrechner einzu-bauen sind:• Speicherkarte CFR mit der NC-Software• SIK-Baustein (System Identification Key) zum Freischalten von
Regelkreisen und Software-Optionen
Folgende HSCI-Komponenten sind für den Betrieb derMANUALplus 620 notwendig:• Hauptrechner MC• Reglereinheit• PLC-Ein-/Ausgabe-Einheit PLB 62xx (System-PL; in UEC inte-
griert)• Maschinenbedienfeld MB 720 T oder HSCI-Adapter PLB 6001
zum Anschluss eines OEM-Maschinenbedienfeldes
Schnittstellen Zur Verwendung für den Endanwender sind die MC standard-mäßig mit den Schnittstellen USB 3.0, V.24/RS-232-C und Ethernetausgestattet. Der Anschluss an PROFIBUS-DP oder PROFINET-IOist wahlweise über die einzelnen Zusatzmodule oder ein kombi-niertes PROFIBUS-DP/PROFINET-IO-Modul möglich.
Spannungsversor-gung
Die DC 24-V-Spannungsversorgung des Hauptrechners undanderer HSCI-Komponenten erfolgt durch die Versorgungsein-heit PSL 13x mit der Versorgungsspannung 24 V-NC. DieseDC 24 V-NC-Versorgungsspannung ist für das gesamte HSCI-System als sicher getrennte Spannung (PELV) notwendig. Sie darfnicht mit der DC 24-V-Versorgungsspannung von PLC-Kompo-nenten (z. B. Haltebremsen) verbunden werden. Bei der 24 V-PLChandelt es sich um eine Spannung mit Basisisolierungen, weshalbdiese nicht mit sicher getrennten Stromkreisen gemischt oder mit-einander verbunden werden darf.
Ausführungen Der Hauptrechner MC 8420 T ist zum Einbau direkt in das Bedien-pult vorgesehen. Er beinhaltet einen 15,6” Multitouch-Bildschirmmit integriertem Bedienfeld. Somit bildet er eine äußerst kom-pakte Einheit. Der Hauptrechner MC 8420 T wird ab NC-Software548431-05 unterstützt.
Tastatur Leistungs-aufnahme*
Masse
MC 8420 T integriertim Touch-screen
≈ 43 W ≈ 6,7 Kg ID 1213689-xx
* Testbedingung: Betriebssystem Windows 7 (64 Bit), 100 % Pro-zessorauslastung, Schnittstellen nicht belastet, kein Feldbus-Modul
MC 8420 T
16
Optionen Die Leistungsfähigkeit der MANUALplus 620 kann auch nachträg-lich durch Optionen dem tatsächlichen Bedarf angepasst werden.Die Optionen sind auf Seite 14 beschrieben. Sie werden durch Ein-gabe von Schlüsselwörtern, die auf der SIK-Nummer basieren, frei-geschaltet und im SIK-Baustein gespeichert. Bei der Bestellungvon Optionen ist deshalb die SIK-Nummer anzugeben.
Speichermedium Als Speichermedium wird eine Compact-Flash-Speicherkarte CFR(= CompactFlash Removable) verwendet. Sie beinhaltet die NC-Software und dient als Speicher für NC- und PLC-Programme. DasSpeichermedium ist als Wechselspeicher ausgeführt und mussseparat zum Hauptrechner bestellt werden.
Diese CFR arbeitet mit dem schnellen SATA-Protokoll (CFast) fürkurze Zugriffszeiten und ist kompatibel mit dem MC 8420T unddem MC 7410T.
CompactFlash CFR 8 GBfreie Kapazität für NC-Programme 1,8 GBfreie Kapazität für PLC-Programme 350 MBExport genehmigungsfrei ID 1075055-56
CompactFlash CFR
SIK-Baustein Der SIK-Baustein beinhaltet die NC-Software-Lizenz zum Frei-schalten von Regelkreisen und Software-Optionen. Mit ihm erhältder Hauptrechner eine eindeutige Kennung, die SIK-Nummer. DerSIK-Baustein wird separat bestellt und geliefert. Er muss in einendafür vorgesehenen Steckplatz des Hauptrechners MC eingesetztwerden.
Den SIK-Baustein mit der NC-Software-Lizenz gibt es in verschie-denen Versionen, abhängig von den freigeschalteten Regelkreisenund Optionen. Zusätzliche Regelkreise lassen sich nachträglichdurch Eingabe eines Schlüsselworts freischalten. Das Schlüssel-wort vergibt HEIDENHAIN; es basiert auf der SIK-Nummer.
Bitte geben Sie bei einer Bestellung die SIK-Nummer Ihrer Steue-rung an. Mit der Eingabe der Schlüsselworte in die Steuerungwerden diese im SIK-Baustein gespeichert. Die Optionen sinddamit freigeschaltet und aktiv. Im Servicefall muss der SIK-Bau-stein in die Ersatzsteuerung gesteckt werden, um alle notwen-digen Optionen frei zu schalten.
SIK-Baustein
Master-Schlüs-selwort (GeneralKey)
Zur Inbetriebnahme der MANUALplus 620 gibt es ein Master-Schlüsselwort (General Key), das alle Optionen einmalig für90 Tage freischaltet. Danach sind die Optionen nur noch mit denrichtigen Schlüsselwörtern aktiv. Der General Key wird mit einemSoftkey aktiviert.
TNCkeygen (Zubehör)
TNCkeygen ist eine Sammlung von PC-Software-Tools zumErzeugen von zeitlich begrenzten Freigabeschlüsseln fürHEIDENHAIN-Steuerungen.
Mit OEM-Key-Generator erzeugen Sie Freigabe-Schlüssel fürSoftware-Optionen durch Eingabe der SIK-Nummer, der freizu-schaltenden Option, der Freischaltdauer und eines herstellerspe-zifischen Passwortes. Die Freigabe ist zeitlich begrenzt auf 10 bis90 Tage. Jede Option kann nur einmal freigeschaltet werden. DieFreischaltung erfolgt unabhängig vom Master-Schlüsselwort.
Der OEM-Tagesschlüssel-Generator generiert einen Freigabe-schlüssel für den geschützten Maschinenherstellerbereich. Damithat der Bediener den Zugang am Tage der Erstellung.
17
NC-Software-Lizenz undFreischalten vonRegelkreisen
In der Grundausführung sind immer 3 Regelkreise freigeschaltet.Die Reglereinheit muss für die entsprechende Anzahl von Regel-kreisen ausgelegt sein. Maximal möglich sind bei
• UEC 111: 4 Regelkreise• UEC 112: 5 Regelkreise• CC 6106/UEC 113: 6 Regelkreise• CC 6108: 8 Regelkreise• CC 6110: 10 Regelkreise
In folgender Übersicht finden Sie übliche SIK-Kombinationen. Wei-tere Versionen sind auf Anfrage möglich.
SIK mit Software-Lizenz und Freischal-tung für
Regel-kreise
inklusive Optionen
SIK
3 • Teach-in (Option 8)• smart.Turn (Option 9)• Thread Recutting (Option 11)• C-axis Machining (Option 55)
ID 733604-53
3 • Teach-in (Option 8) ID 733604-55
4 • Additional Axis 1 (Option 0)• Teach-in (Option 8)• C-axis Machining (Option 55)
ID 733604-56
FreischaltenweitererRegelkreise
Weitere Regelkreise können entweder gruppenweise oder ein-zeln freigeschaltet werden. Aus der Kombination von Regelkreis-gruppen und einzelnen Regelkreisen lässt sich eine beliebigeAnzahl von Regelkreisen freischalten. Es sind maximal 10 Regel-kreise möglich.
Regelkreisgruppen Option
4 zusätzliche Regelkreise 77 ID 634613-01
einzelne Regelkreise Option
1. zusätzlicher Regelkreis 0 ID 354540-01
2. zusätzlicher Regelkreis 1 ID 353904-01
3. zusätzlicher Regelkreis 2 ID 353905-01
4. zusätzlicher Regelkreis 3 ID 367867-01
5. zusätzlicher Regelkreis 4 ID 367868-01
6. zusätzlicher Regelkreis 5 ID 370291-01
7. zusätzlicher Regelkreis 6 ID 370292-01
18
SIK für reinanalogeAntriebssysteme
Für Systeme mit analog angesteuerten Antrieben ist auf Basis derHSCI-Plattform ein spezieller SIK verfügbar.
Bitte beachten Sie: Der SIK kann erst ab NC-Software 548431-04verwendet werden.
Folgende Komponenten sind erforderlich:
• Hauptrechner MC 8420T oder MC 7410T• CC 61xx• SPI-Modul CMA-H 04-04-00• PLB 6xxx• PSL 135
SIK mit Software-Lizenz und Freischaltung für SIK
4 Regelkreise; inklusive Optionen:• Teach-in (Option 8)• smart.Turn (Option 9)• Thread Recutting (Option 11)• C-axis Machining (Option 55)
1158453-51
19
Reglereinheit
Reglereinheit Die Reglereinheiten von HEIDENHAIN eignen sich aufgrund sehrkurzer Zykluszeiten der Lage-, Geschwindigkeits- und Stromre-gelung gleichermaßen für konventionelle Antriebe, für Direktan-triebe (Linearmotoren, Torquemotoren) und für HSC-Spindeln. Sieerlauben eine hohe Regelkreisverstärkung und kurze Reaktions-zeiten auf wechselnde Bearbeitungskräfte und ermöglichen somiteine hohe Konturgenauigkeit und Oberflächengüte des Werk-stücks.
Single SpeedDouble Speed
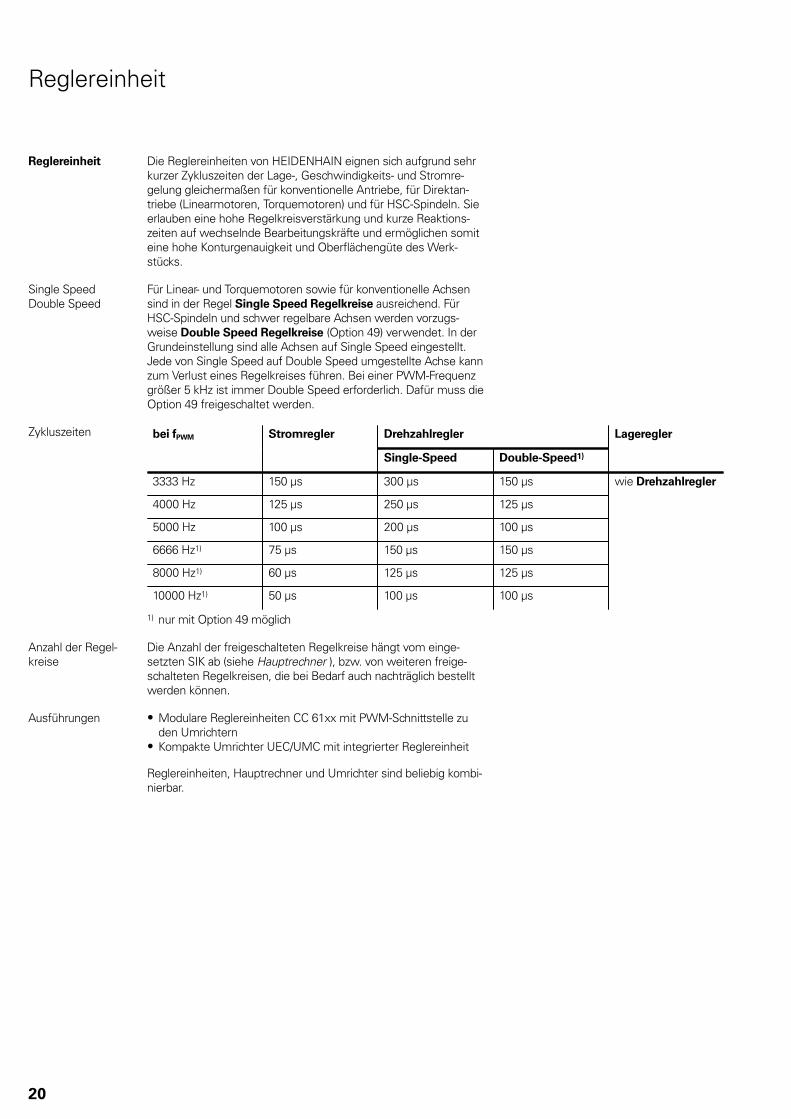
Für Linear- und Torquemotoren sowie für konventionelle Achsensind in der Regel Single Speed Regelkreise ausreichend. FürHSC-Spindeln und schwer regelbare Achsen werden vorzugs-weise Double Speed Regelkreise (Option 49) verwendet. In derGrundeinstellung sind alle Achsen auf Single Speed eingestellt.Jede von Single Speed auf Double Speed umgestellte Achse kannzum Verlust eines Regelkreises führen. Bei einer PWM-Frequenzgrößer 5 kHz ist immer Double Speed erforderlich. Dafür muss dieOption 49 freigeschaltet werden.
Zykluszeiten Drehzahlreglerbei fPWM Stromregler
Single-Speed Double-Speed1)
Lageregler
3333 Hz 150 µs 300 µs 150 µs
4000 Hz 125 µs 250 µs 125 µs
5000 Hz 100 µs 200 µs 100 µs
6666 Hz1) 75 µs 150 µs 150 µs
8000 Hz1) 60 µs 125 µs 125 µs
10000 Hz1) 50 µs 100 µs 100 µs
wie Drehzahlregler
1) nur mit Option 49 möglich
Anzahl der Regel-kreise
Die Anzahl der freigeschalteten Regelkreise hängt vom einge-setzten SIK ab (siehe Hauptrechner ), bzw. von weiteren freige-schalteten Regelkreisen, die bei Bedarf auch nachträglich bestelltwerden können.
Ausführungen • Modulare Reglereinheiten CC 61xx mit PWM-Schnittstelle zuden Umrichtern
• Kompakte Umrichter UEC/UMC mit integrierter Reglereinheit
Reglereinheiten, Hauptrechner und Umrichter sind beliebig kombi-nierbar.
20
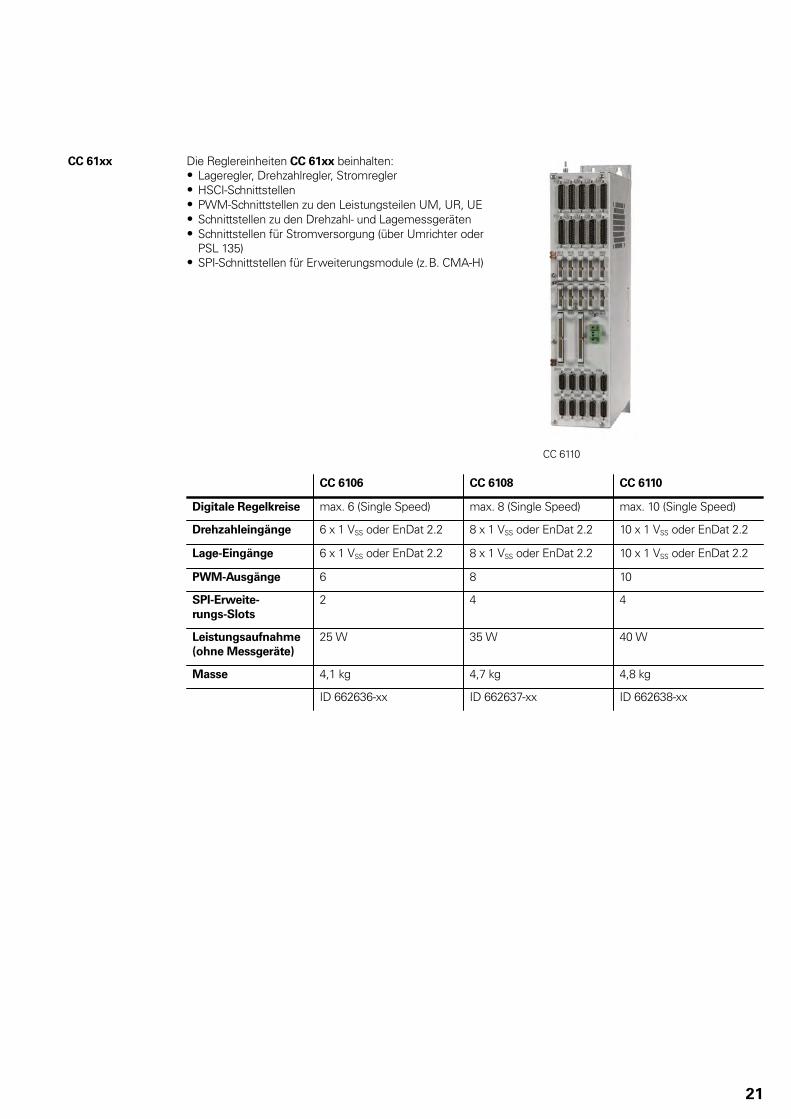
CC 61xx Die Reglereinheiten CC 61xx beinhalten:• Lageregler, Drehzahlregler, Stromregler• HSCI-Schnittstellen• PWM-Schnittstellen zu den Leistungsteilen UM, UR, UE• Schnittstellen zu den Drehzahl- und Lagemessgeräten• Schnittstellen für Stromversorgung (über Umrichter oder
PSL 135)• SPI-Schnittstellen für Erweiterungsmodule (z. B. CMA-H)
CC 6110
CC 6106 CC 6108 CC 6110
Digitale Regelkreise max. 6 (Single Speed) max. 8 (Single Speed) max. 10 (Single Speed)
Drehzahleingänge 6 x 1 VSS oder EnDat 2.2 8 x 1 VSS oder EnDat 2.2 10 x 1 VSS oder EnDat 2.2
Lage-Eingänge 6 x 1 VSS oder EnDat 2.2 8 x 1 VSS oder EnDat 2.2 10 x 1 VSS oder EnDat 2.2
PWM-Ausgänge 6 8 10
SPI-Erweite-rungs-Slots
2 4 4
Leistungsaufnahme(ohne Messgeräte)
25 W 35 W 40 W
Masse 4,1 kg 4,7 kg 4,8 kg
ID 662636-xx ID 662637-xx ID 662638-xx
21
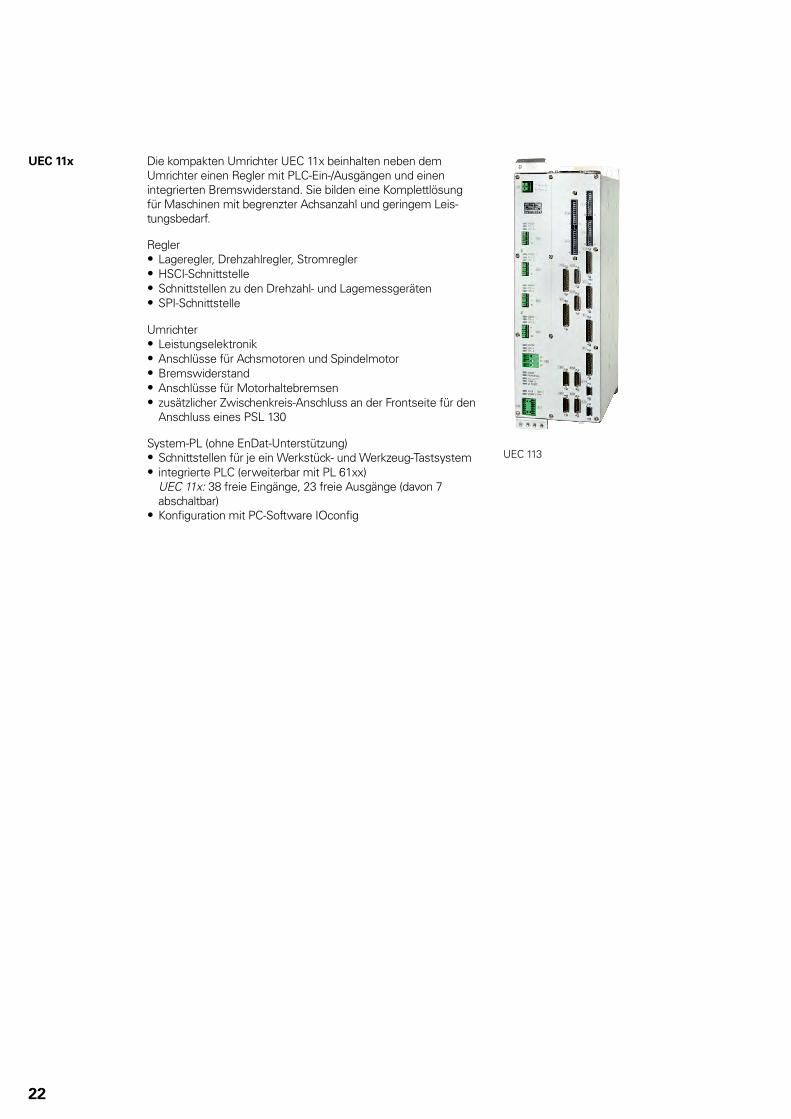
UEC 11x Die kompakten Umrichter UEC 11x beinhalten neben demUmrichter einen Regler mit PLC-Ein-/Ausgängen und einenintegrierten Bremswiderstand. Sie bilden eine Komplettlösungfür Maschinen mit begrenzter Achsanzahl und geringem Leis-tungsbedarf.
Regler• Lageregler, Drehzahlregler, Stromregler• HSCI-Schnittstelle• Schnittstellen zu den Drehzahl- und Lagemessgeräten• SPI-Schnittstelle
Umrichter• Leistungselektronik• Anschlüsse für Achsmotoren und Spindelmotor• Bremswiderstand• Anschlüsse für Motorhaltebremsen• zusätzlicher Zwischenkreis-Anschluss an der Frontseite für den
Anschluss eines PSL 130
System-PL (ohne EnDat-Unterstützung)• Schnittstellen für je ein Werkstück- und Werkzeug-Tastsystem• integrierte PLC (erweiterbar mit PL 61xx)
UEC 11x: 38 freie Eingänge, 23 freie Ausgänge (davon 7abschaltbar)
• Konfiguration mit PC-Software IOconfig
UEC 113
22
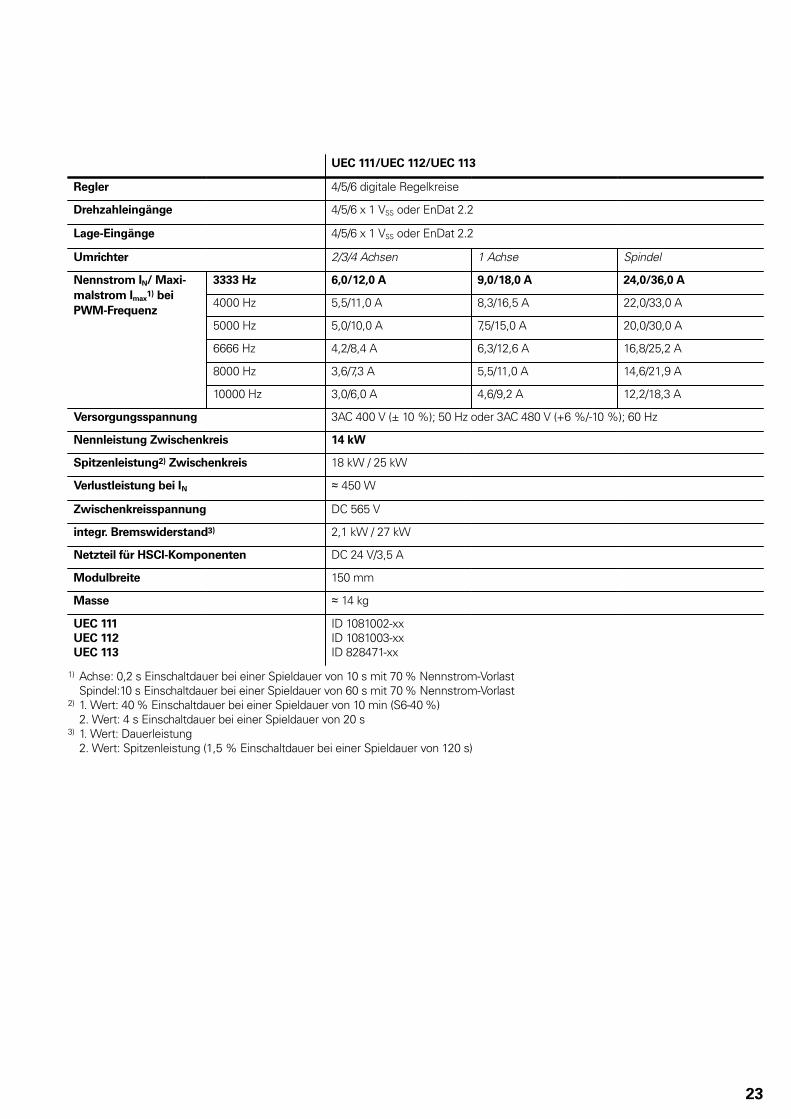
UEC 111/UEC 112/UEC 113
Regler 4/5/6 digitale Regelkreise
Drehzahleingänge 4/5/6 x 1 VSS oder EnDat 2.2
Lage-Eingänge 4/5/6 x 1 VSS oder EnDat 2.2
Umrichter 2/3/4 Achsen 1 Achse Spindel
3333 Hz 6,0/12,0 A 9,0/18,0 A 24,0/36,0 A
4000 Hz 5,5/11,0 A 8,3/16,5 A 22,0/33,0 A
5000 Hz 5,0/10,0 A 7,5/15,0 A 20,0/30,0 A
6666 Hz 4,2/8,4 A 6,3/12,6 A 16,8/25,2 A
8000 Hz 3,6/7,3 A 5,5/11,0 A 14,6/21,9 A
Nennstrom IN/ Maxi-malstrom Imax
1) beiPWM-Frequenz
10000 Hz 3,0/6,0 A 4,6/9,2 A 12,2/18,3 A
Versorgungsspannung 3AC 400 V (± 10 %); 50 Hz oder 3AC 480 V (+6 %/-10 %); 60 Hz
Nennleistung Zwischenkreis 14 kW
Spitzenleistung2) Zwischenkreis 18 kW / 25 kW
Verlustleistung bei IN ≈ 450 W
Zwischenkreisspannung DC 565 V
integr. Bremswiderstand3) 2,1 kW / 27 kW
Netzteil für HSCI-Komponenten DC 24 V/3,5 A
Modulbreite 150 mm
Masse ≈ 14 kg
UEC 111UEC 112UEC 113
ID 1081002-xx ID 1081003-xx ID 828471-xx
1) Achse: 0,2 s Einschaltdauer bei einer Spieldauer von 10 s mit 70 % Nennstrom-VorlastSpindel:10 s Einschaltdauer bei einer Spieldauer von 60 s mit 70 % Nennstrom-Vorlast
2) 1. Wert: 40 % Einschaltdauer bei einer Spieldauer von 10 min (S6-40 %)2. Wert: 4 s Einschaltdauer bei einer Spieldauer von 20 s
3) 1. Wert: Dauerleistung2. Wert: Spitzenleistung (1,5 % Einschaltdauer bei einer Spieldauer von 120 s)
23
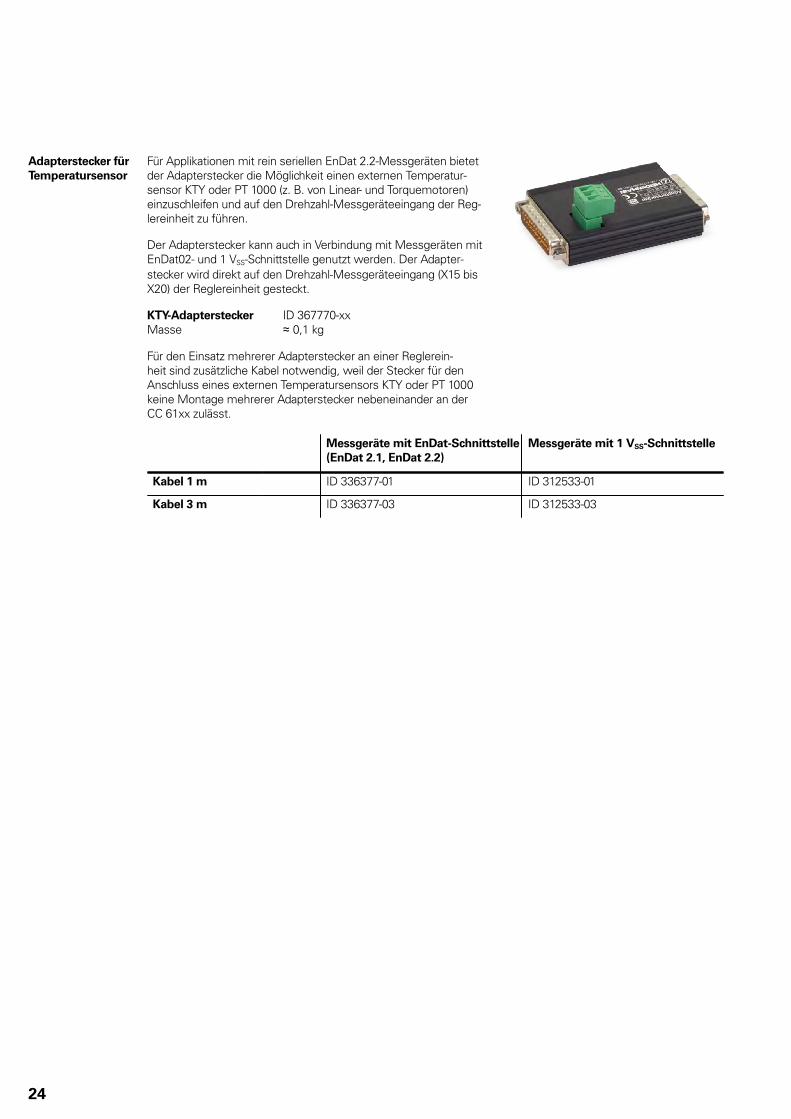
Adapterstecker fürTemperatursensor
Für Applikationen mit rein seriellen EnDat 2.2-Messgeräten bietetder Adapterstecker die Möglichkeit einen externen Temperatur-sensor KTY oder PT 1000 (z. B. von Linear- und Torquemotoren)einzuschleifen und auf den Drehzahl-Messgeräteeingang der Reg-lereinheit zu führen.
Der Adapterstecker kann auch in Verbindung mit Messgeräten mitEnDat02- und 1 VSS-Schnittstelle genutzt werden. Der Adapter-stecker wird direkt auf den Drehzahl-Messgeräteeingang (X15 bisX20) der Reglereinheit gesteckt.
KTY-Adapterstecker ID 367770-xxMasse ≈ 0,1 kg
Für den Einsatz mehrerer Adapterstecker an einer Reglerein-heit sind zusätzliche Kabel notwendig, weil der Stecker für denAnschluss eines externen Temperatursensors KTY oder PT 1000keine Montage mehrerer Adapterstecker nebeneinander an derCC 61xx zulässt.
Messgeräte mit EnDat-Schnittstelle(EnDat 2.1, EnDat 2.2)
Messgeräte mit 1 VSS-Schnittstelle
Kabel 1 m ID 336377-01 ID 312533-01
Kabel 3 m ID 336377-03 ID 312533-03
24
Maschinenbedienfeld
MB 720T • Spannungsversorgung DC 24 V/≈ 4 W• 36 austauschbare Clips-Tasten mit Status-LED, davon 16 nicht
beschriftete Tasten über PLC frei definierbar• Bedienelemente: durch PLC-Basisprogramm vorbelegte Tasten:
Steuerspannung Ein1); NC-Start; NC-Stopp; Not-Halt, 4 Ach-stasten; Eilgang-Taste; Spindel rechts; Spindel links; SpindelStopp; Spindel "tippen" rechts; Spindel "tippen" links; Spindelposi-tionierung; Spindel klemmen; Spindelumschaltung; Spänetrans-port; Spänetransport zurück; Werkzeugwechsel rechts; Werk-zeugwechsel links; Tür entriegeln
• Spindel- und Vorschub-Override-Potentiometer• 2 Bohrungen für zusätzliche Tasten oder Schlüsselschalter• 7 freie PLC-Eingänge und 5 freie PLC-Ausgänge
1) Tasten beleuchtet, über PLC ansteuerbar
MB 720T ID 1043707-xxMasse ≈ 0,9 kg
MB 720T
25
PLC-Ein-/Ausgangssysteme PL 6000 mit HSCI
PL 6000 Die PLC-Ein-/Ausgänge stehen über externe modulare PLC-Ein-/Ausgangsysteme PL 6000 zur Verfügung. Sie bestehen aus einemBasismodul und einem oder mehreren EA-Modulen. Insgesamtwerden maximal 1000 Ein-/Ausgänge unterstützt. Die PL 6000werden über die HSCI-Schnittstelle mit dem Hauptrechner MCverbunden. Die Konfiguration der PL 6000 erfolgt mit der PC-Soft-ware IOconfig.
PLB 62xx
Basismodule Basismodule mit HSCI-Schnittstelle gibt es für 4, 6 oder8 Module. Die Befestigung erfolgt auf Standardprofilschiene NS 35(DIN 46 227 oder EN 50 022)
Versorgungsspannung DC 24 VLeistungsaufnahme1) ≈ 48 W an DC 24 V-NC
≈ 21 W an DC 24 V-PLCMasse 0,36 kg (unbestückt)1) PLB 6xxx vollbestückt, inkl. TS, TT. Genauere Angaben zur
Dimensionierung der Stromversorgung für DC 24-V-NC sieheStromversorgung für HSCI-Komponenten.
System-PLmit EnDat-Unterstützung
• einmal pro Steuerungssystem notwendig (außer bei UEC)• Anschlüsse für Tastsysteme TS und TT• Tastsysteme TS und TT mit EnDat-Schnittstelle werden unter-
stützt• sicherheitsrelevante Ein-/Ausgänge• 12 freie Eingänge, 7 freie Ausgänge• Kompatibel zur System-PL• Slots sind mit Abdeckungsstreifen ausgestattet, daher werden
keine Leergehäuse benötigt• Software-Unterstützung ab NC-Software 548431-06
PLB 6204 für 4 EA-Module ID 1129809-xxPLB 6206 für 6 EA-Module ID 1129812-xxPLB 6208 für 8 EA-Module ID 1129813-xx
Erweiterungs-PL Zum Anschluss an System-PL als Erweiterung der PLC-Ein-/Aus-gänge
PLB 6104 für 4 EA-Module ID 591828-xxPLB 6106 für 6 EA-Module ID 630058-xxPLB 6108 für 8 EA-Module ID 630059-xx
An die Steuerung sind bis zu 7 PLB 6xxx anschließbar.
EA-Module EA-Module gibt es mit digitalen und analogen Ein-/Ausgängen. Beiteilbestückten Basismodulen müssen die nicht genutzten Steck-plätze mit einem Leergehäuse abgedeckt werden.
PLD-H 16-08-00 EA-Modul mit 16 digitalen Eingängen und 8 digitalen Ausgängen
ID 594243-xx
PLD-H 08-16-00 EA-Modul mit 8 digitalen Eingängen und 16 digitalen Ausgängen
ID 650891-xx
Summenstrom Ausgang 0 bis 7: ≤ 2 A je Ausgang (≤ 8 A gleichzeitig)Abgabeleistung max. 200 W
26
Masse ≈ 0,2 kg
PLA-H 08-04-04 Analog-Modul für PL 6xxx mit• 8 analogen Eingängen ± 10 V• 4 analogen Ausgängen ± 10 V• 4 analogen Eingängen für Temperaturwider-
stände PT 100
ID 675572-xx
Masse ≈ 0,2 kg
IOconfig(Zubehör)
PC-Software zu Konfiguration der HSCI- und Feldbuskomponenten
27
ZubehörStromversorgung für HSCI-Komponenten
PSL 13x Für die Versorgung der HSCI-Komponenten bietetHEIDENHAIN das Netzteil PSL 13x an. Das PSL 13x wird wahl-weise mit Netz- und Zwischenkreisspannung oder nur mit Netz-spannung versorgt. Das PSL 13x liefert die für die HSCI-Kompo-nenten notwendige sicher getrennte DC 24-V-NC-Spannungsver-sorgung PELV nach EN 61 800-5-1. Die Versorgungen für NC undPLC sind durch Basisisolierung voneinander getrennt.
Versorgungs-spannung
• PSL 13x (L1, L2): AC 400 V (360 V bis 480 V),50/60 Hz
• PSL 13x (Zwischenkreisspannung): DC 400 V bis750 V
• Leistungsaufnahme ≤ 1000 WAusgänge NC: DC 24 V/≤ 20 A
(doppelt isoliert gegen Netz) DC 5 V/≤ 16 A (nur bei PSL 135) galvanisch mit DC 24 V-NC verbunden
PLC: DC 24 V/≤ 20 A (basisisoliert gegen Netz)gesamt: ≤ 32 A/750 W
PSL 130
Das PSL 130 dient als DC 24-V-Netzteil zur Versorgung der HSCI-Komponenten. Es ist in Verbindung mit UEC nicht erforderlich,wenn die Gesamtstromaufnahme der angeschlossenen HSCI-Komponenten 3,5 A nicht überschreitet.
HSCI-Komponenten Stromaufnahme DC 24 V-NC
Hauptrechner MC 8420T 1,8 A
Maschinenbedienfeld PLB 600xMB 720T
0,2 A (ohne Handrad)0,2 A (ohne Handrad)
PLC-Ein-/Ausgänge PLB 62xx PLB 61xx PLD PLA
0,3 A (ohne Tastsystem) 0,2 A 0,05 A 0,1 A
Handräder HR 510HR 520 HRA 551 FS + HR 550 FS HR 130 HRA 110 + 3 x HR 150
0,05 A 0,05 A0,5 A (im Ladevorgang) 0,05 A 0,2 A
Tastsysteme siehe Spezifikation der Tastsysteme
Das PSL 135 verfügt über einen zusätzlichen DC 5 V-Ausgang undist so zur Versorgung von Reglereinheit CC und Hauptrechner MCgeeignet. Es ist eventuell bei mehrreihigem Aufbau notwendig.
Modulbreite Schutzgrad Masse
PSL 130 50 mm IP20 2,1 kg ID 575047-xx
PSL 135 50 mm IP20 2,5 kg ID 627032-xx
Die aktuellen Versorgungseinheiten UV(R) verfügen ebenfalls überein integriertes Netzteil, dass DC 24 V zur Versorgung von HSCI-Komponenten zur Verfügung stellt.
28

HSCI-Adapter für OEM-Maschinenbedienfeld
PLB 600x Zum Anschluss eines OEM-spezifischen Maschinenbedienfeldesan die MANUALplus 620 ist ein HSCI-Adapter PLB 600x not-wendig. An diese Adapter werden auch die Override-Potentio-meter für Spindel und Vorschub der TE 7xx sowie das Handrad HRangeschlossen.
• HSCI-Schnittstelle• Anschluss für Handrad HR• Ein-/Ausgänge für Tasten/Tastenbeleuchtung
Klemmen für 72 PLC-Eingänge und 40 PLC-Ausgänge• Schraubbefestigung oder Hutschienenbefestigung• Konfiguration der PLC-Ein-/Ausgänge über PC-Software IOconfig
PLB 6001 ID 668792-xxMasse ≈ 1,2 kg
PLB 6001
29
Zusatzmodule
Übersicht Die Zusatzmodule werden über einen Steckplatz am HauptrechnerMC, an der Reglereinheit CC oder am Umrichter UEC bzw. UMCdirekt in das HSCI-Steuerungssystem integriert.
Modul für analogeAchsen
Manchmal sind in digitalen Antriebskonzepten auch analogeAchsen oder Spindeln notwendig. Mit dem ZusatzmodulCMA-H 04-04-00 (Controller Module Analog – HSCI) lassen sichanaloge Antriebe in ein HSCI-System einbinden.
Das CMA-H wird über einen Steckplatz auf der Unterseite der CCoder UEC in das HSCI-Steuerungssystem integriert. In jede Reg-lereinheit können 2 Platinen gesteckt werden. Das CMA-H erhöhtnicht die Gesamtzahl der verfügbaren Achsen: Für jede genutzteanaloge Achse entfällt ein digitaler Regelkreis. Auch analoge Regel-kreise müssen auf dem SIK freigeschaltet werden. Der Zugriff aufdie analogen Regelkreis-Ausgänge kann nur über die NC erfolgen,nicht über die PLC.
Zusatzmodul für analoge Achsen/Spindeln:• Einschubkarte für Reglereinheiten CC 61xx oder UEC• 4 analoge Ausgänge ± 10 V für Achsen/Spindel• Steckklemmen mit Federzug-Anschluss
CMA-H 04-04-00 ID 688721-xx
CMA-H 04-04-00
Feldbussysteme Mit Hilfe einer Einschubplatine kann die MANUALplus 620 jeder-zeit mit einer PROFIBUS- oder PROFINET-Schnittstelle ausge-stattet werden. Die Module werden über einen Steckplatz an derMC in das Steuerungssystem integriert. Damit ist der Anschlussan ein entsprechendes Feldbussystem als Master möglich. DieKonfiguration der Schnittstelle erfolgt mit IOconfig ab Version 3.0.
PROFIBUS-DP-Modul
Zusatzmodul für PROFIBUS-DP:• Einschubkarte für Hauptrechner MC• Anschluss für Sub-D-Stecker (Buchse) 9-polig an X121
Zusatzmodul PROFIBUS-DP ID 828539-xx
PROFIBUS-DP-Modul
PROFINET-IO-Modul
Zusatzmodul für PROFINET-IO:• Einschubkarte für Hauptrechner MC• Anschluss für RJ45-Stecker an X621 und X622
Zusatzmodul PROFINET-IO ID 828541-xx
PROFINET-IO-Modul
KombiniertesPROFIBUS-DP/PROFINET-IO-Modul
Zusatzmodul für PROFIBUS-DP und PROFINET-IO:• Einschubkarte für Hauptrechner MC• Anschluss für RJ45-Stecker an X621 (PROFINET-IO) und
M12-Stecker an X121 (PROFIBUS-DP)• Zuschaltbarer Abschlusswiderstand für PROFIBUS-DP mit Front-
LED
Zusatzmodul für PROFIBUS-DP und PROFINET-IO ID 1160940-xx
Kombiniertes Modul
30
Tastsysteme
Übersicht Der Anschluss von Tastsystemen zur Werkstück- und Werkzeug-vermessung erfolgt über die System-PL 62xx oder die UEC/UMC.Diese erzeugen ein Schaltsignal, das in der NC die aktuellen Posi-tionswerte speichert. Mit der EnDat-Schnittstelle werden Tastsys-teme intelligent und der Anschluss an die HEIDENHAIN-Steue-rungen komfortabler. Nähere Informationen zu den Tastsystemenfinden Sie im Prospekt Tastsysteme für Werkzeugmaschinen (1113984).
Werkstück-vermessung
Die schaltenden Tastsysteme TS besitzen einen Taststift zumAntasten von Werkstücken. HEIDENHAIN-Steuerungen verfügenüber Standardroutinen zum Ausrichten und Vermessen von Werk-stücken und Setzen von Bezugspunkten. Die Tastsysteme gibtes mit verschiedenen Spannschäften. Als Zubehör stehen unter-schiedliche Taststifte zur Auswahl.
Tastsysteme mit kabelgebundener Signalübertragung fürMaschinen mit manuellem Werkzeugwechsel:
TS 260TS 268
TS 260: Tastsystem neuer Generation für NC-MaschinenTS 268: wie TS 260, mit reduzierten Auslenkkräften
TS 260
Tastsystem mit Funk- und Infrarot-Übertragung für Maschinenmit automatischem Werkzeugwechsel (passende Sende-/Emp-fangseinheit siehe Seite 32):
TS 460 Tastsystem neuer Generation mit kompakten Abmessungen• Hybrid-Technik: Signalübertragung per Funk oder Infrarot• große Reichweite und lange Betriebsdauer• mechanischer Kollisionsschutz und thermische Entkopplung• mit EnDat-Funktionalität
TS 460 mit Zylinderschaft
Tastsysteme mit Infrarot-Signalübertragung für Maschinen mitautomatischem Werkzeugwechsel (passende Sende-/Empfangs-einheit siehe Seite 32):
TS 740 Hohe Antastgenauigkeit und Reproduzierbarkeit, geringe Antast-kräfte
31
Werkzeug-vermessung
HEIDENHAIN-Tastsysteme zur Werkzeugvermessung eignen sichzum Antasten von stehenden oder rotierenden Werkzeugen direktauf der Maschine. Die MANUALplus 620 verfügt über Standard-zyklen zum Vermessen von Werkzeuglänge und -durchmessersowie von Einzelschneiden. Die ermittelten Werkzeugdaten legtdie MANUALplus 620 automatisch in der Werkzeugtabelle ab.Ebenso lässt sich zwischen zwei Bearbeitungsschritten der Werk-zeugverschleiß feststellen. Die MANUALplus 620 korrigiert auto-matisch die Werkzeugdaten für die folgende Bearbeitung oderwechselt – ebenso wie bei einem Werkzeugbruch – ein Schwes-terwerkzeug ein. Die MANUALplus 620 korrigiert automatisch dieWerkzeugdaten für die folgende Bearbeitung.
Bei den schaltenden Tastsystemen TT wird das quaderförmigeAntastelement durch Antasten des stehenden oder rotierendenWerkzeugs aus der Ruhelage ausgelenkt und ein Schaltsignal zurMANUALplus 620 übertragen.
TT 160 Tastsystem neuer Generation, Signalübertragung zur Steuerungüber Anschlusskabel
TT 160 mit quaderförmigem Antastelement
TT 460 Tastsystem neuer Generation, Hybrid-Technik: Signalübertragungüber Funk bzw. Infrarot-Strecke (passende Sende-/Empfangsein-heit siehe unten). Optional mit EnDat-Funktionalität.
QuaderförmigesAntastelement
Die Werkzeug-Tastsysteme TT werden standardmäßig mit einemscheibenförmigen Antastelement geliefert. Zum Einsatz an Dreh-maschinen muss es durch das quaderförmige Antastelementersetzt werden.
Sende-/Empfangseinheit
Die Funk- bzw. Infrarot-Übertragung wird zwischen Tastsystem TSbzw. TT und Sende-/Empfangseinheit SE aufgebaut.
SE 660 für Funk- bzw. Infrarot-Übertragung (Hybrid-Technik);gemeinsame SE für TS 460 und TT 460;
SE 661 für Funk- bzw. Infrarot-Übertragung (Hybrid-Technik); gemeinsame SE für TS 460 und TT 460;EnDat-Funktionalität zur Übertragung von Schaltzustand,Diagnose- und Zusatzinformationen.
SE 540 für Infrarot-Übertragung; zum Einbau in den SpindelkopfSE 642 für Infrarot-Übertragung; gemeinsame SE für TS und TT
Folgende Kombinationen sind möglich:
SE 660 SE 661* SE 540 SE 642
TS 460 Funk/Infrarot Infrarot Infrarot
TS 740 – Infrarot Infrarot
TT 460 Funk/Infrarot Infrarot Infrarot
* mit EnDat-Schnittstelle
SE 661
32
Elektronische Handräder
Übersicht Die MANUALplus 620 ist standardmäßig für den Anschluss vonelektronischen Handrädern vorbereitet für:• bis zu 2 Einbau-Handräder HR 180 zum Anschluss an Lagemes-
geräte-EingängeZusätzlich können an das Maschinenbedienfeld MB oder an denHSCI-Adapter PLB 6001 angeschlossen werden:
• Einbauhandrad HR 130 oder• bis zu 3 Einbau-Handräder HR 150 über HRA 110 oder• portables Handrad HR 510 bzw. HR 520 oder• Funkhandrad HR 550 FS
Beliebige Kombinationen sind möglich. Für Zyklen-Maschinensind z. B. typisch 2 HR 180 und – je nach Bedarf – ein HR 510oder – falls nicht genügend freie Lage-Eingänge frei sind – bis zu 3HR 150 über den Handrad-Adapter HRA 110. Für CNC-Maschinenwird meist nur ein HR 130 oder HR 510 verwendet.
Es ist möglich bis zu fünf Handräder bzw. Handradadapter an einerMANUALplus 620 zu betreiben:• ein Handrad über den Handradeingang des Hauptrechners• jeweils ein Handrad an bis zu vier HSCI-Maschinenbedienfeldern
oder dem HSCI-Adapter PLB 600x
Ein Mischbetrieb von Handrädern mit und ohne Display ist nichtmöglich. Handräder mit Funktionaler Sicherheit sind querschlusssi-cher aufgrund der speziellen Zustimmtastenlogik.
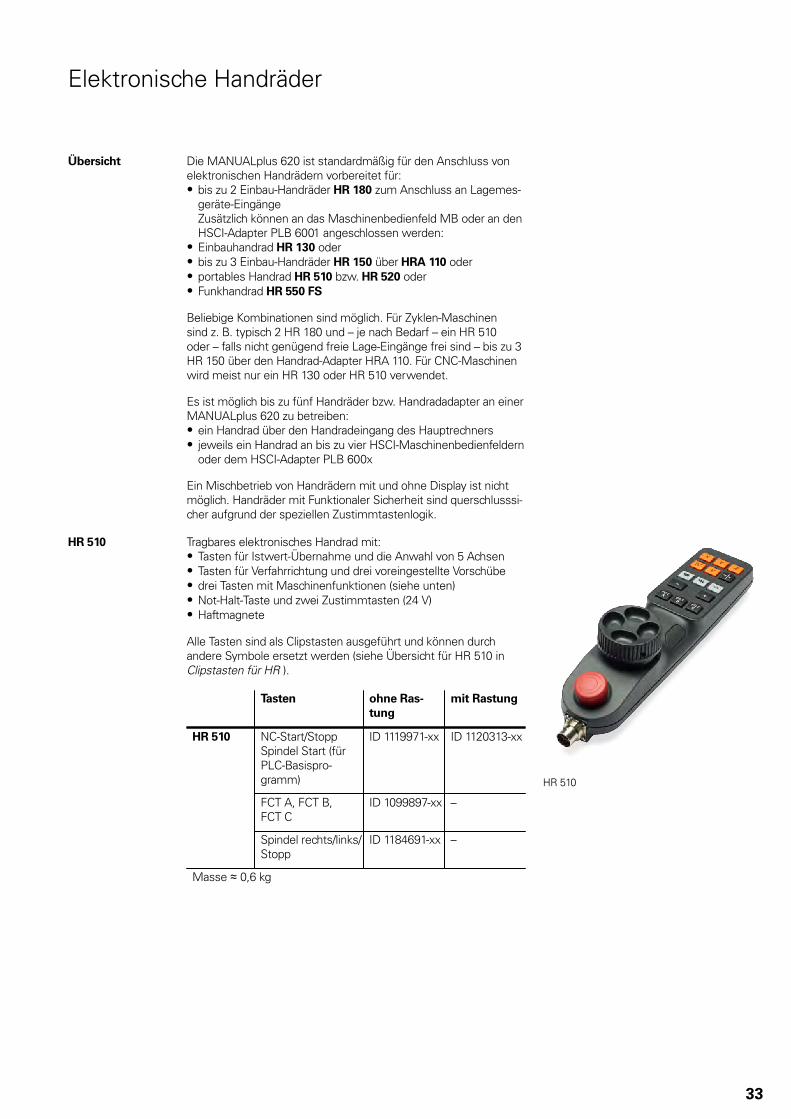
HR 510 Tragbares elektronisches Handrad mit:• Tasten für Istwert-Übernahme und die Anwahl von 5 Achsen• Tasten für Verfahrrichtung und drei voreingestellte Vorschübe• drei Tasten mit Maschinenfunktionen (siehe unten)• Not-Halt-Taste und zwei Zustimmtasten (24 V)• Haftmagnete
Alle Tasten sind als Clipstasten ausgeführt und können durchandere Symbole ersetzt werden (siehe Übersicht für HR 510 inClipstasten für HR ).
Tasten ohne Ras-tung
mit Rastung
NC-Start/StoppSpindel Start (fürPLC-Basispro-gramm)
ID 1119971-xx ID 1120313-xx
FCT A, FCT B,FCT C
ID 1099897-xx –
HR 510
Spindel rechts/links/Stopp
ID 1184691-xx –
Masse ≈ 0,6 kg
HR 510
33

HR 520 Tragbares elektronisches Handrad mit:• Anzeige für Betriebsart, Positions-Istwert, programmierten Vor-
schub und Spindeldrehzahl, Fehlermeldung• Override-Potentiometer für Vorschub und Spindeldrehzahl• Wahl der Achsen über Tasten und Softkeys• Istwert-Übernahme• NC-Start/Stop• Spindel-Ein/Aus• Tasten zum kontinuierlichen Verfahren der Achsen• Softkeys für Maschinenfunktionen des Maschinenherstellers• Not-Halt-Taste
ohne Rastung mit Rastung
HR 520 ID 670302-xx ID 670303-xx
Masse ≈ 1 kg
HR 520
Halter für HR 520 zur Befestigung an der Maschine ID 591065-xx
HR 550 FS Elektronisches Handrad mit Funkübertragung. Anzeige, Bedienele-mente und Funktionen wie HR 520
zusätzlich:• Funktionale Sicherheit FS• Funkübertragung Reichweite bis 20 m (abhängig von Umge-
bung)
HR 550 FS ohne Rastung ID 1200495-xxmit Rastung ID 1183021-xx
Ersatzakku für HR 550 FS ID 623166-xx
HR 550 FS mit HRA 551 FS
HRA 551 FS Handradaufnahme für HR 550 FS• zur Ablage des HR 550 FS an der Maschine• integriertes Ladegerät für HR 550 FS• Anschlüsse zur Steuerung und zur Maschine• integrierte Sende-/Empfangseinheit• Magnetbefestigung HR 550 FS frontseitig am HRA 551 FS
HRA 551 FS ID 1119052-xxMasse ≈ 1,0 kg
Weitere Informationen siehe Produktinformation HR 550 FS.
34

Anschlusskabel HR 510 HR 520 HR 550 FS mitHRA 551 FS
– ✓ – ID 312879-01Verbindungskabel (Spiral-kabel) zu HR (3 m) ✓ – – ID1117852-03
– ✓ – ID 296687-xxVerbindungskabel mit Metall-schutzschlauch
✓ – – ID 1117855-xx
– ✓ ✓ (max. 2 m) ID 296467-xxVerbindungskabel ohneMetallschutzschlauch
✓ – – ID 1117853-xx
Adapterkabel HR/HRA zuMC, Stecker gerade
✓ ✓ ✓1) ID 1161072-xx
Adapterkabel HR/HRA zuMC, Stecker abgewinkelt(1 m)
✓ ✓ ✓1) ID 1218563-01
Verlängerungskabel zu Adap-terkabel
✓ ✓ ✓1) ID 281429-xx
Adapterkabel HRA zu MC
– – ✓2) ID 749368-xx
Verlängerungskabel zu Adap-terkabel
– – ✓2) ID 749369-xx
Adapterstecker für Hand-räder ohne FunktionalerSicherheit
✓ ✓ – ID 271958-03
Adapterstecker für Hand-räder mit Funktionaler Sicher-heit
– – ✓ ID 271958-05
1) für maximale Kabellängen bis 20 m zwischen MB und HRA 551 FS2) für maximale Kabellängen bis 50 m zwischen MB und HRA 551 FS
Siehe auch Kabelübersicht Seite 41.
HR 180 Einbau-Handrad mit ergonomischem Drehknopf zum Anschluss aneinen Lagemessgeräte-Eingang.
HR 180 mit Rastung ID 540940-08Masse ≈ 0,7 kg
HR 180
HR 130 Einbau-Handrad mit ergonomischem Drehknopf Es wird direkt oder über Verlängerungskabel an das MB 720Tangeschlossen.
HR 130 ohne Rastung ID 540940-03mit Rastung ID 540940-01
Masse ≈ 0,7 kg
HR 130
35
HR 150 Einbau-Handrad mit ergonomischem Drehknopf zum Anschluss anden Handrad-Adapter HRA 110.
HR 150 ohne Rastung ID 540940-07mit Rastung ID 540940-06
Masse ≈ 0,7 kg
HR 150
HRA 110 Handradadapter zum Anschluss von bis zu drei Einbau-HandrädernHR 150 und zwei Stufenschaltern zur Achsanwahl und zur Einstel-lung des Unterteilungsfaktors. Die ersten beiden Handräder sindfest den Achsen 1 und 2 zugeordnet. Das dritte Handrad kann ent-weder über einen Stufenschalter oder über Maschinenparameterden Achsen zugeordnet werden. Die Stellung des zweiten Stufen-schalters wird über die PLC ausgewertet und damit z. B. der Unter-teilungsfaktor gewählt.
HRA 110 ID 261097-xxMasse ≈ 1,5 kg HRA 110
36
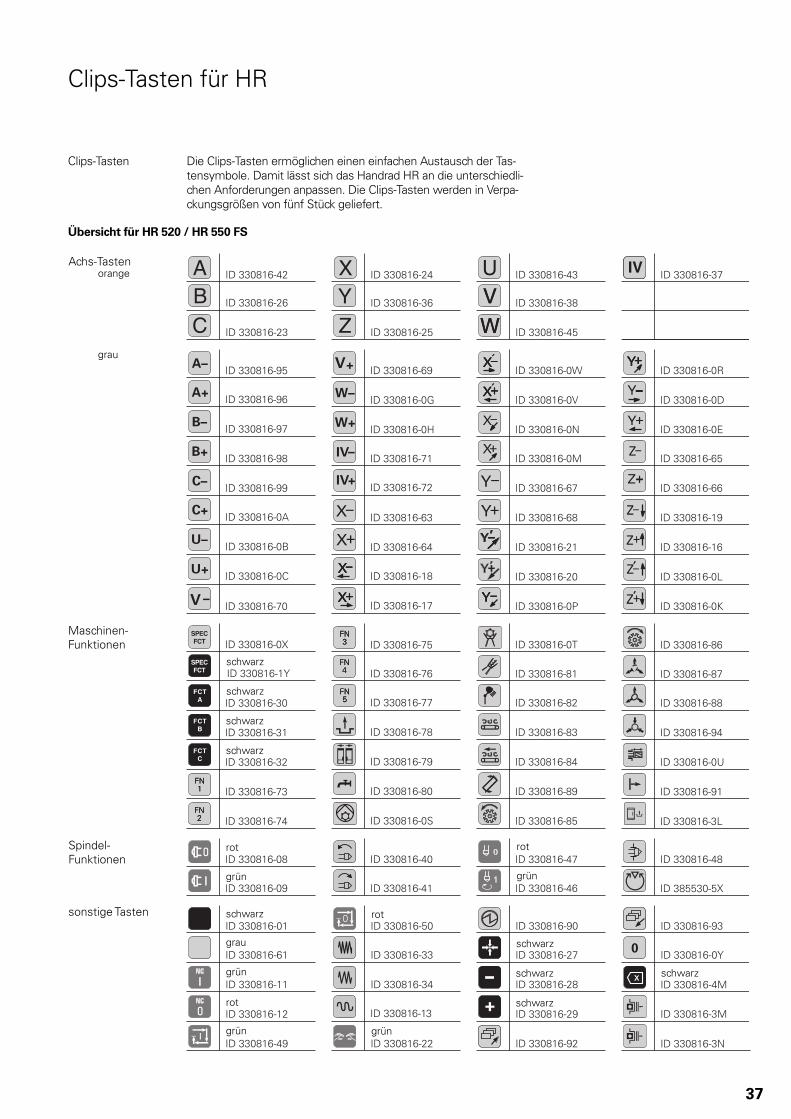
Clips-Tasten für HR
Clips-Tasten Die Clips-Tasten ermöglichen einen einfachen Austausch der Tas-tensymbole. Damit lässt sich das Handrad HR an die unterschiedli-chen Anforderungen anpassen. Die Clips-Tasten werden in Verpa-ckungsgrößen von fünf Stück geliefert.
Übersicht für HR 520 / HR 550 FS
Achs-Tasten
Maschinen-Funktionen
Spindel-Funktionen
sonstige Tasten
grau
orange
schwarz
schwarz
schwarz
schwarz
schwarz
schwarz schwarz
schwarz
schwarz
rot
grün
rot
rot
grün
grau
grün grün
rot
grün
37
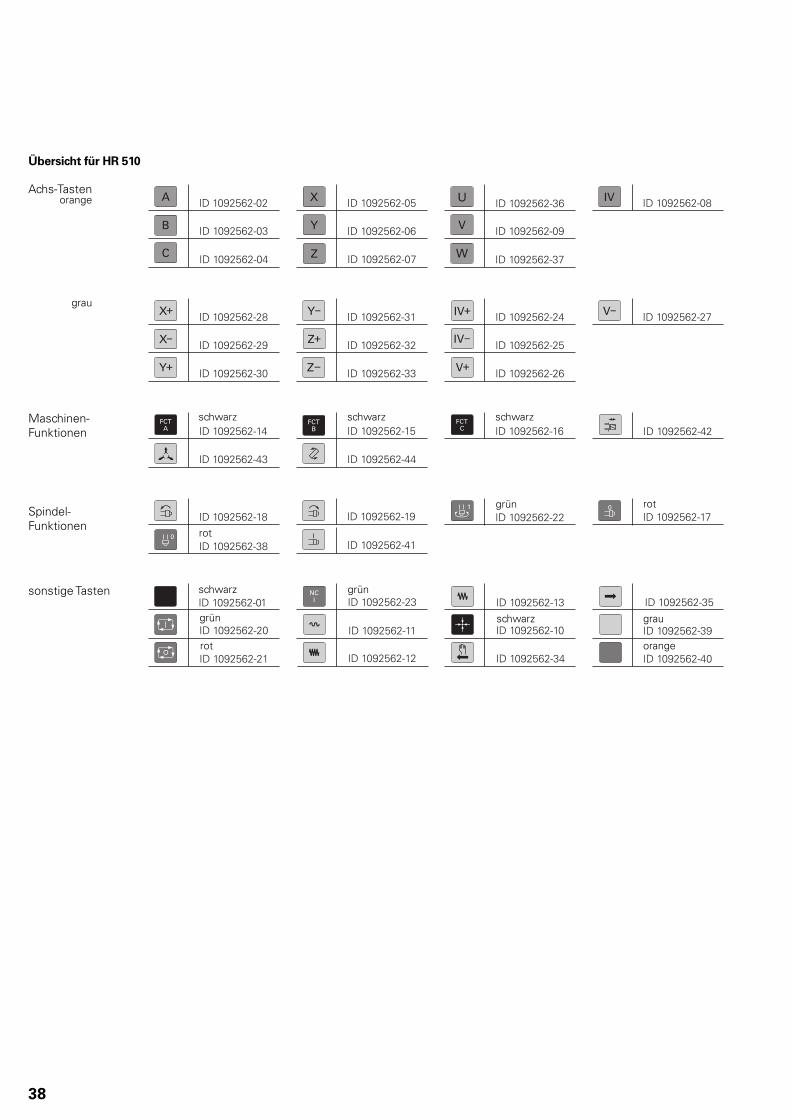
Übersicht für HR 510
Achs-Tastenorange
grau
sonstige Tasten
grün
grün
rot orange
grau
schwarz
schwarz
Maschinen-Funktionen
schwarz schwarz schwarz
Spindel-Funktionen
grün rot
rot
38
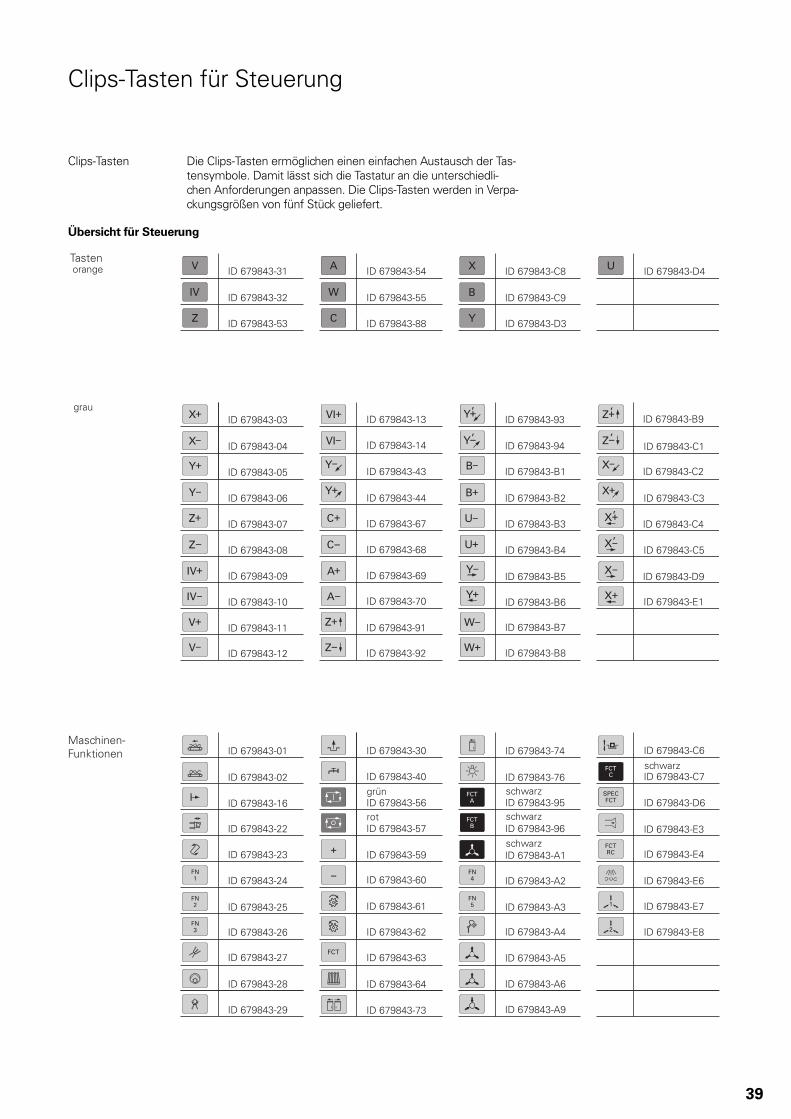
Clips-Tasten für Steuerung
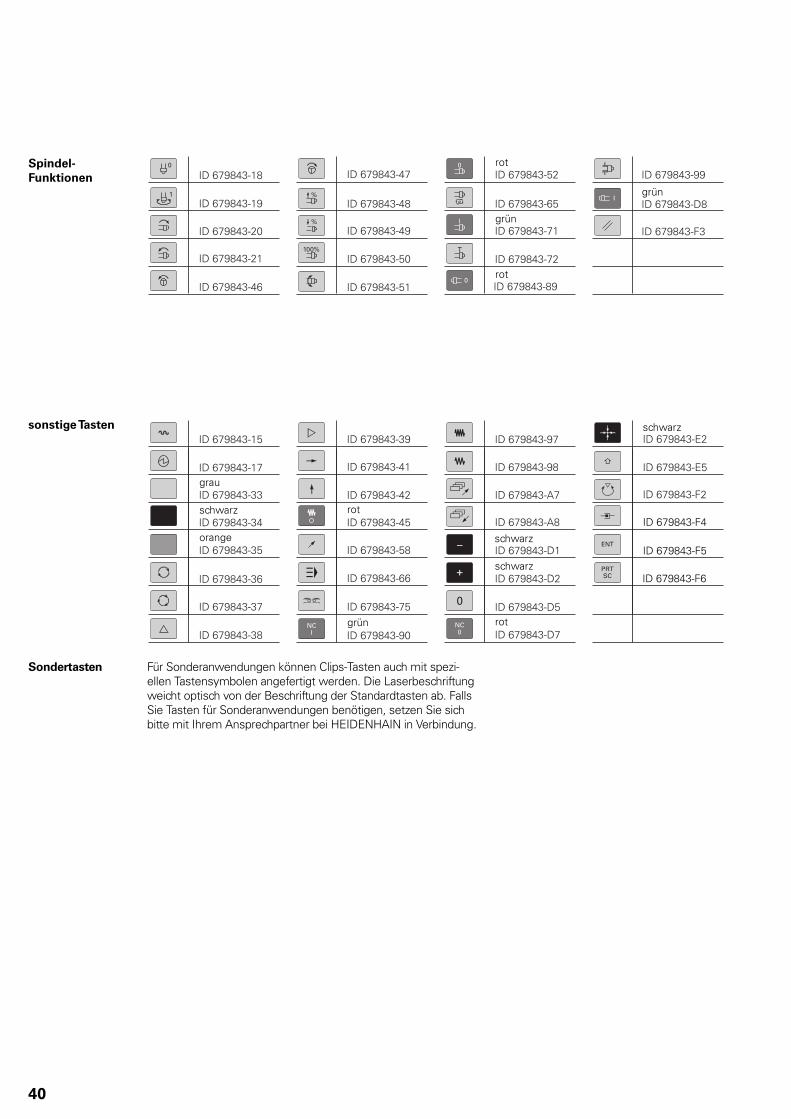
Clips-Tasten Die Clips-Tasten ermöglichen einen einfachen Austausch der Tas-tensymbole. Damit lässt sich die Tastatur an die unterschiedli-chen Anforderungen anpassen. Die Clips-Tasten werden in Verpa-ckungsgrößen von fünf Stück geliefert.
Übersicht für Steuerung
Maschinen-Funktionen
grau
Tastenorange
grün schwarz
schwarz
schwarz
schwarz
rot
39
ID 679843-F6
ID 679843-F5
ID 679843-F4
sonstige Tasten
Spindel-Funktionen
grün
grün
schwarz
schwarz
schwarz
schwarz
grau
orange
rot
rot
grün
rot
rot
Sondertasten Für Sonderanwendungen können Clips-Tasten auch mit spezi-ellen Tastensymbolen angefertigt werden. Die Laserbeschriftungweicht optisch von der Beschriftung der Standardtasten ab. FallsSie Tasten für Sonderanwendungen benötigen, setzen Sie sichbitte mit Ihrem Ansprechpartner bei HEIDENHAIN in Verbindung.
40
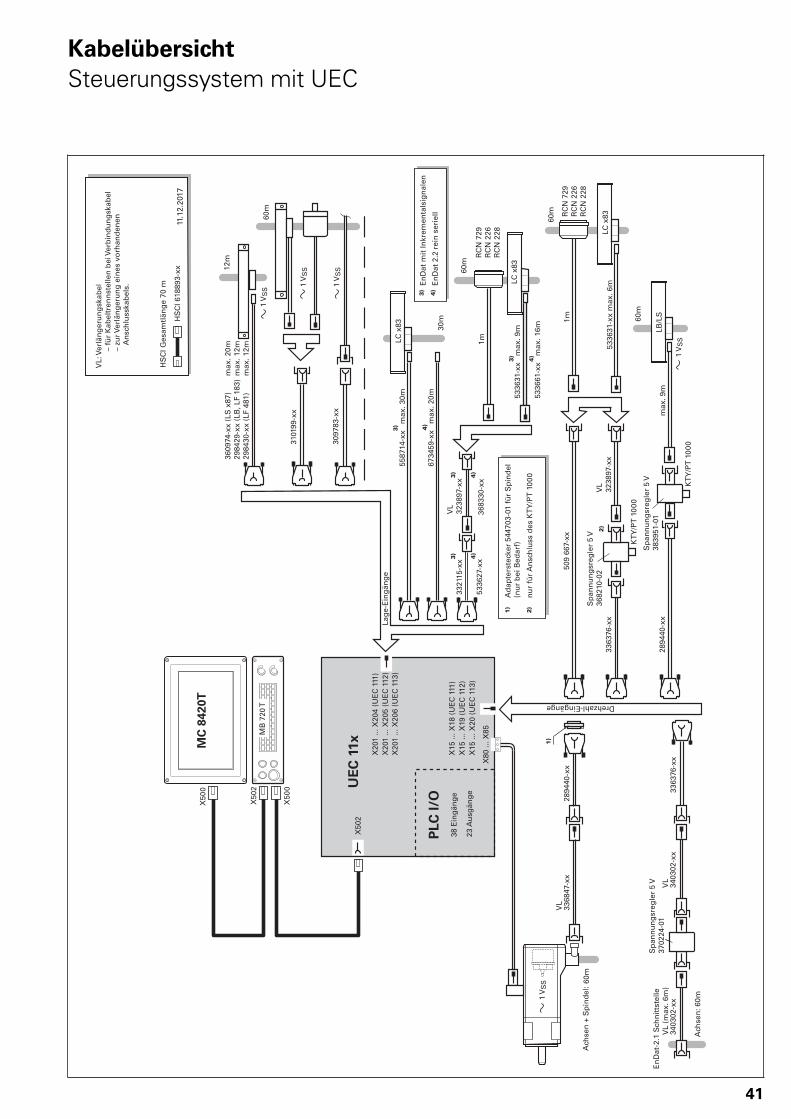
KabelübersichtSteuerungssystem mit UEC
UE
C 1
1x
X20
1 ...
X20
4 (U
EC
111
)
3363
76-x
x
60m
VL
(max
. 6m
)34
0302
-xx
VL
3403
02-x
x
2894
40-x
xV
L33
6847
-xx
1)
X50
0
X50
2
X50
0
X50
2
PLC
I/O
X20
1 ...
X20
5 (U
EC
112
)X
201
... X
206
(UE
C 1
13)
X15
... X
18 (
UE
C 1
11)
X15
... X
19 (
UE
C 1
12)
X15
... X
20 (
UE
C 1
13)
MB
720
T
12m
60m
3097
83-x
x
3101
99-x
x
3363
76-x
xLC
x83
5336
31-x
x m
ax. 6
m
2894
40-x
x
KT
Y/P
T 1
00
0
KT
Y/P
T 1
00
0
LB/L
S
60m
max
. 9m
60m
VL
3238
97-x
x
509
667-
xx1m
RC
N 7
29R
CN
226
RC
N 2
28
2)
2)
1)
3609
74-x
x (L
S x
87)
2984
29-x
x (L
B, L
F 18
3)29
8430
-xx
(LF
481)
max
. 20m
max
. 12m
max
. 12m
5587
14-x
x m
ax. 3
0m
3321
15-x
x
LC
LC x
83
60m
VL
3238
97-x
x
LC x
83
RC
N 7
29R
CN
226
RC
N 2
28
5336
31-x
x m
ax. 9
m
1m
30m
6734
59-x
x m
ax. 2
0m
5336
27-x
x36
8330
-xx
5336
61-x
x m
ax. 1
6m
3) 4)
3)
4)
3)
4)
3)
4)
3)
4)
11.1
2.20
17H
SC
I 618
893-
xx
X80
... X
85
MC
842
0T Drehzahl-Eingänge
En
Dat
-2.1
Sch
nitt
stel
le
Ach
sen
: 60m
Sp
ann
un
gsr
egle
r 5
V37
0224
-01
1 V
SS
Ach
sen
+ S
pin
del
:
38 E
ing
äng
e
23 A
usg
äng
e
Lag
e-E
ing
äng
e
Sp
ann
un
gsr
egle
r 5
V36
8210
-02
Sp
ann
un
gsr
egle
r 5
V38
3951
-01
1 V
SS
1 V
SS
1 V
SS
1 V
SS
nu
r fü
r A
nsc
hlu
ss d
es K
TY
/PT
10
00
Ad
apte
rste
cker
544
703-
01 f
ür
Sp
ind
el
(nu
r b
ei B
edar
f)
En
Dat
mit
Inkr
emen
tals
ign
alen
En
Dat
2.2
rei
n s
erie
ll
VL:
Ver
län
ger
un
gsk
abel
– f
ür
Kab
eltr
enn
stel
len
bei
Ver
bin
du
ng
skab
el
–
zu
r Ver
län
ger
un
g e
ines
vo
rhan
den
en
An
sch
luss
kab
els.
HS
CI G
esam
tlän
ge
70 m
41
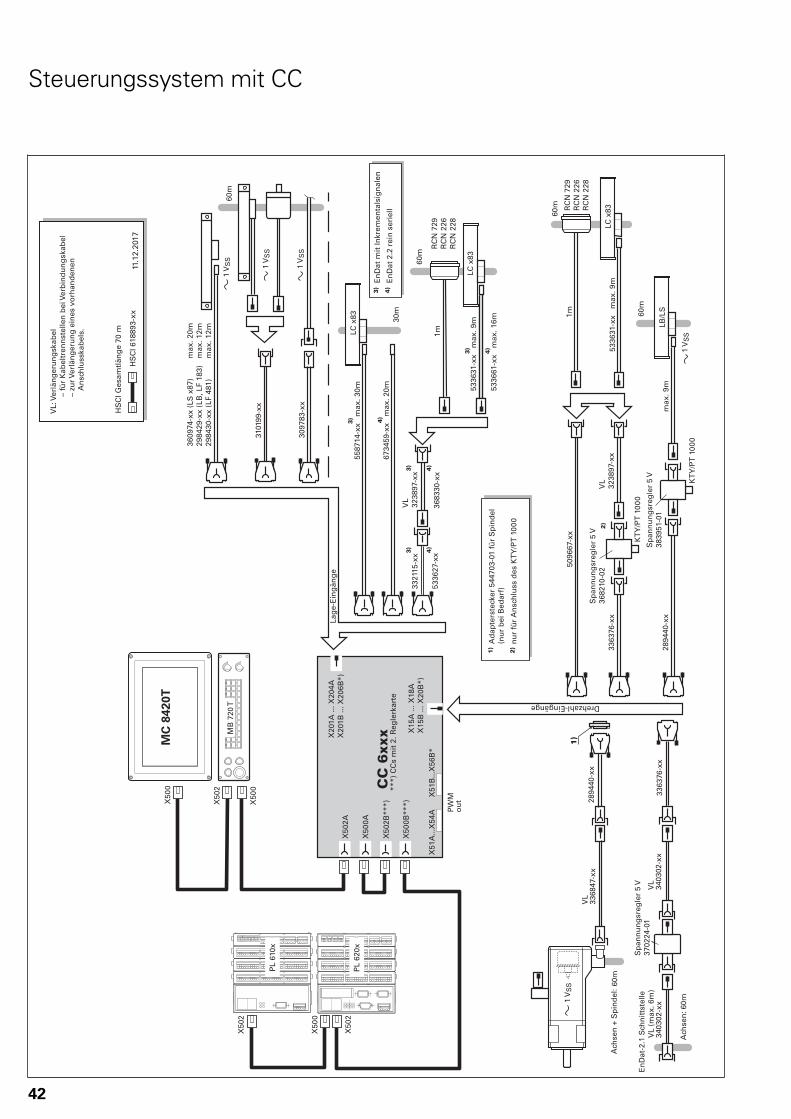
Steuerungssystem mit CC
X50
0
3363
76-x
x
60m
VL
(max
. 6m
)34
0302
-xx
VL
3403
02-x
x
2894
40-x
xV
L33
6847
-xx
1)
X50
2
PW
Mo
utX50
0
X50
2
X50
0
11.1
2.20
17
PL
620x
PL
610x
X50
2
MB
720
T60
m
3609
74-x
x (L
S x
87)
2984
29-x
x (L
B, L
F 18
3)29
8430
-xx
(LF
481)
3097
83-x
x
3101
99-x
x
5587
14-x
x m
ax. 3
0m
3321
15-x
x
LC
LC x
83
60m
VL
3238
97-x
x
LC x
83
RC
N 7
29R
CN
226
RC
N 2
28
3363
76-x
xLC
x83
KT
Y/P
T 1
00
0
KT
Y/P
T 1
00
0
5336
31-x
x m
ax. 9
m
2894
40-x
xLB
/LS
60m
max
. 9m
60m
5336
31-x
x m
ax. 9
m
VL
3238
97-x
x
5096
67-x
x1m
1m
30m
RC
N 7
29R
CN
226
RC
N 2
28
2)
2)
1)
6734
59-x
x m
ax. 2
0m
5336
27-x
x36
8330
-xx
5336
61-x
x m
ax. 1
6m
3) 4)
3)
4)
max
. 20m
max
. 12m
max
. 12m
3)
4)
3)
4)
3)
4)
HS
CI 6
1889
3-xx
X15
A ..
. X18
AX
15B
... X
20B
*)
X20
1A ..
. X20
4AX
201B
... X
206B
*)X
502A
X50
0B**
*)
X51
A...
X54
AX
51B
...X
56B
*
X50
0A
X50
2B**
*)C
C 6
xxx
MC
842
0T Drehzahl-Eingänge
En
Dat
-2.1
Sch
nitt
stel
le
Ach
sen
: 60m
Sp
ann
un
gsr
egle
r 5
V37
0224
-01
1 V
SS
Ach
sen
+ S
pin
del
:
VL:
Ver
län
ger
un
gsk
abel
– f
ür
Kab
eltr
enn
stel
len
bei
Ver
bin
du
ng
skab
el
–
zu
r Ver
län
ger
un
g e
ines
vo
rhan
den
en
An
sch
luss
kab
els.
HS
CI G
esam
tlän
ge
70 m
Lag
e-E
ing
äng
e
Sp
ann
un
gsr
egle
r 5
V36
8210
-02
Sp
ann
un
gsr
egle
r 5
V38
3951
-01
1 V
SS
1 V
SS
1 V
SS
1 V
SS
nu
r fü
r A
nsc
hlu
ss d
es K
TY
/PT
10
00
Ad
apte
rste
cker
544
703-
01 f
ür
Sp
ind
el
(nu
r b
ei B
edar
f)
En
Dat
mit
Inkr
emen
tals
ign
alen
En
Dat
2.2
rei
n s
erie
ll**
*) C
Cs
mit
2. R
egle
rkar
te
42
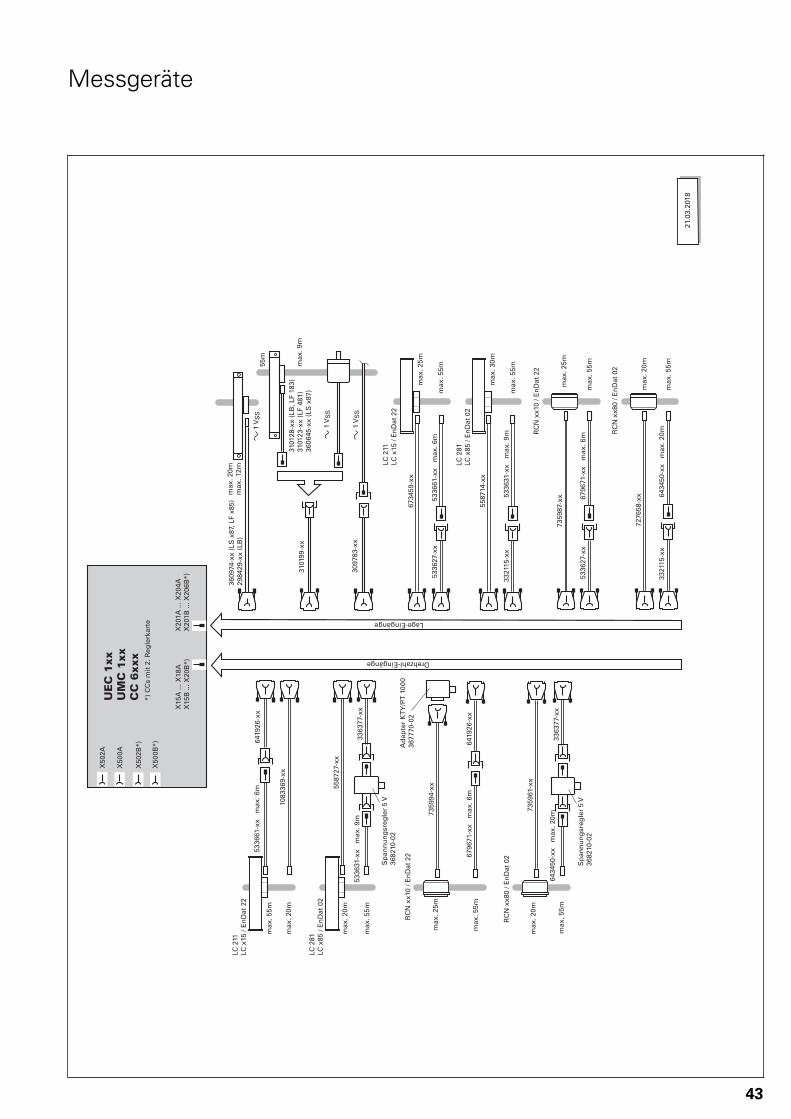
Messgeräte
X15
A ..
. X18
AX
15B
... X
20B
*)X
201A
... X
204A
X20
1B ..
. X20
6B*)
55m
3097
83-x
x
3101
99-x
x
X50
0A
X50
2A
X50
0B*)
X50
2B*)
3609
74-x
x (L
S x
87, L
F x8
5)29
8429
-xx
(LB
)m
ax. 2
0mm
ax. 1
2m
3101
28-x
x (L
B, L
F 18
3)31
0123
-xx
(LF
481)
3606
45-x
x (L
S x
87)
7359
94-x
x
6419
26-x
x67
9671
-xx
max
. 6m
max
. 55m
max
. 25m
7359
61-x
x
RC
N x
x10
/ En
Dat
22
RC
N x
x80
/ En
Dat
02
7359
87-x
x
5336
27-x
x67
9671
-xx
max
. 6m
max
. 55m
max
. 25m
7276
58-x
x
3321
15-x
x64
3450
-xx
max
. 20mR
CN
xx1
0 / E
nD
at 2
2
RC
N x
x80
/ En
Dat
02
5336
61-x
x m
ax. 6
m64
1926
-xx
1083
369-
xx
5587
27-x
x
3363
77-x
x53
3631
-xx
max
. 9m
max
. 55m
max
. 20m
6734
59-x
x
5336
27-x
x53
3661
-xx
max
. 6m
5587
14-x
x
3321
15-x
x53
3631
-xx
max
. 9m
max
. 55m
LC 2
11LC
x15
/ E
nD
at 2
2
max
. 25m
LC 2
81LC
x85
/ E
nD
at 0
2
LC 2
11LC
x15
/ E
nD
at 2
2
LC 2
81LC
x85
/ E
nD
at 0
2
UE
C 1
xx
UM
C 1
xx
CC
6xxx
3363
77-x
x64
3450
-xx
max
. 20m
max
. 55m
max
. 30mmax
. 9m
max
. 20m
max
. 55m
max
. 20m
max
. 55m
max
. 20m
max
. 55m
21.0
3.20
18
Lage-Eingänge
1 V
SS
1 V
SS
1 V
SS
*) C
Cs
mit
2. R
egle
rkar
te
Drehzahl-Eingänge
Sp
ann
un
gsr
egle
r 5
V36
8210
-02
Sp
ann
un
gsr
egle
r 5
V36
8210
-02
Ad
apte
r K
TY
/PT
10
00
3677
70-0
2
43
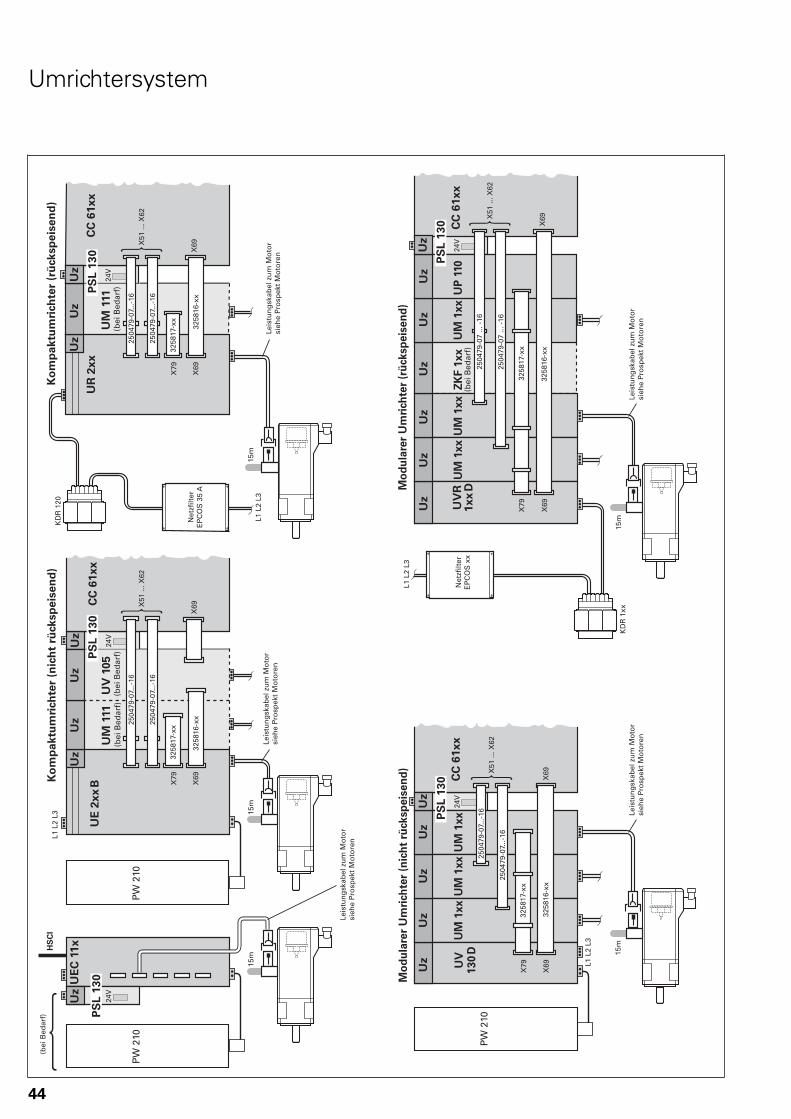
Umrichtersystem
44
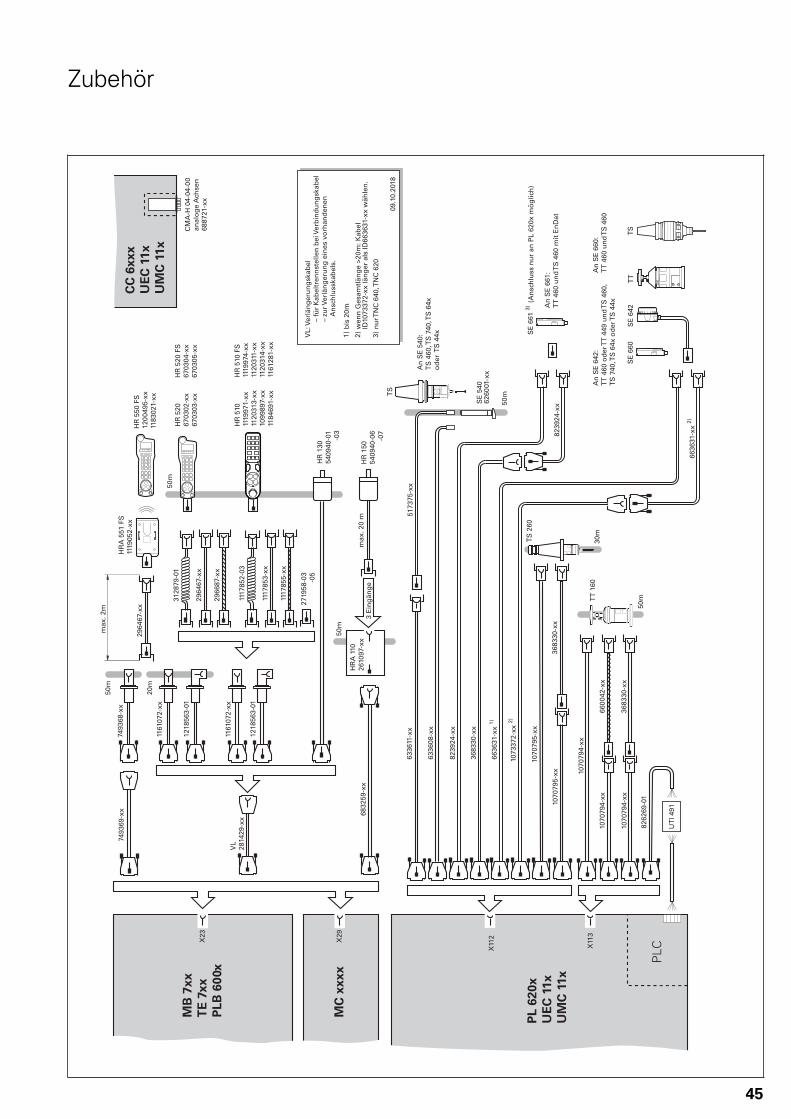
Zubehör
09.1
0.20
18
X23
X29
MB
7xx
TE
7xx
PLB
600
x
MC
xxx
x50
m
max
. 20
m
VL
2814
29-x
x
6832
59-x
x
HR
A 1
1026
1097
-xx
50m
2966
87-x
x
2964
67-x
x
HR
150
5409
40-0
6
-0
7
HR
130
5409
40-0
1
-0
3
HR
510
1119
971-
xx11
2031
3-xx
1099
897-
xx11
8469
1-xx
HR
510
FS
1119
974-
xx11
2031
1-xx
1120
314-
xx11
6128
1-xx
1117
852-
03
1117
853-
xx
1117
855-
xx
3128
79-0
1 H
R 5
2067
0302
-xx
6703
03-x
x
2964
67-x
x
1161
072-
xx20
m
max
. 2m
7493
68-x
x
50m
7493
69-x
x
1161
072-
xx
1218
563-
01
1218
563-
01
6887
21-x
x
CC
6xx
xU
EC
11x
UM
C 1
1x
CM
A-H
04-
04-0
0H
R 5
20 F
S
6703
04-x
x67
0305
-xx
X11
2
X11
3
PLC
TT
6636
31-x
x 1)
6636
31-x
x 2)
1073
372-
xx 2)
SE
642
SE
660
TS
TS
6336
11-x
x
6336
08-x
x
8239
24-x
x
8239
24-x
x
3683
30-x
x
1070
795-
xx
3683
30-x
x10
7079
5-xx
1070
794-
xx
1070
794-
xx66
004
2-xx
3683
30-x
x
1070
794-
xx
6260
01-x
x
TS
260
TT
160
SE
661
3)
1) 2) 3)
PL
620x
UE
C 1
1xU
MC
11x
8262
69-0
1
UT
I 491
HR
550
FS
120
0495
-xx
1183
021-
xx
HR
A 5
51 F
S11
1905
2-xx
2719
58-0
3-0
5 V
L: V
erlä
ng
eru
ng
skab
el
–
fü
r K
abel
tren
nst
elle
n b
ei V
erb
ind
un
gsk
abel
– z
ur V
erlä
ng
eru
ng
ein
es v
orh
and
enen
A
nsc
hlu
sska
bel
s.
3 E
ing
äng
e
anal
og
e A
chse
n
An
SE
660
:T
T 4
60 u
nd
TS
460
An
SE
661
:T
T 4
60 u
nd
TS
460
mit
En
Dat
An
SE
642
:T
T 4
60 o
der
TT
449
un
d T
S 4
60,
TS
740
, TS
64x
od
er T
S 4
4x
An
SE
540
:T
S 4
60, T
S 7
40, T
S 6
4x
od
er T
S 4
4x
bis
20m
wen
n G
esam
tlän
ge
>20m
: Kab
el
ID10
7337
2-xx
län
ger
als
ID66
3631
-xx
wäh
len
.
nu
r TN
C 6
40, T
NC
620
(An
sch
luss
nu
r an
PL
620x
mö
glic
h)
45
Technische BeschreibungDigitales Steuerungskonzept
Durchgängigdigital
Im durchgängig digitalen Steuerungskonzept von HEIDENHAINsind sämtliche Komponenten über rein digitale Schnittstellen mit-einander verbunden – die Steuerungskomponenten über HSCI(HEIDENHAIN Serial Controller Interface), dem HEIDENHAIN-Echt-zeit-Protokoll für Fast-Ethernet und die Messgeräte überEnDat 2.2, dem bidirektionalen Interface von HEIDENHAIN. Damitist eine hohe Verfügbarkeit des Gesamtsystems erreichbar, es istdiagnosefähig und störunempfindlich – vom Hauptrechner bis zumMessgerät. Die hervorragenden Eigenschaften des durchgängigdigitalen Konzepts von HEIDENHAIN garantieren höchste Genau-igkeit und Oberflächengüte bei zugleich hohen Verfahrgeschwin-digkeiten. Weitergehende Informationen finden Sie in der Techni-schen Information Durchgehend digital.
HSCI HSCI, das HEIDENHAIN Serial Controller Interface, verbindetHauptrechner, Regler und weitere Steuerungskomponenten.Die Verbindung zwischen zwei HSCI-Komponenten wird auchals HSCI-Segment bezeichnet. HSCI basiert auf einer Gigabit-Ethernet-Hardware. Ein von HEIDENHAIN entwickelter speziellerSchnittstellenbaustein ermöglicht kurze Zykluszeiten für die Daten-übertragung.
Hauptvorteile des Steuerungskonzepts mit HSCI:• Hardwareplattform für flexibles und skalierbares Steuerungs-
system (z. B. dezentrale Achssysteme)• Hohe Störsicherheit durch digitale Kommunikation zwischen den
Komponenten• Hardwarebasis für Implementierung der „Funktionalen Sicherheit“• Einfache Verdrahtung (Inbetriebnahme, Konfiguration)• Umrichteranschluss über digitale Lichtwellenleiterverbindung• Große Leitungslängen im Gesamtsystem (HSCI-Segment bis max.
70 m)• Hohe Anzahl möglicher Regelkreise• Hohe Anzahl an PLC-Ein-/Ausgängen• Dezentrale Anordnung der Reglereinheiten
An den seriellen HSCI-Bus des Hauptrechners MC können Reg-lereinheiten CC oder UEC, bis zu neun PLC-Ein-/Ausgangsmo-dule PL 6000 sowie Maschinenbedienfelder (z. B. MB 72x vonHEIDENHAIN) angeschlossen werden. Das Handrad HR wirddirekt an das Maschinenbedienfeld angeschlossen. Besonders vor-teilhaft erweist sich die Kombination aus Bildschirm und Haupt-rechner, wenn diese im Bedienpult untergebracht ist. Neben derSpannungsversorgung ist dann nur eine HSCI-Leitung zur Regler-einheit im Schaltschrank notwendig.
Maximale Leitungslängen für HSCI:• für ein HSCI-Segment 70 m• bei bis zu 12 HSCI-Slaves 290 m (aller HSCI-Segmente)• bei bis zu 13 HSCI-Slaves (Maximalausbau) 180 m (aller HSCI-Seg-
mente)
46
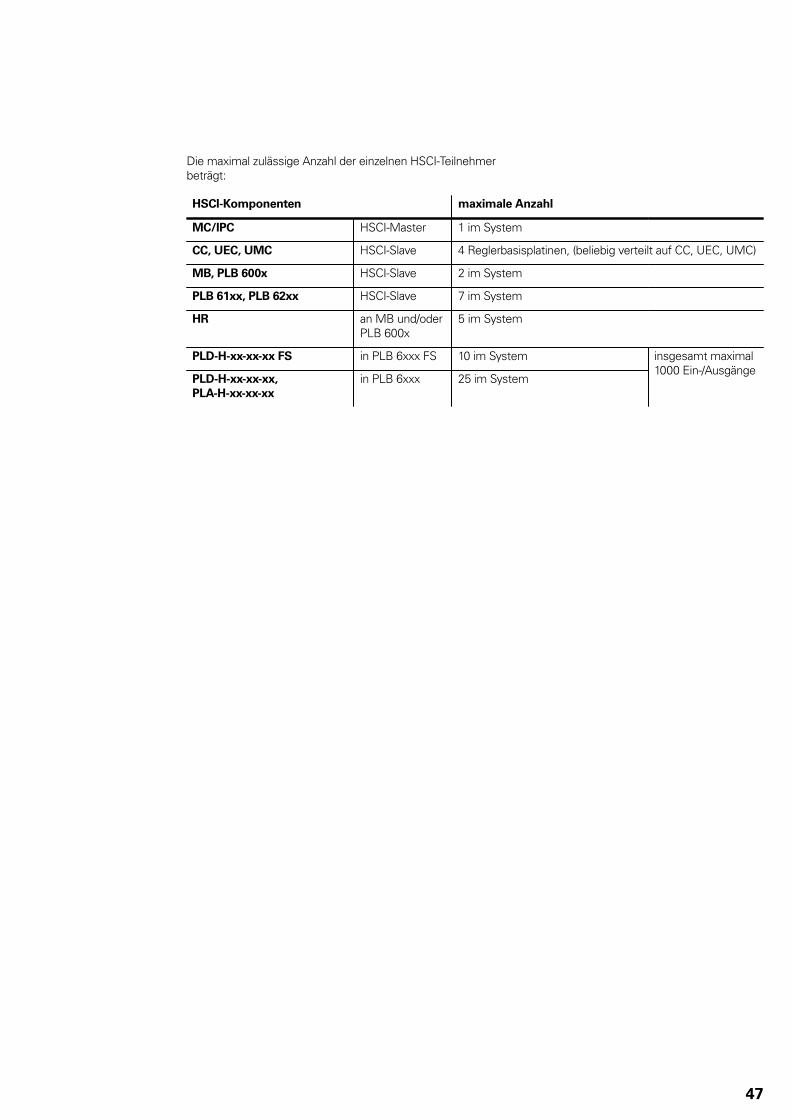
Die maximal zulässige Anzahl der einzelnen HSCI-Teilnehmerbeträgt:
HSCI-Komponenten maximale Anzahl
MC/IPC HSCI-Master 1 im System
CC, UEC, UMC HSCI-Slave 4 Reglerbasisplatinen, (beliebig verteilt auf CC, UEC, UMC)
MB, PLB 600x HSCI-Slave 2 im System
PLB 61xx, PLB 62xx HSCI-Slave 7 im System
HR an MB und/oderPLB 600x
5 im System
PLD-H-xx-xx-xx FS in PLB 6xxx FS 10 im System
PLD-H-xx-xx-xx,PLA-H-xx-xx-xx
in PLB 6xxx 25 im System
insgesamt maximal1000 Ein-/Ausgänge
47

Betriebssystem
HEROS 5 Die MANUALplus 620 arbeitet mit dem echtzeitfähigen Betriebs-system HEROS 5 (HEIDENHAIN Realtime Operating System).Dieses zukunftsorientierte Betriebssystem beinhaltet leistungsfä-hige Funktionen im Standardumfang:
Netzwerk– Network: Verwaltung von Netzwerkeinstellungen– Printer: Verwaltung von Druckern– Shares: Verwaltung von Netzwerkfreigaben– VNC: Virtual Network Computing ServerSicherheit– Portscan (OEM): Portscanner– Firewall: Schutz vor unerwünschtem Netzwerkzugriff– SELinux: Schutz vor unberechtigten Systemdatei-Änderungen– Sandbox: Ausführen von Anwendungen in abgeschalteter
UmgebungSystem– Backup/Restore: Funktion zur Sicherung und Wiederherstel-
lung der Steuerung– HELogging: Auswertung und Erstellung der Log-Dateien– Perf2: Systemmonitor– Benutzerverwaltung: Benutzer mit unterschiedlichen Rollen
und Zugriffsrechten festlegenTools– Web Browser: Firefox®*
– Document Viewer: Anzeige von PDF, TXT-, XLS- und JDEC-Dateien.
– File Manager: Datei-Explorer zur Verwaltung von Dateien undSpeichermedien
– Gnumeric: Tabellenkalkulationen– Leafpad: Texteditor zur Erstellung von Notizen– Ristretto: Anzeige von Bilddateien– Orage Calendar: einfache Kalenderfunktion– Screenshot: Erstellung von Bildschirmfotos– Totem: Mediaplayer zur Wiedergabe von Audio- und Videoda-
teien
Benutzerverwaltung Fehlbedienungen der Steuerung führen häufig zu ungeplantenMaschinenstillständen und teuren Ausschussteilen. Mit der Benut-zerverwaltung lässt sich die Prozesssicherheit durch systemati-sche Vermeidung von Fehlbedienung erheblich verbessern. Durchdie konfigurierbare Verknüpfung von Rechten mit Benutzerrollenlassen sich die Zugriffsmöglichkeiten maßgeschneidert an dieTätigkeiten des jeweiligen Bedieners anpassen.
• Login an der Steuerung mit einem Benutzerkonto• Benutzerspezifischer Ordner HOME für eine vereinfachte Daten-
verwaltung• Rollenbasierter Zugriff auf Steuerung und Netzwerkdaten
* Firefox ist eine eingetragene Marke der Mozilla Foundation
48
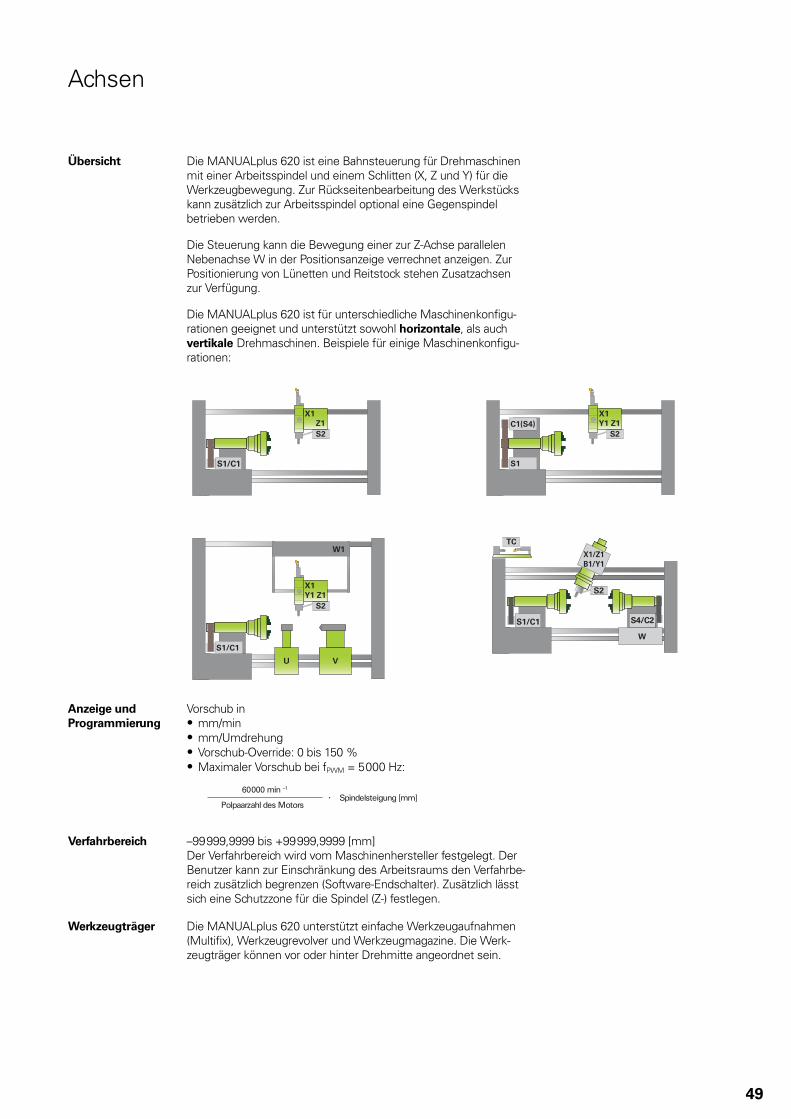
Achsen
Übersicht Die MANUALplus 620 ist eine Bahnsteuerung für Drehmaschinenmit einer Arbeitsspindel und einem Schlitten (X, Z und Y) für dieWerkzeugbewegung. Zur Rückseitenbearbeitung des Werkstückskann zusätzlich zur Arbeitsspindel optional eine Gegenspindelbetrieben werden.
Die Steuerung kann die Bewegung einer zur Z-Achse parallelenNebenachse W in der Positionsanzeige verrechnet anzeigen. ZurPositionierung von Lünetten und Reitstock stehen Zusatzachsenzur Verfügung.
Die MANUALplus 620 ist für unterschiedliche Maschinenkonfigu-rationen geeignet und unterstützt sowohl horizontale, als auchvertikale Drehmaschinen. Beispiele für einige Maschinenkonfigu-rationen:
S2
X1 Z1
S2
X1Y1 Z1
S1
C1(S4)
S2
X1Y1 Z1
S1/C1
U V
W1
W
TC
X1/Z1B1/Y1
Anzeige undProgrammierung
Vorschub in• mm/min• mm/Umdrehung• Vorschub-Override: 0 bis 150 %• Maximaler Vorschub bei fPWM = 5 000 Hz:
60000 min –1
. Spindelsteigung [mm]Polpaarzahl des Motors
Verfahrbereich –99 999,9999 bis +99 999,9999 [mm]Der Verfahrbereich wird vom Maschinenhersteller festgelegt. DerBenutzer kann zur Einschränkung des Arbeitsraums den Verfahrbe-reich zusätzlich begrenzen (Software-Endschalter). Zusätzlich lässtsich eine Schutzzone für die Spindel (Z-) festlegen.
Werkzeugträger Die MANUALplus 620 unterstützt einfache Werkzeugaufnahmen(Multifix), Werkzeugrevolver und Werkzeugmagazine. Die Werk-zeugträger können vor oder hinter Drehmitte angeordnet sein.
49
Gleichlaufachsen(Option 24)
Gleichlaufachsen sind Achsen, die sich synchron bewegen undunter der gleichen Achsbezeichnung programmiert werden.
Mit HEIDENHAIN-Steuerungen können parallele Achssysteme(Gantry-Achsen), wie z. B. bei Portalmaschinen oder Schwenkti-schen, über eine hochgenaue und dynamische Lageregelung syn-chron zueinander bewegt werden.
Bei Gantry-Achsen können einer Master-Achse mehrere Gantry-Slave-Achsen zugeordnet werden. Sie können auch auf mehrereRegler-Einheiten verteilt sein.
B-Achse(Option 54)
Mit einer B-Achse können Bohr- und Fräsbearbeitungen auf schrägim Raum liegenden Ebenen ausgeführt werden. Die Programmie-rung kann dabei wie gewohnt in der Hauptebene erfolgen.
Zusätzlich können durch Schwenken der B-Achse und Drehendes Werkzeugs beliebige Werkzeuglagen erreicht werden, diezum Beispiel eine Längs- und Planbearbeitung auf der Haupt- undGegenspindel mit einem einzigen Werkzeug ermöglichen. Damitkann die Anzahl der benötigten Werkzeuge und Werkzeugwechselreduziert werden.
Momenten-Regelung(Option 24)
Die Momenten-Regelung wird bei Maschinen mit mechanischgekoppelten Motoren eingesetzt, bei denen• eine definierte Aufteilung der Antriebsmomente gewünscht ist,
oder• Teile der Regelstrecke spielbehaftet sind und durch „Ver-
spannen“ der Antriebsmotoren dieses Spiel eliminiert wird (z. B.Zahnstangen).
Echtzeit-Koppelfunktion(Option 135)
Die Echtzeit-Koppelfunktion (Synchronizing Functions) bietet dieMöglichkeit, einen Lage-Offset für eine Achse aus den Ist- undSollwerten beliebiger anderer Achsen des Systems zyklisch zuberechnen. Dadurch können komplexe, gleichzeitige Bewegungenmehrerer NC- oder PLC-Achsen realisiert werden. Die Abhängig-keiten der Achsen untereinander werden in mathematischen For-meln definiert.
PLC-Achsen Achsen können als PLC-Achsen definiert werden. Programmie-rung über M-Funktionen oder Hersteller-Zyklen. Die PLC-Achsenwerden unabhängig von den NC-Achsen positioniert und deshalbauch als asynchrone Achsen bezeichnet.
50
Haupt- und Gegenspindel
Übersicht Für Maschinen mit höherem Automatisierungsgrad ist dieHaupt- und Gegenspindel positionierbar oder auf C-Achs-Betriebumschaltbar.
Anzeige undProgrammierung
Spindeldrehzahl:• konstante Drehzahl: 1 bis 99 999 U/min• konstante Schnittgeschwindigkeit: 1 bis 9 999 m/min
Spindelpositionie-rung
Eingabefeinheit und Anzeigeschritt: 0,001°
Drehzahlbegren-zung
• Die Ist-Drehzahl wird von der MANUALplus 620 überwacht.• Die Drehzahlbegrenzung ist über Parameter und im Vor-
schub-/Spindel-/Werkzeug-Menü (TSF-Menü) einstellbar.
Spindel-Override 50 bis 150 %
MaximaleSpindeldrehzahl
Die maximale Spindeldrehzahl errechnet sich aus folgenderFormel:
nmax = f 60000 minPPZ 5000 Hz
PWM . -1
.
fPWM = PWM-Frequenz in HzPPZ = Polpaarzahl
Getriebestufen Für jede Getriebestufe wird ein eigener Parametersatz definiert.Das Schalten des Getriebes erfolgt über die PLC. Es werden bis zu10 Getriebestufen unterstützt.
Betriebsarten-Umschaltung
Für die Hauptspindel können verschiedene Parametersätze für dieRegelung abgelegt werden (z. B. für Stern/Dreieck). Über die PLCwird zwischen den Parametersätzen umgeschaltet.
LagegeregelteHauptspindel
Die Position der Hauptspindel wird von der Steuerung überwacht.
Messgerät HEIDENHAIN-Drehgeber mit sinusförmigen Spannungssignalen(1 VSS) oder EnDat-Interface.
C-Achs-Betrieb(Option 55)
Die Haupt- bzw. Gegenspindel wird für Fräs- und Bohrbearbei-tungen auf C-Achs-Betrieb umgestellt oder ein separater C-Achs-Antrieb wird aktiviert.
Eingabefeinheit und Anzeigeschritt: 0,001°
Gegenspindel(Option 132)
Für die Anordnung einer Gegenspindel ist die Option CounterSpindle erforderlich. Die Option Spindel Synchronism ist in derOption Counter Spindle bereits enthalten.
51

Angetriebenes Werkzeug
Übersicht Das angetriebene Werkzeug dient zum Bohren, Gewindebohrenund zur Fräsbearbeitung im M19- oder C-Achsbetrieb. Die Pro-grammierung des angetriebenen Werkzeugs erfolgt im Hand-betrieb, über Zyklen mit smart.Turn oder im DIN-Editor.
Anzeige undProgrammierung
Drehzahl angetriebenes Werkzeug:• konstante Drehzahl: 1 bis 99 999 U/min• konstante Schnittgeschwindigkeit: 1 bis 9 999 m/min
Drehzahlbegren-zung
• Die Ist-Drehzahl wird von der MANUALplus 620 überwacht.• Die Drehzahlbegrenzung ist über Parameter und im Vor-
schub-/Spindel-/Werkzeug-Menü (TSF-Menü) einstellbar.
SpindelSynchronlauf(Option 131)
Für spezielle Bearbeitungen mit angetriebenem Werkzeug (z. B.Mehrkantschlagen) ist die Option Spindle Synchronism erforder-lich. In der Option Gegenspindel ist diese bereits enthalten.
52
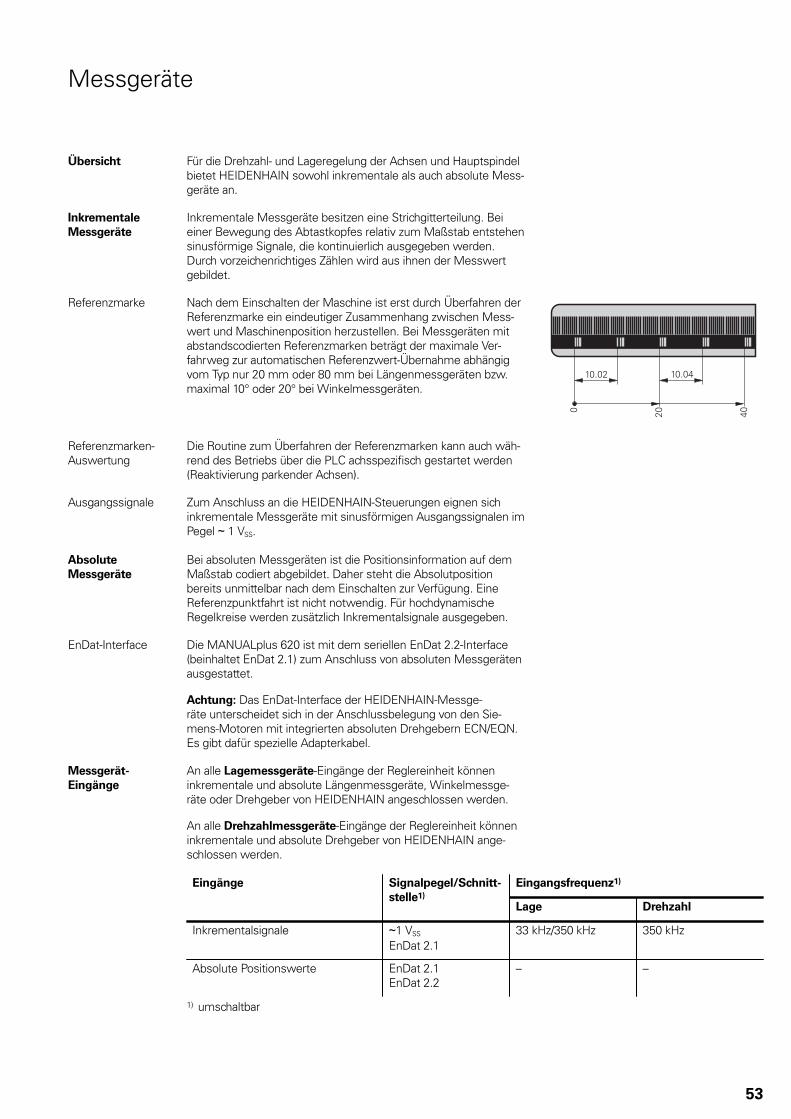
Messgeräte
Übersicht Für die Drehzahl- und Lageregelung der Achsen und Hauptspindelbietet HEIDENHAIN sowohl inkrementale als auch absolute Mess-geräte an.
InkrementaleMessgeräte
Inkrementale Messgeräte besitzen eine Strichgitterteilung. Beieiner Bewegung des Abtastkopfes relativ zum Maßstab entstehensinusförmige Signale, die kontinuierlich ausgegeben werden.Durch vorzeichenrichtiges Zählen wird aus ihnen der Messwertgebildet.
Referenzmarke Nach dem Einschalten der Maschine ist erst durch Überfahren derReferenzmarke ein eindeutiger Zusammenhang zwischen Mess-wert und Maschinenposition herzustellen. Bei Messgeräten mitabstandscodierten Referenzmarken beträgt der maximale Ver-fahrweg zur automatischen Referenzwert-Übernahme abhängigvom Typ nur 20 mm oder 80 mm bei Längenmessgeräten bzw.maximal 10° oder 20° bei Winkelmessgeräten.
Referenzmarken-Auswertung
Die Routine zum Überfahren der Referenzmarken kann auch wäh-rend des Betriebs über die PLC achsspezifisch gestartet werden(Reaktivierung parkender Achsen).
Ausgangssignale Zum Anschluss an die HEIDENHAIN-Steuerungen eignen sichinkrementale Messgeräte mit sinusförmigen Ausgangssignalen imPegel ~ 1 VSS.
AbsoluteMessgeräte
Bei absoluten Messgeräten ist die Positionsinformation auf demMaßstab codiert abgebildet. Daher steht die Absolutpositionbereits unmittelbar nach dem Einschalten zur Verfügung. EineReferenzpunktfahrt ist nicht notwendig. Für hochdynamischeRegelkreise werden zusätzlich Inkrementalsignale ausgegeben.
EnDat-Interface Die MANUALplus 620 ist mit dem seriellen EnDat 2.2-Interface(beinhaltet EnDat 2.1) zum Anschluss von absoluten Messgerätenausgestattet.
Achtung: Das EnDat-Interface der HEIDENHAIN-Messge-räte unterscheidet sich in der Anschlussbelegung von den Sie-mens-Motoren mit integrierten absoluten Drehgebern ECN/EQN.Es gibt dafür spezielle Adapterkabel.
Messgerät-Eingänge
An alle Lagemessgeräte-Eingänge der Reglereinheit könneninkrementale und absolute Längenmessgeräte, Winkelmessge-räte oder Drehgeber von HEIDENHAIN angeschlossen werden.
An alle Drehzahlmessgeräte-Eingänge der Reglereinheit könneninkrementale und absolute Drehgeber von HEIDENHAIN ange-schlossen werden.
Eingangsfrequenz1)Eingänge Signalpegel/Schnitt-stelle1)
Lage Drehzahl
Inkrementalsignale ~1 VSS
EnDat 2.133 kHz/350 kHz 350 kHz
Absolute Positionswerte EnDat 2.1EnDat 2.2
– –
1) umschaltbar
53
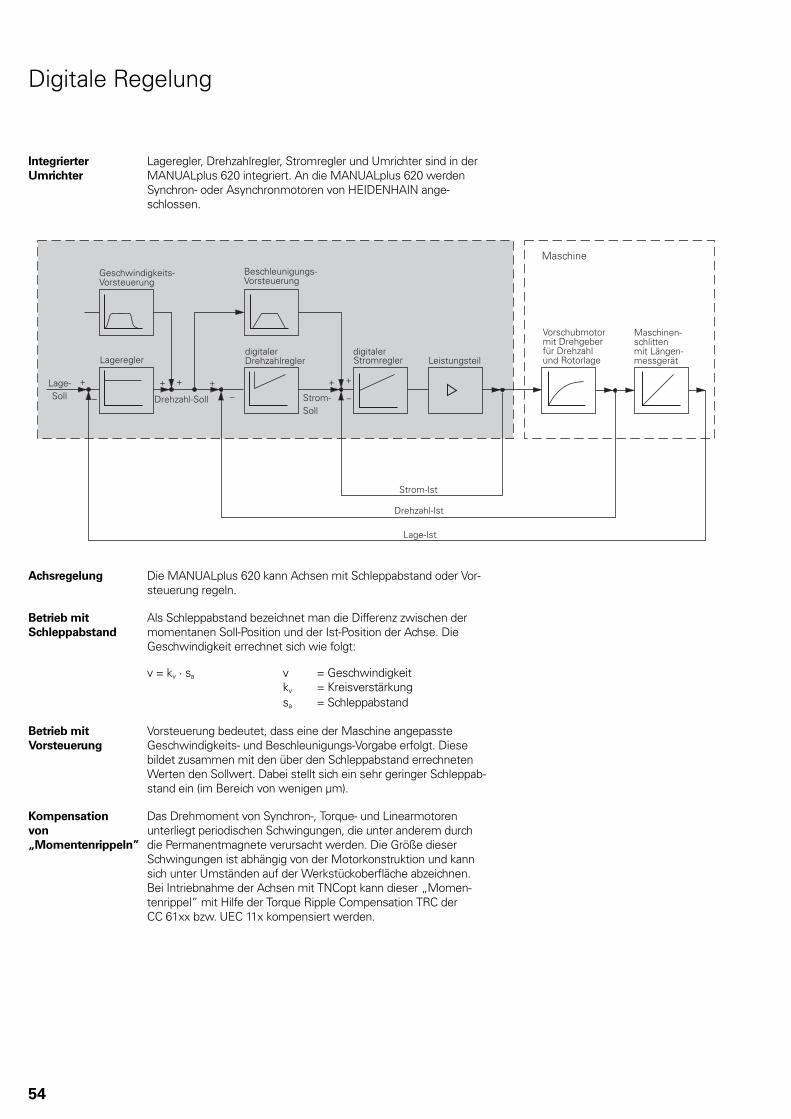
Digitale Regelung
IntegrierterUmrichter
Lageregler, Drehzahlregler, Stromregler und Umrichter sind in derMANUALplus 620 integriert. An die MANUALplus 620 werdenSynchron- oder Asynchronmotoren von HEIDENHAIN ange-schlossen.
Achsregelung Die MANUALplus 620 kann Achsen mit Schleppabstand oder Vor-steuerung regeln.
Betrieb mitSchleppabstand
Als Schleppabstand bezeichnet man die Differenz zwischen dermomentanen Soll-Position und der Ist-Position der Achse. DieGeschwindigkeit errechnet sich wie folgt:
v = Geschwindigkeitkv = Kreisverstärkung
v = kv · sa
sa = Schleppabstand
Betrieb mitVorsteuerung
Vorsteuerung bedeutet, dass eine der Maschine angepassteGeschwindigkeits- und Beschleunigungs-Vorgabe erfolgt. Diesebildet zusammen mit den über den Schleppabstand errechnetenWerten den Sollwert. Dabei stellt sich ein sehr geringer Schleppab-stand ein (im Bereich von wenigen µm).
Kompensationvon„Momentenrippeln”
Das Drehmoment von Synchron-, Torque- und Linearmotorenunterliegt periodischen Schwingungen, die unter anderem durchdie Permanentmagnete verursacht werden. Die Größe dieserSchwingungen ist abhängig von der Motorkonstruktion und kannsich unter Umständen auf der Werkstückoberfläche abzeichnen.Bei Intriebnahme der Achsen mit TNCopt kann dieser „Momen-tenrippel” mit Hilfe der Torque Ripple Compensation TRC derCC 61xx bzw. UEC 11x kompensiert werden.
54
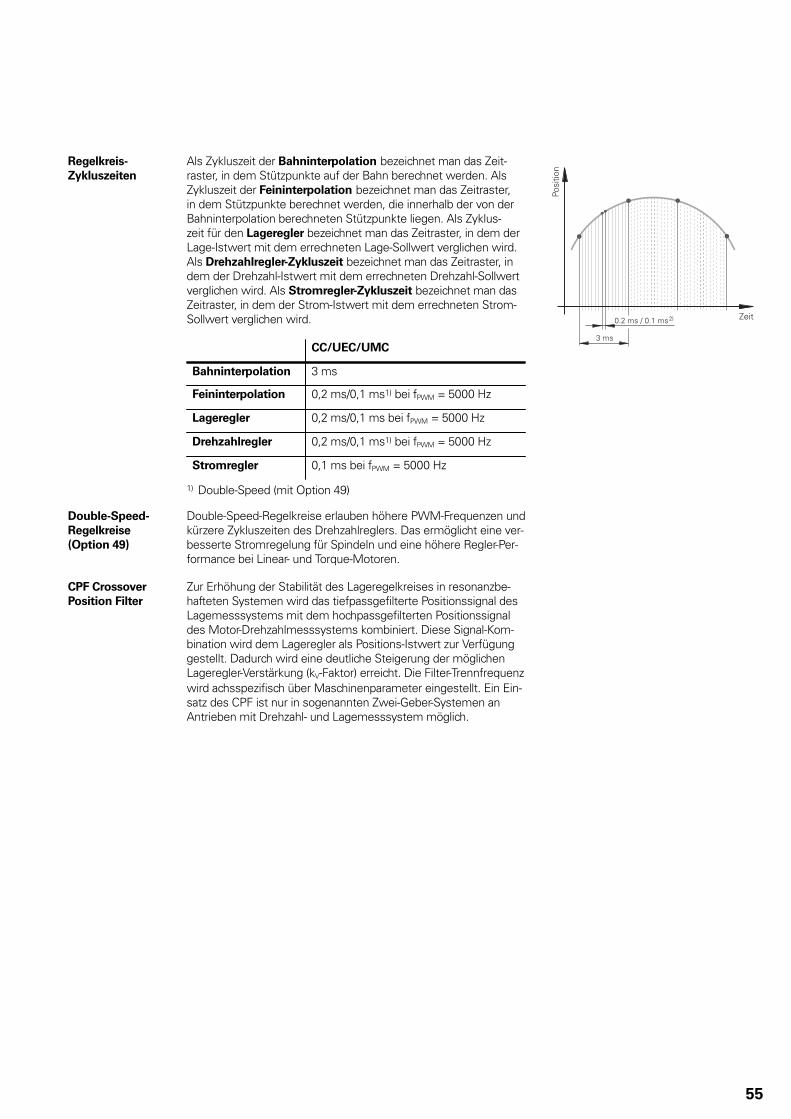
Regelkreis-Zykluszeiten
Als Zykluszeit der Bahninterpolation bezeichnet man das Zeit-raster, in dem Stützpunkte auf der Bahn berechnet werden. AlsZykluszeit der Feininterpolation bezeichnet man das Zeitraster,in dem Stützpunkte berechnet werden, die innerhalb der von derBahninterpolation berechneten Stützpunkte liegen. Als Zyklus-zeit für den Lageregler bezeichnet man das Zeitraster, in dem derLage-Istwert mit dem errechneten Lage-Sollwert verglichen wird.Als Drehzahlregler-Zykluszeit bezeichnet man das Zeitraster, indem der Drehzahl-Istwert mit dem errechneten Drehzahl-Sollwertverglichen wird. Als Stromregler-Zykluszeit bezeichnet man dasZeitraster, in dem der Strom-Istwert mit dem errechneten Strom-Sollwert verglichen wird.
CC/UEC/UMC
Bahninterpolation 3 ms
Feininterpolation 0,2 ms/0,1 ms1) bei fPWM = 5000 Hz
Lageregler 0,2 ms/0,1 ms bei fPWM = 5000 Hz
Drehzahlregler 0,2 ms/0,1 ms1) bei fPWM = 5000 Hz
Stromregler 0,1 ms bei fPWM = 5000 Hz
1) Double-Speed (mit Option 49)
Double-Speed-Regelkreise(Option 49)
Double-Speed-Regelkreise erlauben höhere PWM-Frequenzen undkürzere Zykluszeiten des Drehzahlreglers. Das ermöglicht eine ver-besserte Stromregelung für Spindeln und eine höhere Regler-Per-formance bei Linear- und Torque-Motoren.
CPF CrossoverPosition Filter
Zur Erhöhung der Stabilität des Lageregelkreises in resonanzbe-hafteten Systemen wird das tiefpassgefilterte Positionssignal desLagemesssystems mit dem hochpassgefilterten Positionssignaldes Motor-Drehzahlmesssystems kombiniert. Diese Signal-Kom-bination wird dem Lageregler als Positions-Istwert zur Verfügunggestellt. Dadurch wird eine deutliche Steigerung der möglichenLageregler-Verstärkung (kV-Faktor) erreicht. Die Filter-Trennfrequenzwird achsspezifisch über Maschinenparameter eingestellt. Ein Ein-satz des CPF ist nur in sogenannten Zwei-Geber-Systemen anAntrieben mit Drehzahl- und Lagemesssystem möglich.
55
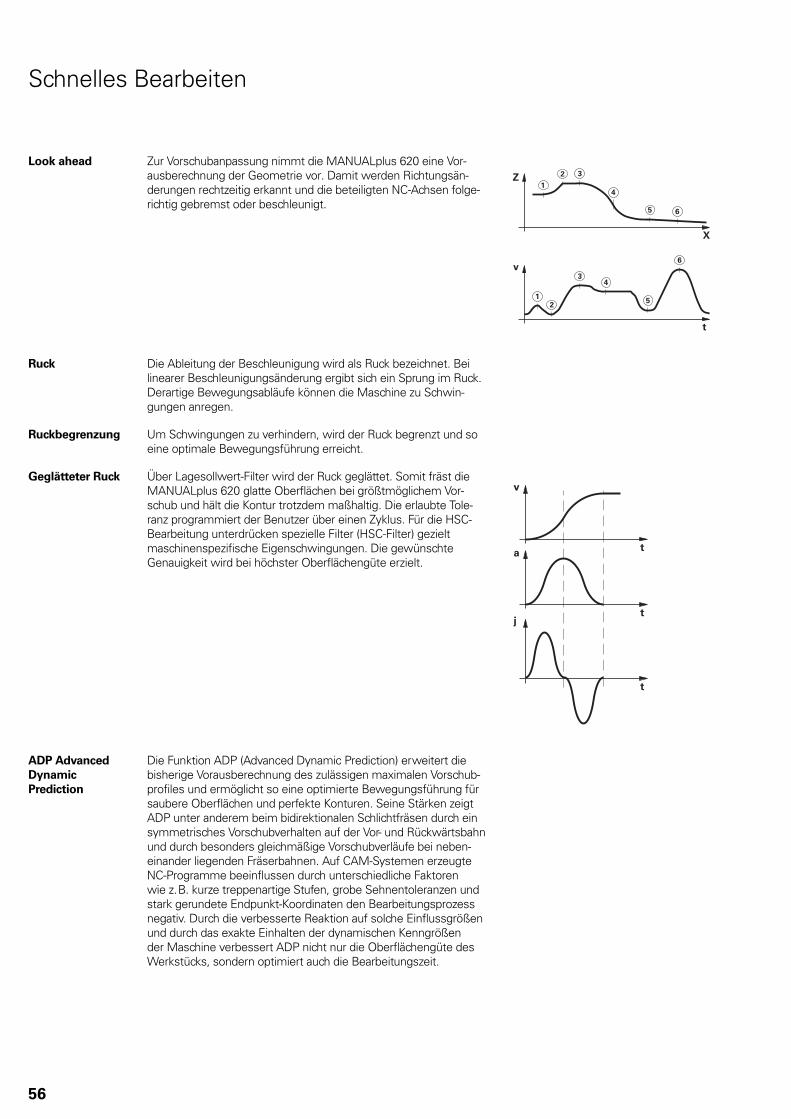
Schnelles Bearbeiten
Look ahead Zur Vorschubanpassung nimmt die MANUALplus 620 eine Vor-ausberechnung der Geometrie vor. Damit werden Richtungsän-derungen rechtzeitig erkannt und die beteiligten NC-Achsen folge-richtig gebremst oder beschleunigt.
Ruck Die Ableitung der Beschleunigung wird als Ruck bezeichnet. Beilinearer Beschleunigungsänderung ergibt sich ein Sprung im Ruck.Derartige Bewegungsabläufe können die Maschine zu Schwin-gungen anregen.
Ruckbegrenzung Um Schwingungen zu verhindern, wird der Ruck begrenzt und soeine optimale Bewegungsführung erreicht.
Geglätteter Ruck Über Lagesollwert-Filter wird der Ruck geglättet. Somit fräst dieMANUALplus 620 glatte Oberflächen bei größtmöglichem Vor-schub und hält die Kontur trotzdem maßhaltig. Die erlaubte Tole-ranz programmiert der Benutzer über einen Zyklus. Für die HSC-Bearbeitung unterdrücken spezielle Filter (HSC-Filter) gezieltmaschinenspezifische Eigenschwingungen. Die gewünschteGenauigkeit wird bei höchster Oberflächengüte erzielt.
ADP AdvancedDynamicPrediction
Die Funktion ADP (Advanced Dynamic Prediction) erweitert diebisherige Vorausberechnung des zulässigen maximalen Vorschub-profiles und ermöglicht so eine optimierte Bewegungsführung fürsaubere Oberflächen und perfekte Konturen. Seine Stärken zeigtADP unter anderem beim bidirektionalen Schlichtfräsen durch einsymmetrisches Vorschubverhalten auf der Vor- und Rückwärtsbahnund durch besonders gleichmäßige Vorschubverläufe bei neben-einander liegenden Fräserbahnen. Auf CAM-Systemen erzeugteNC-Programme beeinflussen durch unterschiedliche Faktorenwie z. B. kurze treppenartige Stufen, grobe Sehnentoleranzen undstark gerundete Endpunkt-Koordinaten den Bearbeitungsprozessnegativ. Durch die verbesserte Reaktion auf solche Einflussgrößenund durch das exakte Einhalten der dynamischen Kenngrößender Maschine verbessert ADP nicht nur die Oberflächengüte desWerkstücks, sondern optimiert auch die Bearbeitungszeit.
56
Überwachungsfunktionen
Beschreibung Während des Betriebs überwacht die Steuerung*:• die Amplitude der Messgerät-Signale• den Flankenabstand der Messgerät-Signale• die Absolutposition bei Messgeräten mit abstandscodierten
Referenzmarken• die aktuelle Position (Schleppabstands-Überwachung)• den tatsächlich verfahrenen Weg (Bewegungs-Überwachung)• die Positionsabweichung im Stillstand• den Drehzahl-Sollwert• die Prüfsumme sicherheitsrelevanter Funktionen• die Versorgungsspannung• die Spannung der Puffer-Batterie• die Betriebs-Temperatur der MC und der CPU• die Laufzeit des PLC-Programms• den Motor-Strom/die Motor-Temperatur• die Temperatur des Leistungsteils• die Zwischenkreis-Spannung
Bei EnDat 2.2-Messgeräten:• die CRC-Checksumme des Positionswertes• EnDat-Alarm Error1→ EnDat-Status-Alarm Register (0xEE)• EnDat-Alarm Error2• die Flankengeschwindigkeit von 5 µs• die Übertragung des absoluten Positionswertes im Zeitraster
Bei gefährlichen Fehlern wird über den Ausgang „Steuerung istbetriebsbereit“ eine Not-Halt-Meldung an die externe Elektronikübergeben und die Antriebe zum Stillstand gebracht. Die kor-rekte Einbindung der MANUALplus 620 in den Not-Halt-Kreis derMaschine wird beim Einschalten der Steuerung überprüft. Im Feh-lerfall zeigt die Steuerung eine Klartext-Meldung an.
KontextsensitiveHilfe
Dem Maschinenbediener steht über die HELP-Taste bzw. ERR-Taste eine kontextsensitive Hilfe zur Verfügung. D.h., die Steue-rung zeigt zu einer Fehlermeldung die Fehlerursache und Möglich-keiten zur Fehlerbeseitigung an. Der Maschinenhersteller kanndiese Bedienerunterstützung auch für PLC-Fehlermeldungen reali-sieren.
Load Monitoring (Option 151)
Load Monitoring führt eine Belastungsüberwachung für Bearbei-tungsprozesse durch und kann so den Verschleiß und Bruch vonWerkzeugen erkennen. Durch eine Referenzbearbeitung wird fürden jeweiligen Bearbeitungsschritt die Soll-Auslastung der Antriebeermittelt, die dann permanent mit der aktuellen Antriebsauslastungverglichen wird. Maximal können vier Antriebe pro Bearbeitungs-schritt überwacht werden. Zwei definierbare Grenzwerte führenbei Werkzeug-Verschleiß oder -Bruch zu Fehlerreaktionen.
Werkzeug-Verschleiß
Überschreitet die Auslastung und/oder das Auslastungsintegralden Grenzwerte für den Werkzeug-Verschleiß, kennzeichnet dieMANUALplus 620 das aktuelle Werkzeug als verbraucht. Beiaktiver Standzeitüberwachung wird das Werkzeug dann beimnächsten Werkzeugaufruf automatisch durch ein definiertes Aus-tauschwerkzeug ersetzt.
Werkzeug-Bruch
Überschreitet die Auslastung den Grenzwert für einen Werk-zeug-Bruch, stoppt die MANUALplus 620 die Bearbeitung (Zyklus-Stopp).
Beim Überschreiten der Grenzwerte werden aussagekräftige Feh-lermeldungen ausgegeben. Zudem kann die MANUALplus 620die Auslastungswerte numerisch und grafisch aufbereitet in einemseparaten Fenster angezeigen.
* keine Sicherheitsfunktionen
57
Fehlerkompensation
Übersicht Die MANUALplus 620 kompensiert mechanische Fehler derMaschine automatisch.
Lineare Fehler Je Achse kann ein Fehler linear über den ganzen Verfahrbereichkompensiert werden.
NichtlineareFehler
Die MANUALplus 620 kann den Spindelsteigungsfehler und denDurchhang gleichzeitig kompensieren. Die Korrekturwerte werdenin einer Tabelle gespeichert. Zudem ermöglicht die nichtlineareAchsfehlerkompensation die Kompensation einer positionsabhän-gigen Lose.
Lose Bei Längenmessung mittels Spindel und Drehgeber kann bei Rich-tungsänderung das Spiel zwischen Tischbewegung und Bewe-gung des Drehgebers kompensiert werden. Die Lose befindet sichaußerhalb der Regelstrecke.
Umkehrspiel Das Umkehrspiel zwischen Tischbewegung und Motorbewegungwird auch bei direkter Längenmessung kompensiert. Das Umkehr-spiel befindet sich dabei innerhalb der Regelstrecke.
Umkehrspitzen Bei Kreisbewegungen treten an den Quadranten-Übergängen,bedingt durch mechanische Einflüsse, Umkehrspitzen auf. DieMANUALplus 620 kann diese Umkehrspitzen kompensieren.
Haftreibung Bei großer Haftreibung wird die Achse bei sehr langsamer Bewe-gung immer wieder losgerissen und stoppt wieder. Dabei sprichtman auch vom Stick-Slip-Verhalten. Die MANUALplus 620 kanndieses störende Verhalten kompensieren.
Gleitreibung Der Drehzahlregler der MANUALplus 620 kompensiert die Gleitrei-bung.
Wärme-ausdehnung
Zur Kompensation der Wärmeausdehnung muss das Ausdeh-nungsverhalten der Maschine bekannt sein.
Die Temperatur-Erfassung erfolgt über Temperatur-Messwider-stände, die an den Analog-Eingängen der MANUALplus 620 ange-schlossen werden. Die PLC wertet die Temperaturinformationenaus und übergibt einen Kompensations-Betrag an die NC.
LAC LoadAdaptive Control (Option 143)
Mit LAC (Option 143) können Sie Reglerparameter dynamischabhängig von der Beladung oder der Reibung anpassen.
Um das geänderte Regelverhalten bei unterschiedlicher Beladungzu optimieren, können adaptive Vorsteuerungen bezüglich derBeschleunigung, des Haltemoments, der Haftreibung und der Rei-bung aufgeschaltet werden.
Die MANUALplus 620 verfügt derzeit über keinen Zyklus zumErmitteln der Beladung. Falls Sie die Software-Option 143 ver-wenden wollen, setzen Sie sich bitte mit Ihrem Ansprechpartnerbei HEIDENHAIN in Verbindung.
58
Inbetriebnahme- und Diagnosehilfen
Übersicht Die MANUALplus 620 verfügt über weitreichende interne Inbe-triebnahme- und Diagnosehilfen. Zusätzlich gibt es leistungsfähigePC-Software zur Diagnose, Optimierung und Fernbedienung.
ConfigDesign(Zubehör)
PC-Software zur Konfiguration der Maschinenparameter• Eigenständiger Maschinenparameter-Editor für die Steuerung;
alle Hilfe-Informationen; Eingabegrenzen und Zusatz-Informa-tionen für die Parameter werden angezeigt
• Maschinenparameter konfigurieren• Vergleichen der Parameter verschiedener Steuerungen• Importieren von Service-Dateien – einfaches Prüfen von Maschi-
nenparametern im Feld• Regelbasiertes Erstellen und Verwalten von Maschinen-Konfigu-
rationen für mehrere Steuerungen (zusammen mit PLCdesign)
DriveDiag DriveDiag erlaubt eine schnelle und einfache Fehlersuche imBereich der Antriebe. Folgende Diagnose-Funktionen stehen zurVerfügung:• Lesen und Anzeigen der elektronischen Typenschilder der
Motoren QSY mit EQN 13xx oder ECN 13xx sowie der Umrich-termodule UVR 1xxD und UM 1xxD
• Anzeige und Bewertung interner Zustände der Steuerung undder Statussignale der Umrichterkomponenten
• Anzeige der Analogwerte, die dem Antriebsregler zur Verfügungstehen
• Automatischer Test auf korrekte Funktion der Motoren undUmrichter sowie der Lage- und Drehzahl-Messgeräte
DriveDiag ist direkt an der Steuerung über den Diagnose-Softkeyaufrufbar. Endkunden haben Lesezugriff, für Maschinenherstellermit Zugang über eine Schlüsselzahl bietet DriveDiag umfangreicheTestmöglichkeiten.
Oszilloskop Die MANUALplus 620 verfügt über ein integriertes Oszilloskop.Es ist sowohl X/t- als auch X/Y-Darstellung möglich. In 6 Kanälenwerden folgende Kennlinien aufgezeichnet und gespeichert:• Istwert und Sollwert des Achsvorschubs• Bahnvorschub• Ist- und Soll-Position• Schleppabstand des Lagereglers• Inhalt von PLC-Operanden• Messgerätesignal (0° – A) und (90° – B)• Differenz zwischen Lage- und Drehzahlmessgerät• Geschwindigkeits-Sollwert• Integralanteil des Strom-Sollwerts• Drehmoment bestimmender Strom-Sollwert
Logiksignale Gleichzeitige grafische Darstellung der logischen Zustände vonmax. 16 Operanden (Merker, Wörter, Eingänge, Ausgänge, Zähler,Timer)• Merker (M)• Input (I)• Output (O)• Timer (T)• Counter (C)• IpoLogik (X)
59
TNCopt(Zubehör)
PC-Software zur Inbetriebnahme digitaler Regelkreise.Funktionen (unter anderem):• Inbetriebnahme des Stromreglers• (Automatische) Inbetriebnahme des Drehzahlreglers• (Automatische) Optimierung der Gleitreibungs-Kompensation• (Automatische) Optimierung der Umkehrspitzen-Kompensation• (Automatische) Optimierung des kV-Faktors• Kreisformtest, Konturtest
OLMOnline-Monitor
Der Online-Monitor ist Bestandteil der MANUALplus 620 und wirdüber eine Schlüsselzahl aufgerufen. Er unterstützt die Inbetrieb-nahme und die Diagnose von Steuerungskomponenten durch:• Anzeige von steuerungsinternen Variablen für Achsen und
Kanäle• Anzeige von reglerinternen Variablen (wenn eine CC vorhanden
ist)• Anzeige von Zuständen von Hardware-Signalen• verschiedene Trace-Funktionen• Aktivieren von Spindel-Kommandos• Freischalten von steuerungsinternen Debug-Ausgaben
TNCscope(Zubehör)
PC Software zum Auslesen der Oszilloskop-Dateien auf PC. Mit TNCscope können bis zu 16 Kanäle gleichzeitig aufgezeichnetund gespeichert werden.
API DATA Mit der Funktion API DATA zeigt die Steuerung die Zustände bzw.den Inhalt der symbolischen API-Merker und -Doppelwörter an.Voraussetzung für die Funktion ist, dass Ihr PLC-Programm diesymbolische Speicherschnittstelle verwendet.Hinweis: Mit der iTNC 530-kompatiblen Speicherschnittstelle(API 1.0) liefert API DATA keine sinnvollen Anzeigewerte.
Table-Funktion In Tabellen werden die aktuellen Zustände der Merker, Wörter,Eingänge, Ausgänge, Zähler und Timer angezeigt. Die Zuständekönnen über die Tastatur verändert werden.
Trace-Funktion In der Anweisungsliste wird in jeder Zeile der aktuelle Inhalt desOperanden und des Akkus im Hexadezimal- oder Dezimal-Codedargestellt. Die aktiven Zeilen der Anweisungsliste sind gekenn-zeichnet.
Logbuch Zur Fehlerdiagnose werden in einem Logbuch alle Fehlermel-dungen und Tasten-Betätigungen aufgezeichnet. Mit den PC-Programmen PLCdesign oder TNCremo können die Einträgegelesen werden.
TeleService(Zubehör)
PC-Software zur Ferndiagnose, Fernüberwachung und Fernbedie-nung der Steuerung. Für weitere Informationen fordern Sie dieTechnische Information Ferndiagnose mit TeleService an.
Einzelplatzlizenz ID 340449-xxfür 14 Arbeitsplätze ID 340454-xxNetzwerklizenzfür 20 Arbeitsplätze ID 340455-xx
Bus-Diagnose In der Diagnose lassen sich in übersichtlicher Form die Struktur derangeschlossenen Bus-Systeme, sowie die Details der angeschlos-senen Komponenten anzeigen.
60
State Reporting(Option 137)
Mit der Software-Option State Reporting Interface SRI bietetHEIDENHAIN eine Schnittstelle zur einfachen Bereitstellung vonBetriebszuständen der Maschine für ein übergeordnetes MES-oder ERP-System.
TNCtest Abnahmetests an Werkzeugmaschinen mit externer oder inte-grierter Funktionaler Sicherheit FS müssen reproduzierbar undnachweisbar geführt werden.
Mit Hilfe des Programmpakets TNCtest und TestDesign könnenAbnahmetests für Werkzeugmaschinen mit HEIDENHAIN-Steue-rungen geplant und durchgeführt werden. Mit TestDesign werdenAbnahmetests geplant; mit TNCtest durchgeführt.
Die TNCtest-Programme sind dafür ausgelegt, dass diese beimAbnahmetest unterstützen, die benötigten Informationen bereit-stellen, Konfigurationen automatisch vornehmen und Daten mitTNCscope aufzeichnen und teilautomatisiert auswerten. Ein Testermuss manuell bewerten, ob ein Testfall bestanden oder fehlerhaftist.
TNCanalyzer Die HEIDENHAIN-Anwendung TNCanalyzer ermöglicht eine ein-fache und intuitive Auswertung von Service- und Log-Dateien.
Funktion:• Laden von Service- und Log-Dateien• Analyse zeitlicher Abläufe und statischer Zustände• Filter und Suchfunktionen• Daten exportieren (HELogger, CSV- und JSON-Format)• Definition anwendungsspezifischer Analyseprofile• Vorkonfigurierte Analyseprofile• Grafische Anzeige von Signalen über TNCscope• Interaktion mit anderen Tools, welche für die Anzeige spezieller
Teile der Service-Datei bestimmt sind
61
Integrierte PLC
Übersicht Das PLC-Programm erstellt der Maschinenhersteller entweder ander Steuerung oder mit der PLC-Entwicklungssoftware PLCdesign(Zubehör). Über die PLC-Ein-/Ausgänge werden maschinenspezi-fische Funktionen aktiviert und kontrolliert. Die Anzahl der benö-tigten PLC-Ein-/Ausgänge ist von der Komplexität der Maschineabhängig.
PLC-Ein-/Ausgänge
PLC-Ein-/Ausgänge stehen über die externen PLC-Ein-/Aus-gangs-Systeme PL 6000 bzw. UEC 11x zur Verfügung. Die PLC-Ein-/Ausgänge und das PROFINET-IO bzw. PROFIBUS-DP-fähigeE/A-System muss mit der PC-Software IOconfig konfiguriertwerden.
PLC-Programmierung
Format Anweisungsliste
Speicher 350 MB
Zykluszeit 9 ms bis 30 ms, einstellbar
Befehlssatz • Bit-, Byte- und Wort-Befehle• Logische Verknüpfungen• Arithmetische Befehle• Vergleiche• Klammerausdrücke• Sprungbefehle• Unterprogramme• Stack-Operationen• Submit-Programme• Timer• Zähler• Kommentare• PLC-Module• Strings
Verschlüsselungder PLC-Daten
Dem Maschinenhersteller steht mit der verschlüsselten PLC-Parti-tion (PLCE:) ein Werkzeug zur Verfügung, das ein Sichten bzw. Ver-ändern von Dateien durch Dritte wirksam verhindert. Die Dateien auf der PLCE-Partition können nur mit dem entspre-chenden Herstellerschlüssel und natürlich von der Steuerungselbst ausgelesen werden.
Es wird damit sichergestellt, dass herstellerspezifisches Know-How und spezielle kundenspezifische Lösungen nicht kopiert oderverändert werden können.
Es steht dem Maschinenhersteller auch frei, wie groß die ver-schlüsselte Partition sein soll. Dies wird erst bei der Erstellung derPLCE-Partition durch den Maschinenhersteller festgelegt. Vorteilist auch, dass die Daten trotz der Verschlüsselung auch über einBackup von der Steuerung auf einen separaten Datenträger (USB-Laufwerk, Netzwerk z. B. über TNCremo) abgeholt und späterwieder aufgespielt werden können. Hierzu ist keine Angabe desPasswortes notwendig, die Daten können jedoch auch hier nurerst über das Schlüsselwort gelesen werden.
PLC-Fenster PLC-Fehlermeldungen kann die MANUALplus 620 während desBetriebs in der Dialogzeile anzeigen.
PLC-Softkeys Der Maschinenhersteller kann in der vertikalen Softkey-Leisteselbstdefinierte PLC-Softkeys am Bildschirm anzeigen.
PLC-Positionierungen
Alle geregelten Achsen können auch über die PLC positioniertwerden. PLC-Positionierungen der NC-Achsen können den NC-Positionierungen nicht überlagert werden.
62
PLC-Achsen Achsen können als PLC-Achsen definiert werden. Die Program-mierung erfolgt über M-Funktionen oder Hersteller-Zyklen. DiePLC-Achsen werden unabhängig von den NC-Achsen positioniert.
PLCdesign(Zubehör)
PC-Software zur PLC-Programmerstellung. Mit der Software PLCdesign werden PLC-Programme auf komfor-table Weise erstellt. Im Lieferumfang sind umfangreiche PLC-Pro-grammbeispiele enthalten.
Funktionen:• komfortabler Text-Editor• menügeführte Bedienung• Programmierung symbolischer Operanden• modulare Programmiertechnik• „compilieren“ und „linken“ der PLC-Quelldateien• Operandenkommentierung, Erstellen der Dokumentationsdatei• umfangreiches Hilfesystem• Datenübertragung zwischen PC und Steuerung• Erstellen der PLC-Softkeys
Python OEMProcess (Option 46)
Mit der Option Python OEM Process steht dem Maschinenher-steller ein leistungsfähiges Werkzeug zur Verfügung, um eineobjektorientierte Programmierhochsprache innerhalb der Steue-rung (PLC) nutzen zu können. Python ist eine leicht zu erlernendeSkriptsprache, die über alle notwendigen Hochsprachenelementeverfügt.
Python OEM Process kann universell für Maschinenfunktionen,komplexe Berechnungen und für die Anzeige spezieller Benut-zeroberflächen eingesetzt werden. Besonders benutzer- odermaschinenspezifische Lösungen können somit effizient umgesetztwerden. Unabhängig davon, ob Sie spezielle Algorithmen für Son-derfunktionen oder separate Lösungen z. B. Oberfläche für eineMaschinen-Wartungssoftware erstellen wollen – es stehen Ihnenviele vorhandene Bibliotheken auf Basis von Python und GTK zurVerfügung.
Die Einbindung Ihrer erstellten Anwendungen können Sie überdie PLC entweder in den bisher bekannten PLC-Fenstern vor-nehmen, oder Sie können auch eigene freie Fenster bis zur Größedes Steuerungsbildschirms zur Anzeige bringen.
Einfache Python-Skripte (z. B. für Anzeigenmasken) können auchohne Freischaltung der Software-Option Python OEM Process(Option 46) ausgeführt werden. Als reservierbarer Speicherbe-reich stehen dafür 10 MB zur Verfügung. Weitere Informationendazu finden Sie im Technischen Handbuch Python in HEIDEN-HAIN-Steuerungen.
63
PLC-Basisprogramm
Das PLC-Basisprogramm dient als Grundlage zur Anpassung derSteuerung an den jeweiligen Maschinentyp. Es steht über dasInternet per Download zur Verfügung.
Diese wesentlichen Funktionen werden durch das PLC-Basispro-gramm abgedeckt:• Ansteuerung aller Achsen• Geklemmte Achsen• Referenzfahrt der Achsen, Referenzendlagen• Temperaturkompensation der Achsen• Vorschubregelung• Ansteuerung und Orientierung der Spindeln (S1 bis S5)• Spindelbremse• Getriebeschalten über M-Funktionen• C-Achse über Hauptantrieb• C-Achse über separatem Antrieb• Vertikale PLC-Softkeyleiste• PLC-Fehlermeldungen anzeigen und verwalten• Hydraulikansteuerung• Hydraulisches Spannfutter• Ansteuerung des Kühlmittelsystems (innen, außen, Luft)• Handling von M-Funktionen• Schmierung• Späneförderer• PLC-Unterstützung für Handräder• Türansteuerung• Werkzeugwechsel bei Multifix• Positionierung des Werkzeugrevolvers mit Drehstrommotor
64
Maschinenanpassung
Herstellerzyklen Der Maschinenhersteller hat die Möglichkeit eigene UNITS für dieProgrammierung in smart.Turn zu erstellen (Menüs, Texte, Dialogeund Auswertungen). Diese UNITS können über einen Menüpunktim UNIT-Menü aufgerufen werden.
Die MANUALplus 620 bietet die Möglichkeit eigene Herstellerzy-klen (OEM-G-Funktionen) zu erstellen. Hierfür ist der G-Funktions-bereich G500 bis G590 vorgesehen. Diese G-funktionen könnenüber das G-Funktionsmenü aufgerufen und direkt in das NC-Pro-gramm eingefügt werden.
Zusätzlich zu den OEM-G-Funktionen können auch PLC-G-Funk-tionen (G602 bis G699) definiert werden. Die PLC-G-Funktionenwerden direkt in der PLC verarbeitet.
Werkzeug-verwaltung
Mit der integrierten PLC wird der Werkzeugwechsler entwederüber Näherungsschalter oder als geregelte Achse gesteuert.Die komplette Werkzeugverwaltung mit Standzeitüberwa-chung und Schwesterwerkzeug-Verwaltung übernimmt dieMANUALplus 620.
Werkzeugvermes-sung
Mit den Werkzeugtastsystemen TT (Zubehör) können Werkzeugegemessen und geprüft werden. Zur automatischen Werkzeugver-messung stehen in der Steuerung Standard-Zyklen zur Verfügung.Den Antastvorschub und die optimale Spindeldrehzahl berechnetdie Steuerung. Die gemessenen Werkzeugdaten werden in derWerkzeugtabelle gespeichert.
Tastsystem-Konfiguration
Über eine Tabelle können alle Tastsystemdaten komfortabel kon-figuriert werden. Alle HEIDENHAIN-Tastsysteme sind bereits vor-konfiguriert und können über ein Drop-Down Menü ausgewähltwerden.
Magazinverwaltung Die Magazinverwaltung beinhaltet mehrere Funktionen für unter-schiedliche Magazintypen:
• Laden und Entladen von Werkzeugen in Kettenmagazinen• Laden und Entladen zwischen Magazin und Spindel• Unterstützung manueller Werkzeuge in manuellen Magazinen• Unterstützung von Blocksuche in Wekzeugmagazinen
65
Datenübertragung und KommunikationDatenschnittstellen
Übersicht Über die Datenschnittstellen wird die MANUALplus 620 mit PCs,Netzwerken und anderen Datenspeichern verbunden.
Ethernet Mit der Ethernet-Datenschnittstelle können Sie dieMANUALplus 620 vernetzen. Zum Anschluss an das Datennetzbietet die Steuerung einen 1000BASE-T (Twisted Pair Ethernet)-Anschluss.
Maximale Übertragungsstrecke: Ungeschirmt 100 m Geschirmt 400 m
Protokoll Die MANUALplus 620 kommuniziert im TCP/IP-Protokoll.
Netzwerk-Anbindung
• NFS-File-Server• Windows-Netzwerke (SMB)
Datenübertragungs-Geschwindigkeit
ca. 400 bis 800 MBit/s (abhängig vom Dateityp und der Netzaus-lastung)
V.24/RS-232-C Datenschnittstelle nach DIN 66 020 bzw. EIA-Standard RS-232-C.Maximale Übertragungsstrecke: 20 m
Datenübertra-gungs-Geschwin-digkeit
115 200; 57 600; 38 400; 19 200; 9600; 4800; 2400; 1200; 600;300; 150; 110 Bit/s
Protokolle Die MANUALplus 620 kann die Daten in verschiedenen Proto-kollen übertragen.
Standard-Daten-übertragung
Die Daten werden zeichenweise übertragen. Die Anzahl derDatenbits, Stoppbits, das Handshake und die Zeichenparität ist ein-stellbar.
Blockweise Daten-übertragung
Die Daten werden blockweise übertragen. Zur Datensicherungwird ein sogenannter Block-Check-Character (BCC) verwendet.Mit diesem Verfahren wird eine höhere Datensicherheit erreicht.
LSV2 Bidirektionale Übertragung von Befehlen und Daten nachDIN 66 019. Die Daten werden in Telegramme (Blöcke) aufgeteiltund übertragen.
Adapter-Block Zum Herausführen der Schnittstelle an das Schaltschrank-Gehäuseoder Bedienpult.
9-polig ID 363987-xxRS-232-C/V.24-Adapter25-polig ID 310085-xx
USB Die MANUALplus 620 verfügt über USB-Schnittstellen zumAnschluss von Standard-USB-Geräten, wie Maus, Laufwerke usw.An der Rückseite des MC 8420T befinden sich 4 USB-3.0-Schnitt-stellen. Die USB-Schnittstellen dürfen mit max. 0,5 A belastetwerden.
USB-Kabel Kabellänge max. 5 m ID 354770-xxKabellänge 6 m bis 30 m mit integriertem Ver-stärker; begrenzt auf USB 1.1
ID 624775-xx
66

USB-Hub Wenn Sie mehr USB-Anschlüsse benötigen oder der Versorgungs-strom nicht ausreicht, ist ein USB-Hub erforderlich. Der USB-Hubvon HEIDENHAIN besitzt vier freie USB-2.0-Anschlüsse.
USB-Hub ID 582884-xxSpannungsversorgung DC 24 V/max. 300 mA
Abdeckklappe Der USB-Hub kann so im Steuerungsbedienpult montiert werden,dass zwei USB-Anschlüsse von außen frei zugänglich sind. Miteiner optional erhältlichen Abdeckklappe können die Anschlüssegegen Verschmutzung geschützt werden.
Abdeckklappe ID 508921-xx
Software zurDatenübertragung
Zur Übertragung von Dateien zwischen MANUALplus 620 und PCsollte HEIDENHAIN-Software benutzt werden.
TNCremo(Zubehör)
Dieses PC-Softwarepaket unterstützt den Bediener bei der Daten-übertragung vom PC zur Steuerung. Die Software realisiert dieblockweise Datenübertragung mit Block-Check-Character (BCC).
Funktionen:• Datenübertragung (auch blockweise)• Fernbedienung (nur seriell)• Dateiverwaltung und Datensicherung der Steuerung• Logbuch auslesen• Bildschirminhalte drucken• Texteditor• Verwaltung mehrerer Maschinen
TNCremoPlus(Zubehör)
TNCremoPlus bietet zu den schon von TNCremo bekannten Funk-tionen noch zusätzlich die Übertragung des aktuellen Bildschirmin-haltes der Steuerung auf den PC (Livescreen). Somit lässt sicheine komfortable Überwachung der Maschine realisieren.
Weitere Funktionen:• Abfrage von DNC-Daten (NC up time, Machine up time,
Machine running time, Spindle running time, anstehende Fehler,Daten aus den Datenservern wie z. B. symbolische PLC-Ope-randen)
• gezieltes Überschreiben von Werkzeugdaten anhand vonWerten eines Werkzeug-Voreinstellgeräts
TNCremoPlus ID 340447-xx
67
Connected Machining
Übersicht Connected Machining ermöglicht ein durchgängig digitales Auf-tragsmanagement in der vernetzten Fertigung. Darüber hinausprofitieren Sie von:• einfacher Datennutzung• zeitsparenden Abläufen• transparenten Prozessen
HEIDENHAINDNC (Option 18)
Um den immer komplexer werdenden Anforderungen des Maschi-nenumfelds gerecht zu werden, eignen sich besonders die Ent-wicklungsumgebungen auf Windows-Betriebssystemen als fle-xible Plattform für die Applikationsentwicklung.
Die Flexibilität von PC-Software und die große Auswahl von fer-tigen Software-Komponenten und Bordmitteln der Entwicklungs-umgebungen ermöglichen in nur kurzer Zeit PC-Applikationenzu entwickeln, die höchsten Kundennutzen vermitteln, beispiels-weise:• Fehlermeldesysteme, die z. B. dem Kunden per SMS Probleme
des laufenden Bearbeitungsprozesses melden• Standard- oder kundenspezifische PC-Software, welche die
Prozesssicherheit und die Anlagenverfügbarkeit entscheidenderhöhen
• Software-Lösungen, die den Ablauf in Fertigungssystemensteuern
• Informationsaustausch mit Auftragsmanagement-Software
Die Software-Schnittstelle HEIDENHAIN DNC stellt hierfür einegeeignete Kommunikationsplattform zur Verfügung. Sie liefert allefür diese Abläufe notwendigen Daten und Einflussmöglichkeiten.Eine externe PC-Anwendung kann somit Daten aus der Steuerungauswerten und im Bedarfsfall Einfluss auf den Fertigungsprozessnehmen.
RemoTools SDK(Zubehör)
Um HEIDENHAIN DNC effektiv zu nutzen, bietet HEIDENHAINdas Entwicklungspaket RemoTools SDK an. Es enthält die COM-Komponente und das ActiveX-Control zur Integration der DNC-Funktionen in Entwicklungsumgebungen.
RemoTools SDK ID 340442-xx
Weitere Informationen finden Sie im Prospekt HEIDENHAIN DNC.
68
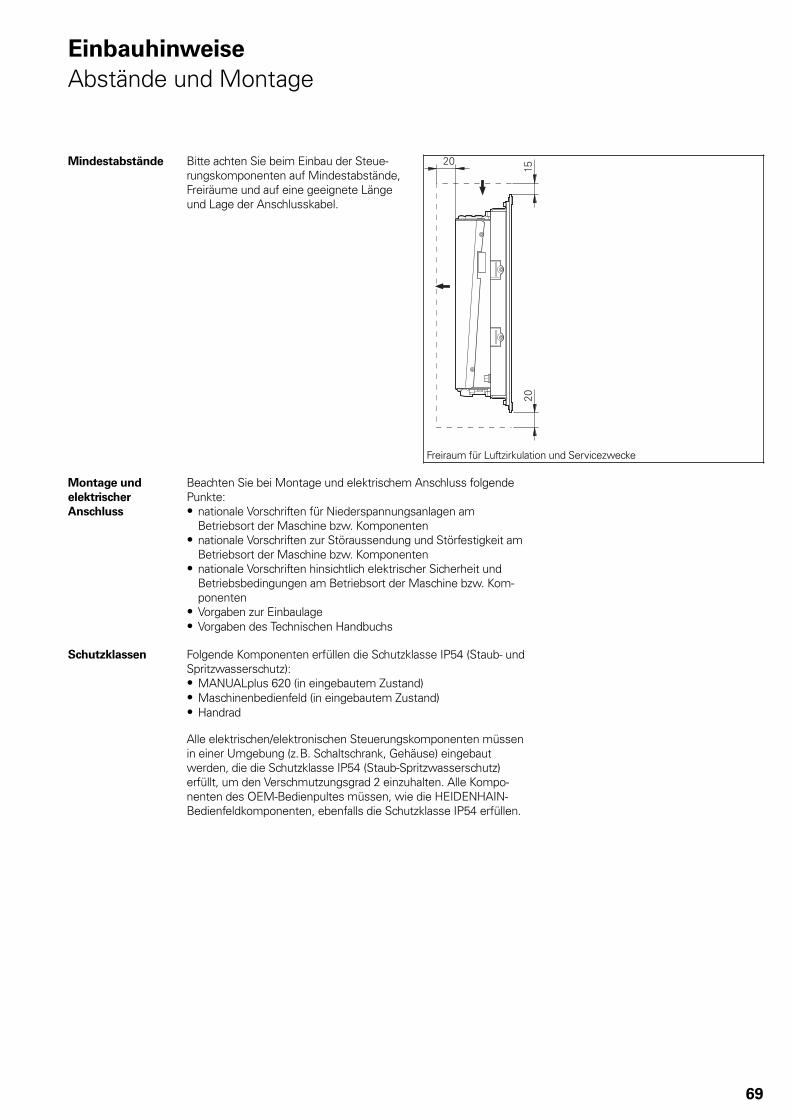
EinbauhinweiseAbstände und Montage
Mindestabstände Bitte achten Sie beim Einbau der Steue-rungskomponenten auf Mindestabstände,Freiräume und auf eine geeignete Längeund Lage der Anschlusskabel.
1520
Freiraum für Luftzirkulation und Servicezwecke
Montage undelektrischerAnschluss
Beachten Sie bei Montage und elektrischem Anschluss folgendePunkte:• nationale Vorschriften für Niederspannungsanlagen am
Betriebsort der Maschine bzw. Komponenten• nationale Vorschriften zur Störaussendung und Störfestigkeit am
Betriebsort der Maschine bzw. Komponenten• nationale Vorschriften hinsichtlich elektrischer Sicherheit und
Betriebsbedingungen am Betriebsort der Maschine bzw. Kom-ponenten
• Vorgaben zur Einbaulage• Vorgaben des Technischen Handbuchs
Schutzklassen Folgende Komponenten erfüllen die Schutzklasse IP54 (Staub- undSpritzwasserschutz):• MANUALplus 620 (in eingebautem Zustand)• Maschinenbedienfeld (in eingebautem Zustand)• Handrad
Alle elektrischen/elektronischen Steuerungskomponenten müssenin einer Umgebung (z. B. Schaltschrank, Gehäuse) eingebautwerden, die die Schutzklasse IP54 (Staub-Spritzwasserschutz)erfüllt, um den Verschmutzungsgrad 2 einzuhalten. Alle Kompo-nenten des OEM-Bedienpultes müssen, wie die HEIDENHAIN-Bedienfeldkomponenten, ebenfalls die Schutzklasse IP54 erfüllen.
69
EMV-Verträglichkeit
Schützen Sie die Anlage vor Störeinflüssen, indem Sie die Vor-schriften und Empfehlungen des Technischen Handbuchs ein-halten.
Vorgesehener Ein-satzort
Das Gerät entspricht EN 50370-1 und ist für den Betrieb in Indus-triegebieten vorgesehen.
Mögliche Stör-quellen
Störeinflüsse entstehen durch kapazitive und induktive Einkopp-lungen an Leitungen oder an den Geräteanschlüssen, z. B durch:• starke Magnetfelder von Transformatoren oder Elektromotoren• Relais, Schütze und Magnetventile• Hochfrequenz-Geräte, Impuls-Geräte und magnetische Streu-
felder von Schaltnetzteilen• Netzleitungen und Zuleitungen zu den oben genannten Geräten
Schutzmaßnahmen • Mindestabstand von 20 cm zwischen MC, CC und Signallei-tungen zu störenden Geräten einhalten
• Mindestabstand von 10 cm zwischen MC, CC und Signallei-tungen zu störsignalführenden Kabeln einhalten. In metallischenKabelschächten genügt eine geerdete Zwischenwand zur Ent-kopplung
• Abschirmung nach EN 50 178• Potential-Ausgleichsleitungen gemäß Erdungsplan verwenden.
Beachten Sie dazu das Technische Handbuch Ihrer Steuerung.• Nur Original-HEIDENHAIN-Kabel und Steckverbinder verwenden
Aufstellhöhe Die maximale Aufstellhöhe für Steuerungskomponenten vonHEIDENHAIN (MC, CC, PLB, MB, TE, BF, IPC, usw.) beträgt3000 m über NN.
70
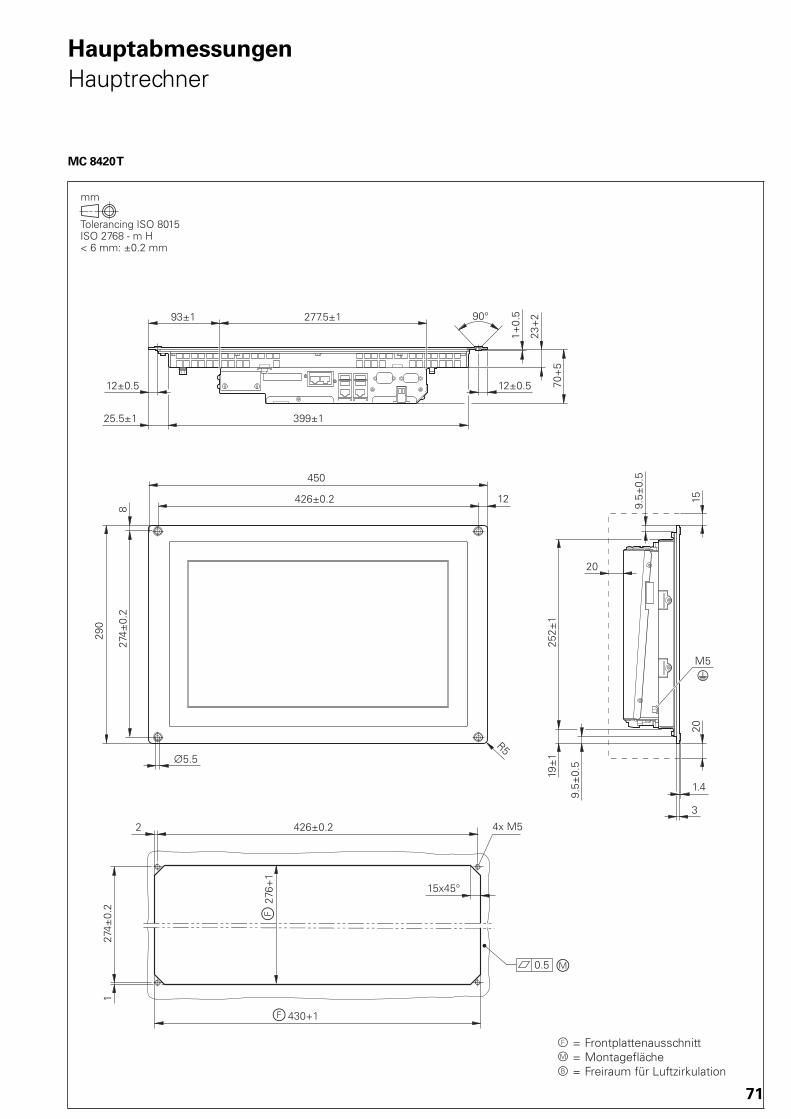
HauptabmessungenHauptrechner
MC 8420T
9.5±
0.5
12±0.5
399±125.5±1
1+0.
5
23+
2
70+
5
15
20
20
9.5±
0.5
252±
1
3
19±
1
R55.5
1
12±0.5
277.5±193±1
FrontplattenausschnittMontageflächeFreiraum für Luftzirkulation
71
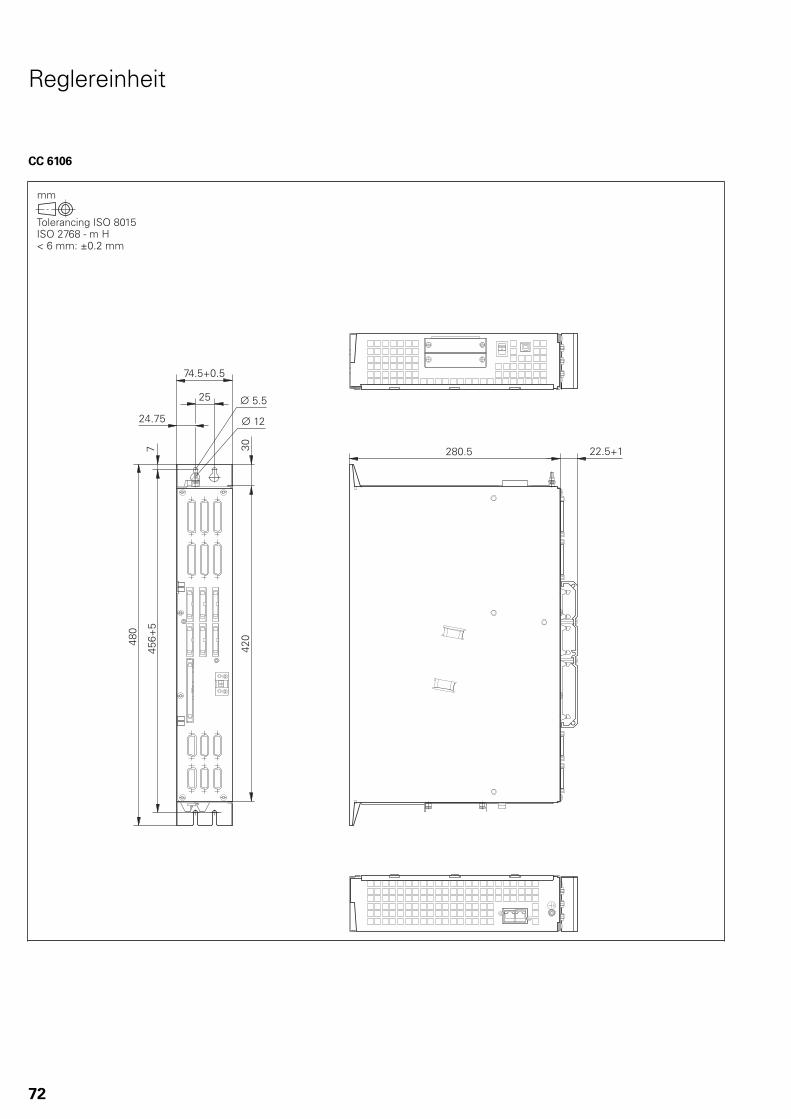
Reglereinheit
CC 6106
72
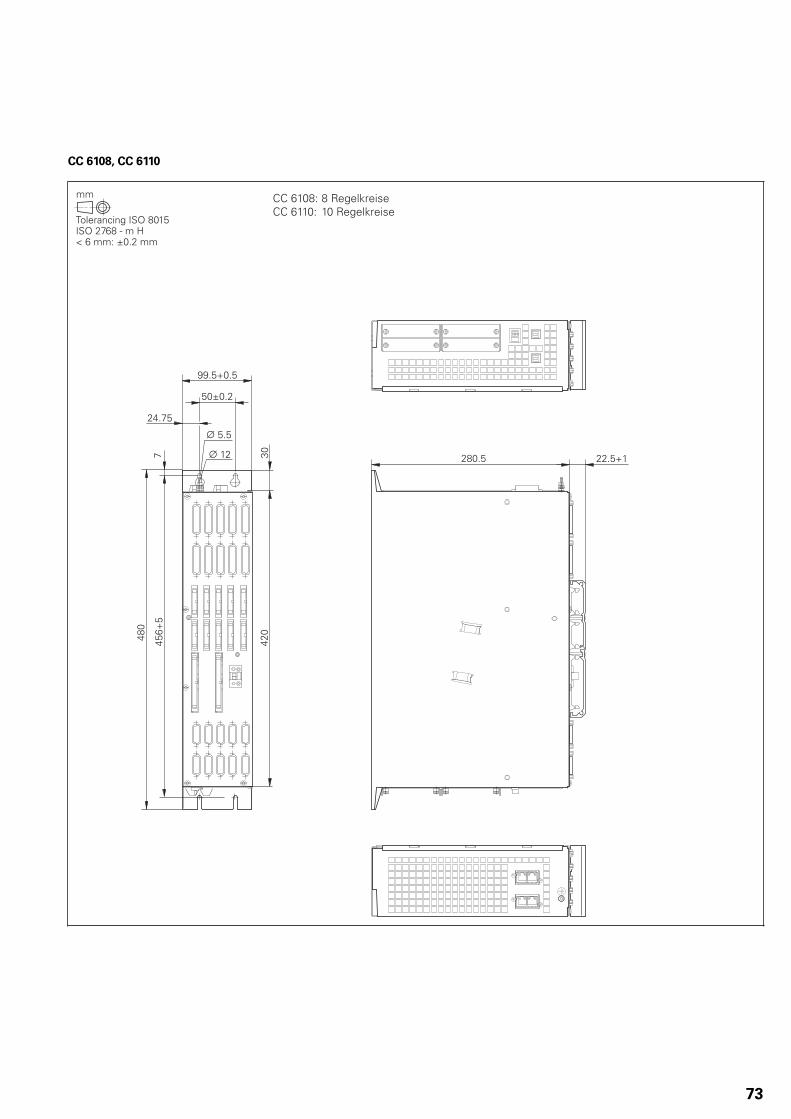
CC 6108, CC 61107
CC 6108:CC 6110:
8 Regelkreise10 Regelkreise
73
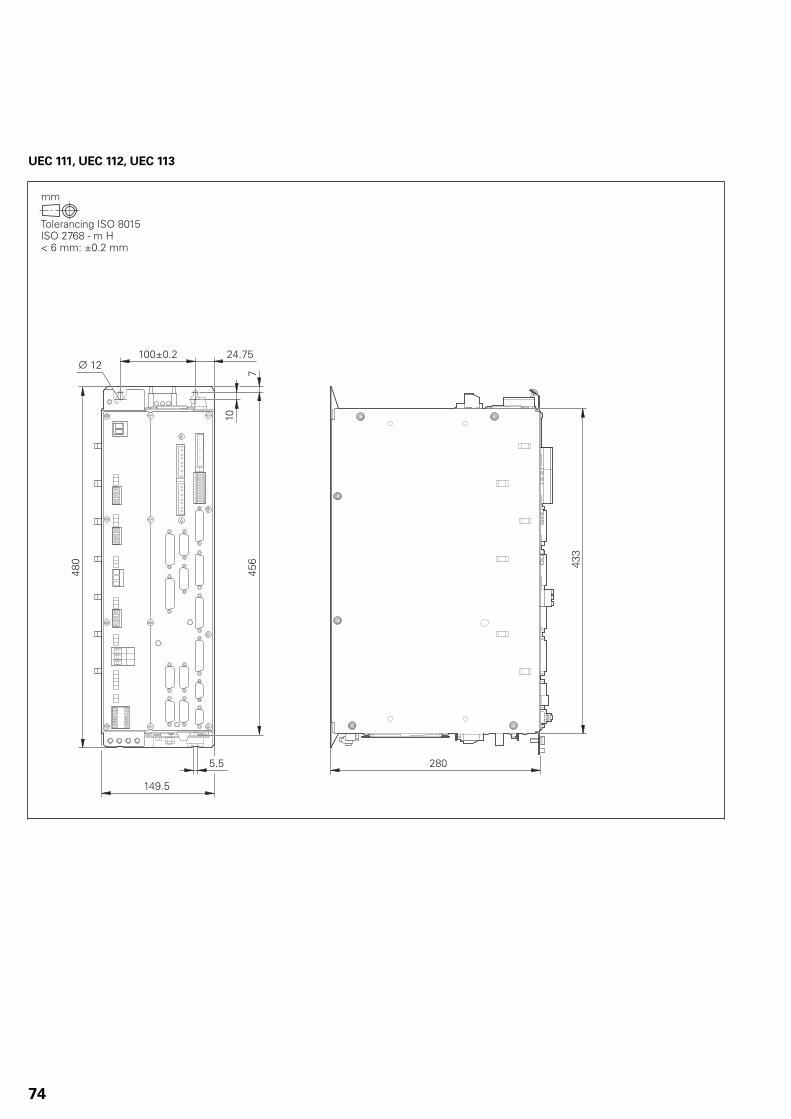
UEC 111, UEC 112, UEC 113
74
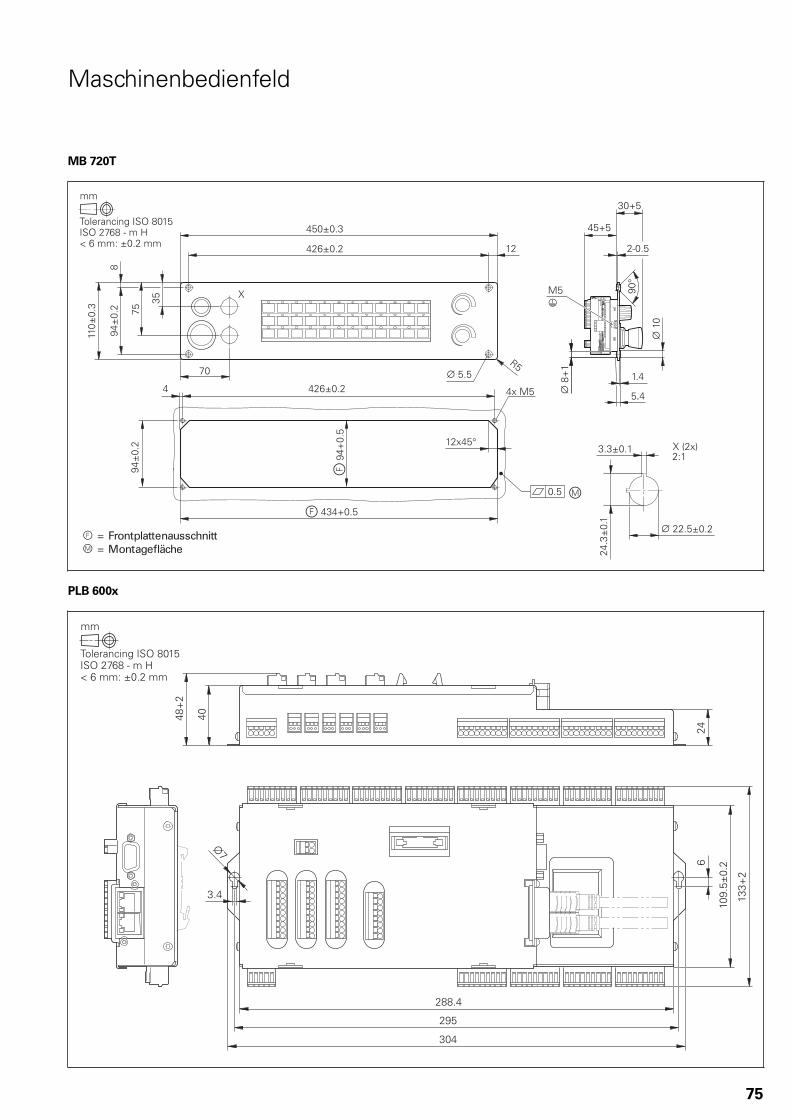
Maschinenbedienfeld
MB 720T
FrontplattenausschnittMontagefläche
PLB 600x
75
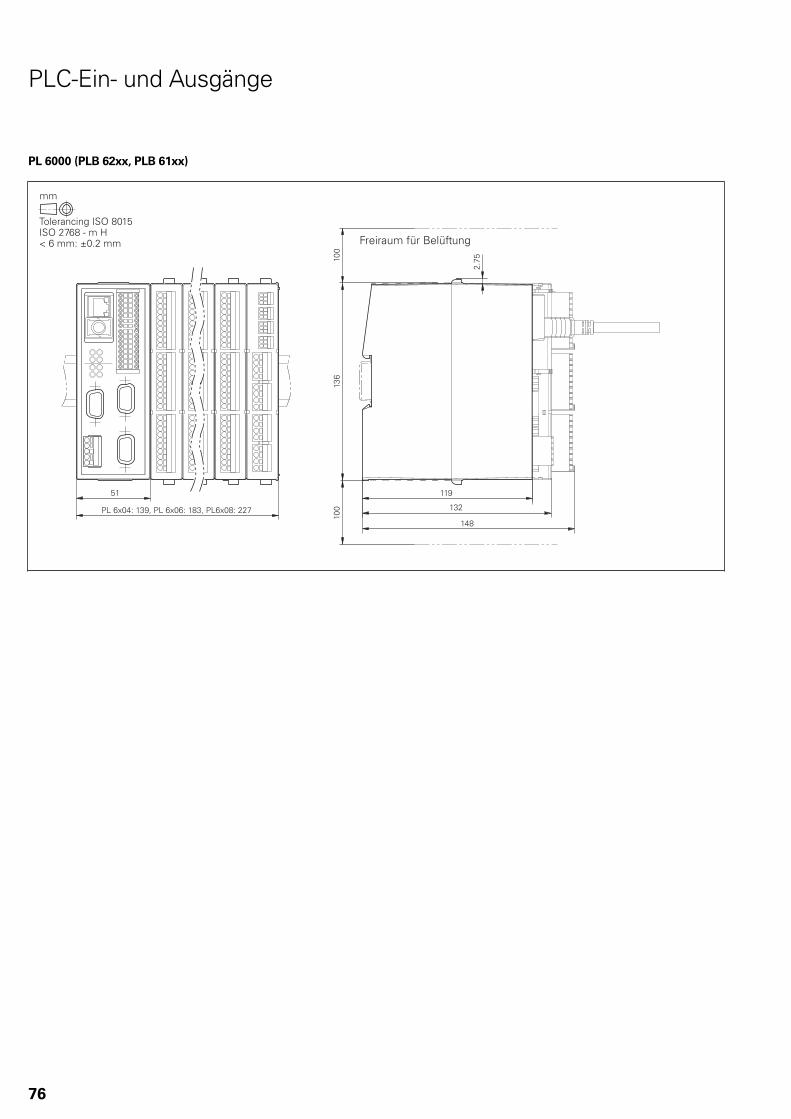
PLC-Ein- und Ausgänge
PL 6000 (PLB 62xx, PLB 61xx)
Freiraum für Belüftung
76
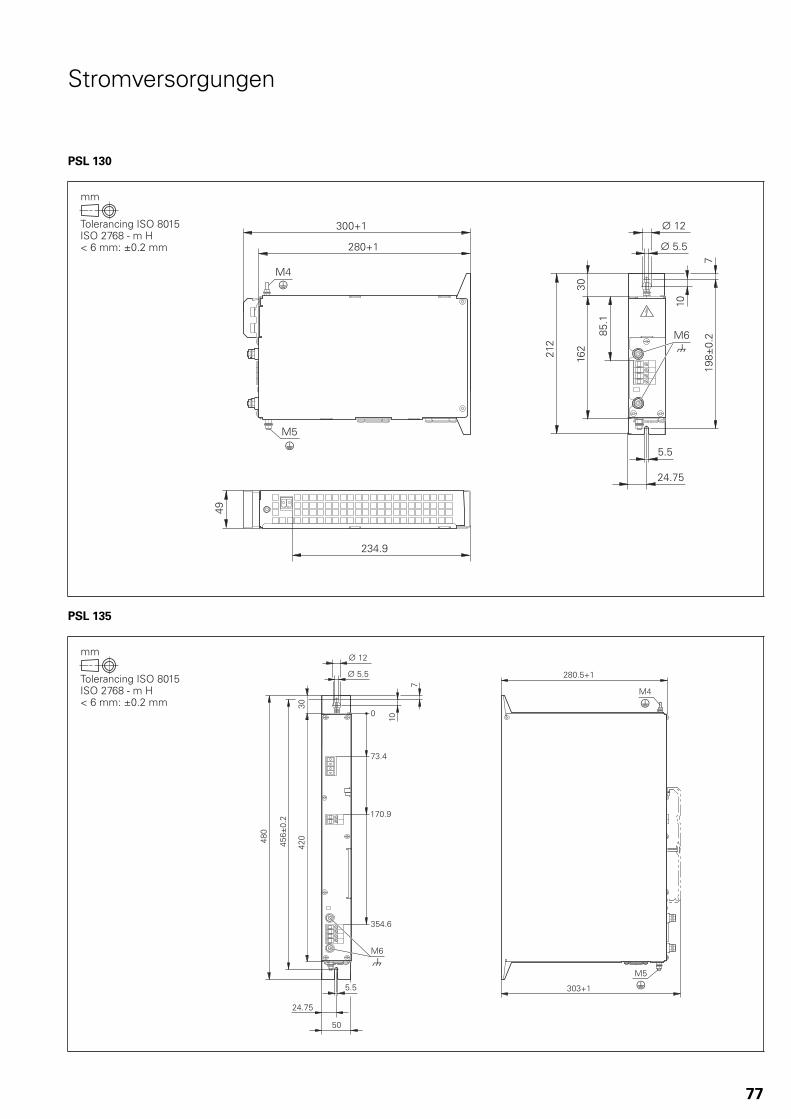
Stromversorgungen
PSL 130
PSL 135
77
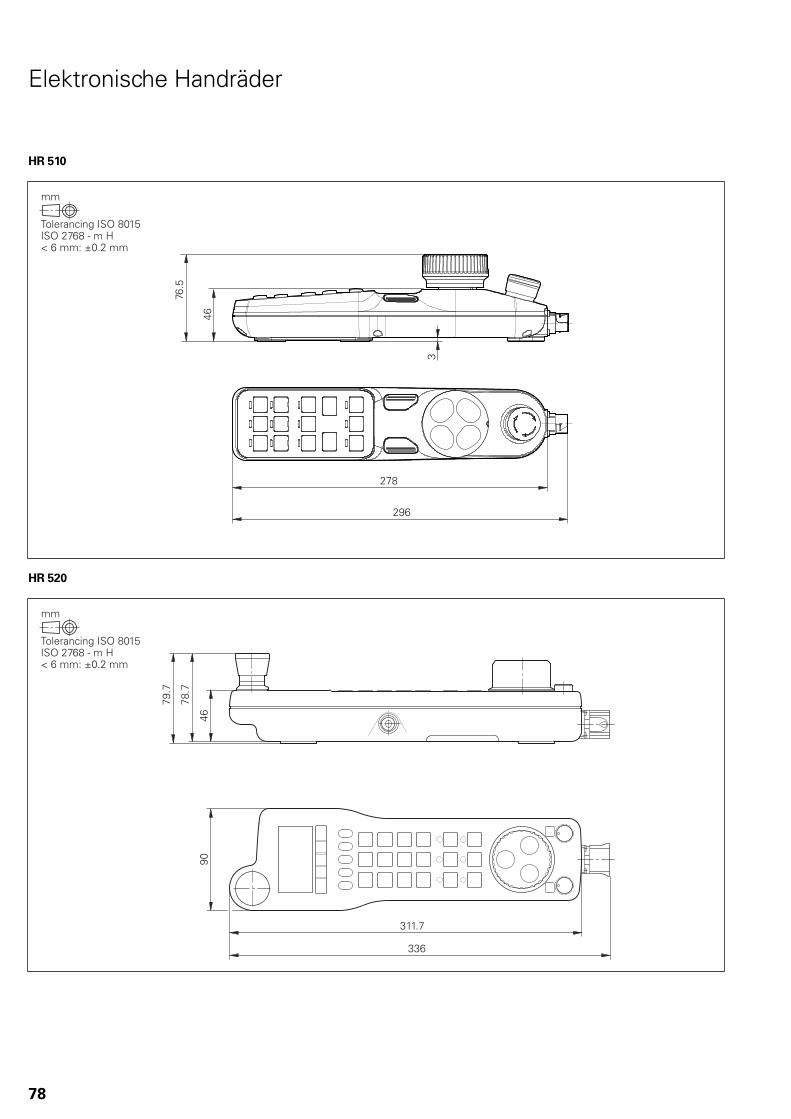
Elektronische Handräder
HR 510
278
46
3
76.5
296
HR 520
78
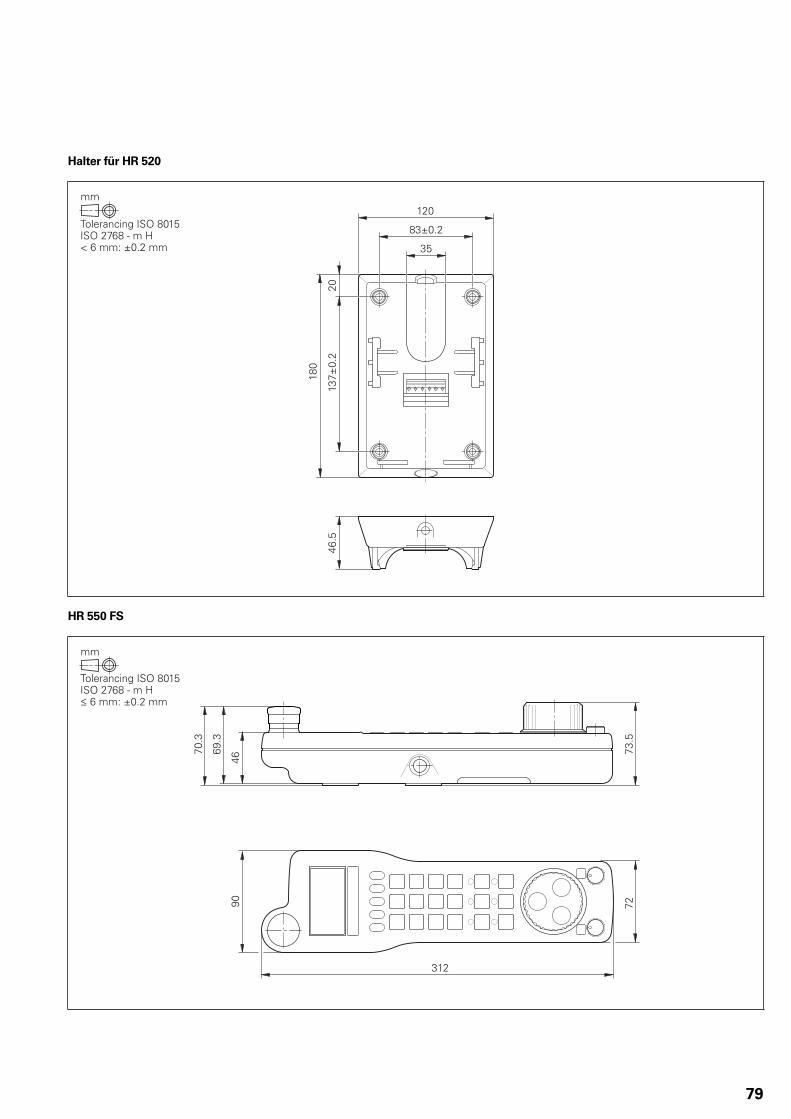
Halter für HR 520
HR 550 FS
69.3
70.3
73.5
72
79
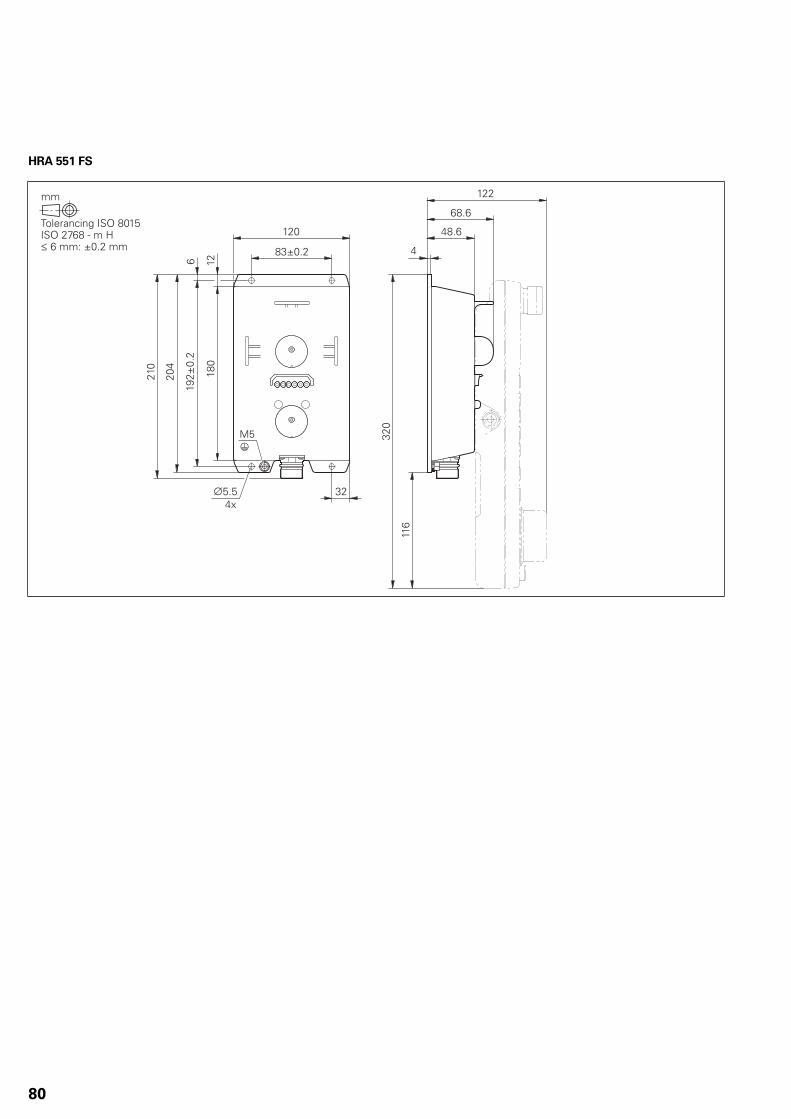
HRA 551 FS
4
48.6
68.6
122
120
116
320
324x
5.5
6 1218
0
83±0.2
192±
0.2
204
210
80
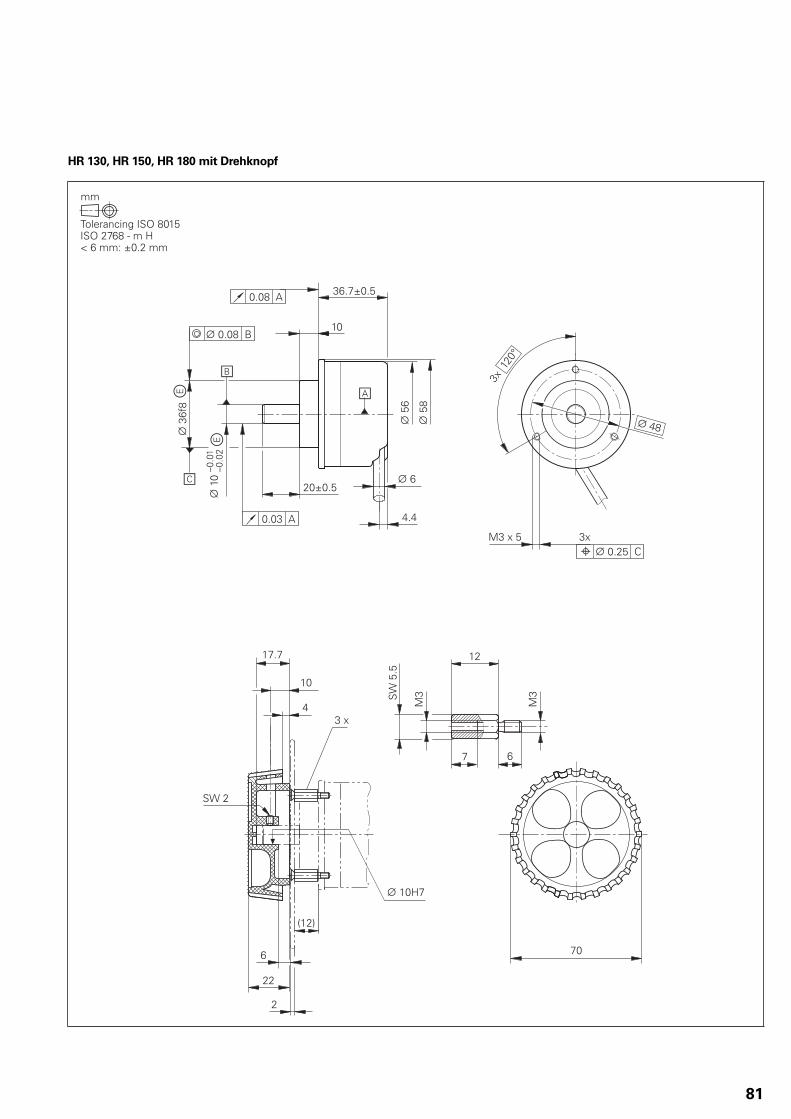
HR 130, HR 150, HR 180 mit Drehknopf
81
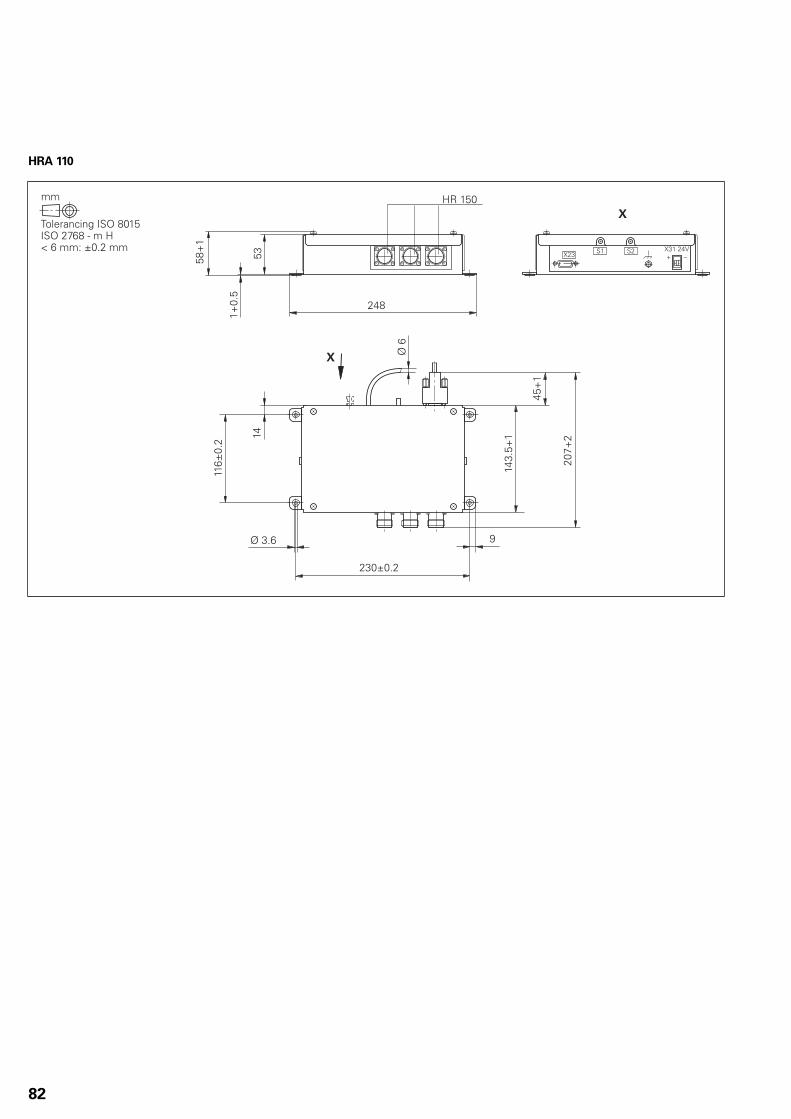
HRA 110
82
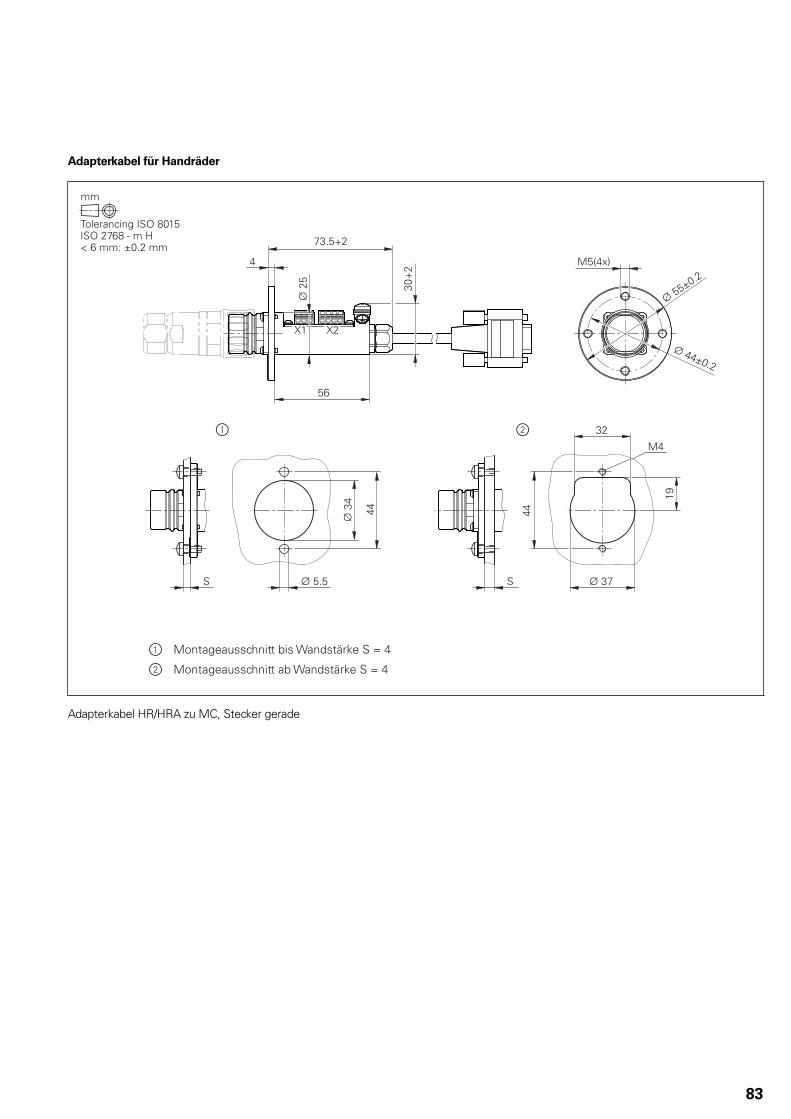
Adapterkabel für Handräder
X1 X2
Montageausschnitt ab Wandstärke S = 4
Montageausschnitt bis Wandstärke S = 4
Adapterkabel HR/HRA zu MC, Stecker gerade
83
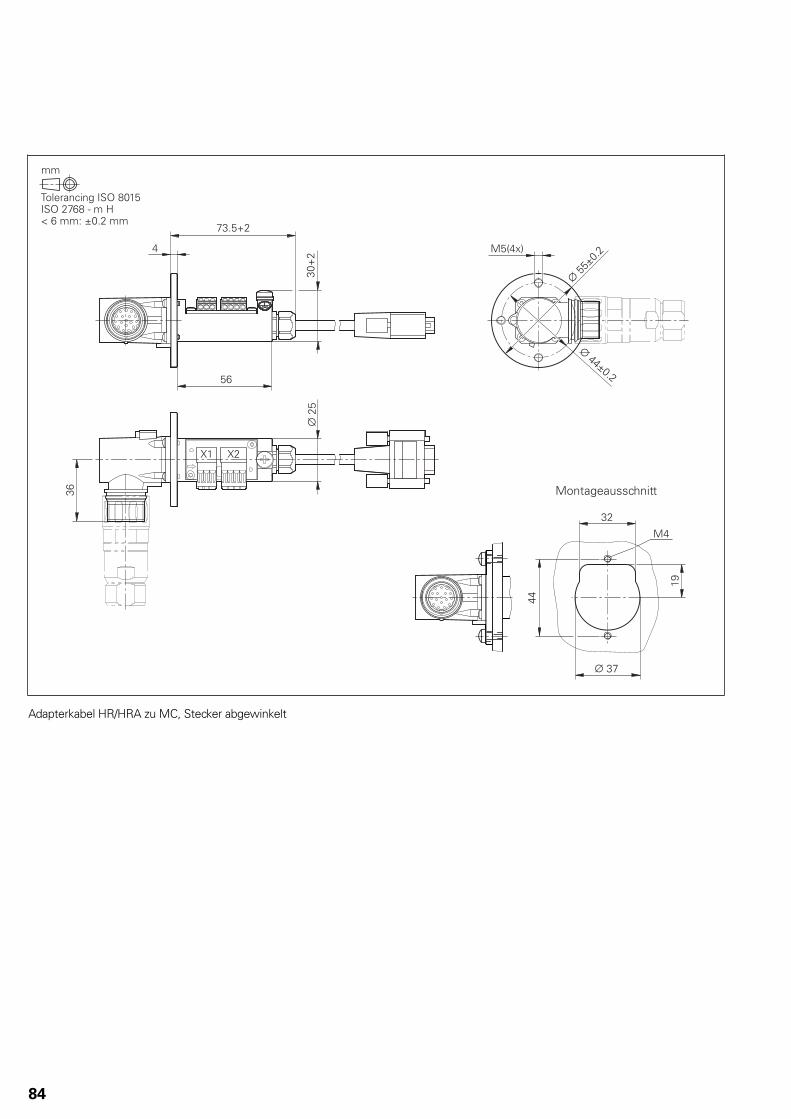
36
X1 X2
Montageausschnitt
Adapterkabel HR/HRA zu MC, Stecker abgewinkelt
84
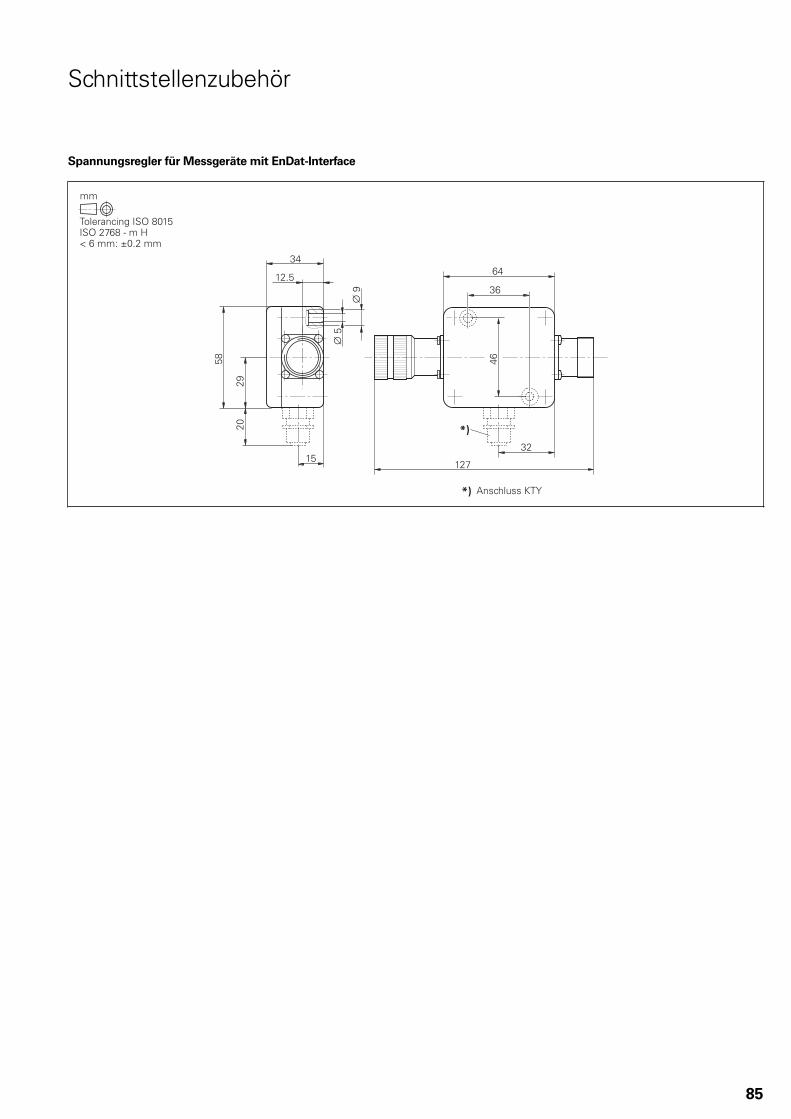
Schnittstellenzubehör
Spannungsregler für Messgeräte mit EnDat-Interface
Anschluss KTY
85
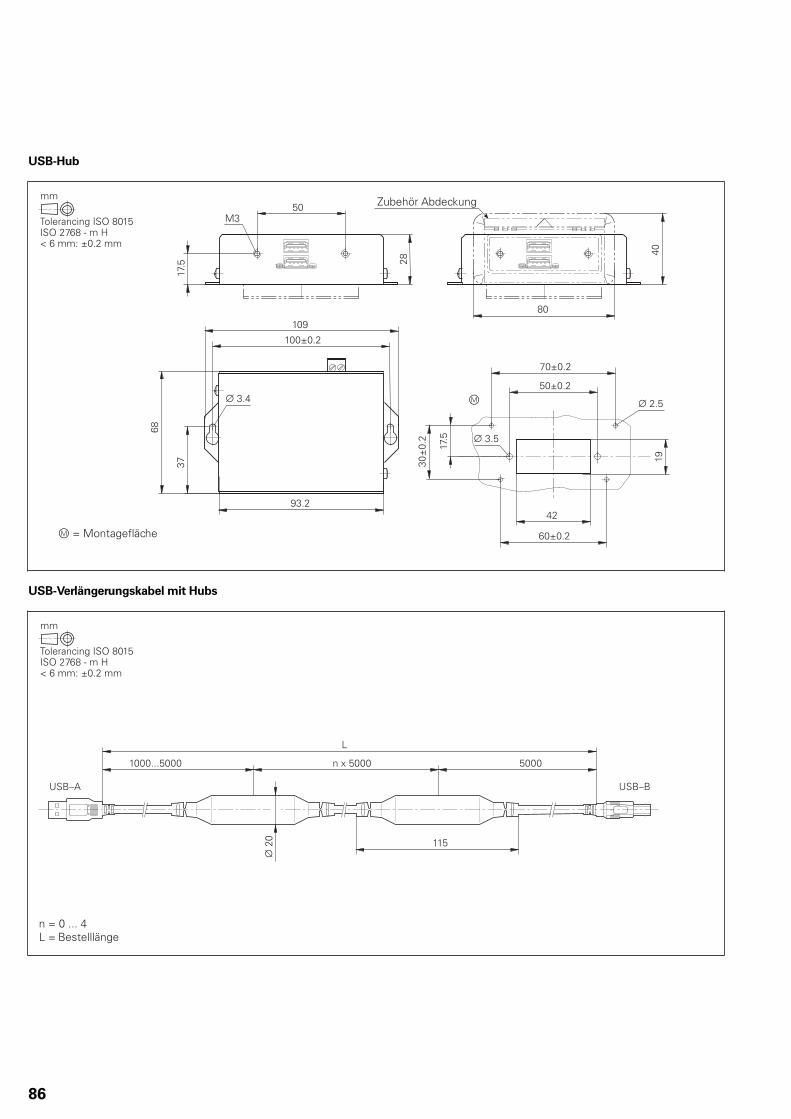
USB-Hub
Zubehör Abdeckung
Montagefläche
USB-Verlängerungskabel mit Hubs
Bestelllänge
86
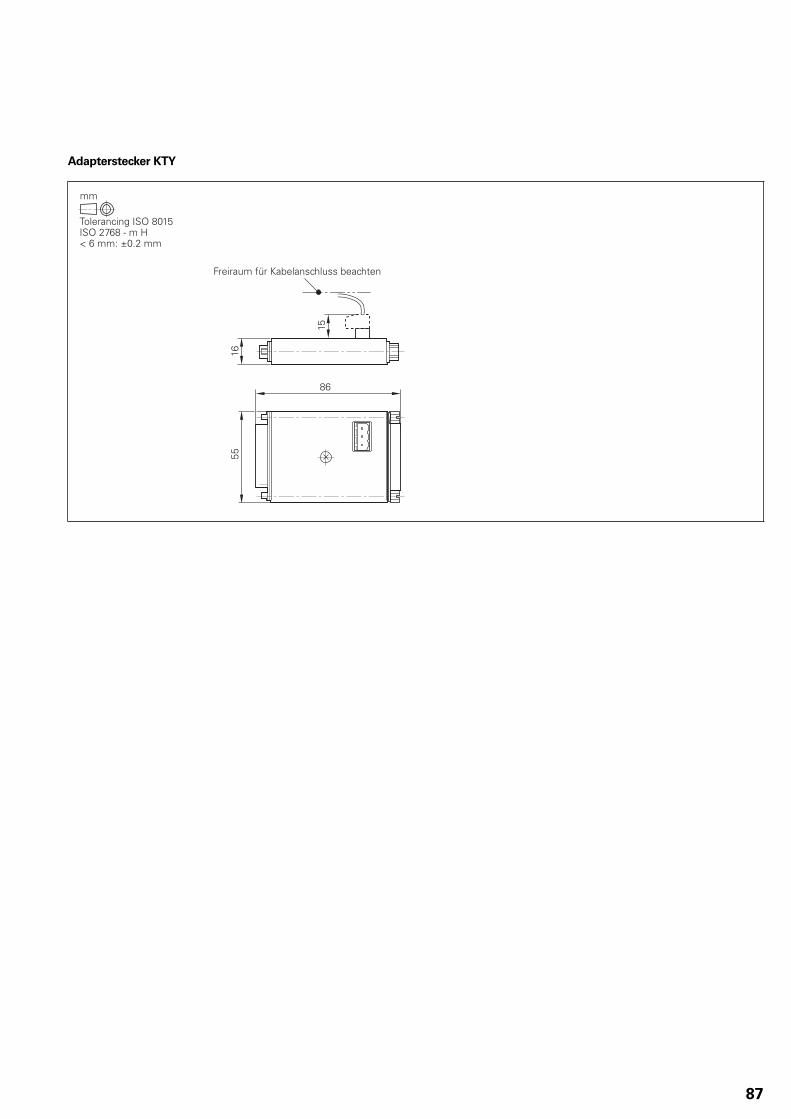
Adapterstecker KTY
Freiraum für Kabelanschluss beachten
87
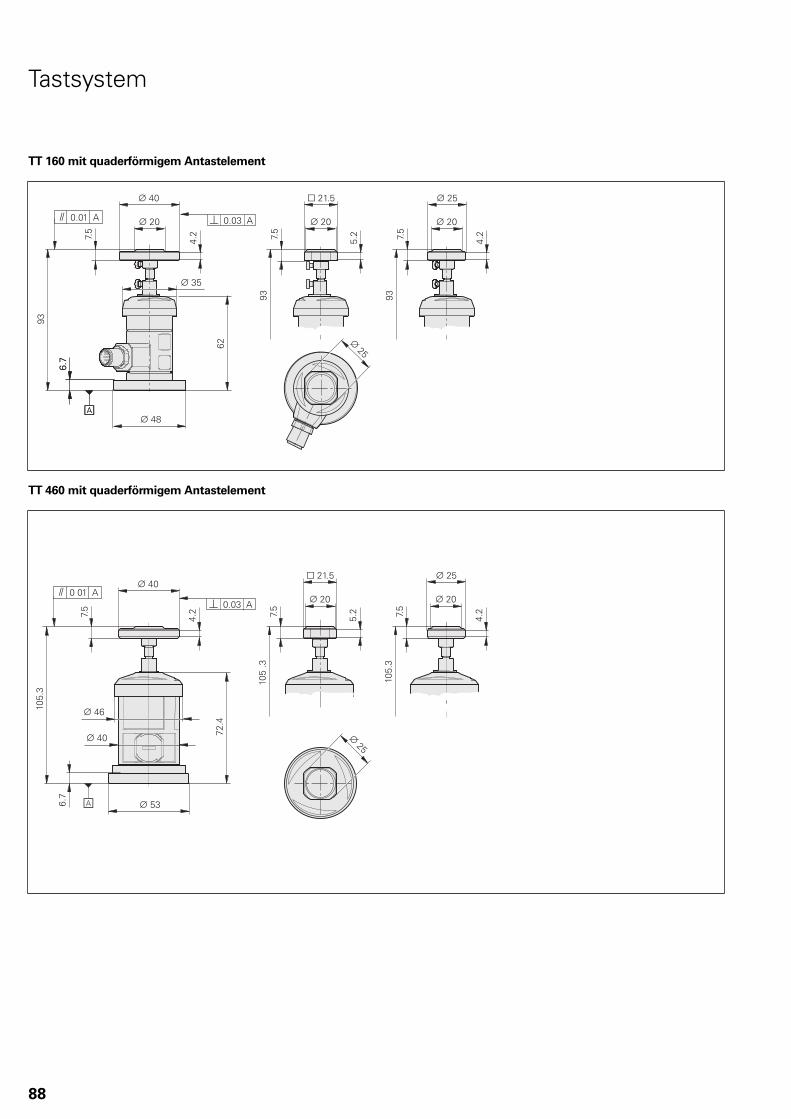
Tastsystem
TT 160 mit quaderförmigem Antastelement
TT 460 mit quaderförmigem Antastelement
88
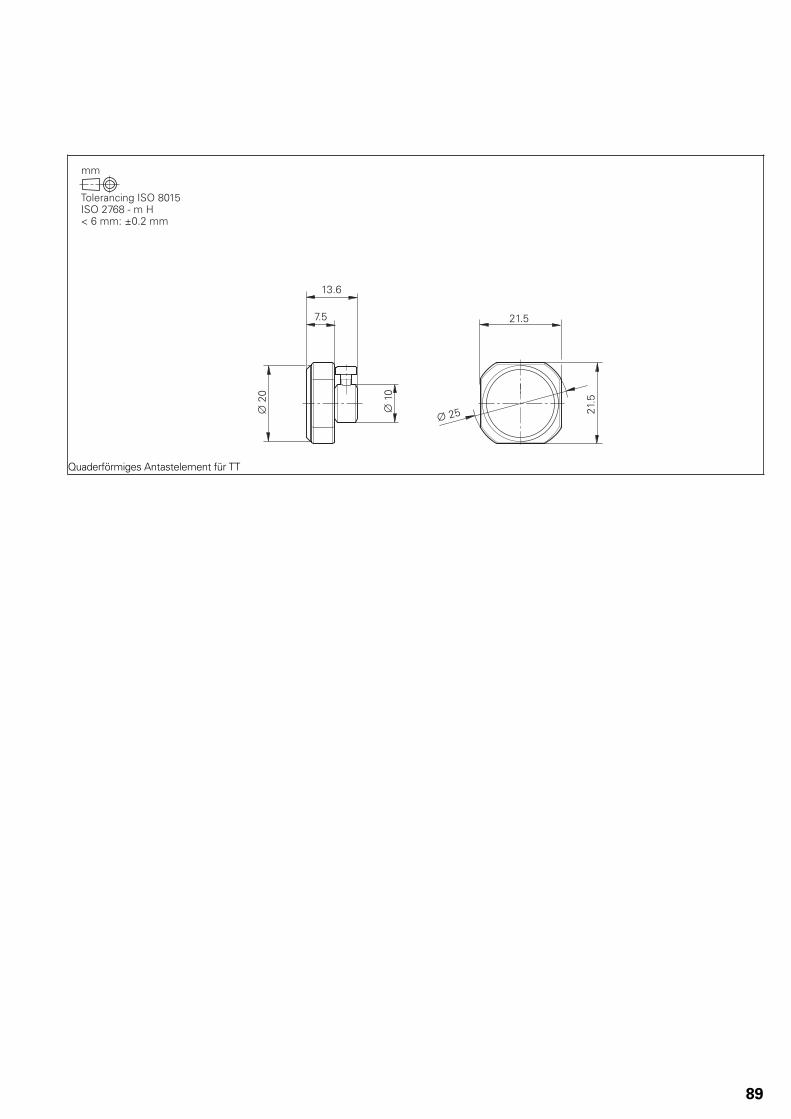
21.5
21.5
25 2
0
1
0
7.5
13.6
Tolerancing ISO 8015ISO 2768 - m H< 6 mm: ±0.2 mm
Quaderförmiges Antastelement für TT
89
Allgemeine InformationenDokumentation
TechnischeDokumentation
• Technisches Handbuch MANUALplus 620 ID 747323-xx; im PDF-Format auf HESIS-Webincluding Filebase
• Technisches Handbuch Umrichtersysteme und Motoren ID 208962-xx; im PDF-Format auf HESIS-Web including Filebase
• Montageanleitung TS 260 ID 808652-9x• Montageanleitung TS 460 ID 808653-9x• Montageanleitung TS 740 ID 632761-9x• Montageanleitung TT 160 ID 808654-xx• Montageanleitung TT 460 ID 808655-xx
Benutzer-dokumentation
MANUALplus 620• Benutzerhandbuch MANUALplus 620 ID 1079948-xx• Benutzerhandbuch smart.Turn- und DIN-Programmierung ID 1118606-xx
allgemein• Benutzerhandbuch TNCremo als integrierte Hilfe• Benutzerhandbuch TNCremoPlus als integrierte Hilfe• Benutzerhandbuch IOconfig als integrierte Hilfe• Benutzerhandbuch PLCdesign als integrierte Hilfe
SonstigeDokumentation
• Prospekt MANUALplus 620 ID 1082181-xx• Prospekt Tastsysteme ID 1113984-xx• Prospekt Umrichtersysteme ID 622420-xx• Prospekt Motoren ID 208893-xx• Prospekt RemoTools SDK virtualTNC ID 628968-xx• Prospekt Programmierplatz für Drehsteuerungen ID 826688-xx• Produktübersicht Ferndiagnose mit TeleService ID 348236-xx• DVD Tastsysteme ID 344353-xx• DVD Programmierplatz DataPilot CP 640, MP 620 –
Demo-VersionID 1230525-xx
• DVD Programmierplatz DataPilot CP 640, MP 620 – Einzelplatzlizenz
ID 1230536-xx
• DVD Programmierplatz DataPilot CP 640, MP 620 – Netzwerklizenz 14 Plätze
ID 1230537-xx
• DVD Programmierplatz DataPilot CP 640, MP 620 – Netzwerklizenz 20 Plätze
ID 1230538-xx
• Produktinformation HR 550 FS PDF• Technische Information
Durchgängig digitalPDF
Sicherheits-technische Kenngrößen
Für HEIDENHAIN-Geräte, wie z.B. Steuerungskomponenten,Messgeräte oder Motoren erhalten Sie sicherheitstechnischeKenngrößen (Ausfallraten, Aussagen zu einem Fehlerausschlussusw.) gerätespezifisch auf Anfrage bei Ihrem HEIDENHAIN-Ansprechpartner.
Prinzipschaltplan Weitere Informationen zu Prinzipschaltplänen erhalten Sie beiIhrem HEIDENHAIN-Ansprechpartner.
90
Service und Schulungen
TechnischeUnterstützung
HEIDENHAIN bietet dem Maschinenhersteller technische Unter-stützung zur Optimierung der Anpassung der Steuerung an dieMaschine – auch vor Ort – an.
Tausch-Steuerung Im Fehlerfall garantiert HEIDENHAIN die kurzfristige Lieferungeiner Tausch-Steuerung (in Europa im Regelfall innerhalb 24Stunden).
Helpline Bei Fragen zur Anpassung oder bei Störungen stehen Ihnenunsere Kundendienst-Techniker selbstverständlich telefonisch zurVerfügung:
NC-Support +49 8669 31-3101 E-Mail: [email protected]
PLC-Programmierung +49 8669 31-3102E-Mail: [email protected]
NC-Programmierung +49 8669 31-3103 E-Mail: [email protected]
Messgeräte/Maschinen-vermessung
+49 8669 31-3104 E-Mail: [email protected]
APP-Programmierung +49 8669 31-3106 E-Mail: [email protected]
Bei Fragen zu Reperaturen, Ersatzteilen oder Exchange-Gerätenwenden Sie sich bitte an unsere Kundenbetreuung:
KundenbetreuungNational
+49 8669 31-3121 E-Mail: [email protected]
Kundenbetreuung International
+49 8669 31-3123E-Mail: [email protected]
Maschinen-Vermessung
Auf Wunsch nehmen die HEIDENHAIN-Techniker eine Vermes-sung der Maschinengeometrie, z. B. mit einem Kreuzgitter-Mess-gerät KGM, vor.
TechnischeSchulungen
HEIDENHAIN bietet Technische Schulungen für folgende Themen-bereiche an:• NC-Programmierung• PLC-Programmierung• TNC-Optimierung• TNC-Service• Messgerät-Service• Kundenspezifische Sonderschulungen
Information, Termine, Anmeldung: +49 8669 31-2293 oder 31-1695 +49 8669 31-1999E-Mail: [email protected]
91
Weitere HEIDENHAIN-SteuerungenBeispiele
CNC PILOT 640 Information: Prospekt CNC PILOT 640• Bahnsteuerung für Dreh- und Dreh-Fräs-Maschinen• Geeignet für Horizontal-, Vertikal- und Karusselldrehmaschinen• Achsen: max. 24 Regelkreise (22 Regelkreise mit Funktionaler
Sicherheit FS), max. 8 NC-Achsen pro Kanal, max. 6 Spindeln imGesamtsystem
• Mehrkanaligkeit: bis zu 3 Kanäle für asynchrone Mehrschlitten-bearbeitung
• Bis zu 3 Hauptachsen (X-, Z- und Y-Achse), B-Achse, geregelteHaupt- und Gegenspindel, C1-/C2-Achse und angetriebeneWerkzeuge
• 5-Achs-Simultanbearbeitung (X-, Z-, Y,-, B- und C-Achse)• Bis zu 3 programmierbare Hilfsachsen (U, V, W) zur Ansteuerung
von Lünette, Reitstock und Gegenspindel• Position einer parallelen Nebenachse kann mit der Hauptachse
verrechnet angezeigt werden• Für den Betrieb mit HEIDENHAIN-Umrichtersystemen und vor-
zugsweise mit HEIDENHAIN-Motoren• Durchgängig digital durch HSCI-Schnittstelle und EnDat-Interface• 19” oder 15,6” Multitouch-Bildschirm• Speichermedium: CompactFlash-Speicherkarte CFR (CFast) 8
GB• Programmierung der Dreh-, Bohr- und Fräsbearbeitung mit
smart.Turn, nach DIN oder über Zyklen• TURN PLUS für automatisierte smart.Turn-Programmgenerie-
rung• Freie Konturprogrammierung ICP für Dreh- und Fräskonturen• Für einfache Werkzeugaufnahmen (Multifix), Werkzeug-Revolver
oder -Magazine
CNC PILOT 640 mit 15,6” Multitouch-Bildschirm
92
Stichwortverzeichnis
A
Absolute Messgeräte.......................... 53Achsen................................................ 49Achsregelung...................................... 54Adapterstecker für Temperatursensor... 24ADP Advanced Dynamic Prediction...... 56Angetriebenes Werkzeug.................... 52Anschlusskabel.................................... 35Anzeigeschritt........................................ 6API DATA............................................ 60Aufstellhöhe........................................ 70
B
B-Achse.............................................. 50Basismodule....................................... 26Benutzerfunktionen............................. 10Benutzerverwaltung...................... 13, 48Betriebssystem................................... 48Bus-Diagnose...................................... 60
C
C-Achs-Betrieb (Option 55)................... 51CC 6106........................................ 21, 72CC 6108.............................................. 21CC 6108, CC 6110............................... 73CC 6110.............................................. 21CC 61xx.............................................. 21Clips-Tasten................................... 37, 39CMA-H 04-04-00................................. 30ConfigDesign...................................... 59Connected Machining.......................... 68CPF Crossover Position Filter............... 55
D
Datenschnittstellen.............................. 66Digitale Regelung................................ 54Digitales Steuerungskonzept................ 46DNC-Anwendungen............................ 68Double Speed..................................... 20Double-Speed-Regelkreise................... 55DriveDiag............................................ 59
E
EA-Module.......................................... 26Echtzeit-Koppelfunktion....................... 50Eingabefeinheit...................................... 6Elektronische Handräder...................... 33EMV-Verträglichkeit.............................. 70EnDat 2.2............................................ 46Erweiterungs-PL.................................. 26Ethernet.............................................. 66
F
Fehlerkompensation............................ 58Feldbussysteme.................................. 30
G
Gantry-Achsen..................................... 50Gegenspindel (Option 132).................. 51Geglätteter Ruck.................................. 56Getriebestufen.................................... 51Gleichlaufachsen(Option 24)................. 50Gleitreibung......................................... 58
H
Haftreibung......................................... 58Hauptrechner...................................... 16Haupt- und Gegenspindel.................... 51HEROS 5............................................ 48HR 130......................................... 35, 81HR 150......................................... 36, 81HR 180......................................... 35, 81HR 510......................................... 33, 78HR 520......................................... 34, 78HR 550 FS.................................... 34, 79HRA 110........................................ 36, 82HRA 551 FS.................................. 34, 80HSCI................................................... 46
HSCI-Adapter...................................... 29HSCI-Steuerungskomponenten............ 16
I
Inbetriebnahme- und Diagnosehilfen.... 59Inkrementale Messgeräte.................... 53Integrierte PLC.................................... 62Integrierter Umrichter.......................... 54IOconfig.............................................. 27
K
Kabelübersicht..................................... 41Kombiniertes PROFIBUS-DP/PRO-FINET-IO-Modul................................... 30Kompensation von „Momentenrip-peln”................................................... 54Komponenten....................................... 4Kontextsensitive Hilfe.......................... 57
L
LAC Load Adaptive Control.................. 58Lagegeregelte Hauptspindel................ 51Lineare Fehler..................................... 58Load Monitoring.................................. 57Logbuch.............................................. 60Look ahead......................................... 56Lose.................................................... 58
M
Maschinenanpassung............................ 8Master-Schlüsselwort.......................... 17Maximale Spindeldrehzahl................... 51
MB 720T...................................... 25, 75MC 8420T........................................... 16Messgerät-Eingänge............................ 53Mindestabstände................................ 69Modul für analoge Achsen................... 30Momenten-Regelung..................... 50, 50Montage und elektrischer Anschluss.... 69
N
Nichtlineare Fehler............................... 58
O
OLM................................................... 60Optionen............................................. 14Oszilloskop.......................................... 59
P
PL 6000........................................ 26, 76PLA-H 08-04-04................................... 27PLB 600x...................................... 29, 75PLB 6104............................................ 26PLB 6106............................................ 26PLB 6108............................................ 26PLB 6204 EnDat................................. 26PLB 6206 EnDat................................. 26PLB 6208 EnDat................................. 26PLC-Achsen.................................. 50, 63PLC-Basisprogramm............................ 64PLCdesign........................................... 63PLC-Ein-/Ausgänge.............................. 62PLC-Fenster........................................ 62PLC-Positionierungen........................... 62PLC-Programmierung.......................... 62PLC-Softkeys....................................... 62PLC-Verschlüsselung........................... 62PLD-H 08-16-00................................... 26PLD-H 16-08-00................................... 26PROFIBUS-DP-Modul.......................... 30PROFINET-IO-Modul............................ 30PSL 130........................................ 28, 77PSL 135........................................ 28, 77Python OEM Process.......................... 63
R
Regelkreis-Zykluszeiten........................ 55Reglereinheit....................................... 20RemoTools SDK.................................. 68Ruck.................................................... 56Ruckbegrenzung.................................. 56
S
Schleppabstand................................... 54Schutzklassen...................................... 69SE 540................................................ 32SE 642................................................ 32SE 660................................................ 32SE 661................................................ 32
93
Sende-/Empfangseinheit...................... 32SIK-Baustein........................................ 17SIK für rein analoge Antriebssysteme... 19Single Speed....................................... 20Software............................................... 5Spannungsversorgung......................... 16Speichermedium................................. 17Spindel-Override.................................. 51Spindel Synchronlauf........................... 52State Reporting................................... 61Stromversorgung................................. 28System-PL mit EnDat-Unterstützung.... 26
T
Table-Funktion..................................... 60Tastsysteme........................................ 31Technische Daten.................................. 6TeleService.......................................... 60TNCanalyzer........................................ 61TNCkeygen......................................... 17TNCopt............................................... 60TNCremo............................................ 67TNCremoPlus...................................... 67TNCscope........................................... 60TNCtest.............................................. 61Trace-Funktion..................................... 60TT 160................................................ 88TT 460................................................ 88
U
Überwachungsfunktionen.................... 57UEC 111........................................ 23, 74UEC 112........................................ 23, 74UEC 113........................................ 23, 74UEC 11x.............................................. 22Umkehrspiel........................................ 58Umkehrspitzen.................................... 58Umrichtersystem................................. 44USB.................................................... 66USB-Hub....................................... 67, 86
V
V.24/RS-232-C..................................... 66Verfahrbereich..................................... 49Vorsteuerung....................................... 54
W
Wärmeausdehnung............................. 58Werkstückvermessung........................ 31Werkzeugträger................................... 49Werkzeugvermessung......................... 32
Z
Zubehör................................................ 5Zusatzmodule...................................... 30Zykluszeiten........................................ 20
94
PH MACHINEBANKS' CORPORATIONQuezon City, Philippines 1113 E-mail: [email protected]
PL APS02-384 Warszawa, Poland www.heidenhain.pl
PT FARRESA ELECTRÓNICA, LDA.4470 - 177 Maia, Portugal www.farresa.pt
RO HEIDENHAIN Reprezentanta RomaniaBrasov, 500407, Romania www.heidenhain.ro
RS Serbia BG
RU OOO HEIDENHAIN115172 Moscow, Russia www.heidenhain.ru
SE HEIDENHAIN Scandinavia AB12739 Skärholmen, Sweden www.heidenhain.se
SG HEIDENHAIN PACIFIC PTE LTDSingapore 408593 www.heidenhain.com.sg
SK KOPRETINA TN s.r.o.91101 Trencin, Slovakia www.kopretina.sk
SL NAVO d.o.o.2000 Maribor, Slovenia www.heidenhain.si
TH HEIDENHAIN (THAILAND) LTDBangkok 10250, Thailand www.heidenhain.co.th
TR T&M Mühendislik San. ve Tic. LTD. STI·.
34775 Y. Dudullu – Ümraniye-Istanbul, Turkey www.heidenhain.com.tr
TW HEIDENHAIN Co., Ltd.Taichung 40768, Taiwan R.O.C. www.heidenhain.com.tw
UA Gertner Service GmbH Büro Kiev 02094 Kiev, Ukraine www.heidenhain.ua
US HEIDENHAIN CORPORATIONSchaumburg, IL 60173-5337, USA www.heidenhain.com
VE Maquinaria Diekmann S.A. Caracas, 1040-A, Venezuela E-mail: [email protected]
VN AMS Co. LtdHCM City, VietnamE-mail: [email protected]
ZA MAFEMA SALES SERVICES C.C.Midrand 1685, South Africa www.heidenhain.co.za
ES FARRESA ELECTRONICA S.A.08028 Barcelona, Spain www.farresa.es
FI HEIDENHAIN Scandinavia AB01740 Vantaa, Finland www.heidenhain.fi
FR HEIDENHAIN FRANCE sarl92310 Sèvres, France www.heidenhain.fr
GB HEIDENHAIN (G.B.) LimitedBurgess Hill RH15 9RD, United Kingdom www.heidenhain.co.uk
GR MB Milionis Vassilis17341 Athens, Greece www.heidenhain.gr
HK HEIDENHAIN LTDKowloon, Hong Kong E-mail: [email protected]
HR Croatia SL
HU HEIDENHAIN Kereskedelmi Képviselet1239 Budapest, Hungary www.heidenhain.hu
ID PT Servitama Era ToolsindoJakarta 13930, Indonesia E-mail: [email protected]
IL NEUMO VARGUS MARKETING LTD.Holon, 58859, Israel E-mail: [email protected]
IN HEIDENHAIN Optics & Electronics India Private LimitedChetpet, Chennai 600 031, India www.heidenhain.in
IT HEIDENHAIN ITALIANA S.r.l.20128 Milano, Italy www.heidenhain.it
JP HEIDENHAIN K.K.Tokyo 102-0083, Japan www.heidenhain.co.jp
KR HEIDENHAIN Korea LTD.Gasan-Dong, Seoul, Korea 153-782 www.heidenhain.co.kr
MX HEIDENHAIN CORPORATION MEXICO20290 Aguascalientes, AGS., Mexico E-mail: [email protected]
MY ISOSERVE SDN. BHD.43200 Balakong, Selangor E-mail: [email protected]
NL HEIDENHAIN NEDERLAND B.V.6716 BM Ede, Netherlands www.heidenhain.nl
NO HEIDENHAIN Scandinavia AB7300 Orkanger, Norway www.heidenhain.no
NZ Llama ENGINEERING Ltd5012 Wellington, New Zealand E-mail: [email protected]
AR NAKASE SRL.B1653AOX Villa Ballester, Argentina www.heidenhain.com.ar
AT HEIDENHAIN Techn. Büro Österreich83301 Traunreut, Germany www.heidenhain.de
AU FCR MOTION TECHNOLOGY PTY LTDLaverton North Victoria 3026, Australia E-mail: [email protected]
BE HEIDENHAIN N.V.1760 Roosdaal, Belgium www.heidenhain.be
BG ESD Bulgaria Ltd.Sofia 1172, Bulgaria www.esd.bg
BR HEIDENHAIN Brasil Ltda.04763-070 – São Paulo – SP, Brazil www.heidenhain.com.br
BY GERTNER Service GmbH220026 Minsk, Belarus www.heidenhain.by
CA HEIDENHAIN CORPORATIONMississauga, OntarioL5T2N2, Canada www.heidenhain.com
CH HEIDENHAIN (SCHWEIZ) AG8603 Schwerzenbach, Switzerland www.heidenhain.ch
CN DR. JOHANNES HEIDENHAIN (CHINA) Co., Ltd.Beijing 101312, China www.heidenhain.com.cn
CZ HEIDENHAIN s.r.o.102 00 Praha 10, Czech Republic www.heidenhain.cz
DK TP TEKNIK A/S2670 Greve, Denmark www.tp-gruppen.dk
DE HEIDENHAIN Vertrieb Deutschland83301 Traunreut, Deutschland 08669 31-3132| 08669 32-3132E-Mail: [email protected]
HEIDENHAIN Technisches Büro Nord12681 Berlin, Deutschland 030 54705-240
HEIDENHAIN Technisches Büro Mitte07751 Jena, Deutschland 03641 4728-250
HEIDENHAIN Technisches Büro West44379 Dortmund, Deutschland 0231 618083-0
HEIDENHAIN Technisches Büro Südwest70771 Leinfelden-Echterdingen, Deutschland 0711 993395-0
HEIDENHAIN Technisches Büro Südost83301 Traunreut, Deutschland 08669 31-1337
Vollständige und weitere Adressen siehe www.heidenhain.de For complete and further addresses see www.heidenhain.de
����������������������������������������������������������� ���� ���������������� ����������� ��������� �����������������������������
����������������
*I_743682-16*
743682-16 · 5 · 12/2018 · H · Printed in Germany


















